Materiale inv X P Oncescu G reviz
21
Profesor / Maistru instructor Manole Sorinel Clasa a X-a P Săptămîna Săptamîna 2 Modulul CDL “Tehnici de executare a produselor de mic mobilier” Unitatea de învățare Procesul tehnologic pentru obţinerea prefabricatelor pentru taburet. Competențe specifice/ Rezultatul învăţării 8.2 -Se încadrează în cerinţele locului de muncă, RÎ 10 - Pregăteşte semifabricatele pentru învăţare. Rî 11 - Identifică sculele tăietoare RÎ 12 - Execută operaţii de prelucrare prin îndreptare-rindeluire RÎ 13 - Execută operaţii de tăiere la lungime Material suport pentru desfășurarea stagiului de pregătire practică Planificarea activităților de pregătire practică desfășurate la operatorul economic: S.C Fag Lemn Uscat S.R.L Gheorghe GH.Cătălin Nicolae intreprindere individuală în săptămâna 2 Nr. post de lucru Operația Activităţi planificate Obiective specifice: ELEVII VOR FI CAPABILI:: 1
Transcript of Materiale inv X P Oncescu G reviz

Profesor / Maistruinstructor Manole Sorinel
Clasa a X-a PSăptămîna Săptamîna 2
Modulul CDL “Tehnici de executare a produselor demic mobilier”
Unitatea de învățare Procesul tehnologic pentru obţinerea prefabricatelor pentru taburet.
Competențe specifice/Rezultatul învăţării
8.2 -Se încadrează în cerinţele locului de muncă,RÎ 10 - Pregăteşte semifabricatele pentru învăţare.Rî 11 - Identifică sculele tăietoareRÎ 12 - Execută operaţii de prelucrare prin îndreptare-rindeluireRÎ 13 - Execută operaţii de tăiere la lungime
Material suport pentru desfășurarea stagiului de pregătire practică
Planificarea activităților de pregătire practică desfășurate la operatorul economic:
S.C Fag Lemn Uscat S.R.L Gheorghe GH.Cătălin Nicolae intreprindere individuală
în săptămâna 2
Nr. post de lucru
Operația Activităţi planificate Obiective specifice:
ELEVII VOR FI CAPABILI::
1
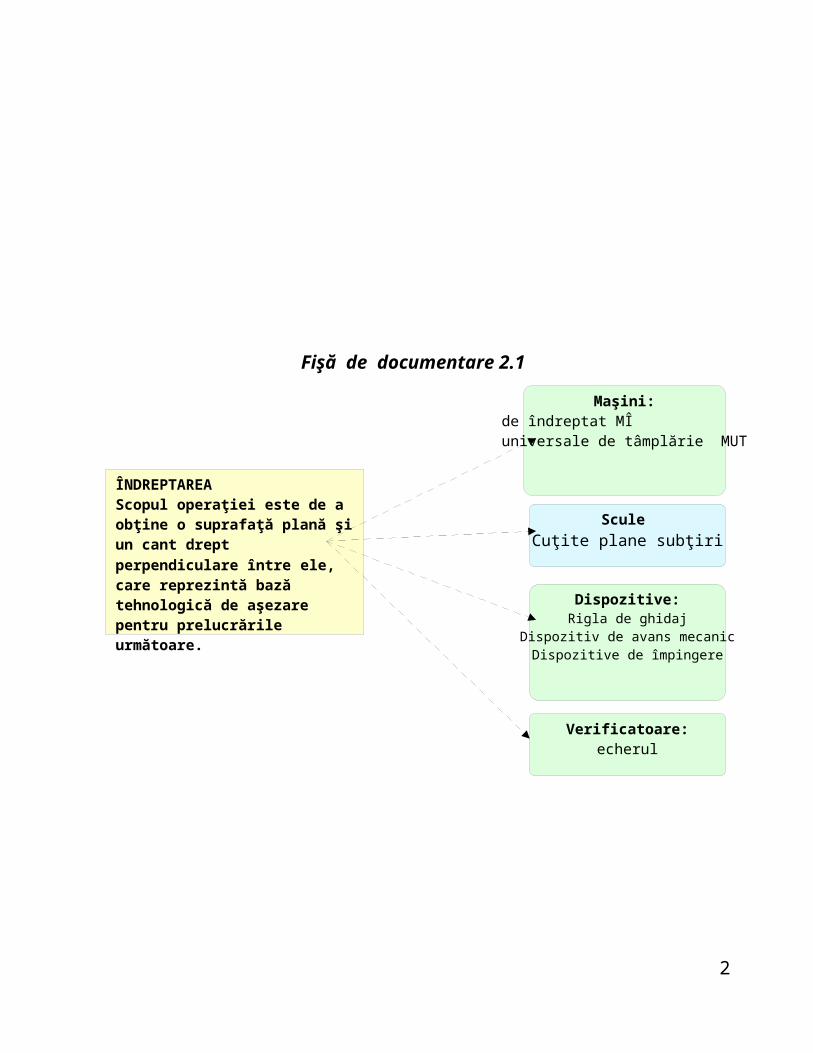
Dispozitive:Rigla de ghidaj
Dispozitiv de avans mecanicDispozitive de împingere
Verificatoare:echerul
ÎNDREPTAREAScopul operaţiei este de a obţine o suprafaţă plană şi un cant drept perpendiculare între ele, care reprezintă bază tehnologică de aşezare pentru prelucrările următoare.
Maşini:de îndreptat MÎuniversale de tâmplărie MUT
Scule Cuţite plane subţiri
Fişă de documentare 2.1
2

1.Maşini
3

Fig1 Maşina de îndreptat
Schema de lucru: 1-masa din faţă,de alimentare 2-masa din spate 3-piesa 4-arbore port-cuţite
Fig 3- Detaliu arbore port-cuţite –piesă, în timpul lucrului
4
Fig 2
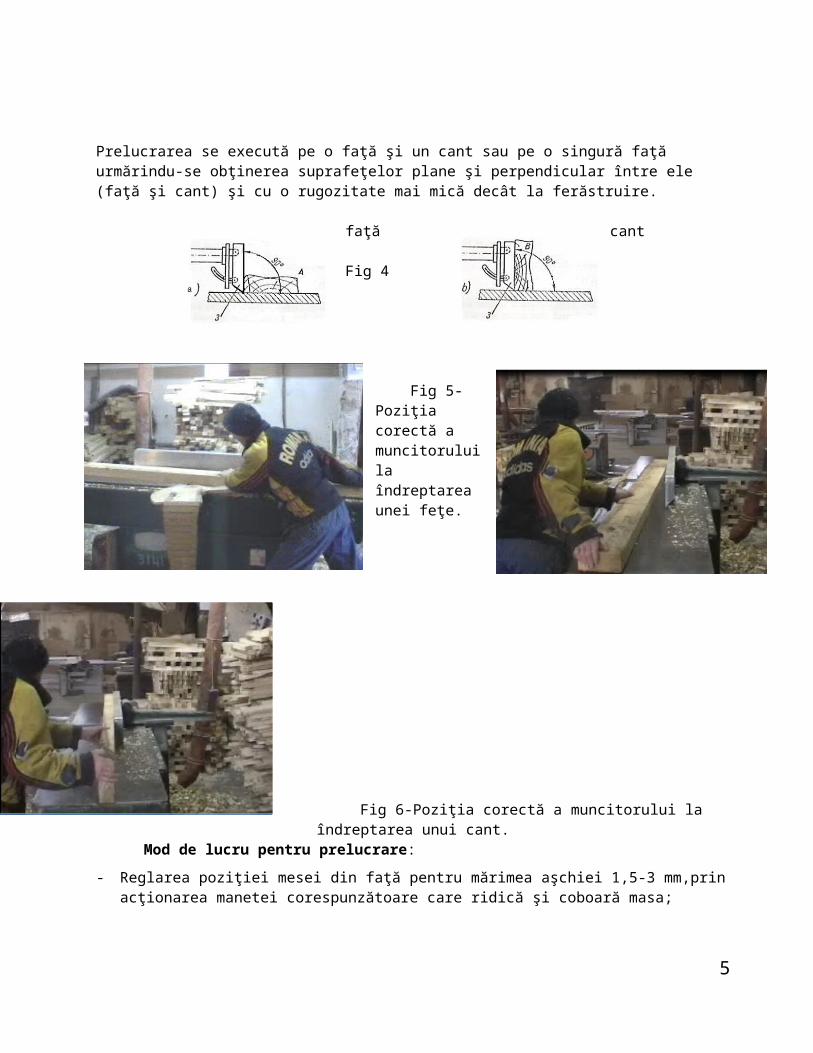
Prelucrarea se execută pe o faţă şi un cant sau pe o singură faţă urmărindu-se obţinerea suprafeţelor plane şi perpendicular între ele (faţă şi cant) şi cu o rugozitate mai mică decât la ferăstruire.
faţă cant
Fig 4
Fig 5-Poziţiacorectă amuncitoruluilaîndreptareaunei feţe.
Fig 6-Poziţia corectă a muncitorului laîndreptarea unui cant.
Mod de lucru pentru prelucrare:- Reglarea poziţiei mesei din faţă pentru mărimea aşchiei 1,5-3 mm,prin
acţionarea manetei corespunzătoare care ridică şi coboară masa;
5
Masa de alimentare se poziţionează mai jos decât masa din spate cu o mărime “h“ reprezentănd grosimea stratului de lemn ce se îndepărtează laprelucrare.Pe această masă se va aşeza piesa de prelucrare astfel încât să se sprijine în cel puţin trei puncte după care piesa se va deplasa după direcţia de avans U, manual.Reglarea pe vertical se face prin acţionarea manetei de blocare-deblocare.- Reglarea poziţiei riglei de ghidare, prin acţionarea şurubului de
fixare al acesteia. - Poziționarea apărătorii peste partea nefolosită a arborelui port-
cuțite.Grosimea stratului de prelucrare “h” şi numărul de treceri se stabilescîn funcţie de calitatea materialului,mărimea denivelărilor şi rugozitatea suprafeţelor.Acest lucru se va stabili la recepţia şi pregătirea materialului de prelucrat.La prelucrarea răşinoaselor numărul de treceri este 1-2 ,iar la fag 2-3 .
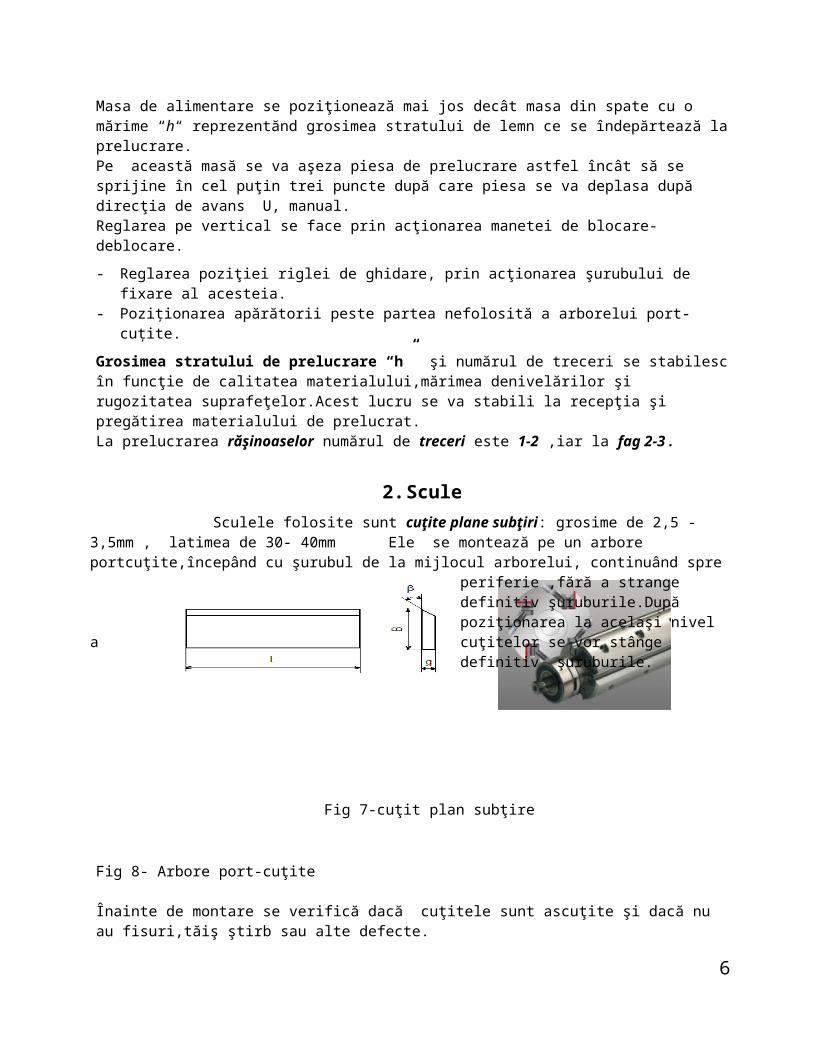
2.Scule Sculele folosite sunt cuţite plane subţiri: grosime de 2,5 - 3,5mm , latimea de 30- 40mm Ele se montează pe un arbore portcuţite,începând cu şurubul de la mijlocul arborelui, continuând spre
periferie ,fără a strange definitiv şuruburile.După poziţionarea la acelaşi nivel
a cuţitelor se vor stânge definitiv şuruburile.
Fig 7-cuţit plan subţire
Fig 8- Arbore port-cuţite
Înainte de montare se verifică dacă cuţitele sunt ascuţite şi dacă nu au fisuri,tăiş ştirb sau alte defecte.
6

Cuţitele trebuie să fie fixate sigur pe arbori şi să adere la pereţii locaşurilor pe toată suprafaţa.Muchia tăietoare trebuie să depăşească periferia arborilor cu 0,75-1 mm
3.Dispozitive
Fig 9
Rigla de ghidaj.-fig 9 Rigla sprijină piesele pentru prelucrarea cantului.Ea se poate deplasa pe orizontală, pe verticală sau se poate înclina până la 450 sub unghiul dorit prin acţionarea pârghiei de blocare.
Fig 10-Dispozitivul de avans mecanic- DAM Fig 11- Dispozitiv de împingere
Pentrtru avans mecanic
7
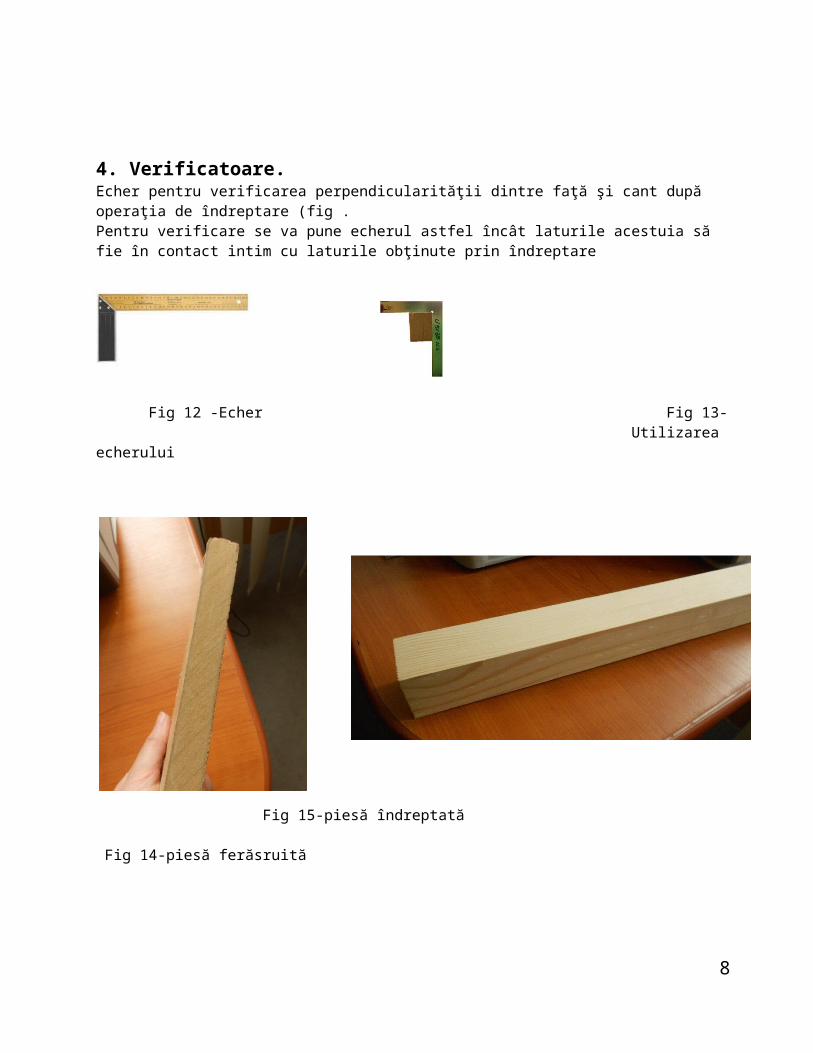
4. Verificatoare. Echer pentru verificarea perpendicularităţii dintre faţă şi cant după operaţia de îndreptare (fig .Pentru verificare se va pune echerul astfel încât laturile acestuia să fie în contact intim cu laturile obţinute prin îndreptare
Fig 12 -Echer Fig 13- Utilizarea echerului
Fig 15-piesă îndreptată
Fig 14-piesă ferăsruită
8

ruFIŞĂ DE LUCRU
Identificați în fotografiileprezentate elementele indicateprin săgeți. Identificați-le şi peutilajul de pe fluxul tehnologicşi efectuați operația, înprezența tutorelui.
Nrcrt.
Etape de lucru Puncte propuse
Puncte realizate
1 Reglarea poziției mesei din față cu ajutorul manetei
2 Reglarea poziției riglei de ghidaj
3 Reglarea unghiului de înclinare a riglei de ghidaj
4 Poziționarea apărătorii5 Alegerea suprafețelor de îndreptat6 Pornirea utilajului
7 Poziționarea corectă față de utilaj-executarea operației
8 Oprirea utilajului
9 Poziționarea apărătorii
9

10

Fişă de documentare 2.2
1. Maşini
11
Dispozitive: Dispozitiv pentru rindeluirea pieselor cu
Verificatoare: Echerul Şublerul
RINDELUIREAScopul operaţiei este de a obţine precizia geometrică a secţiunii prin feţe paralele şi perpendiculare între ele, precum şi precizia dimensiunilor în
Maşini: Maşina de rindeluit la grosime MRG 8 IP4
Scule Cuţite
plane groase

1
2
3
Fig.1 Maşina derindeluit la grosime
Prelucrarea se execută pe faţa superioara a semifabricatului,
urmărindu-se obţinerea unei feţe plane paralelă cu cea îndreptată.Arborele port-cuţite este amplasat deasupra mesei de lucru şipoate fi apropiat sau depărtat pe verticală în funcţie de grosimea semifabricatului şi de adâncimea de prelucrare prin ridicarea/coborârea mesei.
Avansul este mecanizat şi se face cu ajutorul rolelor de avans care au suprafaţa zimţată.
Maşina este prevăzută cu un dispozitiv de protecţie care împiedicăaruncarea materialului înapoi-1 în figura 2.
Mod de lucru:- Reglarea mecanică a grosimii de
prelucrare,prin ridicarea sau coborârea mesei care este acţionată electric-de la un buton marcat pe panoul de comandă -2 fig 2
- Reglarea manuală a poziţiei mesei cuAjutorul roţii de mână 3,care este amplasată lângă rigla gradată ce reprezintă grosimea de prelucrare. Muncitorul principal aşeazăsemifabricatul pe rola liberă din capătul mesei de lucru şi îl împinge până este preluat de mecanismul de avans.
La ieşirea din maşină este preluat de muncitorul ajutor şi stivuit. Fig 2 –Maşină de rindeluit
12

13

4.5.6.7.
muncitorul de bază muncitorul ajutor
Fig 3 –Poziţiile de lucru
Faze de lucru- Se introduce semifabricatul în maşină
aşezat cu faţa îndreptată spre masamaşinii;
- În etapa a 2-a se introduce în maşinăsemifabricatul aşezat cu cantul îndreptat spre masa maşinii;
Fig. 4
2.SculeSculele folosite sunt cuţite plane groase, cu găuri sau crestături pentru şuruburi.
grosime de 8 – 10 mm , iar latimea de 80- 120 mm care se monteazăpe un arbore portcuţite.
Fig 5 Cuţit plangros
14

dispozitivpicior
Fig. 6 Schimbarea cuţitelor
3.Dispozitive
Dispozitivul pentru rindeluit suprafeţe înclinate la picioarele de scaun.
Fig.6-dispozitiv de rindeluit înclinat
4. Verificatoare
Echer pentru ve rificarea pendicularitatii dintre faţa şi cantul prelucrat .
15

Şubler pentru verificarea grosimi
16

TEST DE EVALUARE
I. Pentru fiecare din itemii de mai jos încercuiţi litera corespunzătoare răspunsului corect . 1. Adâncimea de prelucrare la o trecere prin maşina de îndreptat este: a 1-2 mm b 1,5-3 mm c 3-5 mm d 5-7 mm 2.Şublerul se foloseşte pentru: a verificarea perpendicularității dintre față şi cant b verificarea grosimii materialelor rindeluite c verificarea lungimii piciorului de scaun d masurarea rugozității 3.Rigla de ghidaj a maşinii de rindeluit este: a sculă b dispozitiv de securitate la maşina de îndreptat c instrument de verificare şi control d dispozitiv de lucru la maşina de îndreptat
II.Pentru următorul item (întrebare) găsiți răspunsurile corecte şi încercuiti-le: 1.La maşina de rindeluit la grosime putem executa următoarea operație: a rindeluirea unei fețe plane b rindeluirea pe trei fețe cu profilarea canturilor c rindeluirea mai multor piese deodată pe fețe şi canturi d frezarea canturilor în lambă şi uluc e rindeluirea unui cant
III. Scrieţi pe foaie asocierile corecte între cele două coloane A şi B ale tabelelor următoare: 1. Dintre diferitele scule de prelucrare mecanică a masivelor din coloana A şi maşinile/utilajele pe care se folosesc din coloana B.
17
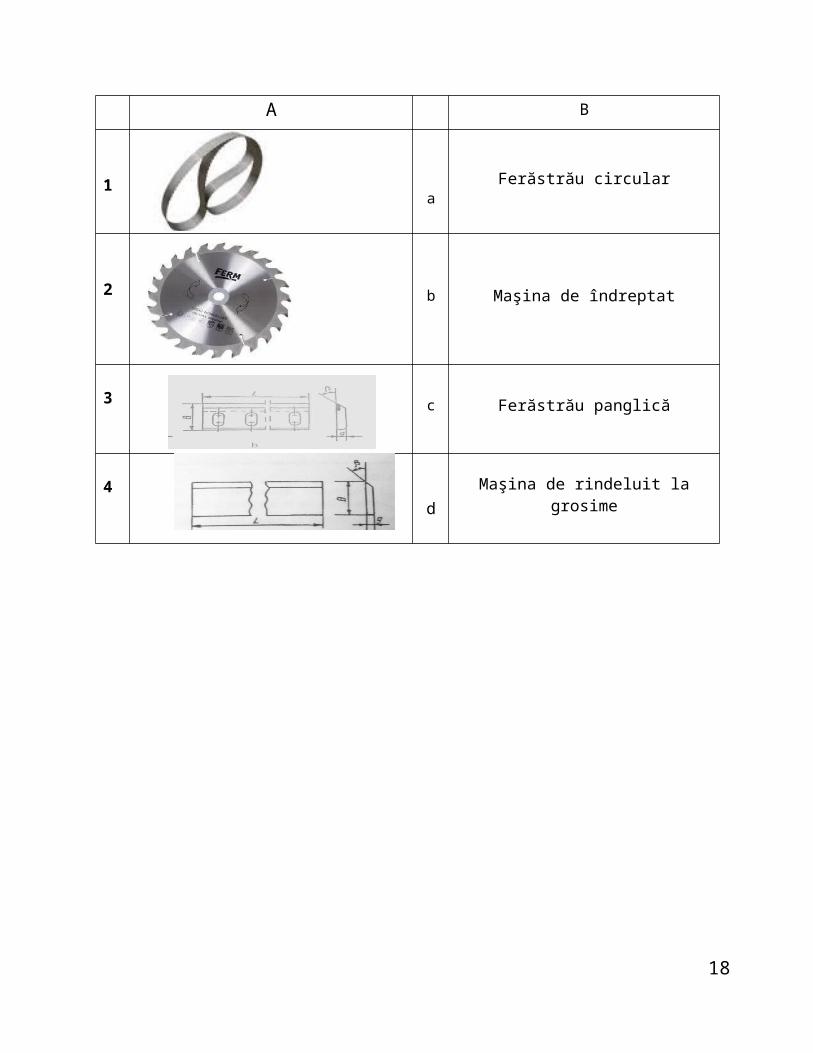
A B
1a
Ferăstrău circular
2 b Maşina de îndreptat
3 c Ferăstrău panglică
4d
Maşina de rindeluit lagrosime
18
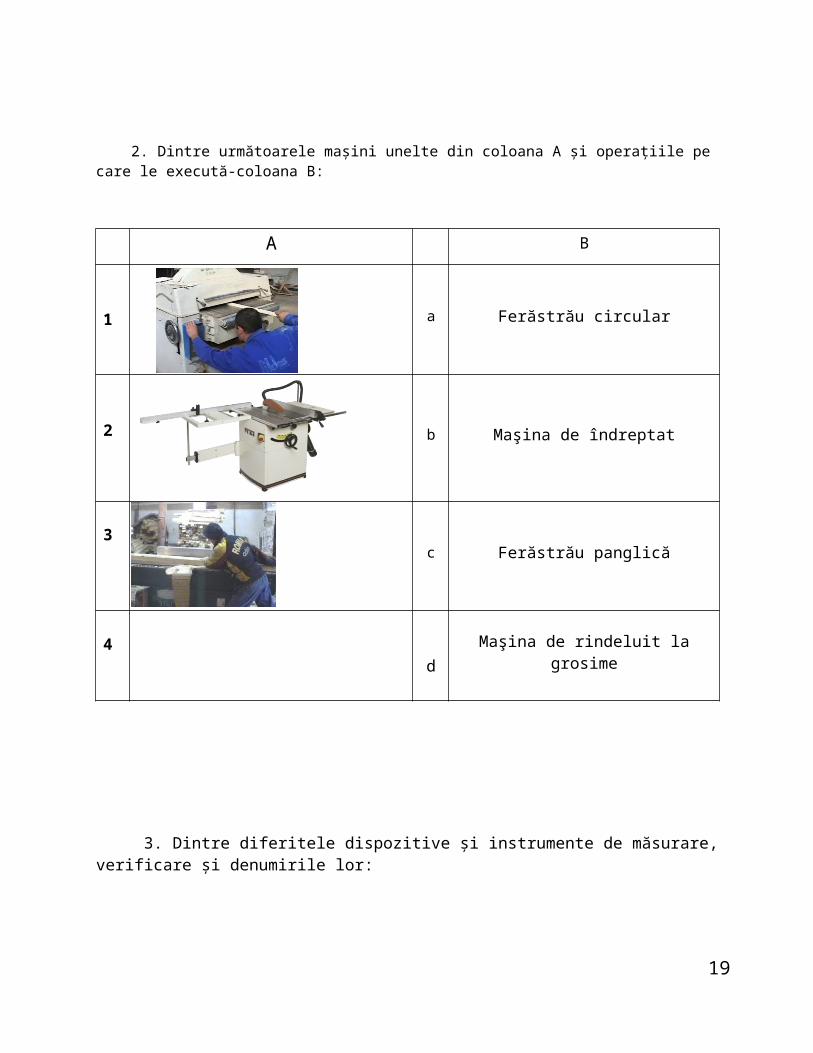
2. Dintre următoarele maşini unelte din coloana A şi operațiile pe care le execută-coloana B:
A B
1 a Ferăstrău circular
2 b Maşina de îndreptat
3c Ferăstrău panglică
4d
Maşina de rindeluit lagrosime
3. Dintre diferitele dispozitive şi instrumente de măsurare, verificare şi denumirile lor:
19

A B
1a dispozitiv pentru
rindeluire înclinată
2b echer
3 c ruletă
4d
împingător
5 eşubler
IV Citeste următoarele enunțuri si notează cu litera A dacă le consideri adevărate si litera F dacă le consideri false.1. A F La operaţia de îndreptare se realizează prima datată
îndreptarea unui cant şi apoi a unei feţe.2. A F Operaţia de rindeluire la grosime nu se poate executa decât
după ce s-a efecutat operaţia de îndreptare a unei feţe şi a unui cant a semifabricatului.
3. A F Lungimea minimă a pieselor care se pot prelucra la maşina de rindeluit la grosime, depinde de distanţa dintre rolele de avans.
4. A F Faţa îndreptată şi cantul îndreptat constituie baze de aşezare pentru prelucrarea ulterioară a piesei pe grosimea şi pe lăţimea ei.
20
Planificarea activităților de pregătire practică desfășurate la operatorul economic:
S.C Fag Lemn Uscat S.R.L Gheorghe GH.Cătălin Nicolae intreprindere individuală
în săptămâna 2
Nr. post de lucru
Operația Activităţi planificate Obiective specifice:
ELEVII VOR FI CAPABILI::
21