
Acetaldehyde, production by fermentation, 54 Acetone, production ...
Upload
khangminh22Category
view
0download
0
N-Butanol Fermentation and Integrated Recovery Process: Adsorption, Gas
Stripping and Pervaporation
Dissertation
Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy
in the Graduate School of The Ohio State University
By
Fangfang Liu, B.S.
Graduate Program in Chemical Engineering
The Ohio State University
2014
Dissertation Committee:
Professor Shang-Tian Yang, Advisor
Professor Aravind Asthagiri
Professor David Wood

Copyright by
Fangfang Liu
2014

ii
Abstract
As a second generation biofuel, butanol has attracted increasing attention during
the last decade. Biobutanol can be produced through traditional ABE fermentation.
However, fermentative butanol production is not yet economically competitive with
petrochemical process, mainly due to high substrate cost, low product yield and
concentration and high recovery cost. Many efforts have been made to improve
fermentative butanol production.
Typical batch ABE fermentation usually gives a final butanol titer of 12-14 g/L.
Butanol recovery from this dilute solution by distillation is very energy-intensive. Many
alternative separation techniques have been developed. Among them, adsorption is a
promising technique for its simple operation. In order to selectively recover butanol and
release the product inhibition effect, four commercial materials were identified as
potential adsorbents for butanol separation. These four adsorbents, including activated
carbon Norit ROW 0.8, zeolite CBV901, polymeric resin Dowex Optipore L-493 and
SD-2, showed high specific loading and adsorbent-aqueous partitioning coefficients for
butanol. Adsorption isotherms and their regressions with Langmiur model were further
studied for these adsorbents, which provided the theoretical basis for predicting the
amount of butanol adsorbed on these adsorbents. In batch fermentation with in situ

iii
adsorption without pH control, activated carbon showed the best performance with 21.9
g/L total butanol production, and 71.3 g/L glucose consumption. The total butanol
production with activated carbon increased by 87.2%, 51.0%, 44.1% and 90.4%,
respectively, compared to the control (without adsorbent), L-493, SD-2 and CBV901.
The integration of adsorption by activated carbon, with both free and immobilized cell
fermentation, was demonstrated to be successful. The control free cell fermentation
produced 18.3 g/L butanol in 54 h with a butanol productivity of 0.34 g/L·h, while free
cell fermentation with adsorption produced >31.6 g/L butanol in 106 h with a butanol
productivity of >0.30 g/L·h, offering a >70% increase in butanol titer. The control
immobilized cell fermentation produced 16.4 g/L butanol in 47 h with a butanol
productivity of 0.35 g/L·h, while immobilized cell fermentation with adsorption produced
~54.6 g/L butanol in 122 h with a butanol productivity of ~0.45 g/L·h, an increase of ~30%
and ~200% in butanol productivity and butanol titer, respectively, compared to the
control experiments. Furthermore, ~150 g/L of butanol in the condensate could be
recovered from desorption of adsorbents, which was easily concentrated to ~640 g/L after
simple and naturally occurring phase separation. Therefore, based on the estimation on
energy consumption of other separation technology (typically >10 kJ/g), our highly-
designed in situ product recovery (ISPR) process with activated carbon only required
~4.8 kJ/g butanol, with greater energy saving, showing its potential economical value for
product recovery and integration with butanol fermentation to simultaneously remove
inhibitory products.
iv
In order to reduce the substrate cost, butanol has been produced from
lignocellulosic biomass and thus called second generation biofuel. There are many
different lignocellulosic biomass that can be explored for this purpose. Efforts have also
been devoted to improve butanol production. Besides metabolic engineering, butanol
production can be boosted by external driving forces which can redirect the electron and
carbon flow towards butanol synthesis. In this work, engineered mutant strain
Clostridium tyrobutyricum overexpressing adhE2 and ack knock out CtΔack-adhE2 was
used. When provided with external driving forces, butanol production with high yields
(>0.30 g/g) was achieved in bioreactor. Fed-batch butanol fermentation from different
carbon sources in a fibrous-bed bioreactor integrated with gas stripping was studied.
Final butanol titer, yield and productivity of 12.1 g/L, 0.25 g/g and 0.12 g/L∙h,
respectively, were obtained from soybean hull hydrolysate (SHH). A glucose and xylose
mixture mimicking sugar composition in SHH was also used to produce butanol, which
resulted in a total butanol production of 24.7 g/L. This work was the first study to
produce butanol from soybean hull hydrolysate integrated with gas stripping. This study
demonstrated the feasibility of butanol fermentation from soybean hull and sugarcane
bagasse hydrolysate integrated with butanol recovery by gas stripping.
Besides previously mentioned adsorption and gas stripping, pervaporation is also
an effective way for butanol recovery from dilute solutions with high selectivity. In this
work, high performance polydimethylsiloxane (PDMS) membranes and zeolite filled
PDMS mixed matrix membranes (MMMs) were developed to recover butanol from
model solutions. The effects of membrane filler zeolite, feed butanol concentration, and

v
operating (feed) temperature on pervaporation performance of PDMS membranes and
PDMS MMMs was studied. With the feed solution of 1.5 wt% butanol at 47°C, the
PDMS MMM filled with 40 wt% zeolite was found to have the highest butanol
separation factor of 77 with a butanol and total flux of 62 and 118 g/m2·h, respectively.
For both PDMS membranes and PDMS MMMs, the separation factor can be further
increased by elevating operating temperature, and permeation fluxes can be further
boosted by reducing membrane thickness, increasing feed butanol concentration, and/or
elevating operating temperature. The apparent activation energies of butanol permeation
in PDMS membrane and zeolite filled (40 wt%) PDMS MMM were evaluated and found
to be 34.3 and 44.2 kJ/mol, respectively. Compared to other studies reported in the
literature, this work demonstrated higher butanol separation performance by
pervaporation and showed huge energy saving compared to traditional distillation.
This project demonstrated efficient butanol recovery by adsorption, gas stripping
and pervaporation from both model solution and fermentation broth. In situ product
recovery largely improved fermentative butanol production.

vi
Dedication
Dedicated to my parents and sisters

vii
Acknowledgements
First of all, I would like to give my sincere thanks to my advisor, Dr. Shang-Tian
Yang, without whom I could have achieved nothing in the past four years. Before I joined
Dr. Yang’s research group, I was just an ignorant person with a Bachelor’s Degree. I am
eternally thankful and grateful for Dr. Yang’s guidance, encouragement and full support
throughout my Ph.D. study. Dr. Yang is nice and easy-going with admirable personality.
I have benefited tremendously from him, both in academia and in life.
I would also like to thank Dr. David Wood and Dr. Aravind Asthagiri for taking
out time to be on my committee, as well as their valuable suggestions and
recommendations on my research project.
I am very thankful for Dr. Chuang Xue for his guidance at the beginning of my
Ph.D. study. He taught me all the hand-on techniques to operate anaerobic fermentation
and different butanol recovery processes. I would also like to thank all the previous and
current group members, especially Dr. Jingbo Zhao, Dr. Congcong Lu, Dr. Jianxin Sun,
Dr. Wei-Lun Chang, Dr. Mingrui Yu, Dr. Ru Zang, Dr. Kun Zhang, Dr. Yipin Zhou, Dr.
Chih-Chin Chen, Dr. Ying Jin, Dr. Zhongqiang Wang, Dr. Meimei Liu, Dr. Ehab Ammar,
Dr. Yinming Du, Jie Dong and Wenyan Jiang.

viii
Financial support from ARPA-E Electrobiofuel Program for this research project
is greatly appreciated.
Finally, I would like to thank my parents Mr. Linhan Liu and Mrs. Songdan Wang
and sisters for their unconditional love and support.

ix
Vita
June 2006………………………………………………………………Jinyun Senior High
2006-2010……………………………………………………B.S. Chemical Engineering,
Zhejiang University
2010-2014…………………………………………………Graduate Research Associate,
The Ohio State University
Publications
Li ZP, Liu BH, Liu FF, and Xu D. 2011. A composite of borohydride and super
absorbent polymer for hydrogen generation. J Power Sources 196(8):3863-3867.
Xue C, Zhao J, Liu F, Lu C, Yang ST, and Bai FW. 2013. Two-stage in situ gas stripping
for enhanced butanol fermentation and energy-saving product recovery. Bioresour
Technol 135:396-402.
Fields of Study
Major Field: Chemical Engineering

x
Table of Contents
Abstract ........................................................................................................................... ii
Dedication ...................................................................................................................... vi
Acknowledgements ....................................................................................................... vii
Vita ................................................................................................................................. ix
Table of Contents ............................................................................................................ x
List of Tables ................................................................................................................ xvi
List of Figures .............................................................................................................. xix
Chapter 1: Introduction ................................................................................................... 1
1.1 Research objective and tasks ..................................................................................... 4
1.2 References ................................................................................................................. 6
1.3 Figures ....................................................................................................................... 9
Chapter 2: Literature Review ........................................................................................ 11
2.1 N-butanol properties, applications and production ................................................. 11
2.2 Butanol production from fermentation .................................................................... 12
xi
2.2.1 Acetone-Butanol-Ethanol (ABE) fermentation ................................... 12
2.2.2 Strain development and metabolic engineering for improved ABE
fermentation .............................................................................................................. 15
2.2.3 Butanol production from sugars and lignocellulosic biomass ............. 18
2.2.4 External driving forces for butanol production .................................... 20
2.3 Advanced butanol recovery techniques ................................................................... 21
2.3.1 Adsorption............................................................................................ 23
2.3.2 Gas stripping ........................................................................................ 26
2.3.3 Pervaporation ....................................................................................... 29
2.3.4 Other separation techniques ................................................................. 32
2.4 References ............................................................................................................... 33
2.5 Tables and figures ................................................................................................... 47
Chapter 3: Butanol Production in Fed-batch Fermentation with In Situ Product
Recovery by Adsorption ................................................................................................ 67
3.1 Introduction ............................................................................................................. 68
3.2 Materials and methods ............................................................................................ 71
3.2.1 Screening adsorbents for butanol adsorption ....................................... 71
3.2.2 Determination of adsorption isotherm ................................................. 72
3.2.3 Simulation and predictions .................................................................. 72
xii
3.2.4 Culture and medium ............................................................................. 73
3.2.5 Batch fermentation with in situ adsorption .......................................... 73
3.2.6 Adsorption of broth components on selected adsorbent ...................... 74
3.2.7 Fed-batch fermentation with in situ adsorption with activated carbon 75
3.2.8 Desorption and product recovery ......................................................... 76
3.2.9 Analytical methods .............................................................................. 77
3.3 Results and discussion ............................................................................................. 77
3.3.1 Screening adsorbents for butanol adsorption ....................................... 77
3.3.2 Adsorption isotherm and prediction ..................................................... 78
3.3.3 Batch fermentation with in situ adsorption in serum bottles ............... 79
3.3.4 Adsorption of broth components on selected adsorbent ...................... 81
3.3.5 Fed-batch fermentation with adsorption by activated carbon .............. 82
3.3.6 Studies on desorption and butanol recovery ........................................ 85
3.3.7 Comparison to other studies................................................................. 86
3.4 Conclusions ............................................................................................................. 90
3.5 References ............................................................................................................... 91
3.6 Tables and figures ................................................................................................... 94
xiii
Chapter 4: Fed-batch Butanol Fermentation by Engineered Clostridium tyrobutyricum
with External Driving Forces in a Fibrous-bed Bioreactor Integrated with Gas Stripping
..................................................................................................................................... 106
4.1 Introduction ........................................................................................................... 107
4.2 Materials and methods .......................................................................................... 109
4.2.1 Pretreatment and enzymatic hydrolysis of lignocellulosic biomass .. 109
4.2.2 Culture and medium ........................................................................... 110
4.2.3 Serum bottle fermentation .................................................................. 111
4.2.4 Immobilized cell fermentation in a fibrous-bed bioreactor ............... 112
4.2.5 Fed-batch fermentation in a fibrous-bed bioreactor integrated with gas
stripping .................................................................................................................. 113
4.2.6 Analytical methods ............................................................................ 113
4.3 Results and discussion ........................................................................................... 114
4.3.1 Serum bottle fermentation from glucose, xylose and soybean hull
hydrolysate .............................................................................................................. 114
4.3.2 Immobilized cell fermentation in a fibrous-bed bioreactor ............... 114
4.3.3 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor
integrated with gas stripping ................................................................................... 115
4.4 Conclusions ........................................................................................................... 117
4.5 References ............................................................................................................. 118

xiv
4.6 Tables and figures ................................................................................................. 121
Chapter 5: High Performance PDMS (Mixed Matrix) Membrane for Butanol Recovery
from Aqueous Solution by Pervaporation ................................................................... 132
5.1 Introduction ........................................................................................................... 133
5.2 Experimental ......................................................................................................... 136
5.2.1 Materials ............................................................................................ 136
5.2.2 Flat sheet membrane fabrication ........................................................ 136
5.2.3 Experimental setup ............................................................................. 137
5.2.4 Analytical methods ............................................................................ 137
5.3 Results and discussion ........................................................................................... 138
5.3.1 Membrane fabrication and characterization ....................................... 138
5.3.2 Effect of membrane filler on membrane separation .......................... 138
5.3.3 Effect of feed concentration on membrane separation ...................... 139
5.3.4 Effect of membrane thickness on membrane separation ................... 141
5.3.5 Effect of feed temperature on membrane separation ......................... 142
5.3.6 Energy consumption analysis in pervaporation ................................. 143
5.3.7 Membrane separation performance compared with literature ........... 145
5.4 Conclusions ........................................................................................................... 145
5.5 References ............................................................................................................. 146

xv
5.6 Tables and figures ................................................................................................. 149
Chapter 6: Conclusions and Recommendations .......................................................... 160
6.1 Conclusions ........................................................................................................... 160
6.1.1 Butanol production integrated with adsorption.................................. 160
6.1.2 Butanol production from lignocellulosic biomass integrated with gas
stripping .................................................................................................................. 161
6.1.3 Butanol recovery by pervaporation using PDMS membranes ........... 162
6.2 Recommendations ................................................................................................. 164
6.2.1 Butanol production integrated with adsorption.................................. 164
6.2.2 Butanol production from lignocellulosic biomass integrated with gas
stripping .................................................................................................................. 164
6.2.3 Butanol recovery by pervaporation .................................................... 165
6.3 References ............................................................................................................. 165
Bibliography ................................................................................................................ 166

xvi
List of Tables
Table 2.1 Properties of butanol and some other fuels ....................................................... 48
Table 2.2 Butanol production from solventogenic Clostridia (substrates, pH, temperature
and products) ......................................................................................................... 49
Table 2.3 ABE fermentation by solventogenic clostridia from renewable biomass (AFEX,
ammonia fiber explosion; N/A, not available) ...................................................... 51
Table 2.4 Comparison of advanced butanol separation techniques .................................. 53
Table 2.5 Performances of different adsorbents for butanol recovery by adsorption (N/A,
not available) ......................................................................................................... 54
Table 2.6 Performance of different resins used for in situ butanol recovery coupled with
fermentation (a Calculated based on butanol; DVB, divinylbenzene; MV, methyl
viologen; N/A, not available) ................................................................................ 56
Table 2.7 Solvent selectivities of processes integrated with gas stripping for butanol
recovery (* L/min: liter gas per minute; L/(L∙min): liter gas per liter broth per
minute) .................................................................................................................. 57
Table 2.8 Integrated fermentation-gas stripping process for ABE production by Clostridia
from various substrates (* WPH, wood pulp hydrolysate) ................................... 58
Table 2.9 Butanol separation performance of different membranes by pervaporation
(PDMS: polydimethylsiloxane; PAN: polyacrylonitrile; PMS: poly(methoxy

xvii
siloxane); PTMSP: poly(1-trimethylsilyl-1-propyne); PEBA: poly(ether block
amide); ZIF: zeolitic imidazolate framework; EPDM: ethylene propylene diene
rubber; SBR: styrene butadiene rubber; TOA: trioctylamine; PVDF:
poly(vinylidene difluoride); PUR: polyurethane) ................................................. 59
Table 2.10 Integrated fermentation-pervaporation process for ABE production ............. 61
Table 2.11 Integrated fermentation-recovery process for ABE production (liquid-liquid
extraction and perstraction) ................................................................................... 62
Table 3.1 Comparison of n-butanol adsorption capacity of various adsorbents (Butanol
model solution was used except for the one by Maddox (1982)) ......................... 95
Table 3.2 Langmuir parameters from least-squares regression ........................................ 96
Table 3.3 Comparison of n-butanol production in ABE fermentation with in situ butanol
adsorption by various adsorbents (a: Total butanol production estimated from the
final concentration in the fermentation broth and the adsorption isotherms) ....... 97
Table 3.4 Specific loading of components in fermentation broth (All the model solutions
initially contained 18.9 g/L glucose, 19.4 g/L acetone, 4.3 g/L ethanol, 38.7 g/L
butanol, 10.6 g/L acetic acid, and 4.0 g/L butyric acid) ....................................... 98
Table 3.5 Fermentation performance with in-situ butanol adsorption by activated carbon
(a: The first value is calculated directly based on the actual amount of butanol in
the broth and recovered from desorption, while the second value is based on a 80%
recovery rate as not all the butanol was recovered during desorption; b: Assuming
that butanol yield remained the same as the control fermentation) ...................... 99
xviii
Table 3.6 Comparison of energy requirement for butanol recovery by different separation
methods ............................................................................................................... 100
Table 4.1 Composition of soybean hull and sugarcane bagasse hydrolysate (before rotary
evaporation) ........................................................................................................ 122
Table 4.2 Effect of different nitrogen and carbon sources on fermentation of mutant strain
CtΔack-adhE2 in serum bottles supplemented with 250 µM methyl viologen (MV)
(* YE, yeast extract) ........................................................................................... 123
Table 4.3 Results of immobilized cell fermentation in a fibrous-bed bioreactor from
different carbon sources ...................................................................................... 124
Table 5.1 Apparent activation energies (Ea) of butanol and water permeation in PDMS
membrane and zeolite filled (40 wt%) PDMS MMM (* MMM: mixed matrix
membrane) .......................................................................................................... 150
Table 5.2 Pervaporation performance of different membranes for butanol recovery from
aqueous solutions (PDMS: polydimethylsiloxane; PAN: polyacrylonitrile;
PTMSP: poly(1-trimethylsilyl-1-propyne); PEBA: poly(ether block amide); ZIF:
zeolitic imidazolate framework; EPDM: ethylene propylene diene rubber; SBR:
styrene butadiene rubber; TOA: trioctylamine; PVDF: poly(vinylidene difluoride);
PUR: polyurethane) ............................................................................................ 151

xix
List of Figures
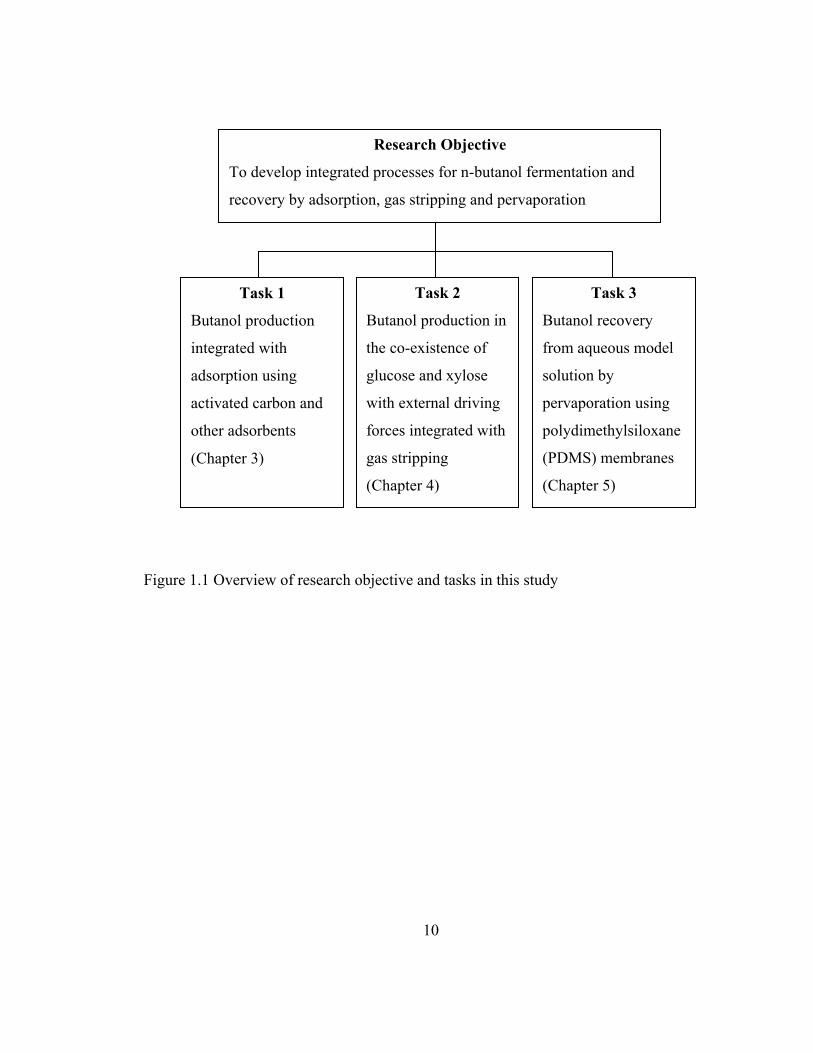
Figure 1.1 Overview of research objective and tasks in this study ................................... 10
Figure 2.1 Metabolic pathways in Clostridium acetobutylicum during both acidogenesis
(dotted arrows) and solventogenesis (solid arrows) .............................................. 63
Figure 2.2 Effect of feed butanol concentration on specific energy requirement for
butanol recovery by distillation ((XB)F: butanol mass fraction in the feed solution)
............................................................................................................................... 64
Figure 2.3 Schematic diagram of alternative butanol recovery techniques. A. Adsorption,
B. Gas stripping, C. Pervaporation ....................................................................... 65
Figure 2.4 Mass transfer at a gas/liquid interface ............................................................. 66
Figure 3.1 Bioreactor system with an external packed column for butanol adsorption . 101
Figure 3.2 Equilibrium isotherms of n-butanol with Norit ROW 0.8, CBV901, Dowex L-
493 and Dowex SD-2 A. at 37 °C; B. at 60 °C ................................................... 102
Figure 3.3 Kinetics of ABE fermentation of C. acetobutylicum JB200 at 37 oC, pH 5 A.
Batch free cell fermentation without adsorption (control); B. Fed-batch free cell
fermentation with adsorption by activated carbon; C. Repeated batch immobilized
cell fermentation without adsorption (control); D. Fed-batch immobilized cell
fermentation with adsorption by activated carbon .............................................. 103
xx
Figure 3.4 Desorption of n-butanol, water, and ABE mixture from activated carbon
determined thermogravimetrically ...................................................................... 105
Figure 4.1 Effect of different nitrogen and carbon sources on fermentation kinetics of
mutant strain CtΔack-adhE2 in serum bottles supplemented with 250 µM methyl
viologen (MV) (A: glucose; B: xylose; C: O.D.600; D: ethanol; E: butanol; F:
acetic acid; G: butyric acid) (Figure legend: 1, glucose + yeast extract + tryptone;
2, glucose + corn steep liquor; 3, xylose + yeast extract + tryptone; 4, xylose +
corn steep liquor; 5, soybean hull hydrolysate + yeast extract + tryptone; 6,
soybean hull hydrolysate + corn steep liquor) .................................................... 125
Figure 4.2 Fermentation kinetics of immobilized cell fermentation in a fibrous-bed
bioreactor from mixture of glucose and xylose supplemented with 250 µM methyl
viologen (MV) .................................................................................................... 127
Figure 4.3 Fermentation kinetics of immobilized cell fermentation in a fibrous-bed
bioreactor from xylose supplemented with 250 µM methyl viologen (MV) ...... 128
Figure 4.4 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor integrated
with gas stripping from soybean hull hydrolysate (SHH) .................................. 129
Figure 4.5 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor integrated
with gas stripping from sugarcane bagasse hydrolysate (SBH) .......................... 130
Figure 4.6 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor integrated
with gas stripping from mixture of glucose and xylose mimicking soybean hull
hydrolysate (SHH) .............................................................................................. 131
Figure 5.1 Pervaporation system used in this study ........................................................ 153

xxi
Figure 5.2 Surface and cross-sectional scanning electron microscope (SEM) images of
PDMS membrane and zeolite filled PDMS MMM (A and B: surface of cross-
sectional image of PDMS membrane; C and D: surface and cross-sectional image
of zeolite filled PDMS MMM) ........................................................................... 154
Figure 5.3 Effect of ZSM-5 zeolite CBV28014 in PDMS membrane on butanol
separation by pervaporation (47 °C, 1.5 wt% butanol feed solution, ~100 µm in
thickness) ............................................................................................................ 155
Figure 5.4 Effect of feed butanol concentration on pervaporation performance of PDMS
membrane (47 °C, ~100 µm in thickness) .......................................................... 156
Figure 5.5 Effect of membrane thickness on the performance of PDMS membranes: A,
butanol, water and total flux; B, butanol flux and separation factor (47 ºC, 1.5 wt%
butanol feed solution) ......................................................................................... 157
Figure 5.6 Arrhenius plots of butanol and water fluxed for PDMS membrane and 40 wt%
zeolite filled PDMS MMM (y axis in log scale, 1.5 wt% butanol solution, ~100
µm in thickness) .................................................................................................. 158
Figure 5.7 Effect of temperature on total flux and separation factor of PDMS membrane
and 40 wt% zeolite filled PDMS membranes (α represents separation factor, 1.5
wt% butanol solution, ~100 µm in thickness) .................................................... 159
1
Chapter 1: Introduction
Biofuel production is attracting more and more interests due to concerns on the
eventual depletion of fossil fuels and global warming due to greenhouse gas emissions
(Durre 2007; Xue et al. 2013b). There are three generations of biofuels that are
categorized by their source and type: first generation biofuel derived from seeds, grains
or sugars; second generation (also referred to as advanced biofuel) derived from
lignocellulosic biomass; third generation derived from algae or sea weeds (Nigam and
Singh 2011; Patil et al. 2008). The agricultural lignocellulosic biomass used for biofuel
production is non-edible residues or non-edible whole plant biomass, which does not
have issues about competing for food with animals (Naik et al. 2010; Nigam and Singh
2011). This renewable and sustainable feedstock has been targeted for future biofuel
production (Ragauskas et al. 2006).
Currently, bioethanol and biodiesel are the two major biofuels. As an alternative
fuel substitute, biobutanol is superior to ethanol in many aspects: higher energy content,
lower volatility and lower water absorption (Durre 2007; Lee et al. 2008). Butanol has
market estimated to be $247 billion by 2020 (Green 2011). Butanol can be produced
through traditional acetone-butanol-ethanol (ABE) fermentation by solventogenic
clostridia usually with a solvent ratio of A:B:E=3:6:1 (Jones and Woods 1986). ABE

2
fermentation once was the second most important large-scale industrial fermentation
process during the first half of 20th
century but gradually declined during 1950s due to
more efficient and economical petrochemical process (Jones and Woods 1986). Recently,
biological butanol production regained attention as a renewable and sustainable process.
However, fermentative butanol production still has several challenges that remained
unsolved. Traditional acetone-butanol-ethanol (ABE) fermentation usually has high
feedstock cost, low butanol titer, yield, and productivity, costly product recovery and
high waste water (Green 2011; Gu et al. 2011). Tremendous efforts have been devoted to
improve butanol fermentation performance to tackle with those issues.
Typical batch ABE fermentation produces 10-13 g/L butanol and 15-18 g/L ABE
(Durre 1998; Ezeji et al. 2004). The low butanol titer is caused by the product (butanol)
inhibition on cells (Qureshi and Ezeji 2008). Mutagenesis and metabolic engineering
have been used to develop strains with higher butanol tolerance, production and/or yield.
Dong reported two mutants Clostridium. acetobutylicum EA2018 with an improved
butanol ratio of 70% (vs. 60%) among solvents and Rh9 with a butanol tolerance of 19
g/L (Dong 2012). Recently, a mutant strain C. acetobutylicum JB200 with high butanol
production derived from C. acetobutylicum ATCC 55025 was obtained by spontaneous
mutation in a fibrous-bed bioreactor (FBB) which can produce up to ~25 g/L butanol
(Zhao et al. 2009). Many mutant strains of C. acetobutylicum ATCC 824 have been
engineered to produce more butanol/solvents (Huang et al. 2010; Papoutsakis 2008). For
example, Jiang knocked out the acetoacetate decarboxylase gene (adc) and the mutant
had an increased butanol/acetone ratio (Jiang et al. 2009). Besides native solventogenic

3
clostridia, metabolic engineering also made butanol production in nonnative hosts
possible. Escherichia coli is a well studied microbe and has been engineered to produce
butanol. Atsumi constructed a recombinant E. coli for butanol production but the titer
was low (< 1 g/L) (Atsumi et al. 2008). Dellomonaco also engineered E. coli to produce
butanol with a much higer titer of ~14 g/L (Dellomonaco et al. 2011). Shen also reported
that ~30 g/L butanol was produced with high yield in engineered E. coli driven by
external driving forces (Shen et al. 2011). Another successfully engineered strain was
obtained from C. tyrobutyricum by Yu (Yu et al. 2012; Yu et al. 2011). Originally C.
tyrobutyricum ATCC 25755 is a butyric acid producing bacterium and Yu achieved
butanol production in this heterologous host by overexpressing aldehyde/alcohol
dehydrogenase 2 (adhE2), which converts butyryl-CoA to butanol (Yu et al. 2011).
Besides, higher butanol titer was observed by knocking out the acetate kinase (ack) gene
in the host bacterium (Yu et al. 2011). This engineered C. tyrobutyricum (Δack-adhE2)
can produce 10-16 g/L butanol depending on the carbon source used in the fermentation
(Yu et al. 2011).
Instead of traditional starchy feedstock and molasses, many studies have been
focused on butanol production from lignocellulosic biomass to reduce the substrate cost,
including wood pulp (Lu et al. 2013), corn fiber (Qureshi et al. 2008a), corn stover
(Qureshi et al. 2010b), corn straw (Lin et al. 2011), wheat straw (Qureshi et al. 2007;
Qureshi et al. 2008b; Wang et al. 2013), wheat bran (Liu et al. 2010), barley straw
(Qureshi et al. 2010a), switchgrass (Qureshi et al. 2010b), rice straw (Amiri et al. 2014;
Gottumukkala et al. 2013; Moradi et al. 2013), willow stem and bark (Han et al. 2013).
4
Besides carbon sources, alternative nitrogen sources have also been explore. Corn steep
liquor is a by-product of corn wet-milling and has been used to replace the original
nitrogen sources in P2 medium (Qureshi et al. 2004).
In order to recover butanol from dilute fermentation broth, alternative separation
technologies other than conventional distillation are developed, such as gas stripping
(Ezeji et al. 2003; Lu et al. 2012; Xue et al. 2013a), adsorption (Lin et al. 2012; Nielsen
and Prather 2009; Qureshi et al. 2005), pervaporation (Dong et al. 2014; Li et al. 2010),
and liquid-liquid extraction (Dhamole et al. 2012). If these separation techniques
integrated with fermentation process, they can not only efficiently recover butanol but
also release the product inhibition effect and therefore boost butanol production.
1.1 Research objective and tasks
The overall research objective is to develop integrated processes for n-butanol
fermentation and in situ product recovery by different alternative butanol separation
techniques including adsorption, gas stripping and pervaporation. Besides, butanol
production from lignocellulosic biomass will also be explored. Figure 1.1 provides an
overview of this project. Specific tasks are given below.
Task 1: butanol production integrated with adsorption using activated carbon and
other adsorbents
Activated carbon and several other adsorbent materials were used to selectively
recover butanol in an integrated fermentation-recovery system. A hyper-butanol
5
producing mutant strain C. acetobutylicum JB 200 was used in this study. Details are
given in Chapter 3.
Task 2: butanol production in the co-existence glucose and xylose with external
driving forces integrated with gas stripping
Butanol production by mutant strain C. tyrobutyricum in a fibrous bed bioreactor
with external driving forces integrated with gas stripping was studied. Three different
carbon sources were investigated: the mixture of glucose and xylose, two lignocellulosic
biomass hydrolysates including soybean hull and sugarcane bagasse hydrolysates. Details
are given in Chapter 4.
Task 3: butanol recovery from aqueous model solution by pervaporation using
polydimethylsiloxane (PDMS) membranes
Butanol recovery from aqueous model solution by pervaporation was studied.
Polydimethylsiloxane (PDMS) membrane and PDMS mixed matrix membrane
incorporated with zeolite were studied. Details are given in Chapter 5.

6
1.2 References
Amiri H, Karimi K, and Zilouei H. 2014. Organosolv pretreatment of rice straw for
efficient acetone, butanol, and ethanol production. Bioresource Technol 152:450-
456.
Atsumi S, Cann AF, Connor MR, Shen CR, Smith KM, Brynildsen MP, Chou KJY,
Hanai T, and Liao JC. 2008. Metabolic engineering of Escherichia coli for 1-
butanol production. Metab Eng 10(6):305-311.
Dellomonaco C, Clomburg JM, Miller EN, and Gonzalez R. 2011. Engineered reversal of
the beta-oxidation cycle for the synthesis of fuels and chemicals. Nature
476(7360):355-U131.
Dhamole PB, Wang ZL, Liu YQ, Wang B, and Feng H. 2012. Extractive fermentation
with non-ionic surfactants to enhance butanol production. Biomass Bioenerg
40:112-119.
Dong HJT, W. W. Dai, Z. J. . 2012. Biobutanol. Advances in biochemical
engineering/biotechnology 128:85-100.
Dong ZY, Liu GP, Liu SN, Liu ZK, and Jin WQ. 2014. High performance ceramic
hollow fiber supported PDMS composite pervaporation membrane for bio-butanol
recovery. J Membrane Sci 450:38-47.
Durre P. 1998. New insights and novel developments in clostridial
acetone/butanol/isopropanol fermentation. Appl Microbiol Biot 49(6):639-648.
Durre P. 2007. Biobutanol: an attractive biofuel. Biotechnol J 2(12):1525-1534.
Ezeji TC, Qureshi N, and Blaschek HP. 2003. Production of acetone, butanol and ethanol
by Clostridium beijerinckii BA101 and in situ recovery by gas stripping. World J
Microb Biot 19:595-603.
Ezeji TC, Qureshi N, and Blaschek HP. 2004. Butanol fermentation research: Upstream
and downstream manipulations. Chem Rec 4(5):305-314.
Gottumukkala LD, Parameswaran B, Valappil SK, Mathiyazhakan K, Pandey A, and
Sukumaran RK. 2013. Biobutanol production from rice straw by a non acetone
producing Clostridium sporogenes BE01. Bioresource Technol 145:182-187.
Green EM. 2011. Fermentative production of butanol - the industrial perspective. Curr
Opin Biotech 22(3):337-343.

7
Gu Y, Jiang Y, Wu H, Liu XD, Li ZL, Li J, Xiao H, Shen ZB, Dong HJ, Yang YL et al. .
2011. Economical challenges to microbial producers of butanol: Feedstock,
butanol ratio and titer. Biotechnology Journal 6(11):1348-1357.
Han SH, Cho DH, Kim YH, and Shin SJ. 2013. Biobutanol production from 2-year-old
willow biomass by acid hydrolysis and acetone-butanol-ethanol fermentation.
Energy 61:13-17.
Huang H, Liu H, and Gan YR. 2010. Genetic modification of critical enzymes and
involved genes in butanol biosynthesis from biomass. Biotechnol Adv 28(5):651-
657.
Jiang Y, Xu CM, Dong F, Yang YL, Jiang WH, and Yang S. 2009. Disruption of the
acetoacetate decarboxylase gene in solvent-producing Clostridium acetobutylicum
increases the butanol ratio. Metab Eng 11(4-5):284-291.
Jones DT, and Woods DR. 1986. Acetone-Butanol Fermentation Revisited. Microbiol
Rev 50(4):484-524.
Lee SY, Park JH, Jang SH, Nielsen LK, Kim J, and Jung KS. 2008. Fermentative butanol
production by clostridia. Biotechnol Bioeng 101(2):209-228.
Li SY, Srivastava R, and Parnas RS. 2010. Separation of 1-butanol by pervaporation
using a novel tri-layer PDMS composite membrane. J Membrane Sci 363(1-
2):287-294.
Lin XQ, Wu JL, Fan JS, Qian WB, Zhou XQ, Qian C, Jin XH, Wang LL, Bai JX, and
Ying HJ. 2012. Adsorption of butanol from aqueous solution onto a new type of
macroporous adsorption resin: Studies of adsorption isotherms and kinetics
simulation. J Chem Technol Biot 87(7):924-931.
Lin YS, Wang J, Wang XM, and Sun XH. 2011. Optimization of butanol production
from corn straw hydrolysate by Clostridium acetobutylicum using response
surface method. Chinese Sci Bull 56(14):1422-1428.
Liu ZY, Ying Y, Li FL, Ma CQ, and Xu P. 2010. Butanol production by Clostridium
beijerinckii ATCC 55025 from wheat bran. J Ind Microbiol Biot 37(5):495-501.
Lu CC, Dong J, and Yang ST. 2013. Butanol production from wood pulping hydrolysate
in an integrated fermentation-gas stripping process. Bioresource Technol
143:467-475.
Lu CC, Zhao JB, Yang ST, and Wei D. 2012. Fed-batch fermentation for n-butanol
production from cassava bagasse hydrolysate in a fibrous bed bioreactor with
continuous gas stripping. Bioresource Technol 104:380-387.

8
Moradi F, Amiri H, Soleimanian-Zad S, Ehsani MR, and Karimi K. 2013. Improvement
of acetone, butanol and ethanol production from rice straw by acid and alkaline
pretreatments. Fuel 112:8-13.
Naik SN, Goud VV, Rout PK, and Dalai AK. 2010. Production of first and second
generation biofuels: A comprehensive review. Renew Sust Energ Rev 14(2):578-
597.
Nielsen DR, and Prather KJ. 2009. In Situ Product Recovery of n-Butanol Using
Polymeric Resins. Biotechnol Bioeng 102(3):811-821.
Nigam PS, and Singh A. 2011. Production of liquid biofuels from renewable resources.
Prog Energ Combust 37(1):52-68.
Papoutsakis ET. 2008. Engineering solventogenic clostridia. Curr Opin Biotech
19(5):420-429.
Patil V, Tran KQ, and Giselrod HR. 2008. Towards sustainable production of biofuels
from microalgae. Int J Mol Sci 9(7):1188-1195.
Qureshi N, and Ezeji TC. 2008. Butanol, 'a superior biofuel' production from agricultural
residues (renewable biomass): recent progress in technology. Biofuel Bioprod
Bior 2(4):319-330.
Qureshi N, Ezeji TC, Ebener J, Dien BS, Cotta MA, and Blaschek HP. 2008a. Butanol
production by Clostridium beijerinckii. Part I: Use of acid and enzyme hydrolyzed
corn fiber. Bioresource Technol 99(13):5915-5922.
Qureshi N, Hughes S, Maddox IS, and Cotta MA. 2005. Energy-efficient recovery of
butanol from model solutions and fermentation broth by adsorption. Bioproc
Biosyst Eng 27(4):215-222.
Qureshi N, Karcher P, Cotta M, and Blaschek HP. 2004. High-productivity continuous
biofilm reactor for butanol production - Effect of acetate, butyrate, and corn steep
liquor on bioreactor performance. Appl Biochem Biotech 113:713-721.
Qureshi N, Saha BC, and Cotta MA. 2007. Butanol production from wheat straw
hydrolysate using Clostridium beijerinckii. Bioproc Biosyst Eng 30(6):419-427.
Qureshi N, Saha BC, Dien B, Hector RE, and Cotta MA. 2010a. Production of butanol (a
biofuel) from agricultural residues: Part I - Use of barley straw hydrolysate.
Biomass Bioenerg 34(4):559-565.
Qureshi N, Saha BC, Hector RE, and Cotta MA. 2008b. Removal of fermentation
inhibitors from alkaline peroxide pretreated and enzymatically hydrolyzed wheat
9
straw: Production of butanol from hydrolysate using Clostridium beijerinckii in
batch reactors. Biomass Bioenerg 32(12):1353-1358.
Qureshi N, Saha BC, Hector RE, Dien B, Hughes S, Liu S, Iten L, Bowman MJ, Sarath G,
and Cotta MA. 2010b. Production of butanol (a biofuel) from agricultural residues:
Part II - Use of corn stover and switchgrass hydrolysates. Biomass Bioenerg
34(4):566-571.
Ragauskas AJ, Williams CK, Davison BH, Britovsek G, Cairney J, Eckert CA, Frederick
WJ, Hallett JP, Leak DJ, Liotta CL et al. . 2006. The path forward for biofuels and
biomaterials. Science 311(5760):484-489.
Shen CR, Lan EI, Dekishima Y, Baez A, Cho KM, and Liao JC. 2011. Driving Forces
Enable High-Titer Anaerobic 1-Butanol Synthesis in Escherichia coli. Appl
Environ Microb 77(9):2905-2915.
Wang ZY, Cao GL, Jiang C, Song JZ, Zheng J, and Yang Q. 2013. Butanol Production
from Wheat Straw by Combining Crude Enzymatic Hydrolysis and Anaerobic
Fermentation Using Clostridium acetobutylicum ATCC824. Energ Fuel
27(10):5900-5906.
Xue C, Zhao J, Liu F, Lu C, Yang ST, and Bai FW. 2013a. Two-stage in situ gas
stripping for enhanced butanol fermentation and energy-saving product recovery.
Bioresour Technol 135:396-402.
Xue C, Zhao XQ, Liu CG, Chen LJ, and Bai FW. 2013b. Prospective and development of
butanol as an advanced biofuel. Biotechnol Adv 31(8):1575-1584.
Yu MR, Du YM, Jiang WY, Chang WL, Yang ST, and Tang IC. 2012. Effects of
different replicons in conjugative plasmids on transformation efficiency, plasmid
stability, gene expression and n-butanol biosynthesis in Clostridium
tyrobutyricum. Appl Microbiol Biot 93(2):881-889.
Yu MR, Zhang YL, Tang IC, and Yang ST. 2011. Metabolic engineering of Clostridium
tyrobutyricum for n-butanol production. Metab Eng 13(4):373-382.
Zhao JB, Yang ST, Jiang WH, and Yang S. 2009. BIOT 305-Evolution of solvent-
producing Clostridium beijerinckii toward high butanol tolerance. Abstr Pap Am
Chem S 238.
1.3 Figures
10
Figure 1.1 Overview of research objective and tasks in this study
Research Objective
To develop integrated processes for n-butanol fermentation and
recovery by adsorption, gas stripping and pervaporation
Task 1
Butanol production
integrated with
adsorption using
activated carbon and
other adsorbents
(Chapter 3)
Task 2
Butanol production in
the co-existence of
glucose and xylose
with external driving
forces integrated with
gas stripping
(Chapter 4)
Task 3
Butanol recovery
from aqueous model
solution by
pervaporation using
polydimethylsiloxane
(PDMS) membranes
(Chapter 5)

11
Chapter 2: Literature Review
2.1 N-butanol properties, applications and production
N-butanol or 1-butanol or normal butanol or n-butyl alcohol (hereafter ‘butanol’)
is a 4-carbon primary alcohol with the molecular formula C4H9OH. It is naturally
produced by genus Clostridia species (Jones and Woods 1986; Kumar and Gayen 2011).
It has a molecular weight of 74.12 g mol-1
, a density of 0.81 g cm-3
, a melting point of -
89.3 °C and a boiling point of 117.7 °C (Green 2011; Lee et al. 2008). Pure butanol is a
colorless liquid with a distinct odor and partial miscible with water (solubility in water is
73 g L-1
at 25 °C) but completely miscible with organic solvents.
Butanol is used as an industrial intermediate in the synthesis of many chemicals,
such as butyl acrylate and a wide variety of butyl esters. It is also used as a solvent in
coating, paints and many other chemical applications. With concerns about fossil fuel
depletion and green gas emission, biobutanol stands out as a renewable and
environmental friendly biofuel (Yu et al. 2011). Currently, ethanol is blended into
gasoline at different percentages (Durre 2007). Compared to ethanol, butanol is a superior
alternative fuel/ fuel additive, with higher energy content, lower volatility (thus less
explosive and safer) and lower water absorption (thus does not pick up water moisture,

12
which causes corrosion) (Durre 2007; Lee et al. 2008). Besides, butanol can be more
easily blended with gasoline or even directly used in existing internal combustion engines
(Lee et al. 2008; Nigam and Singh 2011). Table 2.1 summarizes butanol properties in
comparison with ethanol and gasoline (Lee et al. 2008).
Currently, butanol is almost exclusively produced via petroleum refinery and
catalyzed thermochemical reactions: the OXO process, in which petrochemical propylene
is hydroformylated to butyraldehyde and then further hydrogenated to produce butanol
(Yang et al. 2013). With increasing concerns over global warming and the depletion of
fossil fuels, biological production of n-butanol has regained many researchers’ attention.
Butanol is naturally produced by many Clostridia species. Many efforts are made to
improve fermentative butanol production.
2.2 Butanol production from fermentation
2.2.1 Acetone-Butanol-Ethanol (ABE) fermentation
Biological butanol production has a long history. Fermentative butanol production
was first reported by Pasteur in 1861(Gabriel 1928; Gabriel and Crawford 1930). In the
following years, Albert Fitz obtained butanol production from glycerol and designated his
culture Bacillus butylicus (Fitz 1876; Fitz 1878). Martinus Beijerinck also isolated two
butanol-producing microorganisms named Granulobacter butylicus and Granulobacter
saccharobutyricum (Beijerinck 1893). Later in the first decade of the 20th
century, the
coproduction of acetone and isopropanol was discovered (Schardinger 1905; Schardinger
13
1907). This fermentative acetone production played an important role in the World War I
and was one of the largest industrial fermentation processes in the world in the early 20th
century (Durre 1998; Jones and Woods 1986; Lee et al. 2008). However, fermentative
butanol production gradually declined by the 1960s due to increased substrate cost and
cannot compete with the more efficient and economical petrochemical process (Groot
and Luyben 1986). Concerned with depleting fossil fuels and environmental issues, there
is a renewed interest in fermentative butanol production during the past few decades
(Yang et al. 2013). More details on the history of acetone-butanol-ethanol (ABE)
fermentation can be found in the excellent review article by Jones and Woods (Jones and
Woods 1986). Zverlov gave a more recent review on ABE fermentation using hydrolyzed
agricultural waste in the Soviet Union (Zverlov et al. 2006).
Butanol (and acetone, ethanol and isopropanol) are naturally produced by a
variety of solvent-producing Clostridium species (Jones and Woods 1986; Lee et al.
2008). Clostridia are rod-shaped, spore-forming, gram-positive, and strict anaerobes
(Jones and Woods 1986). In a typical clostridial ABE fermentation, butanol is
coproduced with acetone and ethanol with a butanol: solvent ratio of 0.6 and an A:B:E
ratio of 3:6:1 (Green 2011; Jones and Woods 1986; Yang et al. 2013). Table 2.2
summarizes solventogenic Clostridium with their substrates utilization, pH, temperature
and products. One distinct feature of solvent-producing Clostridium is the biphasic
growth (Groot and Luyben 1986; Yang et al. 2013). The first phase is acidogenic phase,
which mainly occurs during the exponential growth phase. During acidogenesis, acetate
and butyrate are formed along with hydrogen and carbon dioxide, lowering the pH of
14
fermentation medium. The second phase is solventogenic phase, which usually occurs at
the end of exponential growth phase. During the solventogenesis, previously formed
acids are reassimilated and converted to solvents, including acetone, butanol and ethanol
(Gottschal and Morris 1981; Yang et al. 2013). Figure 2.1 shows the metabolic pathways
in C. acetobutylicum (Lee et al. 2008). Dotted and solid arrows show the acidogenic and
solventogenic pathways respectively.
The triggering of solventogenesis is a complex process and is often accompanied
by morphological changes of the bacteria and the initiation of endospore formation (Yang
et al. 2013). A huge change in gene expression was noticed (Alsaker et al. 2010; Jones et
al. 2008). In the late 20th
century, Jones reviewed and summarized several key factors
involved in the metabolic transition from acidogenic to solventogenic phase including
external pH, acid end products, internal pH, nutrient limitation, temperature and oxygen
(Jones and Woods 1986). Many reports mentioned that solvent production began only
after the medium pH had decreased to certain level (Beesch 1953; Davies and Stephenson
1941; Reilly et al. 1920). Acids are the main products when maintained at high pH and
solvent production predominates at low pH (Jones and Woods 1986). However, the
optimal pH range for solvent production is quite wide, depending on the particular strain
(Jones and Woods 1986). Monot had reported that C. acetobutylicum ATCC 824 was
able to produce good levels of solvents at the pH range of 4.3-5.5 (Monot et al. 1984). It
has been suggested that high acid levels are toxic to the cells and the reassimilation of
acids or the shift from acidogenesis to solventogenesis actually act as a detoxification
process which allows the cells to avoid the inhibitory effects of acids. Gottschal and

15
Morris reported that the shift to solventogenic phase was rapidly induced when low levels
of acetate and butyrate were introduced to the culture of C. acetobutylicum when pH
maintained at 5.0 (Gottschal and Morris 1981). Wang also reported that the
supplementation of 40 mM sodium butyrate to the medium of C. beijerinckii triggered
solventogenesis during the mid-exponential growth phase, while in the control, solvent
production was not initiated until late exponential phase (Wang et al. 2013b). Wang also
mentioned that the addition of butyrate shortened the fermentation time, increased
butanol titer, sugar-based yield, and butanol productivity (Wang et al. 2013b). Despite
numerous studies on the biochemistry and molecular biology of ABE fermentation, the
precise mechanism behind the metabolic shift from acidogenic to solventogenic phase in
solvent-foaming Clostridium is still not totally clear.
Even with developed technologies, ABE fermentation still suffers from a number
of challenges: high substrate cost, low butanol titer, yield and productivity, high recovery
cost and high water usage (Green 2011; Jones and Woods 1986).
2.2.2 Strain development and metabolic engineering for improved ABE
fermentation
Many Clostridium species can naturally produce butanol. The major
solventogenic clostridia are C. acetobutylicum, C. beijerinckii, C. saccharobutylicum and
C. saccharoperbutylacetonicum (Berezina et al. 2012; Keis et al. 2001). These four
strains are all mesophilic bacteria and have good butanol production levels and yields
(Lee et al. 2008); however, their carbon source utilization abilities differ, as well as

16
optimal pH and temperature (Berezina et al. 2012; Yang et al. 2013). Among all the
solventogenic Clostridium species, C. acetobutylicum ATCC 824 is one of the most
thoroughly studied and the first genome-sequenced strain (Yang et al. 2013). However,
the genome of different solvent-forming clostridia may vary from one another (Yang et al.
2013).
Butanol is the only solvent that is produced to a level which becomes toxic to the
cells and imposes a strong inhibitory effect on them (Jones and Woods 1986). High
concentrations of butanol (>10 g/L) can increase cell membrane fluidity by disrupting the
phospholipid component, which further destabilize the membrane and disrupts the
membrane-associated functions (Bowles and Ellefson 1985; Gottwald and Gottschalk
1985; Vollherbstschneck et al. 1984). It is also reported that the addition of butanol can
inhibit the maintenance of a cell’s internal pH and sugar uptake (Bowles and Ellefson
1985; Gottwald and Gottschalk 1985; Ounine et al. 1985). Cell growth ceases when
butanol concentration reaches 12-16 g/L (Jones and Woods 1986). A batch fermentation
usually gives a final butanol titer of ~12 g/L (Lee et al. 2008). Butanol inhibition greatly
limits the concentration of substrate that can be utilized for fermentation and results in
low butanol concentration and productivity (Lee et al. 2008).
Efforts are made to obtain mutants with improved butanol tolerance and yield by
traditional mutagenesis and screening (Jones and Woods 1986). Dong reported two
mutants C. acetobutylicum EA2018 with an improved butanol ratio of 70% (vs. 60%)
among solvents and Rh9 with a butanol tolerance of 19 g/L (Dong 2012). With the
improved butanol tolerance, however, these strains did not give a better butanol

17
production. Recently, a mutant strain C. acetobutylicum JB200 with high butanol
production derived from C. acetobutylicum ATCC 55025 was obtained by spontaneous
mutation in a fibrous-bed bioreactor (FBB) which can produce up to ~25 g/L butanol
(Zhao et al. 2009).
Equipped with modern recombinant DNA technology, many metabolically
engineered strains have been obtained with desired genes. Many mutant strains of C.
acetobutylicum ATCC 824 have been engineered to produce more butanol/solvents
(Huang et al. 2010; Papoutsakis 2008). For example, Jiang knocked out the acetoacetate
decarboxylase gene (adc) and the mutant had an increased butanol/acetone ratio (Jiang et
al. 2009). Besides native solventogenic clostridia, metabolic engineering also made
butanol production in nonnative hosts possible. Escherichia coli is a well studied microbe
and has been engineered to produce butanol. Atsumi constructed a recombinant E. coli
for butanol production but the titer was low (< 1 g/L) (Atsumi et al. 2008). Dellomonaco
also engineered E. coli to produce butanol with a much higer titer of ~14 g/L
(Dellomonaco et al. 2011). Shen also reported that ~30 g/L butanol was produced with
high yield in engineered E. coli driven by external driving forces (Shen et al. 2011).
Another successfully engineered strained was obtained from C. tyrobutyricum by Yu (Yu
et al. 2011). Originally C. tyrobutyricum ATCC 25755 is a butyric acid producing
bacterium and Yu achieved butanol production in this heterologous host by
overexpressing aldehyde/alcohol dehydrogenase 2 (adhE2), which converts butyryl-CoA
to butanol (Yu et al. 2011). Besides, higher butanol titer was observed by knocking out
the acetate kinase (ack) gene in the host bacterium (Yu et al. 2011). This engineered C.

18
tyrobutyricum (Δack-adhE2) can produce 10-16 g/L butanol depending on the carbon
source used in the fermentation (Yu et al. 2011).
2.2.3 Butanol production from sugars and lignocellulosic biomass
Substrate cost has been an important economic factor of fermentative butanol
production, which made up ~60% of the overall cost (Jones and Woods 1986; Ross 1961).
It is also reported that the cost of raw materials is about 57-116% of the selling price of
the solvents during ABE fermentation (Jones and Woods 1986). Clearly, substrate cost is
an important parameter in realizing economic fermentative butanol production. Recently,
a review article was published about butanol production by clostridia from renewable
biomass, which includes sugars and starch, lignocellulosic biomass, glycerol, algal
biomass, Syngas (Jang et al. 2012). Here mainly discuss sugars, starch-based substrate,
and lignocellulosic biomass.
Traditionally, butanol (along with other solvents) is produced from costly sugar
(molasses) and starch-based substrates (Jones and Woods 1986). Biofuels produced from
these sugars and starch-based substrates are usually referred to as first generation biofuels,
which only require a simple process to produce the desired biofuel (Nigam and Singh
2011). Parekh used glucose and corn steep liquor (CSL) as the feedstock and was able to
produce 17.8 g/L butanol and a total ABE titer of 23.6 g/L using C. beijerinckii BA101
(Parekh et al. 1999). More recently, Lu produced 20.3 g/L butanol and 33.9 g/L ABE
from cassava bagasse using a hyper-butanol-producing strain C. acetobutylicum JB200
(Lu et al. 2012). However, the high cost of these conventional food-based substrates has
19
limited the economic and large-scale production of butanol (Garcia et al. 2011; Jones and
Woods 1986; Kumar and Gayen 2011; Nigam and Singh 2011; Yang et al. 2013).
Lignocellulose is the most abundant renewable resource worldwide and is
considered as substrate for second generation biofuel (Nigam and Singh 2011).
Lignocellulose consists of cellulose, hemicellulose and lignin. Although some
Clostridium species are capable of utilizing cellulose directly, for example Higashide
obtained 0.66 g/L isobutanol from crystalline cellulose using C. cellulolyticum, the
solvent production is too low to be practical (Gehin et al. 1996; Higashide et al. 2011).
Therefore, pretreatment and enzyme hydrolysis of lignocellulosic biomass is usually
needed before fermentation. There are few reports about simultaneous saccharification,
fermentation and recovery (SSFR) of butanol (Qureshi et al. 2014). Qureshi described the
SSFR process with corn stover using C. beijerinckii P260, from which an ABE
productivity of 0.34 g/L∙h and yield of 0.39 g/g was obtained (Qureshi et al. 2014).
Table 2.3 summarizes ABE fermentation by solventogenic clostridia from
renewable biomass including starch-based substrates and lignocellulosic biomass. A
variety of lignocellulosic biomass has been used to produce butanol and other solvents,
such as corn fiber, wheat straw, distiller’s dried grains and solubles, wheat bran, barley
straw, corn stover, switchgrass, rice straw, corn straw, wood pulp, willow stem and bark
(Amiri et al. 2014; Ezeji and Blaschek 2008; Han et al. 2013; Lin et al. 2011; Liu et al.
2010; Lu et al. 2013; Qureshi et al. 2008a; Qureshi et al. 2007; Qureshi et al. 2010a;
Qureshi et al. 2008b; Qureshi et al. 2010b; Wang et al. 2013a; Wang et al. 2013c). Most
of them were able to produce 20-30 g/L of ABE in total. Besides solventogenic clostridia,
20
other engineered species are also used for this purposed. For instance, Suhardi used
recombinant E.coli to produce butanol from energy cane (Suhardi et al. 2013).
In addition, detoxification of lignocellulosic hydrolysate is usually needed before
fermentation, because many inhibitors may be produced during the pretreatment and
enzyme hydrolysis of lignocellulosic biomass, such as furan derivatives, phenolic
compounds and weak acids (Ezeji et al. 2007b; Mussatto and Roberto 2004; Olsson and
HahnHagerdal 1996).
2.2.4 External driving forces for butanol production
Aside from metabolic engineering, there are other possible ways to direct the
carbon and electron flows towards butanol synthesis during ABE fermentation. Many
studies have been carried out to provide external driving forces for butanol production
(Fontaine et al. 2002; Lutke-Eversloh and Bahl 2011; Shen et al. 2011). Datta and Meyer
examined the effect of carbon monoxide (CO) on butanol production by C.
acetobutylicum (Datta and Zeikus 1985; Meyer et al. 1986). Carbon monoxide is an
inhibitor of hydrogenase, which can reduce molecular hydrogen formation (Datta and
Zeikus 1985). Results show that the presence of carbon monoxide successfully reduced
hydrogen production by 50%-100% and increased butyrate uptake and solvent
productivity and yield, because of altered electron flow (Datta and Zeikus 1985; Meyer et
al. 1986). Viologen dyes (methyl and benzyl viologen) and neutral red, acting as artificial
electron carrier, are also used to modify the carbon and electron flow in C.
acetobutylicum (Girbal et al. 1995; Peguin et al. 1994; Peguin and Soucaille 1995; Peguin
21
and Soucaille 1996; Rao and Mutharasan 1986; Rao and Mutharasan 1987). Altered
electron flow directs carbon flow from acid forming to alcohol production along with
reduced molecular hydrogen evolution (Rao and Mutharasan 1987). This saved reducing
equivalent, previously released as free hydrogen, is directed to NADH formation, which
results in enhanced alcohol production (Kim and Kim 1988; Rao and Mutharasan 1987).
Besides, iron limitations in the medium also affect carbon and electron flow during ABE
fermentation (Junelles et al. 1988; Peguin and Soucaille 1995). Junelles reported that iron
limitation increased butanol yield by 20-30% and also decreased hydrogenase specific
activity (Junelles et al. 1988). However, Hipolito suggested that redox dyes, including
methyl and benzyl viologen, neutral red and methylene blue had no effect on solvent
production by C. saccharoperbutylacetonicum N1-4 (ATCC 13564) (Hipolito et al. 2008).
2.3 Advanced butanol recovery techniques
Butanol recovery is the most energy intensive step in the biobutanol fermentation
process and largely determines the process efficiency (Ezeji et al. 2004b; Oudshoorn et al.
2009b). In ABE fermentation, the final butanol concentration is usually 1-2% in the
fermentation broth (Jones and Woods 1986; Oudshoorn et al. 2009b). Separating butanol
by conventional distillation is very energy intensive. Besides, butanol has a high boiling
point (118 ºC) which makes its recovery by distillation even more difficult (Oudshoorn et
al. 2009b). Figure 2.2 shows the effect of feed butanol concentration on specific energy
requirements for butanol recovery by distillation (Matsumura et al. 1988). In a butanol-
water binary system, the energy required to recover butanol from a 0.5 wt% solution to
22
99.9% pure butanol was estimated at 79.5 MJ/kg butanol (Matsumura et al. 1988), which
is much higher than the energy content of butanol (36 MJ/kg). The energy consumption
can be reduced drastically to ~36 MJ/kg and 6 MJ/kg when the butanol concentration is
increased to ~1 wt% (or 10 g/L) and 10 wt% (100 g/L), respectively (Matsumura et al.
1988). Further increasing butanol concentration to above 40 wt % can reduce the energy
consumption by distillation to less than 3 MJ/kg (Matsumura et al. 1988).
In order to solve this dilemma, alternative separation technologies are developed,
which are more energy-efficient and suitable to recover butanol in low concentration
(Kraemer et al. 2011; Matsumura et al. 1988; Qureshi et al. 2005; Vane 2008; Xue et al.
2012). Generally, there are two different types of coupled processes: fermentation with
product recovery integrated inside the fermentor, and fermentation and product recovery
in a closed loop which is outside of fermentor (Groot et al. 1992). In the literature, the
popular butanol recovery techniques include pervaporation, liquid-liquid extraction,
adsorption, perstraction, and gas stripping. The basic principles, merits and limitations of
those in-situ recovery techniques are summarized and compared in Table2.4 (Dhamole et
al. 2012; Durre 1998; Ennis et al. 1986; Gapes et al. 1996; Groot et al. 1992; Qureshi and
Maddox 2005).
Vane divided primary alcohol removal modes into two categories: ‘end-of-pipe’,
which recovers alcohol after fermentation has ceased and the fermentation broth is sent to
the next processing unit, and ‘slip-stream’, which removes alcohol from the bioreactor
while fermentation is ongoing and the alcohol depleted-stream is returned to or never
leaves the bioreactor (Vane 2008). The end-of-pipe approach is usually employed in
23
ethanol recovery where alcohol concentration is high while the slip-stream approach is
used under circumstances where alcohol concentration is relatively low, such as butanol
fermentation (Vane 2008). The second approach is also referred to as in situ product
recovery (ISPR), which offers many advantages (Nielsen and Prather 2009). Besides
energy saving, ISRP is also helpful in releasing production inhibition due to in situ
removal and therefore increasing substrate utilization, solvent production, prolonging the
fermentation and reducing waste water (Abdehagh et al. 2014; Groot and Luyben 1986).
2.3.1 Adsorption
Adsorption is a widely studied separation technique for fermentation product
recovery. It is based on the adherence of certain substances to the surface of the adsorbent,
which is usually packed in a column (Vane 2008). The desired product from dilute
solution, butanol in this case, is first adsorbed by adsorbents during the loading cycle and
then desorbed to get a concentrated solution during the regeneration cycle, as depicted in
Figure 2.3 (Vane 2008). Adsorbent regeneration is needed to obtain concentrated product
and adsorbent reuse. For the recovery of butanol, it is also achieved by sequential heating
(Qureshi et al. 2005).
The particular adsorbent fraction (Xr) is defined as (Nielsen and Prather 2009):
Xr = h h h
h h (1)
The specific loading of adsorbent (L) is defined as:
L =
(2)
24
Higher specific loading means this adsorbent can take up more solvent (butanol)
from the solution, which is desired (Vane 2008).
Many adsorbents have been used to recover butanol from the ABE fermentation
broth, including activated carbon (Abdehagh et al. 2013; Groot and Luyben 1986),
polymeric resin (Ennis et al. 1987; Groot and Luyben 1986; Lin et al. 2012; Liu et al.
2014; Nielsen and Prather 2009; Nielsen et al. 1988; Qureshi et al. 2005; Wiehn et al.
2014), polyvinylpyridine (Yang et al. 1994), metal-organic framework (Saint Remi et al.
2011; Zhang et al. 2013) and zeolite/silicalite (Ennis et al. 1987; Maddox 1982;
Milestone and Bibby 1981; Oudshoorn et al. 2009a; Saravanan et al. 2010; Sharma and
Chung 2011). Table 2.5 lists commonly used adsorbents for butanol recovery with their
performance. Milestone reported that a highly concentrated butanol solution (~98%) was
obtained by sequential heating from a 0.5% solution using silicalite as the adsorbent
(Milestone and Bibby 1981). However, this result has not been duplicated during
following research. ZSM-5 type zeolite is widely used as the adsorbent to recover butanol
(Oudshoorn et al. 2009a; Saravanan et al. 2010). Oudshoorn investigated three ZSM-5
type zeolites with different Si/Al ratio and found that high-silica zeolite CBV28014 had
higher affinity for butanol and low-silica zeolite CBV901 had the highest butanol
adsorption capacity (Oudshoorn et al. 2009a). Activated carbon has also been used to
recover butanol, which usually has relatively high butanol adsorption capacity (~200-300
mg/g) (Abdehagh et al. 2013; Groot and Luyben 1986). Abdehagh reported that the
presence of ethanol, glucose and xylose did not affect butanol adsorption by activated
carbon, but the presence of acetone and acids did (Abdehagh et al. 2013). Recently, many

25
researchers explored butanol recovery by polymeric resins. Nielsen explored many
polymeric resins for in situ butanol recovery and concluded that resins derived from
poly(styrene-co-divinylbenzene) had the greatest butanol affinity, but the adsorption
capacity was limited by their specific surface area (Nielsen and Prather 2009). Table 2.6
summarizes some fermentation processes integrated with adsorption by polymeric resins.
When integrated with adsorption, total butanol/ solvent production was significantly
enhanced.
Qureshi reviewed different adsorbent materials as mentioned above, silicalite,
polymeric resins, activated carbon and polyvinylpyridine and concluded that silicalite
was the most attractive adsorbent, as it can concentrate a 5 g/L butanol solution to 790-
810 g/L (Qureshi et al. 2005). Qureshi also estimated energy consumption of butanol
recovery by the adsorption-desorption process to be 1948 kcal/kg, in comparison with
5789 kcal/kg by distillation, 5220 kcal/kg by gas stripping and 3295 kcal/kg butanol by
pervaporation (Qureshi et al. 2005). However, this energy consumption analysis may not
be consistent with other reports.
The issue associated with adsorption, is the adsorption of other compounds
including cells, substrates, nutrients and other metabolites (Nielsen et al. 1988). This not
only lowers the adsorption capacity, but also negatively affects cell growth, substrate
utilization. Cell fouling also hampers adsorbent regeneration for continued use (Nielsen
et al. 1988). Cell removal (e.g. by membrane filtration) prior to adsorption is suggested to
avoid fouling (Nielsen et al. 1988).

26
2.3.2 Gas stripping
Gas stripping is a simple, but effective technique. Figure 2.3 B shows the typical
schematic diagram of gas stripping (Vane 2008). Nitrogen or fermentation gases are used
as stripping gas to ensure the oxygen-free environment (Ezeji et al. 2004a) and are
pumped into the fermentation broth (on the left side) to form bubbles. Those bubbles can
carry volatile organic solvents out of the broth, like butanol, acetone, and ethanol. Then
the organic vapors are condensed and collected.
Mass transfer mainly takes place at the feed vessel and the condenser. If all the
organic gas vapors can be condensed and recovered in the condenser, then the efficiency
of gas stripping depends on the mass transfer occurring in the feed vessel. Two-resistance
film theory can be applied to the feed vessel. Consider the interface between gas bubbles
and the bulk liquid phase, and the flux of some species across that interface. Assume
steady state transfer and thermodynamic equilibrium at the interface, then the molar flux
across the interface is continuous, and for any species A we may write
(3)
As shown in Figure 2.4, and
represent gas and liquid side fluxes of specie
A, and represent gas and liquid side mass transfer coefficients. and
represent gas pressure of A in the bulk gas and at the gas interface, while and
represent the concentration of A in the bulk liquid and at the liquid interface.
At the interface
(4)

27
is given by an equilibrium relationship. In this case, Eq. (4) is the equilibrium
partial pressure of species A above a solution of molar concentration . The driving
force for mass transfer, on the gas side, is . (On the liquid side, it is
). Since interface compositions are hard to measure, fluxes expressed in terms of bulk
composition differences are needed. Define overall mass transfer coefficients as
(5)
Partial pressure is defined as the partial pressure in equilibrium with the bulk
liquid composition , KG and KL are the overall mass transfer coefficients. If a linear
equilibrium relationship exists for Eq. (4), say = (Henry’s law),
then
and
We’ll get
and
(6)
These are the relationships between the overall (K) mass transfer coefficients and
the individual (k) coefficients. For a highly soluble gas (e.g. NH3 in H2O), m is small and
and this indicates that there is no significant liquid phase resistance. In contrast,
for a sparingly soluble gas (e.g. CO2 in H2O), m is large and
; this means the
liquid phase resistance controls the flux. For butanol, the solubility in water is 73 g/L at
room temperature. So it is partially soluble in water, and both gas and liquid side will
contribute to the resistance during mass transfer.
28
The selectivity is defined as α = [y/(1-y)]/[x/(1-x)], where x and y are weight
fractions of acetone, butanol, ethanol or together in the feed (fermentation broth or model
solution) and condensate, respectively (Ezeji et al. 2003). Partial pressure increases
with elevating feed temperature, which will accelerate the mass transfer from liquid
phase to vapor phase (Vane 2008). But, this is true for both water and solvents. Therefore,
temperatures for gas stripping and condensation need to be optimized for higher
selectivity of solvents over water (Vane 2008).
Many studies have shown successful butanol recovery by gas stripping from both
model solution and fermentation broth (de Vrije et al. 2013; Mollah and Stuckey 1993;
Qureshi and Blaschek 2001; Xue et al. 2013). Table 2.7 lists solvent selectivities of
processes integrated with gas stripping for butanol recovery and Table 2.8 summarizes
solvent production in an integrated process from different substrates.
Qureshi showed that compared to sugar utilization of 30 g/L in a control batch
reactor, 199 g/L sugar could be consumed and 70 g/L solvent was produced when
integrated with gas stripping (Qureshi and Blaschek 2001). In a fed-batch reactor, 350
g/L sugar could be utilized (Qureshi and Blaschek 2001). This gas stripping integrated
ABE fermentation achieved a selectivity of 4-30.5 (Qureshi and Blaschek 2001).Also,
gas stripping does not remove nutrients, cell or other nonvolatile metabolites; it reduces
butanol toxicity and allows the use of concentrated sugar solution (Qureshi and Blaschek
2001). Ezeji studied the gas stripping integrated fermentation, using liquefied corn starch
(LCS) as the substrate. When the fed-batch reactor fed with saccharified liquefied corn
starch (SLCS) was coupled with gas stripping, 81.3 g/L ABE was produced compared to
29
18.6 g/L (control) and 225.8 g/L SLCS sugar (487% of control) was consumed (Ezeji et
al. 2007c). If there was no butanol removal, C beijerinckii BA101 could not use more
than 46 g/L glucose (Ezeji et al. 2007c).
The work done by Mollah was the first attempt to integrate gas stripping for in
situ removal of butanol with the continuous fermentation (Mollah and Stuckey 1993). It
studied the effect of sparging gas flow rate and dilution rate on the continuous culture of
alginate-immobilized C acetobutylicum (Mollah and Stuckey 1993). Solvent productivity
was found to increase with the increasing sparging gas flow rate to a certain point, and
then decrease as the gas flow rate increased further (Mollah and Stuckey 1993). It was
also found that a dilution rate of 0.07h-1
could maximize the volumetric solvent
production (Mollah and Stuckey 1993). Recently, Xue reported a two-stage gas stripping
system which seems promising (Xue et al. 2014; Xue et al. 2013). After the second stage
gas stripping, highly concentrated solvent solution was obained containing 500-600 g/L
butanol and 600-700 g/L ABE (Xue et al. 2014; Xue et al. 2013).
Currently, gas stripping has not realized commercialization for solvent recovery.
The condensate needs at least one more purification step to get pure solvent. Vane
suggested that innovative mass and energy integration schemes are needed in order to
make this process economically feasible and attractive (Vane 2008).
2.3.3 Pervaporation
Recovering products from biomass fermentation processes by pervaporation
offers many advantages compared to traditional method of distillation, including

30
increased energy efficiency, reduced capital cost for pervaporation systems, optimized
integration of pervaporation with fermentor and etc. (Vane 2005)
Pervaporation is an efficient membrane process for liquid separation. It is a
membrane-based separation technique that imposes a selective membrane between the
feed side (liquid phase) and the permeate side (gas phase). Liquid feed containing volatile
species flows on one side of the membrane, while the other side of the membrane is
remained under vacuum. Components of the liquid stream, depending on the chemical
properties, permeate and evaporate into vapor phase (hence the word ‘pervaporate’)
(Vane 2005). The resulting vapor, referred to as ‘the permeate’, is then condensed and
collected in the cooling trap (Thongsukmak and Sirkar 2007). Due to different species in
the feed mixture having different affinities for the membrane and different diffusion rates
through the membrane, even a component at low concentration in the feed can be highly
concentrated in the permeate (Vane 2005). Figure 2.3C shows the schematic diagram of
the pervaporation process (Vane 2008).
There are two important parameters to characterize the performance of a
membrane, flux (J) and separation factor (α). Flux J (kg/m2∙s) is inversely proportional to
the overall mass transfer resistance and is defined as J=Q/At, where Q is the mass of
collected permeate over a time interval t, A is the effective membrane area for mass
transfer (Fouad and Feng 2009). Separation factor (α) indicates the ability of a membrane
to enrich certain component and is actually the same as selectivity in gas stripping:
, where is the separation factor of species 1 relative to species 2, yi and
xi refer to the mass fraction of component i in the permeate and feed, respectively.

31
The separation performance is dominated by the properties of the membrane,
whether it is hydrophobic or hydrophilic (Vane 2005). Feed species, temperature,
composition, and permeate side pressure also have effects (Vane 2005). Various
membranes are used in the pervaporation to recover butanol from the broth, but relatively
few studies were carried out integrating pervaporation and fermentation directly. Table
2.9 summarizes the different membranes used in pervaporation and Table 2.10 lists
integrated fermentation-pervaporation processes for ABE production. Among those
membranes, polydimethylsiloxane (PDMS), also referred to as ‘silicone rubber’, shows
good performance and promising potential application for butanol recovery (Li et al.
2010). It has highly hydrophobic properties, good thermal and chemical stability. Also,
the fabrication is easy and economical (Li et al. 2010). Vane pointed out that PDMS is
the current benchmark hydrophobic pervaporation membrane material, and can be used to
fabricate hollow fiber, tubular, unsupported sheet, or supported sheet membranes (Vane
2005). Li reported a tri-layer PDMS/polyethylene (PE)/metal support membrane which
gave a butanol separation factor of 32 and total flux of 132 g/m2∙h (Li et al. 2010).
In addition, different membrane filler materials are investigated for the
improvement of butanol separation. Jonquieres investigated silicalite-filled GFT PDMS
membrane for the separation of binary butanol/ water system and ternary butanol/
acetone/ water system (Jonquieres and Fane 1997). Wang and Wongchitphimon
investigated the effect of polyethylene glycol (PEG) as an additive on the fabrication of
polyvinylidene fluoride-co-hexafluropropylene (PVDF-HFP) asymmetric microporous
hollow fiber membranes (Wang et al. 2011). Huang studied the thin film silicalite- filled

32
silicone composite membranes (Huang and Meagher 2001). Huang found that with the
increase of silicalite content in the active layer, the selectivity for butanol flux increased,
while the total flux decreased (Huang and Meagher 2001). Besides, Li studied the
solution-diffusion model, specifically the mass transfer equation based on Fick’s first law,
for the application of pervaporation from undefined fermentation broth (Li et al. 2011).
One problem with recovering butanol using pervaporation is membrane fouling
due to the complex nature of fermentation broth (Qureshi and Blaschek 1999). Fouling is
defined as a reduction in the rate of permeation (g/m2∙h) with time of membrane
operation (Qureshi and Blaschek 1999). Fadeev reported that poly [1-(trimethylsilyl)-1-
propyne] (PTMSP) membrane was fouled when used in pervaporation system due to
polymer compaction under vacuum conditions, relaxation in alcohol/ water mixtures, and
membrane contamination (Fadeev et al. 2000). Possible solutions to this situation include
pre-removal of cells through ultrafiltration or centrifugation and/or developing anti-
fouling membranes. Li developed a surface modified polyvinylidene fluoride (PVDF)
membrane which is stable and anti-protein-fouling (Li et al. 2012a).
2.3.4 Other separation techniques
Other than adsorption, gas stripping and pervaporation, liquid-liquid extraction
(LLE) and perstraction are also used in butanol recovery. In liquid-liquid extraction, an
extractant liquid is introduced to the fermentation broth/model solution. The contact
between these two liquids can be direct or indirect, often using a membrane to separate
them. The latter is also referred to as perstraction (Vane 2008). Perstraction is a
33
combination of liquid-liquid extraction and pervaporation. Table 2.11 summarizes the
performance of fermentation processes integrated with liquid-liquid extraction or
perstraction. Roffler reported that when fed-batch fermentation integrated with liquid-
liquid extraction, 50.5-96.5 g/L of ABE was produced with a yield of 0.33-0.36 g/g and a
productivity of 1.4-2.3 g/L∙h (Roffler et al. 1987). Recently, Bankar successfully
integrated liquid-liquid extraction with continuous fermentation and achieved a high ABE
productivity of 2.5 g/L∙h (25.3 g/L of ABE and 0.35 g/g of yield) (Bankar et al. 2012).
Qureshi integrated perstraction with batch fermentation and obtained 136.6 g/L of ABE, a
yield of 0.44 and a productivity f 0.21 g/g from concentrated lactose/whey permeate
(Qureshi and Maddox 2005).
2.4 References
Abdehagh N, Tezel FH, and Thibault J. 2013. Adsorbent screening for biobutanol
separation by adsorption: kinetics, isotherms and competitive effect of other
compounds. Adsorption 19(6):1263-1272.
Abdehagh N, Tezel FH, and Thibault J. 2014. Separation techniques in butanol
production: Challenges and developments. Biomass Bioenerg 60:222-246.
Ahn JH, Sang BI, and Urn Y. 2011. Butanol production from thin stillage using
Clostridium pasteurianum. Bioresource Technol 102(7):4934-4937.
Alsaker KV, Paredes C, and Papoutsakis ET. 2010. Metabolite Stress and Tolerance in
the Production of Biofuels and Chemicals: Gene-Expression-Based Systems
Analysis of Butanol, Butyrate, and Acetate Stresses in the Anaerobe Clostridium
acetobutylicum. Biotechnol Bioeng 105(6):1131-1147.
Amiri H, Karimi K, and Zilouei H. 2014. Organosolv pretreatment of rice straw for
efficient acetone, butanol, and ethanol production. Bioresource Technol 152:450-
456.

34
Atsumi S, Cann AF, Connor MR, Shen CR, Smith KM, Brynildsen MP, Chou KJY,
Hanai T, and Liao JC. 2008. Metabolic engineering of Escherichia coli for 1-
butanol production. Metab Eng 10(6):305-311.
Bankar SB, Survase SA, Singhal RS, and Granstrom T. 2012. Continuous two stage
acetone-butanol-ethanol fermentation with integrated solvent removal using
Clostridium acetobutylicum B 5313. Bioresour Technol 106:110-116.
Beesch SC. 1953. Acetone-butanol fermentation of starches. Appl Microbiol 1(2):85-95.
Beijerinck M. 1 93. eber die Butylalkoholg hrung und das Butylferment. Verh K Akad
Wet [Sec 2, Teil 1] 10:1-51.
Berezina OV, Zakharova NV, Yarotsky CV, and Zverlov VV. 2012. Microbial producers
of butanol. Appl Biochem Micro+ 48(7):625-638.
Biebl H. 2001. Fermentation of glycerol by Clostridium pasteurianum - batch and
continuous culture studies. J Ind Microbiol Biot 27(1):18-26.
Boddeker KW, Bengtson G, and Pingel H. 1990. Pervaporation of Isomeric Butanols. J
Membrane Sci 54(1-2):1-12.
Bowles LK, and Ellefson WL. 1985. Effects of Butanol on Clostridium acetobutylicum.
Appl Environ Microb 50(5):1165-1170.
Bruant G, Levesque MJ, Peter C, Guiot SR, and Masson L. 2010. Genomic Analysis of
Carbon Monoxide Utilization and Butanol Production by Clostridium
carboxidivorans Strain P7(T). Plos One 5(9).
Campos EJ, Qureshi N, and Blaschek HP. 2002. Production of acetone butanol ethanol
from degermed corn using Clostridium beijerinckii BA101. Appl Biochem
Biotech 98:553-561.
Datta R, and Zeikus JG. 1985. Modulation of Acetone-Butanol-Ethanol Fermentation by
Carbon-Monoxide and Organic-Acids. Appl Environ Microb 49(3):522-529.
Davies R, and Stephenson M. 1941. Studies on the acetone-butyl alcohol fermentation:
Nutritional and other factors involved in the preparation of active suspensions of
Cl. acetobutylicum (Weizmann). Biochem J 35(12):1320-1331.
de Vrije T, Budde M, van der Wal H, Claassen PAM, and Lopez-Contreras AM. 2013.
"In situ" removal of isopropanol, butanol and ethanol from fermentation broth by
gas stripping. Bioresource Technol 137:153-159.
35
Dellomonaco C, Clomburg JM, Miller EN, and Gonzalez R. 2011. Engineered reversal of
the beta-oxidation cycle for the synthesis of fuels and chemicals. Nature
476(7360):355-U131.
Dhamole PB, Wang ZL, Liu YQ, Wang B, and Feng H. 2012. Extractive fermentation
with non-ionic surfactants to enhance butanol production. Biomass Bioenerg
40:112-119.
Dong HJT, W. W. Dai, Z. J. . 2012. Biobutanol. Advances in biochemical
engineering/biotechnology 128:85-100.
Dong ZY, Liu GP, Liu SN, Liu ZK, and Jin WQ. 2014. High performance ceramic
hollow fiber supported PDMS composite pervaporation membrane for bio-butanol
recovery. J Membrane Sci 450:38-47.
Durre P. 1998. New insights and novel developments in clostridial
acetone/butanol/isopropanol fermentation. Appl Microbiol Biot 49(6):639-648.
Durre P. 2007. Biobutanol: an attractive biofuel. Biotechnol J 2(12):1525-1534.
Ennis BM, Gutierrez NA, and Maddox IS. 1986. The Acetone-Butanol-Ethanol
Fermentation - a Current Assessment. Process Biochem 21(5):131-147.
Ennis BM, Qureshi N, and Maddox IS. 1987. In-Line Toxic Product Removal during
Solvent Production by Continuous Fermentation Using Immobilized Clostridium
acetobutylicum. Enzyme Microb Tech 9(11):672-675.
Ezeji T, and Blaschek HP. 2008. Fermentation of dried distillers' grains and solubles
(DDGS) hydrolysates to solvents and value-added products by solventogenic
clostridia. Bioresource Technol 99(12):5232-5242.
Ezeji T, Qureshi N, and Blaschek HP. 2007a. Butanol production from agricultural
residues: Impact of degradation products on Clostridium beijerinckii growth and
butanol fermentation. Biotechnol Bioeng 97(6):1460-1469.
Ezeji TC, Qureshi N, and Blaschek HP. 2003. Production of acetone, butanol and ethanol
by Clostridium beijerinckii BA101 and in situ recovery by gas stripping. World J
Microb Biot 19:595-603.
Ezeji TC, Qureshi N, and Blaschek HP. 2004a. Acetone butanol ethanol (ABE)
production from concentrated substrate: reduction in substrate inhibition by fed-
batch technique and product inhibition by gas stripping. Appl Microbiol Biot
63(6):653-658.
Ezeji TC, Qureshi N, and Blaschek HP. 2004b. Butanol fermentation research: Upstream
and downstream manipulations. Chem Rec 4(5):305-314.

36
Ezeji TC, Qureshi N, and Blaschek HP. 2007b. Bioproduction of butanol from biomass:
from genes to bioreactors. Curr Opin Biotech 18(3):220-227.
Ezeji TC, Qureshi N, and Blaschek HP. 2007c. Production of acetone butanol (AB) from
liquefied corn starch, a commercial substrate, using Clostridium beijerinckii
coupled with product recovery by gas stripping. J Ind Microbiol Biot 34(12):771-
777.
Fadeev AG, Meagher MM, Kelley SS, and Volkov VV. 2000. Fouling of poly[-1-
(trimethylsilyl)-1-propyne] membranes in pervaporative recovery of butanol from
aqueous solutions and ABE fermentation broth. J Membrane Sci 173(1):133-144.
Fadeev AG, Selinskaya YA, Kelley SS, Meagher MM, Litvinova EG, Khotimsky VS,
and Volkov VV. 2001. Extraction of butanol from aqueous solutions by
pervaporation through poly(1-trimethylsilyl-1-propyne). J Membrane Sci
186(2):205-217.
Fitz A. 1876. Ueber die Gährung des Glycerins. Ber Dtsch Chem Ges 9:1348-1352.
Fitz A. 1878. Ueber Schizomyceten-Gährungen III. Ber Dtsch Chem Ges 11:42-55.
Fontaine L, Meynial-Salles I, Girbal L, Yang XH, Croux C, and Soucaille P. 2002.
Molecular characterization and transcriptional analysis of adhE2, the gene
encoding the NADH-dependent aldehyde/alcohol dehydrogenase responsible for
butanol production in alcohologenic cultures of Clostridium acetobutylicum
ATCC 824. J Bacteriol 184(3):821-830.
Formanek J, Mackie R, and Blaschek HP. 1997. Enhanced butanol production by
Clostridium beijerinckii BA101 grown in semidefined P2 medium containing 6
percent maltodextrin or glucose. Appl Environ Microb 63(6):2306-2310.
Fouad EA, and Feng XS. 2009. Pervaporative separation of n-butanol from dilute
aqueous solutions using silicalite-filled poly(dimethyl siloxane) membranes. J
Membrane Sci 339(1-2):120-125.
Gabriel CL. 1928. Butanol Fermentation Process. Ind Eng Chem 20(10):1063-1067.
Gabriel CL, and Crawford FM. 1930. Development of the Butyl-Acetonic Fermentation
Industry. Ind Eng Chem 22(11):1163-1165.
Gapes JR, Nimcevic D, and Friedl A. 1996. Long-term continuous cultivation of
Clostridium beijerinckii in a two-stage chemostat with on-line solvent removal.
Appl Environ Microb 62(9):3210-3219.
37
Garcia V, Pakkila J, Ojamo H, Muurinen E, and Keiski RL. 2011. Challenges in
biobutanol production: How to improve the efficiency? Renew Sust Energ Rev
15(2):964-980.
Gehin A, Cailliez C, Petitdemange E, and Benoit L. 1996. Studies of Clostridium
cellulolyticum ATCC 35319 under dialysis and co-culture conditions. Lett Appl
Microbiol 23(4):208-212.
George HA, Johnson JL, Moore WEC, Holdeman LV, and Chen JS. 1983. Acetone,
Isopropanol, and Butanol Production by Clostridium beijerinckii (Syn
Clostridium butylicum) and Clostridium aurantibutyricum. Appl Environ Microb
45(3):1160-1163.
Girbal L, Vasconcelos I, Saintamans S, and Soucaille P. 1995. How Neutral Red
Modified Carbon and Electron Flow in Clostridium acetobutylicum Grown in
Chemostat Culture at Neutral pH. Fems Microbiol Rev 16(2-3):151-162.
Gottschal JC, and Morris JG. 1981. The Induction of Acetone and Butanol Production in
Cultures of Clostridium acetobutylicum by Elevated Concentrations of Acetate
and Butyrate. Fems Microbiol Lett 12(4):385-389.
Gottumukkala LD, Parameswaran B, Valappil SK, Mathiyazhakan K, Pandey A, and
Sukumaran RK. 2013. Biobutanol production from rice straw by a non acetone
producing Clostridium sporogenes BE01. Bioresource Technol 145:182-187.
Gottwald M, and Gottschalk G. 1985. The internal pH of Clostridium acetobutylicum and
its effect on the shift from acid to solvent formation. Arch Microbiol 143(1):42-46.
Green EM. 2011. Fermentative production of butanol - the industrial perspective. Curr
Opin Biotech 22(3):337-343.
Groot WJ, and Luyben KCAM. 1986. Insitu Product Recovery by Adsorption in the
Butanol Isopropanol Batch Fermentation. Appl Microbiol Biot 25(1):29-31.
Groot WJ, Vanderlans RGJM, and Luyben KCAM. 1992. Technologies for Butanol
Recovery Integrated with Fermentations. Process Biochem 27(2):61-75.
Han SH, Cho DH, Kim YH, and Shin SJ. 2013. Biobutanol production from 2-year-old
willow biomass by acid hydrolysis and acetone-butanol-ethanol fermentation.
Energy 61:13-17.
Hickey PJ, Juricic FP, and Slater CS. 1992. The Effect of Process Parameters on the
Pervaporation of Alcohols through Organophilic Membranes. Separ Sci Technol
27(7):843-861.
38
Higashide W, Li YC, Yang YF, and Liao JC. 2011. Metabolic Engineering of
Clostridium cellulolyticum for Production of Isobutanol from Cellulose. Appl
Environ Microb 77(8):2727-2733.
Hipolito CN, Crabbe E, Badillo CM, Zarrabal OC, Mora MAM, Flores GP, Cortazar
MDAH, and Ishizaki A. 2008. Bioconversion of industrial wastewater from palm
oil processing to butanol by Clostridium saccharoperbutylacetonicum N1-4
(ATCC 13564). J Clean Prod 16(5):632-638.
Huang H, Liu H, and Gan YR. 2010. Genetic modification of critical enzymes and
involved genes in butanol biosynthesis from biomass. Biotechnol Adv 28(5):651-
657.
Huang JC, and Meagher MM. 2001. Pervaporative recovery of n-butanol from aqueous
solutions and ABE fermentation broth using thin-film silicalite-filled silicone
composite membranes. J Membrane Sci 192(1-2):231-242.
Jang YS, Malaviya A, Cho C, Lee J, and Lee SY. 2012. Butanol production from
renewable biomass by clostridia. Bioresource Technol 123:653-663.
Jiang Y, Xu CM, Dong F, Yang YL, Jiang WH, and Yang S. 2009. Disruption of the
acetoacetate decarboxylase gene in solvent-producing Clostridium acetobutylicum
increases the butanol ratio. Metab Eng 11(4-5):284-291.
Jitesh K, Pangarkar VG, and Niranjan K. 2000. Pervaporative stripping of acetone,
butanol and ethanol to improve ABE fermentation. Bioseparation 9(3):145-154.
Jones DT, and Woods DR. 1986. Acetone-Butanol Fermentation Revisited. Microbiol
Rev 50(4):484-524.
Jones SW, Paredes CJ, Tracy B, Cheng N, Sillers R, Senger RS, and Papoutsakis ET.
2008. The transcriptional program underlying the physiology of clostridial
sporulation. Genome Biol 9(7).
Jonquieres A, and Fane A. 1997. Filled and unfilled composite GFT PDMS membranes
for the recovery of butanols from dilute aqueous solutions: Influence of alcohol
polarity. J Membrane Sci 125(2):245-255.
Junelles AM, Janatiidrissi R, Petitdemange H, and Gay R. 1988. Iron Effect on Acetone
Butanol Fermentation. Curr Microbiol 17(5):299-303.
Keis S, Shaheen R, and Jones DT. 2001. Emended descriptions of Clostridium
acetobutylicum and Clostridium beijerinckii, and descriptions of Clostridium
saccharoperbutylacetonicum sp nov and Clostridium saccharobutylicum sp nov.
Int J Syst Evol Micr 51:2095-2103.

39
Khamaiseh EI, Hamid AA, Abdeshahian P, Yusoff WMW, and Kalil MS. 2014.
Enhanced Butanol Production by Clostridium acetobutylicum NCIMB 13357
Grown on Date Fruit as Carbon Source in P2 Medium. Sci World J.
Kim TS, and Kim BH. 1988. Electron Flow Shift in Clostridium acetobutylicum
Fermentation by Electrochemically Introduced Reducing Equivalent. Biotechnol
Lett 10(2):123-128.
Kraemer K, Harwardt A, Bronneberg R, and Marquardt W. 2011. Separation of butanol
from acetone-butanol-ethanol fermentation by a hybrid extraction-distillation
process. Comput Chem Eng 35(5):949-963.
Kumar M, and Gayen K. 2011. Developments in biobutanol production: New insights.
Appl Energ 88(6):1999-2012.
Lee SY, Park JH, Jang SH, Nielsen LK, Kim J, and Jung KS. 2008. Fermentative butanol
production by clostridia. Biotechnol Bioeng 101(2):209-228.
Li Q, Zhou B, Bi QY, and Wang XL. 2012a. Surface modification of PVDF membranes
with sulfobetaine polymers for a stably anti-protein-fouling performance. J Appl
Polym Sci 125(5):4015-4027.
Li SY, Srivastava R, and Parnas RS. 2010. Separation of 1-butanol by pervaporation
using a novel tri-layer PDMS composite membrane. J Membrane Sci 363(1-
2):287-294.
Li SY, Srivastava R, and Parnas RS. 2011. Study of in situ 1-Butanol Pervaporation from
A-B-E Fermentation Using a PDMS Composite Membrane: Validity of Solution-
Diffusion Model for Pervaporative A-B-E Fermentation. Biotechnol Progr
27(1):111-120.
Li X, Li ZG, Zheng JP, Shi ZP, and Li L. 2012b. Yeast extract promotes phase shift of
bio-butanol fermentation by Clostridium acetobutylicum ATCC824 using cassava
as substrate. Bioresource Technol 125:43-51.
Lin XQ, Wu JL, Fan JS, Qian WB, Zhou XQ, Qian C, Jin XH, Wang LL, Bai JX, and
Ying HJ. 2012. Adsorption of butanol from aqueous solution onto a new type of
macroporous adsorption resin: Studies of adsorption isotherms and kinetics
simulation. J Chem Technol Biot 87(7):924-931.
Lin YS, Wang J, Wang XM, and Sun XH. 2011. Optimization of butanol production
from corn straw hydrolysate by Clostridium acetobutylicum using response
surface method. Chinese Sci Bull 56(14):1422-1428.
Liu D, Chen Y, Ding FY, Zhao T, Wu JL, Guo T, Ren HF, Li BB, Niu HQ, Cao Z et al. .
2014. Biobutanol production in a Clostridium acetobutylicum biofilm reactor

40
integrated with simultaneous product recovery by adsorption. Biotechnol Biofuels
7(1):5.
Liu FF, Liu L, and Feng XS. 2005. Separation of acetone-butanol-ethanol (ABE) from
dilute aqueous solutions by pervaporation. Sep Purif Technol 42(3):273-282.
Liu GP, Hou D, Wei W, Xiangli FJ, and Jin WQ. 2011. Pervaporation Separation of
Butanol-Water Mixtures Using Polydimethylsiloxane/Ceramic Composite
Membrane. Chinese J Chem Eng 19(1):40-44.
Liu SN, Liu GP, Zhao XH, and Jin WQ. 2013. Hydrophobic-ZIF-71 filled PEBA mixed
matrix membranes for recovery of biobutanol via pervaporation. J Membrane Sci
446:181-188.
Liu ZY, Ying Y, Li FL, Ma CQ, and Xu P. 2010. Butanol production by Clostridium
beijerinckii ATCC 55025 from wheat bran. J Ind Microbiol Biot 37(5):495-501.
Lu CC, Dong J, and Yang ST. 2013. Butanol production from wood pulping hydrolysate
in an integrated fermentation-gas stripping process. Bioresource Technol
143:467-475.
Lu CC, Zhao JB, Yang ST, and Wei D. 2012. Fed-batch fermentation for n-butanol
production from cassava bagasse hydrolysate in a fibrous bed bioreactor with
continuous gas stripping. Bioresource Technol 104:380-387.
Lutke-Eversloh T, and Bahl H. 2011. Metabolic engineering of Clostridium
acetobutylicum: recent advances to improve butanol production. Curr Opin
Biotech 22(5):634-647.
Maddox IS. 1982. Use of Silicalite for the Adsorption of Normal-Butanol from
Fermentation Liquors. Biotechnol Lett 4(11):759-760.
Maddox IS, Qureshi N, and Robertsthomson K. 1995. Production of Acetone-Butanol
Ethanol from Concentrated Substrates Using Clostridium acetobutylicum in an
Integrated Fermentation-Product Removal Process. Process Biochem 30(3):209-
215.
Madihah MS, Ariff AB, Sahaid KM, Suraini AA, and Karim MIA. 2001. Direct
fermentation of gelatinized sago starch to acetone-butanol-ethanol by Clostridium
acetobutylicum. World J Microb Biot 17(6):567-576.
Matsumura M, Kataoka H, Sueki M, and Araki K. 1988. Energy Saving Effect of
Pervaporation Using Oleyl Alcohol Liquid Membrane in Butanol Purification.
Bioprocess Eng 3(2):93-100.

41
Meyer CL, Roos JW, and Papoutsakis ET. 1986. Carbon-Monoxide Gasing Leads to
Alcohol Production and Butyrate Uptake without Acetone Formation in
Continuous Cultures of Clostridium acetobutylicum. Appl Microbiol Biot
24(2):159-167.
Milestone NB, and Bibby DM. 1981. Concentration of Alcohols by Adsorption on
Silicalite. J Chem Technol Biot 31(12):732-736.
Mitchell WJ. 1996. Carbohydrate uptake and utilization by Clostridium beijerinckii
NCIMB 8052. Anaerobe 2(6):379-384.
Mollah AH, and Stuckey DC. 1993. Feasibility of Insitu Gas Stripping for Continuous
Acetone-Butanol Fermentation by Clostridium acetobutylicum. Enzyme Microb
Tech 15(3):200-207.
Monot F, Engasser JM, and Petitdemange H. 1984. Influence of pH and undissociated
butyric acid on the production of acetone and butanol in batch cultures of
Clostridium acetobutylicum. Appl Microbiol Biot 19(6):422-426.
Moradi F, Amiri H, Soleimanian-Zad S, Ehsani MR, and Karimi K. 2013. Improvement
of acetone, butanol and ethanol production from rice straw by acid and alkaline
pretreatments. Fuel 112:8-13.
Mussatto SI, and Roberto IC. 2004. Alternatives for detoxification of diluted-acid
lignocellulosic hydrolyzates for use in fermentative processes: a review.
Bioresource Technol 93(1):1-10.
Nielsen DR, and Prather KJ. 2009. In Situ Product Recovery of n-Butanol Using
Polymeric Resins. Biotechnol Bioeng 102(3):811-821.
Nielsen L, Larsson M, Holst O, and Mattiasson B. 1988. Adsorbents for Extractive
Bioconversion Applied to the Acetone-Butanol Fermentation. Appl Microbiol
Biot 28(4-5):335-339.
Niemisto J, Kujawski W, and Keiski RL. 2013. Pervaporation performance of composite
poly(dimethyl siloxane) membrane for butanol recovery from model solutions. J
Membrane Sci 434:55-64.
Nigam PS, and Singh A. 2011. Production of liquid biofuels from renewable resources.
Prog Energ Combust 37(1):52-68.
Olsson L, and HahnHagerdal B. 1996. Fermentation of lignocellulosic hydrolysates for
ethanol production. Enzyme Microb Tech 18(5):312-331.
Oudshoorn A, van der Wielen LAM, and Straathof AJJ. 2009a. Adsorption equilibria of
bio-based butanol solutions using zeolite. Biochem Eng J 48(1):99-103.

42
Oudshoorn A, van der Wielen LAM, and Straathof AJJ. 2009b. Assessment of Options
for Selective 1-Butanol Recovery from Aqueous Solution. Ind Eng Chem Res
48(15):7325-7336.
Ounine K, Petitdemange H, Raval G, and Gay R. 1985. Regulation and Butanol
Inhibition of D-Xylose and D-Glucose Uptake in Clostridium acetobutylicum.
Appl Environ Microb 49(4):874-878.
Papoutsakis ET. 2008. Engineering solventogenic clostridia. Curr Opin Biotech
19(5):420-429.
Parekh M, and Blaschek HP. 1999. Butanol production by hypersolvent-producing
mutant Clostridium beijerinckii BA101 in corn steep water medium containing
maltodextrin. Biotechnol Lett 21(1):45-48.
Parekh M, Formanek J, and Blaschek HP. 1999. Pilot-scale production of butanol by
Clostridium beijerinckii BA101 using a low-cost fermentation medium based on
corn steep water. Appl Microbiol Biot 51(2):152-157.
Peguin S, Goma G, Delorme P, and Soucaille P. 1994. Metabolic Flexibility of
Clostridium acetobutylicum in Response to Methyl Viologen Addition. Appl
Microbiol Biot 42(4):611-616.
Peguin S, and Soucaille P. 1995. Modulation of Carbon and Electron Flow in Clostridium
acetobutylicum by Iron Limitation and Methyl Viologen Addition. Appl Environ
Microb 61(1):403-405.
Peguin S, and Soucaille P. 1996. Modulation of metabolism of Clostridium
acetobutylicum grown in chemostat culture in a three-electrode potentiostatic
system with methyl viologen as electron carrier. Biotechnol Bioeng 51(3):342-
348.
Qureshi N, and Blaschek HP. 1999. Fouling studies of a pervaporation membrane with
commercial fermentation media and fermentation broth of hyper-butanol-
producing Clostridium beijerinckii BA101. Separ Sci Technol 34(14):2803-2815.
Qureshi N, and Blaschek HP. 2000. Butanol production using Clostridium beijerinckii
BA101 hyper-butanol producing mutant strain and recovery by pervaporation.
Appl Biochem Biotech 84-6:225-235.
Qureshi N, and Blaschek HP. 2001. Recovery of butanol from fermentation broth by gas
stripping. Renew Energ 22(4):557-564.
Qureshi N, Ezeji TC, Ebener J, Dien BS, Cotta MA, and Blaschek HP. 2008a. Butanol
production by Clostridium beijerinckii. Part I: Use of acid and enzyme hydrolyzed
corn fiber. Bioresource Technol 99(13):5915-5922.

43
Qureshi N, Hughes S, Maddox IS, and Cotta MA. 2005. Energy-efficient recovery of
butanol from model solutions and fermentation broth by adsorption. Bioproc
Biosyst Eng 27(4):215-222.
Qureshi N, Lolas A, and Biaschek HP. 2001a. Soy molasses as fermentation substrate for
production of butanol using Clostridium beijerinckii BA101. J Ind Microbiol Biot
26(5):290-295.
Qureshi N, and Maddox IS. 2005. Reduction in butanol inhibition by perstraction:
Utilization of concentrated lactose/whey permeate by Clostridium acetobutylicum
to enhance butanol fermentation economics. Food Bioprod Process 83(C1):43-52.
Qureshi N, Maddox IS, and Friedl A. 1992. Application of Continuous Substrate Feeding
to the ABE Fermentation - Relief of Product Inhibition Using Extraction,
Perstraction, Stripping, and Pervaporation. Biotechnol Progr 8(5):382-390.
Qureshi N, Meagher MM, Huang J, and Hutkins RW. 2001b. Acetone butanol ethanol
(ABE) recovery by pervaporation using silicalite-silicone composite membrane
from fed-batch reactor of Clostridium acetobutylicum. J Membrane Sci 187(1-
2):93-102.
Qureshi N, Saha BC, and Cotta MA. 2007. Butanol production from wheat straw
hydrolysate using Clostridium beijerinckii. Bioproc Biosyst Eng 30(6):419-427.
Qureshi N, Saha BC, Dien B, Hector RE, and Cotta MA. 2010a. Production of butanol (a
biofuel) from agricultural residues: Part I - Use of barley straw hydrolysate.
Biomass Bioenerg 34(4):559-565.
Qureshi N, Saha BC, Hector RE, and Cotta MA. 2008b. Removal of fermentation
inhibitors from alkaline peroxide pretreated and enzymatically hydrolyzed wheat
straw: Production of butanol from hydrolysate using Clostridium beijerinckii in
batch reactors. Biomass Bioenerg 32(12):1353-1358.
Qureshi N, Saha BC, Hector RE, Dien B, Hughes S, Liu S, Iten L, Bowman MJ, Sarath G,
and Cotta MA. 2010b. Production of butanol (a biofuel) from agricultural residues:
Part II - Use of corn stover and switchgrass hydrolysates. Biomass Bioenerg
34(4):566-571.
Qureshi N, Singh V, Liu S, Ezeji TC, Saha BC, and Cotta A. 2014. Process integration
for simultaneous saccharification, fermentation, and recovery (SSFR): Production
of butanol from corn stover using Clostridium beijerinckii P260. Bioresource
Technol 154:222-228.
Rajagopalan S, Datar RP, and Lewis RS. 2002. Formation of ethanol from carbon
monoxide via a new microbial catalyst. Biomass Bioenerg 23(6):487-493.
44
Rao G, and Mutharasan R. 1986. Alcohol Production by Clostridium acetobutylicum
Induced by Methyl Viologen. Biotechnol Lett 8(12):893-896.
Rao G, and Mutharasan R. 1987. Altered Electron Flow in Continuous Cultures of
Clostridium acetobutylicum Induced by Viologen Dyes. Appl Environ Microb
53(6):1232-1235.
Reilly J, Hickinbottom WJ, Henley FR, and Thaysen AC. 1920. The Products of the
"Acetone: n-Butyl Alcohol" Fermentation of Carbohydrate Material with Special
Reference to some of the Intermediate Substances produced. Biochem J
14(2):229-251.
Roffler SR, Blanch HW, and Wilke CR. 1987. Insitu Recovery of Butanol during
Fermentation .2. Fed-Batch Extractive Fermentation. Bioprocess Eng 2(4):181-
190.
Ross D. 1961. The acetone-butanol fermentation. Prog Ind Microbiol 3:71-90.
Saint Remi JC, Remy T, Van Hunskerken V, van de Perre S, Duerinck T, Maes M, De
Vos D, Gobechiya E, Kirschhock CEA, Baron GV et al. . 2011. Biobutanol
Separation with the Metal-Organic Framework ZIF-8. Chemsuschem 4(8):1074-
1077.
Saravanan V, Waijers DA, Ziari M, and Noordermeer MA. 2010. Recovery of 1-butanol
from aqueous solutions using zeolite ZSM-5 with a high Si/Al ratio; suitability of
a column process for industrial applications. Biochem Eng J 49(1):33-39.
Schardinger F. 1905. Bacillus macerans, ein Aceton bildender Rottebacillus. Zentralbl
Bakteriol Parasitenkd Infektionskr II Abt 4:772-781.
Schardinger F. 1907. Verhalten von Weizen- und Roggenmehl zu Methylenblau und zu
Starkekleister, nebst einem Anhange uber die Bildung hoherer Alkohole durch
hitzebestandige Mikroorganismen aus Weizenmehl. Zentralbl Bakteriol
Parasitenkd Infektionskr II Abt 18:748-767.
Servinsky MD, Kiel JT, Dupuy NF, and Sund CJ. 2010. Transcriptional analysis of
differential carbohydrate utilization by Clostridium acetobutylicum. Microbiol-
Sgm 156:3478-3491.
Setlhaku M, Heitmann S, Gorak A, and Wichmann R. 2013. Investigation of gas
stripping and pervaporation for improved feasibility of two-stage butanol
production process. Bioresource Technol 136:102-108.
Sharma P, and Chung WJ. 2011. Synthesis of MEL type zeolite with different kinds of
morphology for the recovery of 1-butanol from aqueous solution. Desalination
275(1-3):172-180.

45
Shen CR, Lan EI, Dekishima Y, Baez A, Cho KM, and Liao JC. 2011. Driving Forces
Enable High-Titer Anaerobic 1-Butanol Synthesis in Escherichia coli. Appl
Environ Microb 77(9):2905-2915.
Somrutai W, Takagi M, and Yoshida T. 1996. Acetone-butanol fermentation by
Clostridium aurantibutyricum ATCC 17777 from a model medium for palm oil
mill effluent. J Ferment Bioeng 81(6):543-547.
Srinivasan K, Palanivelu K, and Gopalakrishnan AN. 2007. Recovery of 1-butanol from a
model pharmaceutical aqueous waste by pervaporation. Chem Eng Sci
62(11):2905-2914.
Suhardi VSH, Prasai B, Samaha D, and Boopathy R. 2013. Evaluation of pretreatment
methods for lignocellulosic ethanol production from energy cane variety L 79-
1002. Int Biodeter Biodegr 85:683-687.
Taconi KA, Venkataramanan KP, and Johnson DT. 2009. Growth and Solvent
Production by Clostridium pasteurianum ATCC (R) 6013 (TM) Utilizing
Biodiesel-Derived Crude Glycerol as the Sole Carbon Source. Environ Prog
Sustain 28(1):100-110.
Tan HF, Wu YH, and Li TM. 2013. Pervaporation of n-butanol aqueous solution through
ZSM-5-PEBA composite membranes. J Appl Polym Sci 129(1):105-112.
Thang VH, Kanda K, and Kobayashi G. 2010. Production of Acetone-Butanol-Ethanol
(ABE) in Direct Fermentation of Cassava by Clostridium
saccharoperbutylacetonicum N1-4. Appl Biochem Biotech 161(1-8):157-170.
Thongsukmak A, and Sirkar KK. 2007. Pervaporation membranes highly selective for
solvents present in fermentation broths. J Membrane Sci 302(1-2):45-58.
Van Hecke W, Hofmann T, and De Wever H. 2013. Pervaporative recovery of ABE
during continuous cultivation: enhancement of performance. Bioresour Technol
129:421-429.
Van Hecke W, Vandezande P, Claes S, Vangeel S, Beckers H, Diels L, and De Wever H.
2012. Integrated bioprocess for long-term continuous cultivation of Clostridium
acetobutylicum coupled to pervaporation with PDMS composite membranes.
Bioresource Technol 111:368-377.
Vane LM. 2005. A review of pervaporation for product recovery from biomass
fermentation processes. J Chem Technol Biot 80(6):603-629.
Vane LM. 2008. Separation technologies for the recovery and dehydration of alcohols
from fermentation broths. Biofuel Bioprod Bior 2(6):553-588.

46
Vollherbstschneck K, Sands JA, and Montenecourt BS. 1984. Effect of Butanol on Lipid
Composition and Fluidity of Clostridium acetobutylicum ATCC 824. Appl
Environ Microb 47(1):193-194.
Wang R, Wongchitphimon S, Jiraratananon R, Shi L, and Loh CH. 2011. Effect of
polyethylene glycol (PEG) as an additive on the fabrication of polyvinylidene
fluoride-co-hexafluropropylene (PVDF-HFP) asymmetric microporous hollow
fiber membranes. J Membrane Sci 369(1-2):329-338.
Wang XJ, Wang Y, Wang B, Blaschek H, Feng H, and Li ZY. 2013a. Biobutanol
production from fiber-enhanced DDGS pretreated with electrolyzed water. Renew
Energ 52:16-22.
Wang Y, Li XZ, and Blaschek HP. 2013b. Effects of supplementary butyrate on butanol
production and the metabolic switch in Clostridium beijerinckii NCIMB 8052:
genome-wide transcriptional analysis with RNA-Seq. Biotechnology for Biofuels
6.
Wang ZY, Cao GL, Jiang C, Song JZ, Zheng J, and Yang Q. 2013c. Butanol Production
from Wheat Straw by Combining Crude Enzymatic Hydrolysis and Anaerobic
Fermentation Using Clostridium acetobutylicum ATCC824. Energ Fuel
27(10):5900-5906.
Wiehn M, Staggs K, Wang YC, and Nielsen DR. 2014. In Situ Butanol Recovery from
Clostridium acetobutylicum Fermentations by Expanded Bed Adsorption.
Biotechnol Progr 30(1):68-78.
Xue C, Du GQ, Sun JX, Chen LJ, Gao SS, Yu ML, Yang ST, and Bai FW. 2014.
Characterization of gas stripping and its integration with acetone-butanol-ethanol
fermentation for high-efficient butanol production and recovery. Biochem Eng J
83:55-61.
Xue C, Zhao J, Liu F, Lu C, Yang ST, and Bai FW. 2013. Two-stage in situ gas stripping
for enhanced butanol fermentation and energy-saving product recovery. Bioresour
Technol 135:396-402.
Xue C, Zhao J, Lu C, Yang ST, Bai F, and Tang IC. 2012. High-titer n-butanol
production by Clostridium acetobutylicum JB200 in fed-batch fermentation with
intermittent gas stripping. Biotechnol Bioeng 109(11):2746-2756.
Yang ST, El-Enshasy HA, and Thongchul N. 2013. Bioprocessing Technologies in
Biorefinery for Sustainable Production of Fuels, Chemicals, and Polymers Preface.
Bioprocessing Technologies in Biorefinery for Sustainable Production of Fuels,
Chemicals, and Polymers:Xvii-Xviii.
47
Yang XP, Tsai GJ, and Tsao GT. 1994. Enhancement of in-Situ Adsorption on the
Acetone-Butanol Fermentation by Clostridium acetobutylicum. Separ Technol
4(2):81-92.
Yang XP, and Tsao GT. 1995. Enhanced Acetone-Butanol Fermentation Using Repeated
Fed-Batch Operation Coupled with Cell Recycle by Membrane and Simultaneous
Removal of Inhibitory Products by Adsorption. Biotechnol Bioeng 47(4):444-450.
Yu MR, Zhang YL, Tang IC, and Yang ST. 2011. Metabolic engineering of Clostridium
tyrobutyricum for n-butanol production. Metab Eng 13(4):373-382.
Zhang K, Zhang LL, and Jiang JW. 2013. Adsorption of C-1-C-4 Alcohols in Zeolitic
Imidazolate Framework-8: Effects of Force Fields, Atomic Charges, and
Framework Flexibility. J Phys Chem C 117(48):25628-25635.
Zhao JB, Yang ST, Jiang WH, and Yang S. 2009. BIOT 305-Evolution of solvent-
producing Clostridium beijerinckii toward high butanol tolerance. Abstr Pap Am
Chem S 238.
Zverlov VV, Berezina O, Velikodvorskaya GA, and Schwarz WH. 2006. Bacterial
acetone and butanol production by industrial fermentation in the Soviet Union:
use of hydrolyzed agricultural waste for biorefinery. Appl Microbiol Biot
71(5):587-597.
2.5 Tables and figures

48
Fuel properties Gasoline Butanol Ethanol
Density (g/cm3) 0.71-0.79 0.81 0.79
Energy density (MJ/L) 32 29.2 19.6
Heat of vaporization (MJ/kg) 0.36 0.43 0.92
Research octane number 91-99 96 129
Air to fuel ratio 11.2 14.6 9
Table 2.1 Properties of butanol and some other fuels
References: (Durre 2007; Lee et al. 2008)

Species / strain Substrates pH Temp.
(oC) Products References
C. acetobutylicum 260
P262
ATCC 824
Glucose, xylose, arabinose,
cellobiose, mannose, galactose
5.5 – 6.5 35 Acetone, butanol,
ethanol, acetate,
butyrate
(Ezeji and
Blaschek 2008)
Starch (Madihah et al.
2001)
Lactose (Qureshi and
Maddox 2005) Glucose, mannose, galactose,
fructose, arabinose, xylose, sucrose,
lactose, maltose, cellobiose, starch (Servinsky et al.
2010) Cassava 3.5-6.0 37 (Li et al. 2012b)
NCIMB 13357 Date fruit 7.0 35 (Khamaiseh et al.
2014)
C. carboxidivorans P7
Syngas (H2, CO, CO2) 6.0 N/A Acetate, ethanol,
butyrate, butanol (Bruant et al.
2010)
CO, CO2 5.3 37 Acetate, ethanol,
butanol (Rajagopalan et
al. 2002)
C.
saccharoperbutylacetonicum N1-4 ATCC 13564
Glucose, maltose, starch 6.2 30
Acetone, butanol,
ethanol, acetate,
butyrate
(Thang et al.
2010)
Glucose, molasses, starch Not
controlled (Hipolito et al.
2008)
C. saccharobutylicum 262
Glucose, xylose, arabinose,
cellobiose, mannose, galactose 5.5 – 6.5 35
Acetone, butanol,
ethanol, acetate,
butyrate
(Ezeji and
Blaschek 2008)
C. butylicum NRRL 592
Glucose, xylose, arabinose,
cellobiose, mannose, galactose 5.5 – 6.5 35
Acetone, butanol,
ethanol, acetate,
butyrate
(Ezeji and
Blaschek 2008)
Continued
Table 2.2 Butanol production from solventogenic Clostridia (substrates, pH, temperature and products)
49

Table 2.2 continued
Species / strain Substrates pH Temp.
(oC) Products References
C. beijerinckii BA101
NCIMB 8052
P260
Glucose, xylose, arabinose,
cellobiose, mannose, galactose
5.5 – 6.5
35
Acetone, butanol,
ethanol, acetate,
butyrate
(Ezeji and
Blaschek 2008) (Ezeji et al.
2007a)
Not
controlled
Glucose, maltodextrin
N/A
Room
temp. (Formanek et al.
1997)
Glucose, maltodextrin Room
temp. (Formanek et al.
1997) Glucose, fructose, galactose,
glucitiol 37 (Mitchell 1996)
Glucose, xylose, arabinose,
galactose, mannose 6.5 35
(Qureshi et al.
2014)
C. aurantibutyricum ATCC 17777 NCIB 10659
Glucose, , xylan, starch, pectin,
arabinose, xylose, galactose,
mannose 5.5 – 6.8 37 Acetone, butanol,
isopropanol, acetate,
butyrate
(Somrutai et al.
1996)
Glucose 6.8 35 (George et al.
1983)
C. pasteurianum DSM 525 (same as ATCC
6013) Glycerol
5.0 – 7.0 37 Butanol, ethanol, 1,3-
propanediol, acetate,
butyrate, lactate
(Ahn et al. 2011) 4.5 – 7.5 35 (Biebl 2001)
7.0 35 (Taconi et al.
2009)
50

Feedstock Pretreatment and
hydrolysis Strain
ABE titer
(g/L) ABE yield
(g/g) Productivity
(g/L.h) References
Glucose + corn steep
water (CSW) None
C. beijerinckii NCIMB 8052 19.2 N/A N/A (Parekh and
Blaschek 1999) C. beijerinckii BA101 23.6 N/A N/A Cassava starch
None C. saccharoperbutylacetonicum
N1-4 ATCC 13564
21.0 0.41 0.44 (Thang et al.
2010) Corn starch 20.7 0.48 0.31 Sago starch 19.6 0.43 0.27 Cassava chips Enzyme 19.4 0.38 0.44 Cassava bagasse +
glucose None C. acetobutylicum JB200 33.9 0.39 0.62 (Lu et al. 2012)
Soy molasses +
glucose None C. beijerinckii BA101 30.1 N/A N/A
(Qureshi et al.
2001a) Degermed corn +
corn steep liquor
(CSL) None C. beijerinckii BA101 19.3 N/A 0.23
(Campos et al.
2002)
Date fruit None C. acetobutylicum NCIMB
13557 N/A 0.35-0.61 0.025-0.24
(Khamaiseh et
al. 2014)
Corn fiber Dilute acid +
enzyme C. beijerinckii BA101 9.3 0.39 0.10
(Qureshi et al.
2008a)
Wheat straw
Dilute acid C. beijerinckii BA101 25.0 0.42 0.60 (Qureshi et al.
2007) Alkaline peroxide
+ enzyme C. beijerinckii P260 22.2 0.41 0.55
(Qureshi et al.
2008b)
Enzyme C. acetobutylicum ATCC 824 7.05
(butanol) 0.155
(butanol) 0.141
(butanol) (Wang et al.
2013c)
Continued
Table 2.3 ABE fermentation by solventogenic clostridia from renewable biomass (AFEX, ammonia fiber explosion; N/A, not
available)
51

Table 2.3 continued
Feedstock Pretreatment and
hydrolysis Strain
ABE titer
(g/L) ABE yield
(g/g) Productivity
(g/L.h) References
Distiller’s dried
grains and solubles
(DDGS)
Dilute acid Liquid hot water AFEX + enzyme
C. acetobutylicum 260 C. acetobutylicum ATCC 824 C. saccharobutylicum 262 C. butylicum 592 C. beijerinckii BA101
4.9-12.9 0.30-0.35 N/A (Ezeji and
Blaschek 2008)
Electrolyzed water
+ enzyme C. beijerinckii BA101 3.5-5.5 N/A N/A
(Wang et al.
2013a)
Wheat bran Dilute acid C. beijerinckii ATCC 55025 11.8 0.32 0.16 (Liu et al.
2010)
Barley straw Dilute acid C. beijerinckii P260 26.6 0.43 0.39 (Qureshi et al.
2010a) Corn stover Dilute acid C. beijerinckii P260 26.3 0.44 0.31 (Qureshi et al.
2010b) Switchgrass Dilute acid C. beijerinckii P260 14.6 0.39 0.17
Rice straw
Acid/alkaline +
enzyme C. acetobutylicum NRRL B-591
~3.0 N/A N/A (Moradi et al.
2013) Dilute acid +
enzyme 7.1 10.5 N/A
(Amiri et al.
2014)
Acid + enzyme C. sporogenes BE01 5.3 N/A N/A (Gottumukkala
et al. 2013) Willow stem
Acid hydrolysis C. beijerinckii NCIMB 8052 9.4 N/A N/A (Han et al.
2013) Willow bark 8.9 N/A N/A
Corn straw Acid + enzyme C. acetobutylicum CICC 8008 6.2 (butanol) N/A N/A (Lin et al.
2011)
Wood pulp Cook + wash +
acid +
detoxification C. beijerinckii CC101 7.9 0.33 0.11 (Lu et al. 2013)
52
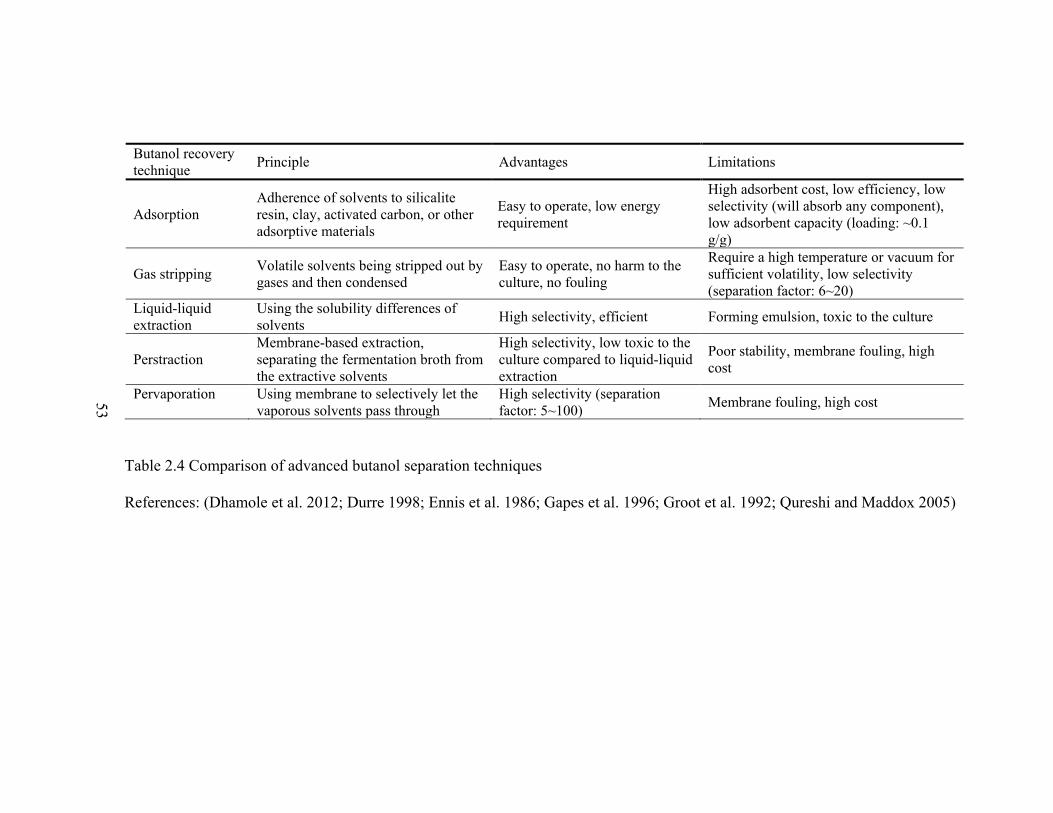
Butanol recovery
technique Principle Advantages Limitations
Adsorption
Adherence of solvents to silicalite
resin, clay, activated carbon, or other
adsorptive materials
Easy to operate, low energy
requirement
High adsorbent cost, low efficiency, low
selectivity (will absorb any component),
low adsorbent capacity (loading: ~0.1
g/g)
Gas stripping Volatile solvents being stripped out by
gases and then condensed
Easy to operate, no harm to the
culture, no fouling
Require a high temperature or vacuum for
sufficient volatility, low selectivity
(separation factor: 6~20)
Liquid-liquid
extraction
Using the solubility differences of
solvents High selectivity, efficient Forming emulsion, toxic to the culture
Perstraction
Membrane-based extraction,
separating the fermentation broth from
the extractive solvents
High selectivity, low toxic to the
culture compared to liquid-liquid
extraction
Poor stability, membrane fouling, high
cost
Pervaporation Using membrane to selectively let the
vaporous solvents pass through
High selectivity (separation
factor: 5~100) Membrane fouling, high cost
Table 2.4 Comparison of advanced butanol separation techniques
References: (Dhamole et al. 2012; Durre 1998; Ennis et al. 1986; Gapes et al. 1996; Groot et al. 1992; Qureshi and Maddox 2005)
53
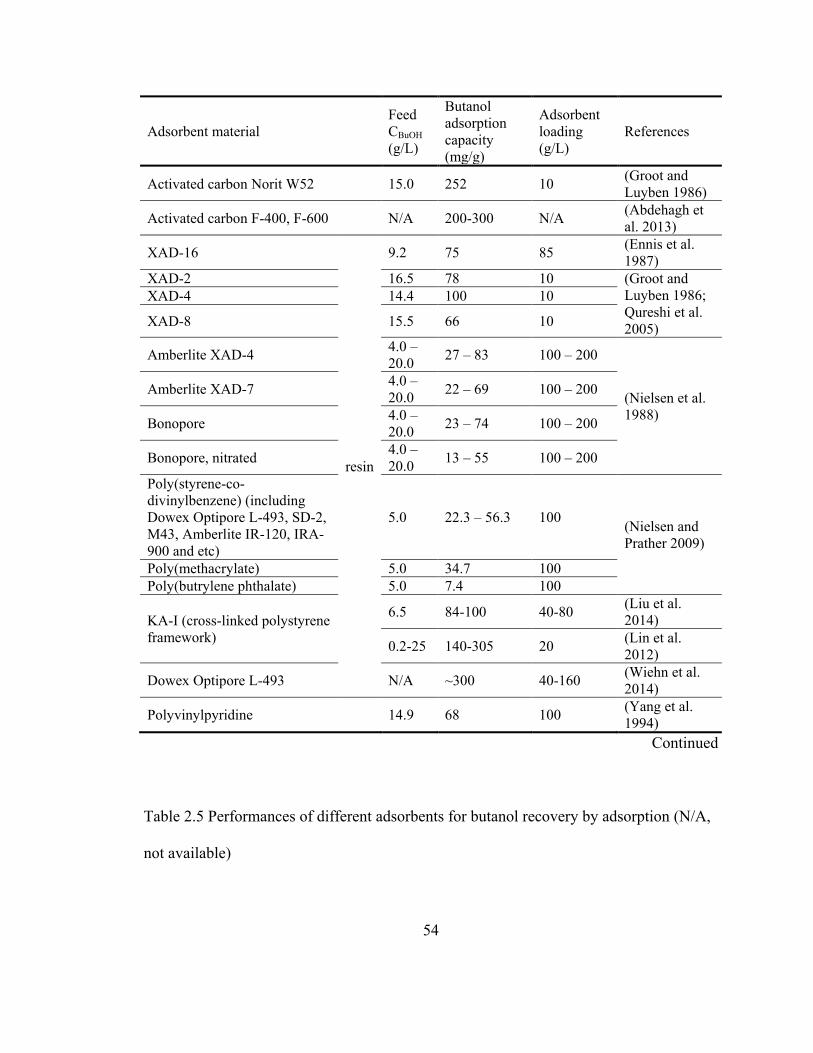
54
Adsorbent material
Feed
CBuOH
(g/L)
Butanol
adsorption
capacity
(mg/g)
Adsorbent
loading
(g/L)
References
Activated carbon Norit W52 15.0 252 10 (Groot and
Luyben 1986)
Activated carbon F-400, F-600 N/A 200-300 N/A (Abdehagh et
al. 2013)
XAD-16
resin
9.2 75 85 (Ennis et al.
1987)
XAD-2 16.5 78 10 (Groot and
Luyben 1986;
Qureshi et al.
2005)
XAD-4 14.4 100 10
XAD-8 15.5 66 10
Amberlite XAD-4 4.0 –
20.0 27 – 83 100 – 200
(Nielsen et al.
1988)
Amberlite XAD-7 4.0 –
20.0 22 – 69 100 – 200
Bonopore 4.0 –
20.0 23 – 74 100 – 200
Bonopore, nitrated 4.0 –
20.0 13 – 55 100 – 200
Poly(styrene-co-
divinylbenzene) (including
Dowex Optipore L-493, SD-2,
M43, Amberlite IR-120, IRA-
900 and etc)
5.0 22.3 – 56.3 100 (Nielsen and
Prather 2009)
Poly(methacrylate) 5.0 34.7 100
Poly(butrylene phthalate) 5.0 7.4 100
KA-I (cross-linked polystyrene
framework)
6.5 84-100 40-80 (Liu et al.
2014)
0.2-25 140-305 20 (Lin et al.
2012)
Dowex Optipore L-493 N/A ~300 40-160 (Wiehn et al.
2014)
Polyvinylpyridine 14.9 68 100 (Yang et al.
1994)
Continued
Table 2.5 Performances of different adsorbents for butanol recovery by adsorption (N/A,
not available)

55
Table 2.5 continued
Adsorbent material
Feed
CBuOH
(g/L)
Butanol adsorption
capacity (mg/g)
Adsorbent
loading (g/L) References
Silicalite
21.5 97 40 (Milestone and
Bibby 1981)
11.7 –
16.8 64 – 85 168 (Maddox 1982)
8.3 63.5 85 (Ennis et al.
1987)
Zeolite ZSM-5
(CBV901, 811 and
28014)
4.8 – 9.0 98 – 117 7 – 25 (Oudshoorn et al.
2009a)
Zeolite ZSM-5
(CBV901 and 28014) 10 ~120 64
(Saravanan et al.
2010)
Zeolite (MEL3-6) 2 222 N/A (Sharma and
Chung 2011)
Metal-organic
Framework (MOF)
ZIF-8
1-70 ~300 N/A (Saint Remi et al.
2011)
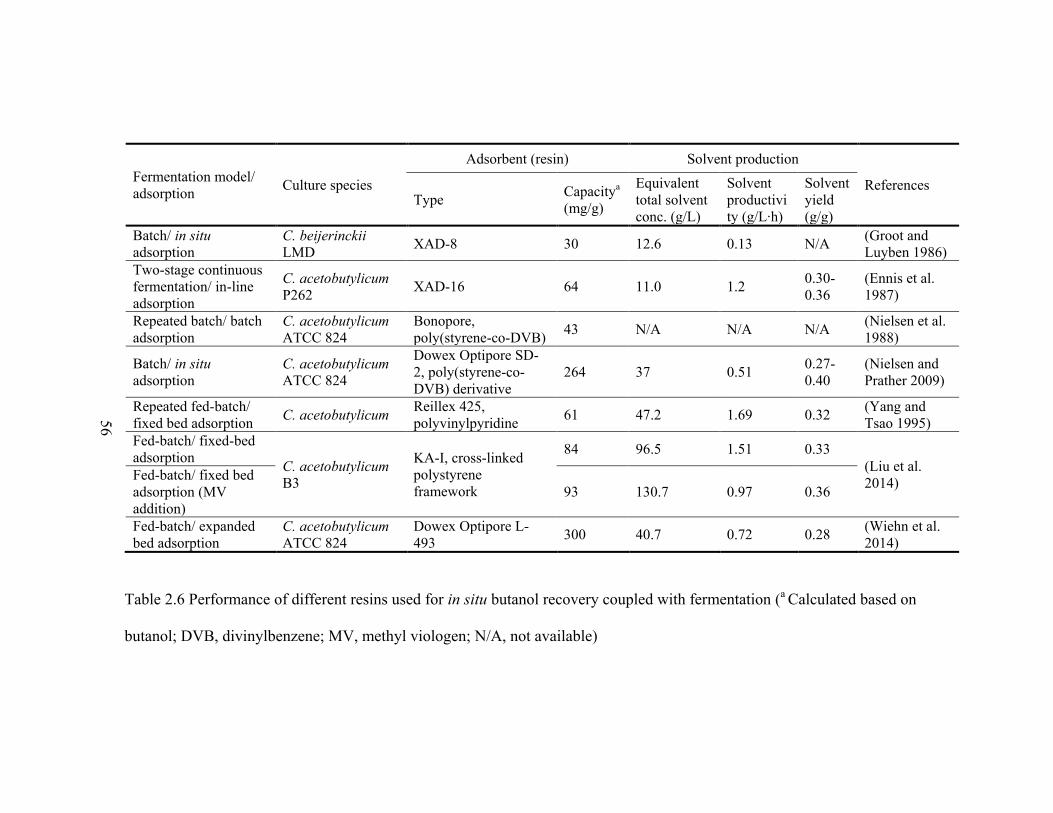
Fermentation model/
adsorption Culture species
Adsorbent (resin) Solvent production
References Type
Capacitya
(mg/g)
Equivalent
total solvent
conc. (g/L)
Solvent
productivi
ty (g/L∙h)
Solvent
yield
(g/g)
Batch/ in situ
adsorption
C. beijerinckii
LMD XAD-8 30 12.6 0.13 N/A
(Groot and
Luyben 1986)
Two-stage continuous
fermentation/ in-line
adsorption
C. acetobutylicum
P262 XAD-16 64 11.0 1.2
0.30-
0.36
(Ennis et al.
1987)
Repeated batch/ batch
adsorption
C. acetobutylicum
ATCC 824
Bonopore,
poly(styrene-co-DVB) 43 N/A N/A N/A
(Nielsen et al.
1988)
Batch/ in situ
adsorption
C. acetobutylicum
ATCC 824
Dowex Optipore SD-
2, poly(styrene-co-
DVB) derivative
264 37 0.51 0.27-
0.40
(Nielsen and
Prather 2009)
Repeated fed-batch/
fixed bed adsorption C. acetobutylicum
Reillex 425,
polyvinylpyridine 61 47.2 1.69 0.32
(Yang and
Tsao 1995)
Fed-batch/ fixed-bed
adsorption C. acetobutylicum
B3
KA-I, cross-linked
polystyrene
framework
84 96.5 1.51 0.33
(Liu et al.
2014) Fed-batch/ fixed bed
adsorption (MV
addition)
93 130.7 0.97 0.36
Fed-batch/ expanded
bed adsorption
C. acetobutylicum
ATCC 824
Dowex Optipore L-
493 300 40.7 0.72 0.28
(Wiehn et al.
2014)
Table 2.6 Performance of different resins used for in situ butanol recovery coupled with fermentation (a Calculated based on
butanol; DVB, divinylbenzene; MV, methyl viologen; N/A, not available)
56

Feed conditions Stripping
Temp. (oC)
Condensation
Temp. (oC)
Stripping gas and gas
recycle rate* Selectivity References
Integrated with fed-batch
bioreactor 34 -60 N2, 2.7 L/min ABE 4-30.5
(Qureshi and
Blaschek
2001)
Separate stripper, continuous
fermentation 65 - 67 3 - 4 N2, 2.5 L/min ABE 30.5
(Qureshi et al.
1992)
Integrated with batch
bioreactor 34 -0.8
H2 and CO2,
1.5 – 3.3 L/(L∙min) ABE 9.5 - 13
(Maddox et al.
1995)
Model solution 35 -2 N2, 4.6 L/min
Butanol 10.3 - 13.8
Acetone 4.1 - 6.4
Ethanol 4.9 - 7.9 (Ezeji et al.
2003) Integrated with batch
bioreactor 33 - 35 -2 H2 and CO2, 3 L/min
Butanol 6.7 - 13
Acetone 4.7 - 10.5
Ethanol 4.7 - 9.3
Integrated with fed-batch
bioreactor 33 - 35 -2 H2 and CO2, 6 L/min Butanol 10.3 - 22.1
(Ezeji et al.
2004a)
Table 2.7 Solvent selectivities of processes integrated with gas stripping for butanol recovery (* L/min: liter gas per minute;
L/(L∙min): liter gas per liter broth per minute)
57

Substrate Strain Fermentation
mode ABE (g/L)
ABE yield (g/g)
ABE Productivity
(g/L∙h) References
Glucose C. acetobutylicum NCIB
8052 Continuous ~10 0.36 0.58 (Mollah and Stuckey 1993)
Whey permeate C. acetobutylicum P262 Batch 70.0 0.35 0.32 (Maddox et al. 1995) Continuous 69.1 0.38 0.26 (Qureshi et al. 1992)
Glucose C. beijerinckii BA101 Batch 79.5 0.47 0.60 (Ezeji et al. 2003) Glucose C. beijerinckii BA101 Fed-batch 232 0.47 1.16 (Ezeji et al. 2004a) Wheat straw C. beijerinckii P260 Batch 47.6 0.37 0.36 (Qureshi et al. 2007) Soluble corn starch
C. beijerinckii BA101 Batch 23.9 0.43 0.31
(Ezeji et al. 2007c) Saccharified corn
starch Batch 26.5 0.41 0.40 Fed-batch 81.3 0.36 0.59
Cassava bagasse C. acetobutylicum
JB200 Fed-batch 108.5 037 0.47 (Lu et al. 2012)
Glucose
C. acetobutylicum
JB200
Batch 31.8 0.40 0.66 (Xue et al. 2013)
Fed-batch 73.3 0.40 0.36 (Xue et al. 2014)
70% WPH* C. beijerinckii CC101 Batch
12.9 0.39 0.17 (Lu et al. 2013)
Detoxified WPH* 17.7 0.44 0.25
Glucose C. acetobutylicum ATCC
824 Fed-batch N/A N/A 0.22-0.73 (Setlhaku et al. 2013)
Table 2.8 Integrated fermentation-gas stripping process for ABE production by Clostridia from various substrates (* WPH, wood
pulp hydrolysate)
58

Membrane
material
Active layer
thickness (µm)
Feed 1-butanol
concentration (wt%)
Feed
temperature
(ºC)
Total flux
(g/m2·h)
BuOH flux
(g/m2·h)
Separation
factor References
PDMS/hollow
fiber 10 1 40 1282 - 43
(Dong et al.
2014)
PDMS/ceramic 10 1 40 457 - 26 (Liu et al.
2011)
PDMS/PANa 4 3.5 42 - 800 22-29 (Niemisto et
al. 2013)
Tri-layer PDMS 65-200 2 37 40-132 20-50 32-50 (Li et al.
2010)
PDMS 25 0-7 50 200-1000 0-700 15-35 (Hickey et al.
1992)
PMS - 0-7 50 130-380 0-200 10-15 (Hickey et al.
1992)
Silicone 50
1 30-70
53-350 - 42-49 (Huang and
Meagher
2001) Silicalite-filled
silicone 19 63-607 - 86-111
PTMSP - 0.3-6 25-70 60-2097 16-347 41-78 (Fadeev et al.
2001)
PEBA 30-100 5 23 65-179 19-42 6-8 (Liu et al.
2005)
ZIF-71 filled
PEBAb 10-20 1 37 520 - 18.8
(Liu et al.
2013)
ZSM-5 filled
PEBA - 2.5 30-45 - 90-240 22-30
(Tan et al.
2013)
Continued
Table 2.9 Butanol separation performance of different membranes by pervaporation (PDMS: polydimethylsiloxane; PAN:
polyacrylonitrile; PMS: poly(methoxy siloxane); PTMSP: poly(1-trimethylsilyl-1-propyne); PEBA: poly(ether block amide); ZIF:
zeolitic imidazolate framework; EPDM: ethylene propylene diene rubber; SBR: styrene butadiene rubber; TOA: trioctylamine;
PVDF: poly(vinylidene difluoride); PUR: polyurethane)
59

Table 2.9 continued
Membrane
material
Active layer
thickness (µm)
Feed 1-butanol
concentration (wt%)
Feed
temperature
(ºC)
Total flux
(g/m2·h)
BuOH flux
(g/m2·h)
Separation
factor References
EPDM - 1-10 30 - 0-20 5 (Jitesh et al.
2000) SBR - 1-10 30 - 0-25 10-20
TOA/liquid
membrane - 1.5 54 - 11 275
(Thongsukm
ak and Sirkar
2007)
PVDF 120 7.5 50 4126 - 6.4 (Srinivasan et
al. 2007)
PUR 50 1 50 88 10 9 (Boddeker et
al. 1990)
PDMS
41-141 1.5 47 120-278 45-97 39-45
This work 100 0.5-3.0 47 120-213 21-118 41-45
100 1.5 27-56 71-219 27-83 38-44
PDMS/zeolite 100 1.5 27-56 48-171 22-100 60-85
60
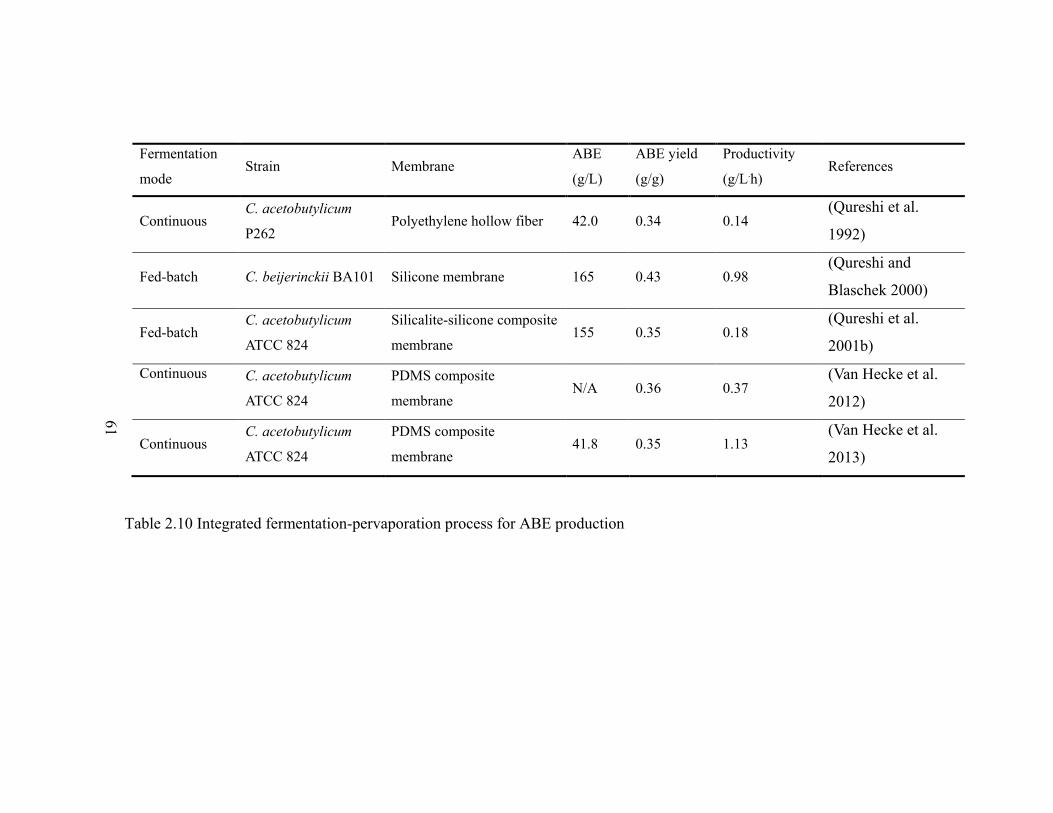
Fermentation
mode Strain Membrane
ABE
(g/L)
ABE yield
(g/g)
Productivity
(g/L.h) References
Continuous C. acetobutylicum
P262 Polyethylene hollow fiber 42.0 0.34 0.14
(Qureshi et al.
1992)
Fed-batch C. beijerinckii BA101 Silicone membrane 165 0.43 0.98 (Qureshi and
Blaschek 2000)
Fed-batch C. acetobutylicum
ATCC 824
Silicalite-silicone composite
membrane 155 0.35 0.18
(Qureshi et al.
2001b)
Continuous C. acetobutylicum
ATCC 824
PDMS composite
membrane N/A 0.36 0.37
(Van Hecke et al.
2012)
Continuous C. acetobutylicum
ATCC 824
PDMS composite
membrane 41.8 0.35 1.13
(Van Hecke et al.
2013)
Table 2.10 Integrated fermentation-pervaporation process for ABE production
61
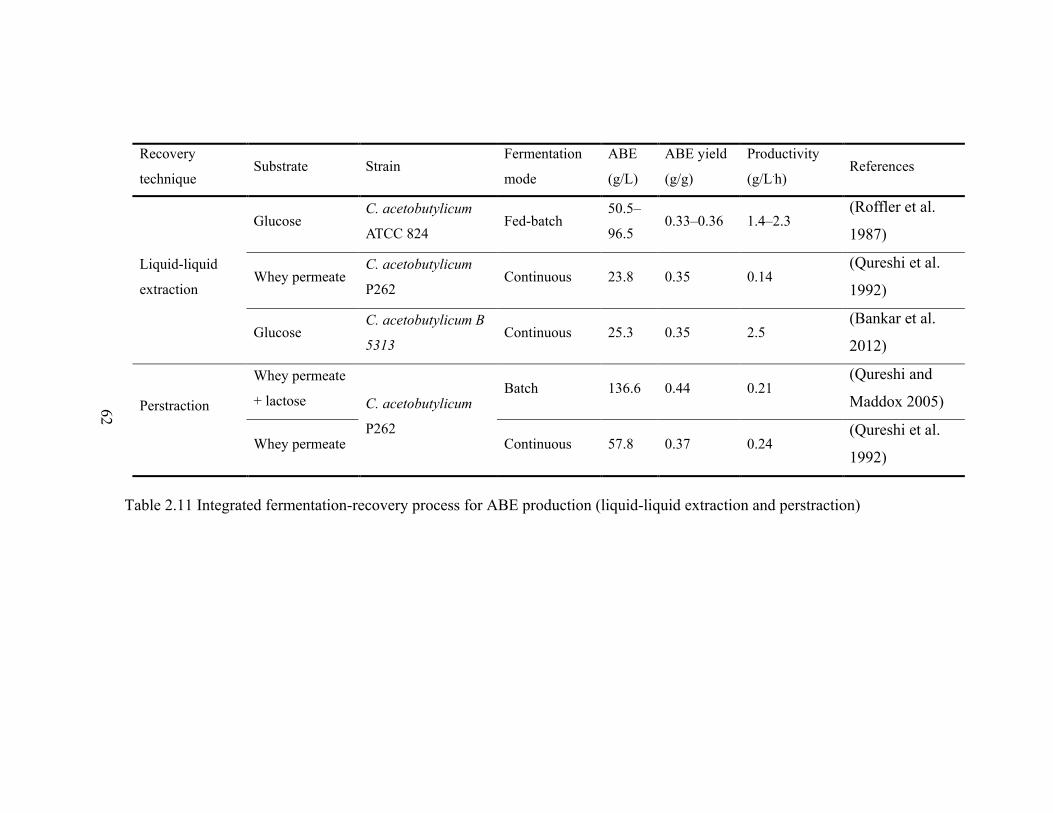
Recovery
technique Substrate Strain
Fermentation
mode
ABE
(g/L)
ABE yield
(g/g)
Productivity
(g/L.h) References
Liquid-liquid
extraction
Glucose C. acetobutylicum
ATCC 824 Fed-batch
50.5–
96.5 0.33–0.36 1.4–2.3
(Roffler et al.
1987)
Whey permeate C. acetobutylicum
P262 Continuous 23.8 0.35 0.14
(Qureshi et al.
1992)
Glucose C. acetobutylicum B
5313 Continuous 25.3 0.35 2.5
(Bankar et al.
2012)
Perstraction
Whey permeate
+ lactose C. acetobutylicum
P262
Batch 136.6 0.44 0.21 (Qureshi and
Maddox 2005)
Whey permeate Continuous 57.8 0.37 0.24 (Qureshi et al.
1992)
Table 2.11 Integrated fermentation-recovery process for ABE production (liquid-liquid extraction and perstraction)
62

63
Figure 2.1 Metabolic pathways in Clostridium acetobutylicum during both acidogenesis
(dotted arrows) and solventogenesis (solid arrows)
Reference: (Lee et al. 2008)
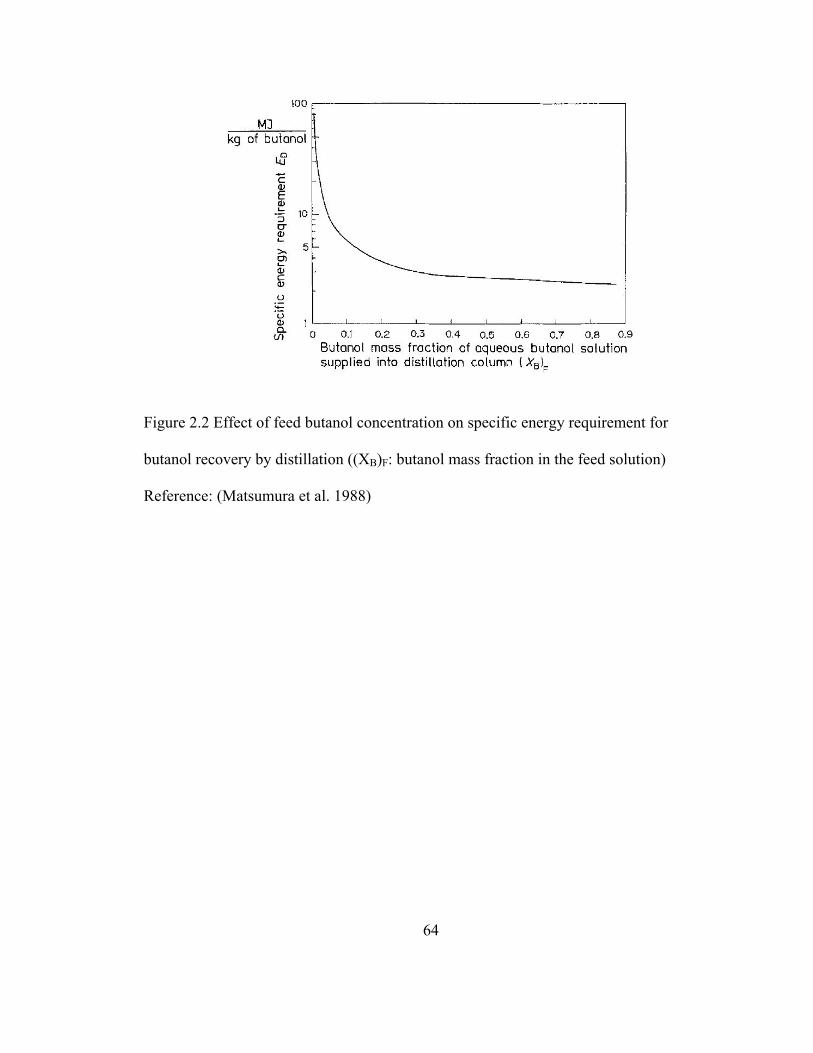
64
Figure 2.2 Effect of feed butanol concentration on specific energy requirement for
butanol recovery by distillation ((XB)F: butanol mass fraction in the feed solution)
Reference: (Matsumura et al. 1988)
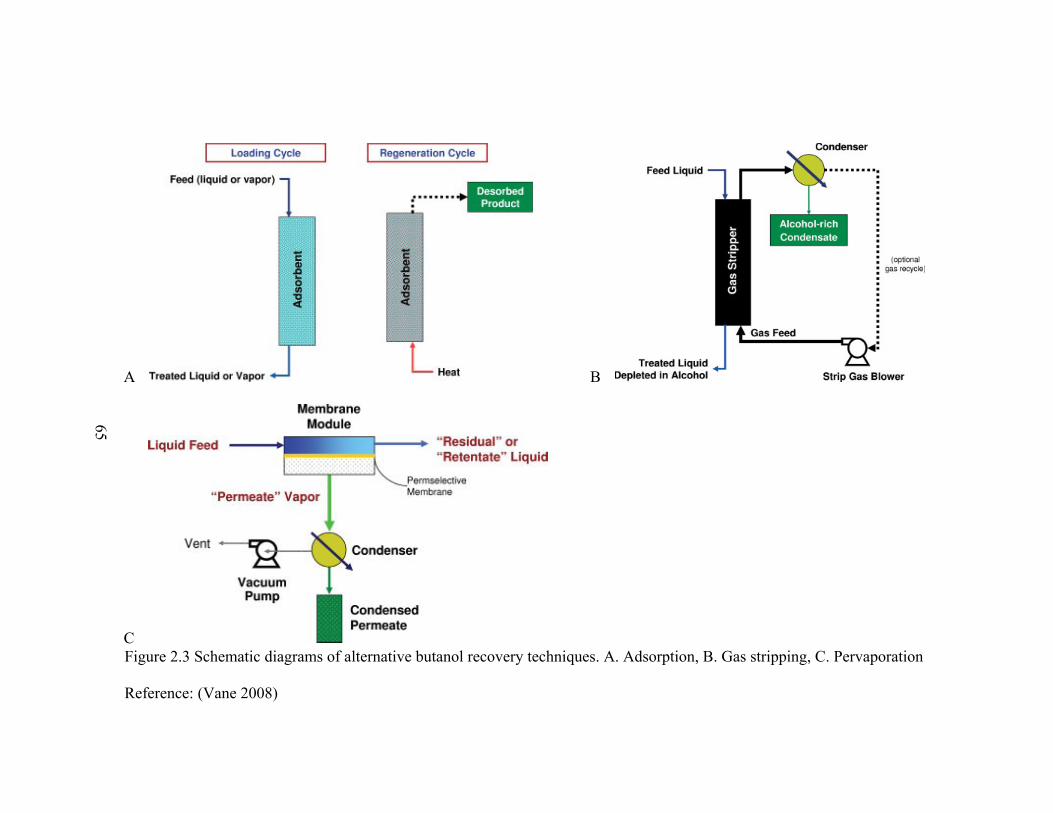
A B
C
Figure 2.3 Schematic diagrams of alternative butanol recovery techniques. A. Adsorption, B. Gas stripping, C. Pervaporation
Reference: (Vane 2008)
65

66
Figure 2.4 Mass transfer at a gas/liquid interface

67
Chapter 3: Butanol Production in Fed-batch Fermentation with In Situ Product
Recovery by Adsorption
Abstract
Four commercial materials were identified as potential adsorbents for butanol
separation. These four adsorbents, including activated carbon Norit ROW 0.8, zeolite
CBV901, polymeric resin Dowex Optipore L-493 and SD-2, showed high specific
loading and adsorbent-aqueous partitioning coefficients for butanol. Adsorption
isotherms and their regressions with Langmiur model were further studied for these
adsorbents, which provided theoretical basis for prediction of the amount of butanol
adsorbed on these adsorbents. In batch fermentation with in situ adsorption without pH
control, activated carbon showed the best performance with 21.9 g/L total butanol
production, and 71.3 g/L glucose consumption. Total butanol production with activated
carbon increased by 87.2%, 51.0%, 44.1% and 90.4%, respectively, compared to the
control (without adsorption), L-493, SD-2 and CBV901. The integration of adsorption by
activated carbon, with both free and immobilized cell fermentation, was demonstrated to
be successful. The control free cell fermentation produced 18.3 g/L butanol in 54 h with a
butanol productivity of 0.34 g/L·h, while free cell fermentation with adsorption
68
produced >31.6 g/L butanol in 106 h with a butanol productivity of >0.30 g/L·h, offering
a >70% increase in butanol titer. The control immobilized cell fermentation produced
16.4 g/L butanol in 47 h with a butanol productivity of 0.35 g/L·h, while immobilized
cell fermentation with adsorption produced ~54.6 g/L butanol in 122 h with a butanol
productivity of ~0.45 g/L·h, an increase of ~30% and ~200% in butanol productivity and
butanol titer, respectively, compared to the control experiments. Furthermore, ~150 g/L
of butanol in the condensate could be recovered from desorption of adsorbents, which
was easily concentrated to ~640 g/L after a simple and naturally occurring phase
separation. Therefore, based on the estimation on energy consumption of other separation
technology (typically >10 kJ/g), our in situ product recovery (ISPR) process with
activated carbon only required 4.8 kJ/g butanol, with greater energy return, showing its
potential economical value for product recovery and integration with butanol
fermentation to simultaneously remove inhibitory product.
3.1 Introduction
Due to concerns about the eventual depletion of crude oil and escalating prices of
petroleum-derived products, n-butanol has attracted revived attention as a renewable
transportation fuel alternative (Durre 1998; Durre 2007; Lee et al. 2008). However, due
to severe product inhibition caused by end product butanol, conventional ABE
fermentation is limited by low product titer, yield, and productivity, resulting in intensive
energy consumption during recovery by distillation (Oudshoorn et al. 2009a). A massive
effort has been made on improving butanol tolerance and production of butanol-
69
producing Clostridia through modern biotechnology, such as mutagenesis and metabolic
engineering, whereas 2% w/v of butanol production was still a bottleneck in the
development of ABE fermentation (Chen and Blaschek 1999; Kumar and Gayen 2011;
Papoutsakis 2008).
An integrated bioprocess, in which the potentially inhibitory product could be
continuously removed from fermentation broth, has important advantages in improving
conversion and productivity compared to the conventional process (Schugerl 2000).
Several online integrated butanol recovery methods, including adsorption (Nielsen and
Prather 2009; Qureshi et al. 2005), liquid-liquid extraction (Dhamole et al. 2012; Evans
and Wang 1988), pervaporation (Matsumura et al. 1988; Qureshi and Blaschek 1999;
Qureshi et al. 1999) and gas stripping (Qureshi and Blaschek 2001; Xue et al. 2013) have
been investigated for inhibitory product removal and process improvement. Among them,
in situ product recovery (ISPR) by adsorption was considered to be effective in
recovering butanol in situ and reducing the inhibition effect (Groot et al. 1992; Qureshi et
al. 1992), even though it has been criticized for low adsorption capacity (Durre 1998). It
was demonstrated that adsorption required less energy, and possessed the properties of
rapid adsorption and ease of desorption and regeneration (Oudshoorn et al. 2009b).
The most commonly used materials for adsorption were generally from three
types of adsorbent: activated carbon or bone charcoal, synthetic silicalite (silicalite-1),
and polymeric resins (typically ion-exchange resins) (Nielsen and Prather 2009;
Oudshoorn et al. 2009a; Qureshi et al. 2005). Numerous studies have focused on
evaluating the butanol adsorption capacity of various adsorbents from model solution and
70
fermentation broth (Qureshi et al. 2005). However, it is difficult to provide guidance for
adsorbent selection.
Nielsen and Prather screened a variety of commercial resins and found that resin
Dowex Optipore SD-2 had the best performance, with an achievable butanol titer of 2.22%
w/v and high butanol recovery rate, in spite of its expensive price (Nielsen and Prather
2009). About the desorption process of other materials: an extremely high butanol titer
(98% w/v) in the condensate was successfully obtained by sequential heating after
adsorption of butanol in a 0.5% solution using silicalite, but biocompatibility of this
silicalite was not tested (Milestone and Bibby 1981). In addition, when employing
activated carbon Norit W52 (powder) for adsorption, it was found that the fermentation
with Clostridium beijerinckii LMD 27.6 was drawn towards butyric and acetic acid
production, which threw doubt on the application of activated carbon as an adsorbent
integrated with butanol fermentation (Groot and Luyben 1986). Until now, some attempts
have been made to investigate in situ product recovery (ISPR) by adsorption in butanol
fermentation, but there are no detailed descriptions about either fermentation
performance or butanol recovery by desorption using polymeric resin or silicalite,
especially lacking those about activated carbon (Nielsen et al. 2010; Nielsen et al. 1988;
Yang et al. 1994).
The goal of this study was to investigate and demonstrate the feasibility of in situ
adsorption for high-titer butanol production in fed-batch fermentation w/o immobilized
cell fermentation of C. acetobutylicum JB200. A variety of commercial adsorbents,
including activated carbon, resin and zeolite, were screened for their ability to take up n-
71
butanol from model solutions. Promising candidates were further studied by
incorporating the adsorption isotherm, regression and in situ adsorption integrated with
batch and fed-batch fermentation. The best adsorbent was then used in immobilized cell
fermentation. The present study provides the first demonstration of the ability of
activated carbon as an effective adsorbent for in situ butanol recovery from fed-batch
fermentation. Activated carbon based adsorption and desorption processes for high-titer
butanol production were investigated and are discussed in this paper.
3.2 Materials and methods
3.2.1 Screening adsorbents for butanol adsorption
Zeolite CBV901 was purchased from Zeolyst International. Active carbon Norit
ROW 0.8 was supplied by Sigma-Aldrich. Polymeric resin Dowex Optipore L-493 and
Dowex Optipore SD-2 were manufactured by Dow. Screening experiments of those
adsorbents were performed in 50 mL capped tubes containing 25 mL solution. 1g of the
desired adsorbents was added to ~10 g/L butanol solution to initiate the experiments.
Adsorbent fraction (Xr), specific loading (L) and partitioning coefficient (Kr) were
determined to evaluate their ability to take up butanol from model solution, expressed by
the following equations:
(7)
(8)

72
(9)
where VAq represents the volume of aqueous solution, md is the mass of adsorbent
added, Xr is the fraction of adsorbent per volume solution, CAq is the butanol
concentration in model solution, and and represent time at initial and equilibrium
conditions, respectively.
3.2.2 Determination of adsorption isotherm
The desired adsorbents, ranging between 0.25 and 6 g, were added to 15 mL
model solution with an initial butanol concentration of ~39.6±1.8 g/L. Mixtures
equilibrated for 24 h at 37 or 60 oC with agitation at 150 rpm. The butanol adsorption
capacity of the adsorbents was calculated from the butanol concentration difference
between the initial and final state, which was at equilibrium with adsorbents.
3.2.3 Simulation and predictions
The temperature-dependent Langmuir isotherm was chosen for this study to
represent adsorption isotherms. The Langmuir isotherm is the most common isotherm
model, and is derived for monolayer adsorption on homogeneous surfaces. Aqueous-
adsorbent 1-butanol equilibrium isotherms and predictions were made via least-squares
regression by Minitab software. The equilibrium data was fitted to a simple Langmuir
isotherm:

73
1
mq K Cq
K C
(10)
Where q (g/g) is the amount of 1-butanol adsorbed per unit weight of adsorbent
(g/g); C (g/L) is the equilibrium concentration of 1-butanol in the solution; K is the
Langmiur coefficients; qm (g/g) represents maximum adsorption capacity.
3.2.4 Culture and medium
Clostridium beijerinckii BA101 was used in serum bottle batch fermentation with
adsorption, due to its excellent performance without PH control. Clostridium
acetobutylicum strain JB200 derived from ATCC 55025 was used in this study. The seed
culture for fermentation study was prepared in Clostridial growth medium (CGM)
containing 30 g/L of glucose, 2 g/L of yeast extract, 1 g/L of Tryptone, minerals and
vitamins in a phosphate buffer as described in (Lu et al. 2012), and incubated at 37 °C for
~16 h until active growth was observed. The medium was sterilized by autoclaving at 121
oC and 15 psig for 30 minutes. All solutions were purged with nitrogen for 1 h through a
3.2.5 Batch fermentation with in situ adsorption
In order to test the biocompatibility of selected adsorbents (activated carbon, resin
SD-2, resin L-493 and zeolite CBV901) in serum bottle experiment, batch fermentation
was studied using P2 medium containing glucose (70 g/L), yeast extract (1 g/L),

74
phosphate buffer (0.5 g/L of KH2PO4 and 0.5 g/L of K2HPO4), ammonium acetate (2.2
g/L), vitamins (1 mg/L of para-amino-benzoic acid, 1 mg/L of thiamin and 0.01 mg/L of
biotin), and mineral salts (0.2 g/L of MgSO4∙7H2O, 0.01 g/L of MnSO4∙H2O, 0.01 g/L of
FeSO4∙7H2O, 0.01 g/L of NaCl), prepared according to previously described procedures
(Qureshi and Blaschek 1999). The amount of adsorbents and medium volume were 4 g
and 80 ml respectively, with a weight ratio of 5% in serum bottles. Liquid samples were
drawn from the serum bottle periodically for analysis of glucose, free cell density and
fermentation products.
3.2.6 Adsorption of broth components on selected adsorbent
The best adsorbent, from previous screening in batch fermentation with in situ
adsorption, was then evaluated for its adsorption preference in complex model solution
simulating the actual close-to-end fermentation broth (with low substrate concentration
and high product concentration). In a solution originally containing ~20 g/L of glucose,
~20 g/L of acetone, ~4 g/L of ethanol, ~40 g/L of butanol, ~10 g/L of acetic acid, and ~4
g/L of butyric acid, different amounts of selected adsorbent were added. Then, the
mixture of selected adsorbent and model solution was put in a shaking bed at 100 rpm,
and 37 ºC for 24 hours. After equilibrium, the concentration of remaining solution was
measured and the specific loading of every component was calculated.
75
3.2.7 Fed-batch fermentation with in situ adsorption with activated carbon
Figure 3.1 shows the integrated ABE fermentation and adsorption system
consisting of a stirred-tank reactor (1.5 L working volume) and an external glass column
(i.d. 50 mm, length: 400 mm, 250 ml working volume) packed with 75 g of activated
carbon (Norit ROW 0.8, Sigma-Aldrich, St. Louis, MO). The bioreactor with P2 medium
(same as mentioned before) and the column with activated carbon were autoclaved
separately for 45 min, and aseptically connected after sterilization. Before inoculation
with 100 ml of overnight culture in serum bottles, the whole system was sparged with
nitrogen to ensure an oxygen-free environment. During fed-batch fermentation, a
concentrated glucose solution (~360 g/L) was pulse-fed when glucose in the fermentation
broth was nearly depleted. Adsorption was initiated by circulating the fermentation broth
between the fermentor and adsorption column at ~60 ml/min when the butanol
concentration in the fermentation broth had reached ~10 g/L (at ~30 h). Similar fed-batch
fermentation was also carried out with cells immobilized in a fibrous bed inside the
stirred-tank bioreactor. The internal fibrous bed was made of a piece of cotton towel
wound together with a stainless steel mesh affixed to the inner wall of the bioreactor.
Batch fermentation without adsorption was also carried out with an initial glucose
concentration of ~85 g/L in the P2 medium at 37 oC and pH 5.0 as the control.
76
3.2.8 Desorption and product recovery
Desorption curves of butanol, water and ABE mixture were made for activated
carbon by thermogravimetry, with a heating rate of 10 oC/min. Butanol, water and ABE
mixture with a ratio of 6:3:1 were adsorbed by activated carbon at 24h for adsorption
saturation. After saturation, water/solvents were removed from the ‘wet’ activated carbon
as much as possible with filter paper. Then, 30.37±0.1 g of initially ‘crude dried’
activated carbon was weighed for the analysis of desorption curves. The heating
temperature increased from 25 oC to 250
oC until the “crude dried” activated carbon was
dried to a constant weight.
For the sequential heating experiment of activated carbon, 10g of activated carbon
was equilibrated in 300 ml model solution with initial concentration of ~15 g/L butanol at
37 oC while stirred at 25 rpm for 24 h in 500 ml flask. Recovery of butanol from
equilibrated activated carbon was then performed by first removing as much liquid as
possible by filter paper and aspiration through a 50 ml syringe. The crude dried
adsorbents were then desorbed at 40 oC to remove water, followed by butanol recovery at
200 oC.
After butanol fermentation with in situ adsorption ceased, the adsorbents saturated
with solvent and water were taken for desorption and product recovery. The closed (with
circulation) desorption system was composed of an oven with temperature control, a cold
trap and a peristaltic pump (figure not shown).
77
3.2.9 Analytical methods
Cell biomass in the fermentation broth was estimated by measuring optical
density at 600 nm with a spectrophotometer (UV-16-1, Shimadzu, Columbia, MD).
Glucose and products in the fermentation broth were assayed after cell removal through
centrifugation at 13,200 rpm for 5 min. The glucose concentration was determined with
YSI 2700 Select Biochemistry Analyzer (Yellow Springs, Ohio). Butanol, acetone,
ethanol, acetic acid and butyric acid were determined with a gas chromatograph (GC-
2014 Shimadzu, Columbia, MD) equipped with a flame ionization detector (FID) and a
fused silica column (Stabilwax- ness and 0.25 mm ID,
Restek, Bellefonte, PA) following previously described method (Yu et al., 2011).
3.3 Results and discussion
3.3.1 Screening adsorbents for butanol adsorption
Adsorption is a promising process for in situ recovery of butanol from
fermentation broth, due to its simplicity and biocompatibility. Butanol is usually
adsorbed by adsorbent materials in a packed column from dilute solution, and then
desorbed by heating the adsorbent to obtain a concentrated butanol solution (adsorbent
regeneration) (Vane 2008). Specific loading of the adsorbents is the key parameter in
selecting desired adsorbent materials, which has been reviewed in Table 3.1. The
common adsorbent materials for butanol adsorption included three types: silicate,
polymeric resin and zeolite. It was obvious that the adsorption capacities of bone charcoal

78
and Norit Row 0.8 for butanol were high, at 0.206 and 0.252 g butanol/g carbon,
respectively (Groot and Luyben 1986). To be mentioned, Dowex Optipore L-493 and
SD-2 were able to reduce the aqueous butanol concentration by 85% and 83% from ~2%
w/v initial butanol concentration, while achieving specific loadings of 0.175 and 0.152 g
butanol/g resin, respectively (Nielsen and Prather 2009). Other resins and zeolites had a
relatively low butanol affinity, with a butanol capacity of ≤ 0.10 g/g adsorbent. Among
reported zeolites, CBV901 offered the highest specific loading of 0.10 g butanol/g zeolite.
Since reported data was gathered under different conditions, in this study, four
adsorbents from different categories with the highest specific loading of butanol were
selected to evaluate their ability to take up butanol under same circumstance. They were
activated carbon Norit Row 0.8 (0.252 g/g), zeolite CBV901 (0.10 g/g), resin Dowex
Optipore SD-2 (0.152 g/g) and L-493 (0.175 g/g). These selected adsorbents should have
high butanol affinity or potential values for in situ butanol recovery, as described in the
literature. The adsorbents with a high specific loading were further studied for their
adsorption isotherms at various temperatures, and evaluated for their biocompatibility in
butanol fermentation with Clostridium.
3.3.2 Adsorption isotherm and prediction
The relative butanol affinity of the four selected adsorbents was assessed above.
The Adsorption isotherms could further characterize and accurately predict the
performance of dynamic fermentation. Furthermore, temperature during the adsorption
process affected adsorption capacity and was also taken into account. Equilibrium

79
isotherms of these four selected adsorbents were investigated at 37 oC and 60
oC, plotted
in Figure 3.2A, B.
At these temperatures, the isotherms of these four adsorbents fitted satisfactorily
with the Langmuir isotherm model and their Langmuir parameters are shown in Table 3.2.
In general, the specific loadings of these adsorbents increased with the increase of
butanol concentration in solution, whereas they decreased with the increase of
temperature from 37 oC to 60
oC. The adsorption capacity was dependent on the variation
of temperature and butanol concentration in solution. The maximum adsorption capacity
(qm) also decreased with the increase of temperature. However, qm of Dowex L-493 did
not show much variance as temperatures changed from 37 o
C to 60 oC. From the
Langmiur parameters shown in Table 3.2, it was indicated that the greatest qm was 0.451
g butanol/g Norit ROW 0.8 and followed with 0.426 g butanol/g Dowex Optipore SD-2
and 0.414 g/g of Dowex Optipore L-493 at 37 oC.
3.3.3 Batch fermentation with in situ adsorption in serum bottles
Although adsorption equilibrium and isotherm studies screened out several
candidates with high affinity for butanol, adsorption capacity is inconsequential if the
adsorbents themselves are toxic, or inhibit cell metabolism. In order to evaluate the
biocompatibility of adsorbents, batch fermentation with/without adsorption was
conducted with Clostridium beijerinckii BA101, employing activated carbon Norit Row
0.8, zeolite CBV901, polymeric resin Dowex Optipore L-493 and SD-2. Table 3.3
showed the performance of butanol fermentation with in-situ butanol adsorption by

80
various adsorbents. For the control experiment without adsorption, with the medium
initially containing ~70 g/L of glucose, about 11.7 g/L of butanol was produced when the
fermentation ceased, with about 28.5 g/L of residual glucose in the fermentation broth.
Final pH decreased to 4.85 due to acetic and butyric acids production during the
acidogenesis phase in spite of partial reassimilation of acids by cells for butanol
production (Jones and Woods 1986).
CBV901 is the commercial H-Y type microporous zeolite, with a more
hydrophobic property than other silicalites, such as CBV780 and higher Si/Al ratio ZSM5
zeolites (Halasz et al. 2005). When applied to in situ butanol adsorption, batch
fermentation ceased with less glucose consumption and total butanol production
compared to those of the control experiment, which indicated its toxicity to cells and
lesser biocompatibility in butanol fermentation. Furthermore, compared to other
adsorbents, CBV901 had a light specific gravity and suspended together with free cells in
the fermentation broth which made it difficult to recycle from fermentation broth by an
energy-efficient process like sedimentation.
Dowex Optipore L-493 and SD-2 were highly cross-linked macroporous polymer
beads with high surface area and improved adsorption capacity for organic compounds.
Using L-493 and SD-2 as the adsorbents for butanol adsorption, 14.5 g/L and 15.2 g/L of
total butanol production were obtained, with 24.5 g/L and 20.4 g/L of final glucose
concentration at the end of batch fermentation, respectively. Higher butanol production
and glucose consumption revealed their better biocompatibility in butanol fermentation
compared to CBV901.

81
Norit ROW 0.8 is an extruded activated carbon with a unique pore size
distribution and can be easily thermally reactivated. With in situ adsorption by Norit
ROW 0.8, almost all the glucose was utilized for acid and butanol production, with 21.9
g/L of total butanol production and 1.2 g/L of residual glucose in fermentation broth.
Undoubtedly, activated carbon allowed C. beijerinckii BA101 to grow in an
uninterrupted manner, achieving higher butanol production and substrate utilization
compared to the control and batch fermentation with other adsorbents.
3.3.4 Adsorption of broth components on selected adsorbent
Since fermentation integrated with adsorption by activated carbon Norit ROW 0.8
provided the highest butanol production and substrate utilization among all studied
adsorbents, the remainder of our study focused on the application of activated carbon
Norit DOW 0.8, to further evaluate its biocompatibility and feasibility in butanol
fermentation with in situ adsorption in bioreactor for longer duration. On the other hand,
activated carbon Norit DOW 0.8 was the most economical adsorbent with a
commercially competitive price (activated carbon of 63$/kg vs SD-2 of 239$/kg vs L-493
of 216$/kg from commercial distributor Sigma-Aldrich in 2012), implying its potential
value for industrial application (Nielsen and Prather 2009).
The model solution simulating close-to-end fermentation broth originally
contained 18.9 g/L of glucose, 19.4 g/L of acetone, 4.3 g/L of ethanol, 38.7 g/L of
butanol, 10.6 g/L of acetic acid, and 4.0 g/L of butyric acid (butanol and acetone
concentration in model solution were high initially, but would be decreased after

82
equilibrium with adsorbent). The data at equilibrium and specific loading of every
component are shown in Table 3.4, from which we can see that Norit Row 0.8 adsorbs
large amount of butanol, small amount of acetone, and trace amount of other components.
Norit Row 0.8 adsorbed more butanol, even though the equilibrium butanol concentration
was lower than acetone. Compared to acetone, butanol had a much larger affinity for
activated carbon Norit Row 0.8.
3.3.5 Fed-batch fermentation with adsorption by activated carbon
With the medium initially containing ~85 g/L of glucose, the time course of free
cell control fermentation (without adsorption) is shown in Figure 3.3A. About 18.3 g/L of
butanol was produced in ~54 h in the batch fermentation after the glucose ran out, giving
a butanol productivity of ~0.34 g/L·h and butanol yield of 0.22 g/g glucose.
It should be highlighted that C. acetobutylicum JB200 is an adaptive mutant strain
derived from ATCC 55025, which is an asporogenic mutant strain of ATCC 4259 (Jain et
al. 1993). The sporogenic strains, including ATCC 4259 and the type strain ATCC 824,
usually can only produce up to 12-14 g/L of butanol due to sporulation and degeneration
caused by the accumulated butanol (Ezeji et al. 2003; Maddox 1989). ATCC 55025 in the
fibrous bed bioreactor (FBB) system was able to produce up to ~16 g/L of butanol, at
which autolysis occurred and most cells died quickly (data not shown). In contrast, JB200
was able to produce butanol at a much higher concentration of 17~21 g/L, depending on
whether employing FBB system. The hyper-butanol producing capability of JB200 would

83
allow its use in fed-batch fermentation with in situ adsorption to pursue a higher butanol
titer in fermentation broth, as demonstrated in this study.
The time courses of free cell fed-batch fermentation with adsorption, the control
immobilized cell batch fermentation (without adsorption), and immobilized cell fed-batch
fermentation with adsorption are shown in Figure 3.3B, C, D, respectively. When butanol
concentration in the broth had reached ~10 g/L, adsorption was initiated by circulating
the broth between the fermentor and adsorption column. For the free cell fed-batch
fermentation integrated with adsorption, final butanol concentration in the fermentation
broth reached 18.7 g/L in ~106 h, as shown in Figure 3.3B. After desorption in a closed
system, 112.5 ml butanol solution of 167.1 g/L was obtained, corresponding to a total
amount of 18.8 g butanol.
For the immobilized cell fermentation, batch fermentation in P2 medium was
conducted first, to immobilize cells onto the cotton fiber. After the fermentation ceased
(glucose concentration approached zero), the broth was drained and replaced with fresh
medium. The batch fermentation was repeated several times until the O.D.600 was greater
than 6. During the first three batches, butanol yield was around 0.21 g/g glucose and
productivity was around 0.35 g/L·h, as shown in Figure 3.3C. In the subsequent batch,
the broth was circulated between the fermentor and the adsorption column after the
butanol concentration had reached ~10 g/L. During the fermentation, adsorption was
switched to a new adsorption column filled with fresh (regenerated) activated carbon
when the butanol concentration in the broth exceeded ~10 g/L. Concentrated glucose and
other nutrition were added during the fermentation. A total of ~260 g/L glucose was

84
consumed in 122 h during the fed-batch fermentation with adsorption, and three columns
of activated carbon were used for butanol adsorption.
Since activated carbon had a greater affinity to butanol than acetone, acetone
gradually accumulated later in the fermentation and became the limiting factor, as can be
seen in Figure 3.3D. It is thus necessary to avoid the accumulation of acetone in order to
alleviate its toxic effect and extend the fermentation span. Table 3.5 summarizes and
compares the performance of free and immobilized cell fermentation with and without
adsorption.
Not all the butanol adsorbed in the immobilized cell fed-batch fermentation could
be desorbed from the adsorbent. Based on the situation with the free cell fermentation,
the yield from the control experiment was 0.22 g/g and that from free cell with adsorption
was 0.20g/g which would turn into 0.22 based on 80% recovery rate. Therefore it is
reasonable to assume the butanol yield of immobilized cell with adsorption to be similar
to that of the control immobilized cell fermentation (0.21 g/g). Assuming that butanol
yield remained unchanged (0.21g/g), total butanol production and productivity would be
~54.6 g /L and ~0.45 g/L·h, respectively, for immobilized cell fermentation coupled with
adsorption by activated carbon. The butanol productivity and titer represented an increase
of ~30% and ~200% compared to the control fermentation without adsorption. Among all
the fermentations studied, the immobilized cell fermentation with adsorption gave the
highest butanol productivity and titer of ~0.45 g/L·h and ~54.6 g/L.
The ability of butanol adsorption was strongly controlled by the specific surface
area of the adsorbent (Nielsen and Prather 2009). In the present study, total butanol
85
prediction calculated from butanol titer in broth and isotherm in either fed-batch
fermentation was higher than total butanol production from butanol in broth and butanol
recovery by desorption. The tiny particles (proteins, cells and etc.) and other solvents
such as acetone and ethanol produced in ABE fermentation correspondingly adsorbed on
the activated carbon, which could compete for the specific surface area with butanol, and
lower butanol adsorption capability.
3.3.6 Studies on desorption and butanol recovery
The desorption curves for water, butanol and ABE mixtures are shown in Figure
3.4. Due to the same amount of “crude dried” activated carbon prepared for
thermogravimetrical desorption, it is revealed in the Figure 3.4 that more water could be
adsorbed on activated carbon than butanol or ABE mixtures. Furthermore, all water could
be readily desorbed at low temperatures of 120~130oC, but butanol could only be
completely desorbed at higher temperatures (~200 oC), indicating that water adsorption is
weaker than butanol. Therefore, it is possible to first remove most water by heating the
sample at lower temperatures, and then recover high concentration butanol at higher
temperatures.
Previously, desorption of alcohols and water adsorbed on silicalite from aqueous
solution was studied (Milestone and Bibby 1981). Water molecules could penetrate the
channel system of silicalite but were also readily lost at low temperatures (40~50 o
C),
revealing weak adsorption, as suggested in this study.
86
In our study, adsorption of butanol by activated carbon was equilibrated at 5.8 g/L
of butanol from an initial butanol concentration of ~1.5% w/v. A mixture containing ~60
g/L of butanol was obtained when heated at 40 oC and then ~150 g/L of butanol was
obtained when temperature increased to 200 oC.
3.3.7 Comparison to other studies
Adsorption for in situ butanol recovery from butanol fermentation has been
studied as an effective method to alleviate butanol toxicity, increase substrate utilization,
and increase butanol production. Table 3.1 summarizes and compares recent studies on
the application of various adsorbents for butanol adsorption. In general, selection or
evaluation of materials from model solution or fermentation broth was the main focus,
but only a few previous reports presented the integrated process of butanol fermentation
with in situ toxic products removal by adsorption. Using polyvinylpyridine (PVP) resin
as the adsorbent, a batch operation mode in the adsorption-coupled system was developed
with different weight ratios of the adsorbent to the fermentation broth ranging 5%~30%
(Yang et al. 1994). With the medium initially containing ~92 g/L glucose, total butanol
production and productivity increased with the increasing amount of PVP resin added to
the medium. A 17.5 g/L of total butanol production and ~0.42 g/L·h of butanol
productivity was achieved in the adsorptive batch fermentation system with a 30 wt.% of
adsorbent. The butanol desorption experiment was carried out in a preparative- scale
chromatographic system, where no detailed description was shown referring to butanol
recovery data from desorption process. In the present study, a 5 % w/w of adsorbent was

87
employed in the integrated fed-batch fermentation, with a total butanol production of 31.6
g/L, suggesting that activated carbon was more efficient in improving butanol production
than PVP resin. It was demonstrated that the addition of resin Dowex Optipore SD-2 to
batch culture facilitated high butanol titer of 2.22 % w/v, nearly double compared to
inhibitory threshold of C. acetobutylicum ATCC 824. Recovery of butanol from resins
via thermal treatment at 100oC oil bath had high efficiency and a recovery rate of 78~85%
(Nielsen and Prather 2009). However, neither the system design of desorption nor
recovered butanol titer in the condensate was shown in these reports. A butanol
concentration of 98% w/v or 980 g/L has been reported to be achieved by sequentially
heating silicalite saturated in a 0.5% model solution. But butanol concentration could not
exceed 810 g/L (specific gravity of pure butanol, ρ=0.81) (Milestone and Bibby 1981).
Hence, it was assumed that the actual butanol concentration was in the range of 790~810
g/L.
A similar butanol desorption approach was also designed in this study. From the
desorption curves, water tends to be lost at low temperatures whereas butanol was
completely desorbed at higher temperatures. However, there was no distinct range of
temperatures to indicate that water and butanol could be desorbed separately. So based on
desorption curves and the report described, ~60 g/L of butanol concentration in the
condensate was obtained when heated at 40 oC and ~150 g/L of butanol was obtained
when the temperature was increased to 200 oC in this study. Furthermore, it was noted
that n-butanol has a low solubility of 7.7% w/w (20 oC) in water, and undergoes phase
separation when concentration is higher than 8% w/w. Therefore the condensate

88
containing ~150 g/L of butanol from 200 oC heating treatment formed two phases and the
upper organic phase had a butanol concentration of ~640 g/L, which could be easily
further purified by distillation (Xue et al. 2012).
It was found that activated carbon/charcoal adsorption as a detoxification method
could help remove more inhibitors and improve fermentation performance when
pretreated lignocellulosic hydrolysates were used as substrates (Mussatto and Roberto
2004a; Mussatto and Roberto 2004b). When applying activated carbon (Norit W52) as an
adsorbent for integrated butanol fermentation, it was found that acid production was
enhanced, which resulted in the failure of butanol fermentation. The same phenomena
also appeared on XAD2 and XAD4 (Groot and Luyben 1986). Adsorption data in the
present study suggested that activated carbon had a high butanol affinity and better
biocompatibility in butanol fermentation. Furthermore, adsorption strategy in fed-batch
fermentation and desorption protocols are demonstrated as a model for further integration
of this technology. To the best of our knowledge, this is the first study demonstrating the
feasibility of stable high-titer butanol production in ABE fermentation via integrated
adsorption with activated carbon as well as incorporating the design of adsorption and
desorption strategy.
The greatest energy consumption for butanol recovery by distillation from
conventional batch fermentation was primarily associated with water vaporization from
fermentation broth containing 1~2% w/v butanol, accounting for approximately 98~99%
of the total demand. However, since the specific heat capacity of activated carbon was
0.84 J/g·K, five-times lower than that of water (4.2 J/g·K), less energy was required to

89
heat the activated carbon phase to the temperature required for butanol separation. On the
other hand, in the control batch fermentation with C. acetobutylicum JB200, butanol
concentration could reach 17.2 g butanol/kg aqueous at its inhibitory threshold. In
contrast, butanol adsorption on activated carbon could allow butanol concentration reach
as high as 250.7 g butanol/kg activated carbon based on 100% recovery by desorption, a
15-fold increase. Therefore, butanol recovery costs could be dramatically reduced by
collecting butanol in this activated carbon phase, where its local concentration was
substantially increased. This meaningful result resembled that of Dowex Optipore SD-2
as the adsorbent for butanol adsorption, discussed in a previous report (Nielsen and
Prather 2009).
Considering the energy content of butanol, 36 KJ/g, minimization of energy
requirement for recovery was essential in order to obtain the greatest net energy increase.
Table 3.6 compared the energy consumption in butanol recovery from fermentation broth
by different separation methods. Conventional distillation is the most energy intensive,
requiring more than ~79 kJ/g butanol produced from a butanol-water solution containing
0.5% w/v butanol (Matsumura et al. 1988),and dramatically decreasing to ~36 kJ/g
butanol and 24 kJ/g butanol for a feed solution containing 1% and 1.5% butanol,
respectively. As shown in Table 3.6, estimation of energy requirements for butanol
recovery by gas stripping, pervaporation, extraction/perstraction and adsorption were
different in these literatures depending on the process conditions (Groot et al. 1992;
Oudshoorn et al. 2009b; Qureshi et al. 2005). Every separation method had its energy-
economical way for butanol recovery, if a desirable design and strategy were developed.

90
According to the data discussed above, our activated carbon-based ISPR process required
4.8 kJ/g butanol and offered a great energy return. Therefore, it was clear that integrated
butanol fermentation with in situ butanol adsorption by activated carbon offers an energy-
efficient and environmentally friendly process for the production of biobutanol that can
be economically competitive to the petroleum-based butanol.
3.4 Conclusions
Adsorption is a promising process for butanol recovery and inhibitory product
removal from fermentation broth, due to its simplicity and biocompatibility. From the
commercially available candidate pool, a variety of materials have been screened and
evaluated for their butanol adsorption capacity from model solution. Among these
adsorbents, activated carbon (Norit ROW 0.8) showed the best specific loading and
adsorbent-aqueous partitioning coefficient of butanol. In batch fermentation without pH
control, 21.9 g/L of total butanol production could be achieved with in situ adsorption by
activated carbon, increased by 87.2%, 51.0%, 44.1% and 90.4%, respectively, compared
to those in the control, L-493, SD-2 and CBV901 experiments. In integrated fed-batch
fermentation with in situ butanol adsorption by activated carbon, both free cell and
immobilized cell fermentation can increase the total butanol titer. Especially immobilized
cell fermentation, it increased the butanol productivity and titer by ~30% and ~200%,
respectively, compared to the control fermentations. Furthermore, ~150 g/L of butanol
solution could be recovered in the condensate by heating butanol-adsorbed activated
carbon, which was easily concentrated to ~640 g/L after simple phase separation. The

91
specific energy cost of the ISPR process was estimated to be ~4.8kJ/g butanol with great
energy efficiency, exhibiting its economical potential for applications in butanol
fermentation to simultaneously remove inhibitory product and product recovery.
Acknowledgments
This work was supported in part by the Ohio Department of Development-Third
Frontier Advanced Energy Program (Tech 08-036), the National Science Foundation
STTR program (IIP-0810568, IIP-1026648), and Advanced Research Projects Agency-
Energy (DE-AR0000095). Financial support from the Fundamental Research Funds for
the Central Universities (DUT11RC(3)77), China Postdoctoral Science Foundation
(20110491527), and China Scholarship Council (2009100607) are also acknowledged.
3.5 References
Chen CK, and Blaschek HP. 1999. Acetate enhances solvent production and prevents
degeneration in Clostridium beijerinckii BA101. Appl Microbiol Biotechnol
52(2):170-173.
Dhamole PB, Wang ZL, Liu YQ, Wang B, and Feng H. 2012. Extractive fermentation
with non-ionic surfactants to enhance butanol production. Biomass Bioenerg
40:112-119.
Durre P. 1998. New insights and novel developments in clostridial
acetone/butanol/isopropanol fermentation. Appl Microbiol Biot 49(6):639-648.
Durre P. 2007. Biobutanol: an attractive biofuel. Biotechnol J 2(12):1525-1534.
Evans PJ, and Wang HY. 1988. Enhancement of Butanol Formation by Clostridium
acetobutylicum in the Presence of Decanol-Oleyl Alcohol Mixed Extractants.
Appl Environ Microbiol 54(7):1662-1667.

92
Ezeji TC, Qureshi N, and Blaschek HP. 2003. Production of acetone, butanol and ethanol
by Clostridium beijerinckii BA101 and in situ recovery by gas stripping. World J
Microb Biot 19:595-603.
Groot WJ, and Luyben KCAM. 1986. Insitu Product Recovery by Adsorption in the
Butanol Isopropanol Batch Fermentation. Appl Microbiol Biot 25(1):29-31.
Groot WJ, Vanderlans RGJM, and Luyben KCAM. 1992. Technologies for Butanol
Recovery Integrated with Fermentations. Process Biochem 27(2):61-75.
Halasz I, Agarwal M, Senderov E, Marcus B, and Cormier W. 2005. Molecular
spectroscopic study of the fine structure of aluminum deficient, hydrophobic
zeolites. Studies in Surface Science and Catalysis 158:647-654.
Jain M, Beacom D, and Datta R. 1993. Mutant strain of C. acetobutylicum and process
for making butanol. Patent US5192673 A.
Jones DT, and Woods DR. 1986. Acetone-Butanol Fermentation Revisited. Microbiol
Rev 50(4):484-524.
Kumar M, and Gayen K. 2011. Developments in biobutanol production: New insights.
Appl Energ 88(6):1999-2012.
Lee SY, Park JH, Jang SH, Nielsen LK, Kim J, and Jung KS. 2008. Fermentative butanol
production by clostridia. Biotechnol Bioeng 101(2):209-228.
Lu CC, Zhao JB, Yang ST, and Wei D. 2012. Fed-batch fermentation for n-butanol
production from cassava bagasse hydrolysate in a fibrous bed bioreactor with
continuous gas stripping. Bioresource Technol 104:380-387.
Maddox IS. 1982. Use of Silicalite for the Adsorption of Normal-Butanol from
Fermentation Liquors. Biotechnol Lett 4(11):759-760.
Maddox IS. 1989. The acetone-butanol-ethanol fermentation: recent progress in
technology. Biotechnol Genet Eng Rev 7:189-220.
Matsumura M, Kataoka H, Sueki M, and Araki K. 1988. Energy Saving Effect of
Pervaporation Using Oleyl Alcohol Liquid Membrane in Butanol Purification.
Bioprocess Eng 3(2):93-100.
Milestone NB, and Bibby DM. 1981. Concentration of Alcohols by Adsorption on
Silicalite. J Chem Technol Biot 31(12):732-736.
Mussatto SI, and Roberto IC. 2004a. Alternatives for detoxification of diluted-acid
lignocellulosic hydrolyzates for use in fermentative processes: a review.
Bioresource Technol 93(1):1-10.

93
Mussatto SI, and Roberto IC. 2004b. Optimal experimental condition for hemicellulosic
hydrolyzate treatment with activated charcoal for xylitol production. Biotechnol
Prog 20(1):134-139.
Nielsen DR, Amarasiriwardena GS, and Prather KLJ. 2010. Predicting the adsorption of
second generation biofuels by polymeric resins with applications for in situ
product recovery (ISPR). Bioresource Technol 101(8):2762-2769.
Nielsen DR, and Prather KJ. 2009. In Situ Product Recovery of n-Butanol Using
Polymeric Resins. Biotechnol Bioeng 102(3):811-821.
Nielsen L, Larsson M, Holst O, and Mattiasson B. 1988. Adsorbents for Extractive
Bioconversion Applied to the Acetone-Butanol Fermentation. Appl Microbiol
Biot 28(4-5):335-339.
Oudshoorn A, van der Wielen LAM, and Straathof AJJ. 2009a. Adsorption equilibria of
bio-based butanol solutions using zeolite. Biochem Eng J 48(1):99-103.
Oudshoorn A, van der Wielen LAM, and Straathof AJJ. 2009b. Assessment of Options
for Selective 1-Butanol Recovery from Aqueous Solution. Ind Eng Chem Res
48(15):7325-7336.
Papoutsakis ET. 2008. Engineering solventogenic clostridia. Curr Opin Biotech
19(5):420-429.
Qureshi N, and Blaschek HP. 1999. Butanol recovery from model solution/fermentation
broth by pervaporation: evaluation of membrane performance. Biomass Bioenerg
17(2):175-184.
Qureshi N, and Blaschek HP. 2001. Recovery of butanol from fermentation broth by gas
stripping. Renew Energ 22(4):557-564.
Qureshi N, Hughes S, Maddox IS, and Cotta MA. 2005. Energy-efficient recovery of
butanol from model solutions and fermentation broth by adsorption. Bioproc
Biosyst Eng 27(4):215-222.
Qureshi N, Maddox IS, and Friedl A. 1992. Application of Continuous Substrate Feeding
to the ABE Fermentation - Relief of Product Inhibition Using Extraction,
Perstraction, Stripping, and Pervaporation. Biotechnol Progr 8(5):382-390.
Qureshi N, Meagher MM, and Hutkins RW. 1999. Recovery of butanol from model
solutions and fermentation broth using a silicalite silicone membrane. J
Membrane Sci 158(1-2):115-125.

94
Saravanan V, Waijers DA, Ziari M, and Noordermeer MA. 2010. Recovery of 1-butanol
from aqueous solutions using zeolite ZSM-5 with a high Si/Al ratio; suitability of
a column process for industrial applications. Biochem Eng J 49(1):33-39.
Schugerl K. 2000. Integrated processing of biotechnology products. Biotechnol Adv
18(7):581-599.
Vane LM. 2008. Separation technologies for the recovery and dehydration of alcohols
from fermentation broths. Biofuel Bioprod Bior 2(6):553-588.
Xue C, Zhao J, Liu F, Lu C, Yang ST, and Bai FW. 2013. Two-stage in situ gas stripping
for enhanced butanol fermentation and energy-saving product recovery. Bioresour
Technol 135:396-402.
Xue C, Zhao J, Lu C, Yang ST, Bai F, and Tang IC. 2012. High-titer n-butanol
production by Clostridium acetobutylicum JB200 in fed-batch fermentation with
intermittent gas stripping. Biotechnol Bioeng 109(11):2746-2756.
Yang XP, Tsai GJ, and Tsao GT. 1994. Enhancement of in-Situ Adsorption on the
Acetone-Butanol Fermentation by Clostridium acetobutylicum. Separ Technol
4(2):81-92.
3.6 Tables and figures

95
Type Adsorbents Cbutanol in feed
(g/L)
Specific loading,
(g/g) References
Act
ivat
e
d c
arb
on
Norit Row 0.8 15.0 0.252 (Groot and Luyben
1986)
Norit Row 0.8 0.5~30 0.10~0.45 This study
Res
in
XAD-2 16.5 0.078 (Groot and Luyben
1986) XAD-4 14.4 0.100
XAD-8 15.5 0.069
Polyvinylpyridine 14.9 0.068 (Yang et al. 1994)
Dowex Optipore L-
493 ~20 0.175
(Nielsen and Prather
2009) Dowex Optipore
SD-2 ~20 0.152
Dowex Optipore
SD-2 1.5~35 0.10~0.39 This study
Dowex Optipore L-
493 2.0~35 0.10~0.37 This study
Zeo
lite
CBV811 4.8~9.0 0.98~0.117 (Oudshoorn et al.
2009a)
Silicalite 11.7~16.8 0.064~0.085 (Maddox 1982)
CBV28014 ~10 0.092 (Saravanan et al.
2010) CBV901 ~10 0.10
CBV901 1.0~35 0.10~0.23 This study
Table 3.1 Comparison of n-butanol adsorption capacity of various adsorbents (Butanol
model solution was used except for the one by Maddox (1982))

96
Adsorbents
37 oC 60
oC
K qm (g/g) K qm (g/g)
Norit ROW 0.8 0.897 0.451 0.907 0.392
CBV901 0.857 0.216 1.104 0.185
Dowex L-493 0.183 0.414 0.144 0.420
Dowex SD-2 0.169 0.426 0.162 0.349
Table 3.2 Langmuir parameters from least-squares regression
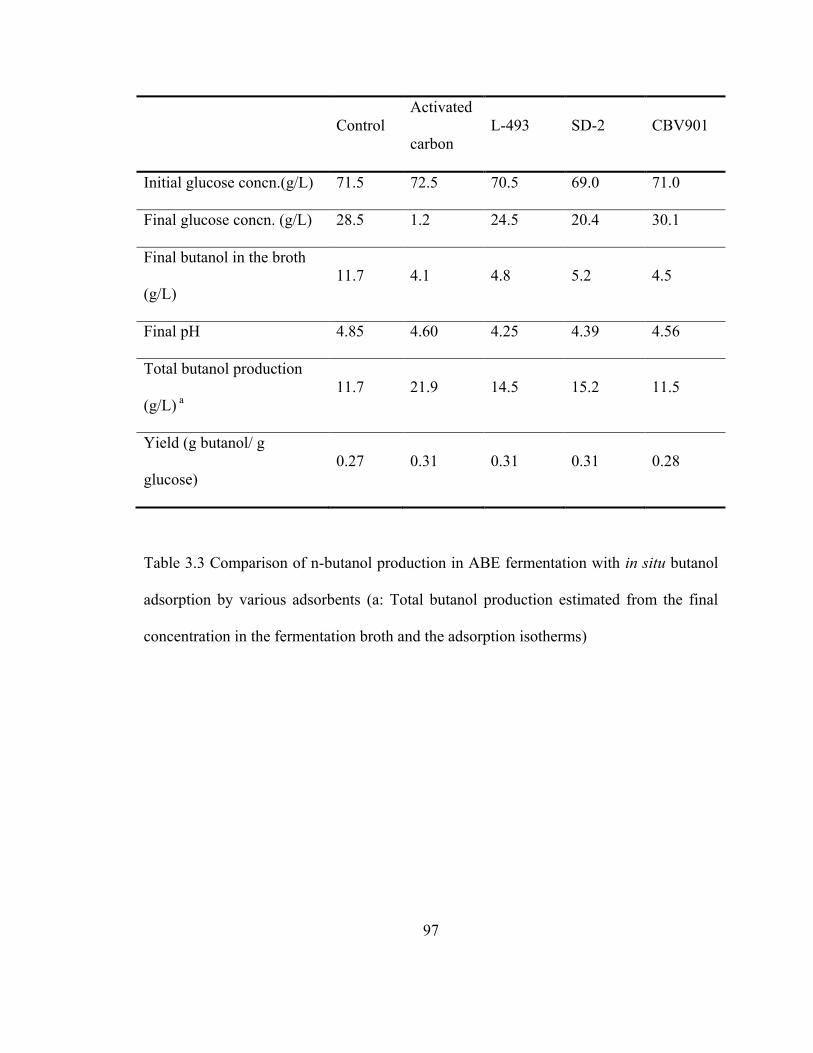
97
Control
Activated
carbon
L-493 SD-2 CBV901
Initial glucose concn.(g/L) 71.5 72.5 70.5 69.0 71.0
Final glucose concn. (g/L) 28.5 1.2 24.5 20.4 30.1
Final butanol in the broth
(g/L)
11.7 4.1 4.8 5.2 4.5
Final pH 4.85 4.60 4.25 4.39 4.56
Total butanol production
(g/L) a
11.7 21.9 14.5 15.2 11.5
Yield (g butanol/ g
glucose)
0.27 0.31 0.31 0.31 0.28
Table 3.3 Comparison of n-butanol production in ABE fermentation with in situ butanol
adsorption by various adsorbents (a: Total butanol production estimated from the final
concentration in the fermentation broth and the adsorption isotherms)
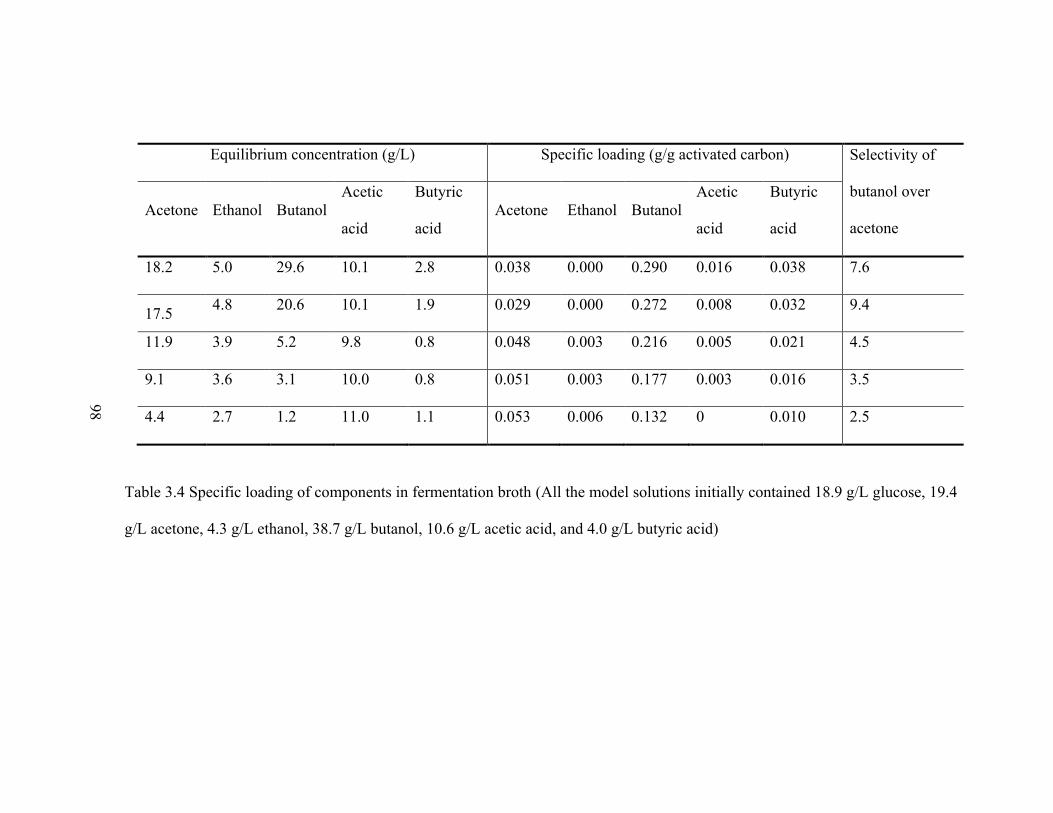
Equilibrium concentration (g/L) Specific loading (g/g activated carbon) Selectivity of
butanol over
acetone Acetone Ethanol Butanol
Acetic
acid
Butyric
acid
Acetone Ethanol Butanol
Acetic
acid
Butyric
acid
18.2 5.0 29.6 10.1 2.8 0.038 0.000 0.290 0.016 0.038 7.6
17.5 4.8 20.6 10.1 1.9 0.029 0.000 0.272 0.008 0.032 9.4
11.9 3.9 5.2 9.8 0.8 0.048 0.003 0.216 0.005 0.021 4.5
9.1 3.6 3.1 10.0 0.8 0.051 0.003 0.177 0.003 0.016 3.5
4.4 2.7 1.2 11.0 1.1 0.053 0.006 0.132 0 0.010 2.5
Table 3.4 Specific loading of components in fermentation broth (All the model solutions initially contained 18.9 g/L glucose, 19.4
g/L acetone, 4.3 g/L ethanol, 38.7 g/L butanol, 10.6 g/L acetic acid, and 4.0 g/L butyric acid)
98

99
Free cell fermentation Immobilized cell
fermentation
w/o
adsorption
w/
adsorption
w/o
adsorption
w/
adsorption
Total fermentation time (h) 54 106 48 122
Total amount of glucose
consumed (g/L) 82 158 77 260
Final butanol concentration
in the broth (g/L) 18.3 18.7 16.4 8.9
Amount of butanol
adsorbed on activated
carbon (g)
- 18.8 - N/A
Adsorbed butanol per unit
volume (g/L) - 12.9-16.1
a - N/A
Butanol yield (g/g) 0.22 0.20-0.22a 0.21 0.21
b
Total butanol production
(g/L) 18.3 31.6-34.8 16.4 ~54.6
Butanol productivity
(g/L·h) 0.34 0.30-0.33 0.35 ~0.45
Table 3.5 Fermentation performance with in-situ butanol adsorption by activated carbon
(a: The first value is calculated directly based on the actual amount of butanol in the broth
and recovered from desorption, while the second value is based on a 80% recovery rate as
not all the butanol was recovered during desorption; b: Assuming that butanol yield
remained the same as the control fermentation)
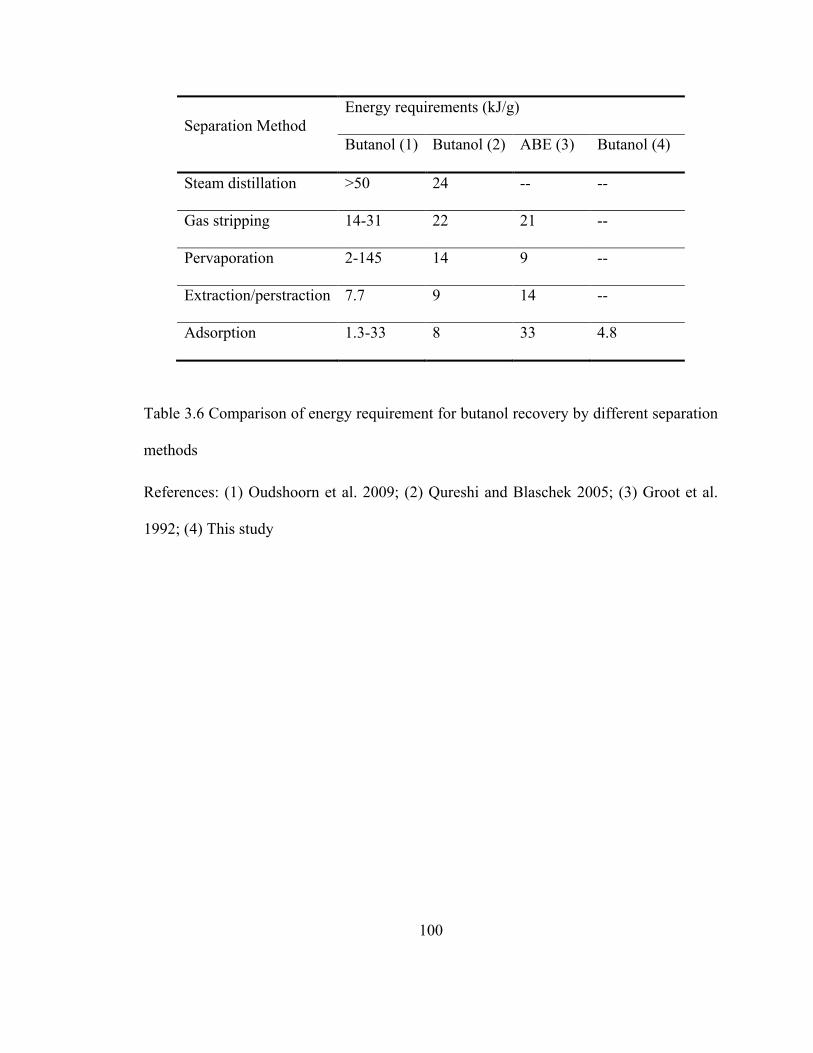
100
Separation Method
Energy requirements (kJ/g)
Butanol (1) Butanol (2) ABE (3) Butanol (4)
Steam distillation >50 24 -- --
Gas stripping 14-31 22 21 --
Pervaporation 2-145 14 9 --
Extraction/perstraction 7.7 9 14 --
Adsorption 1.3-33 8 33 4.8
Table 3.6 Comparison of energy requirement for butanol recovery by different separation
methods
References: (1) Oudshoorn et al. 2009; (2) Qureshi and Blaschek 2005; (3) Groot et al.
1992; (4) This study
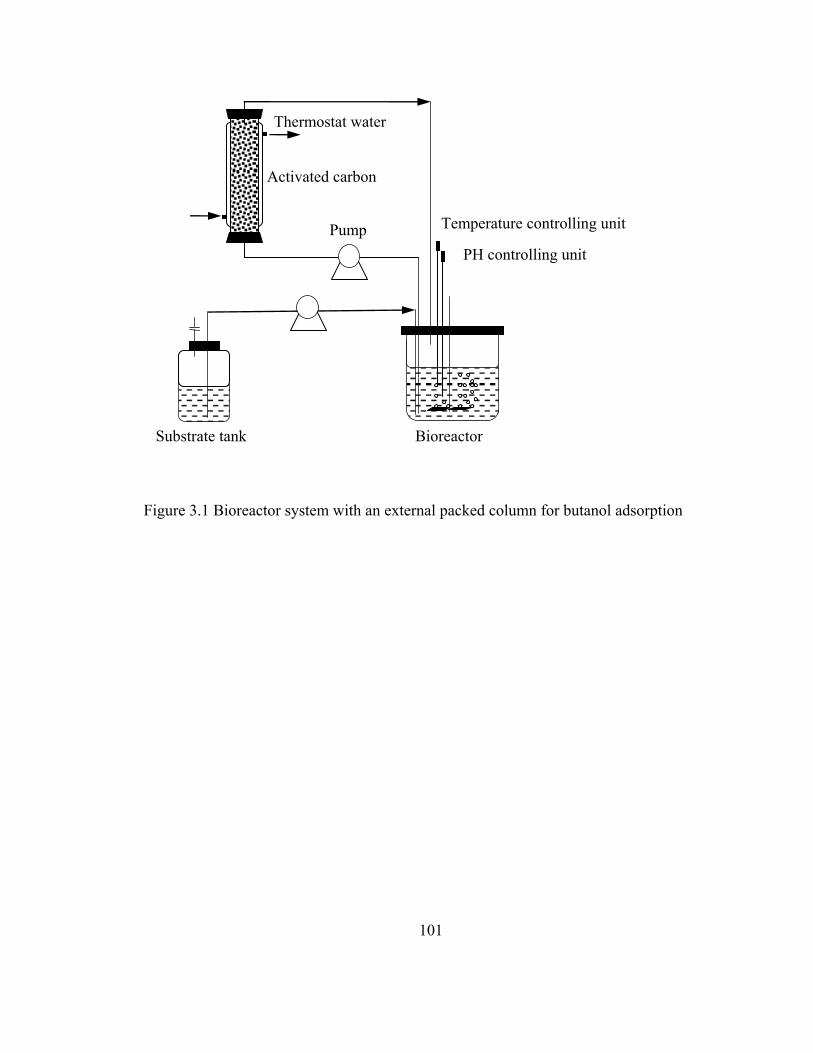
101
Figure 3.1 Bioreactor system with an external packed column for butanol adsorption
Thermostat water
Activated carbon
Pump
Substrate tank Bioreactor
Temperature controlling unit
PH controlling unit

102
A
B
Figure 3.2 Equilibrium isotherms of n-butanol with Norit ROW 0.8, CBV901, Dowex L-
493 and Dowex SD-2 A. at 37 °C; B. at 60 °C
0
0.1
0.2
0.3
0.4
0.5
0 10 20 30 40
Activated carbon
CBV901
Dowex L-493
Dowex SD-2
Sp
ecif
ic L
oad
ing , L
g-b
uta
no
l/g
-adso
rben
t
ButanolAq, g/L
0
0.1
0.2
0.3
0.4
0.5
0 10 20 30 40
Activated carbon CBV901 Dowex L-493 Dowex SD-2
Sp
ecia
l L
oad
ing , L
g-b
uta
no
l/g
-adso
rben
t
ButanolAq, g/L
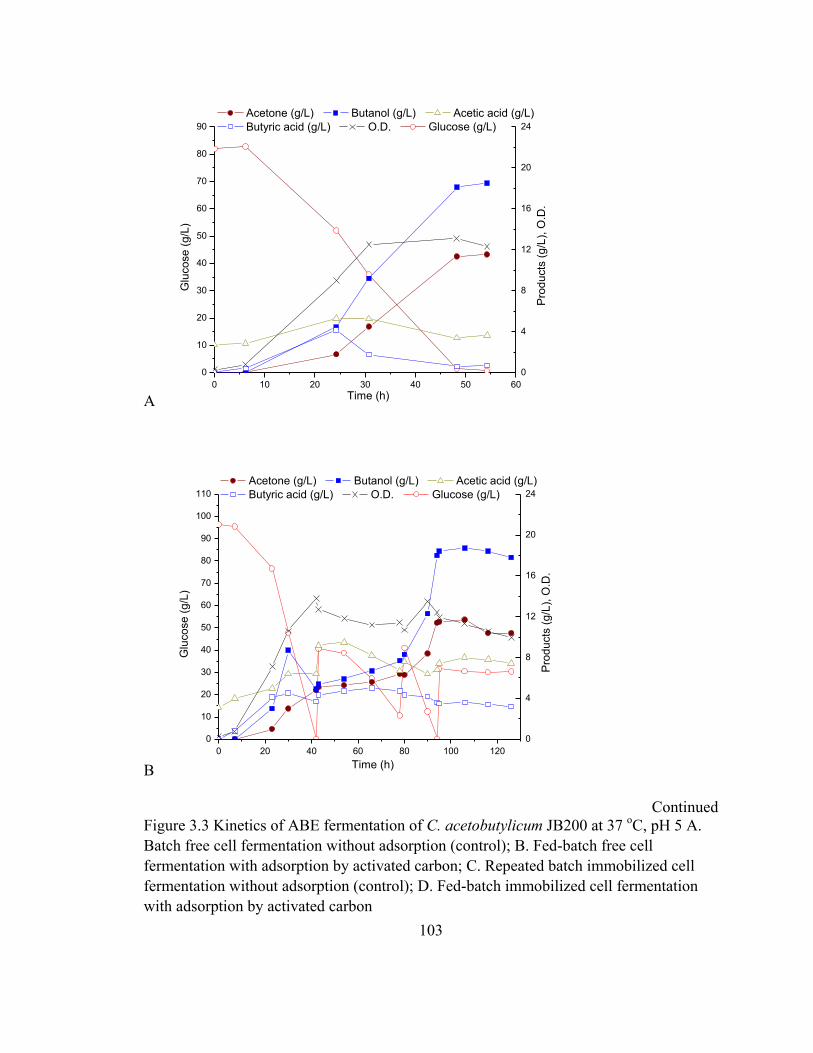
103
A
0 10 20 30 40 50 60
0
10
20
30
40
50
60
70
80
90 Glucose (g/L)
Glu
co
se
(g
/L)
Time (h)
0
4
8
12
16
20
24
Acetone (g/L) Butanol (g/L) Acetic acid (g/L)
Butyric acid (g/L) O.D.
Pro
du
cts
(g
/L),
O.D
.
B
0 20 40 60 80 100 120
0
10
20
30
40
50
60
70
80
90
100
110 Glucose (g/L)
Glu
co
se
(g
/L)
Time (h)
0
4
8
12
16
20
24
Acetone (g/L) Butanol (g/L) Acetic acid (g/L)
Butyric acid (g/L) O.D.
Pro
du
cts
(g
/L),
O.D
.
Continued
Figure 3.3 Kinetics of ABE fermentation of C. acetobutylicum JB200 at 37 oC, pH 5 A.
Batch free cell fermentation without adsorption (control); B. Fed-batch free cell
fermentation with adsorption by activated carbon; C. Repeated batch immobilized cell
fermentation without adsorption (control); D. Fed-batch immobilized cell fermentation
with adsorption by activated carbon
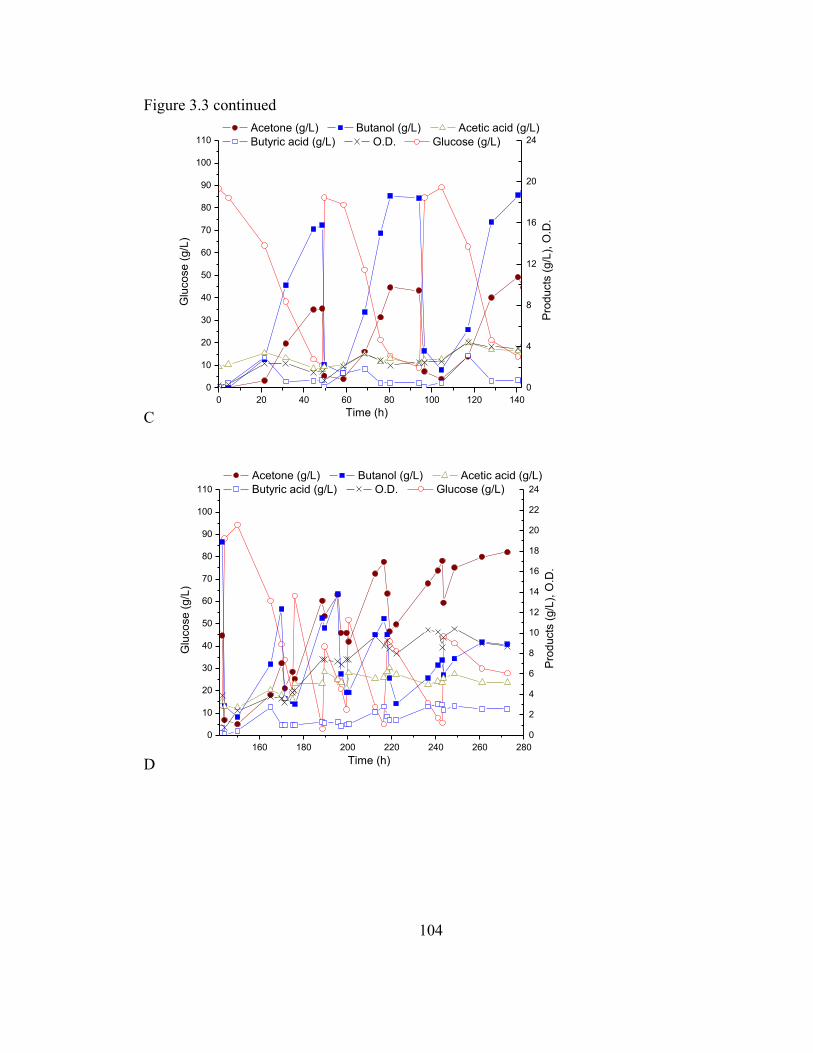
104
Figure 3.3 continued
C
0 20 40 60 80 100 120 140
0
10
20
30
40
50
60
70
80
90
100
110 Glucose (g/L)
Glu
co
se
(g
/L)
Time (h)
0
4
8
12
16
20
24
Acetone (g/L) Butanol (g/L) Acetic acid (g/L)
Butyric acid (g/L) O.D.
Pro
du
cts
(g
/L),
O.D
.
D
160 180 200 220 240 260 280
0
10
20
30
40
50
60
70
80
90
100
110 Glucose (g/L)
Glu
co
se
(g
/L)
Time (h)
0
2
4
6
8
10
12
14
16
18
20
22
24
Acetone (g/L) Butanol (g/L) Acetic acid (g/L)
Butyric acid (g/L) O.D.
Pro
du
cts
(g
/L),
O.D
.

105
Figure 3.4 Desorption of n-butanol, water, and ABE mixture from activated carbon
determined thermogravimetrically
0
20
40
60
80
100
25 50 75 100 125 150 175 200 225 250
Butanol
Water
ABE W
eight
rem
ainin
g (
%)
Temperature, oC

106
Chapter 4: Fed-batch Butanol Fermentation by Engineered Clostridium
tyrobutyricum with External Driving Forces in a Fibrous-bed Bioreactor Integrated
with Gas Stripping
Abstract
As a second generation biofuel, butanol has been fermentatively produced by
ABE fermentation from lignocellulosic biomass. Traditional ABE fermentation usually
suffers from low butanol yield and other limitations. Besides metabolic engineering,
butanol production can be boosted by external driving forces which redirect the electron
and carbon flow towards butanol synthesis. In this work, an engineered mutant strain
Clostridium tyrobutyricum overexpressing adhE2 and ack knock out CtΔack-adhE2 was
used. When provided with external driving forces, butanol production with high yields
(>0.30 g/g) was achieved in bioreactor. Fed-batch butanol fermentation from different
carbon sources in a fibrous-bed bioreactor with external driving forces integrated with
gas stripping was studied, including soybean hull hydrolysate (SHH), sugarcane bagasse
hydrolysate (SBH), and glucose-xylose mixture. Final butanol titer, yield and
productivity of 12.1 g/L, 0.25 g/g and 0.12 g/L∙h, respectively, were obtained from
soybean hull hydrolysate (SHH). A glucose and xylose mixture mimicking sugar

107
composition in SHH was also used to produce butanol, which resulted in a total butanol
production of 24.7 g/L. This work demonstrated the feasibility of butanol fermentation
from soybean hull and sugarcane bagasse hydrolysate integrated with butanol recovery
by gas stripping.
4.1 Introduction
Butanol is an important second generation biofuel and can be produced by
traditional acetone-butanol-ethanol (ABE) fermentation. However, there are several
drawbacks of clostridial ABE fermentation: high substrate cost, low solvent
concentration in fermentation broth, production of low-value by-products (acetone and
ethanol), and costly product recovery (Gu et al. 2011; Jones and Woods 1986). Instead of
traditional starchy feedstock and molasses, many studies have been focused on butanol
production from lignocellulosic biomass, including wood pulp (Lu et al. 2013), corn fiber
(Qureshi et al. 2008a), corn stover (Qureshi et al. 2010b), corn straw (Lin et al. 2011),
wheat straw (Qureshi et al. 2007; Qureshi et al. 2008b; Wang et al. 2013), wheat bran
(Liu et al. 2010), barley straw (Qureshi et al. 2010a), switchgrass (Qureshi et al. 2010b),
rice straw (Amiri et al. 2014; Gottumukkala et al. 2013; Moradi et al. 2013), willow stem
and bark (Han et al. 2013). Besides carbon sources, alternative nitrogen sources have also
been explored. Corn steep liquor is a by-product of corn wet-milling and has been used to
replace the original nitrogen sources in P2 medium (Qureshi et al. 2004).
Efforts have also been devoted to enhance the final butanol titer. A mutant strain
C. acetobutylicum JB200 with high butanol production derived from C. acetobutylicum
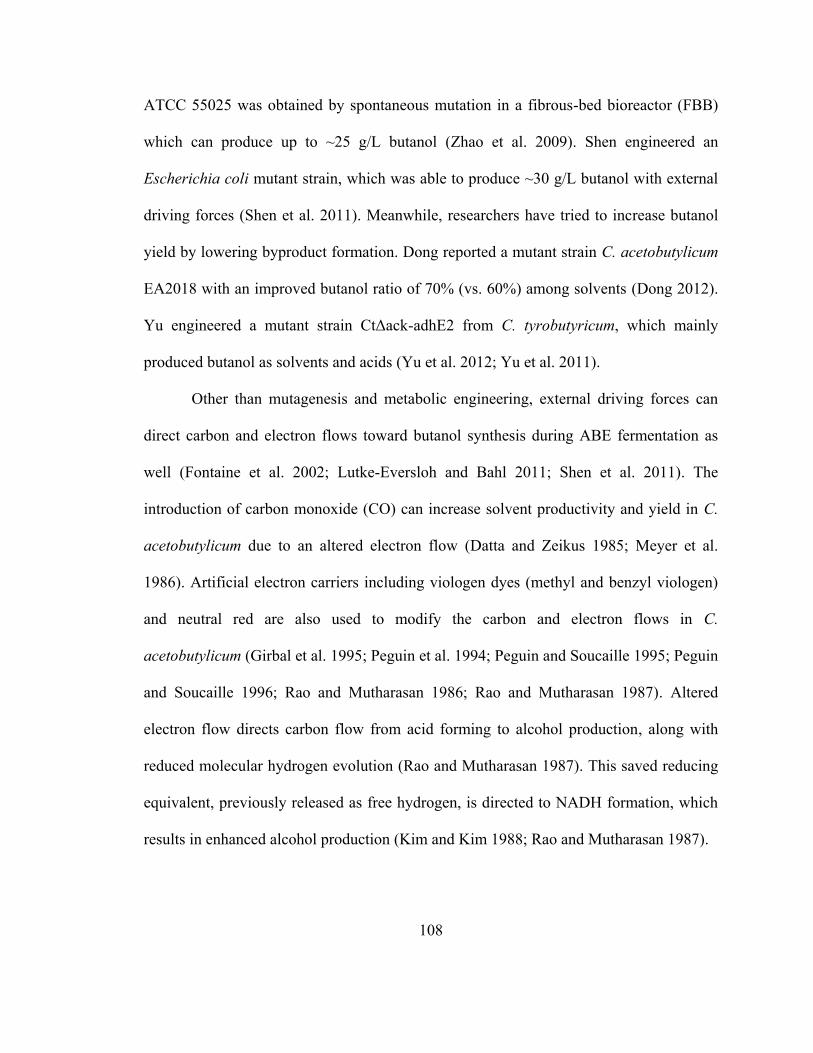
108
ATCC 55025 was obtained by spontaneous mutation in a fibrous-bed bioreactor (FBB)
which can produce up to ~25 g/L butanol (Zhao et al. 2009). Shen engineered an
Escherichia coli mutant strain, which was able to produce ~30 g/L butanol with external
driving forces (Shen et al. 2011). Meanwhile, researchers have tried to increase butanol
yield by lowering byproduct formation. Dong reported a mutant strain C. acetobutylicum
EA2018 with an improved butanol ratio of 70% (vs. 60%) among solvents (Dong 2012).
Yu engineered a mutant strain CtΔack-adhE2 from C. tyrobutyricum, which mainly
produced butanol as solvents and acids (Yu et al. 2012; Yu et al. 2011).
Other than mutagenesis and metabolic engineering, external driving forces can
direct carbon and electron flows toward butanol synthesis during ABE fermentation as
well (Fontaine et al. 2002; Lutke-Eversloh and Bahl 2011; Shen et al. 2011). The
introduction of carbon monoxide (CO) can increase solvent productivity and yield in C.
acetobutylicum due to an altered electron flow (Datta and Zeikus 1985; Meyer et al.
1986). Artificial electron carriers including viologen dyes (methyl and benzyl viologen)
and neutral red are also used to modify the carbon and electron flows in C.
acetobutylicum (Girbal et al. 1995; Peguin et al. 1994; Peguin and Soucaille 1995; Peguin
and Soucaille 1996; Rao and Mutharasan 1986; Rao and Mutharasan 1987). Altered
electron flow directs carbon flow from acid forming to alcohol production, along with
reduced molecular hydrogen evolution (Rao and Mutharasan 1987). This saved reducing
equivalent, previously released as free hydrogen, is directed to NADH formation, which
results in enhanced alcohol production (Kim and Kim 1988; Rao and Mutharasan 1987).
109
In order to reduce butanol recovery cost, many alternative separation techniques
have been developed such as pervaporation, perstraction, adsorption, gas stripping and
liquid-liquid extraction (Vane 2008). Among them, gas stripping is a simple technique
and easy to integrate with bioreactors.
In this study, lignocellulosic biomass was used for butanol production. Butanol
fermentative production by mutant strain CtΔack-adhE2 from different carbon sources,
which was supplemented with certain amount of methyl viologen, was first studied in
serum bottles. Then, immobilized cell fermentation was carried out in a fibrous-bed
bioreactor. Finally, fed-batch n-butanol fermentation from different carbon sources,
including lignocellulosic biomass hydrolysates and glucose-xylose mixture with external
driving forces in a fibrous-bed bioreactor integrated with gas stripping, was studied.
4.2 Materials and methods
4.2.1 Pretreatment and enzymatic hydrolysis of lignocellulosic biomass
Soybean hull (yellow pellet) and sugarcane bagasse (brown powder) were used in
this study. Before enzymatic hydrolysis, 100 g of soybean hull or sugarcane bagasse was
well-mixed with 900 mL 0.04 HCl or 0.02 H2SO4 solution (corresponding to a 10% (w/w)
solid loading) in a 2 L flask and then autoclaved at 121 °C and 15 psi for 30 min. The pH
of the sterile mixture was adjusted to ~5.5 by 7 N NaOH after cooling to room
temperature. And then 6 g of cellulase (Novozymes Cellic CTec2 VCNI0018) was added
to the mixture corresponding to the enzyme loading of 0.06 g/g biomass to hydrolyze the

110
cellulose into glucose. The enzymatic hydrolysis was operated at 50 °C and 150 rpm for
72 h. The obtained hydrolysates were then centrifuged at 8000 rpm for 10 min to remove
the solid wastes to get soybean hull hydrolysate (SHH) and sugarcane bagasse
hydrolysate (SBH). The resulting SHH contained 27.5±0.7 g/L of glucose and 12.7±0.4
g/L of xylose and SBH contained 18.7±0.8 g/L of glucose and 11.9±0.8 g/L of xylose,
respectively, as shown in Table 4.1. SHH contained higher total sugar concentration and
xylose percentage was lower than SBH. Generally, microbes prefer glucose over xylose.
This lower xylose percentage in SHH may favor fermentation than SBH. These
lignocellulosic biomass hydrolysates were concentrated to desired sugar concentrations
by rotary evaporation under vacuum at 60 °C and 60 rpm.
4.2.2 Culture and medium
C. tyrobutyricum mutant strain CtΔack-adhE2 overexpressed adhE2 gene and
knocked out ack gene was used in this study (Liu et al. 2006; Yu et al. 2011). The stock
culture of this mutant strain was stored in a 15% glycerol-Reinforced Clostridial Medium
(RCM; Difco, Detroit, MI) in a -80 °C fridge supplemented with 30 µg/mL
thiamphenicol. All the fermentation studies were carried out anaerobically at 37 °C.
Except for when comparing the different nitrogen and carbon sources in serum bottle
fermentation, all the other fermentation was carried out in a CSL medium containing ~60
g/L sugars (glucose and/or xylose or hydrolysates), 40 g/L corn steep liquor (CSL; Dow
AgroScience, Indianapolis, IN), 3 g/L (NH4)2SO4, 1.5 g/L K2HPO4, 0.6 g/L MgSO4∙7H2O,
111
0.03 g/L FeSO4∙7H2O, 0.5 g/L cysteine, 30 µg/mL thiamphenicol, certain amount of
methyl viologen (MV) or benzyl viologen (BV). All medium components except
thiamphenicol and viologen dyes were autoclaved under 121 °C and 15 psi for 30 min
and purged with nitrogen through a sterile 0.2 µm membrane filter to ensure the
anaerobic condition either before or after autoclave. Thiamphenicol and MV or BV were
filter-sterilized separately through sterile 0.2 µm membrane filters and added to medium
before inoculation. To prepare the seed culture for serum bottle and bioreactor
fermentation studies, 0.2 mL of the glycerol stock stored at -80 °C with high cell density
was inoculated into 60 mL of RCM medium supplemented with 30 µg/mL thiamphenicol
in serum bottle, and incubated for 6-12 h until high active cell growth was observed.
4.2.3 Serum bottle fermentation
To order to study the preliminary effect of different nitrogen sources (mixture of
tryptone and yeast extract vs. CSL) and carbon sources (glucose, xylose or SHH) on the
fermentation performance, six in total and three groups of serum bottle fermentation were
carried out. Except for differences in nitrogen and carbon sources, the medium had the
same composition as previously mentioned supplemented as 250 µM MV as the artificial
electron carrier. The three groups used glucose, xylose or SHH as carbon source,
respectively. Within each group, the first one used 4 g of tryptone and 2 g of yeast extract
as the nitrogen sources and the second one used 40 g/L CSL as the nitrogen sources.
These six serum bottle fermentation were label as 1-6 (group 1: 1-2; group 2: 3-4; group
112
3: 5-6). 3 mL of actively growing seed culture was inoculated to 57 mL medium in serum
bottle which corresponded to 5% inoculation. Samples were taken every 24 h for analysis
of O.D., glucose, xylose, butanol, ethanol, butyric and acetic acids. Besides, pH was
adjusted to ~6.5 once per day by adding 7 N NaOH solution.
4.2.4 Immobilized cell fermentation in a fibrous-bed bioreactor
Immobilized cell fermentation in a fibrous-bed bioreactor was carried out in a 5 L
bioreactor connected with a fibrous-bed bioreactor (FBB). 60 mL of actively growing
cells were inoculated into the fermentor containing 1140 mL sterile medium resulting in a
total volume of 1.2 L, supplemented with 250 µM MV. After the O.D.600 had reached 6.0
(~36 h), medium circulation between the fermentor and FBB unit was initiated to allow
cell immobilization onto the fibrous matrix. When cell growth ceased or sugars were
about to be depleted, the old fermentation broth was drained and replaced with fresh
medium. Throughout the process, pH was controlled at 6.0 by adding ammonia solution.
The reactor setup for FBB has been previously described in detail in chapter 3 and also
by Jiang (Jiang et al. 2010). Two different medium compositions were studied, mixture of
60 g/L of glucose and 10 g/L xylose, 60 g/L of xylose.
113
4.2.5 Fed-batch fermentation in a fibrous-bed bioreactor integrated with gas
stripping
In the fermentation-recovery integrated process, the first batch contained 60 g/L
of xylose as the carbon source supplemented with 0 or 5 µM BV. The subsequent batches
studied three different carbon sources: SHH, SBH and mixture of 3:1 glucose and xylose
(60 g/L of glucose and 20 g/L xylose, a ratio similar to that in SHH). The experimental
setup for this integrated process has been described previously (Lu et al. 2012; Xue et al.
2012).
4.2.6 Analytical methods
Ethanol, butanol, acetic and butyric acid concentrations were measured by gas
chromatography (GC, SHIMADZU GC-2014, Columbia, MD) equipped with an auto-
injector, flame ionization detector (FID) and a 30 m fused silica column (Stabilwax-DA,
0.25 µm film thickness and 0.25 mm ID, Restek, Bellefonte, PA). Glucose and xylose
concentrations were measured by high performance liquid chromatography (HPLC, LC-
20AD, Shimadzu, Columbia, MD) following the method described by a previous group
member (Yu et al. 2011). Cell density was measured at the optical density at 600 nm as
O.D.600 using a spectrophotometer (Shimadzu, Columbia, MD, UV-16-1).
114
4.3 Results and discussion
4.3.1 Serum bottle fermentation from glucose, xylose and soybean hull hydrolysate
Butanol production by C. tyrobutyricum mutant strain CtΔack-adhE2 using
different nitrogen and carbon sources was studied in serum bottles to preliminarily
evaluate the effects of CSL as nitrogen source and xylose, SHH as carbon sources,
supplemented with 250 µM MV. The detailed fermentation kinetics and results summary
are shown in Figure 4.1 and Table 4.2. In the control experiment (glucose + tryptone and
yeast extract), 7.5 g/L of butanol was produced in 96 h with a butanol yield and
productivity of 0.33 g/g and 0.07 g/L∙h, respectively. When the nitrogen source was
replaced by CSL, the same butanol titer and productivity were achieved but with higher
butanol yield (0.41 vs. 0.33 g/g), lower acids production and higher solvents to acids ratio
(3.4 vs. 2.3). When xylose was used as the carbon source, almost no cell growth was
observed, despite the nitrogen source type. In the fermentation from soybean hull
hydrolysate (SHH), 5.7-6.0 g/L of butanol (~80% of control) was obtained with a butanol
yield and productivity of .021-0.25 g/g and 0.59-0.63 g/L∙h, respectively. Significantly
higher amounts of acids (7-8g/L vs. 3-4 g/L) were produced from SHH, probably due to
the inhibitors present in the biomass hydrolysate.
4.3.2 Immobilized cell fermentation in a fibrous-bed bioreactor
Immobilized cell fermentation was carried out in a fibrous-bed bioreactor to
investigate the effect of different carbon sources supplemented with 250 µM MV.

115
Fermentation kinetics of CtΔack-adhE2 from the mixture of glucose and xylose, solely
xylose are shown in Figure 4.2 and 4.3 respectively and Table 4.3 summarizes the
fermentation results. Much higher butanol titer (14-15 vs. 6-8 g/L) and productivity
(0.20-0.22 vs. 0.06-0.0 g/L∙h) were achieved from a mixture of glucose and xylose
compared to serum bottle fermentation. In this medium containing 6:1 glucose and xylose,
xylose was hardly used by the end of fermentation. As can be further seen, when xylose
was used as the sole carbon source, cell growth was strongly inhibited by MV as shown
in Figure 4.3, probably due to the coupled effect of unfavorable carbon source (xylose)
and inhibition effect on cell growth of MV. Cell density O.D.600 only reached 2.3 over
142 h and large percentage of acid was produced resulting in low butanol yield (0.17 g/g)
along with low butanol titer (3. g/L), productivity (0.03 g/L∙h) and solvents to acids ratio
(0.8).
4.3.3 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor integrated
with gas stripping
Fed-batch immobilized cell fermentation was carried out in a fibrous-bed
bioreactor integrated with butanol recovery by gas stripping. Different carbon sources,
including soybean hull and sugarcane bagasse hydrolysate (SHH and SBH) and a mixture
of glucose and xylose (3:1) mimicking the sugar composition in SHH, were investigated.
Xylose is one of the major building molecules of hemicellulose and present in
lignocellulosic biomass hydrolysates. However, xylose is fermented by cells at a slower
rate compared to glucose (Ounine et al. 1983; Ounine et al. 1985). In order to facilitate

116
cell growth and induce the culture to utilize xylose, xylose was used as the carbon source
and no artificial electron carrier was added to the medium for the first batch, when
immobilizing cells onto the fibrous matrix in fermentation of lignocellulosic biomass
hydrolysates. Over 16 g/L of butyric acid and ~5 g/L butanol were produced in ~48 hours.
During the subsequent batches using hydrolysates, 250 µM MV was added to inhibit acid
production. The fermentation kinetics of immobilized cell fermentation from SHH and
SBH integrated with gas stripping are in Figure 4.4 and 4.5, respectively. 12.1 g/L of
butanol was obtained with a butanol yield and productivity of 0.25 g/g and 0.12 g/L∙h
from SHH; 10.7 g/L of butanol was obtained with a butanol yield and productivity of
0.31 g/g and 0.0 1 g/L∙h from SBH. Comparing fermentation performance of SHH and
SBH, less acids were produced from SHH, with higher butanol titer and productivity.
This can be explained by the fact SBH is more toxic to cells as cell density only reached
~3 in SBH medium while O.D.600 reached over 14 in SHH medium, shown in Figure 4.4
and 4.5. Performance results are summarized in Table 4.3. Detoxification of these
lignocellulosic biomass hydrolysates may be exploited to enhance the fermentation
performance (Lu et al. 2013).
Further fed-batch immobilized cell fermentation integrated with gas stripping was
performed using a mixture containing 3:1 glucose and sugar, mimicking the sugar
composition in SHH. During the first batch utilizing glucose-xylose mixture, high
butanol titer, yield and productivity of 17.0 g/L, 0.36 g/g and 0.21 g/L∙h, were observed
respectively. During the second batch, more butanol was produced but at a lower rate
resulting in a total butanol production of 24.7 g/L with an average butanol yield and
117
productivity of 0.32 g/g and 0.10 g/L∙h. Further optimization could lead to a stable
process, for example replenishment of nutrients.
4.4 Conclusions
Preliminary effects of different nitrogen (mixture of tryptone and yeast extract vs.
corn steep liquor) and carbon sources (glucose, xylose, and lignocellulosic biomass) were
studied in serum bottle fermentation by engineered mutant strain CtΔack-adhE2 with
external driving forces. Then, fed-batch butanol fermentation production in the co-
existence of glucose and xylose in a fibrous-bed bioreactor integrated with gas stripping
was further studied. Final butanol titer, yield and productivity of 12.1 g/L, 0.25 g/g and
0.12 g/L∙h, respectively, were obtained from soybean hull hydrolysate (SHH). Due to a
higher level of or more inhibitors present in sugarcane bagasse hydrolysate (SBH),
butanol titer, yield and productivity of 10.7 g/L, 0.31 g/g and 0.0 1 g/L∙h, respectively,
were achieved in medium containing sugarcane bagasse hydrolysate. Detoxification of
lignocellulosic biomass hydrolysates before fermentation can further boost butanol
production. A glucose and xylose mixture was also used to produce butanol, which
resulted in a total butanol production of 24.7 g/L. Further optimization is needed for
stable butanol production. To the best of our knowledge, this is the first attempt to
produce butanol from soybean hull hydrolysate by fermentation integrated with gas
stripping. This work demonstrated the feasibility of butanol fermentative production from
soybean hull and sugarcane bagasse hydrolysates and mixture of glucose and xylose in a
gas stripping integrated system.

118
Acknowledgements
This work was supported by the ARPA-E Electrobiofuel Program.
4.5 References
Amiri H, Karimi K, and Zilouei H. 2014. Organosolv pretreatment of rice straw for
efficient acetone, butanol, and ethanol production. Bioresource Technol 152:450-
456.
Datta R, and Zeikus JG. 1985. Modulation of Acetone-Butanol-Ethanol Fermentation by
Carbon-Monoxide and Organic-Acids. Appl Environ Microb 49(3):522-529.
Dong HJT, W. W. Dai, Z. J. . 2012. Biobutanol. Advances in biochemical
engineering/biotechnology 128:85-100.
Fontaine L, Meynial-Salles I, Girbal L, Yang XH, Croux C, and Soucaille P. 2002.
Molecular characterization and transcriptional analysis of adhE2, the gene
encoding the NADH-dependent aldehyde/alcohol dehydrogenase responsible for
butanol production in alcohologenic cultures of Clostridium acetobutylicum
ATCC 824. J Bacteriol 184(3):821-830.
Girbal L, Vasconcelos I, Saintamans S, and Soucaille P. 1995. How Neutral Red
Modified Carbon and Electron Flow in Clostridium acetobutylicum Grown in
Chemostat Culture at Neutral pH. Fems Microbiol Rev 16(2-3):151-162.
Gottumukkala LD, Parameswaran B, Valappil SK, Mathiyazhakan K, Pandey A, and
Sukumaran RK. 2013. Biobutanol production from rice straw by a non acetone
producing Clostridium sporogenes BE01. Bioresource Technol 145:182-187.
Gu Y, Jiang Y, Wu H, Liu XD, Li ZL, Li J, Xiao H, Shen ZB, Dong HJ, Yang YL et al. .
2011. Economical challenges to microbial producers of butanol: Feedstock,
butanol ratio and titer. Biotechnology Journal 6(11):1348-1357.
Han SH, Cho DH, Kim YH, and Shin SJ. 2013. Biobutanol production from 2-year-old
willow biomass by acid hydrolysis and acetone-butanol-ethanol fermentation.
Energy 61:13-17.

119
Jiang L, Wang J, Liang S, Wang X, Cen P, and Xu Z. 2010. Production of butyric acid
from glucose and xylose with immobilized cells of Clostridium tyrobutyricum in a
fibrous-bed bioreactor. Appl Biochem Biotechnol 160(2):350-359.
Jones DT, and Woods DR. 1986. Acetone-Butanol Fermentation Revisited. Microbiol
Rev 50(4):484-524.
Kim TS, and Kim BH. 1988. Electron Flow Shift in Clostridium acetobutylicum
Fermentation by Electrochemically Introduced Reducing Equivalent. Biotechnol
Lett 10(2):123-128.
Lin YS, Wang J, Wang XM, and Sun XH. 2011. Optimization of butanol production
from corn straw hydrolysate by Clostridium acetobutylicum using response
surface method. Chinese Sci Bull 56(14):1422-1428.
Liu X, Zhu Y, and Yang ST. 2006. Construction and characterization of ack deleted
mutant of Clostridium tyrobutyricum for enhanced butyric acid and hydrogen
production. Biotechnol Prog 22(5):1265-1275.
Liu ZY, Ying Y, Li FL, Ma CQ, and Xu P. 2010. Butanol production by Clostridium
beijerinckii ATCC 55025 from wheat bran. J Ind Microbiol Biot 37(5):495-501.
Lu CC, Dong J, and Yang ST. 2013. Butanol production from wood pulping hydrolysate
in an integrated fermentation-gas stripping process. Bioresource Technol
143:467-475.
Lu CC, Zhao JB, Yang ST, and Wei D. 2012. Fed-batch fermentation for n-butanol
production from cassava bagasse hydrolysate in a fibrous bed bioreactor with
continuous gas stripping. Bioresource Technol 104:380-387.
Lutke-Eversloh T, and Bahl H. 2011. Metabolic engineering of Clostridium
acetobutylicum: recent advances to improve butanol production. Curr Opin
Biotech 22(5):634-647.
Meyer CL, Roos JW, and Papoutsakis ET. 1986. Carbon-Monoxide Gasing Leads to
Alcohol Production and Butyrate Uptake without Acetone Formation in
Continuous Cultures of Clostridium acetobutylicum. Appl Microbiol Biot
24(2):159-167.
Moradi F, Amiri H, Soleimanian-Zad S, Ehsani MR, and Karimi K. 2013. Improvement
of acetone, butanol and ethanol production from rice straw by acid and alkaline
pretreatments. Fuel 112:8-13.
Ounine K, Petitdemange H, Raval G, and Gay R. 1983. Acetone-Butanol Production
from Pentoses by Clostridium acetobutylicum. Biotechnol Lett 5(9):605-610.
120
Ounine K, Petitdemange H, Raval G, and Gay R. 1985. Regulation and Butanol
Inhibition of D-Xylose and D-Glucose Uptake in Clostridium acetobutylicum.
Appl Environ Microb 49(4):874-878.
Peguin S, Goma G, Delorme P, and Soucaille P. 1994. Metabolic Flexibility of
Clostridium acetobutylicum in Response to Methyl Viologen Addition. Appl
Microbiol Biot 42(4):611-616.
Peguin S, and Soucaille P. 1995. Modulation of Carbon and Electron Flow in Clostridium
acetobutylicum by Iron Limitation and Methyl Viologen Addition. Appl Environ
Microb 61(1):403-405.
Peguin S, and Soucaille P. 1996. Modulation of metabolism of Clostridium
acetobutylicum grown in chemostat culture in a three-electrode potentiostatic
system with methyl viologen as electron carrier. Biotechnol Bioeng 51(3):342-
348.
Qureshi N, Ezeji TC, Ebener J, Dien BS, Cotta MA, and Blaschek HP. 2008a. Butanol
production by Clostridium beijerinckii. Part I: Use of acid and enzyme hydrolyzed
corn fiber. Bioresource Technol 99(13):5915-5922.
Qureshi N, Karcher P, Cotta M, and Blaschek HP. 2004. High-productivity continuous
biofilm reactor for butanol production - Effect of acetate, butyrate, and corn steep
liquor on bioreactor performance. Appl Biochem Biotech 113:713-721.
Qureshi N, Saha BC, and Cotta MA. 2007. Butanol production from wheat straw
hydrolysate using Clostridium beijerinckii. Bioproc Biosyst Eng 30(6):419-427.
Qureshi N, Saha BC, Dien B, Hector RE, and Cotta MA. 2010a. Production of butanol (a
biofuel) from agricultural residues: Part I - Use of barley straw hydrolysate.
Biomass Bioenerg 34(4):559-565.
Qureshi N, Saha BC, Hector RE, and Cotta MA. 2008b. Removal of fermentation
inhibitors from alkaline peroxide pretreated and enzymatically hydrolyzed wheat
straw: Production of butanol from hydrolysate using Clostridium beijerinckii in
batch reactors. Biomass Bioenerg 32(12):1353-1358.
Qureshi N, Saha BC, Hector RE, Dien B, Hughes S, Liu S, Iten L, Bowman MJ, Sarath G,
and Cotta MA. 2010b. Production of butanol (a biofuel) from agricultural residues:
Part II - Use of corn stover and switchgrass hydrolysates. Biomass Bioenerg
34(4):566-571.
Rao G, and Mutharasan R. 1986. Alcohol Production by Clostridium acetobutylicum
Induced by Methyl Viologen. Biotechnol Lett 8(12):893-896.

121
Rao G, and Mutharasan R. 1987. Altered Electron Flow in Continuous Cultures of
Clostridium acetobutylicum Induced by Viologen Dyes. Appl Environ Microb
53(6):1232-1235.
Shen CR, Lan EI, Dekishima Y, Baez A, Cho KM, and Liao JC. 2011. Driving Forces
Enable High-Titer Anaerobic 1-Butanol Synthesis in Escherichia coli. Appl
Environ Microb 77(9):2905-2915.
Vane LM. 2008. Separation technologies for the recovery and dehydration of alcohols
from fermentation broths. Biofuel Bioprod Bior 2(6):553-588.
Wang ZY, Cao GL, Jiang C, Song JZ, Zheng J, and Yang Q. 2013. Butanol Production
from Wheat Straw by Combining Crude Enzymatic Hydrolysis and Anaerobic
Fermentation Using Clostridium acetobutylicum ATCC824. Energ Fuel
27(10):5900-5906.
Xue C, Zhao J, Lu C, Yang ST, Bai F, and Tang IC. 2012. High-titer n-butanol
production by Clostridium acetobutylicum JB200 in fed-batch fermentation with
intermittent gas stripping. Biotechnol Bioeng 109(11):2746-2756.
Yu MR, Du YM, Jiang WY, Chang WL, Yang ST, and Tang IC. 2012. Effects of
different replicons in conjugative plasmids on transformation efficiency, plasmid
stability, gene expression and n-butanol biosynthesis in Clostridium
tyrobutyricum. Appl Microbiol Biot 93(2):881-889.
Yu MR, Zhang YL, Tang IC, and Yang ST. 2011. Metabolic engineering of Clostridium
tyrobutyricum for n-butanol production. Metab Eng 13(4):373-382.
Zhao JB, Yang ST, Jiang WH, and Yang S. 2009. BIOT 305-Evolution of solvent-
producing Clostridium beijerinckii toward high butanol tolerance. Abstr Pap Am
Chem S 238.
4.6 Tables and figures
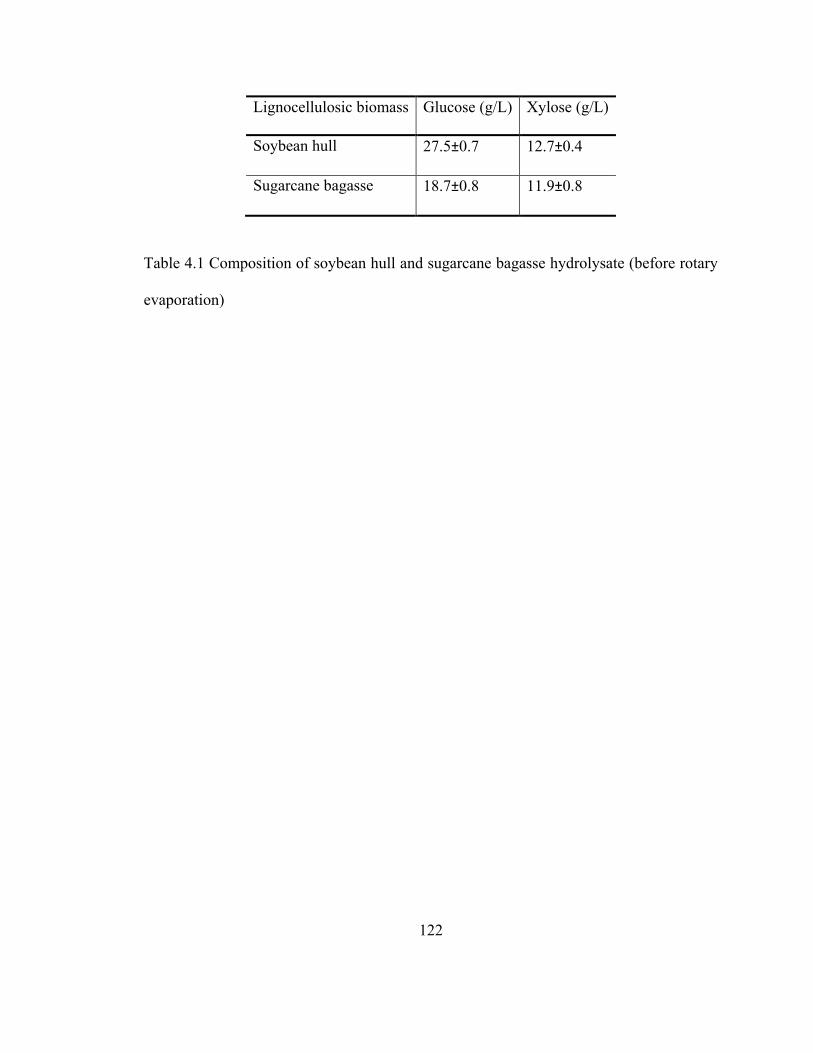
122
Lignocellulosic biomass Glucose (g/L) Xylose (g/L)
Soybean hull 27.5±0.7 12.7±0.4
Sugarcane bagasse 18.7±0.8 11.9±0.8
Table 4.1 Composition of soybean hull and sugarcane bagasse hydrolysate (before rotary
evaporation)

Substrate
Initial sugar
conc. (g/L,
glucose/xylose/
total)
Final sugar
conc. (g/L,
glucose/xylose/
total)
Butanol
(g/L)
Solvents
(g/L)
Acids
(g/L)
Butanol
yield
(g/g)
Acids
yield
(g/g)
Solvents
to acids
ratio
Butanol
productivity
(g/L∙h)
1: glucose +
tryptone and
YE*
40.6/0/40.6 18.0/0/18.0 7.5 8.5 3.7 0.33 0.16 2.3 0.078
2: glucose +
CSL 44.7/0/44.7 26.4/0/26.4 7.5 8.8 2.6 0.41 0.14 3.4 0.078
3: xylose+
tryptone and YE 0/49.1/49.1 0/48.2/48.2 0 0.1 0.5 0 0.56 0.2 0
4: xylose + CSL 0/49.5/49.5 0/39.5/39.5 0.4 0.6 1.0 0.04 0.1 0.6 0.004
5: SHH +
tryptone and YE 23.9/12.0/35.9 2.2/9.3/11.5 6 7.7 6.9 0.25 0.28 1.1 0.063
6: SHH + CSL 25.9/13.3/39.2 2.8/9.7/12.5 5.7 7.7 7.9 0.21 0.30 1.0 0.059
Table 4.2 Effect of different nitrogen and carbon sources on fermentation of mutant strain CtΔack-adhE2 in serum bottles
supplemented with 250 µM methyl viologen (MV) (* YE, yeast extract)
123

Fermentation
condition Substrate
Fermentation
time (h)
Butanol
(g/L)
Solvents
(g/L)
Acids
(g/L)
Butanol
yield
(g/g)
Acids
yield
(g/g)
Solvents
to acids
ratio
Butanol
productivity
(g/L∙h)
250 µM
MV
1st
batch
Mixture
of glucose
and
xylose
71 14.0 16.6 3.8 0.30 0.07 4.4 0.20
2nd
batch 55 14.8 19.6 8.6 0.28 0.17 2.3 0.22
Xylose 142 3.8 4.1 4.9 0.17 0.22 0.8 0.027
250 µM
MV + gas
stripping
SHH 103 12.1 14.7 10.7 0.25 0.14 1.4 0.12
SBH 116 10.7 11.8 15.0 0.31 0.19 0.8 0.081
25 µM BV
+ gas
stripping
1st
batch Mixture
of glucose
and
xylose
70 17.0 17.0 7.8 0.36 0.13 2.2 0.21
2nd
batch 145 24.7 25.1 10.1 0.27 0.08 3.5 0.053
Overall 214 24.7 25.1 10.1 0.32 0.11 2.5 0.10
Table 4.3 Results of immobilized cell fermentation in a fibrous-bed bioreactor from different carbon sources
124

125
A B
C D
Continued
Figure 4.1 Effect of different nitrogen and carbon sources on fermentation kinetics of
mutant strain CtΔack-adhE2 in serum bottles supplemented with 250 µM methyl
viologen (MV) (A: glucose; B: xylose; C: O.D.600; D: ethanol; E: butanol; F: acetic acid;
G: butyric acid) (Figure legend: 1, glucose + yeast extract + tryptone; 2, glucose + corn
steep liquor; 3, xylose + yeast extract + tryptone; 4, xylose + corn steep liquor; 5,
soybean hull hydrolysate + yeast extract + tryptone; 6, soybean hull hydrolysate + corn
steep liquor)
0
10
20
30
40
50
0 20 40 60 80 100
Glu
cose
(g
/L)
Time (h)
1
2
3
4
5
6 0
10
20
30
40
50
60
0 20 40 60 80 100
Xyl
ose
(g
/L)
Time (h)
1
2
3
4
5
6
0
1
2
3
4
0 20 40 60 80 100
O.D
. 60
0
Time (h)
1
2
3
4
5
6 0.0
0.5
1.0
1.5
2.0
2.5
0 20 40 60 80 100
Eth
ano
l (g
/L)
Time (h)
1
2
3
4
5
6
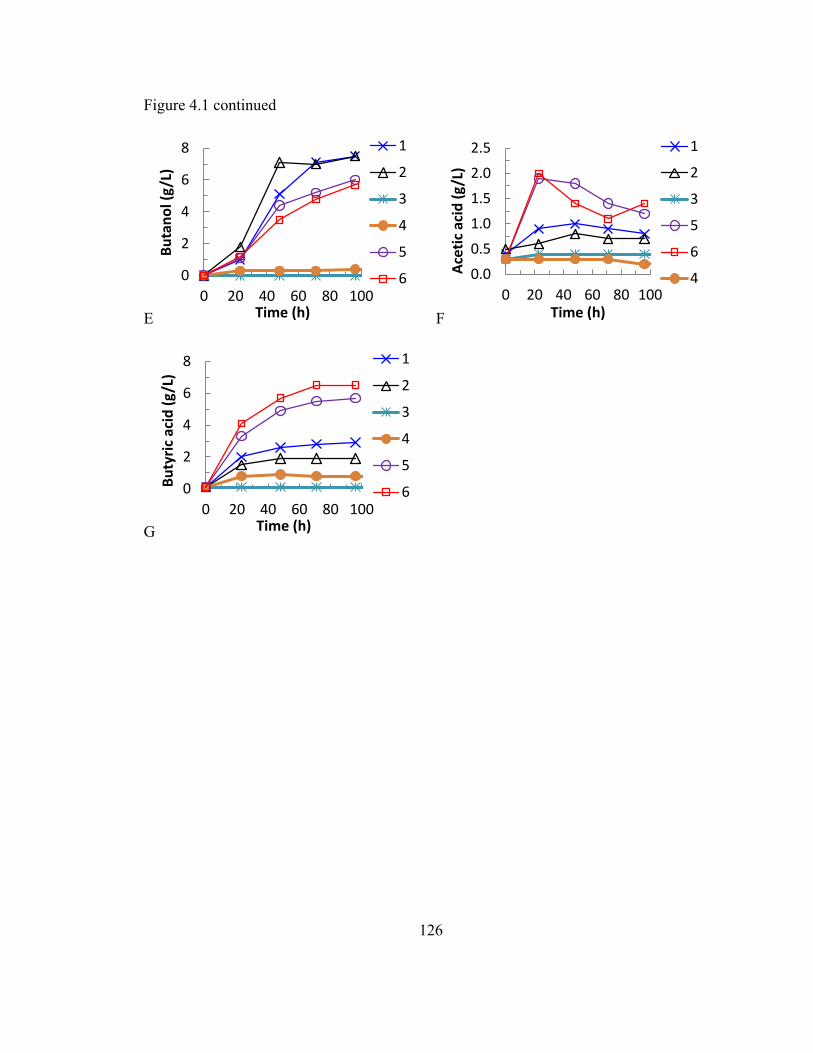
126
Figure 4.1 continued
E F
G
0
2
4
6
8
0 20 40 60 80 100
Bu
tan
ol (
g/L
)
Time (h)
1
2
3
4
5
6 0.0
0.5
1.0
1.5
2.0
2.5
0 20 40 60 80 100
Ace
tic
acid
(g
/L)
Time (h)
1
2
3
5
6
4
0
2
4
6
8
0 20 40 60 80 100
Bu
tyri
c ac
id (
g/L
)
Time (h)
1
2
3
4
5
6

127
Figure 4.2 Fermentation kinetics of immobilized cell fermentation in a fibrous-bed
bioreactor from mixture of glucose and xylose supplemented with 250 µM methyl
viologen (MV)
0
2
4
6
8
10
12
14
16
0
10
20
30
40
50
60
70
0 30 60 90 120 150
O.D
., p
rod
uct
s (g
/L)
Glu
cose
/xyl
ose
(g
/L)
Time (h)
Glucose
Xylose
O.D.
Ethanol
Butanol
Acetic acid
Butyric acid

128
Figure 4.3 Fermentation kinetics of immobilized cell fermentation in a fibrous-bed
bioreactor from xylose supplemented with 250 µM methyl viologen (MV)
0
1
2
3
4
5
0
10
20
30
40
50
60
0 50 100 150
O.D
., p
rod
uct
s (g
/L)
Glu
cose
/ xy
lose
(g
/L)
Time (h)
Glucose
Xylose
O.D.
Ethanol
Butanol
Acetic acid
Butyric acid

129
Figure 4.4 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor integrated
with gas stripping from soybean hull hydrolysate (SHH)
0
2
4
6
8
10
12
14
16
18
0
10
20
30
40
50
60
70
0 30 60 90 120 150 180
O.D
., p
rod
uct
s (g
/L)
Glu
cose
/ xy
lose
(g
/L)
Time (h)
Glucose
Xylose
O.D.
Ethanol
Butanol
Acetic acid
Butyric acid
Total Butanol
Gas stripping start

130
Figure 4.5 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor integrated
with gas stripping from sugarcane bagasse hydrolysate (SBH)
0
2
4
6
8
10
12
14
16
18
20
0
10
20
30
40
50
60
70
0 30 60 90 120 150 180
O.D
., p
rod
uct
s (g
/L)
Glu
cose
/ xy
lose
(g
/L)
Time (h)
Glucose
Xylose
O.D.
Ethanol
Butanol
Acetic acid
Butyric acid
Total butanol
Gas stripping start

131
Figure 4.6 Fed-batch immobilized cell fermentation in a fibrous-bed bioreactor integrated
with gas stripping from mixture of glucose and xylose mimicking soybean hull
hydrolysate (SHH)
0
5
10
15
20
25
0
10
20
30
40
50
60
70
0 50 100 150 200 250 300 350
O.D
., p
rod
uct
s (g
/L)
Glu
cose
/ xy
lose
(g
/L)
Time (h)
Glucose
Xylose
O.D.
Ethanol
Butanol
Acetic acid
Butyric acid
Total butanol
Gas stripping start

132
Chapter 5: High Performance PDMS (Mixed Matrix) Membrane for Butanol
Recovery from Aqueous Solution by Pervaporation
Abstract
Butanol is an important second generation biofuel. However, the lack of an
efficient recovery method of butanol from dilute solution has always been a concern. In
this work, high performance polydimethylsiloxane (PDMS) membranes and zeolite filled
PDMS mixed matrix membranes (MMMs) were developed to recovery butanol from
model solutions. The effect of membrane filler zeolite, feed butanol concentration,
operating (feed) temperature on pervaporation performance of PDMS membranes and
PDMS MMMs was studied. With the feed solution of 1.5 wt% butanol at 47°C, the
PDMS MMM filled with 40 wt% zeolite was found to have the highest butanol
separation factor of 77 with a butanol and total flux of 62 and 118 g/m2·h, respectively.
For both PDMS membranes and PDMS MMMs, the separation factor can be further
increased by elevating operating temperature, and permeation fluxes can be further
boosted by reducing membrane thickness, increasing feed butanol concentration, and/or
elevating operating temperature. The apparent activation energies of butanol permeation
in PDMS membrane and zeolite filled (40 wt%) PDMS MMM were evaluated to be 34.3

133
and 44.2 kJ/mol, respectively. Compared with literature, this work demonstrated higher
butanol separation performance by pervaporation and showed huge energy saving
compared to traditional distillation.
Keywords: pervaporation; butanol; separation; PDMS; zeolite; mixed matrix membrane
(MMM)
5.1 Introduction
N-butanol (hereafter ‘butanol’) is a four carbon primary alcohol and has many
applications. It is used as a solvent, an intermediate in the production of other chemicals,
etc. Recently, butanol has attracted increasing research interest as a second generation
biofuel (Xue et al. 2013). Compared to ethanol, which is also considered to be a
promising fossil fuel alternative, butanol has higher energy density, lower water
adsorption and easier application to the existing gasoline engine (Lee et al. 2008).
Butanol can be produced through fermentation processes, which is environmentally
friendly and sustainable, other than petrochemical process. Traditionally, biobutanol is
natively produced by the acetone-butanol-ethanol (ABE) fermentation (typically in the
ratio of 3:6:1) by many Clostridium strains, such as C. acetobutylicum or C. beijerinckii
(Jones and Woods 1986; Lee et al. 2008). This fermentative butanol production usually
suffers from low butanol yield and productivity. Much work have been dedicated to solve
these issues. Heterologous species, such as Escherichia coli and C. tyrobutyricum, have
been engineered to produce butanol without the formation of byproduct acetone or
ethanol, which greatly increased butanol yield (Atsumi et al. 2008; Yu et al. 2011). Both
134
native and heterologous species can only produce up to ~2 wt% butanol, due to butanol
toxicity (Xue et al. 2012; Yu et al. 2011). Due to low butanol titer in the fermentation
broth, recovery by traditional distillation is very energy intensive and uneconomical.
Conventional distillation for recovering and purifying butanol from a dilute
aqueous solution requires great energy input. In a butanol-water binary system, the
energy required to recover butanol from a 0.5 wt% solution to 99.9% pure butanol was
estimated at 79.5 MJ/kg butanol (Matsumura et al. 1988), which is much higher than the
energy content of butanol (36 MJ/kg). The energy consumption can be reduced
drastically to 36 MJ/kg and 6 MJ/kg when the butanol concentration is increased to ~1 wt%
and 10 wt%, respectively (Matsumura et al. 1988). Further increasing butanol
concentration to above 40 wt % can reduce energy consumption in distillation to less than
3 MJ/kg (Matsumura et al. 1988). Energy consumption in butanol purification by
distillation is very sensitive to feed butanol concentration when feed concentration is
below 10 wt% (Matsumura et al. 1988). Therefore, it is crucial to pre-concentrate butanol
before recovery by distillation.
Alternative separation technologies, which are more energy-efficient and suitable
to recover butanol from low concentration solutions, have been developed, such as gas
stripping (Ezeji et al. 2003; Xue et al. 2013), adsorption (Lin et al. 2012; Qureshi et al.
2005), pervaporation (Dong et al. 2014; Li et al. 2010), extraction (Dhamole et al. 2012)
and etc. Among these advanced butanol recovery techniques, pervaporation is
outstanding for its high selectivity and low energy consumption (Groot et al. 1992;
Thongsukmak and Sirkar 2007). Pervaporation is a membrane based technique, wherein

135
the selective membrane is the key factor. Many membranes have been proposed to
recover butanol from aqueous solutions, including polydimethyl siloxane (PDMS) (Dong
et al. 2014; Li et al. 2013; Liu et al. 2011a; Liu et al. 2011b; Liu et al. 2011c; Niemisto et
al. 2013), poly-1-trimethylsilyl-1-propyne (PTMSP) (Fadeev et al. 2001; Yakovlev et al.
2013), poly-4-methyl-2-pentyne (PMP) (Yakovlev et al. 2013), polyvinylidene fluoride
(PVDF) (Srinivasan et al. 2007), polytetrafluoroethylene (PTFE) (Li et al. 2010),
poly(ether block amide) (PEBA 2533) (Liu et al. 2005), ethylene propylene diene rubber
membrane (EPDM) (Jitesh et al. 2000), Styrene butadiene rubber (SBR) (Jitesh et al.
2000), polyurethane (PUR) (Boddeker et al. 1990) and trioctylamine (TOA) - based
liquid membrane (Thongsukmak and Sirkar 2007). Among the reported membranes,
PDMS membranes are the most widely studied and have good butanol separation
performance (Li et al. 2010). In order to improve the flux and separation factor, different
filler materials were incorporated to the polymeric membrane matrix. Silicates (Huang
and Meagher 2001) and zeolitic imidazolate frameworks (ZIF-71) (Liu et al. 2013) have
been filled to PDMS membranes, and ZSM-5 zeolite has been filled to PEBA membrane
(Tan et al. 2013), which all increased the butanol separation factor to some extent.
In this work, PDMS membranes and zeolite filled PDMS MMMs were fabricated.
Comprehensive study on these membranes for butanol recovery from aqueous model
solutions by pervaporation was carried out. The effects of membrane filler zeolite, feed
butanol concentration, membrane thickness, and operating (feed) temperature on the
performance of butanol separation were investigated. Activation energies of butanol and
water permeation in PDMS membranes and PDMS MMMs were evaluated. Energy

136
consumption in this pervaporation system was estimated, in comparison with traditional
method of distillation.
5.2 Experimental
5.2.1 Materials
Hexane (>99.9%), and butanol (>99.95%) were purchased from Fisher Scientific.
Sylgard®
184 silicone elastomer kit was supplied by Dow Corning Corporation. ZSM-5
type zeolite CBV 28014 with SiO2/Al2O3 mole ratio of 300 was obtained from Zeolyst
international. Deionized water was used for the preparation of aqueous model solution.
5.2.2 Flat sheet membrane fabrication
The base of silicone elastomer kit was mixed with a curling agent in the ratio of
10:1using hexane as the solvent (together with membrane filler material when preparing
zeolite filled PDMS MMMs). This mixture was stirred, sonicated, and centrifuged
alternatively for ½ h and then cast evenly on a glass plate. Then, the plate was placed in a
70 ºC oven and dried overnight. After that, the flat sheet PDMS membranes/ PDMS
MMMs were carefully peeled off and then cut to fit the pervaporation module.

137
5.2.3 Experimental setup
Pervaporation experiments were conducted using a pervaporation system as
shown in Figure 5.1. Feed vessel containing binary butanol-water model solution was
maintained at certain temperature by the heating unit. Feed solution (1 L) was circulated
between the feed vessel and pervaporation unit at a flow rate of 90 ml/min. The permeate
side was maintained as a vacuum using a vacuum pump. Mass transfer across the
membrane was induced by the partial pressure/ chemical activity difference (Vane 2005).
Permeate was collected in the cold trap and analyzed by gas chromatograph (GC). The
membrane in the pervaporation unit had an effective mass transfer area of 36 cm2.
The pervaporation performance of a membrane is usually characterized by two
parameters: flux and separation factor (Feng and Fouad 2008), which are defined as
follows
(11)
(12)
where is the weight of component i in the permeate, A is the effective membrane area,
t is the permeation time, and are the mass fractions of component i in the permeate
and feed, respectively.
5.2.4 Analytical methods
Butanol concentration was measured by GC (SHIMADZU GC-2014, Columbia,
MD) equipped with an auto-injector, flame ionization detector (FID) and a 30 m fused

138
silica column (Stabilwax-DA, 0.25 µm film thickness and 0.25 mm ID, Restek,
Bellefonte, PA) following the method described by a previous group member (Yu et al.
2011). Membrane thickness was measured by Mitutoyo (ID-C112EB) ABSOLUTE
digimatic dial indicator (Mitutoyo Corp., Japan). Surface and cross section images of
membranes were taken via scanning electron microscopy (SEM, Quanta 200).
5.3 Results and discussion
5.3.1 Membrane fabrication and characterization
PDMS membranes of different thickness (41, 85, 90, 115 and 141 µm) and PDMS
mixed matrix membranes (MMMs) filled with different amount of ZSM-5 zeolite CBV
28014 (10, 20, 30 and 40 wt%) were fabricated. Figure 5.2 shows the SEM images of
surface and cross section PDMS membrane and PDMS MMMs, from which we can see
that both membranes were non-porous and defect-free and zeolite was uniformly
dispersed in the polymeric PDMS matrix.
5.3.2 Effect of membrane filler on membrane separation
Membrane filler materials were incorporated into the PDMS membranes to
improve the pervaporation performance. ZSM-5 type zeolite CBV28014 was selected due
to its hydrophobic nature. These zeolite filled PDMS MMMs would have higher
selectivity for butanol, as the hydrophobic zeolite would selectively let organic solvent

139
pass though while inhibiting water. PDMS membrane and PDMS MMMs filled with
different amount of zeolite (10, 20, 30, 40 wt%) with a thickness of ~100 µm were tested
at 47 ºC and 1.5 wt% butanol feed solution. As shown in Figure 5.3, the zeolite
incorporation greatly reduced water flux, from 100 to 56 g/m2·h, while not much
affecting butanol flux, remained at ~60 g/m2·h, resulting in a reduced total flux. The
major function that zeolite played in this mix matrix membrane was to block water. This
lowered water flux is favorable for further purification by distillation which will be
discussed in more detail in section 3.6. Therefore, the butanol separation factor was
greatly enhanced, from 41 (control, no zeolite) to 77 (40 wt% zeolite), which is also
shown in Figure 5.3. Notice that zeolite CBV28014 had a low density. When filling too
much zeolite to PDMS membrane, zeolite took up the majority volume in the preparation
mixture and resulted in a solid-like mixture of zeolite and monomer dimethylsiloxane
(DMS), which was impossible to make a membrane out of. The PDMS MMM with the
highest possible amount of zeolite incorporation was 40 wt%.
5.3.3 Effect of feed concentration on membrane separation
Mass transfer in pervaporation usually can be described by the solution-diffusion
model (Wijmans and Baker 1995). The flux of component across the membrane can be
described as follows (Niemisto et al. 2013)
(13)
140
where is the partial flux of component , is the membrane permeability of
component , is membrane thickness, and are the mole fraction of component at
feed and permeate side, respectively, is the activity coefficient of component , is
the saturation pressure of species and is the total vapor pressure of the permeate side.
Due to the vacuum, is small enough to be neglected and Eq. (13) is reduced to
(14)
Therefore, for one membrane operated at a constant temperature and assuming does
not change much, partial flux of component is approximately proportional to the feed
concentration.
The effect of feed butanol concentration on PDMS membrane with a thickness of
~100 µm was studied at 47 ºC. Four different feed concentrations (5, 10, 15, 30 g/L) were
tested. At low butanol concentrations (< 3 wt%), the assumption that remained almost
the same was acceptable. As shown in Figure 5.4, butanol flux increased linearly with
increasing feed butanol concentration; water flux decreased slightly and total flux
increased linearly with increasing butanol concentration. In the tested butanol
concentration range, there seems to be no obvious correlation between the butanol
separation factor and feed butanol concentration; the butanol separation factor remained
almost unchanged.

141
5.3.4 Effect of membrane thickness on membrane separation
As discussed in the previous section, partial flux of component can be expressed
as follows, . When operated at the same feed concentration and
temperature, partial flux is inversely proportional to the membrane thickness. PDMS
membranes of five different thicknesses (41, 85, 90, 115, 141 µm) were tested at 47 ºC
and 1.5 wt% butanol feed solution, and results are shown in Figure 5.5. It is clear that the
butanol separation factor remained approximately unchanged while butanol, water and
total fluxes increased greatly with the decreasing membrane thickness, due to reduced
mass transfer resistance. The butanol and total fluxes were 97 and 278 g/m2·h,
respectively, at the lowest tested membrane thickness (41 µm). Based on this model, the
PDMS membrane with a thickness of 5 µm would have butanol and total fluxes of ~600
and ~2000 g/m2·h, respectively, comparable to those previously reported (Dong et al.
2014; Niemisto et al. 2013). Previously, we concluded that the incorporation of zeolite to
PDMS MMMs did not much affect butanol flux, but greatly reduced water flux.
Therefore, zeolite filled PDMS MMMs with a thickness of 5 µm would also have a
butanol flux of ~600 g/m2·h. A thinner PDMS membrane can be casted on a support such
as ceramic hollow fiber (Dong et al. 2014) and polyacrylonitrile (PAN) (Niemisto et al.
2013).

142
5.3.5 Effect of feed temperature on membrane separation
The effect of feed temperature on partial fluxes (butanol or water) and the butanol
separation factor was investigated. The temperature dependence of partial fluxes usually
follows the Arrhenius equation (Feng and Huang 1996):
(15)
where is a constant, is the apparent activation energy of permeation, is the gas
constant and is the feed temperature in Kelvin.
PDMS membrane and PDMS MMM (filled with 40 wt% zeolite) with the same
thickness of ~100 µm were tested under four different temperatures (27, 37, 47, and 56
ºC) for their ability to recover butanol from aqueous solutions, as shown in Figure 5.6
(Note that the y axis is in log scale). Clearly, both butanol and water fluxes increased
with increasing temperature in both membranes. The presence of zeolite in the PDMS
membrane greatly reduced the water flux due to its strong hydrophobicity, as previously
discussed in section 3.2 (the effect of membrane filler). As shown in Figure 5.6 and Table
5.1, the apparent activation energies of butanol permeation in PDMS membrane and
zeolite-filled PDMS MMM were found to be 34.3 and 44.2 kJ/mol, respectively. The
higher activation energy of the zeolite-filled PDMS MMM indicated that it was more
sensitive to temperature than a pure PDMS membrane. The result of the activation energy
increase for butanol permeation with zeolite incorporation was different from previously
reported (Tan et al. 2013). Tan concluded that the incorporation of zeolite in PEBA
membranes could decrease the activation energy of butanol permeation (61.1 in control
vs. 48.2 kJ/mol in zeolite filled PEBA MMM) (Tan et al. 2013). This inconsistency may
143
be explained by the different interaction between the inorganic matrix (zeolite) and
polymeric matrix (PDMS or PEBA).
The apparent activation energies of water permeation in PDMS and zeolite filled
PDMS MMM were 33.2 and 31.8 kJ/mol, respectively, which was almost the same. For
both membranes, the activation energy of water permeation was smaller than that of
butanol, indicating that butanol flux was more sensitive to temperature than water. This
explains why the separation factor increased with temperature, as shown in Figure 5.7. It
is also noted that the activation energy difference between butanol and water permeation
in PDMS MMM was much larger than that of PDMS membrane (12.4 vs. 1.1 kJ/mol),
which perfectly explains the more obvious increase in the butanol separation factor of
zeolite filled PDMS MMM with increasing temperature, shown in Figure 5.7. In terms of
butanol flux, zeolite filled PDMS MMMs are more suitable at a relatively high
temperature (> 30 ºC), while pure PDMS membrane performance better at a relatively
low temperature (< 30 ºC).
5.3.6 Energy consumption analysis in pervaporation
Energy consumption in pervaporation is mainly consisted of
evaporation/condensation of permeate and energy consumption of vacuum pump. The
normalized energy requirement for evaporating the permeate can be calculated as follows
(Vane 2005):
(16)
144
where
is the energy requirement, normalized to per unit of butanol permeated,
is the heat of vaporization of species . This equation can be rewritten in terms of
the butanol-water separation factor α as (Vane 2005):
(17)
where is the total molar concentration in the feed, and
are the water
and butanol molar concentration in the feed, respectively. Theoretically, the energy
required to condense the permeate vapor is the same as the heat required for the
evaporation (ie
) (Vane 2005).
The energy consumption of the vacuum pump can be calculated from the
following equation (Matsumura et al. 1988):
(18)
where is the energy required to exhaust one mole of gas, subscripts 1 and 2 refer to
the inlet and outlet of the vacuum pump, T, P, and γ refer to temperature, pressure and
adiabatic constant, respectively.
When purifying butanol by distillation from 1.5 wt% butanol concentration, the
energy requirement was ~30 MJ/kg butanol. When pervaporation was integrated, from
Eq. (17) and (18), recovery energy consumption was reduced to ~6 MJ/kg butanol,
assuming the butanol separation factor was 77, which was the performance of 40 wt%
zeolite filled PDMS mixed matrix membrane at 47°C. This energy requirement was only
20% of that in the original distillation. This indicates pervaporation can greatly save
145
energy consumption during butanol recovery and have great potential for future
application.
5.3.7 Membrane separation performance compared with literature
Table 5.2 summarizes the performance of pervaporative butanol recovery from
aqueous solutions. The results presented in this study is comparable to the results Huang
et al. (Huang and Meagher 2001) previously reported, in terms of both the butanol
separation factor and flux, which can be further enhanced by elevating operating
temperature. The incorporation of zeolite to PDMS mixed matrix membrane blocked a
large portion of water permeation, while not affecting butanol flux. Therefore, the
butanol separation factor was significantly enhanced. Butanol and total flux can be
increased greatly by reducing membrane thickness. Butanol flux can be enhanced to
hundreds g/m2·h when membrane thickness is reduced to several micron, comparable to
recent results reported by Dong and Niemisto (Dong et al. 2014; Niemisto et al. 2013).
But, fermentation broth was not tested in this study. Nevertheless, the results exhibit huge
energy savings and great potential application for future butanol recovery in fermentative
butanol production.
5.4 Conclusions
PDMS membranes and ZSM-5 zeolite filled PDMS mixed matrix membranes
were developed and tested for butanol recovery by pervaporation from model solutions.

146
The incorporation of zeolite to PDMS membrane blocked a large amount of water,
therefore greatly increasing the butanol separation factor. At the highest zeolite filling of
40 wt%, the PDMS MMM gave a butanol separation factor of 77 and a butanol and total
flux of 62 and 118 g/m2·h, respectively, with 1.5 wt% butanol feed concentration at 47°C.
This means permeate containing ~480 g/L of butanol can be obtained via pervaporation
from 15 g/L butanol solutions. The butanol separation factor can be further enhanced by
elevating operating temperature. Besides, butanol and total fluxes can be further boosted
by reducing membrane thickness, increasing feed butanol concentration, or elevating
operating temperature. A butanol flux of ~600 g/m2·h is expected with a membrane
thickness of 5 µm. The apparent activation energies of butanol permeation in PDMS
membrane and zeolite filled (40 wt%) PDMS MMM were evaluated to be 34.3 and 44.2
kJ/mol, respectively. Butanol recovery incorporating pervaporation saves a great portion
of energy consumption compared to distillation alone. Compared with literature, this
work demonstrated higher butanol separation performance by pervaporation and had
great potential application for fermentative butanol recovery.
Acknowledgments
This work was supported by the ARPA-E Electrobiofuel Program.
5.5 References
Atsumi S, Cann AF, Connor MR, Shen CR, Smith KM, Brynildsen MP, Chou KJ, Hanai
T, and Liao JC. 2008. Metabolic engineering of Escherichia coli for 1-butanol
production. Metab Eng 10(6):305-311.

147
Boddeker KW, Bengtson G, and Pingel H. 1990. Pervaporation of Isomeric Butanols. J
Membrane Sci 54(1-2):1-12.
Dhamole PB, Wang ZL, Liu YQ, Wang B, and Feng H. 2012. Extractive fermentation
with non-ionic surfactants to enhance butanol production. Biomass Bioenerg
40:112-119.
Dong ZY, Liu GP, Liu SN, Liu ZK, and Jin WQ. 2014. High performance ceramic
hollow fiber supported PDMS composite pervaporation membrane for bio-butanol
recovery. J Membrane Sci 450:38-47.
Ezeji TC, Qureshi N, and Blaschek HP. 2003. Production of acetone, butanol and ethanol
by Clostridium beijerinckii BA101 and in situ recovery by gas stripping. World J
Microb Biot 19:595-603.
Fadeev AG, Selinskaya YA, Kelley SS, Meagher MM, Litvinova EG, Khotimsky VS,
and Volkov VV. 2001. Extraction of butanol from aqueous solutions by
pervaporation through poly(1-trimethylsilyl-1-propyne). J Membrane Sci
186(2):205-217.
Feng XS, and Fouad EA. 2008. Use of pervaporation to separate butanol from dilute
aqueous solutions: Effects of operating conditions and concentration polarization.
J Membrane Sci 323(2):428-435.
Feng XS, and Huang RYM. 1996. Estimation of activation energy for permeation in
pervaporation processes. J Membrane Sci 118(1):127-131.
Groot WJ, Vanderlans RGJM, and Luyben KCAM. 1992. Technologies for Butanol
Recovery Integrated with Fermentations. Process Biochem 27(2):61-75.
Huang JC, and Meagher MM. 2001. Pervaporative recovery of n-butanol from aqueous
solutions and ABE fermentation broth using thin-film silicalite-filled silicone
composite membranes. J Membrane Sci 192(1-2):231-242.
Jitesh K, Pangarkar VG, and Niranjan K. 2000. Pervaporative stripping of acetone,
butanol and ethanol to improve ABE fermentation. Bioseparation 9(3):145-154.
Jones DT, and Woods DR. 1986. Acetone-Butanol Fermentation Revisited. Microbiol
Rev 50(4):484-524.
Lee SY, Park JH, Jang SH, Nielsen LK, Kim J, and Jung KS. 2008. Fermentative butanol
production by clostridia. Biotechnol Bioeng 101(2):209-228.
Li SF, Qin F, Qin PY, Karim MN, and Tan TW. 2013. Preparation of PDMS membrane
using water as solvent for pervaporation separation of butanol-water mixture.
Green Chem 15(8):2180-2190.

148
Li SY, Srivastava R, and Parnas RS. 2010. Separation of 1-butanol by pervaporation
using a novel tri-layer PDMS composite membrane. J Membrane Sci 363(1-
2):287-294.
Lin XQ, Wu JL, Fan JS, Qian WB, Zhou XQ, Qian C, Jin XH, Wang LL, Bai JX, and
Ying HJ. 2012. Adsorption of butanol from aqueous solution onto a new type of
macroporous adsorption resin: Studies of adsorption isotherms and kinetics
simulation. J Chem Technol Biot 87(7):924-931.
Liu FF, Liu L, and Feng XS. 2005. Separation of acetone-butanol-ethanol (ABE) from
dilute aqueous solutions by pervaporation. Sep Purif Technol 42(3):273-282.
Liu GP, Hou D, Wei W, Xiangli FJ, and Jin WQ. 2011a. Pervaporation Separation of
Butanol-Water Mixtures Using Polydimethylsiloxane/Ceramic Composite
Membrane. Chinese J Chem Eng 19(1):40-44.
Liu GP, Wei W, Wu H, Dong XL, Jiang M, and Jin WQ. 2011b. Pervaporation
performance of PDMS/ceramic composite membrane in acetone butanol ethanol
(ABE) fermentation-PV coupled process. J Membrane Sci 373(1-2):121-129.
Liu SN, Liu GP, Zhao XH, and Jin WQ. 2013. Hydrophobic-ZIF-71 filled PEBA mixed
matrix membranes for recovery of biobutanol via pervaporation. J Membrane Sci
446:181-188.
Liu XL, Li YS, Liu Y, Zhu GQ, Liu J, and Yang WS. 2011c. Capillary supported
ultrathin homogeneous silicalite-poly(dimethylsiloxane) nanocomposite
membrane for bio-butanol recovery. J Membrane Sci 369(1-2):228-232.
Matsumura M, Kataoka H, Sueki M, and Araki K. 1988. Energy Saving Effect of
Pervaporation Using Oleyl Alcohol Liquid Membrane in Butanol Purification.
Bioprocess Eng 3(2):93-100.
Niemisto J, Kujawski W, and Keiski RL. 2013. Pervaporation performance of composite
poly(dimethyl siloxane) membrane for butanol recovery from model solutions. J
Membrane Sci 434:55-64.
Qureshi N, Hughes S, Maddox IS, and Cotta MA. 2005. Energy-efficient recovery of
butanol from model solutions and fermentation broth by adsorption. Bioproc
Biosyst Eng 27(4):215-222.
Srinivasan K, Palanivelu K, and Gopalakrishnan AN. 2007. Recovery of 1-butanol from a
model pharmaceutical aqueous waste by pervaporation. Chem Eng Sci
62(11):2905-2914.
Tan HF, Wu YH, and Li TM. 2013. Pervaporation of n-butanol aqueous solution through
ZSM-5-PEBA composite membranes. J Appl Polym Sci 129(1):105-112.
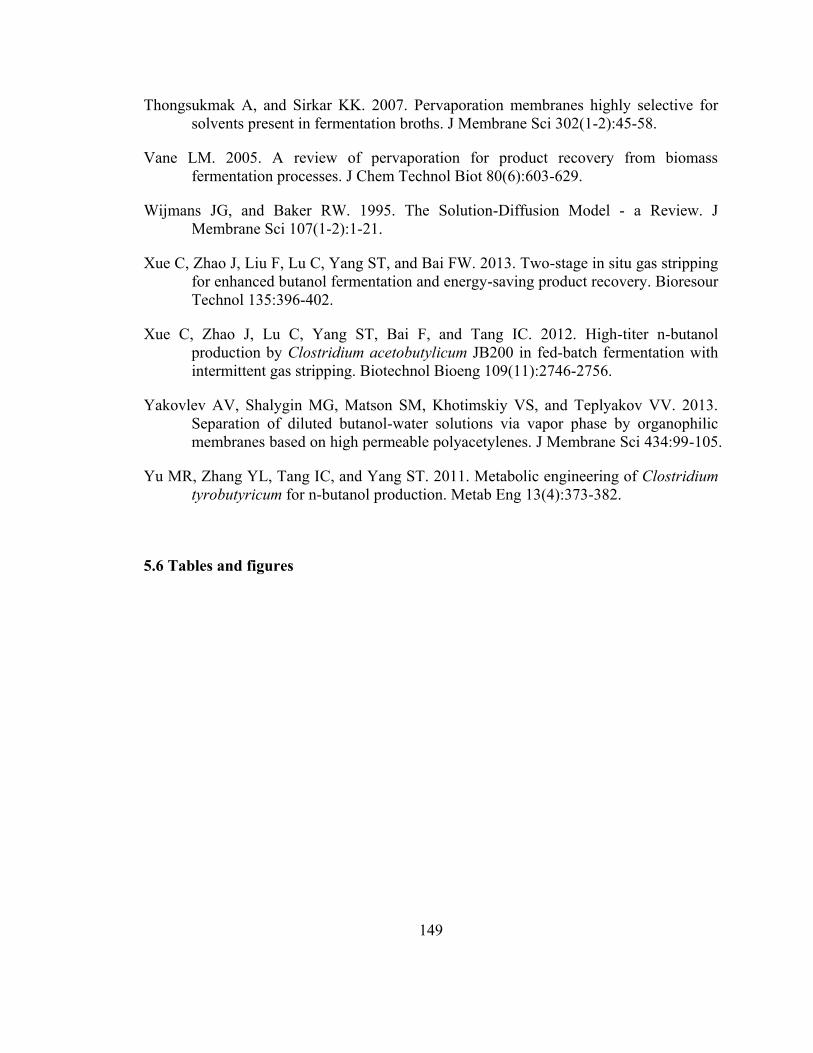
149
Thongsukmak A, and Sirkar KK. 2007. Pervaporation membranes highly selective for
solvents present in fermentation broths. J Membrane Sci 302(1-2):45-58.
Vane LM. 2005. A review of pervaporation for product recovery from biomass
fermentation processes. J Chem Technol Biot 80(6):603-629.
Wijmans JG, and Baker RW. 1995. The Solution-Diffusion Model - a Review. J
Membrane Sci 107(1-2):1-21.
Xue C, Zhao J, Liu F, Lu C, Yang ST, and Bai FW. 2013. Two-stage in situ gas stripping
for enhanced butanol fermentation and energy-saving product recovery. Bioresour
Technol 135:396-402.
Xue C, Zhao J, Lu C, Yang ST, Bai F, and Tang IC. 2012. High-titer n-butanol
production by Clostridium acetobutylicum JB200 in fed-batch fermentation with
intermittent gas stripping. Biotechnol Bioeng 109(11):2746-2756.
Yakovlev AV, Shalygin MG, Matson SM, Khotimskiy VS, and Teplyakov VV. 2013.
Separation of diluted butanol-water solutions via vapor phase by organophilic
membranes based on high permeable polyacetylenes. J Membrane Sci 434:99-105.
Yu MR, Zhang YL, Tang IC, and Yang ST. 2011. Metabolic engineering of Clostridium
tyrobutyricum for n-butanol production. Metab Eng 13(4):373-382.
5.6 Tables and figures

150
Membrane
Ea of butanol
(kJ/mol)
R2
Ea of water
(kJ/mol)
R2
ΔEa (Ea,butanol – Ea,
water) (kJ/mol)
PDMS 34.3 0.994 33.2 0.998 1.1
Zeolite filled
PDMS MMM*
44.2 0.997 31.8 0.996 12.4
Table 5.1 Apparent activation energies (Ea) of butanol and water permeation in PDMS
membrane and zeolite filled (40 wt%) PDMS MMM (* MMM: mixed matrix membrane)
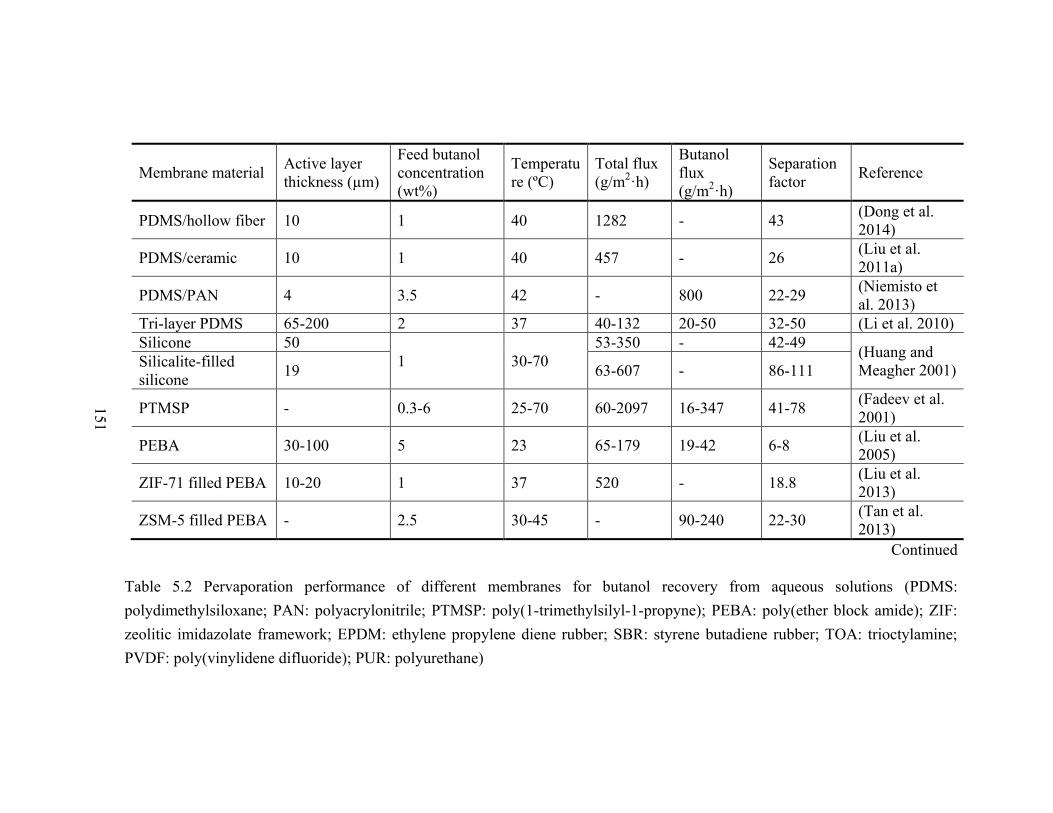
Membrane material Active layer
thickness (µm)
Feed butanol
concentration
(wt%)
Temperatu
re (ºC)
Total flux
(g/m2·h)
Butanol
flux
(g/m2·h)
Separation
factor Reference
PDMS/hollow fiber 10 1 40 1282 - 43 (Dong et al.
2014)
PDMS/ceramic 10 1 40 457 - 26 (Liu et al.
2011a)
PDMS/PAN 4 3.5 42 - 800 22-29 (Niemisto et
al. 2013)
Tri-layer PDMS 65-200 2 37 40-132 20-50 32-50 (Li et al. 2010)
Silicone 50
1 30-70
53-350 - 42-49 (Huang and
Meagher 2001) Silicalite-filled
silicone 19 63-607 - 86-111
PTMSP - 0.3-6 25-70 60-2097 16-347 41-78 (Fadeev et al.
2001)
PEBA 30-100 5 23 65-179 19-42 6-8 (Liu et al.
2005)
ZIF-71 filled PEBA 10-20 1 37 520 - 18.8 (Liu et al.
2013)
ZSM-5 filled PEBA - 2.5 30-45 - 90-240 22-30 (Tan et al.
2013)
Continued
Table 5.2 Pervaporation performance of different membranes for butanol recovery from aqueous solutions (PDMS:
polydimethylsiloxane; PAN: polyacrylonitrile; PTMSP: poly(1-trimethylsilyl-1-propyne); PEBA: poly(ether block amide); ZIF:
zeolitic imidazolate framework; EPDM: ethylene propylene diene rubber; SBR: styrene butadiene rubber; TOA: trioctylamine;
PVDF: poly(vinylidene difluoride); PUR: polyurethane)
151

Table 5.2 continued
Membrane material Active layer
thickness (µm)
Feed butanol
concentration
(wt%)
Temperatu
re (ºC)
Total flux
(g/m2·h)
Butanol
flux
(g/m2·h)
Separation
factor Reference
EPDM - 1-10 30 - 0-20 5 (Jitesh et al.
2000) SBR - 1-10 30 - 0-25 10-20
TOA/liquid
membrane - 1.5 54 - 11 275
(Thongsukmak
and Sirkar
2007)
PVDF 120 7.5 50 4126 - 6.4 (Srinivasan et
al. 2007)
PUR 50 1 50 88 10 9 (Boddeker et
al. 1990)
PDMS
41-141 1.5 47 120-278 45-97 39-45
This work 100 0.5-3.0 47 120-213 21-118 41-45
100 1.5 27-56 71-219 27-83 38-44
PDMS/zeolite 100 1.5 27-56 48-171 22-100 60-85
152

153
Figure 5.1 Pervaporation system used in this study
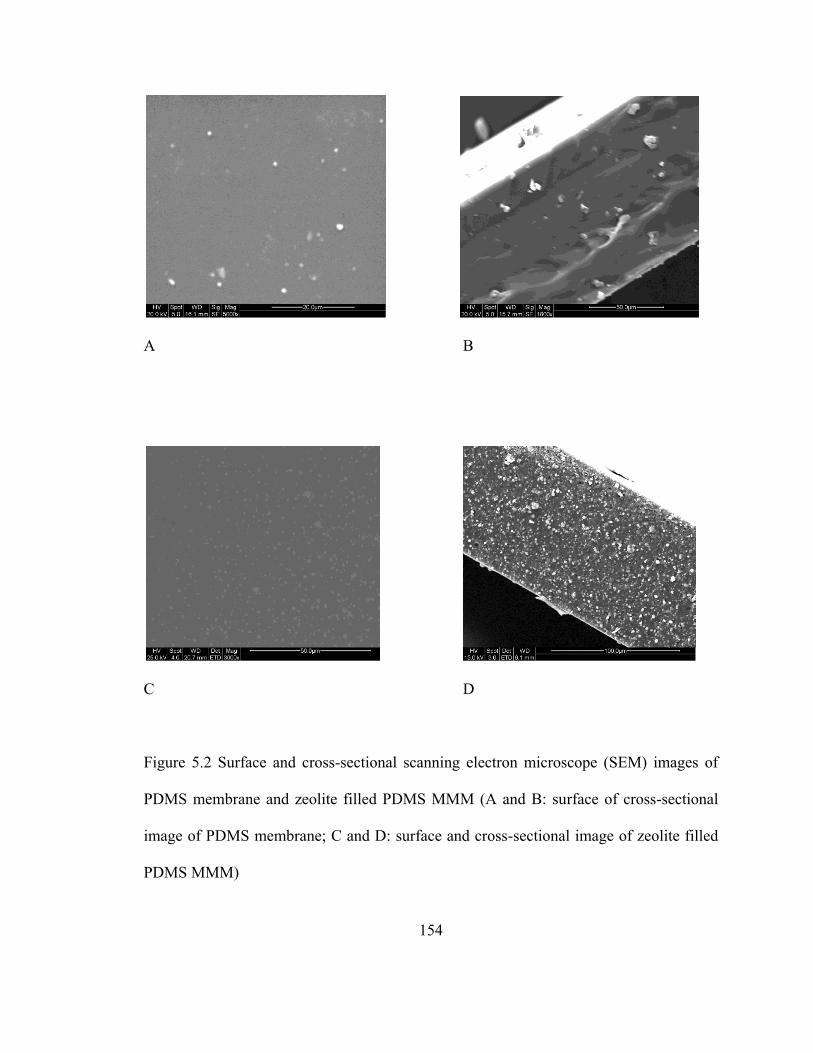
154
A B
C D
Figure 5.2 Surface and cross-sectional scanning electron microscope (SEM) images of
PDMS membrane and zeolite filled PDMS MMM (A and B: surface of cross-sectional
image of PDMS membrane; C and D: surface and cross-sectional image of zeolite filled
PDMS MMM)
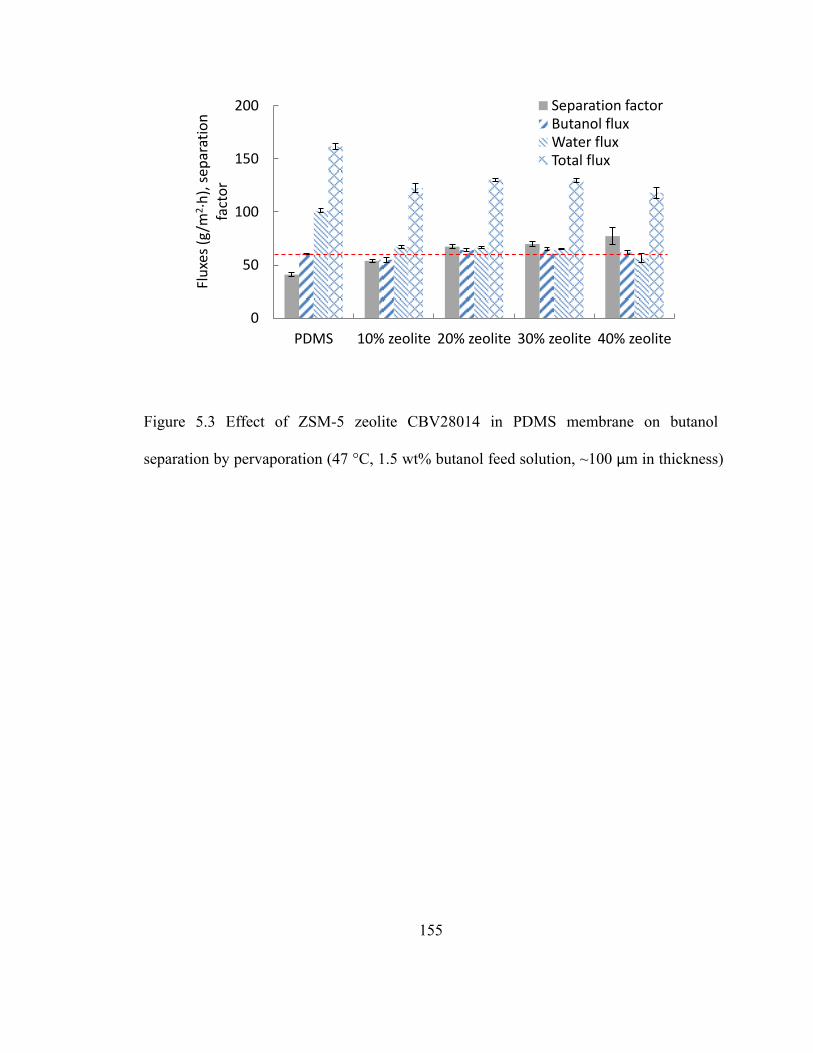
155
Figure 5.3 Effect of ZSM-5 zeolite CBV28014 in PDMS membrane on butanol
separation by pervaporation (47 °C, 1.5 wt% butanol feed solution, ~100 µm in thickness)
0
50
100
150
200
PDMS 10% zeolite 20% zeolite 30% zeolite 40% zeolite
Flu
xes
(g/m
2·h
), s
epar
atio
n
fact
or
Separation factor Butanol flux Water flux Total flux
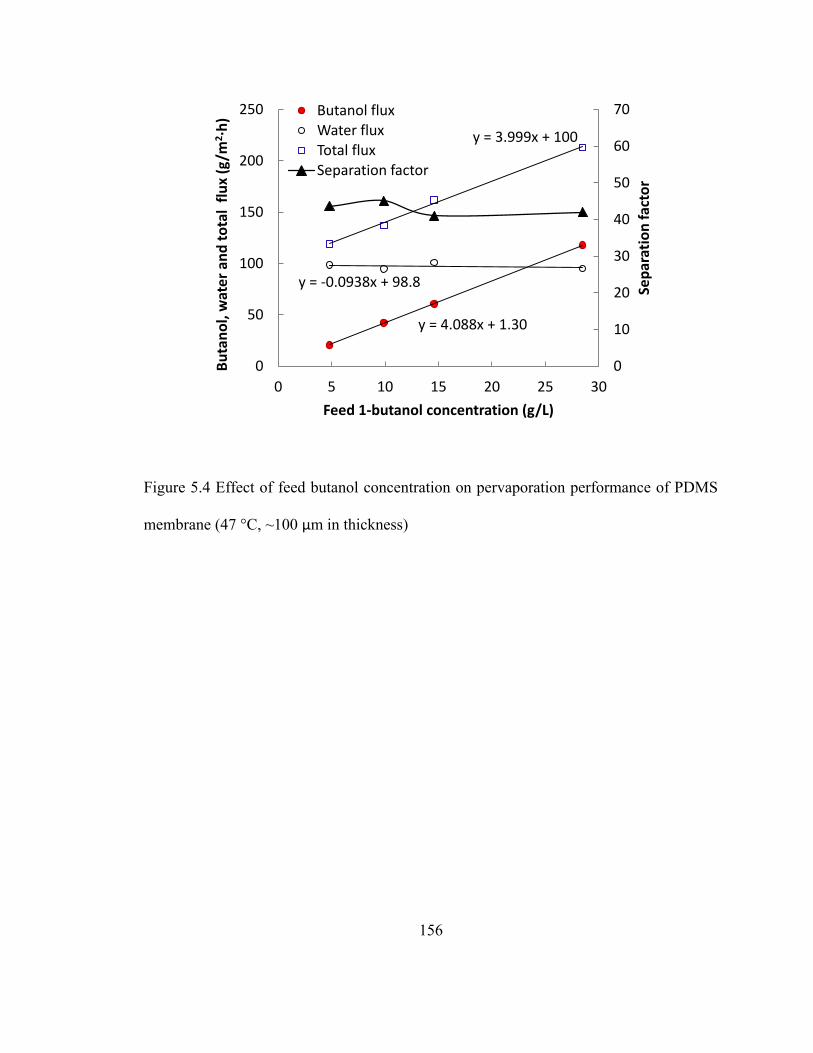
156
Figure 5.4 Effect of feed butanol concentration on pervaporation performance of PDMS
membrane (47 °C, ~100 µm in thickness)
y = 4.088x + 1.30
y = -0.0938x + 98.8
y = 3.999x + 100
0
10
20
30
40
50
60
70
0
50
100
150
200
250
0 5 10 15 20 25 30
Sep
arat
ion
fac
tor
Bu
tan
ol,
wat
er
and
to
tal
flu
x (g
/m2·h
)
Feed 1-butanol concentration (g/L)
Butanol flux Water flux Total flux
Separation factor
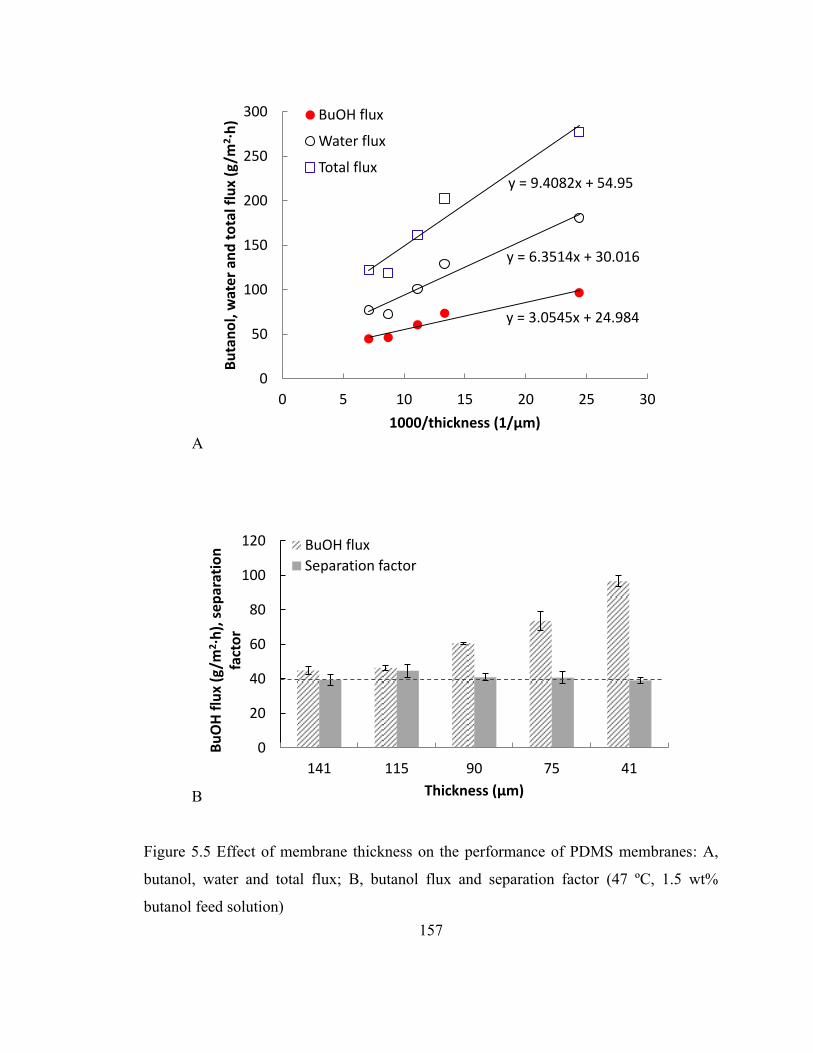
157
A
B
Figure 5.5 Effect of membrane thickness on the performance of PDMS membranes: A,
butanol, water and total flux; B, butanol flux and separation factor (47 ºC, 1.5 wt%
butanol feed solution)
y = 3.0545x + 24.984
y = 6.3514x + 30.016
y = 9.4082x + 54.95
0
50
100
150
200
250
300
0 5 10 15 20 25 30
Bu
tan
ol,
wat
er
and
to
tal f
lux
(g/m
2·h
)
1000/thickness (1/µm)
BuOH flux
Water flux
Total flux
0
20
40
60
80
100
120
141 115 90 75 41
Bu
OH
flu
x (g
/m2·h
), s
ep
arat
ion
fa
cto
r
Thickness (µm)
BuOH flux
Separation factor

158
Figure 5.6 Arrhenius plots of butanol and water fluxed for PDMS membrane and 40 wt%
zeolite filled PDMS MMM (y axis in log scale, 1.5 wt% butanol solution, ~100 µm in
thickness)
18.4
49.7
134.1
3.0 3.1 3.2 3.3 3.4
Bu
tan
ol a
nd
wat
er
flu
x (g
/m2·h
)
1000/T (K-1)
BuOH flux of PDMS MMM BuOH flux of PDMS Water flux of PDMS MMM Water flux of PDMS
EH2O, PDMS=33.2 kJ/mol
EBuOH, PDMS=34.3 kJ/mol
EBuOH, PDMS MMM=44.2 kJ/mol
EH2O, PDMS MMM=31.8 kJ/mol
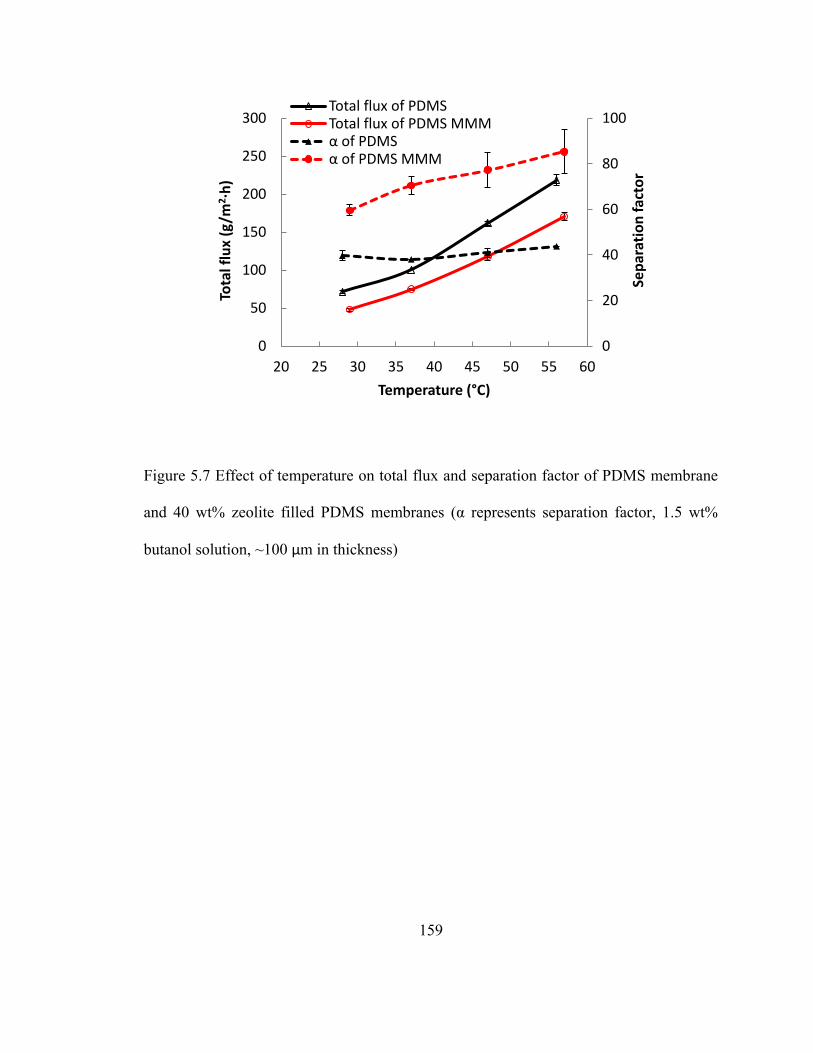
159
Figure 5.7 Effect of temperature on total flux and separation factor of PDMS membrane
and 40 wt% zeolite filled PDMS membranes (α represents separation factor, 1.5 wt%
butanol solution, ~100 µm in thickness)
0
20
40
60
80
100
0
50
100
150
200
250
300
20 25 30 35 40 45 50 55 60
Sep
arat
ion
fac
tor
Tota
l flu
x (g
/m2·h
)
Temperature (°C)
Total flux of PDMS Total flux of PDMS MMM α of PDMS α of PDMS MMM

160
Chapter 6: Conclusions and Recommendations
6.1 Conclusions
This study demonstrated the feasibility and advantages of butanol fermentative
production integrated with online/in situ product recovery. Adsorption and gas stripping
were integrated with butanol fermentation. Higher butanol concentration was achieved in
those integrated process. High yield butanol production was also achieved in C.
tyrobutyricum mutant strain CtΔack-adhE2 with external driving forces. For
pervaporation, it was not integrated with the actual fermentation process due to
membrane fouling. Performance of polydimethylsiloxane (PDMS) membrane was greatly
enhanced by zeolite incorporation.
6.1.1 Butanol production integrated with adsorption
Many alternative recovery techniques have been developed to recovery butanol
from dilute fermentation broth. Adsorption is a promising process for butanol recovery
and inhibitory product removal from fermentation broth. A variety of adsorbent materials
have been screened and evaluated for their butanol uptake capacity from the

161
commercially available candidate pool. Four adsorbents were selected for further study:
activated carbon (Norit ROW 0.8), zeolite CBV901, polymeric resin SD-2 and L-493.
Among these, activated carbon (Norit ROW 0.8) showed the best specific loading and
adsorbent-aqueous partitioning coefficient of butanol. In batch fermentation in serum
bottles without pH control, 21.9 g/L of total butanol production was achieved with in situ
adsorption by activated carbon, increased by 87.2% compared to the control experiment.
In integrated fed-batch fermentation with in situ butanol adsorption by activated carbon,
total butanol titer in both free cell and immobilized cell fermentation was increased
compared to control without adsorption. Especially in immobilized cell fermentation,
butanol productivity and titer were enhanced by ~30% and ~200%, respectively,
compared to control fermentation. Furthermore, ~150 g/L of butanol solution could be
recovered in the condensate by heating butanol-adsorbed activated carbon, which was
easily concentrated to ~640 g/L after simple phase separation. The specific energy cost of
the in situ product recovery (ISPR) process was estimated to be ~4.8kJ/g butanol with
great energy efficiency, exhibiting its economical potential for the application in butanol
fermentation to simultaneously remove inhibitory product and product recovery.
6.1.2 Butanol production from lignocellulosic biomass integrated with gas stripping
As a second generation biofuel, butanol can be produced from lignocellulosic
biomass. Preliminary studies on effects of different nitrogen (mixture of tryptone and
yeast extract vs. corn steep liquor) and carbon sources (glucose, xylose, and
lignocellulosic biomass) were performed in serum bottle fermentation by engineered C.

162
tyrobutyricum mutant strain CtΔack-adhE2 with external driving forces. Corn steep
liquor (CSL) is a good nitrogen source replacement and ~6.0 g/L butanol was produced
from soybean hull hydrolysate compared to 7.5 g/L butanol production in the control in
serum bottles. Fed-batch butanol fermentation production in the co-existence of glucose
and xylose in a fibrous-bed bioreactor integrated with gas stripping was further studied.
Final butanol titer, yield and productivity of 12.1 g/L, 0.25 g/g and 0.12 g/L∙h,
respectively, were obtained from soybean hull hydrolysate (SHH). Due to a higher level
of or more inhibitors present in sugarcane bagasse hydrolysate (SBH), butanol titer, yield
and productivity of 10.7 g/L, 0.31 g/g and 0.0 1 g/L∙h, respectively, were achieved in
medium containing sugarcane bagasse hydrolysate. Detoxification of lignocellulosic
biomass hydrolysates before fermentation can further boost butanol production. A
glucose and xylose mixture was also used to produce butanol, which resulted in a total
butanol production of 24.7 g/L, an increase of ~67% in butanol titer compared to control.
To the best of our knowledge, this is the first attempt to produce butanol from soybean
hull hydrolysate by fermentation integrated with gas stripping. This work demonstrated
the feasibility of butanol fermentative production from soybean hull and sugarcane
bagasse hydrolysates and a mixture of glucose and xylose in a gas stripping integrated
system.
6.1.3 Butanol recovery by pervaporation using PDMS membranes
Pervaporation can recover butanol from aqueous solution with high selectivity.
PDMS membranes and ZSM-5 zeolite filled PDMS mixed matrix membranes (MMM)

163
were developed and tested for 1-butanol recovery by pervaporation from model solutions.
The incorporation of zeolite to PDMS membrane blocked a large amount of water, and
therefore greatly increased the butanol separation factor. At the highest zeolite filling of
40 wt%, the PDMS MMM gave a butanol separation factor of 77 and a butanol and total
flux of 62 and 118 g/m2·h, respectively, with 1.5 wt% 1-butanol feed concentration at
47°C. This means permeate containing an average of ~480 g/L of 1-butanol can be
obtained by pervaporation from 15 g/L 1-butanol solutions. After natural phase
separation, even higher concentration of butanol solution can be obtained. The butanol
separation factor of PDMS MMM can be further enhanced by elevating operating
temperature. Besides, butanol and total fluxes can be further boosted by reducing
membrane thickness, increasing feed 1-butanol concentration, or elevating operating
temperature. A butanol flux of ~600 g/m2·h is expected with a membrane thickness of 5
µm. The apparent activation energies of 1-butanol permeation in PDMS membrane and
zeolite filled (40 wt%) PDMS MMM were evaluated to be 34.3 and 44.2 kJ/mol,
respectively. 1-butanol recovery incorporating pervaporation saves a great portion of
energy consumption compared to distillation. Compared with literature, this work
demonstrated higher 1-butanol separation performance by pervaporation and had great
potential application for fermentative 1-butanol recovery.

164
6.2 Recommendations
6.2.1 Butanol production integrated with adsorption
Activated carbon was selected as the adsorbent to integrate with fermentation. In
the integrated process, acetone gradually accumulated to 18 g/L and finally became toxic
to cells due to a higher affinity for butanol compared to acetone in activated carbon.
Therefore, acetone free strains such as C. tyrobutyricum mutant strain CtΔack-adhE2 can
be used for this purpose (Yu et al. 2012; Yu et al. 2011), which is also used in the study
of chapter 4. Besides, since activated carbon also adsorbs other medium components
including water, sugars and nutrients, butanol specific adsorbent materials are of interest.
Research can be done reaching out for high selective adsorbent materials targeting
butanol only.
6.2.2 Butanol production from lignocellulosic biomass integrated with gas stripping
Lignocellulosic biomass hydrolysates were used in fermentation without any
detoxification in this study. Different detoxification methods could be explored to remove
some inhibitors present in the hydrolysates, and further facilitate the butanol fermentative
production. Nutrients can be replenished in the fed-batch fermentation to ensure active
cell growth and stable butanol production. Furthermore, other than acid pretreatment and
enzymatic hydrolysis, different biomass pretreatment methods can also be investigated
like alkaline pretreatment.
165
6.2.3 Butanol recovery by pervaporation
Butanol recovery by pervaporation from model solution, but not fermentation
broth, was studied. Future work can be done to recover butanol in a pervaporation-
fermentation integrated process. Before the integration, anti-fouling membranes can be
developed. Other than zeolite, many other filler materials, such as carbon nanotubes, can
also be explored. In order to enhance butanol flux, thinner membranes can be fabricated
for this purpose.
6.3 References
Yu MR, Du YM, Jiang WY, Chang WL, Yang ST, and Tang IC. 2012. Effects of
different replicons in conjugative plasmids on transformation efficiency, plasmid
stability, gene expression and n-butanol biosynthesis in Clostridium
tyrobutyricum. Appl Microbiol Biot 93(2):881-889.
Yu MR, Zhang YL, Tang IC, and Yang ST. 2011. Metabolic engineering of Clostridium
tyrobutyricum for n-butanol production. Metab Eng 13(4):373-382.

166
Bibliography
Abdehagh N, Tezel FH, and Thibault J. 2013. Adsorbent screening for biobutanol
separation by adsorption: kinetics, isotherms and competitive effect of other
compounds. Adsorption 19(6):1263-1272.
Abdehagh N, Tezel FH, and Thibault J. 2014. Separation techniques in butanol
production: Challenges and developments. Biomass Bioenerg 60:222-246.
Ahn JH, Sang BI, and Urn Y. 2011. Butanol production from thin stillage using
Clostridium pasteurianum. Bioresource Technol 102(7):4934-4937.
Alsaker KV, Paredes C, and Papoutsakis ET. 2010. Metabolite Stress and Tolerance in
the Production of Biofuels and Chemicals: Gene-Expression-Based Systems
Analysis of Butanol, Butyrate, and Acetate Stresses in the Anaerobe Clostridium
acetobutylicum. Biotechnol Bioeng 105(6):1131-1147.
Amiri H, Karimi K, and Zilouei H. 2014. Organosolv pretreatment of rice straw for
efficient acetone, butanol, and ethanol production. Bioresource Technol 152:450-
456.
Atsumi S, Cann AF, Connor MR, Shen CR, Smith KM, Brynildsen MP, Chou KJY,
Hanai T, and Liao JC. 2008. Metabolic engineering of Escherichia coli for 1-
butanol production. Metab Eng 10(6):305-311.
Bankar SB, Survase SA, Singhal RS, and Granstrom T. 2012. Continuous two stage
acetone-butanol-ethanol fermentation with integrated solvent removal using
Clostridium acetobutylicum B 5313. Bioresour Technol 106:110-116.
Beesch SC. 1953. Acetone-butanol fermentation of starches. Appl Microbiol 1(2):85-95.
Beijerinck M. 1 93. eber die Butylalkoholg hrung und das Butylferment. Verh K Akad
Wet [Sec 2, Teil 1] 10:1-51.
Berezina OV, Zakharova NV, Yarotsky CV, and Zverlov VV. 2012. Microbial producers
of butanol. Appl Biochem Micro+ 48(7):625-638.
167
Biebl H. 2001. Fermentation of glycerol by Clostridium pasteurianum - batch and
continuous culture studies. J Ind Microbiol Biot 27(1):18-26.
Boddeker KW, Bengtson G, and Pingel H. 1990. Pervaporation of Isomeric Butanols. J
Membrane Sci 54(1-2):1-12.
Bowles LK, and Ellefson WL. 1985. Effects of Butanol on Clostridium acetobutylicum.
Appl Environ Microb 50(5):1165-1170.
Bruant G, Levesque MJ, Peter C, Guiot SR, and Masson L. 2010. Genomic Analysis of
Carbon Monoxide Utilization and Butanol Production by Clostridium
carboxidivorans Strain P7(T). Plos One 5(9).
Campos EJ, Qureshi N, and Blaschek HP. 2002. Production of acetone butanol ethanol
from degermed corn using Clostridium beijerinckii BA101. Appl Biochem
Biotech 98:553-561.
Chen CK, and Blaschek HP. 1999. Acetate enhances solvent production and prevents
degeneration in Clostridium beijerinckii BA101. Appl Microbiol Biotechnol
52(2):170-173.
Datta R, and Zeikus JG. 1985. Modulation of Acetone-Butanol-Ethanol Fermentation by
Carbon-Monoxide and Organic-Acids. Appl Environ Microb 49(3):522-529.
Davies R, and Stephenson M. 1941. Studies on the acetone-butyl alcohol fermentation:
Nutritional and other factors involved in the preparation of active suspensions of
Cl. acetobutylicum (Weizmann). Biochem J 35(12):1320-1331.
de Vrije T, Budde M, van der Wal H, Claassen PAM, and Lopez-Contreras AM. 2013.
"In situ" removal of isopropanol, butanol and ethanol from fermentation broth by
gas stripping. Bioresource Technol 137:153-159.
Dellomonaco C, Clomburg JM, Miller EN, and Gonzalez R. 2011. Engineered reversal of
the beta-oxidation cycle for the synthesis of fuels and chemicals. Nature
476(7360):355-U131.
Dhamole PB, Wang ZL, Liu YQ, Wang B, and Feng H. 2012. Extractive fermentation
with non-ionic surfactants to enhance butanol production. Biomass Bioenerg
40:112-119.
Dong HJT, W. W. Dai, Z. J. . 2012. Biobutanol. Advances in biochemical
engineering/biotechnology 128:85-100.
Dong ZY, Liu GP, Liu SN, Liu ZK, and Jin WQ. 2014. High performance ceramic
hollow fiber supported PDMS composite pervaporation membrane for bio-butanol
recovery. J Membrane Sci 450:38-47.
168
Durre P. 1998. New insights and novel developments in clostridial
acetone/butanol/isopropanol fermentation. Appl Microbiol Biot 49(6):639-648.
Durre P. 2007. Biobutanol: an attractive biofuel. Biotechnol J 2(12):1525-1534.
Ennis BM, Gutierrez NA, and Maddox IS. 1986. The Acetone-Butanol-Ethanol
Fermentation - a Current Assessment. Process Biochem 21(5):131-147.
Ennis BM, Qureshi N, and Maddox IS. 1987. In-Line Toxic Product Removal during
Solvent Production by Continuous Fermentation Using Immobilized Clostridium
acetobutylicum. Enzyme Microb Tech 9(11):672-675.
Evans PJ, and Wang HY. 1988. Enhancement of Butanol Formation by Clostridium
acetobutylicum in the Presence of Decanol-Oleyl Alcohol Mixed Extractants.
Appl Environ Microbiol 54(7):1662-1667.
Ezeji T, and Blaschek HP. 2008. Fermentation of dried distillers' grains and solubles
(DDGS) hydrolysates to solvents and value-added products by solventogenic
clostridia. Bioresource Technol 99(12):5232-5242.
Ezeji T, Qureshi N, and Blaschek HP. 2007a. Butanol production from agricultural
residues: Impact of degradation products on Clostridium beijerinckii growth and
butanol fermentation. Biotechnol Bioeng 97(6):1460-1469.
Ezeji TC, Qureshi N, and Blaschek HP. 2003. Production of acetone, butanol and ethanol
by Clostridium beijerinckii BA101 and in situ recovery by gas stripping. World J
Microb Biot 19:595-603.
Ezeji TC, Qureshi N, and Blaschek HP. 2004a. Acetone butanol ethanol (ABE)
production from concentrated substrate: reduction in substrate inhibition by fed-
batch technique and product inhibition by gas stripping. Appl Microbiol Biot
63(6):653-658.
Ezeji TC, Qureshi N, and Blaschek HP. 2004b. Butanol fermentation research: Upstream
and downstream manipulations. Chem Rec 4(5):305-314.
Ezeji TC, Qureshi N, and Blaschek HP. 2007b. Bioproduction of butanol from biomass:
from genes to bioreactors. Curr Opin Biotech 18(3):220-227.
Ezeji TC, Qureshi N, and Blaschek HP. 2007c. Production of acetone butanol (AB) from
liquefied corn starch, a commercial substrate, using Clostridium beijerinckii
coupled with product recovery by gas stripping. J Ind Microbiol Biot 34(12):771-
777.
169
Fadeev AG, Meagher MM, Kelley SS, and Volkov VV. 2000. Fouling of poly[-1-
(trimethylsilyl)-1-propyne] membranes in pervaporative recovery of butanol from
aqueous solutions and ABE fermentation broth. J Membrane Sci 173(1):133-144.
Fadeev AG, Selinskaya YA, Kelley SS, Meagher MM, Litvinova EG, Khotimsky VS,
and Volkov VV. 2001. Extraction of butanol from aqueous solutions by
pervaporation through poly(1-trimethylsilyl-1-propyne). J Membrane Sci
186(2):205-217.
Feng XS, and Fouad EA. 2008. Use of pervaporation to separate butanol from dilute
aqueous solutions: Effects of operating conditions and concentration polarization.
J Membrane Sci 323(2):428-435.
Feng XS, and Huang RYM. 1996. Estimation of activation energy for permeation in
pervaporation processes. J Membrane Sci 118(1):127-131.
Fitz A. 1876. Ueber die Gährung des Glycerins. Ber Dtsch Chem Ges 9:1348-1352.
Fitz A. 1878. Ueber Schizomyceten-Gährungen III. Ber Dtsch Chem Ges 11:42-55.
Fontaine L, Meynial-Salles I, Girbal L, Yang XH, Croux C, and Soucaille P. 2002.
Molecular characterization and transcriptional analysis of adhE2, the gene
encoding the NADH-dependent aldehyde/alcohol dehydrogenase responsible for
butanol production in alcohologenic cultures of Clostridium acetobutylicum
ATCC 824. J Bacteriol 184(3):821-830.
Formanek J, Mackie R, and Blaschek HP. 1997. Enhanced butanol production by
Clostridium beijerinckii BA101 grown in semidefined P2 medium containing 6
percent maltodextrin or glucose. Appl Environ Microb 63(6):2306-2310.
Fouad EA, and Feng XS. 2009. Pervaporative separation of n-butanol from dilute
aqueous solutions using silicalite-filled poly(dimethyl siloxane) membranes. J
Membrane Sci 339(1-2):120-125.
Gabriel CL. 1928. Butanol Fermentation Process. Ind Eng Chem 20(10):1063-1067.
Gabriel CL, and Crawford FM. 1930. Development of the Butyl-Acetonic Fermentation
Industry. Ind Eng Chem 22(11):1163-1165.
Gapes JR, Nimcevic D, and Friedl A. 1996. Long-term continuous cultivation of
Clostridium beijerinckii in a two-stage chemostat with on-line solvent removal.
Appl Environ Microb 62(9):3210-3219.
Garcia V, Pakkila J, Ojamo H, Muurinen E, and Keiski RL. 2011. Challenges in
biobutanol production: How to improve the efficiency? Renew Sust Energ Rev
15(2):964-980.
170
Gehin A, Cailliez C, Petitdemange E, and Benoit L. 1996. Studies of Clostridium
cellulolyticum ATCC 35319 under dialysis and co-culture conditions. Lett Appl
Microbiol 23(4):208-212.
George HA, Johnson JL, Moore WEC, Holdeman LV, and Chen JS. 1983. Acetone,
Isopropanol, and Butanol Production by Clostridium beijerinckii (Syn
Clostridium butylicum) and Clostridium aurantibutyricum. Appl Environ Microb
45(3):1160-1163.
Girbal L, Vasconcelos I, Saintamans S, and Soucaille P. 1995. How Neutral Red
Modified Carbon and Electron Flow in Clostridium acetobutylicum Grown in
Chemostat Culture at Neutral pH. Fems Microbiol Rev 16(2-3):151-162.
Gottschal JC, and Morris JG. 1981. The Induction of Acetone and Butanol Production in
Cultures of Clostridium acetobutylicum by Elevated Concentrations of Acetate
and Butyrate. Fems Microbiol Lett 12(4):385-389.
Gottumukkala LD, Parameswaran B, Valappil SK, Mathiyazhakan K, Pandey A, and
Sukumaran RK. 2013. Biobutanol production from rice straw by a non acetone
producing Clostridium sporogenes BE01. Bioresource Technol 145:182-187.
Gottwald M, and Gottschalk G. 1985. The internal pH of Clostridium acetobutylicum and
its effect on the shift from acid to solvent formation. Arch Microbiol 143(1):42-46.
Green EM. 2011. Fermentative production of butanol - the industrial perspective. Curr
Opin Biotech 22(3):337-343.
Groot WJ, and Luyben KCAM. 1986. Insitu Product Recovery by Adsorption in the
Butanol Isopropanol Batch Fermentation. Appl Microbiol Biot 25(1):29-31.
Groot WJ, Vanderlans RGJM, and Luyben KCAM. 1992. Technologies for Butanol
Recovery Integrated with Fermentations. Process Biochem 27(2):61-75.
Gu Y, Jiang Y, Wu H, Liu XD, Li ZL, Li J, Xiao H, Shen ZB, Dong HJ, Yang YL et al. .
2011. Economical challenges to microbial producers of butanol: Feedstock,
butanol ratio and titer. Biotechnology Journal 6(11):1348-1357.
Halasz I, Agarwal M, Senderov E, Marcus B, and Cormier W. 2005. Molecular
spectroscopic study of the fine structure of aluminum deficient, hydrophobic
zeolites. Studies in Surface Science and Catalysis 158:647-654.
Han SH, Cho DH, Kim YH, and Shin SJ. 2013. Biobutanol production from 2-year-old
willow biomass by acid hydrolysis and acetone-butanol-ethanol fermentation.
Energy 61:13-17.

171
Hickey PJ, Juricic FP, and Slater CS. 1992. The Effect of Process Parameters on the
Pervaporation of Alcohols through Organophilic Membranes. Separ Sci Technol
27(7):843-861.
Higashide W, Li YC, Yang YF, and Liao JC. 2011. Metabolic Engineering of
Clostridium cellulolyticum for Production of Isobutanol from Cellulose. Appl
Environ Microb 77(8):2727-2733.
Hipolito CN, Crabbe E, Badillo CM, Zarrabal OC, Mora MAM, Flores GP, Cortazar
MDAH, and Ishizaki A. 2008. Bioconversion of industrial wastewater from palm
oil processing to butanol by Clostridium saccharoperbutylacetonicum N1-4
(ATCC 13564). J Clean Prod 16(5):632-638.
Huang H, Liu H, and Gan YR. 2010. Genetic modification of critical enzymes and
involved genes in butanol biosynthesis from biomass. Biotechnol Adv 28(5):651-
657.
Huang JC, and Meagher MM. 2001. Pervaporative recovery of n-butanol from aqueous
solutions and ABE fermentation broth using thin-film silicalite-filled silicone
composite membranes. J Membrane Sci 192(1-2):231-242.
Jain M, Beacom D, and Datta R. 1993. Mutant strain of C. acetobutylicum and process
for making butanol. Patent US5192673 A.
Jang YS, Malaviya A, Cho C, Lee J, and Lee SY. 2012. Butanol production from
renewable biomass by clostridia. Bioresource Technol 123:653-663.
Jiang L, Wang J, Liang S, Wang X, Cen P, and Xu Z. 2010. Production of butyric acid
from glucose and xylose with immobilized cells of Clostridium tyrobutyricum in a
fibrous-bed bioreactor. Appl Biochem Biotechnol 160(2):350-359.
Jiang Y, Xu CM, Dong F, Yang YL, Jiang WH, and Yang S. 2009. Disruption of the
acetoacetate decarboxylase gene in solvent-producing Clostridium acetobutylicum
increases the butanol ratio. Metab Eng 11(4-5):284-291.
Jitesh K, Pangarkar VG, and Niranjan K. 2000. Pervaporative stripping of acetone,
butanol and ethanol to improve ABE fermentation. Bioseparation 9(3):145-154.
Jones DT, and Woods DR. 1986. Acetone-Butanol Fermentation Revisited. Microbiol
Rev 50(4):484-524.
Jones SW, Paredes CJ, Tracy B, Cheng N, Sillers R, Senger RS, and Papoutsakis ET.
2008. The transcriptional program underlying the physiology of clostridial
sporulation. Genome Biol 9(7).
172
Jonquieres A, and Fane A. 1997. Filled and unfilled composite GFT PDMS membranes
for the recovery of butanols from dilute aqueous solutions: Influence of alcohol
polarity. J Membrane Sci 125(2):245-255.
Junelles AM, Janatiidrissi R, Petitdemange H, and Gay R. 1988. Iron Effect on Acetone
Butanol Fermentation. Curr Microbiol 17(5):299-303.
Keis S, Shaheen R, and Jones DT. 2001. Emended descriptions of Clostridium
acetobutylicum and Clostridium beijerinckii, and descriptions of Clostridium
saccharoperbutylacetonicum sp nov and Clostridium saccharobutylicum sp nov.
Int J Syst Evol Micr 51:2095-2103.
Khamaiseh EI, Hamid AA, Abdeshahian P, Yusoff WMW, and Kalil MS. 2014.
Enhanced Butanol Production by Clostridium acetobutylicum NCIMB 13357
Grown on Date Fruit as Carbon Source in P2 Medium. Sci World J.
Kim TS, and Kim BH. 1988. Electron Flow Shift in Clostridium acetobutylicum
Fermentation by Electrochemically Introduced Reducing Equivalent. Biotechnol
Lett 10(2):123-128.
Kraemer K, Harwardt A, Bronneberg R, and Marquardt W. 2011. Separation of butanol
from acetone-butanol-ethanol fermentation by a hybrid extraction-distillation
process. Comput Chem Eng 35(5):949-963.
Kumar M, and Gayen K. 2011. Developments in biobutanol production: New insights.
Appl Energ 88(6):1999-2012.
Lee SY, Park JH, Jang SH, Nielsen LK, Kim J, and Jung KS. 2008. Fermentative butanol
production by clostridia. Biotechnol Bioeng 101(2):209-228.
Li Q, Zhou B, Bi QY, and Wang XL. 2012a. Surface modification of PVDF membranes
with sulfobetaine polymers for a stably anti-protein-fouling performance. J Appl
Polym Sci 125(5):4015-4027.
Li SF, Qin F, Qin PY, Karim MN, and Tan TW. 2013. Preparation of PDMS membrane
using water as solvent for pervaporation separation of butanol-water mixture.
Green Chem 15(8):2180-2190.
Li SY, Srivastava R, and Parnas RS. 2010. Separation of 1-butanol by pervaporation
using a novel tri-layer PDMS composite membrane. J Membrane Sci 363(1-
2):287-294.
Li SY, Srivastava R, and Parnas RS. 2011. Study of in situ 1-Butanol Pervaporation from
A-B-E Fermentation Using a PDMS Composite Membrane: Validity of Solution-
Diffusion Model for Pervaporative A-B-E Fermentation. Biotechnol Progr
27(1):111-120.

173
Li X, Li ZG, Zheng JP, Shi ZP, and Li L. 2012b. Yeast extract promotes phase shift of
bio-butanol fermentation by Clostridium acetobutylicum ATCC824 using cassava
as substrate. Bioresource Technol 125:43-51.
Lin XQ, Wu JL, Fan JS, Qian WB, Zhou XQ, Qian C, Jin XH, Wang LL, Bai JX, and
Ying HJ. 2012. Adsorption of butanol from aqueous solution onto a new type of
macroporous adsorption resin: Studies of adsorption isotherms and kinetics
simulation. J Chem Technol Biot 87(7):924-931.
Lin YS, Wang J, Wang XM, and Sun XH. 2011. Optimization of butanol production
from corn straw hydrolysate by Clostridium acetobutylicum using response
surface method. Chinese Sci Bull 56(14):1422-1428.
Liu D, Chen Y, Ding FY, Zhao T, Wu JL, Guo T, Ren HF, Li BB, Niu HQ, Cao Z et al. .
2014. Biobutanol production in a Clostridium acetobutylicum biofilm reactor
integrated with simultaneous product recovery by adsorption. Biotechnol Biofuels
7(1):5.
Liu FF, Liu L, and Feng XS. 2005. Separation of acetone-butanol-ethanol (ABE) from
dilute aqueous solutions by pervaporation. Sep Purif Technol 42(3):273-282.
Liu GP, Hou D, Wei W, Xiangli FJ, and Jin WQ. 2011a. Pervaporation Separation of
Butanol-Water Mixtures Using Polydimethylsiloxane/Ceramic Composite
Membrane. Chinese J Chem Eng 19(1):40-44.
Liu GP, Wei W, Wu H, Dong XL, Jiang M, and Jin WQ. 2011b. Pervaporation
performance of PDMS/ceramic composite membrane in acetone butanol ethanol
(ABE) fermentation-PV coupled process. J Membrane Sci 373(1-2):121-129.
Liu SN, Liu GP, Zhao XH, and Jin WQ. 2013. Hydrophobic-ZIF-71 filled PEBA mixed
matrix membranes for recovery of biobutanol via pervaporation. J Membrane Sci
446:181-188.
Liu X, Zhu Y, and Yang ST. 2006. Construction and characterization of ack deleted
mutant of Clostridium tyrobutyricum for enhanced butyric acid and hydrogen
production. Biotechnol Prog 22(5):1265-1275.
Liu XL, Li YS, Liu Y, Zhu GQ, Liu J, and Yang WS. 2011c. Capillary supported
ultrathin homogeneous silicalite-poly(dimethylsiloxane) nanocomposite
membrane for bio-butanol recovery. J Membrane Sci 369(1-2):228-232.
Liu ZY, Ying Y, Li FL, Ma CQ, and Xu P. 2010. Butanol production by Clostridium
beijerinckii ATCC 55025 from wheat bran. J Ind Microbiol Biot 37(5):495-501.

174
Lu CC, Dong J, and Yang ST. 2013. Butanol production from wood pulping hydrolysate
in an integrated fermentation-gas stripping process. Bioresource Technol
143:467-475.
Lu CC, Zhao JB, Yang ST, and Wei D. 2012. Fed-batch fermentation for n-butanol
production from cassava bagasse hydrolysate in a fibrous bed bioreactor with
continuous gas stripping. Bioresource Technol 104:380-387.
Lutke-Eversloh T, and Bahl H. 2011. Metabolic engineering of Clostridium
acetobutylicum: recent advances to improve butanol production. Curr Opin
Biotech 22(5):634-647.
Maddox IS. 1982. Use of Silicalite for the Adsorption of Normal-Butanol from
Fermentation Liquors. Biotechnol Lett 4(11):759-760.
Maddox IS, Qureshi N, and Robertsthomson K. 1995. Production of Acetone-Butanol
Ethanol from Concentrated Substrates Using Clostridium acetobutylicum in an
Integrated Fermentation-Product Removal Process. Process Biochem 30(3):209-
215.
Madihah MS, Ariff AB, Sahaid KM, Suraini AA, and Karim MIA. 2001. Direct
fermentation of gelatinized sago starch to acetone-butanol-ethanol by Clostridium
acetobutylicum. World J Microb Biot 17(6):567-576.
Matsumura M, Kataoka H, Sueki M, and Araki K. 1988. Energy Saving Effect of
Pervaporation Using Oleyl Alcohol Liquid Membrane in Butanol Purification.
Bioprocess Eng 3(2):93-100.
Meyer CL, Roos JW, and Papoutsakis ET. 1986. Carbon-Monoxide Gasing Leads to
Alcohol Production and Butyrate Uptake without Acetone Formation in
Continuous Cultures of Clostridium acetobutylicum. Appl Microbiol Biot
24(2):159-167.
Milestone NB, and Bibby DM. 1981. Concentration of Alcohols by Adsorption on
Silicalite. J Chem Technol Biot 31(12):732-736.
Mitchell WJ. 1996. Carbohydrate uptake and utilization by Clostridium beijerinckii
NCIMB 8052. Anaerobe 2(6):379-384.
Mollah AH, and Stuckey DC. 1993. Feasibility of Insitu Gas Stripping for Continuous
Acetone-Butanol Fermentation by Clostridium acetobutylicum. Enzyme Microb
Tech 15(3):200-207.
Monot F, Engasser JM, and Petitdemange H. 1984. Influence of pH and undissociated
butyric acid on the production of acetone and butanol in batch cultures of
Clostridium acetobutylicum. Appl Microbiol Biot 19(6):422-426.
175
Moradi F, Amiri H, Soleimanian-Zad S, Ehsani MR, and Karimi K. 2013. Improvement
of acetone, butanol and ethanol production from rice straw by acid and alkaline
pretreatments. Fuel 112:8-13.
Mussatto SI, and Roberto IC. 2004a. Alternatives for detoxification of diluted-acid
lignocellulosic hydrolyzates for use in fermentative processes: a review.
Bioresource Technol 93(1):1-10.
Mussatto SI, and Roberto IC. 2004b. Optimal experimental condition for hemicellulosic
hydrolyzate treatment with activated charcoal for xylitol production. Biotechnol
Prog 20(1):134-139.
Naik SN, Goud VV, Rout PK, and Dalai AK. 2010. Production of first and second
generation biofuels: A comprehensive review. Renew Sust Energ Rev 14(2):578-
597.
Nielsen DR, Amarasiriwardena GS, and Prather KLJ. 2010. Predicting the adsorption of
second generation biofuels by polymeric resins with applications for in situ
product recovery (ISPR). Bioresource Technol 101(8):2762-2769.
Nielsen DR, and Prather KJ. 2009. In Situ Product Recovery of n-Butanol Using
Polymeric Resins. Biotechnol Bioeng 102(3):811-821.
Nielsen L, Larsson M, Holst O, and Mattiasson B. 1988. Adsorbents for Extractive
Bioconversion Applied to the Acetone-Butanol Fermentation. Appl Microbiol
Biot 28(4-5):335-339.
Niemisto J, Kujawski W, and Keiski RL. 2013. Pervaporation performance of composite
poly(dimethyl siloxane) membrane for butanol recovery from model solutions. J
Membrane Sci 434:55-64.
Nigam PS, and Singh A. 2011. Production of liquid biofuels from renewable resources.
Prog Energ Combust 37(1):52-68.
Olsson L, and HahnHagerdal B. 1996. Fermentation of lignocellulosic hydrolysates for
ethanol production. Enzyme Microb Tech 18(5):312-331.
Oudshoorn A, van der Wielen LAM, and Straathof AJJ. 2009a. Adsorption equilibria of
bio-based butanol solutions using zeolite. Biochem Eng J 48(1):99-103.
Oudshoorn A, van der Wielen LAM, and Straathof AJJ. 2009b. Assessment of Options
for Selective 1-Butanol Recovery from Aqueous Solution. Ind Eng Chem Res
48(15):7325-7336.
176
Ounine K, Petitdemange H, Raval G, and Gay R. 1985. Regulation and Butanol
Inhibition of D-Xylose and D-Glucose Uptake in Clostridium acetobutylicum.
Appl Environ Microb 49(4):874-878.
Papoutsakis ET. 2008. Engineering solventogenic clostridia. Curr Opin Biotech
19(5):420-429.
Parekh M, and Blaschek HP. 1999. Butanol production by hypersolvent-producing
mutant Clostridium beijerinckii BA101 in corn steep water medium containing
maltodextrin. Biotechnol Lett 21(1):45-48.
Parekh M, Formanek J, and Blaschek HP. 1999. Pilot-scale production of butanol by
Clostridium beijerinckii BA101 using a low-cost fermentation medium based on
corn steep water. Appl Microbiol Biot 51(2):152-157.
Patil V, Tran KQ, and Giselrod HR. 2008. Towards sustainable production of biofuels
from microalgae. Int J Mol Sci 9(7):1188-1195.
Peguin S, Goma G, Delorme P, and Soucaille P. 1994. Metabolic Flexibility of
Clostridium acetobutylicum in Response to Methyl Viologen Addition. Appl
Microbiol Biot 42(4):611-616.
Peguin S, and Soucaille P. 1995. Modulation of Carbon and Electron Flow in Clostridium
acetobutylicum by Iron Limitation and Methyl Viologen Addition. Appl Environ
Microb 61(1):403-405.
Peguin S, and Soucaille P. 1996. Modulation of metabolism of Clostridium
acetobutylicum grown in chemostat culture in a three-electrode potentiostatic
system with methyl viologen as electron carrier. Biotechnol Bioeng 51(3):342-
348.
Qureshi N, and Blaschek HP. 1999. Fouling studies of a pervaporation membrane with
commercial fermentation media and fermentation broth of hyper-butanol-
producing Clostridium beijerinckii BA101. Separ Sci Technol 34(14):2803-2815.
Qureshi N, and Blaschek HP. 2000. Butanol production using Clostridium beijerinckii
BA101 hyper-butanol producing mutant strain and recovery by pervaporation.
Appl Biochem Biotech 84-6:225-235.
Qureshi N, and Blaschek HP. 2001. Recovery of butanol from fermentation broth by gas
stripping. Renew Energ 22(4):557-564.
Qureshi N, and Ezeji TC. 2008. Butanol, 'a superior biofuel' production from agricultural
residues (renewable biomass): recent progress in technology. Biofuel Bioprod
Bior 2(4):319-330.

177
Qureshi N, Ezeji TC, Ebener J, Dien BS, Cotta MA, and Blaschek HP. 2008a. Butanol
production by Clostridium beijerinckii. Part I: Use of acid and enzyme hydrolyzed
corn fiber. Bioresource Technol 99(13):5915-5922.
Qureshi N, Hughes S, Maddox IS, and Cotta MA. 2005. Energy-efficient recovery of
butanol from model solutions and fermentation broth by adsorption. Bioproc
Biosyst Eng 27(4):215-222.
Qureshi N, Karcher P, Cotta M, and Blaschek HP. 2004. High-productivity continuous
biofilm reactor for butanol production - Effect of acetate, butyrate, and corn steep
liquor on bioreactor performance. Appl Biochem Biotech 113:713-721.
Qureshi N, Lolas A, and Biaschek HP. 2001a. Soy molasses as fermentation substrate for
production of butanol using Clostridium beijerinckii BA101. J Ind Microbiol Biot
26(5):290-295.
Qureshi N, and Maddox IS. 2005. Reduction in butanol inhibition by perstraction:
Utilization of concentrated lactose/whey permeate by Clostridium acetobutylicum
to enhance butanol fermentation economics. Food Bioprod Process 83(C1):43-52.
Qureshi N, Maddox IS, and Friedl A. 1992. Application of Continuous Substrate Feeding
to the ABE Fermentation - Relief of Product Inhibition Using Extraction,
Perstraction, Stripping, and Pervaporation. Biotechnol Progr 8(5):382-390.
Qureshi N, Meagher MM, Huang J, and Hutkins RW. 2001b. Acetone butanol ethanol
(ABE) recovery by pervaporation using silicalite-silicone composite membrane
from fed-batch reactor of Clostridium acetobutylicum. J Membrane Sci 187(1-
2):93-102.
Qureshi N, Meagher MM, and Hutkins RW. 1999. Recovery of butanol from model
solutions and fermentation broth using a silicalite silicone membrane. J
Membrane Sci 158(1-2):115-125.
Qureshi N, Saha BC, and Cotta MA. 2007. Butanol production from wheat straw
hydrolysate using Clostridium beijerinckii. Bioproc Biosyst Eng 30(6):419-427.
Qureshi N, Saha BC, Dien B, Hector RE, and Cotta MA. 2010a. Production of butanol (a
biofuel) from agricultural residues: Part I - Use of barley straw hydrolysate.
Biomass Bioenerg 34(4):559-565.
Qureshi N, Saha BC, Hector RE, and Cotta MA. 2008b. Removal of fermentation
inhibitors from alkaline peroxide pretreated and enzymatically hydrolyzed wheat
straw: Production of butanol from hydrolysate using Clostridium beijerinckii in
batch reactors. Biomass Bioenerg 32(12):1353-1358.
178
Qureshi N, Saha BC, Hector RE, Dien B, Hughes S, Liu S, Iten L, Bowman MJ, Sarath G,
and Cotta MA. 2010b. Production of butanol (a biofuel) from agricultural residues:
Part II - Use of corn stover and switchgrass hydrolysates. Biomass Bioenerg
34(4):566-571.
Qureshi N, Singh V, Liu S, Ezeji TC, Saha BC, and Cotta A. 2014. Process integration
for simultaneous saccharification, fermentation, and recovery (SSFR): Production
of butanol from corn stover using Clostridium beijerinckii P260. Bioresource
Technol 154:222-228.
Ragauskas AJ, Williams CK, Davison BH, Britovsek G, Cairney J, Eckert CA, Frederick
WJ, Hallett JP, Leak DJ, Liotta CL et al. . 2006. The path forward for biofuels and
biomaterials. Science 311(5760):484-489.
Rajagopalan S, Datar RP, and Lewis RS. 2002. Formation of ethanol from carbon
monoxide via a new microbial catalyst. Biomass Bioenerg 23(6):487-493.
Rao G, and Mutharasan R. 1986. Alcohol Production by Clostridium acetobutylicum
Induced by Methyl Viologen. Biotechnol Lett 8(12):893-896.
Rao G, and Mutharasan R. 1987. Altered Electron Flow in Continuous Cultures of
Clostridium acetobutylicum Induced by Viologen Dyes. Appl Environ Microb
53(6):1232-1235.
Reilly J, Hickinbottom WJ, Henley FR, and Thaysen AC. 1920. The Products of the
"Acetone: n-Butyl Alcohol" Fermentation of Carbohydrate Material with Special
Reference to some of the Intermediate Substances produced. Biochem J
14(2):229-251.
Roffler SR, Blanch HW, and Wilke CR. 1987. Insitu Recovery of Butanol during
Fermentation .2. Fed-Batch Extractive Fermentation. Bioprocess Eng 2(4):181-
190.
Ross D. 1961. The acetone-butanol fermentation. Prog Ind Microbiol 3:71-90.
Saint Remi JC, Remy T, Van Hunskerken V, van de Perre S, Duerinck T, Maes M, De
Vos D, Gobechiya E, Kirschhock CEA, Baron GV et al. . 2011. Biobutanol
Separation with the Metal-Organic Framework ZIF-8. Chemsuschem 4(8):1074-
1077.
Saravanan V, Waijers DA, Ziari M, and Noordermeer MA. 2010. Recovery of 1-butanol
from aqueous solutions using zeolite ZSM-5 with a high Si/Al ratio; suitability of
a column process for industrial applications. Biochem Eng J 49(1):33-39.
Schardinger F. 1905. Bacillus macerans, ein Aceton bildender Rottebacillus. Zentralbl
Bakteriol Parasitenkd Infektionskr II Abt 4:772-781.

179
Schardinger F. 1907. Verhalten von Weizen- und Roggenmehl zu Methylenblau und zu
Starkekleister, nebst einem Anhange uber die Bildung hoherer Alkohole durch
hitzebestandige Mikroorganismen aus Weizenmehl. Zentralbl Bakteriol
Parasitenkd Infektionskr II Abt 18:748-767.
Schugerl K. 2000. Integrated processing of biotechnology products. Biotechnol Adv
18(7):581-599.
Servinsky MD, Kiel JT, Dupuy NF, and Sund CJ. 2010. Transcriptional analysis of
differential carbohydrate utilization by Clostridium acetobutylicum. Microbiol-
Sgm 156:3478-3491.
Setlhaku M, Heitmann S, Gorak A, and Wichmann R. 2013. Investigation of gas
stripping and pervaporation for improved feasibility of two-stage butanol
production process. Bioresource Technol 136:102-108.
Sharma P, and Chung WJ. 2011. Synthesis of MEL type zeolite with different kinds of
morphology for the recovery of 1-butanol from aqueous solution. Desalination
275(1-3):172-180.
Shen CR, Lan EI, Dekishima Y, Baez A, Cho KM, and Liao JC. 2011. Driving Forces
Enable High-Titer Anaerobic 1-Butanol Synthesis in Escherichia coli. Appl
Environ Microb 77(9):2905-2915.
Somrutai W, Takagi M, and Yoshida T. 1996. Acetone-butanol fermentation by
Clostridium aurantibutyricum ATCC 17777 from a model medium for palm oil
mill effluent. J Ferment Bioeng 81(6):543-547.
Srinivasan K, Palanivelu K, and Gopalakrishnan AN. 2007. Recovery of 1-butanol from a
model pharmaceutical aqueous waste by pervaporation. Chem Eng Sci
62(11):2905-2914.
Suhardi VSH, Prasai B, Samaha D, and Boopathy R. 2013. Evaluation of pretreatment
methods for lignocellulosic ethanol production from energy cane variety L 79-
1002. Int Biodeter Biodegr 85:683-687.
Taconi KA, Venkataramanan KP, and Johnson DT. 2009. Growth and Solvent
Production by Clostridium pasteurianum ATCC (R) 6013 (TM) Utilizing
Biodiesel-Derived Crude Glycerol as the Sole Carbon Source. Environ Prog
Sustain 28(1):100-110.
Tan HF, Wu YH, and Li TM. 2013. Pervaporation of n-butanol aqueous solution through
ZSM-5-PEBA composite membranes. J Appl Polym Sci 129(1):105-112.

180
Thang VH, Kanda K, and Kobayashi G. 2010. Production of Acetone-Butanol-Ethanol
(ABE) in Direct Fermentation of Cassava by Clostridium
saccharoperbutylacetonicum N1-4. Appl Biochem Biotech 161(1-8):157-170.
Thongsukmak A, and Sirkar KK. 2007. Pervaporation membranes highly selective for
solvents present in fermentation broths. J Membrane Sci 302(1-2):45-58.
Van Hecke W, Hofmann T, and De Wever H. 2013. Pervaporative recovery of ABE
during continuous cultivation: enhancement of performance. Bioresour Technol
129:421-429.
Van Hecke W, Vandezande P, Claes S, Vangeel S, Beckers H, Diels L, and De Wever H.
2012. Integrated bioprocess for long-term continuous cultivation of Clostridium
acetobutylicum coupled to pervaporation with PDMS composite membranes.
Bioresource Technol 111:368-377.
Vane LM. 2005. A review of pervaporation for product recovery from biomass
fermentation processes. J Chem Technol Biot 80(6):603-629.
Vane LM. 2008. Separation technologies for the recovery and dehydration of alcohols
from fermentation broths. Biofuel Bioprod Bior 2(6):553-588.
Vollherbstschneck K, Sands JA, and Montenecourt BS. 1984. Effect of Butanol on Lipid
Composition and Fluidity of Clostridium acetobutylicum ATCC 824. Appl
Environ Microb 47(1):193-194.
Wang R, Wongchitphimon S, Jiraratananon R, Shi L, and Loh CH. 2011. Effect of
polyethylene glycol (PEG) as an additive on the fabrication of polyvinylidene
fluoride-co-hexafluropropylene (PVDF-HFP) asymmetric microporous hollow
fiber membranes. J Membrane Sci 369(1-2):329-338.
Wang XJ, Wang Y, Wang B, Blaschek H, Feng H, and Li ZY. 2013a. Biobutanol
production from fiber-enhanced DDGS pretreated with electrolyzed water. Renew
Energ 52:16-22.
Wang Y, Li XZ, and Blaschek HP. 2013b. Effects of supplementary butyrate on butanol
production and the metabolic switch in Clostridium beijerinckii NCIMB 8052:
genome-wide transcriptional analysis with RNA-Seq. Biotechnology for Biofuels
6.
Wang ZY, Cao GL, Jiang C, Song JZ, Zheng J, and Yang Q. 2013c. Butanol Production
from Wheat Straw by Combining Crude Enzymatic Hydrolysis and Anaerobic
Fermentation Using Clostridium acetobutylicum ATCC824. Energ Fuel
27(10):5900-5906.

181
Wiehn M, Staggs K, Wang YC, and Nielsen DR. 2014. In Situ Butanol Recovery from
Clostridium acetobutylicum Fermentations by Expanded Bed Adsorption.
Biotechnol Progr 30(1):68-78.
Wijmans JG, and Baker RW. 1995. The Solution-Diffusion Model - a Review. J
Membrane Sci 107(1-2):1-21.
Xue C, Du GQ, Sun JX, Chen LJ, Gao SS, Yu ML, Yang ST, and Bai FW. 2014.
Characterization of gas stripping and its integration with acetone-butanol-ethanol
fermentation for high-efficient butanol production and recovery. Biochem Eng J
83:55-61.
Xue C, Zhao J, Liu F, Lu C, Yang ST, and Bai FW. 2013a. Two-stage in situ gas
stripping for enhanced butanol fermentation and energy-saving product recovery.
Bioresour Technol 135:396-402.
Xue C, Zhao J, Lu C, Yang ST, Bai F, and Tang IC. 2012. High-titer n-butanol
production by Clostridium acetobutylicum JB200 in fed-batch fermentation with
intermittent gas stripping. Biotechnol Bioeng 109(11):2746-2756.
Xue C, Zhao XQ, Liu CG, Chen LJ, and Bai FW. 2013b. Prospective and development of
butanol as an advanced biofuel. Biotechnol Adv 31(8):1575-1584.
Yakovlev AV, Shalygin MG, Matson SM, Khotimskiy VS, and Teplyakov VV. 2013.
Separation of diluted butanol-water solutions via vapor phase by organophilic
membranes based on high permeable polyacetylenes. J Membrane Sci 434:99-105.
Yang ST, El-Enshasy HA, and Thongchul N. 2013. Bioprocessing Technologies in
Biorefinery for Sustainable Production of Fuels, Chemicals, and Polymers Preface.
Bioprocessing Technologies in Biorefinery for Sustainable Production of Fuels,
Chemicals, and Polymers:Xvii-Xviii.
Yang XP, Tsai GJ, and Tsao GT. 1994. Enhancement of in-Situ Adsorption on the
Acetone-Butanol Fermentation by Clostridium acetobutylicum. Separ Technol
4(2):81-92.
Yang XP, and Tsao GT. 1995. Enhanced Acetone-Butanol Fermentation Using Repeated
Fed-Batch Operation Coupled with Cell Recycle by Membrane and Simultaneous
Removal of Inhibitory Products by Adsorption. Biotechnol Bioeng 47(4):444-450.
Yu MR, Du YM, Jiang WY, Chang WL, Yang ST, and Tang IC. 2012. Effects of
different replicons in conjugative plasmids on transformation efficiency, plasmid
stability, gene expression and n-butanol biosynthesis in Clostridium
tyrobutyricum. Appl Microbiol Biot 93(2):881-889.
182
Yu MR, Zhang YL, Tang IC, and Yang ST. 2011. Metabolic engineering of Clostridium
tyrobutyricum for n-butanol production. Metab Eng 13(4):373-382.
Zhang K, Zhang LL, and Jiang JW. 2013. Adsorption of C-1-C-4 Alcohols in Zeolitic
Imidazolate Framework-8: Effects of Force Fields, Atomic Charges, and
Framework Flexibility. J Phys Chem C 117(48):25628-25635.
Zhao JB, Yang ST, Jiang WH, and Yang S. 2009. BIOT 305-Evolution of solvent-
producing Clostridium beijerinckii toward high butanol tolerance. Abstr Pap Am
Chem S 238.
Zverlov VV, Berezina O, Velikodvorskaya GA, and Schwarz WH. 2006. Bacterial
acetone and butanol production by industrial fermentation in the Soviet Union:
use of hydrolyzed agricultural waste for biorefinery. Appl Microbiol Biot
71(5):587-597.
Copyright © 2022 FDOKUMEN




















