Mesoporous germanium morphology transformation for lift-off process and substrate re-use
6
Mesoporous germanium morphology transformation for lift-off process and substrate re-use Abderraouf Boucherif, Guillaume Beaudin, Vincent Aimez, and Richard Arès Citation: Applied Physics Letters 102, 011915 (2013); doi: 10.1063/1.4775357 View online: http://dx.doi.org/10.1063/1.4775357 View Table of Contents: http://scitation.aip.org/content/aip/journal/apl/102/1?ver=pdfcov Published by the AIP Publishing This article is copyrighted as indicated in the abstract. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to IP: 132.210.204.85 On: Mon, 11 Nov 2013 18:57:51
-
Upload
usherbrooke -
Category
Documents
-
view
1 -
download
0
Transcript of Mesoporous germanium morphology transformation for lift-off process and substrate re-use

Mesoporous germanium morphology transformation for lift-off process and substratere-useAbderraouf Boucherif, Guillaume Beaudin, Vincent Aimez, and Richard Arès Citation: Applied Physics Letters 102, 011915 (2013); doi: 10.1063/1.4775357 View online: http://dx.doi.org/10.1063/1.4775357 View Table of Contents: http://scitation.aip.org/content/aip/journal/apl/102/1?ver=pdfcov Published by the AIP Publishing
This article is copyrighted as indicated in the abstract. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to IP:
132.210.204.85 On: Mon, 11 Nov 2013 18:57:51

Mesoporous germanium morphology transformation for lift-off processand substrate re-use
Abderraouf Boucherif, Guillaume Beaudin, Vincent Aimez, and Richard AresInstitut interdisciplinaire d’innovation technologique (3IT), Universit�e de Sherbrooke, 2500, boul. Universit�e,Sherbrooke, Qu�ebec J1K 2R1, Canada
(Received 25 October 2012; accepted 20 December 2012; published online 11 January 2013)
The morphology of electrochemically formed mesoporous Ge double-layer and its transformations
during ultra-high-vacuum annealing at 600–700 �C are investigated by scanning electron microscopy.
It was found that the transformation occurs via mass transport at constant volume. The process
transforms the pores into faceted spherical voids. These findings determine the optimal conditions for
the transformation of the mesoporous Ge into a useful structure, which consists of a 1.8 lm thick
monocrystalline Ge film with buried lateral cavities allowing for subsequent lift-off. The
monocrystalline nature of the film and its suitability as a seed layer for GaAs epitaxy are demonstrated
by X-ray diffraction. VC 2013 American Institute of Physics. [http://dx.doi.org/10.1063/1.4775357]
Monocrystalline Ge (mc-Ge) has received increasing in-
terest during the last years for a broad range of applications
because of its unique and superior physical properties.1 It is
characterized by a high mobility, low band gap (0.67 eV)
and compatibility with epitaxial growth of GaAs and other
III–V alloys. Among the promising applications, mc-Ge has
shown its usefulness as a template for epitaxial growth of
multijunction solar cells (MJSC) which are the most efficient
devices for the conversion of solar power into electricity.2
They are used for space and terrestrial concentrated photo-
voltaics (CPV) and have achieved a conversion efficiency
exceeding 40%.3 Additionally, due to its low bandgap, a part
of the mc-Ge substrate constitutes an active subcell that
absorbs the transmitted IR radiation.
In most standard MJSC processes, relatively thick Ge
substrates (130–180 lm) are used for epitaxial templates,
but also to insure mechanical stability and safe handling.
Whereas, only 1–2 lm are sufficient to generate the photocur-
rent that matches the upper subcells.4 The thick substrate rep-
resents a significant share of the total cost of the cell, which
can reach half of the overall cell cost.5 The Ge substrate also
adds extra weight, which reduces the power to mass ratio, a
particularly important parameter for space applications.
Additionally, a part of the initial ingot is lost in the form of
dust during the cutting steps in the wafer production process.
The separation of the inactive part of the Ge wafer from
the rest of the wafer can reduce the thermal and electrical
resistances from the cell circuit, as well as reducing the rela-
tive cost of the wafer by providing the option to re-use it.
The development of such process will help the cell manufac-
turers to become less dependent on the Ge feedstock and on
wafer price fluctuations. In addition, the reduction in the con-
sumption of this relatively rare material is essential for the
future of Ge based devices, in general.
Existing techniques for layer lift-off and transfer include
epitaxial lift-off,6 it requires the epitaxial growth of a sacrifi-
cial layer, usually AlAs,7 that will be etched laterally selec-
tively to the other layers that constitute the device structure.
But, this technique is mostly applied to III–V materials, and
it is applicable to a restricted set of materials that could be
used in the device heterostructures due to etching solution
selectivity.7,8
Layer transfer of thin monocrystalline films using po-
rous materials9 has been reported to be effective. Recently, a
record efficiency for thin mono-crystalline Si solar cell was
achieved using a porosification lift-off technique.10 It was
also applied to grow and transfer high quality GaN layers
and GaN-based devices.11–13 Furthermore, the double poros-
ity structure was applied to GaAs14 and Ge15 as a first step
for the lift-off process of these materials. Advantages of the
porosification over other lift-off techniques include low cost,
large surface area, and compatibility with micro fabrication
facilities and other processing steps.
In order to be suitable for MJSC applications, a sepa-
rated Ge layer needs to fulfil at least the following criteria:
(i) to be a thick monocrystalline film (at least 1 lm to comply
to the current-matching requirement), (ii) to have a controlla-
ble separation layer in order to resist during the processing
step, (iii) to be appropriate as a seed layer for epitaxial
growth of monocrystalline III–V materials.
Besides some preliminary work on Ge porosification
and sintering,15,16 no Ge material with these criteria has been
reported in the literature.
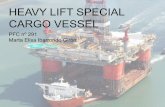
The main idea of the porous Ge lift-off process is illus-
trated in Fig. 1. First, a double porosity layer is formed on
top of a p-type Ge substrate (Fig. 1(a)). The topmost layer is
characterized by a low (<30%) porosity whereas the buried
layer is highly porous (>70%). After ultra-high-vacuum
(UHV) annealing at high temperature, the low porosity top
layer transforms into a mc-Ge film with some voids in it and
will serve later as a seed layer for epitaxial growth the III–V
parts of the MJSC (Fig. 1(b)). On the other hand, the high
porosity layer transforms into a film with large lateral voids
that weakens the interface between the monocrystalline film
and the substrate, creating a so-called a “separation layer.”
After epitaxial growth of III–V layers (Fig. 1(c)), the cell is
bonded to a low cost host substrate and separated from the
original Ge wafer (Fig. 1(d)). The latter can be re-used in
another manufacturing cycle and could potentially yield sev-
eral subsequent MJSC, since the amount of Ge actually
0003-6951/2013/102(1)/011915/5/$30.00 VC 2013 American Institute of Physics102, 011915-1
APPLIED PHYSICS LETTERS 102, 011915 (2013)
This article is copyrighted as indicated in the abstract. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to IP:
132.210.204.85 On: Mon, 11 Nov 2013 18:57:51

removed from the original wafer amounts only to a few
microns thickness. Annealing closes the pores at the surface,
thus re-establishing a surface fit for epitaxial growth.
In the present work, we study morphological changes in
mesoporous Ge (MP-Ge) due to annealing. This effect is
used to produce free standing mc-Ge seeds for epitaxial
growth of III–V materials and could constitute a building
block for producing light-weight and cost-effective MJSC.
MP-Ge double layer formation was carried out in an
O-ring electrochemical cell by bipolar electrochemical etch-
ing with an electrolyte composed of 5:1 volume ratio of HF
(49%) to ethanol. The substrate used was a one-side pol-
ished, Ga-doped, p-type (100) Ge wafer, with a 6� miscut
towards the (111) direction. The wafers were 400 in diameter
with a measured resistivity of 0.04 X cm. To form the porous
layers, a sequence consisting of a 1 s etching step followed
by a 2 s passivation step was used similarly to the procedure
we have used in Ref. 17. The passivation step is necessary to
avoid the dissolution of the already formed porous layer.18
The etching current density was set to 0.57 mA/cm2 for the
low porosity layer and 1.5 mA/cm2 for the high porosity
(separation) layer. The etching time was 2 h for the low po-
rosity layer, and 30 min for the high porosity layer. After
etching, the samples were rinsed in de-ionised water, blown
dry with nitrogen and introduced promptly into the loading
chamber of our chemical beam epitaxy (CBE) reactor.
The annealing of the MP-Ge layers and GaAs over-
growth were carried out in-situ in a VG Semicon VG90H
CBE reactor with a base pressure below 10�6 Torr. The
annealing temperature was in the range of 500–700 �C. Trie-
thylgallium (TEGa) and cracked arsines (AsH3) were used as
the group III and V sources, respectively. The growth temper-
ature was set to 535 �C as measured using real-time band-
edge spectroscopy.
The morphology and thickness of the layers are investi-
gated by a LEO 1530VP scanning electron microscope (SEM)
at an accelerating voltage of 20 kV. Quantitative analysis for
pores size, pore density, and porosity is performed with an
image analysis software.
X-ray rocking curves are measured using a high-resolution
x-ray diffraction (HR-XRD)–Philips MRD in coupled omega-
two theta configuration.
The initial MP-Ge porosity is of paramount importance.
It determines the density of the resulting layers after the
annealing step. SEM pictures in Fig. 2(a) show a cross-
sectional image of the as-porosified MP-Ge double layer.
One can distinguish the presence of a low porosity layer on
top of a high porosity layer. The thicknesses of the layers are
1.25 lm and 0.8 lm, respectively. High resolution SEM
images in Figs. 2(b) and 2(c) give some important details on
morphological properties of the low porosity and high poros-
ity regions. From the comparison of Figs. 2(b) and 2(c), we
can observe that the mesopores display isotropic propagation
independently of the growth current density and no preferen-
tial propagation direction is observed. Additionally, their
density is homogeneous within one layer (i.e., within low
and high porosity regions, respectively). The morphology
could be classified as “sponge-like,” where an individual
pore has a “curved cylindrical” shape with a random direc-
tion. The pores are located in a “grass root”-like geometry
and show an average diameter of 7 nm. The distance between
adjacent pores is random and very small, in the order of few
nanometres.
The porosity is estimated from image analysis to be
23% for the top layer and 73% for the bottom layer. The po-
rosity is observed to increase with the current density during
FIG. 1. Process flow for thin monocrystalline Ge seed formation: (a) forma-
tion of double porosity layer; (b) annealing to create a monocrystalline Ge
seed layers and a separation layer; (c) epitaxial growth of solar cell device
layers; (d) layer transfer to host substrate and Ge substrate re-use.
FIG. 2. (a) Cross-sectional SEM image of a double
porous layer; (b) high magnification SEM image of
the low porosity region; (c) high magnification
SEM image of the high porosity region.
011915-2 Boucherif et al. Appl. Phys. Lett. 102, 011915 (2013)
This article is copyrighted as indicated in the abstract. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to IP:
132.210.204.85 On: Mon, 11 Nov 2013 18:57:51

the electrochemical etching. In the case of Ge porosification,
it is important to protect the initial surface from dissolution
as the porosification proceeds in depth.19 For this purpose, a
2 s passivation with a current density of �1.5 mA/cm2 is
used for both low and high porosity layers.
The results of high temperature annealing of the MP-Ge
double layer are summarized in Fig. 3. It shows that anneal-
ing induces a significant morphology transformation of the
porous material for all the temperatures that are used in this
study. The pores, which are characterized by a long curved
cylindrical shape and which propagate in a “grass-root” like
geometry, transform into closed separated spherical or ellip-
soidal voids. It is also clear from these observations that the
size of the voids increases with annealing temperature. At
the same time, their density is reduced and their shape tends
to be more spherical. The sample shown in Fig. 3(c) gave the
best results in terms of the targeted restructuring; it creates a
relatively thick (1.8 lm) and dense mc-Ge film with voids in
it, somewhat like swiss cheese, with large lateral cavities
underneath, suitable as a separation layer for the lift-off
process.
This transformation is obviously not due to the melting
of MP-Ge as it occurs at temperatures well below the melting
point of Ge, which is 947 �C. The as-prepared MP-Ge is char-
acterised by a high surface to volume ratio and high specific
surface curvature. This creates a gradient in the surface chem-
ical potential, for which surface atoms diffuse from lower
curvature regions to higher curvature regions. The driving
force for this transformation is the system’s tendency to mini-
mize the total surface energy, which results in the reshaping
the porous layer microstructure through surface and bulk dif-
fusion until the equilibrium is reached. This effect is known
as Rayleigh instabilities.20 A similar transformation has been
observed during the annealing of macro-porous porous Si21,22
and in mesoporous Si.23
It was shown by Nichols and Mullins24 that during
annealing of cylindrical pores, surface diffusion inside the
pores creates instability which splits the cylindrical pores
into separated spherically shaped with a characteristic radius
given by Rs ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1:5p
ffiffiffi2p
3p
Rc � 1:88Rc; where Rc is the radius
of the initial cylinder. It was also shown that for a cylindrical
pore with L/Rc� 14.4, (where L is the length of the cylin-
der), the voids will be periodic and separated by a critical
length kc which is given by kc¼ 23/2pRc� 8.9Rc.
In the case of MP-Ge used in our study, for both low
and high porosity layers, the pores have a characteristic aver-
age radius of Rc¼ 3.5 nm and a curved cylindrical shape and
a random direction which makes the distance between adja-
cent pores very small. In most cases, the pores are separated
by a thin Ge wall (crystallite) of a few nanometres thick, as
it could be seen in Fig. 2. This will promote the coalescence
of adjacent pores during the transformation.
The explanation of low porosity region transformation is
consistent with the previous discussion. At 600 �C and
650 �C, the pores transform into isolated spherical voids with
different sizes and some of them have a characteristic radius
up to 25 nm, which corresponds to 7 times Rc. It means that
they are formed by the coalescence of several voids due to
their proximity. They become more spherical later by surface
diffusion. This suggests that in this range of temperatures,
the dominant mass transport mechanism is surface diffusion
inside pores and coalescence of neighbouring voids. At
700 �C, the average size of nanovoids is increased and their
density is reduced. This could be explained by bulk diffusion
of vacancies.25 In this regime, the smallest voids with vol-
ume below a certain critical value Vc will shrink by bulk dif-
fusion towards the voids with larger volume, analogically to
what was already observed during the transformation of po-
rous Si.21 As a result, a significant reduction of internal sur-
face is obtained, which could potentially result in the
reduction of the number of surface states within the film.
This is potentially beneficial for the use of the Ge film in the
active region of the device.26,27 Additionally, the presence of
these randomly distributed voids introduces fluctuations in
the refractive index which results in light scattering that
could lead to substantial enhancement in the absorption coef-
ficient of this material.28
On the other hand, the high porosity region undergoes a
much more severe morphology transformation due to the
presence of more internal surfaces, providing more freedom
FIG. 3. Cross-sectional SEM images showing the
resulting morphology of the mesoporous double
layer structure for 10 min annealing in vacuum at
different annealing temperatures: (a) 600 �C;
(b) 650 �C; (c) 700 �C; (d) evolution of the low
porosity, high porosity, and total layer thicknesses
as a function of annealing temperature.
011915-3 Boucherif et al. Appl. Phys. Lett. 102, 011915 (2013)
This article is copyrighted as indicated in the abstract. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to IP:
132.210.204.85 On: Mon, 11 Nov 2013 18:57:51

for the atoms within this region. The structure evolves from
a high porosity region to a region with spherical voids of
high density and of characteristic radius of 30 nm (Fig. 3(a)),
due to the transformation and coalescence of adjacent pores
by surface diffusion. The high density of voids and their ver-
tical proximity help short-range bulk diffusion to form verti-
cal voids (Fig. 3(b)). These then become more spherical in
shape through surface diffusion and then coalesce to form
the lateral cavities observed in Fig. 3(c).
Interestingly, at these annealing temperatures, we
observe a noticeable increase in the thickness of the top
layer, going from �1.350 lm to �1.780 lm. The thickness
of the high porosity layer is reduced, as large lateral cavities
are formed. Finally, a roughly 200 nm thick, high density
smooth layer appears at the interface between the two
regions. This is accompanied with a reduction in thickness of
the high porosity film and creation of large lateral cavities.
This indicates that the deep end of the low porosity film is
very rough, which locally creates several regions with high
curvature that favours the diffusion and migration of Ge
atoms from high to low porosity regions, therefore “feeding”
the low porosity region with extra atoms to fill its voids and
help growing a dense monocrystalline region. Fig. 3(d)
shows the evolution of the low porosity layer, the high poros-
ity layer, and the total thickness for different temperatures.
Contrary to the study of Rojas et al.16 that showed a decrease
in the thickness of the porous layer after annealing, the total
thickness of the double layer structure investigated in our
study remains unchanged over this annealing temperature
range, providing evidence that the morphology transforma-
tion occurs at constant volume. In other words, the transfor-
mation occurs by a redistribution of the material over the
same volume. The thicknesses of both layers remain
unchanged for annealing temperatures 600 �C and 650 �C,
the thickness of the low porosity region increases signifi-
cantly for annealing temperature 700 �C due to atom migra-
tion from the high porosity to the low porosity region as was
discussed earlier.
High magnification, cross-sectional SEM image of the
low porosity region annealed at 700 �C is shown in Fig. 4. It
shows that the voids tend to develop facets with clearly
defined orientations. The angle between an horizontal and
the closest inclined facet is 55�6 5� which is in agreement
with the angle of 54.7� between (100) and (111) planes in a
diamond structure. These two crystallographic planes are
known to have the smallest surface energy and therefore are
the most stable facets. This uniform faceting is an indication
that the layer is monocrystalline.29
In order to confirm the monocrystalline nature of
reshaped/reorganised MP-Ge layers and their suitability as a
seed layer for epitaxial growth of III–V materials, a GaAs
layer of �400 nm in thickness was grown after the annealing
process at 700 �C. XRD patterns are shown in Fig. 5. The as-
porosified sample shows an asymmetric peak. The main
peak is due to the mc-Ge substrate and the asymmetry is
attributed to MP-Ge layers. This suggests that the MP-Ge
layers remain monocrystalline after the porosification pro-
cess. A similar effect was observed for porous Si.30 In addi-
tion, the asymmetry which appears at a lower angle indicates
that the lattice constant of MP-Ge is slightly higher than the
one of Ge. The asymmetric shape could be related to an in-
depth lattice parameter variation due to the double porosity
layer. After annealing at 700 �C and the growth of a GaAs
layer, we observe that the asymmetric component of the Ge
peak disappears. This is attributed to coalescence of the crys-
tallites into larger ones with bulk-like properties. On the
other hand, we note the presence of a higher angle peak
which is typical for a GaAs epilayer.31 The full width half
maximum (FWHM) is 18 arcsec as compared to 14 arcsec
for a typical GaAs grown on bulk Ge by CBE.32
The potential of using this approach for layer transfer is
demonstrated in Fig. 6. A scriber was used to apply mechani-
cal stress on the porous structure and its separation from its
original substrate was observed by SEM. The separation
occurs through the breaking of the nano-pillars that remain
in the bottom (separation) layer. Bonding a similar structure
to a foreign substrate would allow the remaining part of Ge
wafer to be re-used for another solar cell fabrication cycle.
In conclusion, morphology transformation of mesopo-
rous Ge double layer by UHV annealing at temperatures in
the range of 600–700 �C occurs by surface and bulk diffu-
sion at constant volume. This allows the formation of a
monocrystalline layer with buried cavities underneath. The
monocrystalline nature of the Ge layer and its suitability as a
seed layer for epitaxy is confirmed by X-ray diffraction rock-
ing curves. The weakened interface allows subsequent
release of the membrane by applying an external stress. We
believe these findings represent a critical step for producingFIG. 4. High magnification cross-sectional SEM image of the low porosity
layer annealed at 700 �C showing faceting.
FIG. 5. X-ray rocking curve of MP double layers before annealing, and after
annealing at 700 �C and epitaxial growth of GaAs layer.
011915-4 Boucherif et al. Appl. Phys. Lett. 102, 011915 (2013)
This article is copyrighted as indicated in the abstract. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to IP:
132.210.204.85 On: Mon, 11 Nov 2013 18:57:51

cost-effective thin monocrystalline Ge seed layers from the
bulk that could be used for layer transfer of multijunction so-
lar cells or any other III–V semiconductor heterostructures
on Ge.
The authors would like to greatly acknowledge �Eric
Breton for the technical assistance and the 3IT epitaxy team
for fruitful discussions.
1C. Claeys and E. Simoen, Germanium Based Technologies (Elsevier,
2007), p. 449.2S. Kurtz and J. Geisz, Opt. Express 18, A73 (2010).3M. A. Green, K. Emery, Y. Hishikawa, W. Warta, and E. D. Dunlop, Prog.
Photovoltaics 20, 12 (2012).4D. Aiken, in Conference Record of the Twenty-Eighth IEEE PhotovoltaicSpecialists Conference (IEEE, 2000), pp. 994–997.
5Z. S. Judkins, A Market Analysis for High Efficiency Multi-Junction SolarCells Grown on SiGe (Massachusetts Institute of Technology, Cambridge,
2007).6E. Yablonovitch, T. Gmitter, J. P. Harbison, and R. Bhat, Appl. Phys. Lett.
51, 2222 (1987).7J. J. Schermer, G. J. Bauhuis, P. Mulder, W. J. Meulemeesters, E.
Haverkamp, M. M. A. J. Voncken, and P. K. Larsen, Appl. Phys. Lett.
76, 2131 (2000).8G. J. ~A. Bauhuis, P. Mulder, E. J. Haverkamp, J. C. C. M. Huijben, and
J. J. Schermer, Sol. Energy Mater. Sol. Cells 93, 1488 (2009).9L. Canham, Properties of Porous Silicon (INSPEC, 1997), p. 416.
10J. Petermann and D. Zielke, Prog. Photovoltaics 20, 1 (2012).11C. B. Soh, H. Hartono, S. Y. Chow, S. J. Chua, and E. A. Fitzgerald, Appl.
Phys. Lett. 90, 053112 (2007).12C. D. Yerino, Y. Zhang, B. Leung, M. L. Lee, T.-C. Hsu, C.-K. Wang,
W.-C. Peng, and J. Han, Appl. Phys. Lett. 98, 251910 (2011).13Y. Zhang, B. Leung, and J. Han, Appl. Phys. Lett. 100, 181908
(2012).
14E. Garralaga Rojas, B. Terheiden, H. Plagwitz, C. Hampe, D. Tutuc, R.
Haug, and R. Brendel, Phys. Status Solidi A 206, 2875 (2009).15E. Garralaga Rojas, B. Terheiden, H. Plagwitz, J. Hensen, C. Baur, G. F.
X. Strobl, and R. Brendel, Electrochem. Commun. 12, 231 (2010).16E. Garralaga Rojas, J. Hensen, C. Baur, and R. Brendel, Sol. Energy
Mater. Sol. Cells 95, 292 (2011).17S. Tutashkonko, A. Boucherif, T. Nychyporuk, A. Kaminski-Cachopo, R.
Ares, M. Lemiti, and V. Aimez, “Mesoporous Germanium formed by
bipolar electrochemical etching,” Electrochim. Acta 88, 256 (2013).18B. H. F€oll, S. Langa, J. Carstensen, M. Christophersen, and I. M.
Tiginyanu, Adv. Mater. 15, 183 (2003).19E. Garralaga Rojas, H. Plagwitz, B. Terheiden, J. Hensen, C. Baur, G. La
Roche, G. F. X. Strobl, and R. Brendel, J. Electrochem. Soc. 156, D310
(2009).20L. Rayleigh, Proc. London Math. Soc. s1–s10, 1–10 (1878).21M. Y. Ghannam, A. S. Alomar, J. Poortmans, and R. P. Mertens, J. Appl.
Phys. 108, 074902 (2010).22K. Sudoh, H. Iwasaki, R. Hiruta, H. Kuribayashi, and R. Shimizu, J. Appl.
Phys. 105, 083536 (2009).23O. Tobail, M. Reuter, S. Eisele, and J. H. Werner, Sol. Energy Mater. Sol.
Cells 93, 710 (2009).24F. A. Nichols and W. W. Mullins, J. Appl. Phys. 36, 1826 (1965).25N. L. McCartney, Acta Metall. 25, 221 (1977).26M. Banerjee, S. K. Dutta, U. Gangopadhyay, D. Majumdar, and H. Saha,
Solid-State Electron. 49, 1282 (2005).27M. Banerjee, S. K. Datta, and H. Saha, Nanotechnology 17, 163 (2006).28D. Majumdar, S. Chatterjee, M. Dhar, S. K. Dutta, and H. Saha, Sol.
Energy Mater. Sol. Cells 77, 51 (2003).29G. Muller and R. Brendel, Phys. Status Solidi A 182, 313 (2000).30D. Buttard, D. Bellet, G. Dolino, and T. Baumbach, J. Appl. Phys. 83,
5814 (1998).31S. Agarwal, R. Tyagi, M. Singh, and R. Jain, Sol. Energy Mater. Sol. Cells
59, 19 (1999).32J.-H. Lee, H. Suzuki, X. Han, M. Inagaki, K. Ikeda, N. Kojima, Y.
Ohshita, and M. Yamaguchi, in 35th IEEE Photovoltaic SpecialistsConference (2010), Vol. 1, p. 002070.
FIG. 6. Low magnification SEM image showing layer separation and, thus, the potential for the lift-off processes.
011915-5 Boucherif et al. Appl. Phys. Lett. 102, 011915 (2013)
This article is copyrighted as indicated in the abstract. Reuse of AIP content is subject to the terms at: http://scitation.aip.org/termsconditions. Downloaded to IP:
132.210.204.85 On: Mon, 11 Nov 2013 18:57:51