
Mechanical performance of epoxy matrix hybrid nanocomposites containing carbon nanotubes and...
10
Effect of ultragrain refinement on quenching and partitioning steels manufactured by a novel method Ran Ding a , Di Tang a,b,c , Aimin Zhao a,b,c, ⁎, Hui Guo b,c , Jianguo He a , Chao Zhi a a Engineering Research Institute, University of Science and Technology Beijing, Beijing 100083, China b Beijing Laboratory of Metallic Materials and Processing for Modern Transportation, Beijing 100083, China c Collaborative Innovation Center of Steel Technology, Beijing 100083, China abstract article info Article history: Received 29 May 2015 Received in revised form 4 August 2015 Accepted 17 August 2015 Available online 20 August 2015 Keywords: Steels Microstructure Mechanical property Ultrafine grain Retained austenite In this study, ultrafine grained (UFG) quenching and partitioning steels was achieved by using tempered and deformed martensite as the pre-microstructure of the quenching and partitioning treatment. Compared with those manufactured through the conventional routine, superior mechanical properties were realized in UFG steels by using tempered and deformed martensite as the pre-microstructure of the quenching and partitioning treatment. The grain subdivision mechanism during deformation and the microstructure evolution during heating were investigated. Effect of carbide on the grain subdivision and its pinning effect against grain growth is highlighted. The proposed method produced UFG steels with considerable amount of retained austenite, which contributed to the enhanced mechanical properties of investigated steels. © 2015 Elsevier Ltd. All rights reserved. 1. Introduction Throughout the main strengthening mechanisms, grain refinement as the best method enhancing both strength and toughness, have been extensively investigated in recent years. Ultra-fine grained (UFG) steels, which have shown attractive improvement of strength without extensive alloying, draw wide attention for replacing conventional low-alloyed high strength steels. Most existing methods for producing UFG structure in low-alloyed steels are based on severe plastic deforma- tion (SPD) [1–8], in which large accumulated plastic strains were introduced at ambient or elevated temperatures. Representative SPD methods include high pressure torsion (HPT) [2,3], equal-channel angu- lar pressing (ECAP) [4,5] and accumulative roll bonding (ARB) [6,7], etc. Although nanoscaled microstructure is promisingly obtained, specific devices and processes are acquired while the mass production is difficult. One alternative technique for producing UFG microstructures could be warm rolling or temperforming [9,10], which is characterized by large strain warm deformation. UFG grains are obtained through pro- nounced recovery progress and rearrangement of dislocations during the deformation and subsequent annealings. Another effective strategy depends on low-temperature intercritical annealing of steels with ele- vated manganese or nickel content [11,12], which is characterized by a desirable ductility due to large amount of retained austenite. With a high alloy content, the intercritical region is lowered thus the grain growth is retarded and UFG duplex microstructure is obtained. Further- more, manganese or nickel as the stabilizer of austenite dramatically enhances the fraction of retained austenite and improves the ductility of the steel by significant transformation induced plasticity (TRIP) effect. A new and simple way to produce UFG steels without SPD is charac- terized by conventional cold rolling of martensite of low-carbon steels, in which only a relatively small rolling reduction is needed to produce the UFG structure [13,14]. The quick grain subdivision during the cold rolling is attributed to the fine and multilevel structure of martensitic microstructure (i.e. the segmentation of prior austenite grain into packets, blocks, sub-blocks and laths), while the interaction of transfor- mation dislocations and deformation dislocations, as well as supersatu- rated carbon atoms in the martensite are also expected to facilitate grain subdivision by causing inhomogeneous deformation [13,15]. Cold rolling of martensite requires significantly less strain to obtain UFG structures, but the deformation of virgin martensite requires a high loading for cold working and the steels are prone to transverse cracks during cold rolling [16], especially for steels containing higher alloy ele- ments, which has restricted the application of this method. A common challenge in UFG steels is that the grain refinement below 1–2 μm significantly enhances the strength of steels, but the work-hardening ability during plastic deformation is not increased accordingly and the ductility of UFG steel is deteriorated [1,8]. The Materials and Design 87 (2015) 640–649 ⁎ Corresponding author at: Engineering Research Institute, University of Science and Technology Beijing, Beijing 100083, China. E-mail address: [email protected] (A. Zhao). http://dx.doi.org/10.1016/j.matdes.2015.08.073 0264-1275/© 2015 Elsevier Ltd. All rights reserved. Contents lists available at ScienceDirect Materials and Design journal homepage: www.elsevier.com/locate/jmad
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Mechanical performance of epoxy matrix hybrid nanocomposites containing carbon nanotubes and...

Materials and Design 87 (2015) 640–649
Contents lists available at ScienceDirect
Materials and Design
j ourna l homepage: www.e lsev ie r .com/ locate / jmad
Effect of ultragrain refinement on quenching and partitioning steelsmanufactured by a novel method
Ran Ding a, Di Tang a,b,c, Aimin Zhao a,b,c,⁎, Hui Guo b,c, Jianguo He a, Chao Zhi a
a Engineering Research Institute, University of Science and Technology Beijing, Beijing 100083, Chinab Beijing Laboratory of Metallic Materials and Processing for Modern Transportation, Beijing 100083, Chinac Collaborative Innovation Center of Steel Technology, Beijing 100083, China
⁎ Corresponding author at: Engineering Research InstTechnology Beijing, Beijing 100083, China.
E-mail address: [email protected] (A. Zhao).
http://dx.doi.org/10.1016/j.matdes.2015.08.0730264-1275/© 2015 Elsevier Ltd. All rights reserved.
a b s t r a c t
a r t i c l e i n f oArticle history:Received 29 May 2015Received in revised form 4 August 2015Accepted 17 August 2015Available online 20 August 2015
Keywords:SteelsMicrostructureMechanical propertyUltrafine grainRetained austenite
In this study, ultrafine grained (UFG) quenching and partitioning steels was achieved by using tempered anddeformed martensite as the pre-microstructure of the quenching and partitioning treatment. Compared withthose manufactured through the conventional routine, superior mechanical properties were realized in UFGsteels by using tempered and deformed martensite as the pre-microstructure of the quenching and partitioningtreatment. The grain subdivision mechanism during deformation and the microstructure evolution duringheating were investigated. Effect of carbide on the grain subdivision and its pinning effect against grain growthis highlighted. The proposed method produced UFG steels with considerable amount of retained austenite,which contributed to the enhanced mechanical properties of investigated steels.
© 2015 Elsevier Ltd. All rights reserved.
1. Introduction
Throughout the main strengthening mechanisms, grain refinementas the best method enhancing both strength and toughness, havebeen extensively investigated in recent years. Ultra-fine grained (UFG)steels, which have shown attractive improvement of strength withoutextensive alloying, draw wide attention for replacing conventionallow-alloyed high strength steels. Most existing methods for producingUFG structure in low-alloyed steels are based on severe plastic deforma-tion (SPD) [1–8], in which large accumulated plastic strains wereintroduced at ambient or elevated temperatures. Representative SPDmethods include high pressure torsion (HPT) [2,3], equal-channel angu-lar pressing (ECAP) [4,5] and accumulative roll bonding (ARB) [6,7], etc.Although nanoscaled microstructure is promisingly obtained, specificdevices and processes are acquired while the mass production isdifficult. One alternative technique for producing UFG microstructurescould be warm rolling or temperforming [9,10], which is characterizedby large strainwarmdeformation. UFGgrains are obtained through pro-nounced recovery progress and rearrangement of dislocations duringthe deformation and subsequent annealings. Another effective strategydepends on low-temperature intercritical annealing of steels with ele-vated manganese or nickel content [11,12], which is characterized by
itute, University of Science and
a desirable ductility due to large amount of retained austenite. With ahigh alloy content, the intercritical region is lowered thus the graingrowth is retarded and UFG duplexmicrostructure is obtained. Further-more, manganese or nickel as the stabilizer of austenite dramaticallyenhances the fraction of retained austenite and improves the ductilityof the steel by significant transformation induced plasticity (TRIP)effect.
A new and simple way to produce UFG steels without SPD is charac-terized by conventional cold rolling of martensite of low-carbon steels,in which only a relatively small rolling reduction is needed to producethe UFG structure [13,14]. The quick grain subdivision during the coldrolling is attributed to the fine and multilevel structure of martensiticmicrostructure (i.e. the segmentation of prior austenite grain intopackets, blocks, sub-blocks and laths), while the interaction of transfor-mation dislocations and deformation dislocations, as well as supersatu-rated carbon atoms in themartensite are also expected to facilitate grainsubdivision by causing inhomogeneous deformation [13,15]. Coldrolling of martensite requires significantly less strain to obtain UFGstructures, but the deformation of virgin martensite requires a highloading for cold working and the steels are prone to transverse cracksduring cold rolling [16], especially for steels containing higher alloy ele-ments, which has restricted the application of this method.
A common challenge in UFG steels is that the grain refinementbelow 1–2 μm significantly enhances the strength of steels, but thework-hardening ability during plastic deformation is not increasedaccordingly and the ductility of UFG steel is deteriorated [1,8]. The

Fig. 1. Quenching and partitioning procedure applied to the investigated steels.
641R. Ding et al. / Materials and Design 87 (2015) 640–649
lack of work hardening of UFG steels is due to themore pronounced dy-namic recovery in fine grains which reduces the accumulation of dislo-cations inside grains, and consequently decrease the work hardeningwhen compared with the coarse grained counterparts.
Some methods is developed to restore the ductility of UFG steels bymeans of subsequent heat treatments. One is developing bimodal struc-tures, where the fine grains guarantee the high strength and the coarsegrains offer the work hardening by the intragranular dislocation multi-plication [17,18]. Another method is introducing fine carbide particlesormartensite islands to improve thework-hardening ability by generat-ing geometrically necessary dislocations nearby [19,20]. For example,tempering after ARB process, or cold rolling of martensite can produceUFG ferrite with uniformly distributed carbides with nanosizes[15,21], while intercritical annealing and subsequent quenching of thesame pretreatments can give a UFG dual phase steels [9,22]. Further-more, in the case of UFG TRIP steels with elevated amount of Mn orNi, high elongations can be realized due to the beneficial effect ofretained austenite. Therefore, introducing second phases is an effec-tive method for enhancing the ductility of UFG steels at roomtemperature.
Multiphase steels are put forward to be ideal solutions that cater tothe demand of developing new advanced high strength steels (AHSS),which are employed to meet the restrictions on fuel consumption andsafety in the automotive industry. One promising heat treatment pro-cess, known as “quenching and partitioning” (Q&P), has been shownto be a novel option for the production of high strength steels with sig-nificant amounts of retained austenite, and excellent strength/ductilitycombinations [23–25]. The Q&P process is characterized by quenchingfrom a partial or fully austenization to a defined temperature betweenthe martensitic start temperature (Ms) and the martensite finishtemperature (Mf), to form a certain amount of martensite, and thenisothermal holding at a given temperature to motivate the carbon todiffuse from the supersaturated martensite to austenite. Consequently,a multiphase microstructure is realized which is consisted of ferrite(in the case of partial austenization), martensite and retained austenite[26].
In this study, UFG steels with considerable amount of retained aus-tenite was obtained by a new method using tempered and deformedmartensite as the pre-microstructure of the Q&P process. The presentedprocess avoided direct cold rolling of as-quenched martensite, thus theloading for cold working and the probability of transverse cracks duringcold rolling was lowered, while UFG multiphase microstructure couldstill obtained. Significant grain refinement was realized after the heattreatment which enhanced the strength of the steels without sacrificethe ductility. The microstructural evolution and the corresponding me-chanical property compared with the coarse counterpart wereinvestigated.
2. Experimental
The chemical composition is very important to the property of Q&Psteels. Carbon and manganese are important elements stabilizing theretained austenite and increase the hardenability, but excessive ofthem can deteriorate the weldability. Silicon was added because itdoes not dissolve in cementite and thus delays carbides precipitationduring partitioning process, which could act as sinks of carbon anddilute the carbon enrichment of austenite. The composition of theinvestigated steel in this work was 0.19C–1.87Si–1.49Mn (wt.%). TheAC1, AC3 temperatures and Ms temperature corresponding to 820 °Cwere measured by dilatometry to be 739 °C, 895 °C and 160 °C, respec-tively. After 50 kg vacuum melting, the ingots were forged and hotrolled, with the final rolling temperature of 870 °C and coiling at660 °C for 1 h, and then furnace cooled. Ultrafine grained quenchingand partitioning steels (UFG Q&P) and its coarse grained counterpart(CG Q&P) were produced by adopting different pre-microstructure be-fore Q&P heat treatment. For UFG Q&P steels, hot rolled steels were
austenitized at 950 °C for 10 min, followed by water quenching andtempering at 550 °C for 2 h, and then cold rolled with total reductionsof 50%. In comparison, as-hot rolled steels were applied the same coldrolling process with a total reduction of 50% but without priorquenching and tempering for producing CG Q&P steels. SubsequentQ&P heat treatments of both investigated steels were conducted inGleeble 3500 machine and outlined as Fig. 1. The resulting microstruc-tures were observed by ZEISS AX10 optical microscope (OM) andZeiss ULTRA 55-type field emission scanning electron microscopy(FE-SEM) after etching with 3% nital. Transmission electronmicroscopy(TEM) was performed by using Tecnai G2 F30 S-TWIN-type transmis-sion electron microscope and TEM samples were obtained by punchingfrom the same region of the specimens, then followed by double-jetthinning in the electrolyte of 5% perchloric acid and 95% glacial aceticacid, as the voltage was 20 V and the temperature −20 °C. Electronbackscattered diffraction (EBSD) equipped in FE-SEM was performedwith 20 kV and a step size of 0.06 μm, and the acquired data wasprocessed with Channel 5 software provided by Oxford HKL Technolo-gy. X-ray diffraction (XRD) tests were performed using Cu-Kα radiationoperating at 40 kV and 150mA. The volume fraction of retained austen-ite was obtained based on a direct comparisonmethod of the integratedintensities of the (200)γ, (220)γ, (311)γ, (200)α and (211)α diffractionpeaks. Samples for EBSD and XRD were ground and electrolyticallypolished in the electrolyte of 20% perchloric acid and 80% ethanol at15 V for 30 s. Dog-bone-shaped tensile specimens were machinedwith a gauge length of 15mmand a gaugewidth of 3mm,with the ten-sile direction parallel to the rolling direction. The tensile strain andstress were recorded through an extensometer with gauge length of12.5 mm. Tensile samples were tensioned at strain rate of 10−3/s inan Instron machine at room temperature and the average values fromthree test samples are reported. Additional interrupted tensile tests atstrain of 0.05, 0.10, 0.15, and 0.20 were carried out to estimate the ex-tent of strain induced transformation of austenite to martensite usingXRD analysis. The strain-hardening behavior was investigated as an ap-proximation to the Hollomon equation (σt = kεtn, with σt, true strain, εt,true stress, k, the strength coefficient and n, the strain-hardening expo-nent.) between 2% and the uniform elongation. The instantaneousstrain-hardening exponent, was calculated from the true stress–straincurves as:
n ¼ dlnσ t=dlnεt :

642 R. Ding et al. / Materials and Design 87 (2015) 640–649
3. Results and discussion
3.1. Microstructure characterizations before annealing
After conventional hot rolling and coiling, the investigated steelshowed a typical ferrite + pearlite microstructure as shown inFig. 2(a). Subsequent cold rolling resulted in a fibrous structure parallelto the rolling direction (RD), while both ferrite and pearlite weredeformed as shown in Fig. 2(b). Deformed pearlite regions would actas preferential nucleation sites of austenite, resulting heterogeneousdistributed coarse austenite islands within the ferrite matrix [27,28].
As-quenchedmicrostructure is shown in Fig. 3(a), which exhibited atraditional martensitic microstructure. After tempering at 550 °C, largeamount of carbides formed in the tempered martensitic matrix asshown in Fig. 3(b). The coarsening of the lath structure was interpretedby the disappearance of some boundarieswithin the as-quenched steelsasmanifested by larger more uniformly etching areas [29]. As a result ofcold rolling, it exhibited an elongated lamellar structure parallel to RD,as shown in Fig. 3(c). It's worth noting that unlike cold rolling of virginmartensite, which possessed three kinds of deformation microstruc-tures at a moderate cold rolling reduction, defined as lamellar disloca-tion cells (LDC), irregularly bent laths (IBL) and kinked laths (KL)[13,14], in the case of tempered and cold rolledmartensite,most laths ro-tated to the direction parallel to RD similar to LDC. Comparedwith the di-rect rolling of virgin martensite, which required 70% reduction [14] toobtain a full LDC microstructure, tempered martensite displayed a dra-matic reduction of microhardness from 489 HV to 311 HV, thus plasticdeformation resistance was reduced and the roll-ability was improved,accelerating the formation of lamellar microstructure embedded withdispersed carbides parallel to RD under just 50% cold reduction.
The detailed microstructure characterizations of tempered and de-formed conditions were not clearly presented in SEM micrographs, soEBSD analysis were conducted as shown in Fig. 4. Revealed by imagequality maps, after high temperature tempering, some lath boundarieswere annihilated and coarsened acicular structures were developed aspointed out by arrows in Fig. 4(b). The cold rolling of temperedmartensite resulted lamellar structure and nanoscaled cells as shownin Fig. 4(c), which indicated that large amount of grain subdivisionoccurred during the rolling of tempered martensite despite the factthat the microstructure was coarsened to some extent. The detailgrain subdivision mechanism will be further discussed in Section 3.3.
3.2. Microstructure characterizations after Q&P process
Resulting microstructures of subsequent Q&P process are shown inFig. 5(a) and (b). In the case of CGQ&P steels, considering deformed fer-rite and pearlite as the startingmicrostructure, resultingmicrostructure
Fig. 2. (a) OMmicrograph of as-hot rolled microstructure and (b) SEM micrograph of cold ro
was consisted of primary martensite which formed during partialquenching process followed by carbon depletion and tempering inpartitioning region (M1), carbon enriched retained austenite/secondarymartensite which formed during the final cooling to room temperature(RA/M2), and polygonal ferrite with a relatively large size (PF). Theseconstituents were consistent with the conventional microstructure ofQ&P steels and could be identified due to their different etching re-sponses [26,27,30]. By contrast, UFG microstructure was obtainedwhen tempered and deformed martensite was adopted as the pre-microstructure of the Q&P process. Similarly, M1,RA/M2 and PF werealso revealed in the UFG microstructure. However, grain sizes of theconstituents, especially PF in both steels were much different whichare given in Table 1. M1 and RA/M2 were all products of intercriticalaustenite, so it should be noticed that M1 in UFG-Q&P was originatedfrom austenite which had a relatively larger size. This phenomenoncould be ascribed to its lower stability compared with the fine austeniteagainst martensitic transformation. Notably, there was a small portionof bainite in the microstructure of CG Q&P steels, while it barely existedin the UFG microstructure. According to the results of UFG dual phasesteels produced by warm rolling and subsequent annealing [31], grainrefinement exerted a significant effect on decreasing the critical coolingrate of martensitic transformation and depressing the formation of bai-nite/pearlite during continuous cooling. On the other hand, Matsuzakiand Bhadeshia [32] pointed out that in the low-carbon steel alloyedwith suitable amount of Si and Mn, the overall kinetics of isothermalbainite transformation was limited by the limited nucleation sites, andthe refinement of the austenite retarded the overall bainitic reactionrate. Therefore, UFG Q&P exhibited a higher hardenability comparedwith the coarse grained counterpart, and the isothermal bainitetransformation during the partitioning process was suppressed.
EBSD analysis of investigated steels is shown in Fig. 5(c) and (d),which combine image quality map and color code phase map showingthe austenite (face-centered cubic phase) in blue. Similar to the resultsof SEM observation, ultra-fine grained structure was obtained. More-over, considerable amount of retained austenite was preserved inUFG-Q&P steels that its volume fraction determined with XRD resultwas 14.3± 0.4%.M1 andM2 could be clearly distinguished by the inter-pretation of the image quality as indicated by the arrows. M2 was char-acterized as the dark region which possesses low qualities of Kikuchibands owing to their high defect densities [33,34]. Meanwhile, M1which underwent carbon depletion and recovery during partitioningprocess, exhibited relatively higher image quality compared with M2,and some lath structures were revealed. The presented unrecrystallizedregions indicated that recrystallization of ferrite was heavily inhibitedas indicated in Fig. 5(c). By contrast, CG-Q&P showed a coarse ferritematrix and lower retained austenite content (10.5 ± 0.3%) which wasattributed to the decreased stability of larger size of austenite.
lled microstructure without pre-quenching and tempering for producing CG Q&P steel.
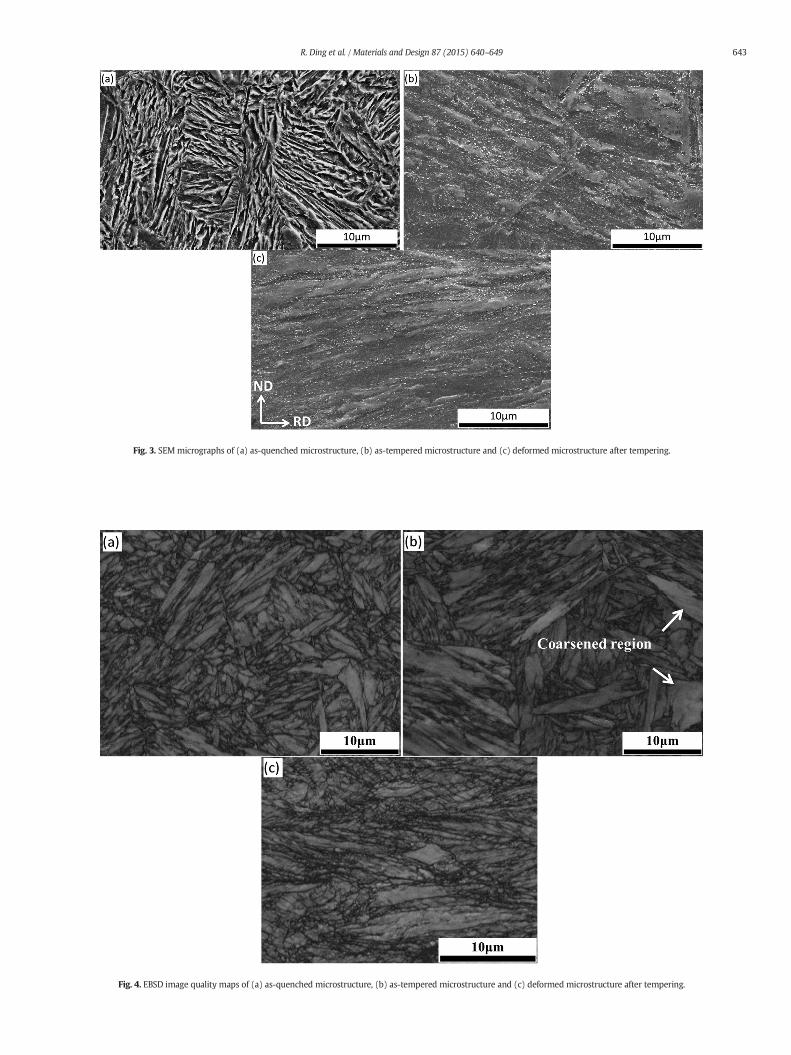
Fig. 3. SEMmicrographs of (a) as-quenched microstructure, (b) as-tempered microstructure and (c) deformed microstructure after tempering.
Fig. 4. EBSD image quality maps of (a) as-quenched microstructure, (b) as-tempered microstructure and (c) deformed microstructure after tempering.
643R. Ding et al. / Materials and Design 87 (2015) 640–649

Fig. 5. SEMmicrostructures of (a) UFG-Q&P, (b) CG-Q&P and EBSD analysis of (c) UFG-Q&P, (d) CG-Q&P, combined image quality map and color code phasemap showing the austenite inblue. M1,M2, RA, UR and B refers to primarymartensite, secondarymartensite, retained austenite, unrecrystallized region and bainite respectively. (For interpretation of the references tocolor in this figure legend, the reader is referred to the web version of this article.)
644 R. Ding et al. / Materials and Design 87 (2015) 640–649
3.3. Grain refinement mechanism during deformation of temperedmartensite
Significant grain refinement was achieved as tempered anddeformed martensite being the pre-microstructure of Q&P process.Therefore the deformation structure of tempered martensite was fur-ther studied by TEM as shown in Fig. 6. The deformed microstructurewas very similar to the as-deformed microstructure produced by SPD[35]. The corresponding electron diffraction pattern (EDP) inFig. 6(b) exhibits ring-like patterns, indicating that grain subdivisionwas occurred during the deformation. A close examination of themicro-structurewith highermagnification,which is shown in Fig. 6(c) and (d),revealed that dislocation-tangle zones [36] were formed near thecarbide particles. It is proposed that sufficient grain subdivision duringrolling and homogeneously dispersed carbide acting as obstacles tothe grain growth, refined the microstructure before annealing.Although the dislocation density was reduced during tempering,substantial portion of transformation induced dislocations could be pre-served and interactedwith deformation introduced dislocations that fa-cilitated the formation of cell blocks with large misorientation duringrolling [15,37]. At the same time, fine cementite particles dispersed in
Table 1Mechanical properties of investigated steels, where YS the yield strength, UTS theultimate tensiƒF the fraction of ferrite, ƒRA the fraction of retained austenite obtained from XRD results.
Sample YS (MPa) UTS (MPa) UEL (%) TEL (%)
CG-Q&P 370 ± 5 964 ± 13 16.3 ± 0.2 20.2 ± 0.9UFG-Q&P 641 ± 12 1140 ± 23 15.3 ± 0.6 21.4 ± 0.5
thematrix could introduced local heterogeneous deformations, produc-ing areas with high density of dislocations and were beneficial for thegrain subdivision [36]. Thus, the deformation structure was sufficientlyrefined which was beneficial to obtaining UFG intercriticalmicrostructure.
3.4. Microstructure evolution during Q&P annealing
It iswell known that intercriticalmicrostructure evolution is primar-ily controlled by the competition between the formation of austeniteand the recrystallization of the matrix. When austenite formed inunrecrystallized or partially recrystallized matrix due to, for example,ultra-high heating speed, small austenite islands yielded a strongpinning effect on the growth of ferrite grain boundaries [38]. Mean-while, deformation defects as preferred nucleation sites of recrystallizedferrite, were consumed by the formation of austenite. Consequently, therecrystallization of ferrite was retarded and the microstructure was re-fined. In the case of UFG-Q&P steels of this study, the recrystallizationofmatrix could be delayed by thepinning effect of uniformly distributedcarbide and, subsequent formed austenite, which was also finely dis-persed due to increased preferred nucleation sites, such as enhanced
le strength, UEL the uniformelongation, TEL the total elongation, GS the grain size of ferrite,
n K (MPa) GS (μm) ƒF (%) ƒRA (%)
0.27 ± 0.2 1803 ± 72 3.9 55 10.5 ± 0.30.21 ± 0.1 2001 ± 24 1.1 51 14.3 ± 0.4

Fig. 6. (a) TEM micrographs of tempered and deformed martensite, (b) corresponding electron diffraction pattern of (a), (c) TEM micrographs of carbides and surrounding densedislocation-tangle zones (DTZ), (d) enlargement of selected area in (c).
645R. Ding et al. / Materials and Design 87 (2015) 640–649
amount of subgrain boundaries and carbide/ferrite boundaries. More-over, large austenite transformed to martensite after partial quenchingduring Q&P steels, which was also a refinement of microstructure [13].
To better understand the microstructure evolution of the UFGmicrostructure during intercritical annealing, samples in temperedand deformed conditions were annealed at 820 °C for times of 15, 60,120 s with subsequently immediately interrupt quenching, and corre-sponding SEMmicrostructures were shown in Fig. 7(a), (b) and (c), re-spectively. When fast heated to 820 °C for 15 s, austenite islands wereformed in thematrix, while considerable amount of carbide particles re-main undissolved. It is well known that the static recrystallization andthe growth of the recrystallized grains can be strongly restricted bythe pinning effect of the carbide particles located in the grain bound-aries [22,31,37]. The pinning forces were related to the interparticlespacing and the sizes of carbide particles. When the pinning force waslarger than the driving force for recrystallization, recrystallizationcould be completely restrained [39]. During intercritical annealing, thecarbide particles dissolved while austenite formed simultaneously,which was enriched with C and Mn. Likewise, small austenite islandscan also impose a strong pinning effect on the ferrite sub-grain bound-aries and grain boundaries, which can retard the boundary migration
and the recrystallization of ferrite as well as the fine carbides[22,40–42]. Therefore, the decreasing pinning effect of dissolvingcarbides was superseded by the effect of austenite islands. It could beclearly observed in Fig. 7(b) that after annealing of 60 s, large amountof austenite was formed and most carbides were dissolved. Neverthe-less, a small portion of undissolved carbides could still be helpful on pin-ing the grain boundary as indicated by arrows in Fig. 7(b), showing therestriction of the ferrite boundary by tiny carbides. After annealing for120 s, all the carbides was dissolved and the ferrite boundaries wasrestrained by austenite islands.
For comparison, the tempered and deformed sample was heated to740 °C for 2minwith the sameheat speedwere performed. The selectedannealing temperature was just above Ac1 temperature. The resultedmicrostructure was shown in Fig. 7(d). Only a few austenite islandswere formed and coarse ferrite grains were formed, with a smallquantity of carbides inside. It proved that without the following pinningeffect which were imposed by larger amount of austenite islands, theextensive grain growth was occurred and the microstructure wascoarsened.
Earlier researches [43,44] indicated that fine ferrite grain could becoarsened due to fast grain growth at high temperatures, and about
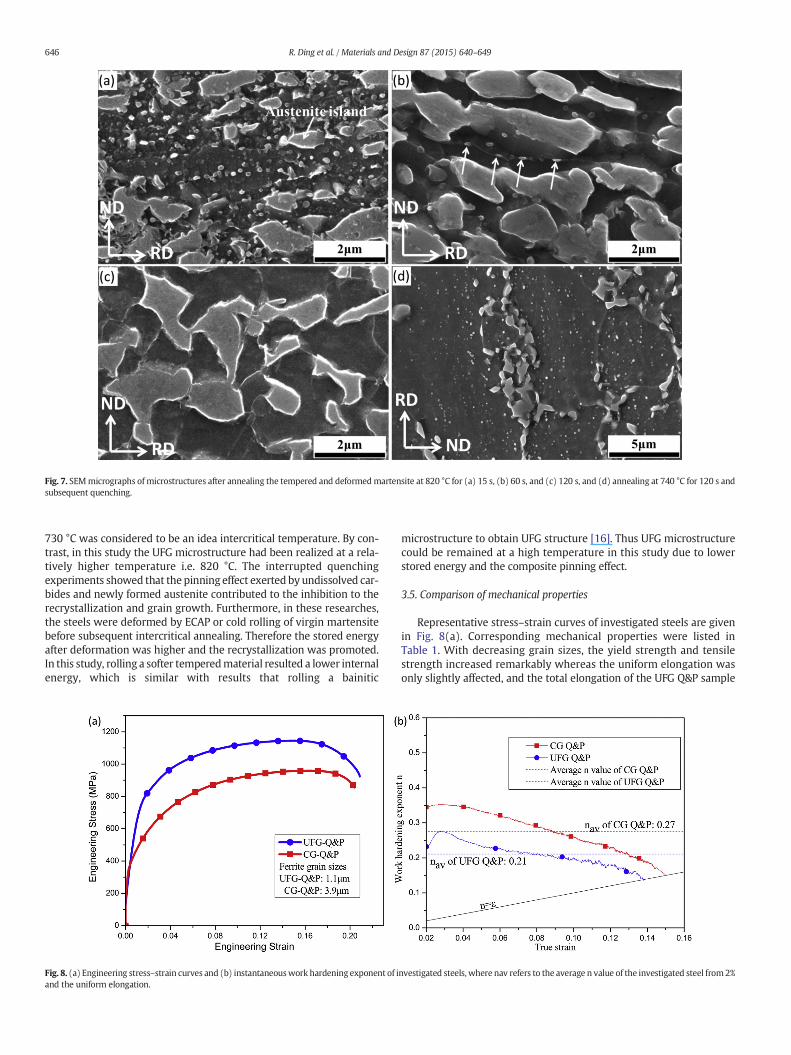
Fig. 7. SEMmicrographs of microstructures after annealing the tempered and deformedmartensite at 820 °C for (a) 15 s, (b) 60 s, and (c) 120 s, and (d) annealing at 740 °C for 120 s andsubsequent quenching.
646 R. Ding et al. / Materials and Design 87 (2015) 640–649
730 °C was considered to be an idea intercritical temperature. By con-trast, in this study the UFG microstructure had been realized at a rela-tively higher temperature i.e. 820 °C. The interrupted quenchingexperiments showed that the pinning effect exerted by undissolved car-bides and newly formed austenite contributed to the inhibition to therecrystallization and grain growth. Furthermore, in these researches,the steels were deformed by ECAP or cold rolling of virgin martensitebefore subsequent intercritical annealing. Therefore the stored energyafter deformation was higher and the recrystallization was promoted.In this study, rolling a softer temperedmaterial resulted a lower internalenergy, which is similar with results that rolling a bainitic
Fig. 8. (a) Engineering stress–strain curves and (b) instantaneouswork hardening exponent of iand the uniform elongation.
microstructure to obtain UFG structure [16]. Thus UFG microstructurecould be remained at a high temperature in this study due to lowerstored energy and the composite pinning effect.
3.5. Comparison of mechanical properties
Representative stress–strain curves of investigated steels are givenin Fig. 8(a). Corresponding mechanical properties were listed inTable 1. With decreasing grain sizes, the yield strength and tensilestrength increased remarkably whereas the uniform elongation wasonly slightly affected, and the total elongation of the UFG Q&P sample
nvestigated steels, where nav refers to the average n value of the investigated steel from2%

Fig. 9. The evolution of volume fraction of retained austenite in investigated steels duringtensile tests.
647R. Ding et al. / Materials and Design 87 (2015) 640–649
was even higher. The degree of necking (post-uniform elongation)increased with decreasing grain size, which was consistent with the re-sult of Calcagnotto et al. [9]. No deformation localization was found dueto the partitioning of carbon from ferrite and martensite to austeniteduring Q&P process, and reducing solute interstitials which were re-sponsible for the formation of Lüders band by locking dislocations andforming Cottrel atmosphere. The work hardening behaviors of investi-gated steels are given in Fig. 8(b). Compared with CG Q&P steels,although grain refinement dramatically increased the yield strength,
Fig. 10. SEM fractographs of (a) UFG Q&P steel and (b) CGQ&P steel, and SEMmicrostructures nsecond phase interfaces are pointed out bywhite arrows andmartensite cracking is pointed outhorizontal.
UFG steels displayed a weaker work hardening ability. Nevertheless, apersistent work hardening endowed UFG Q&P steels with suitable duc-tility comparable with CG Q&P steels. The evolution of the volume frac-tion of retained austenite during tensile tests had been investigated forCG and UFG Q&P steels. The tensile tests were interrupted at strains of0.05, 0.10, 0.15 and 0.20, then the volume fraction of retained austenitewas determined by XRD. The result is shown in Fig. 9 below. Both steelsdisplayed significant decreasing of retained austenite, indicating the oc-currence of strain-induced transformation of retained austenite whichguaranteed the persistent work hardening during tensile tests. The vol-ume fraction change of UFG Q&P steel was very quick in the initial stage(b5% engineering strain) of the deformation, then gave a more gradualdecreasing until nearing the fracture. By contrast, the CG Q&P steelsshowed a slow decreasing rate in the beginning compared with UFGsteels.
When the grain size reduced down to around 1 μm, work hardeningof single phase steels became hard to occur [1,45]. The dynamicrecovery during deformation reduced the accumulation of dislocationsinside grains, which were more pronounced in UFG microstructuredue to less time for dislocations moving to the grain boundaries [46],leaded to the decreased work hardening compared with the coarsegrained steels. Accordingly, poor work hardening of UFG steels couldbe improved by introducing the second phase as discussed in the intro-duction, due to their beneficial effects of providing mobile dislocationsand recovering the work hardening rate. Mostly, corresponding secondphase for improving the ductility was carbide or martensite [8,9,13–16,19–22], while retained austenite was introduced in UFGmicrostructureonly in the steelswith a relatively highmanganese or nickel [11,47] con-tent due to their strong effect of lowering annealing temperatureswhich was important to the suppression of grain growth, and alsothey could dramatically increase the stability of austenite.
On the other hand, Q&P process was a novel heat treatmentmethodof producing high strength steels with high ductility, which was
ear the fracture surface of (c) UFG Q&P steel and (d) CGQ&P steel. The voids at the ferrite/bywhite arrows. For (c) and (d), the tensile direction is vertical and the normal direction is

648 R. Ding et al. / Materials and Design 87 (2015) 640–649
attributed to the significant amount of retained austenite stabilized bythe carbon enrichment as a result of partial quenching and partitioning[25–27,48]. The transformation induced plasticity (TRIP) phenomenonof retained austenite was its well-known beneficial effect contributingto the ductility. The onset of necking was delayed by the strain-induced transformation of the metastable austenite to hard martensite.This transformation resulted a volume expansion and dislocations werethus introduced to accommodate the misfit between the austenite andmartensite. Therefore, the work hardening ability was improved inQ&P steels [49]. While in this study, considerable amount of retainedaustenite and martensite was introduced in the UFG ferrite matrix bythe Q&Pmethodwith a low-alloyed composition. The lowerwork hard-ening ability of UFG Q&P steels was attributed to the decreasing grainsizes down around 1 μm, as discussed above. But the persistent natureof work hardening behavior of UFG Q&P proved that the large amountof retained austenite could significantly guaranteed the ductility of in-vestigated steels. Introducing retained austenite significantly enhancedthe ductility of UFG steels (exceeding 20% total elongation) while highstrength could be still remained (exceeding 1100 MPa). Furthermore,the load of the cold rolling is reduced compared with direct rolling ofmartensite and/or the process is simplified compared with warmrolling. Consequently, a higher strength was obtained compared withthe coarse ferrite matrix while the ductility was maintained, showingthe promising prospect of this novel UFG manufacturing method.
Respective fracture modes of the steels were investigated by SEMfractographs as shown in Fig. 10(a) and (b). The dominant fracturemodes of both steels were ductile, which were characterized by theprevalence of dimples throughout the specimens. This suggests thatthe failure proceed with the sequence of void nucleation, growth, andthen entirely ductile fracture. But observations of the microstructuresnear the fracture surfaces gave some differences between CG and UFGsamples as shown in Fig. 10(c) and (d), in which the tensile directionis vertical and the normal direction is horizontal. In UFG Q&P steels,the voids formed primarily at the ferrite/second phase (mainly mar-tensite after tensile) interfaces,which suggested that the voidswere nu-cleated by interface decohesions between ferrite and martensite. Bycontrast, in addition to voids formed at the interfaces, martensite crack-ing occurred in the coarse martensitic islands in the CG Q&P steel asshown in Fig. 10(d). Due to the heterogeneous distributed coarse mar-tensite islands resulted in locally stress concentrations, martensitecracking would initiate and fast develop which made the CG samplesusceptible to breakdown. Therefore, although the uniform elongationof CG Q&P steel was slightly higher, UFG Q&P steel displayed a bettertotal elongation, which meant a higher post-uniform elongation waspossessed by the UFG sample. This result was similar to the mechanicalbehavior of UFG DP steels manufactured by warm rolling and subse-quent annealing combining quenching, in which the DP steel withcoarse microstructure gave nearly absent post-uniform elongation [9].
4. Conclusions
This study proposed a novel method to produce UFGmicrostructurewith considerable amount of retained austenite. UFG steels were ob-tained by adopting tempered and deformed martensite as the pre-microstructure of the Q&P process, which was beneficial to retardingthe recrystallization of deformed matrix and increasing the preferrednucleation sites of austenite. Therefore, UFGmultiphase microstructurewas obtained. Consequently, UFG Q&P steels showed remarkably in-creased strength whereas the ductility was maintained compared withQ&P steels with coarse microstructures, which exhibited a promisingprospect of this new heat treatment method.
Acknowledgments
This research was supported by the National Natural Science Foun-dation of China (Grant Nos.51271035 and 51371032).
References
[1] R. Song, D. Ponge, D. Raabe, J.G. Speer, D.K. Matlock, Overview of processing, micro-structure andmechanical properties of ultrafine grained bcc steels, Mater. Sci. Eng. A441 (2006) 1–17.
[2] A.P. Zhilyaev, T.G. Langdon, Using high-pressure torsion for metal processing:fundamentals and applications, Prog. Mater. Sci. 53 (2008) 893–979.
[3] A.P. Zhilyaev, G.V. Nurislamova, B.K. Kim, M.D. Baró, J.A. Szpunar, T.G. Langdon, Ex-perimental parameters influencing grain refinement and microstructural evolutionduring high-pressure torsion, Acta Mater. 51 (2003) 753–765.
[4] R.Z. Valiev, T.G. Langdon, Principles of equal-channel angular pressing as a process-ing tool for grain refinement, Prog. Mater. Sci. 51 (2006) 881–981.
[5] F. Akbaripanah, F. Fereshteh-Saniee, R. Mahmudi, H.K. Kim, Microstructural homo-geneity, texture, tensile and shear behavior of AM60 magnesium alloy producedby extrusion and equal channel angular pressing, Mater. Des. 43 (2013) 31–39.
[6] S. Tamimi, M. Ketabchi, N. Parvin, Microstructural evolution andmechanical proper-ties of accumulative roll bonded interstitial free steel, Mater. Des. 30 (2009)2556–2562.
[7] Y. Saito, H. Utsunomiya, N. Tsuji, T. Sakai, Novel ultra-high straining process for bulkmaterials—development of the accumulative roll-bonding (ARB) process, ActaMater. 47 (1999) 579–583.
[8] N. Tsuji, N. Kamikawa, R. Ueji, N. Takata, H. Koyama, D. Terada, Managing bothstrength and ductility in ultrafine grained steels, ISIJ Int. 48 (2008) 1114–1121.
[9] M. Calcagnotto, Y. Adachi, D. Ponge, D. Raabe, Deformation and fracturemechanismsin fine-and ultrafine-grained ferrite/martensite dual-phase steels and the effect ofaging, Acta Mater. 59 (2011) 658–670.
[10] Y. Kimura, T. Inoue, F. Yin, O. Sitdikov, K. Tsuzaki, Toughening of a 1500 MPa classsteel through formation of an ultrafine fibrous grain structure, Scr. Mater. 57(2007) 465–468.
[11] S. Lee, S.J. Lee, B.C. De Cooman, Work hardening behavior of ultrafine-grained Mntransformation-induced plasticity steel, Acta Mater. 59 (2011) 7546–7553.
[12] J. Shi, X. Sun, M. Wang, W. Hui, H. Dong, W. Cao, Enhanced work-hardening behav-ior and mechanical properties in ultrafine-grained steels with large-fractionedmetastable austenite, Scr. Mater. 63 (2010) 815–818.
[13] R. Ueji, N. Tsuji, Y. Minamino, Y. Koizumi, Ultragrain refinement of plain lowcarbon steel by cold-rolling and annealing of martensite, Acta Mater. 50 (2002)4177–4189.
[14] R. Ueji, N. Tsuji, Y. Minamino, Y. Koizumi, Effect of rolling reduction on ultrafinegrained structure and mechanical properties of low-carbon steelthermomechanically processed from martensite starting structure, Sci. Technol.Adv. Mater. 5 (2004) 153–162.
[15] H.F. Lan,W.J. Liu, X.H. Liu, Ultrafine ferrite grains produced by tempering cold-rolledmartensite in low carbon and microalloyed steels, ISIJ Int. 47 (2007) 1652–1657.
[16] H. Zakerinia, A. Kermanpur, A. Najafizadeh, The effect of bainite in producing nano/ultrafine grained steel by the martensite treatment, Mater. Sci. Eng. A 528 (2011)3562–3567.
[17] M.C. Zhao, F. Yin, T. Hanamura, K. Nagai, A. Atrens, Relationship between yieldstrength and grain size for a bimodal structural ultrafine-grained ferrite/cementitesteel, Scr. Mater. 57 (2007) 857–860.
[18] R.N. Dehsorkhi, S. Sabooni, F. Karimzadeh, A. Rezaeian, M.H. Enayati, The effect ofgrain size and martensitic transformation on the wear behavior of AISI 304 L stain-less steel, Mater. Des. 64 (2014) 56–62.
[19] S.M. Hosseini, M. Alishahi, A. Najafizadeh, A. Kermanpur, The improvement ofductility in nano/ultrafine grained low carbon steels via high temperature shorttime annealing, Mater. Lett. 74 (2012) 206–208.
[20] M. Calcagnotto, D. Ponge, E. Demir, D. Raabe, Orientation gradients and geometrical-ly necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3DEBSD, Mater. Sci. Eng. A 527 (2010) 2738–2746.
[21] N. Tsuji, S. Okuno, Y. Koizumi, Y. Minamino, Toughness of ultrafine grained fer-ritic steels fabricated by ARB and annealing process, Mater. Trans. 45 (2004)2272–2281.
[22] A. Karmakar, S. Sivaprasad, S.K. Nath, R.D.K. Misra, D. Chakrabarti, Comparison be-tween different processing schedules for the development of ultrafine-graineddual-phase steel, Metall. Mater. Trans. A 45 (2014) 2466–2479.
[23] J. Zhang, H. Ding, R.D.K. Misra, Enhanced strain hardening and microstructural char-acterization in a low carbon quenching and partitioning steel with partialaustenization, Mater. Sci. Eng. A 636 (2015) 53–59.
[24] H. Liu, H. Sun, B. Liu, D. Li, F. Sun, X. Jin, An ultrahigh strength steel with ultrafine-grained microstructure produced through intercritical deformation and partitioningprocess, Mater. Des. 83 (2015) 760–767.
[25] J.G. Speer, E. De Moor, A.J. Clarke, Critical assessment 7: quenching and partitioning,Mater. Sci. Technol. 31 (2015) 3–9.
[26] M.J. Santofimia, R.H. Petrov, L. Zhao, J. Sietsma, Microstructural analysis of martens-ite constituents in quenching and partitioning steels, Mater. Charact. 92 (2014)91–95.
[27] R. Ding, D. Tang, A. Zhao, R. Dong, J. Cheng, X. Zhang, A new type of quenching andpartitioning processing developed from martensitic pre-microstructure, Mater.Manuf. Process. 29 (6) (2014) 704–709.
[28] N. Nakada, Y. Arakawa, K.S. Park, T. Tsuchiyama, S. Takaki, Dual phase structureformed by partial reversion of cold-deformed martensite, Mater. Sci. Eng. A 553(2012) 128–133.
[29] R.N. Caron, G. Krauss, The tempering of Fe–C lath martensite, Metall. Trans. 3 (1972)2381–2389.
[30] M.J. Santofimia, L. Zhao, J. Sietsma, Microstructural evolution of a low-carbon steelduring application of quenching and partitioning heat treatments after partialaustenitization, Metall. Mater. Trans. A 40 (2009) 46–57.

649R. Ding et al. / Materials and Design 87 (2015) 640–649
[31] M. Calcagnotto, D. Ponge, D. Raabe, On the effect of manganese on grain size stabilityand hardenability in ultrafine-grained ferrite/martensite dual-phase steels, Metall.Mater. Trans. A 43 (2012) 37–46.
[32] A. Matsuzaki, H.K.D.H. Bhadeshia, Effect of austenite grain size and bainite morphol-ogy on overall kinetics of bainite transformation in steels, Mater. Sci. Technol. 15(1999) 518–522.
[33] R. Ding, D. Tang, A. Zhao, A novel design to enhance the amount of retained austen-ite and mechanical properties in low-alloyed steel, Scr. Mater. 88 (2014) 21–24.
[34] M.J. Santofimia, L. Zhao, R. Petrov, C. Kwakernaak, W.G. Sloof, J. Sietsma, Microstruc-tural development during the quenching and partitioning process in a newlydesigned low-carbon steel, Acta Mater. 59 (2011) 6059–6068.
[35] D.H. Shin, B.C. Kim, K.T. Park, W.Y. Choo, Microstructural changes in equal channelangular pressed low carbon steel by static annealing, Acta Mater. 48 (2000)3245–3252.
[36] J.Y. Huang, Y.T. Zhu, H. Jiang, T.C. Lowe, Microstructures and dislocation configura-tions in nanostructured Cu processed by repetitive corrugation and straightening,Acta Mater. 49 (2001) 1497–1505.
[37] S. Morito, T. Ohba, A.K. Das, T. Hayashi, M. Yoshida, Effect of solution carbon andretained austenite films on the development of deformation structures of low-carbon lath martensite, ISIJ Int. 53 (2013) 2226–2232.
[38] N. Peranio, Y.J. Li, F. Roters, D. Raabe, Microstructure and texture evolution in dual-phase steels: competition between recovery, recrystallization, and phase transfor-mation, Mater. Sci. Eng. A 527 (2010) 4161–4168.
[39] C. Garcıa-Mateo, B. Lopez, J.M. Rodriguez-Ibabe, Static recrystallization kinetics inwarm worked vanadium microalloyed steels, Mater. Sci. Eng. A 303 (2001)216–225.
[40] T. Ogawa, N. Maruyama, N. Sugiura, N. Yoshinaga, Incomplete recrystallization andsubsequent microstructural evolution during intercritical annealing in cold-rolledlow carbon steels, ISIJ Int. 50 (2010) 469–475.
[41] M. Hamzeh, A. Kermanpur, A. Najafizadeh, Fabrication of the ultrafine-grainedferrite with good resistance to grain growth and evaluation of its tensile properties,Mater. Sci. Eng. A 593 (2014) 24–30.
[42] A. Karmakar, M. Ghosh, D. Chakrabarti, Cold-rolling and inter-critical annealing oflow-carbon steel: effect of initial microstructure and heating-rate, Mater. Sci. Eng.A 564 (2013) 389–399.
[43] Y.I. Son, Y.K. Lee, K.T. Park, C.S. Lee, D.H. Shin, Ultrafine grained ferrite–martensitedual phase steels fabricated via equal channel angular pressing: microstructureand tensile properties, Acta Mater. 53 (2005) 3125–3134.
[44] K.T. Park, Y.K. Lee, D.H. Shin, Fabrication of ultrafine grained ferrite/martensite dualphase steel by severe plastic deformation, ISIJ Int. 45 (2005) 750–755.
[45] N. Tsuji, Y. Ito, Y. Saito, Y. Minamino, Strength and ductility of ultrafine grained alu-minum and iron produced by ARB and annealing, Scr. Mater. 47 (2002) 893–899.
[46] K.T. Park, Y.S. Kim, J.G. Lee, D.H. Shin, Thermal stability and mechanical properties ofultrafine grained low carbon steel, Mater. Sci. Eng. A 293 (2000) 165–172.
[47] K. Asoo, Y. Tomota, S. Harjo, Y. Okitsu, Tensile behavior of a TRIP-aided ultra-finegrained steel studied by neutron diffraction, ISIJ Int. 51 (2011) 145–150.
[48] J. Speer, D.K. Matlock, B.C. De Cooman, J.G. Schroth, Carbon partitioning into austen-ite after martensite transformation, Acta Mater. 51 (2003) 2611–2622.
[49] E. De Moor, S. Lacroix, A.J. Clarke, J. Penning, J.G. Speer, Effect of retained austenitestabilized via quench and partitioning on the strain hardening of martensitic steels,Metall. Mater. Trans. A 39 (2008) 2586–2595.




















