LO215 Production Orders LO215 - hservers.org
380
LO215 Production Orders LO215 Release 640 04/06/2006
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of LO215 Production Orders LO215 - hservers.org

LO215 Production Orders LO215
Release 640 04/06/2006

SAP AG 1999
LO215 Production Orders
SAP AG
LO215LO215
Production OrdersProduction Orders
System R/3
Release 4.6C
October 2000
5004 2355

SAP AG 2004
Copyright 2004 SAP AG. All rights reserved.
No part of this publication may be reproduced or transmitted in
any form or for any purpose without the express permission of
SAP AG. The information contained herein may be changed
without prior notice.
Copyright
Some software products marketed by SAP AG and its distributors contain proprietary software components of
other software vendors.
Microsoft, Windows, Outlook, and PowerPoint are registered trademarks of Microsoft Corporation.
IBM, DB2, DB2 Universal Database, OS/2, Parallel Sysplex, MVS/ESA, AIX, S/390, AS/400, OS/390, OS/400,
iSeries, pSeries, xSeries, zSeries, z/OS, AFP, Intelligent Miner, WebSphere, Netfinity, Tivoli, and Informix are
trademarks or registered trademarks of IBM Corporation in the United States and/or other countries.
Oracle is a registered trademark of Oracle Corporation.
UNIX, X/Open, OSF/1, and Motif are registered trademarks of the Open Group.
Citrix, ICA, Program Neighborhood, MetaFrame, WinFrame, VideoFrame, and MultiWin are trademarks or
registered trademarks of Citrix Systems, Inc.
HTML, XML, XHTML and W3C are trademarks or registered trademarks of W3C®, World Wide Web
Consortium, Massachusetts Institute of Technology.
Java is a registered trademark of Sun Microsystems, Inc.
JavaScript is a registered trademark of Sun Microsystems, Inc., used under license for technology invented and
implemented by Netscape.
MaxDB is a trademark of MySQL AB, Sweden.
SAP, R/3, mySAP, mySAP.com, xApps, xApp, and other SAP products and services mentioned herein as well as
their respective logos are trademarks or registered trademarks of SAP AG in Germany and in several other
countries all over the world. All other product and service names mentioned are the trademarks of their respective
companies. Data contained in this document serves informational purposes only. National product specifications
may vary.
These materials are subject to change without notice. These materials are provided by SAP AG and its affiliated
companies ("SAP Group") for informational purposes only, without representation or warranty of any kind, and
SAP Group shall not be liable for errors or omissions with respect to the materials. The only warranties for SAP

Group products and services are those that are set forth in the express warranty statements accompanying such
products and services, if any. Nothing herein should be construed as constituting an additional warranty.

SAP AG 1999
Production Planning
Level 2 Level 3
Manufacturing Planning & Execution forDiscrete & Repetitive
LO050 5 days
Engineering
Change
Management
LO980 3 days
Batch
Management
LO955 3 days
KANBAN
LO235 2 days
Classification
LO985 3 days Special Features of LIS in Production
LO275 2 days
Logistics Info Planning
LO935 2 days
CAP Calculation ofStandard Values
LO720 2 days
Repetitive Manufacturing
LO225 3 days
Capacity Planning
LO230 5 days
Logistics InformationSystem (LIS)Reporting
LO930 2 days
Basic Data
Part 2
LO206 3 days
Basic Data for Discrete Manufacturing
LO205 3 days
Production Orders
LO215 5 days
Production Planning
LO210 5 days
Variant Configuration Part 1
LO990 5 days
Variant Configuration Part 2
LO991 3 days

SAP AG 1999
Requirements
Necessary: Knowledge of Production Planning and
Control
LO205 Basic Data for Discrete
Manufacturing
LO206 Basic Data Part 2
Recommended: LO050 Manufacturing Planning and
Execution for Discrete and Repetitive

SAP AG 1999
Target Group
Members of the project team who are responsible
for the implementation of production orders
(consultants and administrators)
Managers and employees in production areas
(production schedulers, controllers, supervisors
and operators)
Duration: 5 days
Information for participants
The training materials are not designed to be a self-teach program. They are only complete when used in
conjunction with the explanations of the instructor. You are given space on each page of the training
materials to write down this additional information.

(C) SAP AG LO215 1-1
SAP AG 1999
Course Goals
Course Objectives
Course Content
Course Overview Diagram
Main Business Scenario
Course Overview: Contents

(C) SAP AG LO215 1-2
SAP AG 1999
At the conclusion of this course, you will be
able to:
Course Goal
SAP AG 1999
Use production orders.
Create, release and fully implement
production orders. You will be able to
make system settings and also understand
production orders in context.
(C) SAP AG LO215 1-3
SAP AG 1999
Classify production orders in the production planning and
execution environment (demand management, requirements
and materials planning, sales order processing and so on)
Implement or apply production orders and their most
important functions
Understand and use the basic order management functions
in detail
Use the information systems for production orders
Take into consideration the integration relationships within
the production order
Teach yourself additional special functions
Course Objective(s)
At the conclusion of this course, you will be able to:
SAP AG 1999

(C) SAP AG LO215 1-4
SAP AG 1999
Unit 8 Order Control
Unit 9 Confirmations
Unit 10 Goods Receipt
Unit 11 Settlement, Archivingand Deletion
Unit 12 Information Systems
Unit 13 Mass Processing andAutomation
Unit 14 Collective Orders
Unit 1 Introduction
Unit 2 Overview
Unit 3 Order Structure /Processing
Unit 4 Order Creation /Order Change
Unit 5 Order Release
Unit 6 Printing Order Documents
Unit 7 Material Staging
Preface
Appendix
Course Content

(C) SAP AG LO215 1-5
(C) SAP AG LO215 1-6
SAP AG 1999
Course Overview: Main Business Scenario
Your company manufactures order-related products.
You belong to the team in your organization that implements
the part of production planning and control dealing with R/3
production orders. This means implementing the whole
process chain for in-house production, which will allow your
company to organize, steer and execute plant production using
the R/3 System.
Important stages of order-related manufacturing are creation,
release, machine usage, printing of papers, material
withdrawal, execution, confirmation, goods receipt and
settlement.
In practice, these functions are integrated into other areas in
your company (controlling, material management and so on). It
is therefore necessary to consider the extensive integration
relationships during implementation.

(C) SAP AG LO215 2-1
SAP AG 1999
Overview: Contents
Overview of the process chain for order-related production
The process chain in other production planning and
control scenarios
Characteristics of order-related production
Order-related production in the organization structures of
the R/3 System
Master data prerequisites for production orders

(C) SAP AG LO215 2-2
SAP AG 1999
At the conclusion of this unit you will be able
to:
Overview: Topic Objectives
SAP AG 1999
Recognize the different steps in the process chain for
order-related production
Recognize the most important characteristics of order-
related production
Define how production orders are classified in the R/3
application component PP and in the organization
structures

(C) SAP AG LO215 2-3

(C) SAP AG LO215 2-4
SAP AG 1999
Production Orders in Practice
Production by lot sizeProduction by lot size
Make-to-order
production
Make-to-order
production"Special" engineer-
to-order
production
"Special" engineer-
to-order
production
P
R
O
D
U
C
T
C
O
M
P
L
E
X
I
T
Y
P R O D U C T S T A B I L I T Y
Assembly production/
Assemb.-to-order prod.
Period-oriented
production/ flow
manufacturing
with takts
Mass production
Process manufacturing
You can apply the R/3 Production Planning System in a variety of production types.
The production types used in practice are essentially dependent on product stability, product
complexity and production processes.

(C) SAP AG LO215 2-5
SAP AG 1999
Subsystems of the PP Application
PPPP
PPPC
Prod. Costing
PPIS
Prod. InfoSystem
PPMRP
Mat. RqmtsPlanning
PPSOP
Sales & Oper.Planning
PPMPS
DemandMgmt
PPBD
BasicData
PPPPSFCSFC
ShopShop FloorFloorControlControl
PPPI
ProcessMfg
PPREMRep.Mfg
PPCRP
CapacityPlanning
PPKAN
KANBAN
The Production Planning (PP) application incorporates a number of integrated working subsystems.
Each time you use the R/3 system, you should determine precisely which components are appropriate
to your needs.
PP-Shop Floor Control is the subsystem for order-related production.

(C) SAP AG LO215 2-6
SAP AG 1999
Order-Related Production: Characteristics (1)
Order-related production
Based on production orders with order category '10'
Production by order lot sizes (see Lot-Sizing Procedure)
Integrated logistical and controlling functionality
Production by production versions (for example,
production lines)
Detailed status management
Full integration into capacity planning
PDC - Interface (PP-PDC) for download and upload
Material staging controlled by material reservations

(C) SAP AG LO215 2-7
SAP AG 1999
Order-Related Production: Characteristics (2)
Availability checks for material, capacity, production resources
and tools
Various options for entering actual data (quantity, time)
Order, operation, time event and progress confirmations
Extensive order-related or product-related controlling
Full integration in the Logistics Information System (LIS) and
Business Information Warehouse (BW)
Archiving and retrieval function
Numerous special functions
multi-level collective orders, trigger points, serial numbers, order
split, external processing, rework, WIP, variance calculation,
cross-plant production, batch creation and batch determination,
co-products and so on

(C) SAP AG LO215 2-8
SAP AG 1999
Cross-Application Functions
Material forecast Sales & Distribution
Inventory
E
A C D
B
Cap
acit
y p
lan
nin
gC
ap
acit
y p
lan
nin
g
Co
sti
ng
Co
sti
ng
Demand program Sales reqmtsPlanning
Requirements planning
Production orderProduction order
OrderOrder processingprocessing
Goods receiptGoods receipt
OrderOrder settlementsettlement
Goods issueGoods issue
Purchase requisition
Purchase order
Goods receipt
Invoice receipt
Planned orderPlanned order
Production order management is a central component of a complex process chain that starts with
independent requirements (planned or customer requirements) and ends in the issue of a finished
product.
Production order management in the SAP System only controls the whole process of in-house
production.
Production order management uses the following system components:
ALE, Workflow, Customizing, word processing, factory calendar, classification, communication and
graphics.

(C) SAP AG LO215 2-9
SAP AG 1999
Production Planning and Control Data
Confirmations
CO object (cost collector)
Material movements (goods receipt / issue)
Production orders
Factory calendar
Mat. master
Work centers
Bills of material
Routings
Prod. resources/tools
CAPP formulas
Documents
MasterMaster datadata
TransactionTransaction datadata
Data that does not change frequently is defined as master data of the Production Planning System.
Transaction data are documents that have a restricted time application. In the Production Planning
System these are production orders.
Documents for confirmations, costs (CO objects) and material movements are assigned to the production
orders.
(C) SAP AG LO215 2-10
SAP AG 1999
Corporate Order Management
Order
Assignmentto a
material
OrderOrder Order
Overhead
cost
orders
Capital
investment
orders
Goods for the market Internal company goods and services
Sales-Related
Goods
sold
Goods in
stock
Company Internal
Cannot be
activated Can be activated
Customer Warehouse Cost center Asset portfolio
Logistic functions (quantities and values) Cost accounting functions (values)
Assignmentto a
sales order
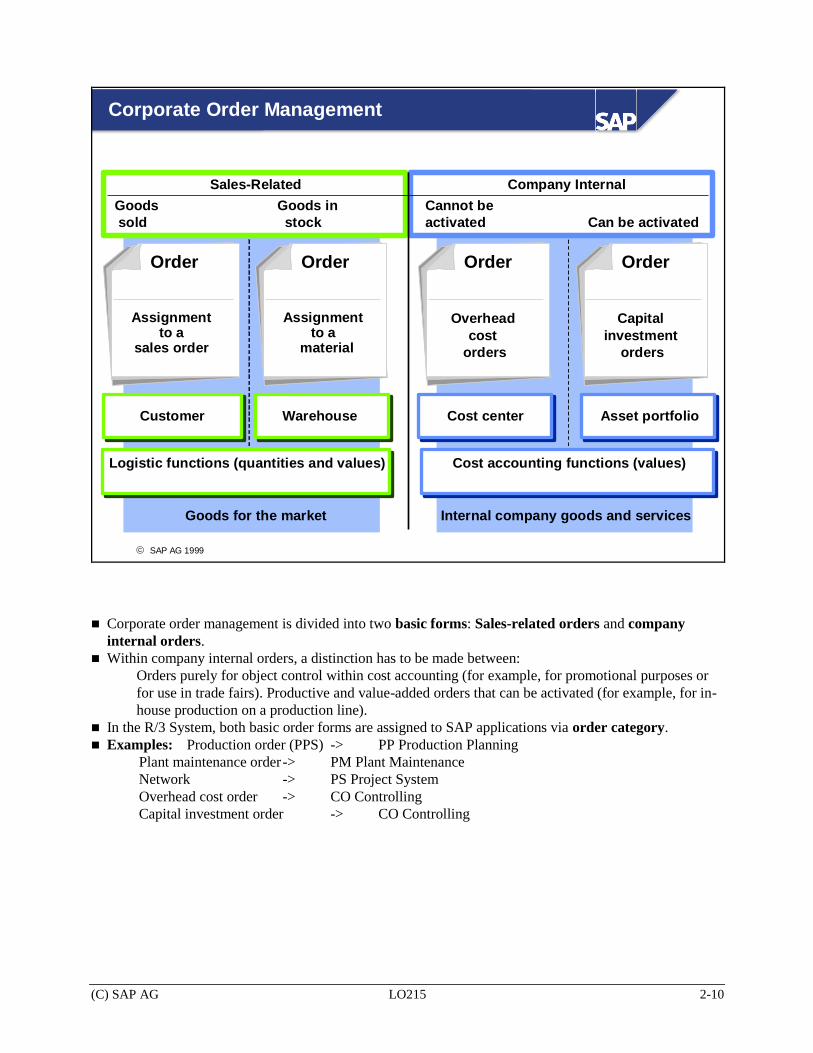
Corporate order management is divided into two basic forms: Sales-related orders and company
internal orders.
Within company internal orders, a distinction has to be made between:
Orders purely for object control within cost accounting (for example, for promotional purposes or
for use in trade fairs). Productive and value-added orders that can be activated (for example, for in-
house production on a production line).
In the R/3 System, both basic order forms are assigned to SAP applications via order category.
Examples: Production order (PPS) -> PP Production Planning
Plant maintenance order -> PM Plant Maintenance
Network -> PS Project System
Overhead cost order -> CO Controlling
Capital investment order -> CO Controlling

(C) SAP AG LO215 2-11
SAP AG 2003
Document Type, Order Category, Order Type
Material accounting documents
Financial accounting documents
Orders
PP process order
PS network
CO internal order
CO production order
CO model order
PM plant maintenance order
Production order (external number range)
Production order (special types)
Production order (internal number range)
PP production order
Document typeDocument type
Order categoryOrder category
Order typeOrder type
The document type is used to differentiate between business transactions in the R/3 System.
Orders are one category of business transaction.
Orders are divided up according to order category, as it is possible to have different orders within the
different applications.
The system predefines fixed order categories for each application.
You have the option of individually defining order categories for each order type within an application.
An order type is used to control different processes:
Number assignment
Setting default values
User-specified status management
User-specific field control (not for production orders in Release 4.7)
Control of special functions (activating BDE, QM, LIS,....)
You define the settings for this in Customizing.

(C) SAP AG LO215 2-12
SAP AG 1999
Definitions in the Production Order
WhatWhat isis being producedbeing produced??
WhenWhen isis it beingit being
producedproduced??
How much hasHow much has toto bebe
producedproduced??
For whom are we producingFor whom are we producing??
((costcost object)object)
Which resourcesWhich resources andand methodsmethods
are being usedare being used in the in the productionproduction??
Which costs are incurred byWhich costs are incurred by thethe
productionproduction??
Products
Activity
Planned order dates
Basic order dates
Calculated dates
Confirmed dates
Release
Start
Final
Planned order quantity
Production order quantity
Confirmed quantity
Material
Cost center
Order
Asset
Material usage
Prod. resources/tools
Checks
Planned
Actual
The production order is determined by a series of definitions for manufacturing a product.

(C) SAP AG LO215 2-13
SAP AG 1999
Production Orders and Organizational Structures
Organizational unitsOrganizational units
Production order
Shop floor control
Demand management
Requirements planning
Inventory management
Company
Controlling areas
Sales organizations
Company codes
Valuation areas
PlantsPlants
Storage locations/batches/special stocks
Purchasing organizations
Production orders generally relate to the organizational unit plant.
The organizational units above a plant can be structured in various ways.

(C) SAP AG LO215 2-14
The material to be produced must have already been designated procurement type in house production
(X,E).
The material status must be released for production on both a cross-plant level (MARA) and a plant
level (MARC).
At least one plant specific view (MRP and/or work scheduling) as well as financial accounting and
costing views must be maintained for the material.
You prepare BOMs as single level BOMs. A special selection procedure chooses the correct BOM.
After you have prepared a routing, a special selection procedure chooses the correct one.

(C) SAP AG LO215 2-15
SAP AG 1999
ProductionProduction
Production operator
Production scheduler
(supervisor)
Production
preparation
Production
preparationDocu. &
analysis
Docu. &
analysis
Industrial
engineer
Sales
planning
Sales
planning
Design
engineer
Plant
reqmts
Detailed
Planning
Production planner
Plant manager
MRP controller
Production scheduler
Production operator
Production scheduler
Plant manager
Quality
inspector
Order-Related Production - Roles
Within the development of the SAP product "mySAP.com", computer-supported work centers have
been created along the entire process chain for order-related production.
Production order management touches on at least those roles shown on the slide.
Individual roles are assigned different activities (tasks), authorizations and responsibilities that
correspond to the actual daily work carried out in practice.

(C) SAP AG LO215 2-16
SAP AG 2003
Production Order - Symbol Overview
Order header
Detail screen (operation, component, PRT, ...)
Sequence overview
Component overview
Operation overview
Document overview
Status overview
Key
Collective order overview
Log
Trigger point overview
Change
Display
Save
Deletion
Schedule (order, collective order)
Cost
Check availability (material, capacity, PRT)
Release (order, operation)
Enter long text (text editor)
Generate object (for example, order)
Execute program (function)
Update
The slide shows the most frequently used pushbuttons (symbols) in the production order.
The symbols have been arranged on the individual production order screens in such a way that you can
always find the relevant symbol in the same place on the screen.
Order functions are arranged on the left and navigation functions on the right.
In the overviews of the operations, components and production resources/tools, the relevant pushbuttons
for the individual object have been arranged underneath the overview.
Where it was considered appropriate, pushbuttons were placed directly next to a data field.

(C) SAP AG LO215 2-17
SAP AG 1999
• Order type
LO215 - Commonly Used Abbreviations
Table T399XSPRO + SFC + Master Data + Order-Type
Dependent Parameters
• Order type parameters
Table T003O
SPRO + SFC + Master Data + Order Types
• PP-SFC
• Scheduling parameters of
the order type
Table TCX00_FASPRO + SFC + Operations + Scheduling + Scheduling
Parameters
Production Planning - Shop Floor Control
SAP + LO + PP + Shop Floor Control
• Customizing Transaction SPROSAP + Tools + Accelerated SAP + Customizing +
Edit Project
• Task menu (SAP) Transaction session_manager
During the LO215 course, the instructor may repeatedly use certain terms, tables and shortcuts. The
slide contains the most important terms and their menu paths.
The instructor will not always repeat these menu paths.

(C) SAP AG LO215 2-18
SAP AG 1999
You have gained an overview of the process chain for
order-related production and the role it plays in the R/3
System.
You have learned about the prerequisites for master data.
You have been informed about the role of order
management in the organization structures of the R/3
System.
The orders are assigned to an application using the order
category. This determines the scope of the functions.
The order types serve as a control for special functions
per order category.
Overview: Summary

(C) SAP AG LO215 3-1
SAP AG 1999
Order data structure
Production order screens
Overview of order processing
Order Structure and Processing: Contents

(C) SAP AG LO215 3-2
SAP AG 1999
Order Structure and Processing: Course Objectives
At the conclusion of this unit you will be able
to:
Describe production order data structure
Describe the most important production order
screens
Summarize the main functions of order processing

(C) SAP AG LO215 3-3

(C) SAP AG LO215 3-4
SAP AG 1999
Elements of an Order
Order headerOrder header
OperationsOperations
Capacity splitsCapacity splits
MaterialMaterial componentscomponents
ProdProd.. resourcesresources//toolstools
Trigger PointsTrigger Points
ConfirmationsConfirmations
Order number
Plant
Production scheduler
Work center
Control key
Standard values
Individual machine
Individual person
Settlement ruleSettlement rule
Settlement profile
Settlement receiver
Material number
Quantity
Reqmts date
PRT number
PRT category
Number
Functions
Quantities
Times
CostsCosts
Planned
Actual
Document linksDocument links
Doc. number
Doc. category
OperationOperation sequencessequences
Standard sequence
Other sequences
The order structure can be enhanced by adding certain elements.
At least one operation is required. The system automatically creates this operation when missing.
You have the choice of whether or not to assign material components, production resources / tools
and trigger points to the operation.
You can create several (parallel) operation sequences.
You can make a selection from several alternative sequences.
Suboperations are permitted within an operation.
Costs are determined at operation level and submitted at order header level only in the case of order-
related cost object controlling.

(C) SAP AG LO215 3-5
The segment of the order header describes the product that is to be manufactured with the production
order (finished product, assembly, individual part).
There are a series of detail screens for the order header.
The header text of a production order can either be the short text of the material master or the header
text of the routing that has been copied into the production order (with reference to this, see the switch
in table T399X).

(C) SAP AG LO215 3-6
This segment of the operation describes the individual work steps of the production order.
There are a series of detail screens for an operation.
These screens, in turn, incorporate further detail screens.
For example, you can branch from the component overview to screens for each material component.
You have the option of inserting suboperations hierarchically with reference to an operation.
This enhances calculation and capacity planning.
The operation control key of the sub-operation plays an important role in this.
Scheduling always occurs at operation level.
The standard values of the suboperations can be cumulated on the corresponding operation when the
dimension and units of measurement are the same.
It is not possible to assign material components or production resources / tools to sub-operations.

(C) SAP AG LO215 3-7
In a production order, you can assign any number of material components to an operation.
The segment for the material component describes the material required to carry out the individual
operations.
There are a series of single screens for a material component.

(C) SAP AG LO215 3-8
In a production order, you can assign any number of production resources/tools to an operation.
The segment for production resources/tools describes the required devices, tools, test equipment and so
on required for executing an individual operation.
The production resources/tools category is essentially derived from the demands on a production
resource/tool and its relationship to a certain object (material, equipment and so on).

(C) SAP AG LO215 3-9
You can assign any number of documents to a production order. These are maintained in the
Document Management System (DMS).
The documents themselves are only linked to the production order and not saved in it.
You can create links from documents to a production order manually or automatically.
Documents can be drawings, texts, videos and so on.
Application example: Product descriptions
Assembly instructions and diagrams
Inspection instructions and certificates
Work instructions
Storage and transportation regulations
Spare parts lists
Maintenance regulations
(C) SAP AG LO215 3-10
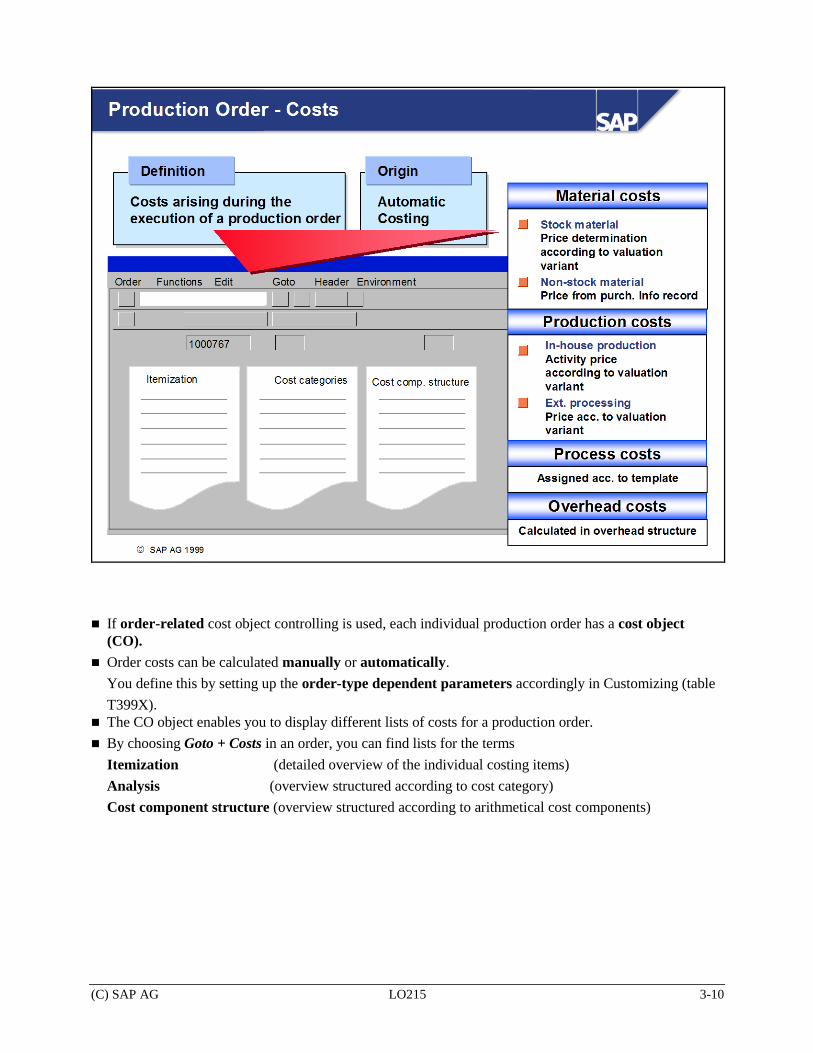
If order-related cost object controlling is used, each individual production order has a cost object
(CO).
Order costs can be calculated manually or automatically.
You define this by setting up the order-type dependent parameters accordingly in Customizing (table
T399X).
The CO object enables you to display different lists of costs for a production order.
By choosing Goto + Costs in an order, you can find lists for the terms
Itemization (detailed overview of the individual costing items)
Analysis (overview structured according to cost category)
Cost component structure (overview structured according to arithmetical cost components)
(C) SAP AG LO215 3-11
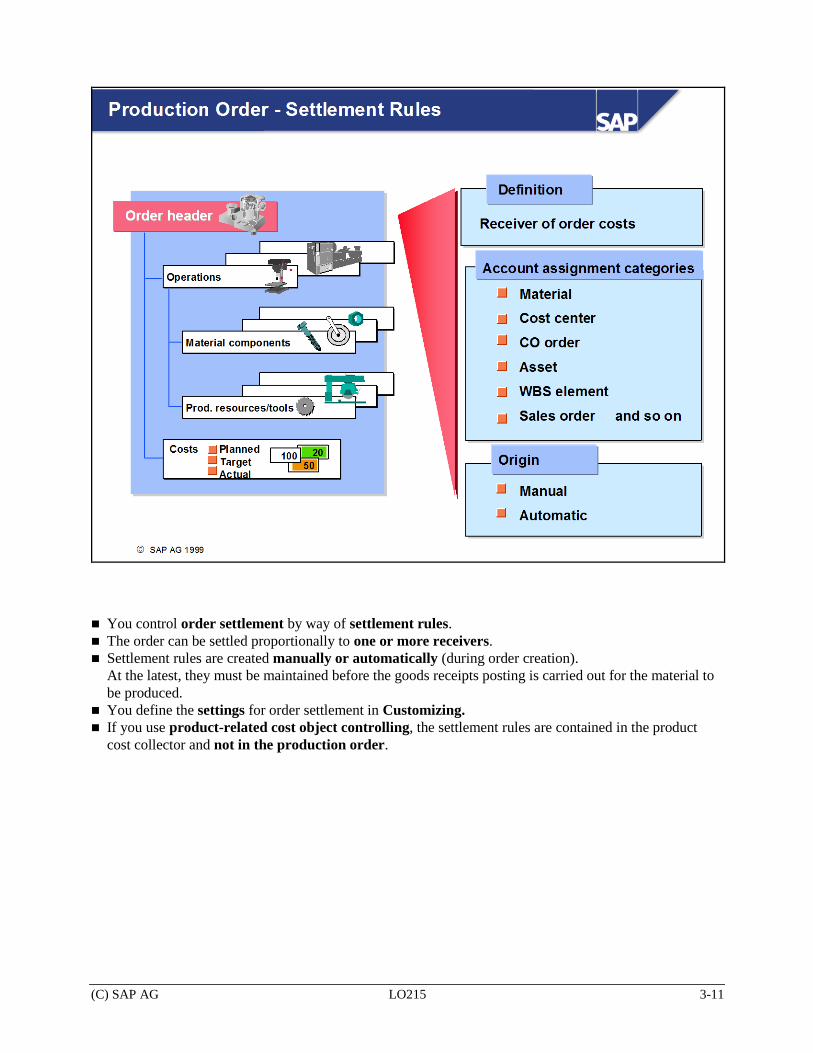
You control order settlement by way of settlement rules.
The order can be settled proportionally to one or more receivers.
Settlement rules are created manually or automatically (during order creation).
At the latest, they must be maintained before the goods receipts posting is carried out for the material to
be produced.
You define the settings for order settlement in Customizing.
If you use product-related cost object controlling, the settlement rules are contained in the product
cost collector and not in the production order.

(C) SAP AG LO215 3-12
SAP AG 1999
Processing a Production Order
11
Order request
Order creation
Availability
checks
Print order
Material staging
Order settlement
Archiving / deleting
Goods receipt
Order release
Confirmations
20
50100
Determine WIP
Calculate variances
Order processing
Machine
reservation
22
33
44
55
66
77
88
99
1010
1111
1212
1313
1414
Order headerOrder header
Operations
Material components
Prod. resources/tools
Costs Planned
TargetActual
The production order runs through a wide range of individual activities.
WIP calculation, variance calculation and settlement are generally periodic operations for cost
object controlling that are processed in the background.
You must define a series of settings for each individual stage if an order is to be processed successfully.
CO Configuration includes a special feature that sets the prerequisites for WIP determination, variance
calculation and settlement.

(C) SAP AG LO215 3-13
SAP AG 1999
Order Structure and Processing: Summary
You have gained an overview of the data structure
of a production order
You know the most important production order
screens
The basic functions of production order
management were shown in an example

(C) SAP AG LO215 3-14
Exercise Data
Note:
There will not be sufficient time to work through
all the exercises during the course. The exercises
marked Optional should be seen as supplementary
examples that can be used, as required and time
permitting, during the course. Attendees can also
use these exercises after the course, to consolidate
what they have learned.
Explanation of the Symbols in the Exercises and Solutions
Exercises
Solutions
Course Objectives
Business scenario
Tips & Tricks
Warning or caution

(C) SAP AG LO215 3-15
Data in the exercises
Type of data Data in training system
(ID3, client 400)
Data in the IDES system
(ID3, client 800)
Group no. xx (01....20)
User master records LO215-xx password
FERT
Client 400 (401, 402) as per
training room
Customizing project 200 200
Company code 1000 1000
Business area 1000 1000
Purchasing
organization
1000 1000
Sales organization 1000 1000
Distribution channel 10 Final customer sale 10 Final customer sale
Division 00 Multiple division 00 Multiple division
Sector M Mechanical
engineering
M Mechanical
engineering
Personnel area 1000 1000
Personnel subarea
Chart of accounts INT INT
Controlling area 1000 1000
Cost center hierarchy H1 H1
Cost center nodes 4200 4200

(C) SAP AG LO215 3-16
Cost centers 4210, 4220, 4230 4210, 4220, 4230
Activity types 1410 Machine time
1420 Setup time
1430 Personnel time
1410 Machine time
1420 Setup time
1430 Personnel time
Factory calendar 01 01
Plants 1000 (Normal)
1100 (special structures)
1000 (Normal)
1100 (special structures)
MRP controllers 100, 101 Demo
001 to 002 Participants
099 Instructor
100, 101 Demo
Capacity planner 100, 101 Demo
001 to 002 Participants
099 Instructor
100, 101 Demo
Production scheduler 100, 101 Demo
001 to 002 Participants
099 Instructor
100, 101 Demo
Production scheduling
profile
0000001 Normal
0000002 automatic
0000001 Normal
0000002 automatic
(C) SAP AG LO215 3-17
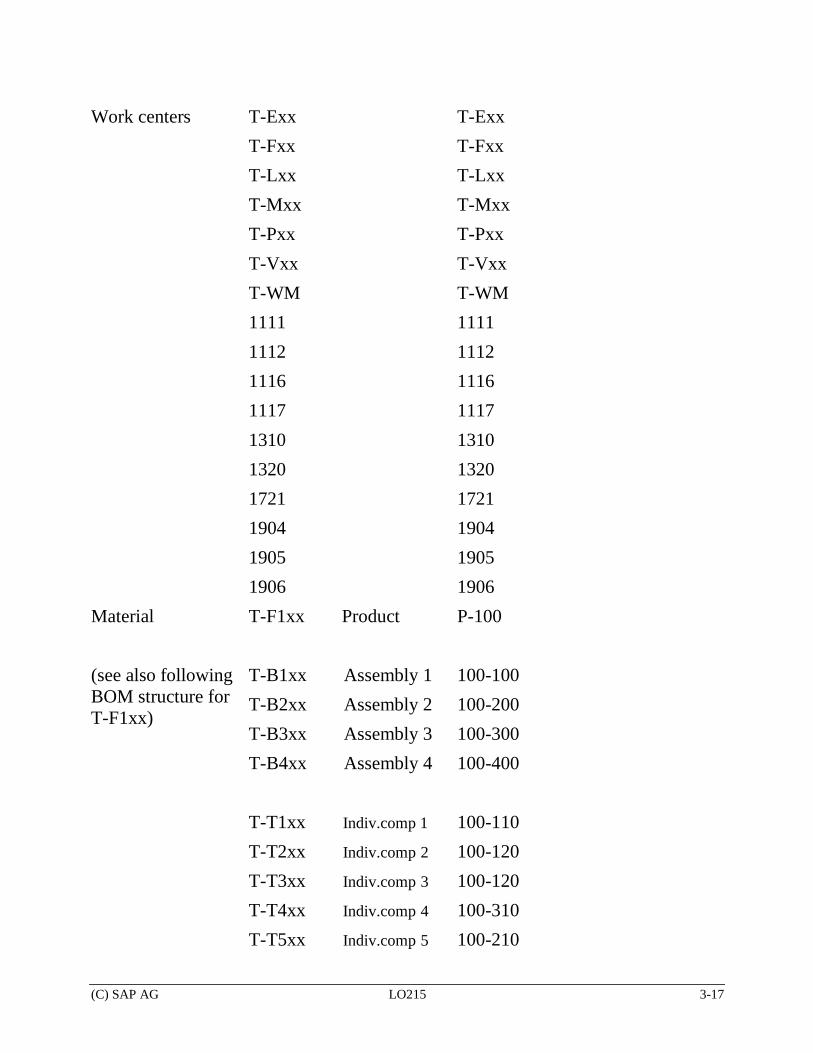
Work centers T-Exx
T-Fxx
T-Lxx
T-Mxx
T-Pxx
T-Vxx
T-WM
1111
1112
1116
1117
1310
1320
1721
1904
1905
1906
T-Exx
T-Fxx
T-Lxx
T-Mxx
T-Pxx
T-Vxx
T-WM
1111
1112
1116
1117
1310
1320
1721
1904
1905
1906
Material
(see also following
BOM structure for
T-F1xx)
T-F1xx Product
T-B1xx Assembly 1
T-B2xx Assembly 2
T-B3xx Assembly 3
T-B4xx Assembly 4
T-T1xx Indiv.comp 1
T-T2xx Indiv.comp 2
T-T3xx Indiv.comp 3
T-T4xx Indiv.comp 4
T-T5xx Indiv.comp 5
P-100
100-100
100-200
100-300
100-400
100-110
100-120
100-120
100-310
100-210

(C) SAP AG LO215 3-18
Normal flow
Collective order
Config.var. scn. 1
Config.var. scn. 2
Config.var. scn. 3
Change
management
Normal flow
Rework
Automat.
Procedure
Limited no. of
Variants
W/o BOM and
plan
Select. BOM/plan
Op. consequences
Co-products
Mat. components
Mat. staging
Availability
Discontinued parts
Cross-plant
Split valuation
Batch production
Ext. Proc. / proc.
Serial numbers
Repetitive /order-
based production
Stock
determination
P-100
P-400
P-500
P-501
P-502
P-600
100-300
100-301
T-A
T-V1, V2
T-MAN
T-SEL
T-OS
T-COP
T-MC
T-MS
T-MA
T-MD
T-PDP
T-MV
T-BCH
T-EX
T-SN
T-REP
T-STOCK
P-100
P-400
P-500
P-501
P-502
P-600
100-300
100-301
T-A
T-V1, V2
T-MAN
T-SEL
T-OS
T-COP
T-MC
T-MS
T-MA
T-MD
T-PDP
T-MV
T-BCH
T-EX
T-SN
T-REP
T-STOCK

(C) SAP AG LO215 3-19
Bills of material T-F1xx
P-100
P-400
P-500
P-501
P-502
P-600
T-A
T-V1, V2
T-SEL
T-OS
T-COP
T-MC
T-MS
T-MA
T-MD
T-PDP
T-MV
T-BCH
T-EX
T-SN
T-REP
P-100
P-400
P-500
P-501
P-502
P-600
T-A
T-V1, V2
T-SEL
T-OS
T-COP
T-MC
T-MS
T-MA
T-MD
T-PDP
T-MV
T-BCH
T-EX
T-SN
T-REP
Routings T-F1xx
P-100
P-400
P-500
P-100
P-400
P-500

(C) SAP AG LO215 3-20
P-501
P-502
P-600
T-A
T-V1, V2
T-SEL
T-OS
T-COP
T-MC
T-MS
T-MA
T-MD
T-PDP
T-MV
T-BCH
T-EX
T-SN
T-REP
50000003 standard task
list
P-501
P-502
P-600
T-A
T-V1, V2
T-SEL
T-OS
T-COP
T-MC
T-MS
T-MA
T-MD
T-PDP
T-MV
T-BCH
T-EX
T-SN
T-REP
50000003 standard task
list
WM storage bin PROD-1310 PROD-1310
Standard trigger
point
T-NACHARB T-NACHARB
Order types PP01 Demo and
exercise
PP03 Demo and
exercise
PP04 Demo and
PP01 Demo
PP03 Demo
PP04 Demo
PP06 Demo
(C) SAP AG LO215 3-21
exercise
PP06 Demo and
exercise
PP07 Demo and
exercise
PP08 Demo and
exercise
PP07 Demo
PP08 Demo

(C) SAP AG LO215 3-22

(C) SAP AG LO215 3-23
(C) SAP AG LO215 3-24
Order Structure and Order Processing Exercises
Unit: Order Structure and Order Processing
Topic: Order Structure and Order Processing
(LO215 Exercise 1)
• Structure (data and contents) of a production order
In your capacity as production manager, production scheduler,
supervisor or operator, you work with production orders all the
time. In this exercise, you will become familiar with the structure
of a production order.
1-1 Display the production order no. _______________ .
Path: S000 LO PP SFC ORDER DISPLAY
1-2 Display the individual data segments, screens and their data fields in the following
order:
Note any questions you may have about the meaning of the data fields.
If the meaning of any of the data fields is not clear, ask the instructor.
1-2-1 Order header screens
Path: GOTO HEADER

(C) SAP AG LO215 3-25
Select the corresponding tab index for the respective screen.
General
Assignment
Goods receipt
Control
Dates/quantities
Master data
Long text
Settlement rule
Path: HEADER SETTLEMENT RULE
1-2-2 Overview of the operation sequences
Path: GOTO OVERVIEWS SEQUENCES
1-2-3 Operation sequence details
Path: SEQUENCE DETAILS
1-2-4 Operation overview
Path: GOTO OVERVIEWS OPERATIONS
1-2-5 Operation screens (select operation "0010")
Path: OPERATION OPERATION DETAILS

(C) SAP AG LO215 3-26
Select the corresponding tab index for the respective screen.
General
Standard values
External processing
Interoperation times
Standard value calculation
Splitting
Overlap
Dates
User fields
Suboperation/dates
Quantities/activities
Confirmed dates
Qualification
Long text
1-2-6 Material components - Overview
Path: GOTO OVERVIEWS COMPONENTS
1-2-7 Material component screens (select component "0010" or "0070")
Path: COMPONENT COMPONENT DETAILS
Select the corresponding tab index for the respective screen.
Item ’0010’ General Data
Item ’0070’ VarSzeltmDta
1-2-8 Overview of production resources/tools for operation "0050"
Path: Go to the operation overview and select
operation "0050".
In the menu bar at the bottom of the screen, select the PRT pushbutton
(Production resources/tools)
1-2-9 Screens for the production resources/tools (select production resource/tool
"0020")

(C) SAP AG LO215 3-27
Path: PRODUCTION RESOURCE/TOOL PRODUCTION
RESOURCE/TOOL DETAILSHILFSMITTEL
Select the corresponding tab index for the respective screen.
Item ’0020’ General
Quantities
Dates
1-2-10 Document overview
Path: GOTO OVERVIEWS DOCUMENTS
1-2-11 Display of the document information record (select the first document)
Path: DOCUMENT DISPLAY DOCUMENT INFORMATION RECORD
Select the corresponding tab index for the respective screen.
Document data
Additional data
Descriptions
Object links
Original
1-2-12 Display of the original document (display both originals from the document
overview for the order)
Path: DOCUMENT DISPLAY ORIGINAL DOCUMENT
1-2-13 Costs
Itemization
Analysis (Cost categories)
Cost comp. structure (Cost component

(C) SAP AG LO215 3-28
Path: GOTO -> COSTS -> ITEMIZATION
ANALYSIS
COST COMP. STRUCTURE

(C) SAP AG LO215 3-29
Order Structure and Order Processing Solutions
Unit: Order Structure and Order Processing
Topic: Order Structure and Order Processing
(LO215 Exercise 1)
No answers are required for this exercise.
(C) SAP AG LO215 4-1
SAP AG 1999
Order Creation/Order Change: Contents
Function procedure "Creating an order"
Automatic follow-on postings
Creation variants
Normal
With production version
No reference to material (any activity)
Copy from order
Related to sales order
With variant configuration
Bill of material and task list selection
Converting planned orders
Reading master data
Operation sequences in an order

(C) SAP AG LO215 4-2
SAP AG 1999
At the conclusion of this unit you will be able
to:
Order Creation/Changing Orders: Course Objectives
Define the basic features and variants forcreating production orders
Describe subsequent functions in ordercreation
Describe the process of routing and BOMselection when creating an order
Define how master data is read intoexisting orders
Describe how to create and convertplanned orders
SAP AG 1999

(C) SAP AG LO215 4-3

(C) SAP AG LO215 4-4
SAP AG 1999
Creating Production Orders
FridayJuly
27 1992
TuesdayDecember
18 1992
ManualManual Requirements planningRequirements planning AutomaticAutomatic
Specify order type
Define order item
Copy routing
Copy bill of material
Lead time scheduling
Optional (Customizing)
Availability check
Add, change
Save production order
Various functions (1)(1)
The production order can be generated automatically (confirmation, sales order) or manually (directly)
by converting it from a planned order.
A start / finish date is entered for the order item (product) according to the scheduling type (forwards or
backwards) .
Lead time scheduling is executed automatically. It calculates the start / finish dates of the order and the
detailed dates and capacity requirements of the operations.
You also have the option of carrying out an availability check (specifiable in Customizing).
You can determine the planned costs when saving the order (specifiable in Customizing).
((11)) Other functions that can be executed automatically are:
Batch creation, determination, order classification, serial number assignment, document integration.

(C) SAP AG LO215 4-5
SAP AG 1999
Automatic Postings
MaterialMaterial reservationsreservations
Purchase requisitionsPurchase requisitions
CostsCosts (CO object)(CO object)
Capacity requirementsCapacity requirements
TransportTransport requirementsrequirements
Inspection lotsInspection lots
PRTPRT requirementsrequirements
Inventory management
Purchasing
Controlling
Capacity planning
Warehouse management
Quality management
PRT management
When you create a production order, a series of additional posting procedures occur at the time of
posting (the data is already formatted online).
These automatically generate the required data for stored parts of the system.
Material reservations are generated for all warehouse components. You can choose whether these
reservations are to be immediately relevant to MRP or not until the time of release (indicator in the
order-type dependent parameters T399X)
Purchase requisitions are created for non-warehouse components and externally processed operations.
Costs are determined when you save.
Transport requirements are generated when the operation is released.
PRT requirements are only generated internally. At the present time, however, there is no
requirements planning for PRTs which works with these records.
Transaction CF21 (using PRT in orders) is available for evaluating PRT requirements in production
orders.
Missing parts records are written for missing parts.

(C) SAP AG LO215 4-6
There are numerous possibilities for creating production orders.

(C) SAP AG LO215 4-7
SAP AG 1999
Creation Variants 2
Order
Order
Planned
Planned Order
Material BOM
OrderPlanned order
Planned
Create without routing andbill of material
Create with routings
Create with routing
and bill of material
Create with planned order
Operations, material components and production resources / tools are normally copied from the routing
and BOM.
You can also input such information manually.
The BOM is not reread when you convert a planned order.
If you do not specify otherwise in a routing, the system automatically assigns the BOM components to
the first operation.
(C) SAP AG LO215 4-8
SAP AG 1999
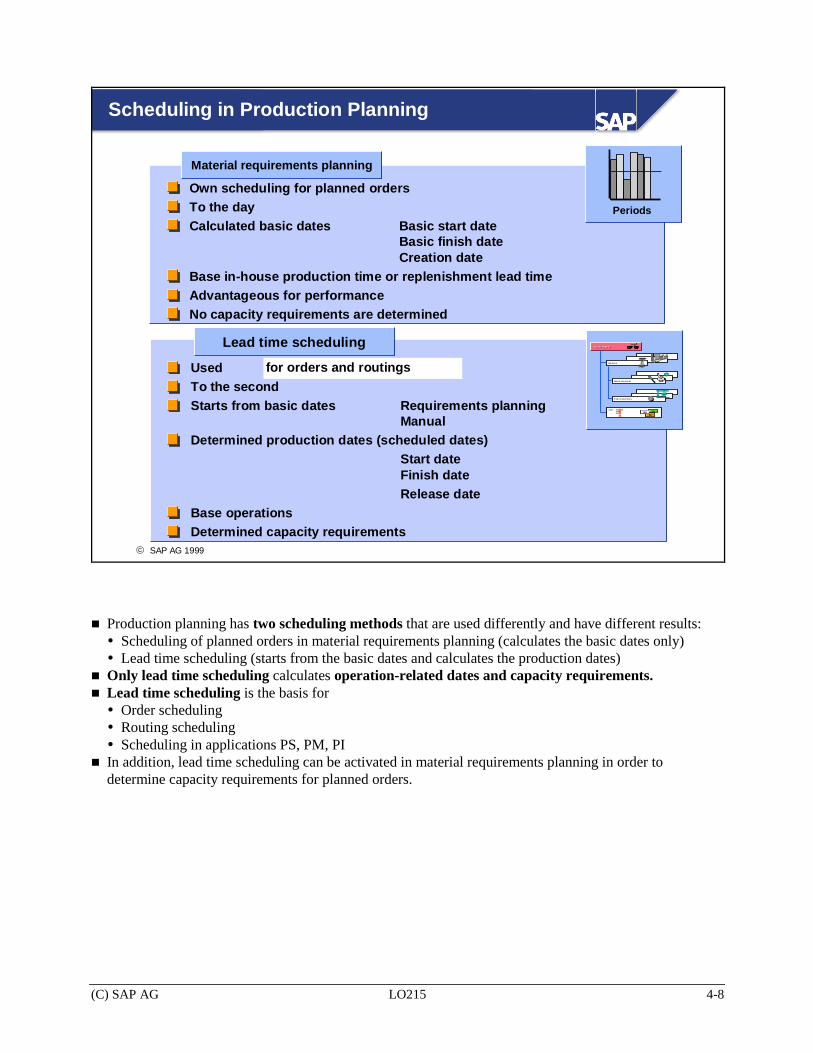
Own scheduling for planned orders
To the day
Calculated basic dates Basic start date
Basic finish date
Creation date
Base in-house production time or replenishment lead time
Advantageous for performance
No capacity requirements are determined
Used
To the second
Starts from basic dates Requirements planning
Manual
Determined production dates (scheduled dates)
Start date
Finish date
Release date
Base operations
Determined capacity requirements
Material requirements planning
Lead time scheduling
Periods
Order head erOrder head er
Operati ons
Mater ial com pone nts
Prod. res ource s/t ool s
Cost s Pla nnedTargetAct ual
20
50100
for orders and routings
Scheduling in Production Planning
Production planning has two scheduling methods that are used differently and have different results:
Scheduling of planned orders in material requirements planning (calculates the basic dates only)
Lead time scheduling (starts from the basic dates and calculates the production dates)
Only lead time scheduling calculates operation-related dates and capacity requirements.
Lead time scheduling is the basis for
Order scheduling
Routing scheduling
Scheduling in applications PS, PM, PI
In addition, lead time scheduling can be activated in material requirements planning in order to
determine capacity requirements for planned orders.
(C) SAP AG LO215 4-9
SAP AG 1999
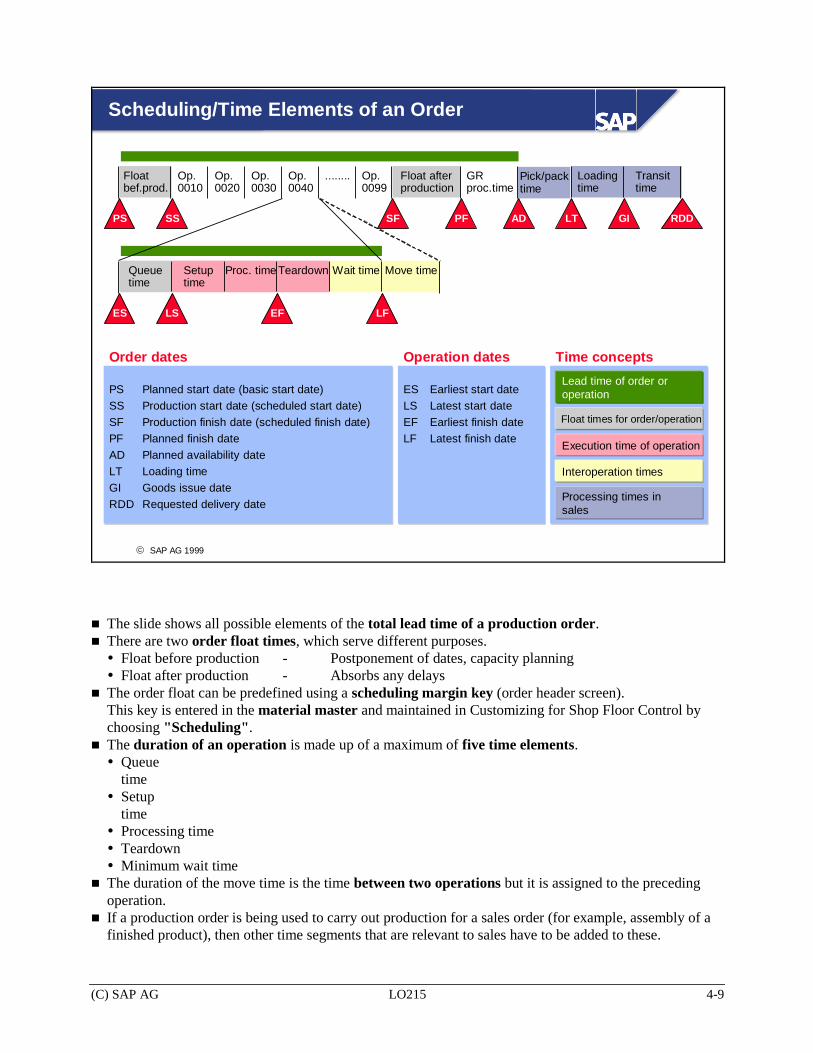
Order dates Operation dates Time concepts
PS Planned start date (basic start date)
SS Production start date (scheduled start date)
SF Production finish date (scheduled finish date)
PF Planned finish date
AD Planned availability date
LT Loading time
GI Goods issue date
RDD Requested delivery date
ES Earliest start date
LS Latest start date
EF Earliest finish date
LF Latest finish date
Lead time of order or
operation
Execution time of operation
Interoperation times
Processing times in
sales
Float bef.prod.
Op.0010
Op.0020
Op.0030
Op.0040
........ Op.0099
Float afterproduction
GRproc.time
Pick/packtime
Loadingtime
Transittime
PS SS
Queuetime
Setuptime
Proc. time Teardown Wait time Move time
SF PF RDDGILTAD
ES LS EF LF
Float times for order/operation
Scheduling/Time Elements of an Order
The slide shows all possible elements of the total lead time of a production order.
There are two order float times, which serve different purposes.
Float before production - Postponement of dates, capacity planning
Float after production - Absorbs any delays
The order float can be predefined using a scheduling margin key (order header screen).
This key is entered in the material master and maintained in Customizing for Shop Floor Control by
choosing "Scheduling".
The duration of an operation is made up of a maximum of five time elements.
Queue
time
Setup
time
Processing time
Teardown
Minimum wait time
The duration of the move time is the time between two operations but it is assigned to the preceding
operation.
If a production order is being used to carry out production for a sales order (for example, assembly of a
finished product), then other time segments that are relevant to sales have to be added to these.

(C) SAP AG LO215 4-10
SAP AG 1999
Number Assignment for a Production Order
. . . .
1000000100000019999991999999
2000000200000029999992999999
3000000300000039999993999999
PP02PP02PI02PI02..........
XX
PP01PP01IDESIDESPP06PP06........
PI01PI01............
Number rangeNumber range objectobject forfor anan orderorder ((generalgeneral))
Range from
to
Assignment internal
external(x)
Assignment of the
order types
(element)
Number range -
Group 1
Number range -
Group 2
Number range -
Group 3
Order numbers are assigned according to order type.
Numbers can be assigned either externally or internally.
The order number can be composed of a maximum of 12 characters.
Order numbers can be defined independent of company codes, plants and other organizational
structures.
A number range group must be specified for each predefined number range. You can create an
unlimited amount of number range groups.
The order categories can be assigned to any of the number range groups. The system does not allow
multiple assignment.
The current status of the internal number assignment can be changed manually provided that the
sequences are taken into account.
You maintain the number range in Customizing.
(C) SAP AG LO215 4-11
SAP AG 1999
Task List Selection Criteria
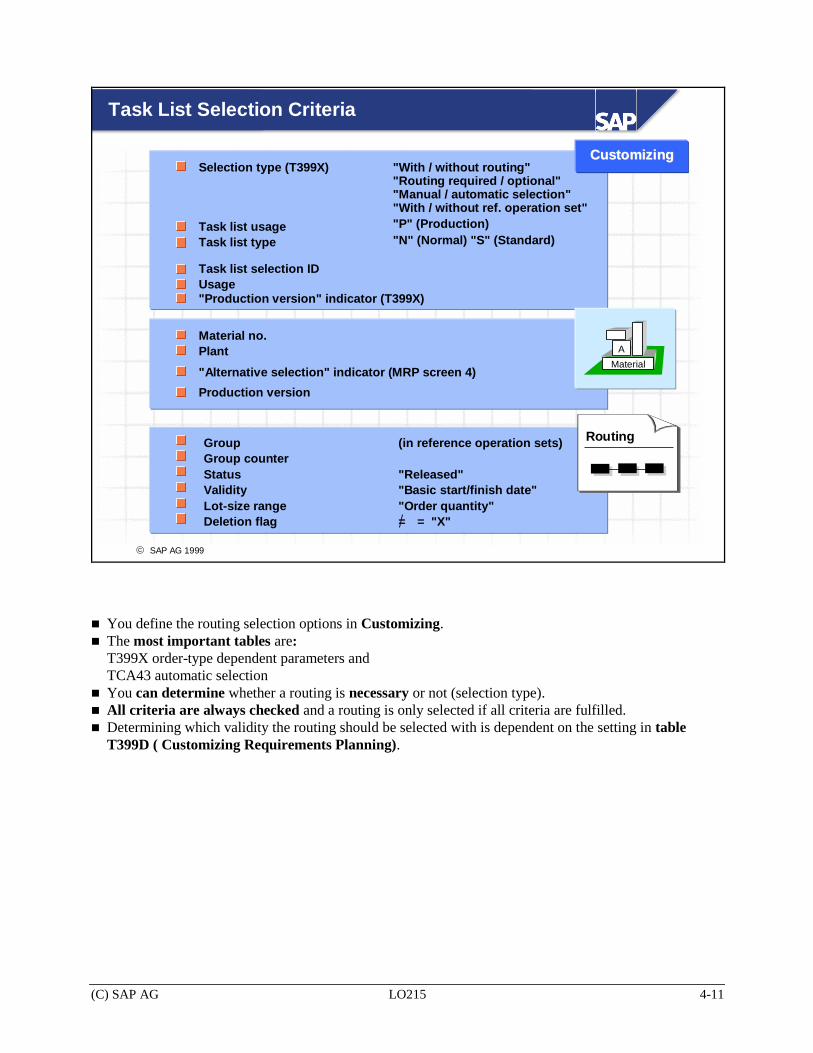
Selection type (T399X) "With / without routing""Routing required / optional""Manual / automatic selection""With / without ref. operation set"
"P" (Production)
"N" (Normal) "S" (Standard)Task list usage
Task list type
Task list selection ID
Usage
Material no.
Plant
"Alternative selection" indicator (MRP screen 4)
Production version
Group
Group counter
Status
Validity
Lot-size range
Deletion flag = = "X"
"Order quantity"
"Basic start/finish date"
"Released"
(in reference operation sets)
CustomizingCustomizing
Routing
Material
A
"Production version" indicator (T399X)
You define the routing selection options in Customizing.
The most important tables are:
T399X order-type dependent parameters and
TCA43 automatic selection
You can determine whether a routing is necessary or not (selection type).
All criteria are always checked and a routing is only selected if all criteria are fulfilled.
Determining which validity the routing should be selected with is dependent on the setting in table
T399D ( Customizing Requirements Planning).

(C) SAP AG LO215 4-12
SAP AG 1999
Task List Selection - Procedure
= No
= Yes
= No
= Yes
PP parameters for
order type (T399X)
"Task list selection"
indicator
Select a
task list?
Automatic
selection ?
Manual
selection
Create operation
(default values
from TCO41)
Mat. master
"Alternative
selection"
indicator
Additional
criteria
Key: PV = Production version
= Blank
= 1
= 2
Task list selection by
selection ID (TCA43)
Task list selection by
production version
= 3 Mandatory task list
selection by PV
Task list selection by
selection ID (TCA43)
Automatic routing
selection (TCA43)
RoutingRouting
Routing
PP parameters for
order type (T399X)
"ProdVersion" indicator
During automatic selection, the alternative selection indicator in the material master (MRP screen 4)
determines how selection is carried out.
Note the following special features:
IND = Blank
Using the selection ID from table T399X, the system searches the sequence of priorities contained in
table TCA43 for the first available routing that fulfills the criteria: lot size and task list category, usage
and status.
IND = 1
Same as for "blank".
IND = 2
The system searches the material master for production versions that fit the lot size.
If only one exists, then its routing is checked against all criteria (also those contained in TCA43!). If
there are more than one, table T399X decides (production version indicator) whether the user (dialog
box) or the system (automatic) determines which production version is to be selected.
If, despite this, no valid routing is found, the system does not stop.
The system carries on searching using the procedure for when the indicator is "blank".
IND = 3
Same as for value = 2. If no valid routing is found in this case, the system stops the search!
No production order is created.
Selection according to production version presupposes that valid production versions have been
maintained in the material master.

(C) SAP AG LO215 4-13
If you create a routing for a sales order, then this is used independent of the other selection criteria.
(C) SAP AG LO215 4-14
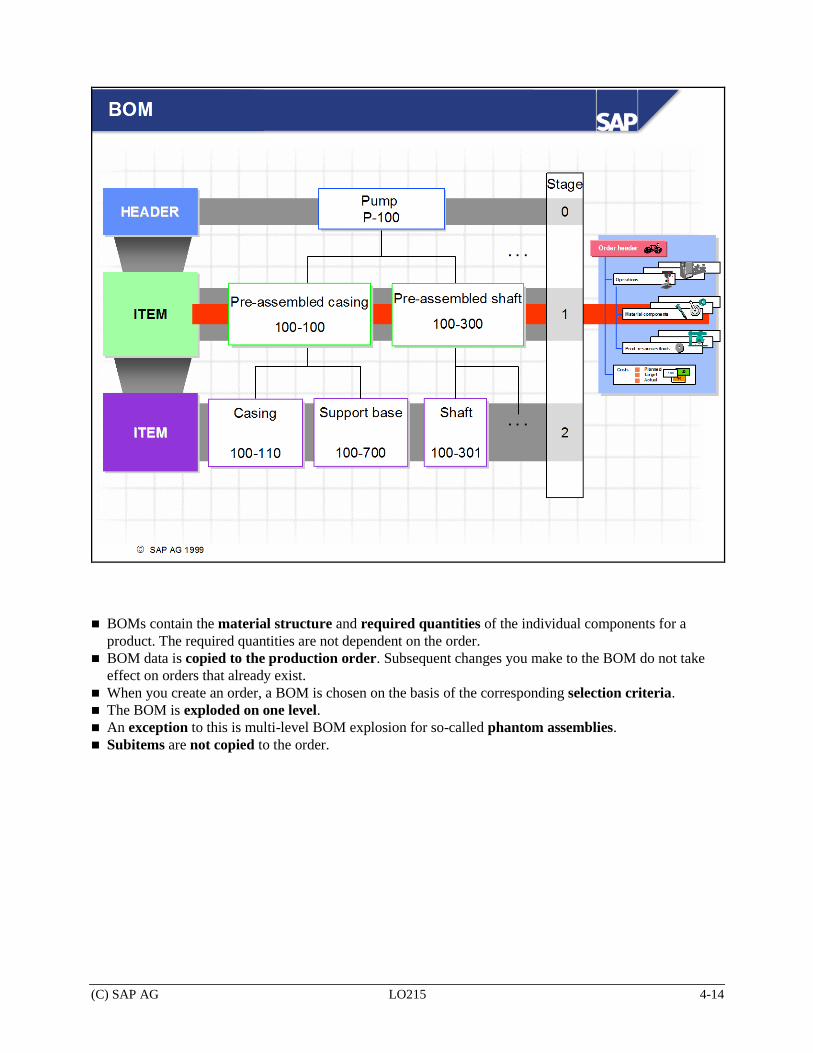
BOMs contain the material structure and required quantities of the individual components for a
product. The required quantities are not dependent on the order.
BOM data is copied to the production order. Subsequent changes you make to the BOM do not take
effect on orders that already exist.
When you create an order, a BOM is chosen on the basis of the corresponding selection criteria.
The BOM is exploded on one level.
An exception to this is multi-level BOM explosion for so-called phantom assemblies.
Subitems are not copied to the order.

(C) SAP AG LO215 4-15
SAP AG 1999
Bill of Material Selection - Criteria
BOMBOM itemitem
CustomizingCustomizingBOM application (T399X)
BOM selection ID
BOM selection priority
BOM alternative
BOM usage
"Alternative no."
BOM status
Validity
Lot-size range
Deletion flag
"Released"
"Basic start/finish date"
"Order quantity"
= = "X"
Status
Validity
'Production'
BOM headerBOM header
Material no.
Plant
"Alternative selection" indicator (MRP screen 4)
Production version
Material
A
BOM
"Production version" indicator (T399X) "Automatic/manual"
You must define the BOM selection options in Customizing.
The system always checks all criteria.
Only BOM items relevant to production are copied to an order. (See the item category of the
component).
If there are several valid BOMs that could be selected, the system automatically chooses the first valid
one.
You can make the validity of a BOM item dependent on various parameters (for example, date,
customer, serial and matieral number of the product to be manufactured).
Refer to "Parameter Effectivity" in change management

(C) SAP AG LO215 4-16
SAP AG 1999
Bill of Material Selection - Procedure
BOM alternative
alternative (T415A)
Additional
criteria
= Blank
=
No
= 2
=
Yes
= 1
Sel. ID
Mat. master
Indicator "Alternative
selection"
PP parameters for
order type (T399X)
"BOM usage"
BOM usage(TC04)
BOM selection by
lot size
BOM selection by
date
Selection by
date permitted ?
BOM selection by
PVSelection by
PV permitted?= 3Mandatory BOM
selection by PV
Key:PV = Production
version
BOM usage
priorities (TCS41)
PP parameters for
order type (T399X)
"ProdVersion" indicator
BOMBOM
BOM
= Yes
= No
During automatic selection, the alternative selection indicator in the material master (MRP screen 4)
determines the selection procedure.
Note the following special features:
IND = Blank
The system takes the BOM usage that is defined for each order type from table T399X, enters table
TC04 with this and takes a selection ID from this table. The system uses this selection ID and
searches the sequence of priorities contained in table TCS41 for the first available BOM that fulfills
the lot size and BOM usage criteria.
IND = 1
Selection according to date requires that an entry is maintained in Customizing for the material
(T415A alternative selection multiple BOM).
IND = 2
The system searches the material master for production versions that fit the lot size.
If only one exists, then its BOM is checked against all criteria (also those contained in TCS41!). If
there are more than one, table T399X decides (production version indicator) whether the user
(dialog box) or the system (automatic) determines which production version is to be selected. If,
despite this, no valid BOM is found, the system does not stop.
The system carries on searching using the procedure for when the indicator is "blank".
IND = 3
Same as for value = 2. If no valid BOM is found in this case, the system stops searching!
The production order has no components.

(C) SAP AG LO215 4-17
Selection according to production version presupposes that valid production versions have been
maintained in the material master.
(C) SAP AG LO215 4-18
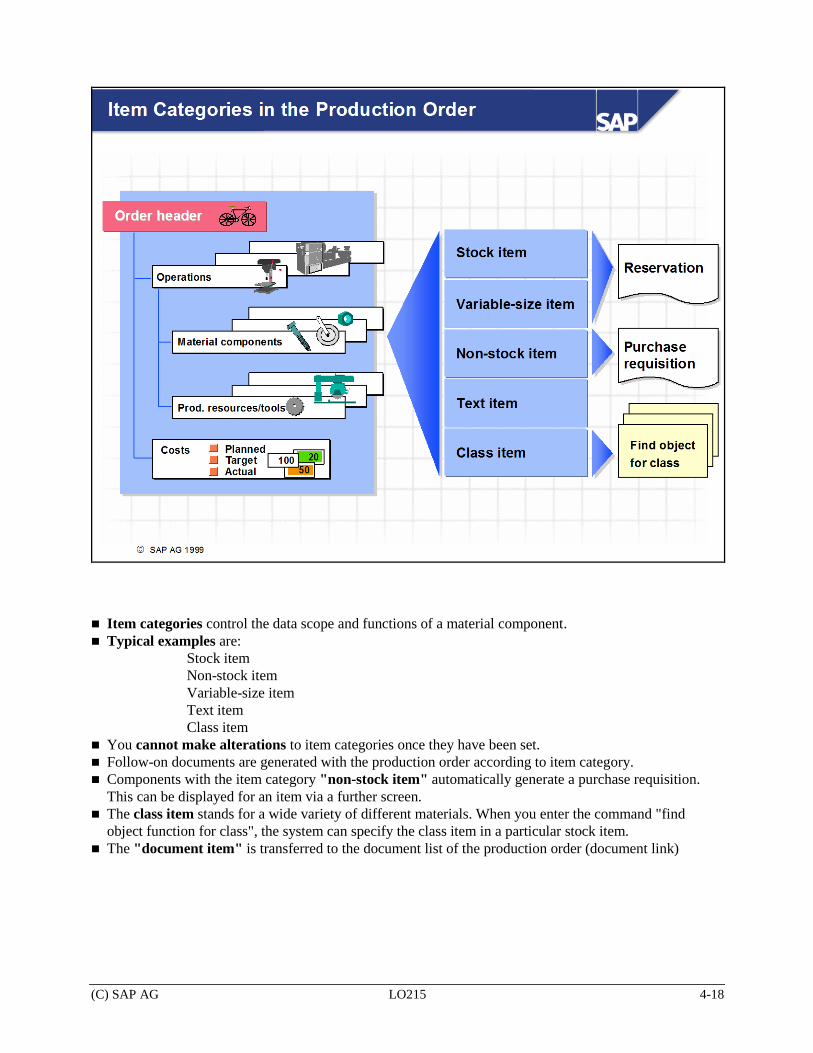
Item categories control the data scope and functions of a material component.
Typical examples are:
Stock item
Non-stock item
Variable-size item
Text item
Class item
You cannot make alterations to item categories once they have been set.
Follow-on documents are generated with the production order according to item category.
Components with the item category "non-stock item" automatically generate a purchase requisition.
This can be displayed for an item via a further screen.
The class item stands for a wide variety of different materials. When you enter the command "find
object function for class", the system can specify the class item in a particular stock item.
The "document item" is transferred to the document list of the production order (document link)

(C) SAP AG LO215 4-19
SAP AG 1999
Reservation
1
Material
A
Reservation
Header
ItemItem
ItemItem
ItemItemMaterial
Plant / Storage location
Reqmts date
Movement allowed
Committed qty
Base date
Check calendar
Assignment
The system generates material reservations for all material components of a production order of the type
"stock material".
Reservations are taken into account when determining the conditions for material requirements planning.
Reservations are also taken into account when creating goods movements for components of the
production order.
A reservation item applies to a plant or a plant's storage location.
A requirements date is defined by the order for each item. You can control whether goods movements
are allowed for the reservation item by means of an indicator.
The reservations for material components of the production order are assigned to this production order.
You can compile lists of reservations for the material or account assignment (production order).

(C) SAP AG LO215 4-20
SAP AG 1999
Material Assignment
Item 20
Item 10
Op.
30
Op.
20
Op.
10
Material
B
Material
A
Routing BOM
You can assign material components to operations both when managing BOMs and routings.
The assignment of material components to operations is copied to the production order.
If no assignments are maintained, then the system automatically assigns the BOM material
components to the leading operation.
When you display the material components overview, you can assign material components to
individual operations and display material components. The material components list can be sorted and
filtered according to various criteria in order to enhance this overview.
Other functions include:
Assigning, reassigning and deleting material assignments. Navigating between operations
You are able to reassign materials up to the point of order release.

(C) SAP AG LO215 4-21
SAP AG 1999
Assignment of Production Resources / Tools
Production order
Op.
10
Op.
20
Op.
30
PRT1
PRT2
You can assign production resources/tools to every operation in a production order.
Production resource/tool assignments are copied from the routing to the production order.

(C) SAP AG LO215 4-22
SAP AG 2003
Document Integration in Production Orders
Production order
Routing
BOM
DMS
Material
B
Master DataDocument Management
System (DMS)
Material item 10
Document item 20
Document item 30
Operation 10
Operation 20
Document 1
Document 2
Document 3
Prod. res./tools Production res/tools
Order item
Overview of documents in PrO
Document 4
Document 5
Document link 4
Document link 5
Document link 1
Material item 10
Operation 10
Operation 20
Document link 2
Document 6
Fri
Fri
Fri
Fri
You can assign any number of documents to a production order. These are maintained in the
Document Management System (DMS).
Documents can be drawings, texts, videos and so on.
The documents themselves are only linked to the production order and not saved in it.
You can create links from documents to a production order manually or automatically.
Automatic linking of documents takes place during order creation or release. The document items are
copied from the BOM, the production version or from the document link to the material master of
the product to be manufactured.
(This must be activated in the production scheduling profile - Customizing for Shop Floor Control)
Document links in the production order created in this way can be displayed, changed, deleted, printed
(separate list), archived and displayed in the product structure browser.
Original documents cannot be printed out.
All document types that you use must be permitted for object PORDER (production order), work with
status management and must be released. (See Customizing for the Document Management System).
Examples, see above:
Document 1 Link copied from material master
Document 2 Link created manually
Document 3 No link to production order
Document 4 and 5 Link created from BOM item
Document 6 does not appear in the document overview of the production order
(C) SAP AG LO215 4-23
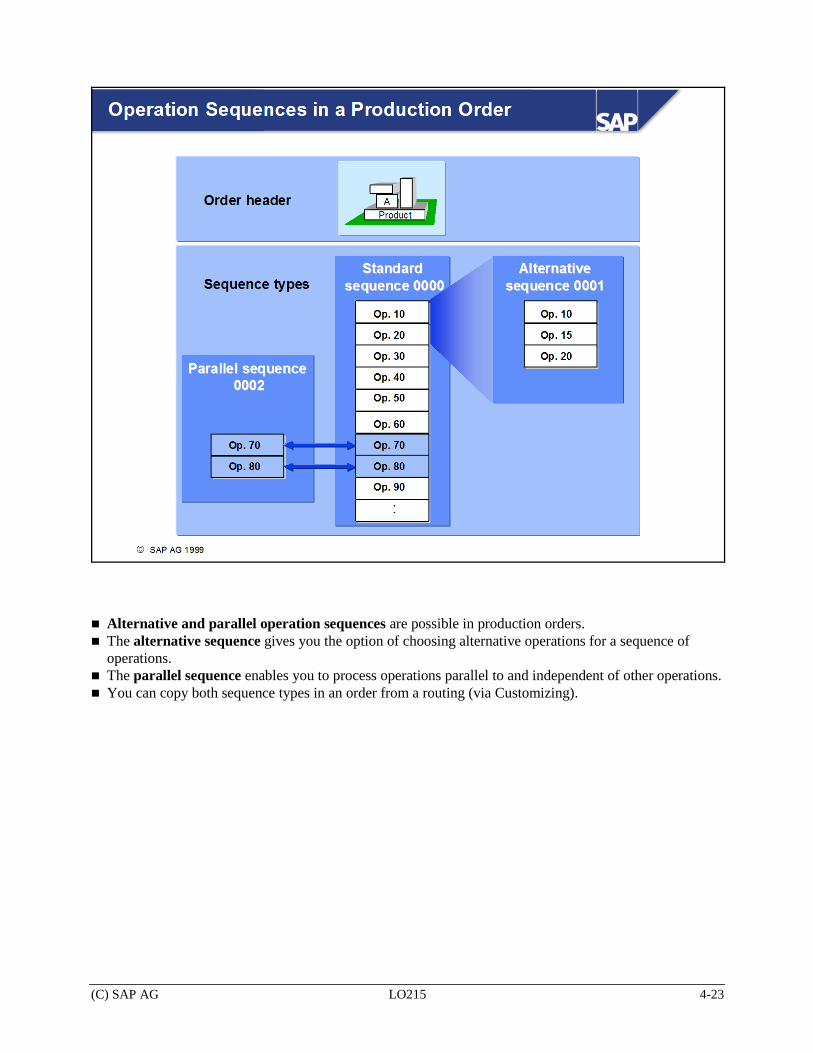
Alternative and parallel operation sequences are possible in production orders.
The alternative sequence gives you the option of choosing alternative operations for a sequence of
operations.
The parallel sequence enables you to process operations parallel to and independent of other operations.
You can copy both sequence types in an order from a routing (via Customizing).

(C) SAP AG LO215 4-24
Alternative sequences are linked to the standard sequence.
An alternative sequence can be created automatically when you create a production order or read the
master data.
You can use the "exchange sequences" function to replace alternative sequences with a different
sequence.
This exchange is possible as long as certain functions have not yet been executed.
For example, material withdrawals, confirmations, purchase orders.
A switch is only possible if:
The standard sequence has branch and return operations
The operation numbers are within the standard sequence range
There is no overlap with other alternative sequences.
Application:
Changed work procedures with different lot sizes and capacity bottlenecks
(external processing).

(C) SAP AG LO215 4-25
SAP AG 2003
Parallel Sequences
20 25 30
30
20 30
40 50 60
45 55
IIIII
IIIIIIIII
IIIIIIIII = Floats
IIIIIIIII
Parallel sequence 1
Parallel sequence 2
Parallel sequence 3
Operation 10 Operation 20
Alternative and parallel operation sequences are possible in production orders.
The parallel sequence enables you to process operations parallel to and independent of other operations.
You can copy both sequence types in an order from a routing (via Customizing).
Parallel sequences are linked to the standard sequence through predecessor / successor
relationships.
Parallel sequences are a special form of overlapping operations.
Parallel sequences create network-like structures.
Order scheduling inserts operation floats according to the alignment key specifications.
Applications:
In mechanical engineering for assemblies involving the production of individual components, inspection
processes, and preparatory and closing operations. In the chemical industry for analysis processes that
are carried out in parallel to the production process.

(C) SAP AG LO215 4-26
You can use the function "Read PP master data" to switch the originally copied routing 1 and / or
BOM 1 with a different routing and / or BOM alternative 2.
This exchange is possible as long as certain functions have not yet been executed.
For example, material withdrawals, confirmations, purchase orders.
Assignments of components (BOMs) and production resources/tools are retained, provided that the
corresponding operation still exists.
This function can also be used for collective orders (refer to the "Collective Orders" unit)

(C) SAP AG LO215 4-27
SAP AG 1999
Order Change Management (OCM)
Aims of change management for production orders
Provision of a system-supported tool for automated change of production
orders which are already being used in the production process.
The changes concerned can be triggered by changes in sales orders and/or
master data
When are the OCM tools needed?
Production orders are already being used in the production process and have
been worked on
Customers change their order
Engineering or technological changes are necessary
Mass orders are affected by changes (for example, collective orders)
Who needs the OCM tools?
Sales-order-related production, make-to-order production
12
9
6
3
11 1
7 58 4
210
SAP AG 1999
If you wish to change orders already being used in production and the options provided by the "Read
PP master data" function do not suffice, you can use Order Change Management for production
orders (OCM) (as of Release 4.5).
The R/3 change management function enables the user to make changes that are coordinated
throughout the order process, in terms of content and dates, to one or more objects (product master
data and documents from business transactions currently in process).
Change management differentiates between:
ECH = Engineering Change Management OCM = Order
Change Management
ECH concentrates on the preparation and execution of changes to product master data.
OCM concentrates on the exection of changes to production orders that are already being used in the
production process (and on finding planned orders or purchase orders that are affected by these
changes).
The changes in OCM are based on changes from the area of product master data (ECH), as well as
certain changes from sales orders (SD).
You cannot carry out automatic unchecked changes to production orders that are currently being used
in the production process (for example, material consumption has been posted, order is partially
confirmed,...). This is why the R/3 system provides functions for the controlled change of orders.
Change management for production orders (OCM) is dealt with in detail in course LO980.

(C) SAP AG LO215 4-28
Planned orders are created via Material requirements planning (MRP).
Creating production orders from planned orders is the most important function of the whole PP
application.
When you create a production order from a planned order, the system automatically supplies the
production order data.
When an inspection lot is generated, the inspection data is copied from the routing but not written to
the production order.

(C) SAP AG LO215 4-29
SAP AG 1999
Material Requirements Planning (MRP)
MRP area: Plant
Material
A
Planning unit Planning run types Processing
key
NEUPL
NETCH
NETPLNet change planning
in the short-term
planning horizon
Net change planning
Regenerative planning
Material requirements planning is executed at the level of the MRP area (plant, warehouse, ...).
Regenerative planning means that you plan all materials from the planning file.
Net change planning means that you can only plan materials which are already entered in the
planning file and have therefore undergone a change relevant to MRP.
Planning file entries can be generated either automatically or manually.
Net change planning in the short-term planning horizon means that you can only plan materials that
have already undergone a change relevant to MRP within a restricted planning horizon. You can only
generate order proposals within the planning horizon.
Planning can either be carried out online or in the background.
Material requirements planning (MRP) is dealt with in detail in course LO210.

(C) SAP AG LO215 4-30
SAP AG 2003
Planned Order Structure
1000767
Header Assignment Master Data
Plnd order Processing Goto Extras
Material
A
Required material
- Quantity
- Requirements dateItems
Order type
Quantity
Dates
Detailed sched.Components
Capacity reqmts
- Operation
- Work center
- Reqmts datePeriodsPeriods
t
Capacity req. records
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
R/3
Planned receipt of the net requirements calculation for requirements coverage.
Requirements transfer object for the dependent requirements.
It can be used as a pegged requirement for capacity planning.
It provides a data source for the production order.
(C) SAP AG LO215 4-31
SAP AG 1999
Multi-Level Materials Planning
PlannedPlanned--
SalesSales--
Planned Planned
independent independent
requirementsrequirements
PLANNED ORDER
PLANNED ORDER
PLANNED ORDER
Dependent requirementsDependent requirements
Dependent requirementsDependent requirements
E1E1
B1B1 B2
R1R1 R2R2 R3R3
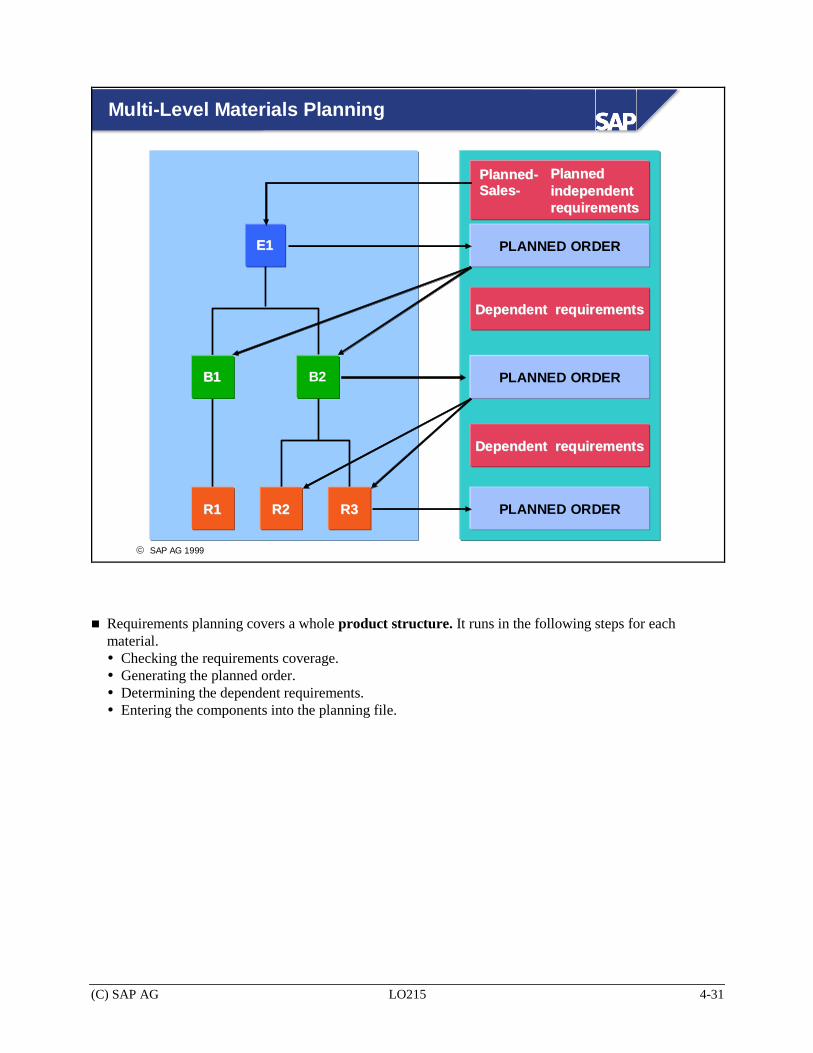
Requirements planning covers a whole product structure. It runs in the following steps for each
material.
Checking the requirements coverage.
Generating the planned order.
Determining the dependent requirements.
Entering the components into the planning file.

(C) SAP AG LO215 4-32
An important result of material requirements planning is the MRP list.
An MRP list is created for each MRP related material.
Current stock and requirement situations are displayed as of the last planning run.
The MRP list is subdivided according to different planning segments.
Changes made between two planning runs are not displayed.
Error messages are copied to a log.
(C) SAP AG LO215 4-33
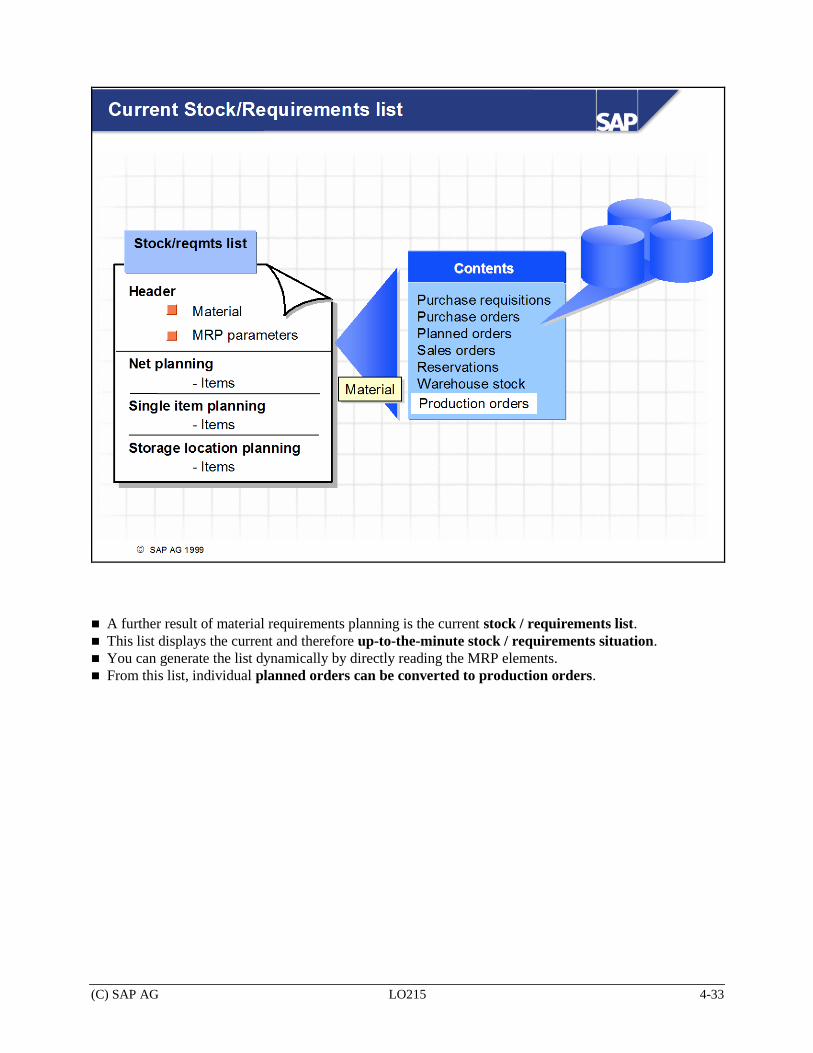
A further result of material requirements planning is the current stock / requirements list.
This list displays the current and therefore up-to-the-minute stock / requirements situation.
You can generate the list dynamically by directly reading the MRP elements.
From this list, individual planned orders can be converted to production orders.

(C) SAP AG LO215 4-34
You can convert planned orders online either individually, collectively, completely or partially.
You can convert planned orders in the background using the program PPBICO40.
Planned orders consist of a planned order start date (PS), a planned order finish date (PL) and a planned
order opening date (PE).
When the planned order opening date is reached, you should convert the planned order into a
production order or a purchase requisition.
When you convert a planned order into a production order, the planned order is deleted.
The system reassigns the dependent requirements (material components) and any existing capacity
requirements to the newly created production order.
By changing an indicator, the dependent requirements can then be turned into a reservation.
When a planned order is only partially converted, it remains intact and is fixed.
You can perform a collective conversion that is dependent on the outcome of a material availability
check (analogous to the order release).

(C) SAP AG LO215 4-35
SAP AG 1999
Converting Planned Orders - Time Frame
R1R1 B1
E1E1R2R2
R3R3
B2
t
Total lead time
Opening periodOpening period ((fromfrom -- to)to)
CurrentCurrent datedate
The MRP controller uses the "collective conversion" function to convert the planned orders of a
product structure falling within a set time period.
In the framework of an entire product structure, the system will only convert those planned orders
whose planned order opening dates are within a defined opening period.
You can predefine the size of the opening period with reference to the current date in User Parameters
(AEV, AEB).
This procedure is particularly suited to deterministic make-to-stock production.

(C) SAP AG LO215 4-36
SAP AG 1999
Collective Conversion - Structure-Oriented
Prod. order 2
Prod. order 1
Preq
Prod. order 4
Prod. order 3
As an alternative to time-related collective conversion, the order progress report provides the "Convert
planned orders" function for structure-related conversion.
An order progress report is available in Release 4.5. It enables you to clearly chart the progress of all
business transactions (in-house production and external procurement) that are required when carrying
out a sales order or project, and to process them.
Using this report, you can convert planned orders into production orders or purchase requisitions
with the order structure in front of you.
This procedure is particularly suited to make-to-order production.
Refer also to the Information Systems unit.

(C) SAP AG LO215 4-37
SAP AG 1999
APO as a Planning Tool
APOAPO
Global
ATP
Global
ATP
DistributionDistribution
SAP BW
Historical
data
Key
figures
External
Data
(for example,
ITEM)
SAP BW
Historical
data
Key
figures
External
Data
(for example,
ITEM)
Demand planningDemand planning
Production
planning and
detailed
schedulingSupply
Network
Planning
Supply
Network
Planning
Supply Chain Cockpit
R/3R/3
Sales and
distribution(sales orders)
Shop floor
control
(prod. orders)
Inventory
management
Instead of R/3 requirements planning (MRP), you can use the new SAP product: Advanced Planner
and Optimizer (APO). This product is one of the SAP New Dimension products.
APO enables a general, comprehensive portrayal, planning and monitoring of all processes in the
logistics chain, right down to a detailed level.
Open standard interfaces permit seamless integration of SAP Systems (highly-integrated solution for
R/3), old systems and systems from external providers.
LiveCache, an SAP technology for processing data in the memory, gives APO its high performance
level.
APO is an absolute planning machine.
Inventory management, sales order creation and order execution and control (Manufacturing Execution)
are carried out outside of APO, for example in the R/3 System.
Orders (planned, production or process) can be created and changed as the result of planning with APO.
APO and R/3 are connected by the APO Core Interface (CIF)
Data is kept consistent on both sides (APO and R/3).
Planning with APO is dealt with in detail in courses AP010 to AP230.

(C) SAP AG LO215 4-38
SAP AG 1999
Order Creation/Order Change: Summary
You have gained an overview of creating
production orders.
You can create production orders for various
applications and using different resources.
The most important creation variant is the
conversion of planned orders.
All different types of creating orders are needed
during production. They come from real-life
requirements.

(C) SAP AG LO215 4-39
Order Creation/Order Change Exercises
Unit: Order Creation /
Order Change
Topic: Creating an order without basic data
(LO215 Exercise 2)
• Learn about the dialog for creating and changing a production
order.
As production manager, production scheduler or supervisor, from
time to time you must create production orders for which there is
no master data (routing, BOM).
This is particularly the case if production has to carry out
unplanned work, special requests and other tasks.
In this exercise, you will become familiar with the dialog for
creating or changing a production order.
1-1 Create an order using the following data:
Material T-MAN
Production plant 1000
Order type PP01
Total amount 10 piece
Basic finish date Any
Scheduling type Backwards
Path: S000 LO PP SFC ORDER CREATE
WITH MATERIAL
A dialog box appears: Routing Selection T-MAN
React to the system message: "No routing found" with
GENERATE OPERATION

(C) SAP AG LO215 4-40
A dialog box appears: BOM Selection.
React to the system message: "Do you want to explode a
BOM for a different material?" with
No
A dialog box appears: Copy reference text?
React to the system messages as follows:
Yes
1-2 Display the operation overview. Operation 0010 has already been
created automatically.
▪
Path: GOTO OVERVIEWS OPERATIONS
▪
1-3 Use the following data to create operation 0020:
▪ Work center no. T-V##
▪ Operation control key PP01
▪ Setup
time 10 min
▪ Machine time 10 pieces per 30 mins
▪ Labor time 10 pieces per 60 mins
▪
1-4 Save the order. Order no.: _________________
Path: ORDER SAVE
1-5 Now change the order.
Use the following data to enter an additional operation 0030.
▪ Work center no. T-M##
▪ Operation control key PP99
▪ Setup
time 10 min

(C) SAP AG LO215 4-41
▪ Machine time 10 pieces per 30 mins
▪ Labor time 10 pieces per 60 mins
▪
Path: S000 LO PP SFC ORDER CHANGE
1-6 Add material components "T-T1##" and "T-T2##" to operation "0010" in any quantity.
Use item category "L" for both.
Path: Go to the operation overview and select
operation "0010".
In the menu bar at the bottom of the screen, select the COMPONENTS
pushbutton
1-7 To operation "0020", add the production resource/tool "PP-FHMM". with any
quantity.
Path: Go to the operation overview and select
operation "0020".
In the menu bar at the bottom of the screen, select the PRT pushbutton
(production resources/tools)
A dialog box appears: PRT New Entries
Note that this production/resource tool has a material
master.
The window is set up accordingly. If you want to add other
PRT categories, you must select the pushbutton at the
bottom.
1-8 Execute a document link, by linking the order with document T-D##.
Document no. T-D##
Document type DRW
Subdocument 000

(C) SAP AG LO215 4-42
Document version 00
Assign the document to operation 0010.
Path: Go to the document overview
GOTO OVERVIEWS DOCUMENTS
-9 Check the operation overview.
▪
▪ 1-10 Carry out order costing (determine costs).
Path: FUNCTIONS COST
1-11 Display the costing result.
Path: GOTO -> COSTS -> ITEMIZATION
1-12 Save the order.
Path: ORDER SAVE

(C) SAP AG LO215 4-43
Order Creation/Order Change Exercises
Unit: Order Creation /
Order Change
Topic: Creating an Order with Basic Data
(LO215 Exercise 3)
• Routing and BOM selection
• Production versions in a production order
• Reading master data
As production manager, production scheduler or supervisor, as a
rule, you create production orders on the basis of master data
(routings, BOMs), which has been created and is maintained in
the areas of engineering and work scheduling in your company.
This is particularly the case when the production of materials and
activities is of a repetitive nature.
In this exercise you become acquainted with the way in which the
SAP System searches for and selects the master data that is valid
for a production order.
2-1 Create an order using the following data:
Material T-F1##
Production plant 1000
Order type PP01
Total amount 1 piece
Basic finish date Any
Scheduling type Backwards
Path: S000 LO PP SHOP FLOOR CONTROL ORDER
CREATE WITH MATERIAL
2-2 What is the validity date of the BOM and the routing in the production order?

(C) SAP AG LO215 4-44
Answer: __________________
Path: GOTO HEADER
Select the tab MASTER DATA
2-3 Compare the explosion date with the basic dates of the production order.
Which date corresponds to the explosion date?
Answer: ________________________
Path: Select the tab GENERAL
2-4 Release and save the production order.
Order number: _____________________
Path: FUNCTIONS RELEASE
2-5 In operation "0010", change the routing of material "T-F1##". In the operation, enter a
minimum wait time of 10 minutes and save the change.
Path: S000 LO PP MASTER DATA ROUTINGS
ROUTINGS CHANGE
GOTO OPERATION OVERVIEW
Select the operation
DETAILS OPERATION DETAILS
here, see field group INTEROPERATION TIMES
2-6 In your production order, execute the Read PP master data function.
Path: FUNCTIONS READ PP MASTER DATA

(C) SAP AG LO215 4-45
A dialog box appears: Read PP Master Data
Here, you have the option of reading the routing and/or the BOM again
and of redetermining the explosion date.
Caution: The system resets the status of your production order to
Created.
2-7 In your production order, ensure that the change was successful. Ensure that operation
"0010" now contains a minimum wait time.
Path: OPERATION OPERATION DETAIL
Select the tab INTEROPERATION TIMES
2-8 Create another order using the following data:
Material T-B4##
Production plant 1000
Order type PP01
Total amount 1 piece
Basic finish date Any
Scheduling type Backwards
Path: S000 LO PP SFC ORDER CREATE
WITH MATERIAL
A dialog box appears: Select Production Version for Material T-B4##
.........
You can use a production version to define fixed processes (routing
and/or BOM alternatives) according to which production is to be carried
out, when required.
In the next steps in the exercise, you should find out about the
contents of the various production versions before you make a
selection.
2-9 Check which production versions are maintained for the material master.
Path: To do so, in the dialog box select the pushbutton

(C) SAP AG LO215 4-46
VERSION OVERVIEW
2-10 Display the detail data for the existing production versions and answer the following
question:
Path: To do so, in the dialog box select the pushbutton
DETAILS
2-10-1 Why does the system only offer production version 0001 for selection for the
production order?
Answer: _______________________________________________
2-11 The order is to be created according to production version "0001", which has been
prepared in the material master. Carry out the necessary steps for this.
Path: In the dialog box Selection of Production Versions
select production version 0001 and select the pushbutton SELECT
2-12 Ensure that the production version used in the production order is correct.
Path: GOTO HEADER
Select the tab ASSIGNMENT
2-13 Save the order
2-14 A production version can be changed afterwards with the READ PP MASTER DATA
function.
In your order, try to swap
Production version ‘0001’ with the new
Production version ‘0002’
You can only carry out this exchange if you enter the
number of the production version directly.
For the reasons mentioned above, the system offers only
version 0001 for selection.

(C) SAP AG LO215 4-47
Path: FUNCTIONS READ PP MASTER DATA

(C) SAP AG LO215 4-48
Order Creation/Order Change Exercises
Unit: Order Creation /
Order Change
Topic: Order Creation with Planned Orders
(LO215 Exercise 4)
• Creation of independent requirements
• Material Requirements Planning (MRP)
• Conversion of planned orders into production orders
• Partial conversion of planned orders
• Background processing for planned order conversion
Your company consistently uses automatic requirements planning
in the SAP System.
As production manager, MRP controller or production scheduler,
you therefore create large numbers of production orders based on
planned orders that have been created automatically during the
planning run.
In this exercise you create planned orders and convert them (in
various ways) to production orders.
3-1 In this first step in the exercise, you set up the user interface and functions of the
stock/requirements list for the steps to follow.
The stock/requirements list is a very important tool in the
SAP System for the daily work of the MRP controller and
production scheduler.
As of Release 4.6, this list has a very flexible design.
Path: S000 LO PP SFC CONTROL STOCK/REQUIREMENTS LIST
3-1-1 Select the tab INDIVIDUAL ACCESS and select with
Material T-F1##
Plant 1000

(C) SAP AG LO215 4-49
3-1-2 Assign yourself the navigation profile of the production scheduler.
Path: ENVIRONMENT NAVIGATION PROFILE ASSIGN
A dialog box appears: Settings for User ..... with several individual screens (tabs). You
are immediately on the tab:
GENERAL SETTINGS and enter the following values:
Checking rule for ATP display PP
Navigation profile LO215
Save the settings
3-2 Check the stock and requirements situation for the materials
'T-F1##' finished product and
'T-B3##' assembly
Make a note of the current stocks:
'T-F1##' _______________________ and
'T-B3##' _______________________
3-3 Use the demand management menu to enter the following planned independent
requirement for the next 3 months. Use the following data
Material T-F1##
Plant 1000
Version 00
Planning period Copy predefined setting without changing them.

(C) SAP AG LO215 4-50
Requirements parameter (Select the pushbutton!)
Default values
Plant 1000
Requirement type LSF
Display
Period split activate
Active Set switch
Overview Planning table activate
Material Quantity
(pieces)
Requirements date
(month/year)
T-F1## 100 _____ / ______
T-F1## 50 _____ / ______
T-F1## 150 _____ / ______
Path: S000 LO PP DEMAND MANAGEMENT PLANNED IND.
REQMTS CREATE
3-4 Using the distribution function in the planning table, set the requirements to week format
and save the planned independent requirements.
Path: Select the tab SCHED.LINES enter the intended value in the
DISTRIBUTION column.
3-5 For product T-F1##, use both of the following paths to create a sales order, each one
with an order quantity of 1 piece .
Save the sales order and note the order number and item.
3-5-1 Demand management (use the following requirements parameters)
Desired delivery date Any
Requirement type KE (make-to-order production)
Delivery plant 1000

(C) SAP AG LO215 4-51
Path: S000 LO PP DEMAND MANAGEMENT CUSTOMER
REQUIREMENTS CREATE
Order no.: ________________________________ ____________
3-5-2 Sales (use the following requirements parameters)
Order type OR (standard order)
Sales organization 1000
Distribution channel 10 (final customer sales)
Division 00 (cross-division)
Sales office 1000 (Frankfurt)
Sold-to-party 1000 (Becker Berlin)
Goods recipient 1000 (Becker Berlin)
Purchase order number GR##_001
Desired delivery date Current date + 1 month
Path: S000 LO SD SALES ORDER CREATE
If the system suggests a different delivery date, confirm it
by selecting the symbol.
Order no.: ________________________________ ____________
3-6 For product T-F1##, carry out single item multi-level MRP.
Use the following entries to do this:
Processing key NETCH
Create purchase requisition 3 (planned orders only)
Schedule line 1 (none)
Create MRP list 1 (always)
Planning mode 1 (normal mode)
Scheduling 2 (lead time scheduling)

(C) SAP AG LO215 4-52
Do not activate any of the other switches!
Path: S000 LO PP MRP PLANNINGSNG-ITEM, MULTI-LVL
3-7 Check the stock and requirements situation for the materials
T-B1## to T-B3## and
T-T1## to T-T4##
In the next steps in the exercise, you convert planned orders
to production orders using different methods.
If there are not enough planned orders available, create more
of them yourself.
Do not use the planned orders that have been created for the
sales orders first.
3-8 For material T-F1##, select a planned order with an order quantity that is more than 1
piece.
Number of the planned order. _________________
3-8-1 Convert this planned order into several production orders with any partial
quantities and dates.
▪
To do so, use the path via the stock/requirements list.
▪
Path: S000 LO PP SFC CONTROL STOCK/REQUIREMENTS LIST
Double-click the planned order to select it
Select the pushbutton -> PartProdConvOrder
Change the proposed target quantity
Select the pushbutton NEW ENTRIES
Generate and then save the production order.
▪
3-8-2 What can you say about the "remaining" planned order?
Answer: ______________________________________________
______________________________________________

(C) SAP AG LO215 4-53
3-8-3 Convert this (remaining) planned order to a production order with the full
remaining quantity.
To do so, use the path via the stock/requirements list.
▪
Path: S000 LO PP SFC CONTROL STOCK/REQUIREMENTS LIST
Double-click the planned order to select it
Select the pushbutton -> PRODORDER
Does the converted planned order still exist?
Answer: _______
3-8-4 For the last production orders that you created, check the "Assignment" tab on the
header screen.
The planned order number is still visible here!
3-9 Select another planned order for material T-F1## .
Number of the planned order. _________________
Convert the planned order with the entire quantity.
To do so, use the path via the shop floor control menu.
Path: S000 LO PP SFC ORDER CREATE FROM PLANNED
ORDER

(C) SAP AG LO215 4-54
3-10 Convert several planned orders simultaneously into production orders.
Use the collective conversion path.
Restrict the selection date (one month before or after the current date).
Select the planned orders to be converted using the following parameters:
MRP controller 0##
Material T-F1##
Order type PP01
Note the numbers of the converted planned orders.
Planned order no.: ___________ Production order no. ________________
Planned order no.: ___________ Production order no. ________________
Planned order no.: ___________ Production order no. ________________
Path: S000 LO PP SFC ORDER CREATE
COLLECTIVE CONVERSION OF PLANNED ORDERS
In the list screen of the planned orders, select the orders that are to be
converted and
select the CONVERT pushbutton.
The next activities in the exercise are optional.
Only carry this out if you have enough time.
3-11 Now use the path via the order progress report
for collective conversion with reference to the sales-order. Convert all planned orders
for the sales order from step 3-5-2 together into production orders .
Sales order no.: _________________________
(You will find the order number in the stock/requirements list)
Path: S000 LO PP SFC INFOSYSTEM ORDER PROGRESS REPORT
Use the overall profile PP0000000001
Use the pushbutton to select the planned orders
Convert with

(C) SAP AG LO215 4-55
FUNCTIONS CONVERT PLANNED ORDERS
Refresh the report and check that production orders have
been created.
3-12 Convert all planned orders still existing for material T-F1## into production orders using
background processing.
Path: S000 LO PP SFC TOOLS SCHEDULE BACKGROUND
JOBS CREATE WITH PLANNED ORDERS
Use the following data:
Job name GR##_001
Job category A
Variant GR##_PAUF
The job variant must be created beforehand using transaction
SE38. When you do this, use the same data as for collective
conversion in step 3
Start prerequisite Immediately (Save!)
Print specifications P542 (Save!)
Save the job and check whether your planned orders have been converted.

(C) SAP AG LO215 4-56
Order Creation/Order Change Exercises
Unit: Order Creation /
Order Change
Topic: Other Variants for Order Creation
(LO215 Exercise 5)
• Explain the basic features and additional variants for creating
production orders
Not all orders that are to be executed in production are for make-
to-stock production or for the production of material.
As production manager, MRP controller or production scheduler,
you must sometimes carry out unplanned special orders in
varying forms.
The SAP System provides you with different options for
producing these special cases using production orders.
4-1 Create a new production order with reference to the sales order from the previous
exercise (with any quantity and schedule).
Use order type PP01.
Save the order. Order no.: __________________
Path: S000 LO PP SFC ORDER CREATE
FOR SALES ORDER
4-2 Check the order header data
Assignment
Settlement rule
Path: GOTO HEADER Select the ASSIGNMENT tab
and HEADER SETTLEMENT RULE

(C) SAP AG LO215 4-57
4-3 Use a reference production order from the previous exercise
(‘copy from’ function) to create a new production order with material.
Save the order Order no.: __________________
Path: S000 LO PP SFC ORDER CREATE WITH
MATERIAL In the "Copy from field", enter the order number only
Check:
the order header data (master data)
operation overview
component overview
costs overview
scheduling result
4-4 Create a new production order for a service without reference to material
(any quantity and schedule).
Weg: S000 LO PP FS AUFTRAG ANLEGEN OHNE
MATERIAL
A dialog box appears: Routing selection.
React to the system message: "No routing found" with
REFERENCE OPERATION SET
A dialog box appears: ENTER REFERENCE OPERATION SET
Use the reference operation set (task list group) 50000000
4-4-1 Assign the production order to cost center 4220. Set the account assignment
category to 100% and select the settlement type full settlement.
4-4-2 Make any changes or additions to the order that you like.
4-4-3 Save the order. Order no.: __________________

(C) SAP AG LO215 4-58
Order Creation/Order Change Solutions
Unit: Order Creation /
Order Change
Topic: Creating an order without basic data
(LO215 Exercise 2)
No answers are required for this exercise.

(C) SAP AG LO215 4-59
Order Creation/Order Change Solutions
Unit: Order Creation /
Order Change
Topic: Creating an Order with Basic Data
(LO215 Exercise 3)
2-2 Answer: __________________ (Select the tab MASTER
DATA in the order header and read
the Explosion date)
2-3 Answer: Order start date
2-10-1 Answer: Only this production version has a lot-size range
that includes the order quantity.

(C) SAP AG LO215 4-60
Order Creation/Order Change Solutions
Unit: Order Creation /
Order Change
Topic: Order Creation with Planned Orders
(LO215 Exercise 4)
3-8-2 Answer: This planned order is "fixed" and is assigned the remaining quantity
as order quantity
3-8-3 Answer: No

(C) SAP AG LO215 4-61
Order Creation/Order Change Solutions
Unit: Order Creation /
Order Change
Topic: Other Variants for Order Creation
(LO215 Exercise 5)
No answers are required for this exercise.

(C) SAP AG LO215 5-1
SAP AG 1999
Functional steps for "Releasing an Order"
Status Management
System status
User status
Availability checks
Material components
Capacity
Prod. resources/tools
Missing parts
backlog processing
Order Release: Contents
(C) SAP AG LO215 5-2
SAP AG 1999
Describe the different types of production orders andunderstand why order release is necessary
Describe the functional steps involved in 'Releasingan Order'
Define status management (system status, user status)
and explain how it can be extended
Understand availability checks material components, capacity, production resources and tools
Determine and process missing parts
Understand backorder processing
At the conclusion of this unit you will be able
to:
Order Release: Course Objectives
SAP AG 1999

(C) SAP AG LO215 5-3

(C) SAP AG LO215 5-4
SAP AG 1999
Order Release Functions
Order Release
OperationsOperations
Material componentsMaterial components
Prod. resources/toolsProd. resources/tools
Costs PlannedTargetActual
Costs PlannedTargetActual
20
50100
Availability Check
Machine Usage
Order headerOrder header
Order Creation
documents
Material
withdrawalProcessing
Confirmation Goods
receiptSettlement
Order release is the basis for further processing of the production order (printing order documents,
material withdrawal and so on).
Production orders are managed using statuses.
The corresponding status is set when the order is released.
An availability check can be carried out automatically.
Single operations, entire orders or several orders can be released simultaneously.
There is a corresponding function available for the mass release of operations or orders (refer to the
unit "Mass Processing and Automation")

(C) SAP AG LO215 5-5
SAP AG 1999
Status Management
Order type
ApplicationApplication
Control of the business transactions in a
production order
Order, operation, material component, PRT
System status
User status
Internal system status
Cannot be influenced by the user
Fixed quantity of predefined statuses
Fixed sequence for the assignment of status
Freely definable, with no limit to the amount
Set by the user
Linked via status profile
StatusStatus typetype
SystemSystem statusstatus
UserUser statusstatus
A status can allow, allow with warning or disallow business transactions.
A system status is set or deleted by a transactions in relation to an object.
System statuses can neither be set nor deleted by a user status.
Status management is used similarly in many different applications (CO internal orders, maintenance
orders, PS networks and so on).
Statuses always refer to a status object (order header, order operation, production resource / tool,
component).
It is possible to log changes in status (see creation of change documents for order category)
System control can be practically enhanced using the user status.
There are various transactions for status maintenance:
BS02 Status profile (user status)
BS12 Object type (only for SAP)
BS22 System status (only for SAP)
BS32 Business transactions (only for SAP)

(C) SAP AG LO215 5-6
User statuses enhance the system's status management capabilities.
You can prepare user statuses in Customizing.

(C) SAP AG LO215 5-7
Availability checks are controlled using multi-part validation rules.
You need to define validation rules for the individual applications (requirements planning, sales and
distribution order management and so on). This must be done in Customizing.
Validation rules incorporate various elements:
Checking group Assignment in the material master (MRP data screen 3)
Checking rule Assignment to the order type
Checking scope Defining the checking details for each checking rule and checking
group
Checking times can be set manually or automatically for:
order creation
Order Release
Reading master data
Save (change)
Checking variants Individual components of an order
All components of an order Several orders (collective orders
or mass processing function)
Results of the check Assignment of the confirmed quantity (partial quantities can also be confirmed)
Status missing part
Missing parts record

(C) SAP AG LO215 5-8
SAP AG 1999
Check Procedure ATP
Receipts
Issues3
} Not covered by the master production
schedule-200
-100
-50
+100 (A)
+200 (B)
3
2
2
3
1
2
1
3
3
ElementElement ReceiptReceipt
quantityquantity
IssueIssue
quantityquantity
ATPATP
qtyqty1 ATPATP
qtyqty3ATPATP
qtyqty2
100
-
200
-
-
PRORD
RESERV
PLORD
RESERV
DEPREQ
-
50
-
100
200
50
-
200
-
-
50
-
100
-
-
-
-
-50
A
1
B2
1
3
A dynamic check of all receipt and issue elements is carried out.
Checking procedure: calculation of the ATP quantities (ATP = Available to promise).
Checking period: the whole time period. It can, however, be limited to the total replenishment lead
time (material master).
On the basis of the ATP quantity, the MRP controller can determine whether all issues are covered by
the production plan and which part of the warehouse stock or master production schedule is still
available for new issues.
Planned independent requirements are not taken into account when capacity leveling is performed.
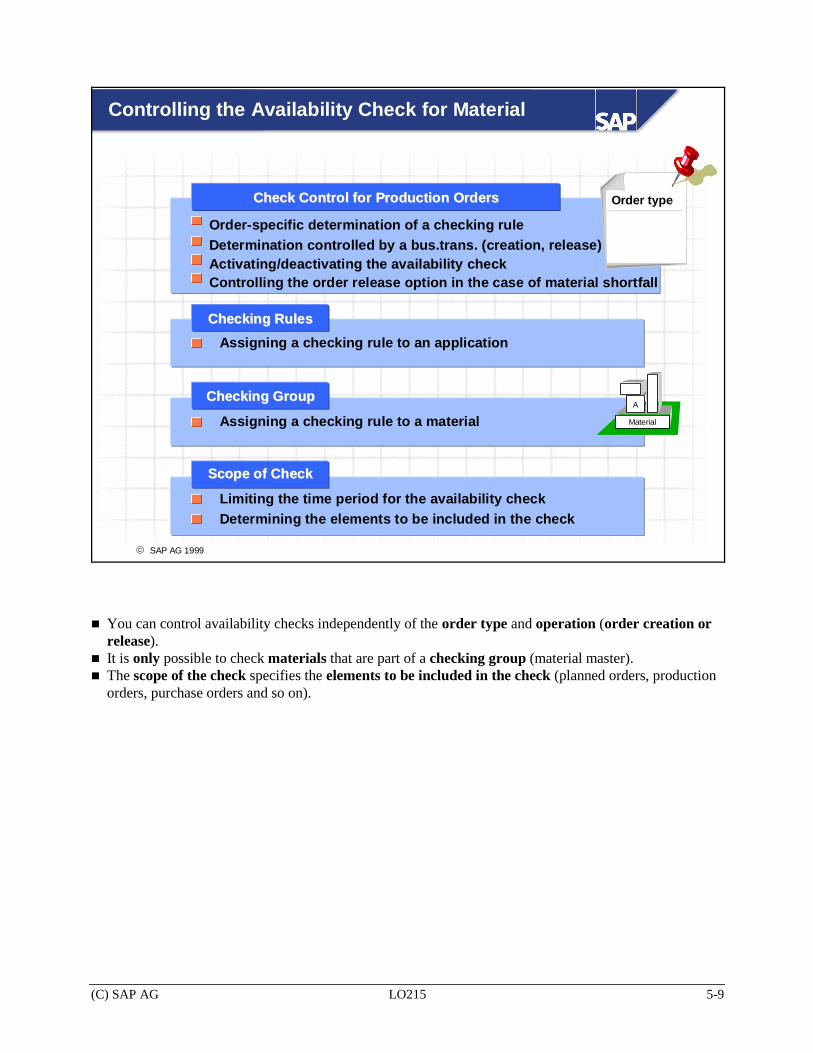
(C) SAP AG LO215 5-9
SAP AG 1999
Controlling the Availability Check for Material
Material
A
Order typeCheck ControlCheck Control for Productionfor Production OrdersOrders
Checking RulesChecking Rules
Checking GroupChecking Group
ScopeScope of Checkof Check
Order-specific determination of a checking rule
Determination controlled by a bus.trans. (creation, release)
Activating/deactivating the availability check
Controlling the order release option in the case of material shortfall
Assigning a checking rule to an application
Assigning a checking rule to a material
Limiting the time period for the availability check
Determining the elements to be included in the check
You can control availability checks independently of the order type and operation (order creation or
release).
It is only possible to check materials that are part of a checking group (material master).
The scope of the check specifies the elements to be included in the check (planned orders, production
orders, purchase orders and so on).
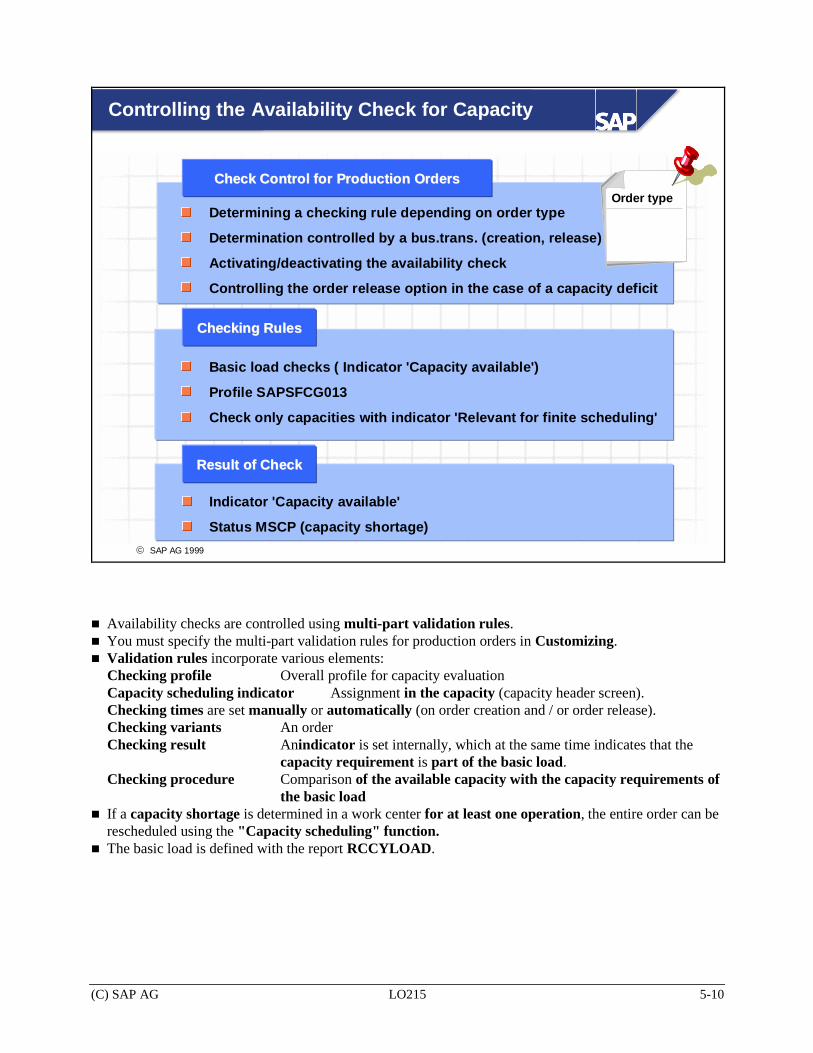
(C) SAP AG LO215 5-10
SAP AG 1999
Controlling the Availability Check for Capacity
Indicator 'Capacity available'
Status MSCP (capacity shortage)
Order type
Determining a checking rule depending on order type
Determination controlled by a bus.trans. (creation, release)
Activating/deactivating the availability check
Controlling the order release option in the case of a capacity deficit
Basic load checks ( Indicator 'Capacity available')
Profile SAPSFCG013
Check only capacities with indicator 'Relevant for finite scheduling'
Check ControlCheck Control for Productionfor Production OrdersOrders
Checking RulesChecking Rules
ResultResult of Checkof Check
Availability checks are controlled using multi-part validation rules.
You must specify the multi-part validation rules for production orders in Customizing.
Validation rules incorporate various elements:
Checking profile Overall profile for capacity evaluation
Capacity scheduling indicator Assignment in the capacity (capacity header screen).
Checking times are set manually or automatically (on order creation and / or order release).
Checking variants An order
Checking result Anindicator is set internally, which at the same time indicates that the
capacity requirement is part of the basic load.
Checking procedure Comparison of the available capacity with the capacity requirements of
the basic load
If a capacity shortage is determined in a work center for at least one operation, the entire order can be
rescheduled using the "Capacity scheduling" function.
The basic load is defined with the report RCCYLOAD.

(C) SAP AG LO215 5-11
SAP AG 1999
Availability Check for PRT
Order typeCheck ControlCheck Control for Productionfor Production OrdersOrders
Checking RulesChecking Rules
ResultResult of Checkof Check
Status MSPR (PRT shortage)
Material stock and material status checks
Document status checks
PRT status check (Miscellaneous PRT)
Determining a checking rule depending on order type
Determination controlled by a bus.trans. (creation, release)
Activating/deactivating the availability check
Controlling the order release option in the case of a PRT deficit
You can activate the check according to order type and business transaction (order creation, order
release).
Checking times Set manually or automatically (on order creation and / or order release).
No inventory management exists for PRT, therefore it is checked according to the PRT category against
the following statuses:
Material / PP statuses
Document statuses
PRT statuses
As long as the status is not locked, the PRT is considered to be available.
For material-related PRTs, it is possible to run the availability check against the material's
unrestricted-use stock.
Checking variants All PRTs of an order
individual PRTs of an order
Checking result Status PRT shortage

(C) SAP AG LO215 5-12
SAP AG 1999
Order Release: Summary
You have gained an overview of releasing
production orders
A production order is controlled by status
management
You know the availability check options for
material components, capacity, production resources/tools
Situations where parts are missing can be
determined using the missing parts list
Backlog processing enables you to change
confirmed quantities from reservations

(C) SAP AG LO215 5-13
Order Release Exercises
Unit: Order Release
Topic: Order release, status management,
availability checks
(LO215 Exercise 6)
• Availability check
• Status Management
• Release of individual operations and orders
• Mass release
As production manager or production scheduler, you must release
production orders so that material preparation, printing of shop
floor papers and production itself can begin.
As a rule, you use the mass release function to do this.
In exceptional cases, you release individual orders (operations).
Before release, you should execute availability checks (material,
capacity, PRT) to ensure that production can proceed without any
problems.
1-1 Display all existing production orders for material "T-F1##"
with the stock/requirements overview.
1-2 Select an order that has not yet been released for the exercises to follow.
Order number: _______________________
1-3 Check the material availability of material T-B1##.
Path: S000 LO PP SFC ORDER CHANGE
GOTO OVERVIEWS COMPONENTS
Here, select the component. Continue with
COMPONENT AVAILABILITY CHECK AVAILABILITY
1-3-1 Which checking rule and checking group are used for the availability check?
(C) SAP AG LO215 5-14
Answer: Checking Rules ______
Checking group ______
Path: Select the pushbutton SCOPE OF CHECK
1-3-2 Did the system check availability as per replenishment lead time?
Answer: ________
1-4 Check the availability of the production resource/tool "PP-FHMM" of operation "0050".
Path: Go to the operation overview and select
operation "0050".
In the menu bar at the bottom of the screen, select the PRT pushbutton
(production resources/tools)
Here, select the PRT and
continue with
PRODUCTION RESOURCE/TOOL AVAILABILITY
PRT
1-5 In each case, release operation 0010.
Save the release.
Path: Select the operation and proceed as follows: OPERATION
RELEASE
1-6 Display the status of the production order and the operations.
What is the new status of the production order?
Answer: ________________________

(C) SAP AG LO215 5-15
1-7 Check the availability of capacity for the entire order.
Path: FUNCTIONS AVAILABILITY CHECK
CAPACITY AVAILABILITY
1-8 Now check the material availability of the entire order.
What is the new status of the production order?
Answer: _______________________________________________
Path: FUNCTIONS AVAILABILITY CHECK MATERIAL - ATP
1-9 Use the user status function in the central header
to document that you have carried out all availability checks.
Set the status:
1-9-1 Material availability checked
1-9-2 Capacity availability checked
1-9-3 PRT availability checked
1-9-4 Checks documented
Caution: Status refers to user status. You must therefore
select (set) each status individually and manually.
Path: Select this symbol (pushbutton)
1-10 Now release the entire order. Save the order.
Path: FUNCTIONS RELEASE
1-11 Ensure that the system has released the production order.

(C) SAP AG LO215 5-16
1-12 Use the missing parts information system to determine whether there are missing parts
in plant 1000 for the orders of your production scheduler number 0##.
Select the material view profile.
Path: S000 LO PP SFC INFOSYSTEM
MISSING PARTS INFORMATION SYSTEM
1-13 Carry out a collective release for all orders of your production scheduler number 0##.
If no additional production orders are available, simply
create a new production order for material T-F1##.
Note the date selection entries that are proposed by the
system and change them if necessary.
Path: S000 LO PP SFC CONTROL COLLECTIVE
RELEASE
1-13-1 Select the tab Selection and select using the following parameters:
Plant 1000
Order type PP01
Production scheduler 0##
-- Select the tab Mass processing - release and carry out the following settings:
Function Release
Execute function immediately
Function parameter Order Release
1-13-3 Select any production orders and start the release
(mass processing)
Path: MASS PROCESSING EXECUTE

(C) SAP AG LO215 5-17
1-13-4 Check the release log for possible errors
Path: MASS PROCESSING LOG of last MP
or
pushbutton ORDER

(C) SAP AG LO215 5-18
Order Release Solutions
Unit: Order Release
Topic: Order release, status management,
availability checks
(LO215 Exercise 6)
1-3-1 Answer: Checking Rules ‘PP’
Checking group ‘02’
1-3-2 Answer: No
1-6 Answer: PREL (partially released)
1-8 Answer: MACM (material committed) or MSPT (material shortage)

(C) SAP AG LO215 6-1
SAP AG 1999
Overview of standard documents
Overview of print control
Sequence of functions for "Printing orders"
Printing Order Documents: Contents

(C) SAP AG LO215 6-2
SAP AG 1999
Printing Order Documents: Course Objectives
Describe the control options and variants
for printing production documents
Explain how to use the print functions
At the conclusion of this unit you will be able
to:
SAP AG 1999

(C) SAP AG LO215 6-3

(C) SAP AG LO215 6-4
You can print production order documents online, in the background or during updating (status
update).
You can control printing in different ways:
during processing of the production order
using a program (job)using a mass processing function (see the corresponding unit)
Two programs are available to you for background processing:
Printing flagged orders (PPPRBTCH)
(*) Selecting and printing orders (PPPRBSEL)
Print formatting is carried out by ABAP reports from the internal buffer tables (ITAB).
You predefine the layout sets for the individual documents using SAPSCRIPT (layout set PSFC).
SAPSCRIPT provides two editors (graphical and alphanumerical) for designing the forms
The documentation for the Form Painter is in the SAP library (online documentation). Choose BASIS
COMPONENTS -> BASIS SERVICES/COMMUNICATION INTERFACES -> SAPscript -> STYLE
AND FORM MAINTENANCE -> DESIGN TOOLS.
Print documents can be triggered automatically upon release via the production scheduling profile.
(*) No longer to be found in the menu, because mass processing is provided.

(C) SAP AG LO215 6-5
SAP AG 2003
List Types for Order Documents
Object list
Control ticket
Time ticket
Confirmation slip
Material staging list
Goods issue slip
Job ticket
PRT overview
Kanban card
Reports Layout sets
PSFC_OBJ_LISTPSFC_OBJ_LIST PSFC_PRINTPSFC_PRINT--LAYLAY
PSFCOPCTPSFCOPCT PSFC_STD_LAYOUTPSFC_STD_LAYOUT
PSFC_STD_LAYOUTPSFC_STD_LAYOUT
PSFC_STD_LAYOUTPSFC_STD_LAYOUT
PSFC_STD_LAYOUTPSFC_STD_LAYOUT
PSFC_STD_LAYOUTPSFC_STD_LAYOUT
PSFCJOBTPSFCJOBT
PSFC_STD_LAYOUTPSFC_STD_LAYOUT
PSFCPRTLPSFCPRTL PSFC_STD_LAYOUTPSFC_STD_LAYOUT
PSFCKANBPSFCKANB PSFC_KANBANPSFC_KANBAN
PSFCGISSPSFCGISS
PSFCPICKPSFCPICK
PSFCCONFPSFCCONF
PSFCTIMEPSFCTIME
Document distribution PSFC_DOCLINK_DISTPSFC_DOCLINK_DIST DDS_COVER_PLODDS_COVER_PLO
A variety of different standard lists are available.
These lists are compiled by list-specific ABAP reports.
The user can generate additional lists.
A maximum of 20 lists can be generated per order.
You use the document distribution to plot document originals.

(C) SAP AG LO215 6-6
SAP AG 1999
Print Control
Original print
Reprint
ListsSpool parametersRef. order categoriesLayout setsPrinting programsTransactionsDetermination of printerPrint processingTable access
PrintPrint modemode
Plant
MRP controller
Order type
Order (from/to)
Material
Dates (Release and prod.start/finish date from/to)
Order status (System/user status)
Production scheduler
SelectionSelection
ControlControl tablestables
X
X
XXX
The system differentiates between two print modes: original print and reprint
Original printing an order prints all released operations and their objects (material components, PRT
and so on).
If an order has already been partially printed, original printing automatically prints only those
objects of the order that have not already been printed.
Reprinting an order reprints all operations that have previously been printed.
You can maintain the settings in Customizing.
The settings marked "x" are dependent on plant and therefore need to be taken into account when the
system is installed.
You can mask the key to the table settings (exceptions: print variants and reference document type).
You can condense numerous external order types into a single internal order type using a reference
order type to enable joint control of order types (reports, layout sets, transactions and output devices).
Some changes to settings can be made even upon printing.
The Customizing settings that are valid for a user and a transaction can be controlled using a report.

(C) SAP AG LO215 6-7
The operation control key determines the printing output of an operation.
You can deactivate operation control checking in Customizing.
Operations are only printed as time tickets when:
the number of time tickets > 0
the operation control key time ticket = '✓'

(C) SAP AG LO215 6-8
Confirmation slips are generated for operations whose operation control key has been set to
confirmation = '1' , '2' or ' ' and confirmation print = '✓' is selected
(C) SAP AG LO215 6-9
SAP AG 1999
Printing Order Documents: Summary
You have gained an overview of printing
production documents
Standard documents are supplied for
production orders
The user is usually not required to make any
special changes to the standard settings for
customizing

(C) SAP AG LO215 6-10
Printing Order Documents Exercises
Unit: Printing Order Documents
Topic: Printing Order Documents
(LO215 Exercise 7)
▪ Checking print control
• Printing order papers
As production scheduler, you give the work list to the work
center in the area that you are responsible for. If the work list is to
be given to the employees in the form of printed order papers,
then you must use the printing functions of the SAP System.
The order papers are often created in the form of a mass print job
that is processed in the background. This is usually carried out at
night for the following day. If necessary, however, you must also
print or reprint individual papers.
1-1 Open an unreleased order for material T-F1## for the following exercises.
Order number: ___________________
1-2 Check the individual operations and record the following data:
Operatio
n
Print Operation? Print Time
Tickets?
No. of
TT
Confirmations?
No. of
C
Yes No Yes No Yes No
0010
0020
0030
0040
0050
0060
Key: TT = Time tickets C = Confirmations

(C) SAP AG LO215 6-11
Path: Use the operation control key and the detail screens to perform the check.
1-3 Release operation 0010 and save the production order.
1-4 Print the order documents for operation '0010'.
Path: Select the printing path for the individual order
Path: FUNCTIONS PRINT
1-5 Display the status of the production order and the operation 0010.
1-6 Use transaction SP01 to display the print result. Check the list manually.
Path: S000 SYSTEM SERVICES OUTPUT CONTROL
Select the tab SPOOL ORDERS and start
SELECTION EXECUTE
Note that the right-hand scroll bar only works for a single page. If
there are several pages, you can reach them using the
function (scroll)
Select each individual spool number in sequence and display the print
result for each one.
1-7 Now release the complete order and print it out in its entirety.
Select the same printing path as in the preceding
exercise step.

(C) SAP AG LO215 6-12
1-8 Use the mass processing function to print
any other order.
Path: S000 LO PP SFC ORDER PRINT
1-8-1 Select the tab Selection and select using the following parameters:
Plant 1000
Order type PP01
Production scheduler 0##
Selection profile status PP00008
1-8- Select the tab MASS PROCESSING - PRINT
and carry out the following settings:
Function Printing order papers
Execute function immediately
Function parameter Original print
The print function "Original print" prints all released operations in
an order that have not been printed.
1-8-3 Use the proposed list selection and definition of the
printer.
Start the selection.
1-8-4 Select any production orders
Start printing.

(C) SAP AG LO215 6-13
1-8-5 Check the printing log for possible errors
Path: MASS PROCESSING LOG of last MP
or
pushbutton ORDER
1-8-6 Use transaction SP01 to display the print result. Check the list manually.
1-9 Create a copy (reprint) for the order from step 1-1,
but only for the job ticket.
Print job ticket from the individual production order.
Path: Change the order and carry out the necessary
settings by choosing
ORDER SETTINGS LIST CONTROL
Here, select only the job ticket.
1-10 Use transaction SP01 to display the print result.
To do so, carry out the same procedure as in step 1-6.
The next activity in the exercise is optional.
Only carry this out if you have enough time.
(C) SAP AG LO215 6-14
1-11 For the same order from step 1-9, create a copy (reprint)
of the time ticket for operation 0010.
When you do this, select the printing path using mass printing.
Path: S000 LO PP SFC ORDER PRINT
1-11-1 Select the tab Selection and select using the following parameters:
List Operations
Profile 000002
Order ________________
1-11-2 Select the tab MASS PROCESSING - PRINT
and carry out the following settings:
Function Printing order papers
Execute function immediately
Function parameter Reprint
Start the selection.
1-11-3 Select your production order
Start printing.
1-12 Use transaction SP01 to display the print result.
To do so, carry out the same procedure as in step 1-6.
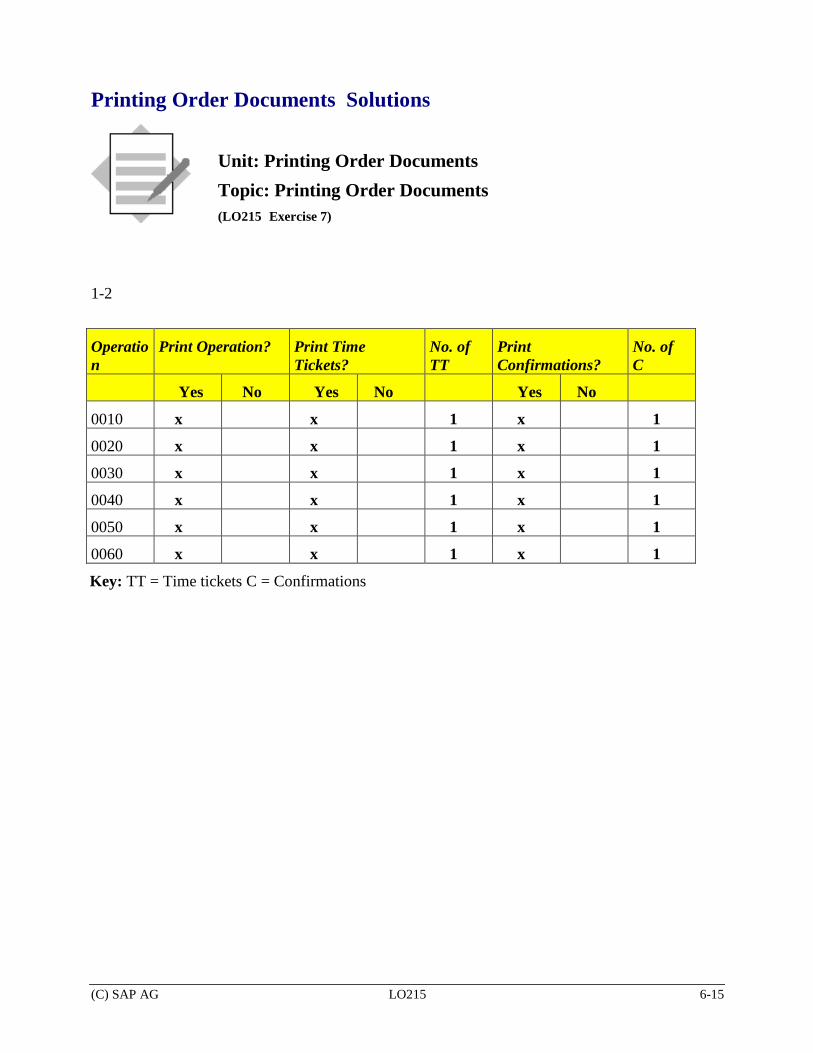
(C) SAP AG LO215 6-15
Printing Order Documents Solutions
Unit: Printing Order Documents
Topic: Printing Order Documents
(LO215 Exercise 7)
1-2
Operatio
n
Print Operation? Print Time
Tickets?
No. of
TT
Confirmations?
No. of
C
Yes No Yes No Yes No
0010 x x 1 x 1
0020 x x 1 x 1
0030 x x 1 x 1
0040 x x 1 x 1
0050 x x 1 x 1
0060 x x 1 x 1
Key: TT = Time tickets C = Confirmations

(C) SAP AG LO215 7-1
SAP AG 1999
Special material components
Picking (warehouse preparation)
Default issue storage location in the production order
Material withdrawal variants (planned, unplanned, surplus,
deficit, backflushing, cancellation)
Material Staging: Contents

(C) SAP AG LO215 7-2
SAP AG 1999
At the conclusion of this unit you will be able
to:
Material Staging: Course Objectives
Define the special features of the various
material component categories
List the different options in the R/3 system
(material master, BOM item, work center,
automatic stock determination) for defaulting
an issue storage location in a production
order
Describe the different material staging
options
SAP AG 1999

(C) SAP AG LO215 7-3

(C) SAP AG LO215 7-4
SAP AG 1999
Material Components in Production Orders: Data and Functions
Item categories
Quantities
Requirements qty
Committed qty
Issue quantity
Reqmts date
Reservation data
Special indicators
Status
Reservation
Default storage location
Calculation of variable-size item quantity
Availability check for material
Discontinued parts
Batch determination
General DataGeneral Data
FunctionsFunctions
You use a range of data to control each material component:
Item category
status of the component
Quantities
reservation number
and a series of indicators with control functions.
Several functions exist for material components.

(C) SAP AG LO215 7-5
SAP AG 1999
Item categories
Item categoriesItem categories LL NN RR TT DD II OO MM
Material number
Inventory management
Text item
Variable-size item
Document item
Class item
Intra material
PM structure document
(+/-) sign before quantity
Sub-item permitted
Item screen sequence control
+ . + - - + . +
x x
x
x
x
x
x
x
. . + + + + + .
x x x x
1 3 2 1 1 1 1
The following item categories are accounted for in the standard version:
L = Stock item
N = Non-stock item
R = Variable-sized item
T = Text item
D = Document item
I = Plant maintenance structure element
K = Class item
M = Intra material (only for recipes PP-PI)
The following are relevant for production orders: L, N, R, T, D, K
+ / sign control:
+ positive only
- negative only
. both admissible
Item categories are configured in Customizing.
Document items are not copied to the production order, instead a document link is created.

(C) SAP AG LO215 7-6
SAP AG 1999
Item Control Indicators
S
G
A
G
G
S
G
G
G
ScreenScreen Item indicatorsItem indicators FunctionFunction controlcontrol
Bulk material
Discontinued
Backflush
Co-product
Alternative
Relevancy ind. (status)
Phantom
Fixed quantity
Overhead material
Automatic withdrawal posting
Discontinued parts
Planned co-product
Alternative item
Production, engin./design, costing
S Material provision, spare part Material provision, spare parts
Phantom assembly
Requirements qty fixed lot size
Deactivate matl master control
G Special procurement Special procurement per item
Explosion type
You can combine the different item categories with various indicators.
You can therefore control multi-faceted special processes.
Screen: S = Status screen
G = General data
A = Assignment to operation
You can predefine most of the control indicators in the material master.
In general, they are not copied to the bill of material.
The following indicators can deactivate or override material master control per item:
do not explode phantom assembly
individual requirements indicator
direct production (special procurement key SOBSL 52)
long-term planning
You can control requirements quantities using a lot-size independent indicator.
The bulk material indicator defines a material component as indirect material.
Special procurement can be controlled per item.

(C) SAP AG LO215 7-7
The R/3 System has various procedures for controlling material staging. These are
a) Warehouse management with the component MM-IM (Inventory Management)
b) Replenishment control with the Kanban component
c) Storage location management and replenishment control with the component MM-WM
(Warehouse Management System)
The Warehouse Managment System has three options, which are described below:
Pick list items are provided for the production order in exactly the same quantity as the
requirements quantity. These parts can be provided for the production order at a physical storage
location or dynamic storage location (production order).
With this type of material staging, you can create transfer requirements in two ways:
- automatically when an operation is released
- manually
Typical examples are large, expensive parts such as shafts, housings, .....
Crate parts are requested manually when a crate is almost empty.
Typical examples are small parts in containers such as screws, nails, .....
Release order parts are requested manually. The required quantity is calculated using the target
quantities of the components in the selected released orders. Thereby, the stock situation is taken into
account in the production and the replenishment storage types.
Typical examples are laminates, paints, ...
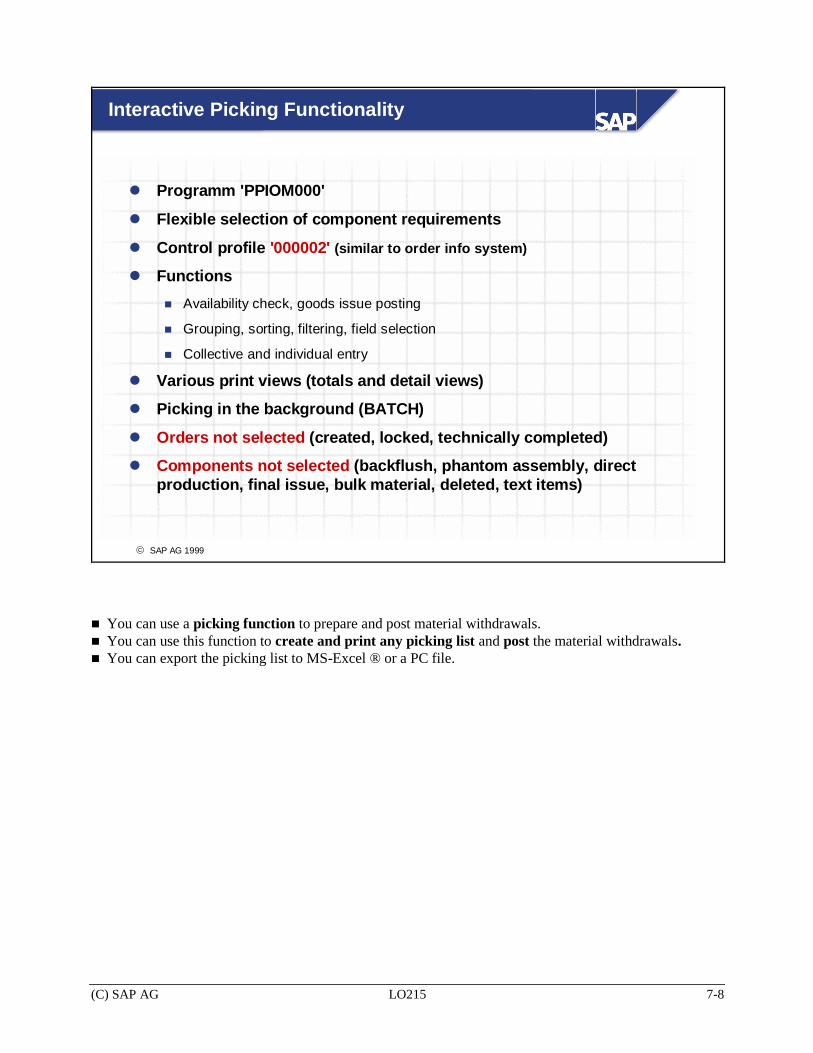
(C) SAP AG LO215 7-8
SAP AG 1999
Interactive Picking Functionality
Programm 'PPIOM000'
Flexible selection of component requirements
Control profile '000002' (similar to order info system)
Functions
Availability check, goods issue posting
Grouping, sorting, filtering, field selection
Collective and individual entry
Various print views (totals and detail views)
Picking in the background (BATCH)
Orders not selected (created, locked, technically completed)
Components not selected (backflush, phantom assembly, direct
production, final issue, bulk material, deleted, text items)
You can use a picking function to prepare and post material withdrawals.
You can use this function to create and print any picking list and post the material withdrawals.
You can export the picking list to MS-Excel ® or a PC file.

(C) SAP AG LO215 7-9
SAP AG 1999
Pull lists
Program 'RMSERI16'
Component requirements selection and warehouse stock check
Functions
Plan replenishment (from storage type for replenishment stocks)
Transfer
Background processing (BATCH)
Staged from WM storage bins (transport requirements)
Various print views (totals, detail and transfer)
Orders not selected (created, locked, technically completed)
Components not selected (phantom assembly, direct procurement,
bulk material, pipeline, finally issued, deleted, text items)
You can use an interactive material list to request and transfer material stock.
You can use this function to prepare any stock transfer, create and print a stock transfer list and then
carry out the stock transfer.

(C) SAP AG LO215 7-10
SAP AG 1999
No automatic
warehouse default in
production order !
Yes
Is PP/WM interface
to be used?
MM warehouse in PSA?
No
Yes
YesNo
YesYes
No
No
MM warehouse in BOM item?
MM warehouse in material master?
Default MM warehouse
No
Yes
NoYes
Work center maintained in operation? PSA maintained in work center?
NoYes
Continued on
slide (3)
Yes
PrO created with production version?
No
Continued on
slide (2)
Storage Location Default in the Production Order (1)
Yes
PSA in material master?
NoYes
Yes
Yes
PSA in BOM item?
NoYes
Yes
Yes
Mat. master maintained
for MM warehouse?
Each material component in a production order can be assigned a default issuing storage location (at
the point of order creation).
This default enables automatic withdrawal postings (for example, backflushing).
There are numerous options for the default (work center, bill of material, material master, production
version).
If the default is to occur via a production version, additional steps must be carried out, as described
on the following slide.
If materials are to be picked from a Warehouse Management storage bin, additional measures must
be taken, as described on the next slide but one.
Using notes 123580 and 126881, the procedure pictured above (standard) can be changed by modifying
its order of priority.
The SAP Enhancement PPCO0005 contains a Customer Exit EXIT_SAPLCOSD_001 for storage
location default.
Key: PSA production supply area.

(C) SAP AG LO215 7-11
SAP AG 1999
Storage Location Default in the Production Order (2)
No
Yes
Yes
No
No
"Issue storage location
selection" filled in the MRP
group
Does the material master of
the product in the PrO
have an MRP group?
Issue storage location selection
= 1
Yes
Does production version
contain issuing storage
location?
Does production version
contain receiving storage
location?
NoB C D
A
no
sto
rag
e lo
catio
n d
efa
ult
MaterialA
Yes
Checks for the default
using the production version
Default storage location
Yes
Yes
If a storage location has not been found either via the work center, BOM item or material master,
then the MRP group of the product defines whether the issuing storage location is used from the
production version of the product in a production order or from the storage location in the material
master of the component ("Issue storage location selection" field).
This field can be defined for each MRP group in Customizing for Material Requirements Planning.
Storage location selection = blank or 1: Issue storage location in the material master of the component
is proposed as the issuing storage location (leads to no storage location default in the production order,
see above!)
Storage location selection = 2: For all components, the default issuing storage location is the one
contained in the production version of the production order (see material master of the manufactured
product). If this issuing storage location is not maintained in the production version, the system adopts
the receiving storage location as the issuing storage location. This can be defined in the production
version of the assembly in the Receiving SLoc field or in the material master of the assembly in the
Issue storage location field.
You should use this type of selection if all components are stored together near the production line,
where they are required.
Storage location selection = 3: Behaves in the same way as selection type 2
Storage location selection = 4: Behaves in the same way as selection type 2

(C) SAP AG LO215 7-12
SAP AG 1999
Storage Location Default in the Production Order (3)
No
No
Error in WM stagingDefault storage bin (WMS)
Yes
Transfer requirement/order
Yes
Storage bin entered ?
No
Yes
Control cycle for material
and PSA maintained?
Mat. Master maintained for
WMS warehouse (0088)?
Checks for default storage
location in production order
SAP AG 1999
If the stocks of the material components are managed at storage bin level using the Warehouse
Management System, other requirements have to be fulfilled.
The SAP modules KANBAN and Warehouse Management (WM) are responsible for these required
measures.
Once all settings have been fixed, WM staging can be triggered directly from the production order.
This necessitates transfer requirements or transfer orders for the WM System.

(C) SAP AG LO215 7-13
SAP AG 1999
Material Withdrawal Variants
From ext. procurement
From consignment
From storage bin (WM)
From warehouse
Prod. order
Cost center
Asset
Sales
Project
Inspection sample
Scrap
ConsumptionConsumption IssuesIssues
Goods issue
Goods issues can be both planned and unplanned.
The data you need to enter depends on the type of goods issue.
Goods issue slips, material staging lists, pick lists, and other similar documents form the basis of
material withdrawal for production orders.
Material withdrawals can be posted automatically when an operation is confirmed (backflushing).

(C) SAP AG LO215 7-14
SAP AG 2003
Manual Good Issues
Individual entry
Collective entry
Without reference
To an order
To a reservation
With reference Planned consumption
Unplanned consumption
The reference to a reservation is determined by the planned or unplanned material withdrawal for a
production order.
You can only carry out planned material withdrawals for components kept in stock.
Items that are to be backflushed are not offered.
Unplanned material withdrawals are recorded in the goods movements log.
Goods movements can vary for each item.
You can also make collective entries for various account assignments in a material document.
A prerequisite for goods issue is that the goods movement has been allowed for the reservation item.
That is, the production order is released.
You can restrict material withdrawal according to storage location and proportional quantity default.
You have an extended selection with regard to requirements dates and operations.
You have the option of setting the final issue indicator. When this is done, the reservation item is
deemed completed.

(C) SAP AG LO215 7-15
SAP AG 1999
Movement Type
Account
Determination
Cost Update
Quantity Update
Print Indicator
Material DocumentMaterial Document ItemItem
Consumption Update Field Selection
Movement Type
The movement type enables you to differentiate between goods movements.
It incorporates control characters for creating and updating goods movements.
You can select the movement type from the Menu or use F4 to display a list of movement types that
have already been assigned to the transaction.
You can enter the individual items of a material document with various movement types.
The reference to a production order is controlled upon material withdrawal using a specially defined
movement type (261).

(C) SAP AG LO215 7-16
SAP AG 1999
Effect of a Goods Issue
Reserv-
ation
Material
document
Accounting
document
Controlling
document
Material
A
Stock Quantity
Consumption Stats
...
Account
determination
Stock account
Consumption account
...
G/L accounts:
Order
Cost center
...
Consumption to the:
Goods issue slip
Goods issue
You can update stock and consumption fields according to storage location.
You can reduce the reservation (for planned withdrawals).
Only costs are updated for unplanned withdrawals.
You can determine actual costs (valuation) and update the order.
You give material consumption a value in Customizing using a valuation variant specific to plant or
company code.
Material, accounting and controlling documents are generated for a goods movement.
The material document describes the goods movement from a materials management (warehouse)
perspective.
The accounting document describes the goods movement from a financial accounting perspective. An
accounting document is always related to a company code. You can create one, several or indeed no
accounting documents for a goods movement.
Displaying a material document enables you to access and display other documents.
You have the possibility of printing a goods issue document.

(C) SAP AG LO215 7-17
A materiel component withdrawal can be posted automatically (backflushing), synchronously or
asynchronously when an operation is confirmed.
You should always use backflushing when you do not want to stage materials from the warehouse for a
specific order.
During backflushing it is presumed that the material is prepared at the work center.
Application areas:
flow and assembly lines
less valuable materials
You can control backflushing in the material master. This can be done according to work center or for
each BOM component assignment to an operation.
You must rework unsuccessful withdrawal postings (stock = 0).
Batch determination can be activated at the point when the backflush posting of the material
withdrawal is carried out.

(C) SAP AG LO215 7-18
SAP AG 1999
Negative Stocks or Reworks
50Current Stock
Comp. 100-100
Negative Stocks Backlogs
-50Backflush
100 pieces50
100100
70GR 120 Pieces
100100
Reworking
00
Backlog list
70
50
12
9
6
3
11 1
7 58 4
210
12
9
6
3
11 1
7 58 4
210
12
9
6
3
11 1
7 58 4
210
N/A
170
If, for organizational reasons, the goods issue is generated before the corresponding goods receipt and
the material already physically exists in the warehouse, two paths are open to you.
These are either the function reworking of unsuccessful material withdrawals or negative stocks.
It is possible to have negative stocks for standard priced materials in the inventory management.
When you are working with negative stocks, you must make sure that:
You have no negative stocks on the balance sheet key date and at the time of taking physical
inventory.
When you run the month end closing program no negative stocks still remain from the previous
month.
You set the indicator determining the permissibility of negative stocks in the material master (storage
screen 2).

(C) SAP AG LO215 7-19
SAP AG 1999
This unit gave you information about some
special features of the various types of
material components
There are various ways to default a withdrawal
storage location (material master, BOM item,
work center)
There are 2 picking lists with varying functions
available for material staging in the warehouse
An automatic stock determination can be used
at the time of picking and/or for backflushing
Material Staging: Summary

(C) SAP AG LO215 7-20
Material Staging Exercises
Unit: Material Staging
Topic: Material Staging
(LO215 Exercise 8)
• Pick material or organize replenishment
• Withdraw material from the warehouse for production orders
• Post over-withdrawals and under-withdrawals
Material components must be made available for production at
the correct time and in the correct quantity. To achieve this end,
you take the material withdrawal slip, enter the proposed
warehouse and withdraw the material.
Another option is that the material is brought to you
automatically or by a transport team.
The procedure for material withdrawal postings is, however, the
same.
1-1 Create an order using the following data:
Material T-F1##
Production plant 1000
Order type PP01
Total amount 10 piece
Basic finish date Any
Scheduling type Backwards
1-1-1 Release the order.
1-1-2 Carry out an availability check for all materials
and in the table below, note any shortfall that may arise using the missing parts
overview for the production order.
Path: FUNCTIONS AVAILABILITY CHECK

(C) SAP AG LO215 7-21
MATERIAL - ATP
Path: GOTO MISSING PARTS MISSING PARTS OVERVIEW
Material Missing parts
quantity
Inventory Difference
T-B1##
T-B2##
T-B3##
T-B4##
1-1-3 Save the order. Order no.: __________________
1-2 Check the current stock level for each material component using the stock/requirements
list.
Note these in the table above.
Calculate the difference between the stock level and the required quantity. Enter this in the
table and post at least these difference quantities to the stock level, as described in the
following note.
Note: In the steps to follow, if your requirements quantities
are more than the current stock level or if material
withdrawals cannot be carried out because stocks are low,
then use transaction MB1C and movement type 561 to
execute other goods receipts.
Post a sufficient quantity.
1-3 Create a picking list for the staging of the material components for the order in the
warehouse.
Save the result (picking) to post the goods issues.
Path: S000 LO PP SFC GOODS MOVEMENTS MATERIAL
STAGING PICK Use the proposed standard profile 000002
In the list select all components and select the pushbutton PICK
To display any errors that occur during the picking process,
choose Environment Errors.

(C) SAP AG LO215 7-22
1-4 Ensure that the system has updated the production order (documented goods
movements, withdrawal quantities, actual costs)
1-5 Create another order using the following data:
Material T-F1##
Production plant 1000
Order type PP01
Total amount 10 piece
Basic finish date Any
Scheduling type Backwards
1-5-1 Release the order.
1-5-2 Save the order. Order no.: __________________
Note: Withdraw the material components for the order in the
following steps. (Transaction MB1A, movement type 261)
1-5-3 Determine the reservation and item number of the assembly TB-1## and carry
out a withdrawal of material with reference to the reservation.
Reservation number: ________________
Document number: ________________
Path: S000 LO PP SFC GOODS MOVEMENTS GOODS ISSUE
Select the pushbutton FOR RESERVATION
1-5-4 Carry out a withdrawal of material for assembly T-B3## with reference to the
production order.

(C) SAP AG LO215 7-23
Document number: ________________
Path: Select the pushbutton FOR ORDER
1-5-5 Carry out an over-withdrawal with a quantity of 1 for T-B1## with reference to
the reservation.
Document number: ________________
If you switch on the indicator “Suggest zero lines”, the
system proposes components for an over-withdrawal which
have already been finally issued.
1-5-6 Carry out an over-withdrawal with quantity 1 for T-B1## without reference to
the reservation and order, but for the production order (movement type 261).
This is the equivalent of an unplanned withdrawal.
Document number: _________________
1-6 Withdraw the remaining quantities of material that have not been withdrawn so that no
unplanned material withdrawals remain open.
1-7 Ensure that the system has updated the production order (documented goods
movements, withdrawal quantities, actual costs)
1-8 Use transaction MB51 to display the material documents that have been created.
Path: S000 LO MM INVENTORY MANAGEMENT MATERIAL
DOCUMENT DISPLAY

(C) SAP AG LO215 7-24
Material Staging Solutions
Unit: Material Staging
Topic: Material Staging
(LO215 Exercise 8)
No answers are required for this exercise.

(C) SAP AG LO215 8-1
SAP AG 1999
Options for detailed control of orders
Sequencing
Splitting orders
Splitting capacity requirements (machine / person)
Down and uploading orders to / from PDC
Options for earned value analysis
Order Control: Contents

(C) SAP AG LO215 8-2
SAP AG 1999
At the conclusion of this unit you will be able
to:
Define the means and methods of detailed
order control in the R/3 system
Describe which options there are for sequencing
production orders
Explain how to split orders and capacity requirements
(machine/person)
Transfer orders to PDC systems
Transfer confirmations from PDC systems to R/3
Check order progress and possible delays in dates
Order Control: Course Objectives
SAP AG 1999
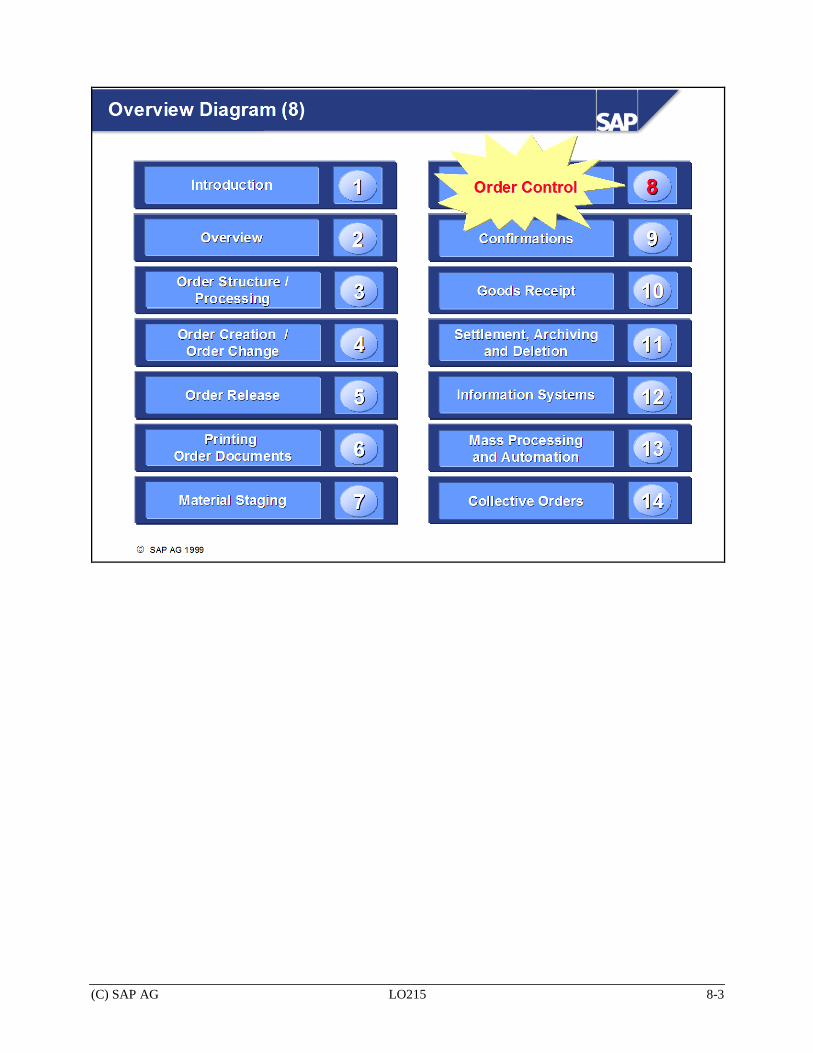
(C) SAP AG LO215 8-3

(C) SAP AG LO215 8-4
SAP AG 1999
Objectives and Methods of Machine Commitment
Creating a feasible capacity commitment plan to carry out
operations
Specifying processing sequences, processing quantities and dates
ObjectivesObjectives
RequirementsRequirements
MethodsMethods
Mass planning in the background (capacity planning)
Online planning in the planning table (capacity planning)
Using the order information system
Medium-term capacity planning has already occurred
The capacity planning functions of the R/3 System put extensive planning options at your disposal.
The applications of the order information system enable you to compile lists of operations for each
individual work center. In addition, a special profile can be compiled in Customizing.
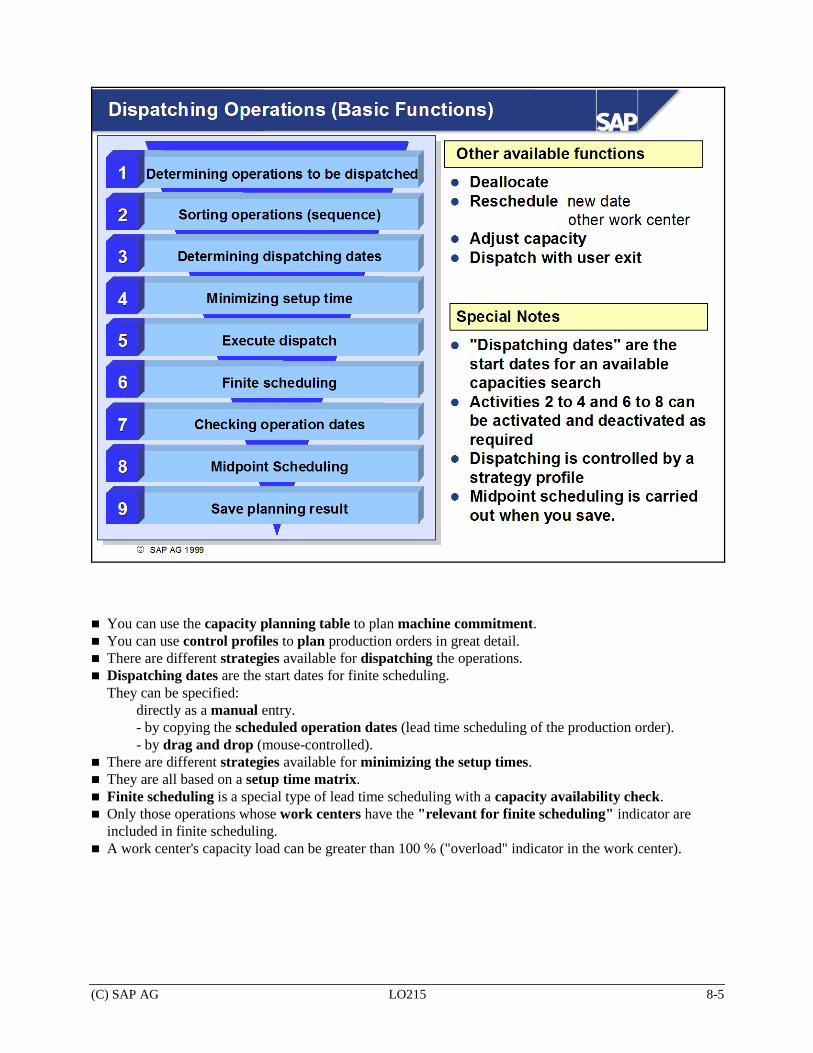
(C) SAP AG LO215 8-5
You can use the capacity planning table to plan machine commitment.
You can use control profiles to plan production orders in great detail.
There are different strategies available for dispatching the operations.
Dispatching dates are the start dates for finite scheduling.
They can be specified:
directly as a manual entry.
- by copying the scheduled operation dates (lead time scheduling of the production order).
- by drag and drop (mouse-controlled).
There are different strategies available for minimizing the setup times.
They are all based on a setup time matrix.
Finite scheduling is a special type of lead time scheduling with a capacity availability check.
Only those operations whose work centers have the "relevant for finite scheduling" indicator are
included in finite scheduling.
A work center's capacity load can be greater than 100 % ("overload" indicator in the work center).

(C) SAP AG LO215 8-6
SAP AG 1999
Strategy Profile (Capacity Leveling)
Strategy profile
OverallOverall profileprofile Dispatching sequence
Planning direction
Finite scheduling
Dispatching at earliest opportunity
View of overall capacity load
Inserting the operation / Closing gaps
Specifying dates for dispatch
Taking order / operation floats intoConsideration
Determining new queue time
Dispatching for internal processing
Checking operation dates
Midpoint Scheduling
Discontinuing dispatching when errors occur
(sort profile)
(forwards/backwards)
(yes / no)
(none/minimal/according to reduction strategy)
Strategy profiles are used to achieve various planning objectives.
You can change a profile interactively during planning.
Course LO230, "capacity planning", deals with the individual strategies and their settings in greater
detail and provides relevant examples.

(C) SAP AG LO215 8-7
SAP AG 1999
Midpoint Scheduling
Example: a dispatched operation
Before dispatching
Dispatch
operation
Forward and backward
scheduling
10 3020
20
302010
PS SS SF
SS SF
PF
DSPT
A dispatched operation is given the status DSPT and the internal indicator "Capacity is available"
If only one operation is dispatched, then all preceding operations are scheduled backwards and all
subsequent operations are scheduled forwards.
If more that one operation is dispatched, then the scheduling direction between the two dispatched
operations depends on the scheduling direction chosen during the lead time scheduling.

(C) SAP AG LO215 8-8
You can split production orders that have already begun to be used in the production process into
separate production orders. You must define from which operation the orders are to be split.
This function should then be used, if
Material components are only partly available
A work center has a capacity shortage
A partial quantity has been produced and the remaining quantity is to be produced at a later date
You control the function by selecting an operation in the operation overview and choosing
FUNCTIONS -> SPLIT ORDER
The original order is described as the parent order and the orders that are split off from this order are
called the child orders.
The orders are identified by the SPLT status (parent) and the SPLE status (child).
You can carry out multiple splitting.
All production orders must be (and are) created with reference to the same product cost controller
(that is, the function can only be used with a product cost collector!)
Serial numbers can be assigned to the split orders.
Restrictions: Reading PP master data is not possible
No change of material (product) is possible between the parent and child order
Only operation confirmations can be carried out

(C) SAP AG LO215 8-9
SAP AG 1999
Splitting Capacity Requirements
Application criteria
Planning of individual capacities and personnel
Planning within the normal operation (capacity
requirements)
Planning in greater detail than for work centers or
capacities
Split capacity requirements for machine commitment or
workforce planning in a short-term planning period
Implementation at shop floor level and in applications that
also use workforce planning (PD, PM, PS)

(C) SAP AG LO215 8-10
SAP AG 1999
Levels in a Split
Person A
Person B. . .
Pooled capacity
setup
Plant
1000
Cost center
4230
Cost center
4220
Machine group
1111
. . .
. . .
Machine group
1904
. .
.
Person 1
Person 2. . .
Capacity category
Person
Capacity category
machine
Position
Qualification
. .
.
. .
.
Individual machine -1
Individual machine - 2. . .
Person. .
.
Checked against HR tables !!
Machine group
1112
The capacity in the work center can be subdivided according to the capacity category (machine,
personnel). That is, elements can be assigned to the capacity.
The assignment options are dependent on the capacity category.
Subdividing in this way means that an operation (or, more precisely, its capacity requirement) can be
directly assigned to the relevant machine and / or person.
You can only make assignments to people, qualifications, and positions if the SAP Human Resources
System (HR) is active.

(C) SAP AG LO215 8-11
SAP AG 1999
Types of Split
Different capacities work
simultaneously on the
same lot or order, but can
also undertake partial jobs.
5 h labor time
5 h labor time
10 h labor time
for 100 pcs.
Standard valueStandard value splitsplit
10050
Various capacities Various times
50
50 50
Quantity splitQuantity split
You have the option of several types of splits.
You can split the quantity or the standard values of the capacity requirements (or split both, if
necessary).
Quantity splits are useful if partial quantities of the order are to be processed by several individual
capacities at the same time or if they are to be processed at different times and gaps exist between
them.
Standard value splits are useful if an operation is divided into two or more partial tasks (work
steps) that are carried out by different individual capacities at the same time and for the total quantity.
You can split the quantity as well as the standard values.

(C) SAP AG LO215 8-12
SAP AG 1999
PDC Systems: Objectives and Concerns
✓ RealReal--time processtime process controlcontrol
Production with fewer shopProduction with fewer shop floorfloor paperspapers
Decentralized decision makingDecentralized decision making
BarBar code linkcode link
✓
✓
✓
Improved transparencyImproved transparency inin productionproduction✓
AvailabilityAvailability ofof production statusesproduction statuses ((conditionsconditions))✓
Control ofControl of fullyfully oror partially automated systemspartially automated systems✓
RelativelyRelatively highhigh investmentinvestment
ChangesChanges inin process structureprocess structure
Independent implementation project advisedIndependent implementation project advised
A constant exchange of information is required between the production planning and control (PP) level
and the production level.
Production often occurs with automated and partially automated machines and systems.

(C) SAP AG LO215 8-13
PDC interfaces (Plant Data Collection) are used to transfer data between R/3 and subsystems.
The PP-PDC interface is the interface that has been designed especially for production control.
Starting from Release 3.0A, this interface was called Communication Channel 2 (CC2). (This will
only be maintained for two more main releases)
As of Release 4.6A, this interface is implemented as an asynchronous SAP R/3 BAPI interface and is
called the PP-PDC interface.
Subsystems can receive certification from SAP (Complementary Software Program).
For further information on this interface see:
http://www.sap.com, SAP Partners -> Software Partners -> Integration Opportunities ->
Interface Certification -> Interface Reference
Look under interface PP-PDC "Plant Data Collection - R/3 Shop Floor Control"

(C) SAP AG LO215 8-14
SAP AG 1999
Requirements for the PP-PDC Interface
✓ ActivateActivate PDCPDC linklink (Customizing table 399X)(Customizing table 399X)
MaintainMaintain PDCPDC groupsgroups (Customizing table 705)(Customizing table 705)✓
AssignAssign PDCPDC groupgroup toto work centerwork center ((subsystemssubsystems))✓
Order isOrder is releasedreleased ((downloaddownload))✓
✓ Maintain subsystemMaintain subsystem configuration (Customizing)configuration (Customizing)
✓ Transfer configuration data to theTransfer configuration data to the subsystemsubsystem
RelevantRelevant changeschanges ((quantityquantity, date,, date, activity typeactivity type, ...), ...)✓
Order type
Operations must require confirmationOperations must require confirmation (upload)(upload)✓
OrderOrder contains atcontains at leastleast on operation with work center withon operation with work center with PDCPDC groupgroup✓
When the PDC indicator is activated in the order-type dependent parameters (T399X), released
orders are transferred in the download if they contain at least one operation whose work center is
assigned to a subsystem (PDC) group.
In order for time events to be included in the upload from the PDC system, the operations must require
confirmation.

(C) SAP AG LO215 8-15
SAP AG 1999
Download: Logical View
SubsystemSubsystem
PPR/3 online
Mat. master
HR master
Reasons for var.
Units of
measurement
Production orders
Delta download Initial download Master data download
Work
centers
Wage types
etc.
HR
R/3R/3
MMMMPPPP
Program
You can download data in the following three ways:
Master data download
Initial download
Delta download
The master data download enables the transferal of R/3 master data to the subsystem.
The initial data download supplies the subsystem with production orders.
The delta download supplies the subsystem with changed production orders.
In order for the initial and delta downloads to work, you must first release production reports in R/3.

(C) SAP AG LO215 8-16
The original values provided by the subsystem are processed in an analysis program.
The duration (setup, processing) can therefore be determined from the start and end events.
In order to calculate the duration successfully, the time events must first be assigned to the maximum of
six variable standard values of an operation in the work center.

(C) SAP AG LO215 8-17
SAP AG 1999
Operation time tickets
L20 - Time ticket partial finish
L40 - Time ticket finish
Work center events
Currently none
Personnel times (HR-PDC)
P10 - Clock-in
P15 - Break start
P20 - Clock-out
P25 - Break finish
P30 - Off-site work start
P40 - Off-site work finish
Interface Record Types
Operation time events
R10 - Setup start
R20 - Setup partial finish
R30 - Setup interruption
R40 - Setup finish
B10 - Processing start
B20 - Processing partial finish
B30 - Processing interruption
B40 - Processing finish
A10 - Teardown start
A20 - Teardown partial finish
A30 - Teardown interruption
A40 - Teardown finish
V20 - Var. activity partial finish
V40 - Var. activity finish
Only activities that are not already supplied by R/3 orders can be entered with record type V20 / V40.
Furthermore, no quantities can be entered.

(C) SAP AG LO215 8-18
SAP AG 1999
Order Control: Summary
This unit gave you an overview of the means
and methods of detailed order control.
For sequencing orders you must use the order information system
or the planning table from capacity planning
Orders or capacity requirements (machine/person) can be split
Orders can be transferred from R/3 to PDC systems
Confirmations can be transferred from PDC systems to R/3
An order progress report is available for checking the progress of
production orders (see unit 13)
Course LO230 provides more information about capacity planning.

(C) SAP AG LO215 8-19
Order Control Exercises
Unit: Order Control
Topic: Order Control
(LO215 Exercise 9)
• Machine usage list with order information system
• Machine usage with planning table
• Order split
As production manager or production scheduler, you are
responsible for the continual utilization of the work centers in
your area for the days to come (hours or weeks). In this process,
the orders should always be assigned to each work center in an
appropriate sequence (often one that optimizes setup).
For each work center and time period, the scope of the work that
you assign should not be too large or too small. Both of these
would have a negative effect on the employees in your area.
The SAP System provides you with several options for carrying
out this task.
1-1 Use the order information system to create a machine usage list for the work centers in
the area for which you are responsible. Select using the following entries
Selection at header level
List Operations (Selection object)
Profile 000002 (Workload for each work center)
Production plant 1000
Production scheduler 0##
Selection at operation level
Work center T-M##
Plant 1000
Familiarize yourself with the content and functions of this list.

(C) SAP AG LO215 8-20
Path: S000 LO PP SFC INFOSYSTEM ORDER INFORMATION
SYSTEM
1-2 Use the graphical planning table to carry out machine usage
(dispatching) for work center T-E##.
1-2-1 Select the objects Plant 1000
Work center T-E##
Capacity category 001 to 002
Path: S000 LO PP SFC CONTROL CAPACITY PLANNING
LEVELING WORK CENTER VIEW GRAPHICAL PLANNING TABLE
When you do this, set the filter to order category 1 and order type PP01
Ensure that you do not set any other filters.
Path: Select the filter symbol
Start the selection.
1-2-2 The system has prepared a planning table for work center T-E##.
Use the sort sequence key SAPSFCGS12 (setup group key) to sort the order list
according to setup times.
Path: Select some orders and choose
EDIT CHANGE SORT
1-2-3 Reduce the setup times of the operations that follow the first order (operation) to
"0".
Select all orders if possible.
Path: Functions Adjust setup time Manually

(C) SAP AG LO215 8-21
1-2-4 Set up the current planning strategy so that the following functions are carried out
during planning:
Dispatching the orders forwards
for dispatching at the earliest opportunity
Check or change the strategy profile:
Path: SETTINGS STRATEGY
1-2-5 Dispatch all orders automatically for the work center.
Path: FUNCTIONS DISPATCH
1-2-6 Which status do the dispatched orders and operations now have?
To find this out, display an order.
Answer: _______________________
Path: Place the cursor on one of the dispatched operations
GOTO ORDER CHANGE or
GOTO OPERATION CHANGE
1-2-7 Save the planning result.
The next activities in the exercise are optional.
Only carry this out if you have enough time.
1-3 Due to a capacity shortage in the next few weeks, you must distribute the total quantity of
a production order over two weeks.
For this reason, carry out an order split for this production order.

(C) SAP AG LO215 8-22
1-3-1 Create an order using the following data:
Material T-A
Production plant 1000
Order type PP08 !!!
Total amount 10 piece
Basic finish date Any
Scheduling type Backwards
This order is released immediately!
1-3-2 Save the order Order no.: ___________________
1-3-3 Split the order at operation 0010, so that you then have two orders with the
following parameters:
Split quantity 5 piece
Child order
Order type PP08
Basic finish date one week later than proposed
Scheduling type Backwards
Path: GOTO OVERVIEWS OPERATIONS
Select operation 0010
FUNCTIONS SPLIT ORDER
Enter the split parameters

(C) SAP AG LO215 8-23
ORDER SPLIT EXECUTE
1-3-4 Save the order and change it again afterwards.
1-3-5 Which orders can you now find?
Answer: Parent order Number: ____________________
Child order Number: ____________________
You can switch between the orders as required.
1-3-6 Which new status and quantity entries can you find in the header screens?
Answer: Parent order Status: ________________________
________________________
Child order Status: ________________________
1-3-7 Have the operation and component quantities been created proportionally?
Answer: _____
1-3-8 Has the child order already been released?
Answer: _____
1-3-9 How is cost object controlling executed for both orders?
Answer: Parent order _________________________________
Child order _________________________________

(C) SAP AG LO215 8-24
The order split function is currently restricted to this form of
cost object controlling!

(C) SAP AG LO215 8-25
Order Control Solutions
Unit: Order Control
Topic: Order Control
(LO215 Exercise 9)
1-2-6 Answer: DSPT (dispatched)
1-3-5 Answer: Parent order Number: ____________________
Child order Number: ____________________
1-3-6 Answer: Parent order Status: SPLT (split)
Expected yield variance = 5-
Child order Status: CSPL (Created by splitting)
1-3-7 Answer: Yes
1-3-8 Answer: No
1-3-9 Answer: Parent order Product-oriented for each cost collector
Child order Product-oriented for each cost collector

(C) SAP AG LO215 9-1
SAP AG 1999
Confirmation types
Control Parameters for Confirmations
Procedures involved in the "confirmation of an order"
Confirmation data
Confirmation results
Confirmations: Contents

(C) SAP AG LO215 9-2
SAP AG 1999
At the conclusion of this unit you will be able
to:
Confirmations: Course Objectives
Define the principles and processes of real-
time production order confirmation
Describe the different types of order
confirmation
Recognize the control parameters for
confirmations
Describe the effects of a confirmation
SAP AG 1999

(C) SAP AG LO215 9-3
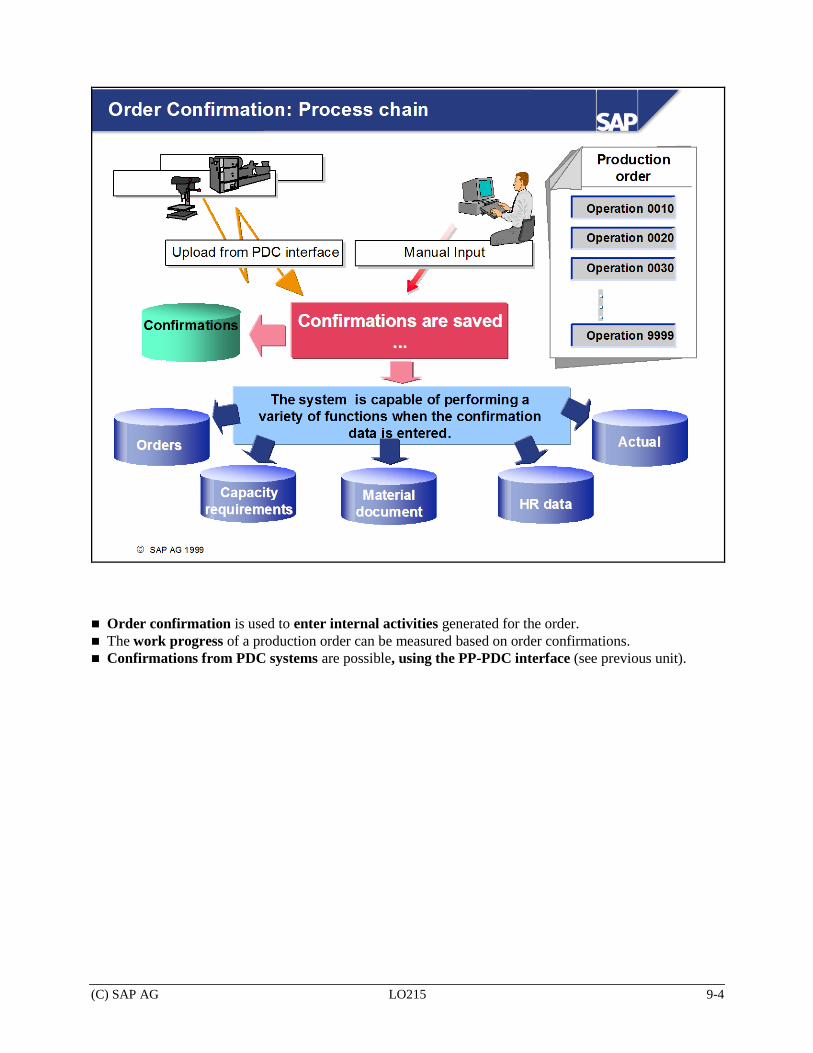
(C) SAP AG LO215 9-4
Order confirmation is used to enter internal activities generated for the order.
The work progress of a production order can be measured based on order confirmations.
Confirmations from PDC systems are possible, using the PP-PDC interface (see previous unit).

(C) SAP AG LO215 9-5
Order confirmation is the confirmation of the entire order at order header level and .
An operation confirmation allows you to confirm an order step by step.
For this type of confirmation, there are various procedures available.
The procedures must be selected to suit the methods of organization within your company and the
allowed workload.
You can only carry out a confirmation for an order if no confirmations have already been entered for
the operations.
You can follow a confirmation with an automatic goods receipt. Control is then maintained using the
operation control key or the production scheduling profile.
A material overview enables you to correct backflushing for postable material withdrawals or to enter
any number of unplanned goods movements.
There are a whole range of Business Application Interfaces (BAPI) available, which can be used to
enhance the standard confirmations to suit specific users.

(C) SAP AG LO215 9-6
Confirmations are controlled by confirmation parameters (refer to the next slide).
Each operation is automatically given a confirmation number when the order is created.
You can then clearly identify it without having to enter any other data.
Each operation contains an operation control key. This defines whether the operation requires
confirmation.
An operation can be marked as a milestone. This means that when the milestone operation is confirmed,
the operations that precede it are also confirmed with proportional quantities.
An operation that is to be confirmed must first be released.

(C) SAP AG LO215 9-7
SAP AG 1999
Control Parameters for Confirmations
Order type
Final or partial confirmation
Final confirmation upon reaching tolerance limits
Withdrawal posting of open reserv`ns (on final confirmation)
Confirmation function
Screen control
Default time units
Checks
Selection
Goods movements
Control
HR update
Error handling/logs
Display or default data
Control of first detail screen (1)
Hour, minute, optimized automatically
Operation sequence
Underdelivery
Overdelivery
Future dates
Confirmable operations (1)
Confirmed operations (1)
Open orders in a collective order
Display all movements or just backflush postings
Decoupling of the process
Actual
Goods movements
Data to be confirmed, confirmed data, standard data (1)
Data transfer: PP -> HR
(1) inapplicable to single screen entry
Confirmation
parameters
You control confirmations using settings in Customizing (fixed parameters).
You set the control parameters for order type and plant.
There are different confirmation parameters for
Time ticket confirmation using single screen entry (new form of the normal operation confirmation)
Collective confirmation/fast entry
You can change some settings online (variable parameters).
You must also enter the reasons for variance.
The reasons for variance can trigger statuses that, in turn, control trigger points.
The transfer of PDC confirmation data to the HR module is dealt with on course HR490 "Incentive
Wages and Plant Data Collection".
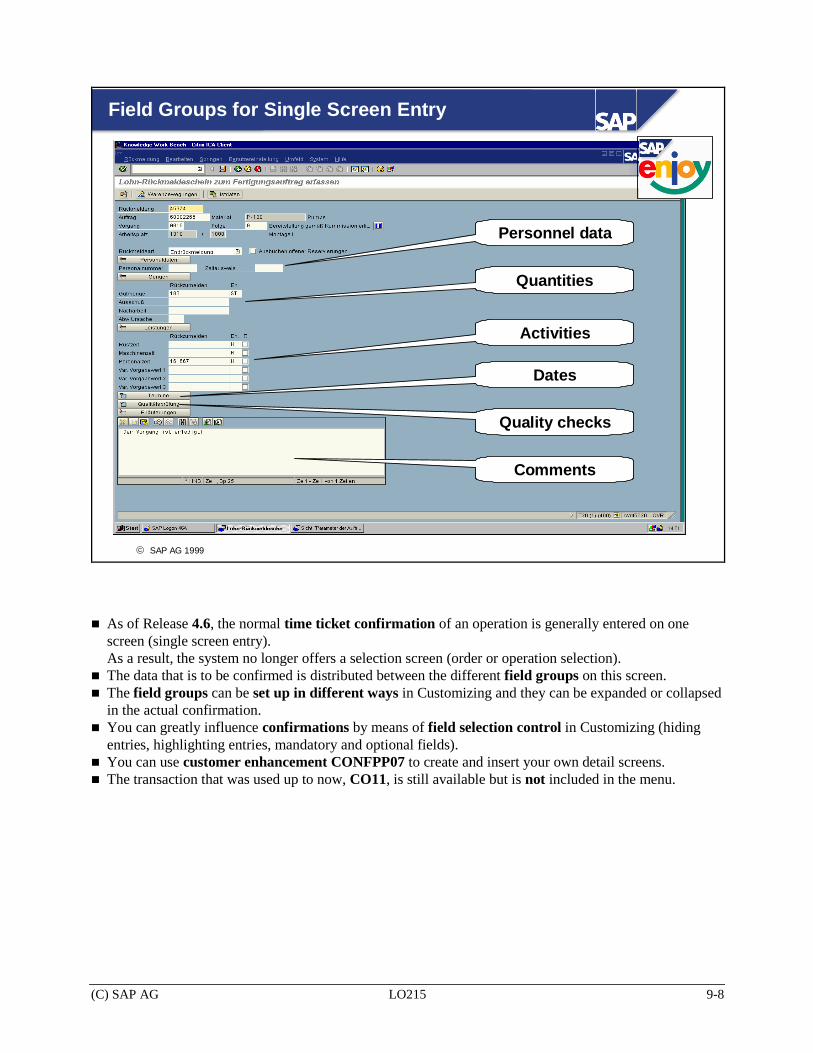
(C) SAP AG LO215 9-8
SAP AG 1999
Field Groups for Single Screen Entry
Personnel data
Quantities
Activities
Dates
Quality checks
Comments
As of Release 4.6, the normal time ticket confirmation of an operation is generally entered on one
screen (single screen entry).
As a result, the system no longer offers a selection screen (order or operation selection).
The data that is to be confirmed is distributed between the different field groups on this screen.
The field groups can be set up in different ways in Customizing and they can be expanded or collapsed
in the actual confirmation.
You can greatly influence confirmations by means of field selection control in Customizing (hiding
entries, highlighting entries, mandatory and optional fields).
You can use customer enhancement CONFPP07 to create and insert your own detail screens.
The transaction that was used up to now, CO11, is still available but is not included in the menu.

(C) SAP AG LO215 9-9
SAP AG 1999
Determining the Yield
Is it possible to perform the operation
in sequence? (See Customizing)
Yield of the
last confirmed
operation
Yield of this
operation
= Yield to be confirmed
Which of these operations is last
in the sequence ?
Do confirmed operations, confirmable
operations or operations which require
confirmation already exist ?
The preceding
operations
requiring confirmation
The preceding
operations
preceding operations
Yield of
the order Yield of this
operation
In order to facilitate the confirmation, you can allow the system to propose the yield to be confirmed.
You are also required to enter the settings in the fixed parameters (Customizing) for confirmation
control.
The system takes several factors into account when determining the yield.
Rework operations are then subject to special treatment (see documentation).

(C) SAP AG LO215 9-10
SAP AG 1999
Determining the Remaining Capacity Requirements
ORStandard valueStandard value Estimated standardEstimated standard valuevalue
Remaining capacity Remaining capacity
requirementsrequirements
Formula for each capacity categoryFormula for each capacity category
KBED = setup + lot size x machine time
50 pieces x 0.1hrs / piece = 5 hours
Planned qty
150 pieces
Actual quantity
100 pieces
Forecast value for
each type of activity
Remaining capacity requirements are calculated according to either the standard values for each type
of activity or an explicitly confirmed estimated standard value (forecast screen).
The system sets the standard value for setup to zero when the first partial confirmation is executed.
You can only set all other remaining capacity requirements to zero by setting the remaining quantity or
forecast value to zero.

(C) SAP AG LO215 9-11
SAP AG 1999
Progress confirmation
Special type of confirmation automatic confirmation
of preceding operations
"Unplanned milestone" each confirmable operation behaves in
the same way as a milestone when it is
confirmed
Special characteristics Total quantities are always
confirmed
Combined use of progress
confirmation and milestones is
possible but with restrictions
Operations that have already been
confirmed remain unchanged
New status PROG
You can also use progress confirmation for collective orders.
However, it cannot be applied to finally confirmed operations (only for the correction of
preceding final confirmations).

(C) SAP AG LO215 9-12
SAP AG 1999
Milestone or Progress Confirmation
Operation
0020
... ...
Milestone
ConfirmationsConfirmations
Milestone
confirmation
0030
0010
50
PRO
G
0040
(nn) - Update executed
Progress confirmation
Normal
1. 2. 3. Actual qty Status 1. 2. 3. Act. qty Status4.
(100) (100) MILE 70 (nn)(70) (80) (100)
50 PCNF70 PCNF20
50 50 PCNF
(100) 100 MILENormal
70 70 (nn)80 (100) 80 (nn) PROG
100 100 PROG100 100 MILE
Progress
confirmations
Normal, milestone and progress confirmations can be used in combination. (It is, however, advisable
to decide on one type of confirmation)
Orders confirmed using progress confirmation react in the same way as if confirmed by a milestone
confirmation. They confirm the preceding operations.
However, quantity calculation functions differently using progress confirmation. Each confirmed
quantity is considered a total quantity.
You are no longer able to work on operations using progress confirmation if they have already been
partially confirmed using normal confirmation. You are therefore also unable to confirm them.
You must at least partially confirm milestone operations that have an impending confirmation time.

(C) SAP AG LO215 9-13
SAP AG 2003
Confirmation: Decoupling of Processes
Order type
Confirmation
parameters "Process control"
Time procedures
Parameters
Immediately
Immediately
Any
Number of parallel tasks
Specifying server
Maximum number of
components permitted per
MM posting document
Update task
Online
Background
Backflushing GI
Automatic GR
Calculation of actual costs
Confirmation processes
Within the framework of the parameters for confirmations (Customizing), you can set a "process
control" parameter for each plant and order type. This controls the decoupling of the confirmation
from its sequence processes.

(C) SAP AG LO215 9-14
In order to facilitate the subsequent processing of confirmations, the system temporarily saves the
confirmation numbers in several tables of planned changes.
AFRP1 Automatic goods receipt
AFRP2 Backflushing
AFRP3 Actual costs
AFRP4 HR activity data
The CORUPROZ program posts the previously temporarily saved data. This function needs to be
prepared in Customizing (Step CORUPROC).
Confirmation processes that cannot be posted successfully need to be reprocessed online or in the
background.
The following transactions and programs are available to you:
CO16N Program RMAFRU03 Reprocessing confirmations
COGI Program CORUAFFW Reprocessing goods movements
COFC Program CORUCOFC Reprocessing actual costs

(C) SAP AG LO215 9-15
SAP AG 1999
Confirmations: Summary
You have gained an overview of confirmation
processes.
You have several different confirmation
procedures at your disposal for production
orders.
You can confirm entire production orders or
individual operations, whichever suits your
methods of organization or workload.
Confirmations are controlled by "fixed
parameters" (see Customizing), which, in
turn, can be temporarily modified by "variable
parameters".

(C) SAP AG LO215 9-16
Confirmations Exercises
Unit: Confirmations
Topic: Confirmations
(LO215 Exercise 10)
• Time ticket confirmation
• Collective confirmation
• Time event confirmation
• Progress confirmation
• Milestone confirmation
• Effects of confirmations
Disciplined, real-time confirmations are a fundamental
requirement for checking the progress of production and for
correct capacity planning.
As supervisor or production operator, you are responsible for
entering confirmations.
You either use confirmation slips to do this, or enter the
confirmations directly onto a PDC terminal (or PC), without any
paperwork.
The SAP System provides you with various options for carrying
out this work and one of these has already been selected for use
in your company.
1-1 Create an order using the following data:
Material T-F1##
Production plant 1000
Order type PP01
Total amount 20 piece
Basic finish date Today’s date + approx. 2 months
Scheduling type Backwards
Release and save the order!

(C) SAP AG LO215 9-17
Order number: ________________
1-2 For the production order that you have selected, check the confirmation obligation and
the confirmation number of the operation.
Operation Confirmation Milestone Confirmation
no.
Yes No Yes No
0010
0020
0030
0040
0050
0060
Path: Use the operation control key and the detail screens to perform the check.
1-3 Carry out confirmations as described in the following steps.
By doing so, you practice various confirmation options.
1-3-1 Carry out a partial confirmation (quantity = 10 pieces and any activity) for
operation '0010' of the production order.
When you do this, use the operation-related confirmation "Time ticket
confirmation"
(Do not confirm the complete quantity!!)

(C) SAP AG LO215 9-18
Path: S000 LOGISTICS PRODUCTION SHOP FLOOR CONTROL
CONFIRMATION ENTER FOR OPERATION TIME
TICKET
As of release 4.6, the only variant available for this type of
confirmation is "single screen entry". You must enter all key
data yourself during this procedure.
Enter the order and operation number.
The system then proposes the data to be confirmed.
Pushbutton ACTUAL DATA
1-3-2 Which confirmation profile has been used for the confirmation screen?
Answer: ________________
Path: USER SETTINGS CONFIRMATION PROFILE
1-3-3 In the future, you want to enter personnel data in the confirmation screen
only when required. For this purpose, hide the personnel data and save the setting.
Path: Select the appropriate pushbutton to close the field group.
PERSONNEL DATA
USER SETTING SET USER INTERFACES SAVE
1-3-4 Carry out final confirmation (quantity and time) for operation '0010' of the
production order.
To do so, proceed as in step 1-3-1.
1-3-5 Carry out an additional activity confirmation (1 hour labor time and no quantity)
for operation '0010' of the production order.
To do so, proceed as in step 1-3-1.

(C) SAP AG LO215 9-19
1-3-6 Carry out a partial confirmation (actual quantity 10 pieces) for operation '0020'
of the production order.
When you do this, use the operation-related confirmation "collective entry"
Enter the confirmation number. The system then proposes the data
that is to be confirmed (actual data).
For this step, you can use the confirmation number of the
operation since this type of confirmation is designed for fast
entry with a barcode reader. However, you can also switch to
the entry option that uses the order number. To do so, select
the pushbutton OTHER VIEW
Path: S000 LO PP SFC CONFIRMATION ENTER FOR
OPERATION COLLECTIVE ENTRY
PROPOSE ACTUAL DATA
1-3-7 Carry out final confirmation (quantity and time) for operation '0040' of the
production order.
When you do this, use the operation-related confirmation "progress
confirmation"
Path: S000 LO PP SFC CONFIRMATION ENTER FOR
OPERATION PROGRESS CONFIRMATION
1-3-8 Now answer the following questions:
Does this confirmation have the same effect as a milestone? Answer: _______
Is operation 0040 a milestone? Answer: _______
Has the system confirmed already partially confirmed operations? (operation
0020)? Answer: _______
Which status has been given? Status: _______
Progress confirmation automatically confirms previous operations. You
do not have to plan milestones in the operation control key. The system
does not confirm operations that have been partially confirmed manually.
The system views the actual quantity that you enter as the total actual
quantity.

(C) SAP AG LO215 9-20
1-3-9 Carry out a final confirmation (quantity and time) for the complete order.
When you do this, use the order-related confirmation "For order".
Path: S000 LO PP SFC CONFIRMATION ENTER FOR
ORDER
1-3-10 Is this final confirmation possible?
Answer: _______
1-3-11 Carry out two confirmation as time events for operation '0050' of the order.
Use the operation-related confirmation "time event" and select the events Start
processing and Finish processing.
Path: S000 LO PP SFC CONFIRMATION ENTER FOR
OPERATION TIME EVENT
1-3-12 Has an actual processing time been entered for operation 0050?
Answer: _______
1-4 In the production order, change the operation control key of operation ‘0060’ to ‘PP98’
1-5 Carry out final confirmation (quantity and time) for operation '0060' of the production
order.
To do so, proceed as in step 1-3-1.
1-6 Display the last confirmation that was entered in the production order for operation 0060.
Path: In the operation overview, select operation 0060
OPERATION CONFIRMATION DISPLAY
1-7 Display all the confirmations that you have carried out for the order.

(C) SAP AG LO215 9-21
Path: S000 LO PP SFC CONFIRMATION DISPLAY
Select pushbutton
1-8 Display the updates made to the order (actual quantities, status, and costs).
1-9 Confirm any operations that require final completion. Ensure that you have carried out
final confirmation for the complete order.
1-10 Execute the goods issue for all material components in the order.

(C) SAP AG LO215 9-22
Confirmations Solutions
Unit: Confirmations
Topic: Confirmations
(LO215 Exercise 10)
1-2
Operation Confirmation Milestone Confirmation
no.
Yes No Yes No
0010 x x
0020 x x
0030 x x
0040 x x
0050 x x
0060 x x
1-3-2 Answer: LO215_001
1-3-8 Now answer the following questions:
Does this confirmation have the same effect as a milestone? Answer: Yes
Is operation 0040 a milestone? Answer: No
Has the system confirmed already partially confirmed operations?
(operation 0020) ? Answer: No
Which status has been given? Status: PROG
1-3-10 Answer: No
1-3-12 Answer: Yes

(C) SAP AG LO215 9-23

(C) SAP AG LO215 10-1
SAP AG 1999
Executing goods receipts postings
Effects of goods receipts
Control parameters in the order
Goods Receipt: Contents

(C) SAP AG LO215 10-2
SAP AG 1999
Define the posting methods for goods
receipts
Describe the effects of a goods receipt
Recognize which parameters control goods
receipts in an order
Explain the valuation process for goods
receipts
At the conclusion of this unit you will be able
to:
Goods Receipt: Course Objectives
SAP AG 1999

(C) SAP AG LO215 10-3

(C) SAP AG LO215 10-4
SAP AG 1999
Goods Receipt
Purchase order
Order headerOrder header
OperationsOperations
Material componentsMaterial components
Prod. resources/toolsProd. resources/tools
2050
100Costs Planned
TargetActual
Other
For purchase orderFor production order
Goods receipt Initial entry
of stock balances
Without a
production order
Without a
purchase order
Goods receipt from production in a warehouse occurs in the same way as for normal goods receipts
from a purchase order.
Goods receipt from production can be posted either manually or automatically.
Automatic goods receipt can be controlled specific to either operation (operation control key) or
material (production scheduling profile).
If you choose control specific to operation, the goods receipt is posted upon confirmation of the last
operation requiring confirmation.

(C) SAP AG LO215 10-5
SAP AG 1999
Effects of Posting a Goods Receipt
Material
document
Accounting
document
Material
G
Controlling
document
Order
Goods receipt
posting
Stock quantity
Goods
receipt slip
Transfer
requirement WMS
Account
determination
G/L accounts:Stock account
Plant activityMessages
When goods are taken receipt of from a production order, you are able to specify:
Plant
storage location
batch
stock type
final delivery indicator
Material and accounting documents are assigned according to their numbers.
The delivered quantity can be updated in the order.
The inward movement of material is valuated.
The order is credited.
The plant activity account is updated.

(C) SAP AG LO215 10-6
SAP AG 1999
Set "Delivery completed" Indicator
Order headerOrder header
OperationsOperations
Material componentsMaterial components
Prod. resource s/toolsProd. resource s/tools
Costs PlannedTargetActual
Costs PlannedTargetActual
2050
100
Set "Delivery completed" Indicator
Production orderGoods receipt
The "delivery completed" indicator shows whether an order is deemed completed from a goods receipt
point of view. This means that no further goods receipt will be expected for this order. The open
quantity is zero.
It is still possible to post goods receipts of remaining quantities, although this will no longer have an
effect on the open order quantity.
If you create a return delivery for an item with the "delivery completed" indicator "X" and are expecting
a further delivery, then you must cancel the "delivery completed" indicator.

(C) SAP AG LO215 10-7
SAP AG 1999
Underdelivery and Overdelivery
70 80 90 100 110 120 130 140
Order quantity 100
Within the
tolerances
no messages
Underdelivery tolerance10% Overdelivery tolerance 20%
Warning
UnderdeliveryError message
Overdelivery
When dealing with a goods receipt relating to a production order, the system proposes the open order
quantity for the goods receipt. You have the option of changing this quantity if it does not correspond
with the delivered quantity.
When a goods receipt item is created, the goods receipt quantity is compared with the open order
quantity. The system is then able to specify whether underdelivery or overdelivery will occur.
Underdeliveries are generally permitted in the standard system. It is also possible to set a percentage
underdelivery tolerance within the order. A goods receipt quantity smaller than the sum of the order
quantity minus the underdelivery tolerance is interpreted as a partial delivery and accepted by the
system. The system alerts the user to the underdelivery and takes the underdelivery tolerance into
account in the online message.
Overdeliveries are not permitted in the standard system. If overdeliveries are to be allowed, then you
can define a percentage overdelivery tolerance in the order. The over-delivery tolerance check can be
deactivated in the order. Unlimited overdelivery is then possible.

(C) SAP AG LO215 10-8
You are able to post inward movements from production to the stock in quality inspection in the
following example cases:
1. The material is in principle subject to a quality inspection before further usage. The employee
responsible for data in the material master sets the indicator for the quality inspection in the material
master. The indicator is copied to the material master when the order is created.
2. If the material comes from a specific production order, then it should undergo a quality inspection
before anything else. This is for example the case when you are dealing with an important order and it
is imperative that the quality of the product be checked. The work scheduler then sets the quality
inspection indicator in the goods receipt data of the order.
3. You decide whether the material must undergo a quality inspection or not at the point of goods
receipt. You set the quality inspection indicator in the goods receipt item.

(C) SAP AG LO215 10-9
SAP AG 1999
Updating and Valuating Stocks
Valuation at
standard priceValuation with valuation variant
Material
G
Order
Balance:
??
SSS AAA
Stock valuation
Plant activity
accountOrder
credit
Credit/debit
transaction figures per
company code; periods
Stock fields
per plant, storage
location, special stock
Material master
Special stocks
G/L accounts
in accounting
Quantity basis Value basis
Stock account
As a rule, inventory management is performed just as much according to quantity as it is to value.
Subsequent statements are valid for a valuated goods receipt posting.
Stock fields are available for the current and the previous period on a storage location level.
The price control indicator (S/V) in the material master specifies whether the material stock is
valuated at the standard price or according to a valuation variant.
When using price control S, the valuation price must be entered in the standard price field of the
accounting screen. When using price control V, it must be entered in the moving price field of the
accounting screen.
The activity account is always booked with a price that is dependent on the valuation variant of the
valuation area.
The order is always credited at the same level at which the plant activity is posted.
You therefore need to set a valuation variant per valuation area for the goods receipt. This is done in
Customizing.
You can enter the transaction figures of the G/L account again separately according to business area.

(C) SAP AG LO215 10-10
SAP AG 1999
Goods Receipt: Summary
You can now describe the process of posting
a goods receipt
This posting has various effects
The posting of goods receipts is controlled by
parameters in the order
(C) SAP AG LO215 10-11
Goods Receipt Exercises
Unit: Goods Receipt
Topic: Goods Receipt
(LO215 Exercise 11)
• Goods receipt from production orders
After a material has been manufactured using a production order
(finished product, assembly, single part), the quantity produced
must be posted to the warehouse stock (or another type of stock).
This, on the one hand, relieves your production area of the
material and on the other hand, ensures that the material is
available for follow-on activities (delivery to the customer,
withdrawal for a project, ...).
As supervisor or production operator, you trigger the goods
receipt posting when you send a completion message. The
posting itself is created automatically when a confirmation is
entered or is carried out by the warehouse manager.
Use the production order from the previous exercise to perform a goods
receipt posting as described in the following procedure.
▪
▪ Order number: _________________
1-1 First check whether goods receipt is intended for the order.
Answer: ______
Path: S000 LO PP SFC ORDER CHANGE GOTO HEADER
Select the tab GOODS RECEIPT

(C) SAP AG LO215 10-12
1-2 Check the material stock of material "T-F1##"
Material stock: ______________
Path: S000 LO PP SFC INFOSYSTEM STOCK OVERVIEW
1-3 Perform a good receipt for a partial quantity of one piece of the production order.
▪ 1-3-1 First go to the detail screen of the posting. Here, check
the proposed data.
▪
Path: S000 LO PP SFC GOODS MOVEMENTS GOODS RECEIPT
Select the pushbutton COPY + DETAIL
For information about the movement type of the goods
receipt from production, choose Movement type.
1-3-2 Which transaction type does the material document have? To find out,
go to the document overview
Answer: ____________________________________
Path: Select the pushbutton COPY
GOTO OTHER FUNCTIONS HEADER
▪
1-3-3 Save the goods receipt posting.
Material document no.: __________________

(C) SAP AG LO215 10-13
1-4 Check the updated version of the delivered partial quantity in the order.
▪
▪ Which status does the order now have? Answer: ________
1-5 Now perform a goods receipt for the remaining quantity of the production order.
▪
▪ Material document no.: __________________
▪
1-6 Check the updated version of the production order again (quantity, status, costs).
▪
▪ Which status does the order now have? Answer: ________
▪
1-7 Check the material stock of material "T-F1##" Use the stock overview to do this.
▪
1-8 Check the stock in the stock/requirements list for material "T-F1##"
▪
▪ Is the delivered order still in the list?
▪
▪ Answer: ________
▪
1-9 Display the material and accounting documents of the goods receipts that you have
performed.
Path: S000 LO MM INVENTORY MANAGEMENT
MATERIAL DOCUMENT DISPLAY
Document header
Item overview
1-10 Determine the numbers of the respective controlling and accounting documents.
▪
▪ Controlling document ____________________
▪
▪ Accounting document ____________________

(C) SAP AG LO215 10-14
▪
Path: ENVIRONMENT FI/CO DOCUMENTS

(C) SAP AG LO215 10-15
Goods Receipt Solutions
Unit: Goods Receipt
Topic: Goods Receipt
(LO215 Exercise 11)
1-1 Answer: Yes
1-3-2 Answer: WF (Goods receipt for production order)
1-4 Answer: PDLV
▪
1-6 Answer: DLV
▪
1-8 Answer: No
▪

(C) SAP AG LO215 11-1
SAP AG 1999
Settlement/Archiving/Deletion: Contents
Order settlement
Activities
Execution
Results
Archiving and Deleting
Preparation
Archiving
deleting
Retrieval

(C) SAP AG LO215 11-2
SAP AG 1999
At the conclusion of this unit you will be able
to:
Settlement/Archiving/Deletion: Course Objectives
Define the purpose of order settlement
Explain when and how order settlement
is carried out
Recognize the important control parameters
for this function
Describe the results of order settlement
Describe the necessary steps for archiving
and deleting a production order
Deleted orders can be displayed again using
a retrieval function.
Recognize which control parameters to set
SAP AG 1999

(C) SAP AG LO215 11-3

(C) SAP AG LO215 11-4
The method of crediting and debiting the costs of a production order depends on the Cost Object
Controlling variant selected in controlling. It can be executed
with reference to the order or
with reference to the product
Order settlement is carried out to credit an order.
In general, settlements are carried out periodically.
You control settlements using a settlement profile.
You must credit orders according to cost element.
Cost element allocation between the debit cost element (production order) and the credit cost element
(cost receiver) is performed via an allocation structure.
Differences are either posted to the price difference account (expenditure / revenue) or cause the
allocation price to be corrected.
The use of the order-related cost object controller is beneficial in the following cases:
Flexible production environment
Flexible product pallet
Cost management of individual production lots
Costs need to be traced for each order
High setup costs
Co-production
For more detailed information about cost object controlling, see course AC510 or AC515.

(C) SAP AG LO215 11-5
SAP AG 1999
Settlement Profile
PA transfer structure
Source structure
Permissible settlement receiver- Cost center
- Order
- Project
- Cost object
- Asset ......
Parameters- Document type
- Maximum number of distribution rules
- Residence time of the documents
Indicators- 100% validation
- Percental settlement
- Equivalence numbers
- Variance calculation
Default values- Settlement schema
- PA transfer structure
- Account assignment
- Source structure
Assignment of debit cost
element to the line in an
apportionment structure for
co-products
Assignment of debit
cost element to the value field
of a profitability segment
Assignment of debit cost
element to the settlement
cost element
Allocation structure
The settlement profile is composed of several elements:
Allocation structure
Source structure
PA transfer structure
Permissible settlement receiver and proposed account assignment
Special control parameters
The settlement profile for a production order is determined by the order type.
PA transfer structures are required for the cost distribution of profitability analysis objects.
Source structures are required for the cost distribution in co-production.

(C) SAP AG LO215 11-6
SAP AG 1999
Allocation structure
650000
650100
Text651000
Material
G
Material
G
Debit cost elementsDebit cost elements SettlementSettlement
cost categoriescost categories
Material (ext.)
400000
400100
400200
Material (int.)
400000
400100
Activities
600000
620000
The allocation structure controls the conversion of debit cost elements to settlement cost elements.
You can save default values in the settlement profile.
Similarly, the PA transfer structure controls the conversion of debit cost elements in the value
components of the profitability analysis. A PA transfer structure is only required when you settle to a
profitability segment (for example to a sales order).
You have the option of defining cost element groups instead of entering individual cost elements.

(C) SAP AG LO215 11-7
In product-related cost object controlling, all costs are credited and debited to a product cost
collector.
Individual production orders do not have cost segments or settlement rules.
All functions in production and materials management that are relevant to costs (material withdrawal,
confirmation, goods receipts for the production order and goods receipt from production) are executed
on the basis of the production order.
All Controlling functions (process costs, overhead costs calculation, WIP and variance calculation,
settlement) are executed at the end of the period on the basis of the production cost collector and the
corresponding values are then determined.
The costs for a period include:
The values of the finally delivered material quantities of the period according to the valuation control
of the goods receipt.
The values for unfinished products (WIP) according to the level of confirmed operations
The values of variances (for example, scrap)
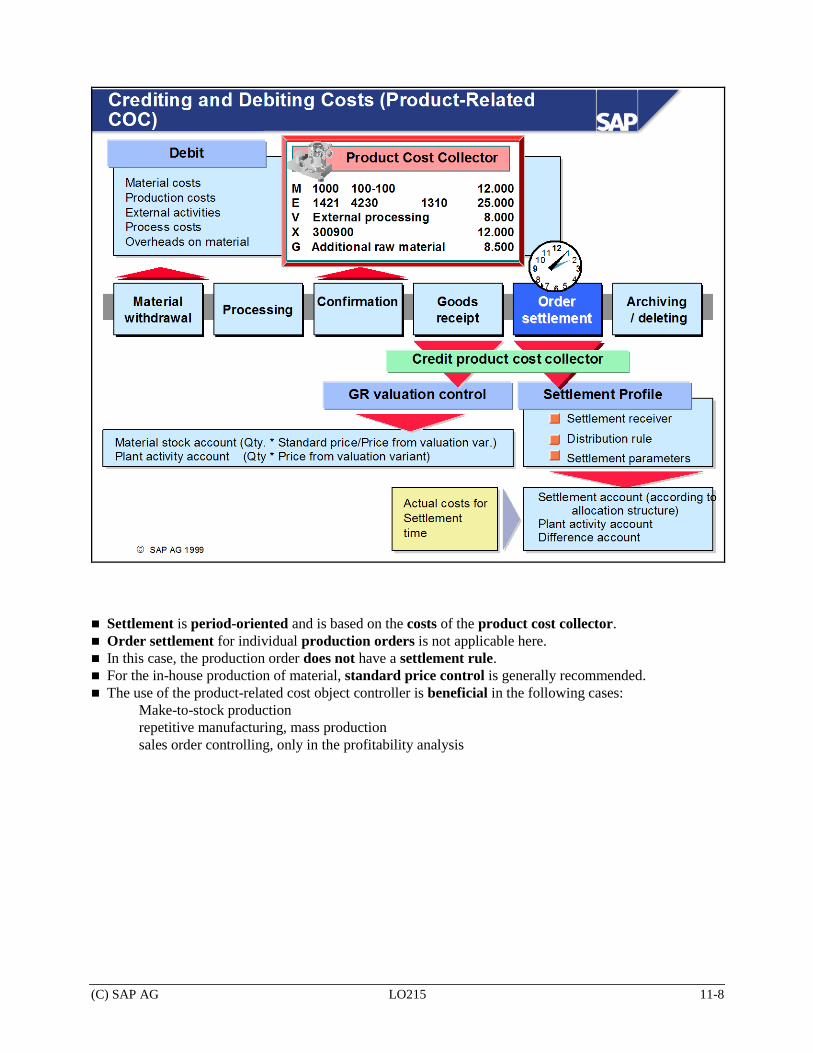
(C) SAP AG LO215 11-8
Settlement is period-oriented and is based on the costs of the product cost collector.
Order settlement for individual production orders is not applicable here.
In this case, the production order does not have a settlement rule.
For the in-house production of material, standard price control is generally recommended.
The use of the product-related cost object controller is beneficial in the following cases:
Make-to-stock production
repetitive manufacturing, mass production
sales order controlling, only in the profitability analysis

(C) SAP AG LO215 11-9
The deleting and archiving of orders is carried out in stages.
Certain conditions need to be checked before an order can be physically deleted and archived.
You have the option of individual or mass order deletion.
A retrieval function is available for displaying orders that have been archived yet already physically
deleted.
The deleting and archiving functions for production orders use the central archiving tools of the R/3
System. This makes it possible to apply various archiving systems.
In archive management, you can manage and display an index list of the archived production orders.

(C) SAP AG LO215 11-10
These are the conditions required for the following statuses:
CLSD Order is released or technically completed, no liabilities and
there are no future change records from confirmations, cost balance = 0
DLFL Order is delivered or technically completed, no liabilities and future change
records from confirmations, cost balance = 0
DLT Order has deletion flag and residence time 1 has gone by
The following statuses still allow the following functions:
TECO confirmations, goods movements
CLSD Set deletion flag
DLFL Set deletion indicator
DLT Archiving and deletion
Residence times are defined with reference to the order.

(C) SAP AG LO215 11-11
SAP AG 1999
Order Settlement: Summary
In this unit the functions of order settlement
were discussed
In general order settlement is carried out
periodically.
Order settlement is controlled by a settlement
profile.
As a result of order settlement the order itself
no longer has any costs and can be deleted.
Orders go through the steps preparation for deletion,
archiving and deletion.
Deleted orders can be displayed again using
a retrieval function.

(C) SAP AG LO215 11-12
Order settlement, archiving and deletion Exercises
Unit: Order settlement, archiving and deletion
Topic: Order settlement
(LO215 Exercise 12)
• Order settlement
After the goods receipt for a material has been posted (finished
product, assembly, single part), any existing actual costs (debits)
must be dealt with so that the order can be deleted at a later stage.
This crediting of the production order is a task carried out
internally by the controlling department in your company. It is
carried out using the "Settlement" function. This function is
usually carried out on a monthly basis using a background
program.
As production scheduler or supervisor, you have no activities to
carry out. You should simply know that the function must be
carried out before orders are deleted.
Use the following procedure to carry out order settlement for
the production order that you created in the previous
exercise.
▪
▪ Order number: _________________
1-1 Check the settlement rule for the order (settlement parameters, splitting rule).
▪ How is the recipient, in accordance with the posting rule?
▪
▪ Answer: Acct assgmt type ___________________
▪ Recipient ___________________
Path: S000 LO PP SFC ORDER CHANGE GOTO HEADER
HEADER SETTLEMENT RULE
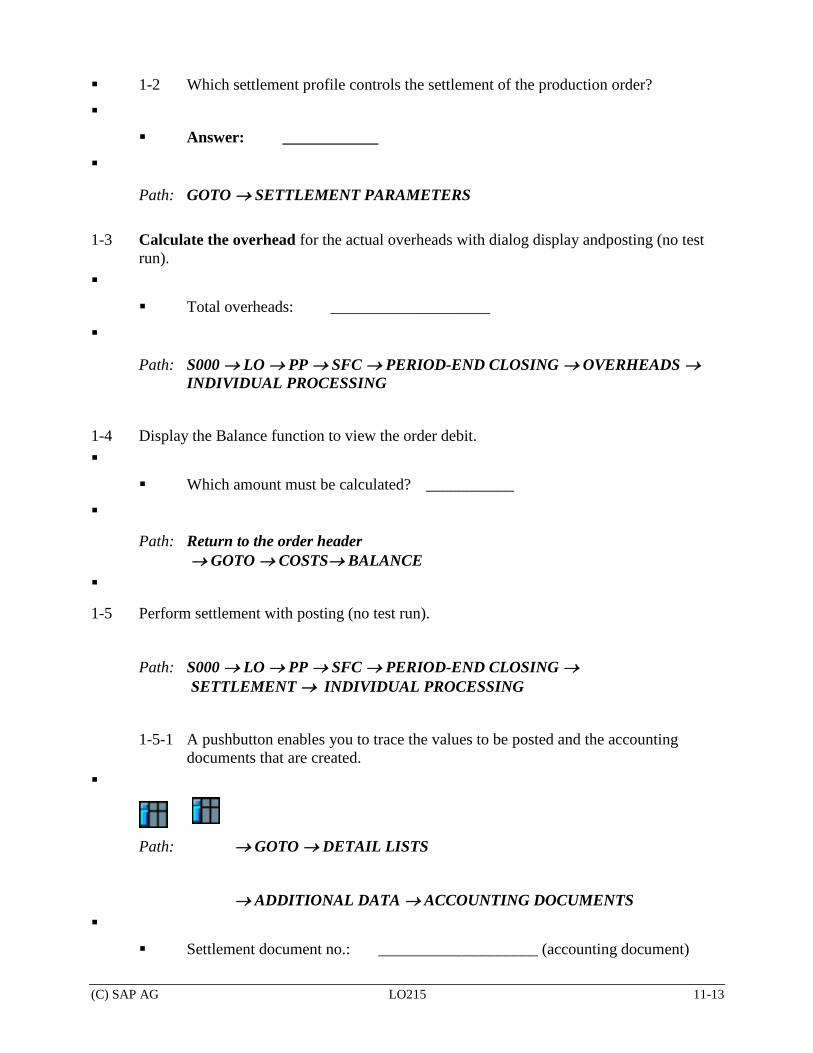
(C) SAP AG LO215 11-13
▪ 1-2 Which settlement profile controls the settlement of the production order?
▪
▪ Answer: ____________
▪
Path: GOTO SETTLEMENT PARAMETERS
1-3 Calculate the overhead for the actual overheads with dialog display andposting (no test
run).
▪
▪ Total overheads: ____________________
▪
Path: S000 LO PP SFC PERIOD-END CLOSING OVERHEADS
INDIVIDUAL PROCESSING
1-4 Display the Balance function to view the order debit.
▪
▪ Which amount must be calculated? ___________
▪
Path: Return to the order header
GOTO COSTS BALANCE
▪
1-5 Perform settlement with posting (no test run).
Path: S000 LO PP SFC PERIOD-END CLOSING
SETTLEMENT INDIVIDUAL PROCESSING
1-5-1 A pushbutton enables you to trace the values to be posted and the accounting
documents that are created.
▪
Path: GOTO DETAIL LISTS
ADDITIONAL DATA ACCOUNTING DOCUMENTS
▪
▪ Settlement document no.: ____________________ (accounting document)

(C) SAP AG LO215 11-14
1-5-2 Display the settlement document and examine it in detail.
▪
Which document type has been posted?
▪
Answer: ____
▪
Path: ORIGINAL DOCUMENT
▪
ADDITIONAL DATA DOCUMENT HEADER
1-6 Display the settlement document in the financial accounting module. Select only a few
documents for the latest date of entry
▪
Path: S000 ACCOUNTING FINANCIAL ACCOUNTING DOCUMENT
DISPLAY
Select the pushbutton LIST
Select using the document number

(C) SAP AG LO215 11-15
Order settlement, archiving and deletion Exercises
Unit: Order settlement, archiving and deletion
Topic: Archiving and Deleting
(LO215 Exercise 13)
• Deletion flag
• Archiving
• deleting
• Retrieval
• Archive info system
Production orders that have been completed in your area (goods
receipt has been posted), must be archived and deleted after a
stipulated period that you specify in Customizing. This ensures
that the volume of data contained in the database is restricted and
prevents it from constantly increasing over time. Archiving and
deletion is the task of the system administrator in your company.
As a rule, he or she carries this out on a monthly basis in the form
of a few background programs.
As production scheduler or supervisor, you have no activities to
carry out. You should simply know that these functions are
necessary and how they are carried out.
If orders were deleted once from the R/3 database, there is a
function available that enables you to display orders from the
archive.
Use the following procedure to set a deletion flag, archive,
and delete the production order that you created in the
previous exercise and also display it from the archive.
▪
Order number: _________________
2-1 First, set the deletion flag and the deletion indicator for the order.
2-1-1 Maintain a job variant "LO215_L##" with the following program
parameters.

(C) SAP AG LO215 11-16
Order number ________________
Exceeding of delivery date Blank
Actions Deletion flag
Deletion indicator
Options No test run
No detailed log
Path: S000 LO PP SFC TOOLS ARCHIVING
ORDERS Select pushbutton "DELETION FLAG" / DELETION
INDICATOR"
Maintain the program parameters
Go back one step and by doing so, save the values.
Name the program variants that you have newly created and save them.
2-1-2 Define the start date of the job. Choose immediate start.
After saving, the traffic light must be green!
Path: Select the pushbutton START DATE
2-1-3 Maintain the parameters for printing the log
After saving, the traffic light must be green!
Path: Choose the pushbutton SPOOLPARAMETER
2-1-4 Start the job.
2-2 Check the status that is set in the order. What is it?
Answer: ______ and ______
2-3 Now archive the order.
2-3-1 Maintain a job variant "LO215_L##" with the following program
parameters.
Order number ________________

(C) SAP AG LO215 11-17
Create archiving file activate
Deletion program as test activate
Path: S000 LO PP SFC TOOLS ARCHIVING
ORDERS Select pushbutton "ARCHIVING"
Maintain the program parameters
Go back one step and by doing so, save the values.
Name the program variants that you have newly created and save them.
2-3-2 Define the start date of the job. Choose immediate start.
After saving, the traffic light must be green!
Path: Select the pushbutton START DATE
2-3-3 Maintain the parameters for printing the log
After saving, the traffic light must be green!
Path: Select the pushbutton SPOOL PARAMETERS
2-3-4 Start the job.
2-4 Delete the production order from the R/3 database.
Path: S000 LO PP SFC TOOLS ARCHIVING
ORDERS Select pushbutton "DELETE"
2-4-1 Select the archive file that you created in step 2-3.
After saving, the traffic light must be green!
Path: Select the pushbutton ARCHIVE SELECTION
and select the files archived today.
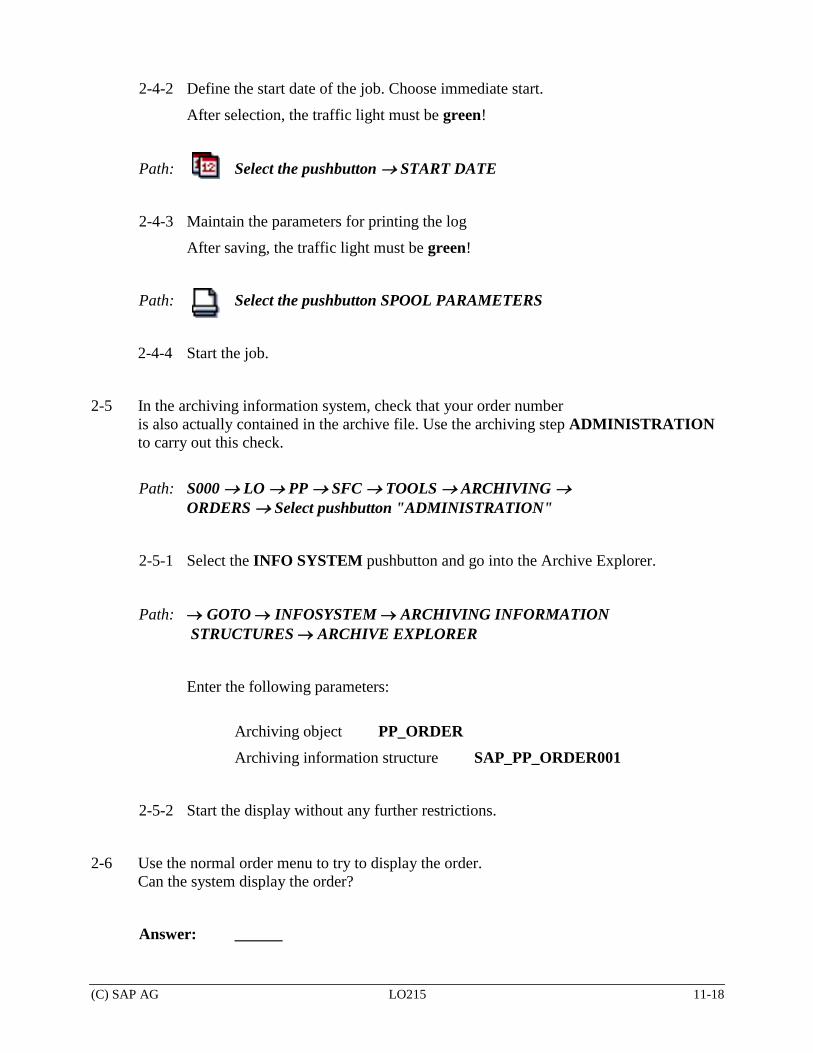
(C) SAP AG LO215 11-18
2-4-2 Define the start date of the job. Choose immediate start.
After selection, the traffic light must be green!
Path: Select the pushbutton START DATE
2-4-3 Maintain the parameters for printing the log
After saving, the traffic light must be green!
Path: Select the pushbutton SPOOL PARAMETERS
2-4-4 Start the job.
2-5 In the archiving information system, check that your order number
is also actually contained in the archive file. Use the archiving step ADMINISTRATION
to carry out this check.
Path: S000 LO PP SFC TOOLS ARCHIVING
ORDERS Select pushbutton "ADMINISTRATION"
2-5-1 Select the INFO SYSTEM pushbutton and go into the Archive Explorer.
Path: GOTO INFOSYSTEM ARCHIVING INFORMATION
STRUCTURES ARCHIVE EXPLORER
Enter the following parameters:
Archiving object PP_ORDER
Archiving information structure SAP_PP_ORDER001
2-5-2 Start the display without any further restrictions.
2-6 Use the normal order menu to try to display the order.
Can the system display the order?
Answer: ______

(C) SAP AG LO215 11-19
2-7 Use the retrieval function to display the order from the archiving file.
Use the overall profile ‘000000000005’ and select the archiving file that you have created.
Path: S000 LO PP SFC TOOLS ARCHIVING
ORDERS Select pushbutton "RETRIEVAL"
In the selection screen, select the pushbutton ARCHIVE SELECTION
(C) SAP AG LO215 11-20
Order Settlement, Archiving and Deletion Solutions
Unit: Order settlement, archiving and deletion
Topic: Order settlement
(LO215 Exercise 12)
1-1 Answer: Acct assgmt type MAT (Material stock)
Recipient T-F1## (Material)
▪
▪ 1-2 Answer: FA_ABP
▪
1-5-2 Answer: SA

(C) SAP AG LO215 11-21
Order Settlement, Archiving and Deletion Solutions
Unit: Order settlement, archiving and deletion
Topic: Archiving and Deleting
(LO215 Exercise 13)
2-2 Answer: DLFL and DLT
2-6 Answer: No
▪

(C) SAP AG LO215 12-1
SAP AG 1999
Overview of information systems for production orders
Order information systems (possible applications, structure,
customizing selection profiles)
Multi-level order overview for sales orders
Missing parts information systems
Shop floor information systems
Object overviews (structure)
Controlling reports
Information Systems: Contents

(C) SAP AG LO215 12-2
SAP AG 1999
At the conclusion of this unit you will be able
to: Describe the production order's various
information sources
Define the following available options:
Order Information System
Multi-level order overview for sales orders
Missing parts information systems
Shop floor information systems
Object overviews
Controlling reports
Describe the special features of these options
Information Systems: Course Objectives
SAP AG 1999

(C) SAP AG LO215 12-3

(C) SAP AG LO215 12-4
SAP AG 1999
Information Systems for Order Management
Basis
Order information system
Multi-level order overviews
for sales orders
Missing parts information systems
Controlling reports
Production information system SFIS
component of LIS
(Logistics Information System)
LIS library
CO object for
Orders
Missing parts record
(index record)
Order structure
and operations
Orders
Object overviews Orders
(1)
(1)
(1)
(1)
There are several information systems for production orders.
They differ in terms of how the order database is used (directly and indirectly) as well as in terms of the
kind of statements that are offered.
A profile controls the preparation of the systems marked with (1). The profiles are set up in Cusomtizing
by choosing SHOP FLOOR CONTROL + INFORMATION SYSTEMS.
If the systems are used for list preparation in individual production orders, you can control the profile
in the order-type dependent parameters (T399X) for each order type.
In addition to the above mentioned systems, there are capacity evalauations, batch where-used lists and
other lists.

(C) SAP AG LO215 12-5
SAP AG 1999
Order Information System
Lists for control purposes
Actual start/actual finish > Planned start/planned finish
Actual scrap > Planned scrap
Workload per work center (profile 00000002)
PRT requirements list
Lists as a basis for operative decisions
Selection of delayed orders
Selection of orders with missing parts
Mass processing (many sorts of functions)
See next unit
Records of finished production processes
Documentation of goods movements
Display of confirmations
The order information system is a tool for controlling production.
The system works directly with the order database and offers both evaluation (reporting) and mass
processing functions (see the Mass Processing unit).
It enables you to display information tailored to your requirements (layout can be adjusted).
It combines the logical structure and the graphical user interface of the Logistics Information
System with the hierarchical display used in IMG and other R/3 applications.
The order information system is integrated into the following components of the Logistics System
(MM, SD, PS).
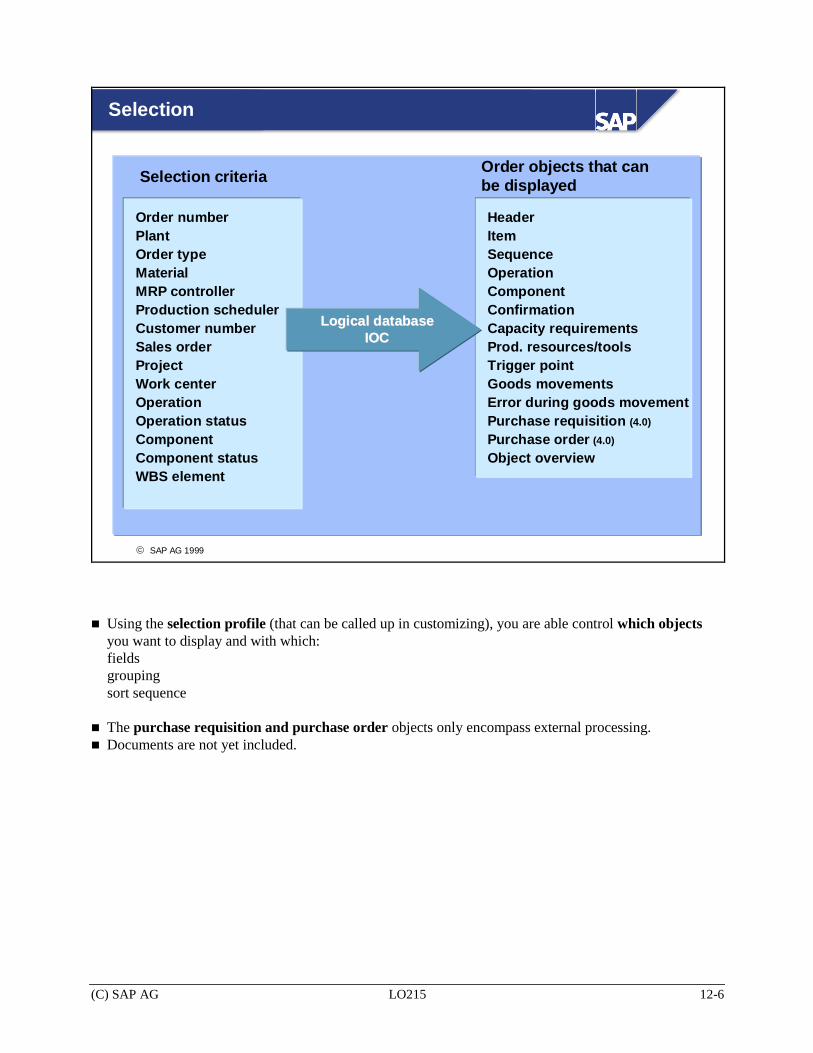
(C) SAP AG LO215 12-6
SAP AG 1999
Selection
Selection criteriaOrder objects that can
be displayed
Logical databaseLogical database
IOCIOC
Order number
Plant
Order type
Material
MRP controller
Production scheduler
Customer number
Sales order
Project
Work center
Operation
Operation status
Component
Component status
WBS element
Header
Item
Sequence
Operation
Component
Confirmation
Capacity requirements
Prod. resources/tools
Trigger point
Goods movements
Error during goods movement
Purchase requisition (4.0)
Purchase order (4.0)
Object overview
Using the selection profile (that can be called up in customizing), you are able control which objects
you want to display and with which:
fields
grouping
sort sequence
The purchase requisition and purchase order objects only encompass external processing.
Documents are not yet included.

(C) SAP AG LO215 12-7
SAP AG 1999
Individual Object List
Order: 60004573Plant: 1000
Variable display
grouping
sorting
field selection / sequencing
Filter
Field comparison
Graphic
Refresh completely /partly
Call up objects /carry out business transactions
Order: 60004574Plant: 1000
Order: 60004574Plant: 1000
Material Requirements qty Committed qty Reqmts date
Material Requirements qty Committed qty Reqmts date
Material Requirements qty Committed qty Reqmts date
100-200
100-100
100-300 100 pc
10 pc
0 pc220 pc
100 pc
10 pc
100 pc
04.06.98
04.07.98
04.06.98
01.06.98
04.06.98
04.06.98
10 pc
0 pc
100 pc
10 pc
220 pc100-100
100-200
100-300
04.06.98
02.06.98
10.06.98100 pc
100 pc
120 pc
100 pc
130 pc
120 pc100-100
100-200
100-300
The order information system provides object-related inidividual lists and an object overview
(standard list for order headers).
The (object) individual list enables you to deal with the individual objects (operation, components
and so on) in different ways.
You can display detailed data for each selected object.
The content and structure of the lists can be determined on an individual basis.
As of Release 4.6C, two transactions with the following characteristics or special features are available
for the order information system.
CO28: Not in the menu, controlled by a profile, all characteristics on the slide apply,
list preparation isnot based on ALV
COOIS: In the menu, controlled by the layout, no grouping and no field comparison, based on
ALV

(C) SAP AG LO215 12-8
SAP AG 1999
Object overview
Order structure in graphical form
Variable object selection
Hide / show objects function
Variable field selection andsequencing
Header information
Hide orders
Refresh completely /partly
Call up objects / executebusiness transactions
Order 1
Order no. MRP contrllr Plant
Item
Material Reqrmts qty Start
Operation
Work center Control key
Item
Material Reqrmts qty Start
60004574 101 1000
P-100 120 pc 03.08.98
1904 PP01
60004575 140 1000
P-200 125 pc 04.08.98
The object overview displays the objects selected from the production orders in hierarchical form.
You can determine the objects to be selected.

(C) SAP AG LO215 12-9
SAP AG 1999
Order Information System: Customizing
Overall profile
Profile variants
Filter order type
Object profiles Object overview Profile "field selection"
Indicator "hide object"
Profile "field selection"
Profile "group criteria"
Profile "sort criteria"
Additional information
User filter
Status filter
Indicator "expand to object"
Detail list
You can create order information system profiles in Customizing for production orders (transaction
CO28).
Layouts of the order information system (transaction COOIS) are set up in the application (4.6C)

(C) SAP AG LO215 12-10
SAP AG 1999
Variable Object Overviews
Define fieldsDefine objects
Material orMaterial or
planning groupplanning groupSequencesSequences OperationsOperations SuboperationsSuboperations
Standard seq.
Parallel seq.
Alternative seq.
Material components
Prod. resources/tools
Inspct.characteristics
Trigger Points
Create overview
Overview ID
Overview name
Line width
Line category (header,
title, item)
Output characteristics
Select fields per
line
Field sequence
Field attributes
Object overviews enable you to create varying displays of routings and production orders.
Object overviews can be freely defined in Customizing.
In order to create an object overview, you must observe a predefined maintenance sequence. For further
information on the topic consult the implementation guide.

(C) SAP AG LO215 12-11
SAP AG 1999
Order Progress Report
An order progress report is available in Release 4.5. It enables you to clearly chart the progress of all
business transactions (in-house production and external procurement) that are required when carrying
out a sales order or project, and to process them.
The current stock situation, future stock level over time and the order progress report from
confirmations are all fully included in this report.
The report contains a warning system that informs you of date and quantity variances, enabling you to
actively manage sales orders and projects.
MRP controllers can directly trigger procurement by converting planned orders.

(C) SAP AG LO215 12-12
SAP AG 1999
Objects
Functions
Navigation to
All business transactions settled to a sales
order or WBS element, including their current
component structure
Planned orders, production orders, process
orders, networks, purchase orders, purchase
requisitions, delivery schedules, contract release
orders, deliveries, stock (plant, safety, project,
customer, sales order)
Convert planned orders to PrO or PReq
Display and change all objects
Refresh
Progress determination and warning system for
each object (date/quantity variance)
Stock overview, stock/requirements lists, MRP
list, pegged requirements, sales document flow,
purchase order history, material document
Order Progress Report - Characteristics
Display all procurement elements created automatically (MRP) or manually which are settled to a
sales order and/or a WBS element
Dynamic explosion of the component structure for each procurement element.
Explosion of the whole structure gives you a quicker overview of the progress of external procurement
and in-house production
You can actively change individual business transactions
Information about adherence to delivery dates or possible delays and about quantity variances
Variable list structure (profile-controlled preparation, hierarchical and expandable presentation of the
structure, field selection technique)
Variable navigation options (expand, collapse, sub-tree presentation, focus on particular levels, expand
up to exceptions)

(C) SAP AG LO215 12-13
SAP AG 1999
Order Progress Report - Warning System
Sales order
Material P-100
Production order
Material 100-100
Planned order
Material 100-200
Purchase order
Purchase order
Expected delay in dates is too long
Meaning of the warning symbols
Current delay in dates is too long
Execeptions exist for this element
Element are settled to the sales order
Missing quantities are too big
Plnnd
PS SS SF PO
Actual
Expected delay >0
Plnnd
PSPS SS SF PO
Actual
Expected delay = 0
If the system is to determine variances, then the Progress values indicator must be set in Customizing
(T399X Order type-dependent parameters).
If the indicator is set, the system writes processing requests in the cases listed below. These can be
processed directly in the order progress report or in the background via a program PPORPCRE.
Processing requests for variances are only created if the tolerance limits defined in the selection profile
(Customizing) are exceeded.
In detail, the variances mean
Yellow traffic light Basic start date (planned order), release date (PReq) is in the past,
latest schedule line date comes after the required delivery date (purchase order),
actual date exceeds the planned finish date of the last operation finally confirmed and the float
after production is smaller than this exceeded quantity (production order)
Red traffic light Basic finish date (planned order), required delivery date (PReq,
purchase order) is in the past, production finish date comes after the basic finish date
(production order)
Yellow bell Expected receipt quantity according to yield of the last finally
confirmed operation is less than the planned yield of the order (production
order)
Lock The material component in the order is a missing part (production order)

(C) SAP AG LO215 12-14
SAP AG 1999
Multi-level Order Report
Multi-level information about the status of the sales orders(based on the product's static BOM)
Information about critical situations for
sales orders, planned orders, production orders
Progress reports for individual orders
Decision-making basis for confirming sales orders
The function can be triggered
from a sales order item (SD)
from the production orders menu ("Information System")
from the material requirements planning menu
The order report facilitates integration between SD, PP and MM.
It provides the sales department with comprehensive information concerning the status of materials
requirements planning, external procurement and the progress of sales orders.

(C) SAP AG LO215 12-15
SAP AG 1999
Control Reports (Report Tree)
Order selectionand summarizationClassification
Order hierarchies
Sales orders
Orders
Order hierarchies
Sales orders
Orders
Overview
Cost categories
Line items actual / accruals
Costing sales orders
Sales order: 1234Cost
categoriesSales order
plan Actual total
.
.
.
3.000
50.000
2.000
30.000
410000
619000
MakeMake--toto--order productionorder production
You have a series of controlling reports at your disposal.
The basis of these reports is the report writer. You can either use standard reports or formulate your
own.
You access the controlling reports via Shop floor control + Info system + Controlling reports.
Current orders must be classified before you are able to execute order summarization.
In addition, the "automatic classification" switch needs to be activated in the order type (table T003O)
and the characteristics of the standard class SAP_KKR_CLASS specifically generated (Customizing
CO, transaction OKQ3).

(C) SAP AG LO215 12-16
The Production Planning Information System (PPIS) is reached from the logistics controlling menu.
SAP Logistics offers a series of application-related information systems. These all have a uniform
user interface and a comparable basic functionality.
The manner in which data is retained is identical in all logistics information systems. A variety of
special tools and working methods emphasize the typical characteristics of a data warehouse in LIS.
In Logistics, you are able to distinguish between the following information systems:
SIS Sales Information System PURCHIS Purchasing Information System
INVCO Inventory Controlling WMIS Warehouse Management Information System
PPIS Production Planning Information System QMIS Quality Management
Information System
PMIS Plant Maintenance Information System RIS Retail Information System
PPIS uses its own data basis in the form of various info data structures.
The info structures are brought up to date by the production order update program.
PPIS enables you to configure your own analysis programs for production orders.
Info structure data is not deleted along with the production order but specially reorganized.
It is therefore possible to carry out evaluations in LIS even after orders have been deleted.
Application options and prerequisites are dealt with in course LO275

(C) SAP AG LO215 12-17
SAP AG 1999
Information Systems: Summary
This unit gave you an insight into the various
information sources available for shop floor control
Order management can be effectively
supported by:
Order Information System
Multi-level order overview for sales orders
Missing parts information systems
Shop Floor Information System
(LIS)
Object overviews
Controlling reports
(C) SAP AG LO215 12-18
Information Systems Exercises
Unit: Information Systems
Topic: Information Systems
(LO215 Exercise 14)
• Order information system
• Order process report with warning system
As production scheduler, production manager or supervisor, you
need constant reports about the status of individual orders, or
about large numbers of orders, that are currently being used in the
production process, are already confirmed, delivered or have
already been deleted. In particular, you need a quick overview of
orders that have not been started or finished on time. It is not
only important for this group in your company to have statements
about orders for the daily control of production, but also to have
an overview of the pool of orders at a work center.
1-1 Call the order information system with the following parameters:
List Order headers
Profile 000001
Production orders activate
Planned orders Deactivate
selection"
Production plant 1000
Production scheduler 0##
Path: S000 LO PP SFC INFOSYSTEM
ORDER INFORMATION SYSTEM
1-1-1 Save these settings as selection variant LO215_0##

(C) SAP AG LO215 12-19
Path: GOTO VARIANTS SAVE AS VARIANT
1-1-2 Carry out selection
1-2 Change an order for material T-F1##.
1-2-1 Replace the work center of the first operation with the work center T-L##.
1-2-2 Save the order.
Path: Select the order ENVIRONMENT CHANGE ORDER
OPERATIONS
1-3 Select the changed order in the list and refresh the
changed object
Path: LIST REFRESH SELECTED OBJECTS
1-4 Use the order progress report to check the situation of the sales order that you created in
exercise number 4.
Call the report with the following parameters:
Element selection
Plant 1000
sales order no. _____________ ____
Profile PP0000000001
Path: S000 LO PP SFC INFOSYSTEM
ORDER PROGRESS REPORT
1-4-1 If you have not already done so, open a second session
and execute the following functions parallel to the order progress report
(C) SAP AG LO215 12-20
1-4-2 In material requirements planning, insert a planned order for material
100-300 with reference to your sales order.
Planned order profile KD
Order quantity 2 piece
End date Any
Prod. plant 1000
Sales order no.: _____________ ____
Path: S000 LO PP MRP PLANNED ORDER CREATE
1-4-3 Refresh the order progress report and check the appearance
of the planned order for material 100-300.
1-4-4 Convert all planned orders to production orders.
Path: Use the pushbutton to select the planned orders
Convert by choosing
FUNCTIONS PLANNED ORDERS
CONVERT TO PRODUCTION ORDERS
Refresh the report and check that production orders have
been created.
1-4-5 Release the production order for material T-B3##.
1-4-6 Confirm operation 0010 of this production order.
Use the confirmation type: time ticket confirmation and
note the following:
Final confirmation
Dates Start execution one month later
finish execution one month later
Path: Expand the field group DATES in the confirmation screen
and change the entry for the month

(C) SAP AG LO215 12-21
1-4-7 In the order progress report, execute the "Update progress values" function.
Path: FUNCTIONS UPDATE PROGRESS
VALUES
Refresh the report and check whether a warning was issued
1-4-8 Carry out an availability check for the order, for material T-F1##.
Check whether a warning message was issued
1-4-9 Find out what the warning means.
Path: LIST KEY
The next activities in the exercise are optional.
Only carry this out if you have enough time.
In the following steps, you create a work center-related
order overview.
(C) SAP AG LO215 12-22
1-5 Use transaction CO28 to call the order information system with the following parameters:
List Operations
Profile 000001
Production plant 1000
Production scheduler 0##
Path: S000 LO PP SFC INFOSYSTEM
ORDER INFORMATION SYSTEM
1-5-1 Group the list of work centers in ascending order
Path: View Group Field selection Substitute the proposed group fields with
the work center numbers.
1-5-2 For this list, set up the following field selection and sequence for the displayed
operations.
Latest start date processing (LatestStDateProc.)
Order number
Operation quantity
Operation short text
Path: VIEW SELECT FIELDS
Substitute the current fields with the given fields
and sort the fields into the sequence.
1-5-3 Sort the list in ascending order according to the latest start date
for processing (LatestStDateProc).
Path: Place the cursor on the required column
VIEW SORT COLUMN ASCENDING
1-5-4 Add up the total operation quantity for each work center.

(C) SAP AG LO215 12-23
Path: VIEW TOTAL
(C) SAP AG LO215 12-24
Informations Systems Solutions
Unit: Information Systems
Topic: Information Systems
(LO215 Exercise 14)
No answers are required for this exercise.

(C) SAP AG LO215 13-1
SAP AG 1999
Mass Processing and Automation: Contents
Mass processing (HVOM)
Automatic creation, release and printing
Automation options for confirmations
Automation options for goods movements (material
withdrawal and goods receipts)
Later import of reference operation sets
Trigger points (variable operation related
automation)
Generation of transport requirements and
inspection lots
Selection of workflow

(C) SAP AG LO215 13-2
SAP AG 1999
Describe the automation options for more
streamlined production order management
Recognize the advantages and effects of
these solutions
Explain how to control and apply the
individual options
At the conclusion of this unit you will be able
to:
Mass Processing and Automation: Course Objectives
SAP AG 1999
(C) SAP AG LO215 13-3

(C) SAP AG LO215 13-4
SAP AG 2003
Automation Options
Mass Processing
Create prod. order (assembly order)
Create rework order
schedule order
Availability Check
Release entire prod.order
Release operations
WM requirement (transport reqmts)
Post goods issue (backflush)
Operation confirmation
Post goods receipt
Variable automation (such as workflow, insert operations)
Multi-level collective orders
Process multiple production orders
Event ControlOperation to be automated
Any
Create sales order
Confirmation (set status)
Release production order
Changes to production order
Prod. order creation / release
Create production orders
Confirmation (set status)
Release production order
Release production order
Confirmation
Milestone confirmation
Plant data collection
Confirmation
Confirmation (set status)
Create production orders
Any
Transaction COHVOMPP
Planning strategy 82
Trigger points
Production Scheduling Profile
Schedule param. for order type
Parameters for order type
Production Scheduling Profile
Trigger points
Production Scheduling Profile
Production Scheduling Profile
Master, work center, or BOM
component assignment
Operation control key
PDC interface
Operation control key
Production control profile
Trigger points
Special procurement key 52
Order Information System
The R/3 System comprises a number of automation options for rationalizing and saving time in order
management.
In addition to the above, the following functions should also be noted:
Batch creation (production scheduling profile)
Batch determination (batch search strategy)
Stock determination (stock determination profile)

(C) SAP AG LO215 13-5
SAP AG 1999
Close
Set user status / delete
Release
Costing
Picking
Material availability
Log display
ConfirmationTechnical completion
Scheduling
Increase capacity
requirements
WM material staging
No function Function
Immediate execution
Background processing
Create proc. request
Mass Processing
+Function-specificparameters
Mass Processing in the Order Inf. System (HVOM)
Mass processing of production orders has been redesigned as a standardized concept.
It has been integrated into the order information system (COOIS) and works quickly and without a
dialog.
Advantages of mass processing (HVOM) are:
Execution online or in the background
Separation into "requests for processing" and "processing"
Parallel processing
Enhanced, standardized selection criteria
Standardized, adjustable display (field selection)
Enhanced functions for release and scheduling
Log book for background processing (application log)
Mass processing can be started with the options: immediate execution, create function request or
background processing.
If function requests only are created for orders, these must be processed later with the
COWORKDISPATCH program.
Transactions from earlier releases (CO04,CO05, CO44) have been taken out of the menu but are still
available.

(C) SAP AG LO215 13-6
SAP AG 1999
Close
Set user status / delete
Release
Costing
Picking
Material availability
Log display
Confirmation
Technical completion
Scheduling
Increase capacity requirements
WM material staging
PRT
Mass Processing Functions (HVOM)
The selected object determines whether or not individual functions can be used.
The scheduling function can also be used specifically for rescheduling orders.
Committed quantities from the material availability check can be released.

(C) SAP AG LO215 13-7
SAP AG 1999
Production scheduling profile
Assignment optionsAssignment options
Mat. masterProduction scheduler
Additional control options
Production scheduling profileProduction scheduling profile
Confirm partial quants (mat. availability check )
Overall profile for capacity leveling
Activate capacity scheduling
Basic load switch for capacity availability check
Update surplus/deficit receipts
Batch creation and classification
Create transport requirements
Automatic GR, adjustment of follow-up operationsControl options at confirmation
Automatic printing of documentReschedulingCreate document link (mat., BOM)
Control options at release
Automatic release
Create document link (mat., BOM)
Control options at creation
Automatic functions can be triggered immediately at the time of order creation or at a later date. You
control these functions with a production scheduling profile.
The profile can either be assigned to a production scheduler (Customizing) or a concrete material
master (Work scheduling screen).
In both cases, the result is material-related control.
In the production scheduling profile, default order types can be proposed for
CO01 Make-to-stock production
CO08 Make-to-order production
CO10 Engineer-to-orderCO07 Without material

(C) SAP AG LO215 13-8
SAP AG 1999
Efficient Actual Data Entry
Backflush Posting Manually per material
Confirmations
Goods receipt posting
Backflush
MilestonesManually per operation
Manually per order Automatic
There are a number of available options for optimizing actual data entry, which have already been
dealt with in the preceding units.
Confirmations can be simplified by using milestones (planned in the operation control key) or
progress confirmations (unplanned milestone).
Milestone or progress confirmations can also be used for entire collective orders (or sub-trees).
Backflush postings can be executed automatically by confirmations. The indicator has to be set
accordingly in the material master for the affected material components.
Automatic goods receipts can be executed automatically with a confirmation. This must be set up in
the operation control key of the operation in question or in the production scheduling profile.

(C) SAP AG LO215 13-9
SAP AG 1999
Event-Triggered Automation
Set and / or remove status
System and / or user status
Manually and / or status-triggered
One time or always
Combinations of
options
Functions triggered by events at operationFunctions triggered by events at operation levellevel
Functions triggeredFunctions triggered AutomationAutomation functionsfunctions
Release subsequent operations
Release up to next "release point"
Define a "release point"
Release previous operations
Include a reference operation set
Create a production order by copying
Start a workflow task
You can control a number of business operations with trigger points.
You can maintain trigger points in a routing or production order.
You can maintain standard trigger points.
It is possible to combine trigger points in groups. These can be set up in Customizing.
Application examples:
to create rework operations
to create rework orders
to send messages
to release operations when the preceding operations have been confirmed and so on

(C) SAP AG LO215 13-10
SAP AG 1999
Mass Processing/Automation Summary
Order management can be highly automated.
As of Release 4.6, there is a standardized concept for
fast, variable and dialog-free mass processing.
Using the production scheduling profile, orders can be
automatically released, scheduled and printed.
Backflush postings and milestone confirmations reduce
the work involved when entering data to an absolute
minimum.
Other effects can be achieved by using trigger points.
(C) SAP AG LO215 13-11
Mass Processing and Automation Exercises
Unit: Mass Processing and Automation
Topic: Mass Processing
(LO215 Exercise 15)
• Use of mass processing of orders for selected functions (for
example, release, print, confirm)
In the previous exercises, you have always processed individual
orders (released, printed, confirmed).
As a rule, this is not the way you work in your company.
This work is carried out routinely and in the same manner for
many orders using a background program. Usually, the mass
processing program for orders is executed at night.
The system administrator in your company is responsible for
controlling mass processing.
As production manager or supervisor, you must monitor this
transaction and in particular, check it for errors.
1-1 Carry out mass processing of complete orders using the functions RELEASE and PRINT.
When you do this, select all orders for your material that have not been released.
If no production orders have been created for this material,
then create more orders yourself.
Path: S000 LO PP SFC CONTROL MASS PROCESSING

(C) SAP AG LO215 13-12
1-1-1 Select the tab Selection and select using the following parameters:
Material T-F1##
Production plant 1000
Order type PP01
Production scheduler 0##
Select the tab MASS PROCESSING
and carry out the following settings:
Function Release
Execute function immediately
Execute change of data
Function parameter Order Release
Path: PROGRAM EXECUTE
Select all the orders proposed by the system
1-1-3 Carry out mass processing
Path: MASS PROCESSING EXECUTE
Depending on the situation, it is possible that the system may
issue messages about material, capacity or PRT availability
shortages. Release the orders despite this.
1-1-4 Check the release log for possible errors
(C) SAP AG LO215 13-13
Path: MASS PROCESSING LOG of last MP
or
pushbutton ORDER
1-2 Now print the orders from 1-1 using mass processing.
1-3 Check the printing log for possible errors
1-4 Now confirm some of the orders from 1-1 using mass processing.

(C) SAP AG LO215 13-14
Mass Processing and Automation Exercises
Unit: Mass Processing and Automation
Topic: Automation Options
(LO215 Exercise 16)
• Automatic release of the order
• Automatic print of order papers
• Backflushing
• Milestone confirmation
• Automatic goods receipt
In your company, orders are immediately released and printed, so
that work can begin quickly in the production department.
Material withdrawals are usually posted automatically at the time
of confirmation.
Each individual operation should not be confirmed because this
involves too much work. Therefore, you use milestone
confirmations, which are the only operations that have to be
confirmed.
2-1 In the material master (work scheduling screen) of material T-F1##, enter the
production scheduling profile 000002.
Path: S000 LO PP MASTER DATA MATERIAL MASTER
MATERIALCHANGE IMMEDIATELY Select the Work Scheduling
view
2-2 In Customizing, find out about the current control parameter of
production scheduling profile 000002 for plant 1000
Path: SPRO PP SFC MASTER DATA PRODUCTION
SCHEDULING PROFILE
(C) SAP AG LO215 13-15
2-3 Create a production order using the following data
Material T-F1##
Production plant 1000
Order type PP01
Total amount 1 piece
Basic finish date Any
Scheduling type Backwards
and save the order.
Order no.: ___________________
2-4 Check the status of the order.
2-5 How do you ensure that the goods issue postings are performed automatically?
Answer: ___________________________________________________
___________________________________________________
___________________________________________________
2-6 Set all the material components in this order to backflushing.
Path: In the component overview, activate the "Bf" indicator for all material
components.
2-7 How do you ensure that only the last operation must be confirmed and despite this, all
preceding operations are confirmed with proportional quantities?
Answer: ___________________________________________________
___________________________________________________

(C) SAP AG LO215 13-16
2-8 How do you ensure that goods receipts are performed automatically?
Answer: ___________________________________________________
___________________________________________________
2-9 Check whether the last operation of the order is set for automatic goods receipt and
milestone confirmation.
If necessary, replace the operation control key of the last operation with the value PP99.
2-10 Execute a final confirmation of the last operation for the order.
During the processing procedure, ensure that all control
parameters are active and that functions are performed
automatically.
2-11 In the material master of material T-F1##, delete the production scheduling profile
000002.

(C) SAP AG LO215 13-17
MassProcessing and Automisation Lösungen
Unit: Mass Processing and Automation
Topic: Mass Processing
(LO215 Exercise 15)
No answers are required for this exercise.

(C) SAP AG LO215 13-18
MassProcessing and Automisation Lösungen
Unit: Mass Processing and Automation
Topic: Automation Options(LO215 Exercise 16)
2-5 Answer: Backflushing must be activated in the material master, work center,
component assignment to the operation or lastly, in the production order itself.
2-7 Answer: By using milestones
(switch in operation control key) or
by progress confirmation
2-8 Answer: You must activate the automatic goods receipt function in the
production scheduling profile or in the operation control key
(C) SAP AG LO215 14-1
SAP AG 1999
Collective Orders: Contents
How individual orders are linked over multiple levels
to create collective orders
Areas of application and advantages
Structure of collective orders
Functions of collective orders
Integration options

(C) SAP AG LO215 14-2
SAP AG 1999
Understand how several individual orders can
be linked over multiple levels to create a
collective order
Ascertain where collective orders can be
applied, and understand their advantages and
limits
Describe the structures and functions of
collective orders
Determine how collective orders can be
integrated into different applications
At the conclusion of this unit you will be able
to:
Collective Orders: Course Objectives

(C) SAP AG LO215 14-3

(C) SAP AG LO215 14-4
SAP AG 1999
Advantages of Collective Orders
Minimal planning, management and maintenance effort
Optional automatic goods movements postings
Execution of business transactions for collective order
Date and quantity changes
Availability checks
Order Release
Confirmations
Graphic display of all individual orders in the collective order
Greater transparency of complex order structures
Clear overview of relationships between orders
Access to all orders belonging to a finished product with the leading
order number
Simple access to individual orders by double-clicking

(C) SAP AG LO215 14-5
SAP AG 1999
Master Data for Collective Orders
MA
ST
ER
DA
TA
MA
ST
ER
DA
TA
Special procurement key "52"on MRP 2 screen
Bills of material and routingsat each assembly level
Any structure possiblePump
Pressure cap Spiral casing Shaft
Revolution counter Thermostat

(C) SAP AG LO215 14-6
SAP AG 1999
Requirements Planning with Collective Orders
RE
QU
IRE
ME
NT
S P
LA
NN
ING
RE
QU
IRE
ME
NT
S P
LA
NN
ING
Planned order 1
Pump
Planned order 2 Planned order 3
Pressure cap Spiral casing
Thermostat
Shaft
Planned orders created manuallyor by requirements planning
Conversion and availabilitychecks occur centrally via thefinished product / assembly
Changes to quantities and dates automatically change dependentorders during the next planningrun
Option of visible stockmovements between the levels inthe stock/requirements listRevolution counter

(C) SAP AG LO215 14-7
SAP AG 1999
WarehouseWarehouse
Warehouse
PR
OD
UC
TIO
NP
RO
DU
CT
ION Pressure cap Spiral casing
ThermostatRevolution counter
Pump
ShaftShaft
Prod. order 1
Prod. order 2 Prod. order 3
Production with Collective Orders
Production orders generated
manually or from planned orders
Conversion, release, availability
checks occur centrally via the
finished product/assembly
Changes to quantities, dates and so on
automatically lead to changes
in dependent orders
Option of stock movements
between levels
Costing of orders per assembly
Overall costs are the result of all levels
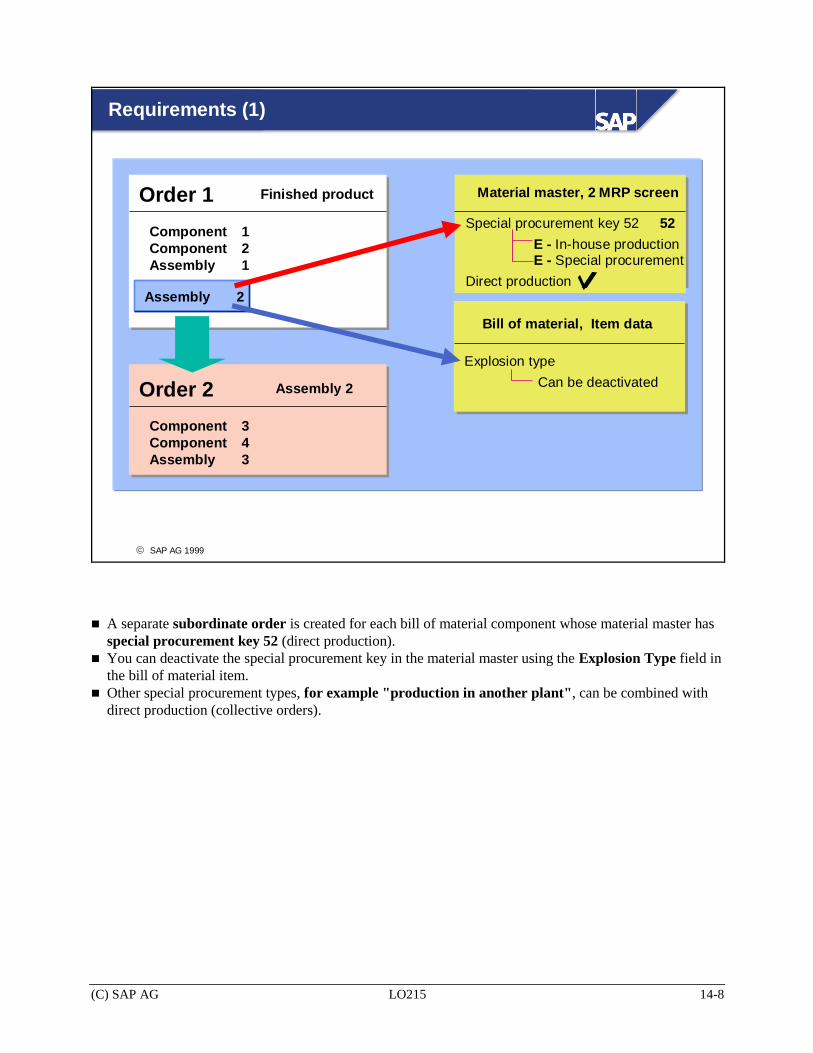
(C) SAP AG LO215 14-8
SAP AG 1999
Requirements (1)
Order 1
Component 1
Component 2
Assembly 1
Finished product
Order 2 Assembly 2
Component 3
Component 4
Assembly 3
Assembly 2
Special procurement key 52 52
Material master, 2 MRP screen
E - In-house production
Direct production
Bill of material, Item data
Explosion type
Can be deactivated
E - Special procurement
A separate subordinate order is created for each bill of material component whose material master has
special procurement key 52 (direct production).
You can deactivate the special procurement key in the material master using the Explosion Type field in
the bill of material item.
Other special procurement types, for example "production in another plant", can be combined with
direct production (collective orders).
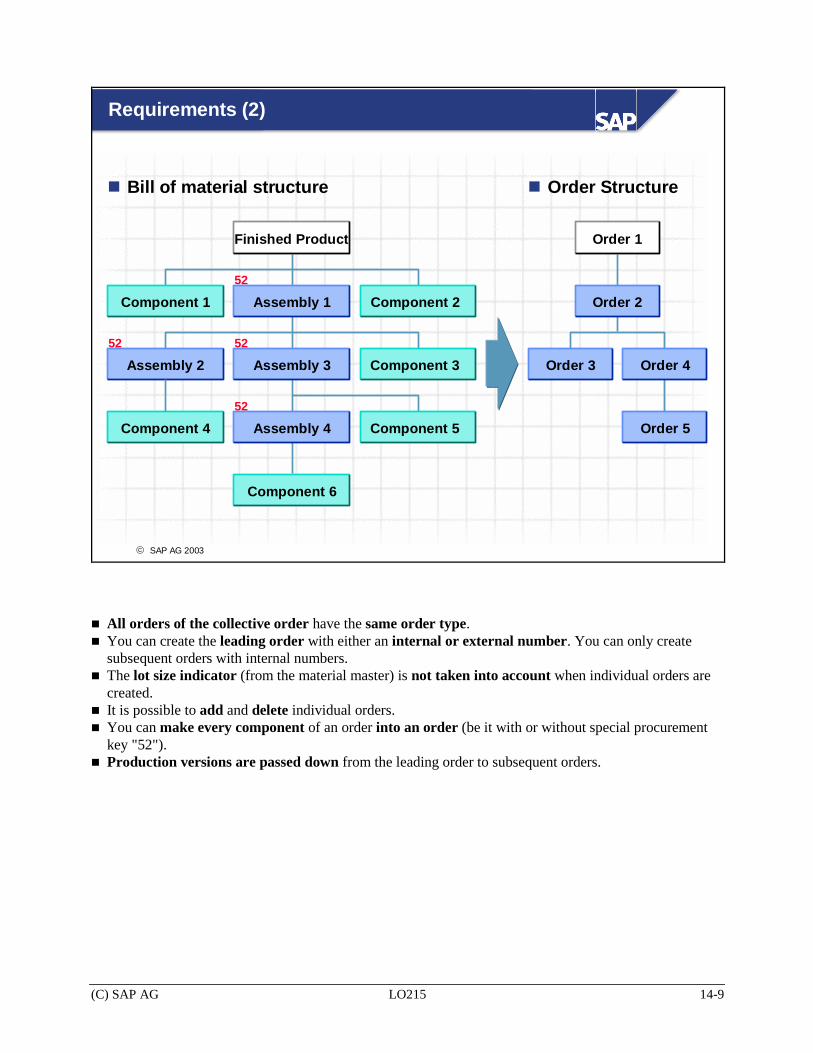
(C) SAP AG LO215 14-9
SAP AG 2003
Order Structure Bill of material structure
52
52
52
52
Finished Product Order 1
Component 1 Assembly 1 Component 2 Order 2
Order 3 Order 4
Order 5
Assembly 2 Assembly 3 Component 3
Component 4 Assembly 4 Component 5
Component 6
Requirements (2)
All orders of the collective order have the same order type.
You can create the leading order with either an internal or external number. You can only create
subsequent orders with internal numbers.
The lot size indicator (from the material master) is not taken into account when individual orders are
created.
It is possible to add and delete individual orders.
You can make every component of an order into an order (be it with or without special procurement
key "52").
Production versions are passed down from the leading order to subsequent orders.

(C) SAP AG LO215 14-10
SAP AG 1999
Collective Order Views
Order 1Order 1
Order 1 Order 1
Order 1
Order 1 Order 1
Order 2 Order 3
Order 5
Order 6 Order 7
Order 1Order 1
Order 1Order 2
Overview of the entire collective orderOverview of the entire collective order
Entire Collective Order Subtree Individual orders
Order 3
Order 4 Order 5
Order 6 Order 7
Order 4
Order 1
Order 2 Order 3
Order 4 Order 5
Order 6 Order 7
In a collective order, you have the option of managing single orders, subtrees, or the entire collective
order. This has an effect on the functions that you are able to carry out within each of these views.
You will need to closely examine all individual functions of the normal (single-level) production order
in the corresponding view.
The orders to be processed together must first be accessed (that is, read from the database).
They can either be read from the database for the view in question when you initially enter the change
transaction or dynamically during the dialog.

(C) SAP AG LO215 14-11
SAP AG 2003
Function Overview (1)
Maintenance can be carried out in... (read from DB)
Collective
orderSubtree
Individual
order
Release
Scheduling
Availability Check
Determine costs
Lock order
Graphic network overview ST
CO
ST
CO
CO
IO
IO
CO IO
IO
IO
ST
CO IO
IO
ST IO
STCO
ST
CO
Read in master data
Delete assembly
IO
IO
Create manually CO
Convert planned order
Coll. ord.
overviewFunction to be executed
CO, ST
Add assembly
WM staging
Generate inspection lot
CO ST
(2)
IO IO
IO
IO IO IO
CO, ST, IO
CO, ST, IO
IO
IO
(1)
CO ST IO (3)
(6)
Key: CO Function across entire collective order
ST Function across subtree
IO Individual order function
FA Function can be controlled (exists), only has an effect per individual order
OI Can be executed via the order information system
(1) Deleting individual orders leads to the entire collective order being recreated.
(2) Materials, whether with or without special procurement key 52, can be made into a new order
within the collective order.
(3) When the BOM is read, the entire collective order is recreated.
The routing is only read for an individual order.
(4) Goods receipts only occur on the level of the leading order (product).
(5) Individual orders can only be confirmed using a milestone.
(6) Only applies for materials and production resources / tools. You can only check the capacity per
individual order.
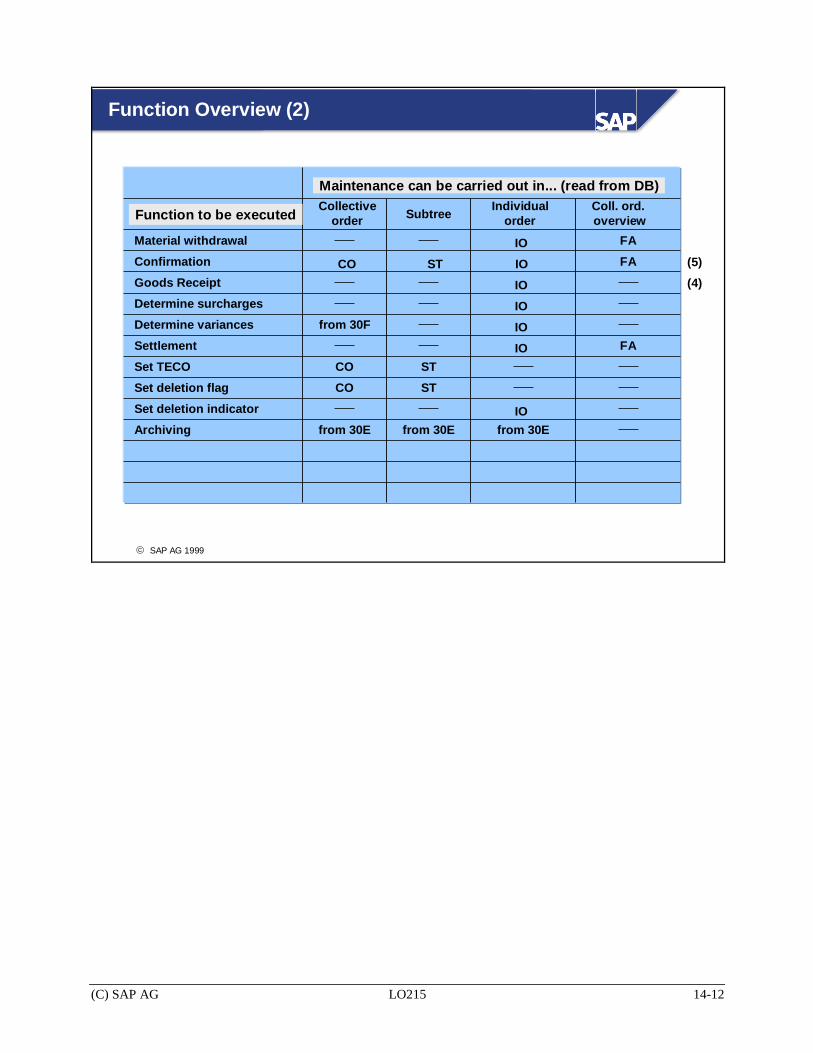
(C) SAP AG LO215 14-12
SAP AG 1999
Function Overview (2)
Function to be executed
Maintenance can be carried out in... (read from DB)
Collective
order
Individual
orderSubtree
Coll. ord.
overview
Archiving
Set TECO
Set deletion indicator
Set deletion flag
Goods Receipt
Settlement
Determine surcharges
Material withdrawal
Confirmation
Determine variances
CO
from 30F
CO
CO
from 30E
ST
ST
ST
from 30E
IO
IO
IO
IO
IO
IO
IO
from 30E
FA
FA
FA
(5)
(4)

(C) SAP AG LO215 14-13
SAP AG 1999
Scheduling
Types of sceduling
Forward scheduling
Backward scheduling
Range of scheduling
Individual orders
Subtree
Whole order
New data
Outlining dates (manually)
Scheduling outline dates
Interoperation time
Relationships or
Transport time

(C) SAP AG LO215 14-14
SAP AG 1999
Outline dates
Outline dates
Basic order dates
Scheduled dates
Scheduled dates
E
(collective order)
(collective order)
(order)
(order)
Collective order
Operation 1 Operation 2 Operation 3
Leading order 1
Order 2
Order 3
Operation 1 Operation 2 Operation 3
Operation 1 Operation 2
E
E E
E
E E
E
E
E
S
S
S
S
SS
S S
S S
S
S
E
E
A collective order has additional sets of dates.
Outline dates must be specified manually. This can be done at collective order or subtree level.
Lead time scheduling tries to schedule the entire collective order (or subtree) within the outline dates.
The basic dates of the individual orders are automatically adjusted according to the outline dates.
The production (scheduled) start date of the earliest order and the production (scheduled) finish
date of the latest order determine the production (scheduled) dates of the entire collective order.
No additional floats (floats before / after production) are scheduled for the total lead time of a collective
order.
If the calculated (scheduled) lead time exceeds the total lead time that was specified with the basic dates,
then all orders in the collective order can undergo reduction or only those orders that require it according
to their lead time (critical path).
You must set this up in the scheduling parameters for the order type (table TCX00).

(C) SAP AG LO215 14-15
SAP AG 1999
Interoperation Times Between Individual Orders
Operation 10 Operation 20 Operation 30
t
Order 1
Operation 10 Operation 20 Operation 30
t
Order 1
Operation 30 Operation 40 A
B
A = float before production, B = float after production
A
Relationship (2 days)
(no move time)
Move time (2 days)
Order 2
Order 2
Operation 30 Operation 40
There are two procedures for specifying interoperation times between assemblies. They are:
Floats defined as a relationship, or
Floats from move time.
When you assign components to an operation (routing or BOM maintenance), you can maintain a
relationship.
These relationships then enable you to specify a float. This float lies between the staging and subsequent
processing of an assembly.
You must enter the type and offset (duration) for such a relationship.
If you do not specify a float or any units of measurement, the move time of the subordinate order's last
operation is taken as the interoperation time.
You can overlap individual operations.
If you do this, you must maintain the parameters for overlapping in the last operation in the subordinate
assembly.

(C) SAP AG LO215 14-16
SAP AG 1999
Collective
order
Individual
orderSubtree
Coll. ord.
overview
CO
Evaluation
Order quantity
Order dates
Assignment
CO
ST
ST
IO
IO
IO
CO, ST, IO
CO, ST, IO
IO
Changes made to a collective order affect all orders within that group
The effects of these changes can be viewed before saving
The collective order view is also important when making changes
Collective Orders: Change Options

(C) SAP AG LO215 14-17
SAP AG 1999
Date Changes
Changes to dates automatically cause dependent orders to be updated during
the next scheduling run.
You can view the effects that the changes have had on the dependent
orders before saving.
Order 2
Start date 05.05.98 20.05.98
Assembly 1 Reqmts date20.04.98 15.05.98
Assembly 2 Reqmts date22.04.98 18.05.98
Start date 20.04.98 15.05.98 Order 3 Start date 22.04.98 18.05.98
Compon. 3 Reqmts date10.04.98 12.05.98
Compon. 4 Reqmts date10.04.98 12.05.98
Compon. 5 Reqmts date16.04.98 15.05.98
Compon. 6 Reqmts date16.04.98 15.05.98
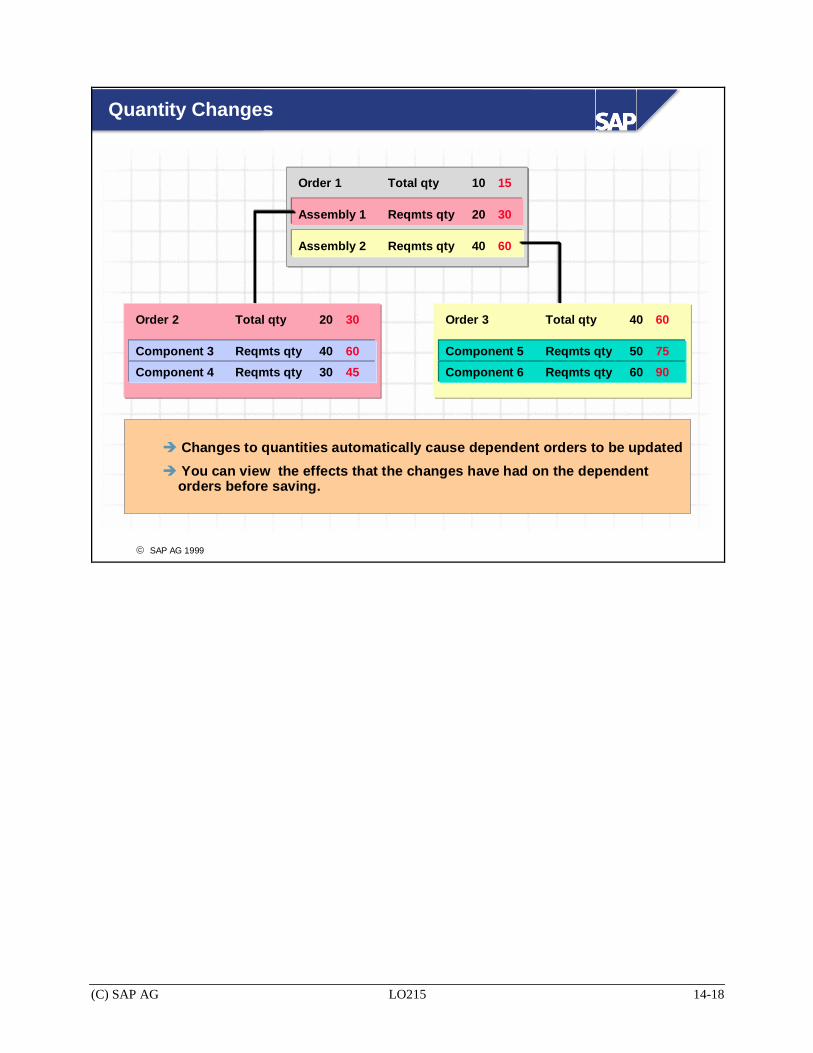
(C) SAP AG LO215 14-18
SAP AG 1999
Quantity Changes
Changes to quantities automatically cause dependent orders to be updated
You can view the effects that the changes have had on the dependent orders before saving.
Component 3 Reqmts qty 40 60
Component 4 Reqmts qty 30 45
Order 2 Total qty 20 30 Order 3 Total qty 40 60
Component 5 Reqmts qty 50 75
Component 6 Reqmts qty 60 90
Order 1 Total qty 10 15
Assembly 1 Reqmts qty 20 30
Assembly 2 Reqmts qty 40 60

(C) SAP AG LO215 14-19
SAP AG 1999
Availability check
Order 2 Order 3Order 3
Order 1
Order 5Order 5Order 4Order 4
Availability checkfor component
Availability checkfor component
Order 3Order 3
Missing parts list
Component 1Component 7Component 8
Dis
pla
y o
nly
Order 3
Component 4Component 6
Order 4
Component 11Component 13
Order 5
Miss. parts overview
Component 1Component 7Component 8
Order 3
Availability checkfor order
Availability checkfor order
Change materialChange quantity
Change materialChange quantity
When you carry out an availability check, all orders within the collective order or partial collective order
are checked.
The missing parts overview lists all missing parts.
You can make changes to the missing parts.
The list is always saved with the results of the last check.
The missing parts list shows all missing parts and components that cannot be checked.
This list is not saved.
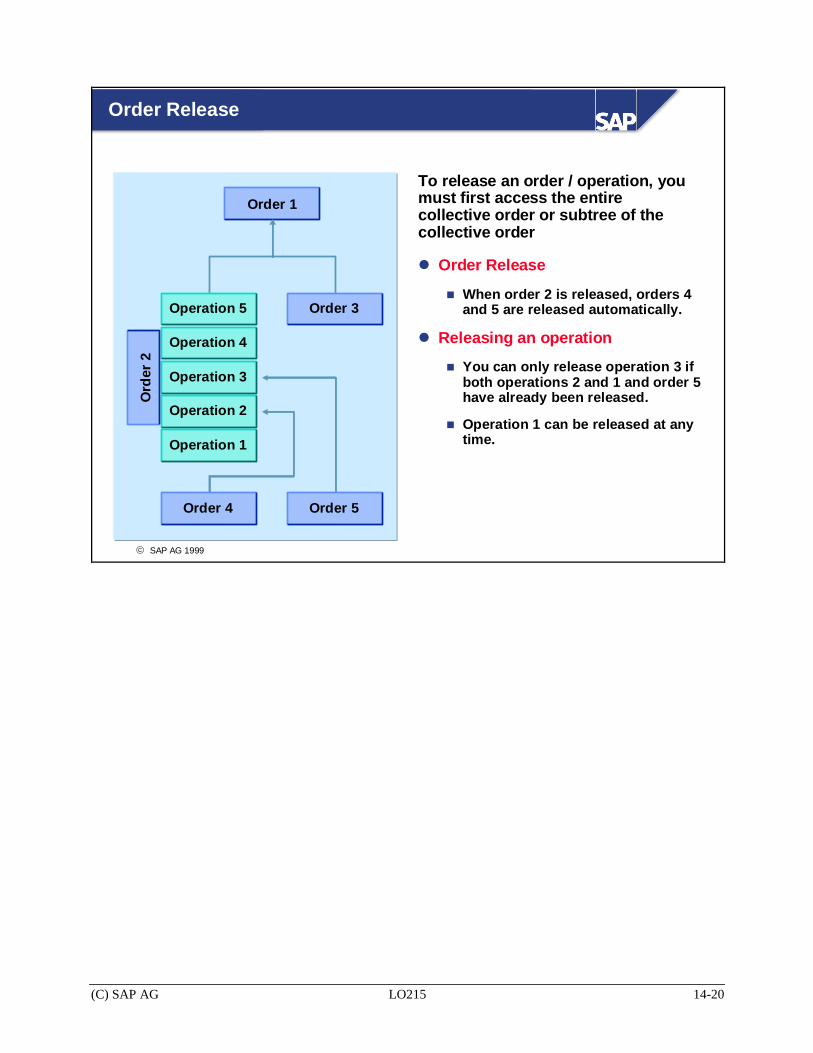
(C) SAP AG LO215 14-20
SAP AG 1999
Order Release
Order Release
When order 2 is released, orders 4 and 5 are released automatically.
Releasing an operation
You can only release operation 3 ifboth operations 2 and 1 and order 5have already been released.
Operation 1 can be released at any time.
Order 1
Order 3Operation 5
Operation 4
Operation 3
Operation 2
Operation 1
Order 4 Order 5
Ord
er
2
To release an order / operation, you must first access the entire collective order or subtree of thecollective order

(C) SAP AG LO215 14-21
SAP AG 1999
Shop Floor Papers
Shop floor papers with information about goods movements
Goods receipt (product)
Materials and assemblies yet tobe completed are managed by means of a goods receipt list
Order to order (assemblies)
The receiving order (order number, work center, operation number) is printed on theoperation control ticket and job ticket
Goods withdrawal (stock material)
Materials are printed on the pick list
Inventory
Operation 2
Operation 1
Operation 2 Operation 2
Operation 1 Operation 1
Inventory Inventory
Ord
er
2
Ord
er
2
Ord
er
1
Shop floor papers must be printed by order.

(C) SAP AG LO215 14-22
SAP AG 2003
Confirming Collective Orders
Confirmations cannot be carried out over
several production levels when being
performed at order header level.
You use milestone or progress
confirmations to confirm the whole
collective order.
A milestone set at operation 3 in
order 1 would confirm the whole
collective order.
Order 1
Operation 2
Operation 3
Operation 1
Order 2
Operation 1
Operation 2
Order 3
Operation 1
Operation 2

(C) SAP AG LO215 14-23
SAP AG 1999
Inventory Management with Collective Orders
Goods Receipt
Interim storage Interim storage
Material withdrawal
Goods Receipt
Material
withdrawal
Receipt/issue postings are not needed between production levels
If inventory postings take place they are automatic (see next slide)
Collective OrdersIndividual orders
Finished product Finished product
Assembly 3 Assembly 4Order 1 Order 1
Order 2 Order 3 Order 2 Order 3
Assembly 3 Assembly 4
Assembly 3 Assembly 4
Component Component Component Component
In the order types table (T003O) you can decide whether or not material accounts documents are to be
created.

(C) SAP AG LO215 14-24
SAP AG 2003
Goods Movements (Goods Issue / Goods Receipt)
Goods Receipt
Operation 1
Order 1
Operation 2
Component 1
Assembly 1
Order 2
Order 3
Withdrawal quantity of 10 pcsis updated for assembly 1
when operation 1 is confirmed
Confirmation of order 3with yield of 10 pcs
for assembly 1
From order to warehouse (GR)
Confirmed yield is posted as goods receipt
Possibility of correcting goods movement errors
Similar to normal production orders
From order to order (GR/GI)
Confirmed yield is posted in the superior order as a withdrawal quantity
Optional: material accounts documents!
If only part of the confirmed yield needs to be processed in the superior order, then you must post the
surplus quantity to interim storage as an unplanned (miscellaneous) goods receipt. It must be
designated as movement type 531 (goods receipt by-product) referring to the superior order.
A cost credit is executed for this order.
The value of the GR/GI that is posted depends on the use of inventory accounting documents (yes/no).
See T0030.

(C) SAP AG LO215 14-25
SAP AG 1999
Asse
mb
ly
Inv
en
tory
Order 1
Actual Valuation price
Asse
mb
ly
Inv
en
tory
Order 1
Order 2 Order 3 Order 2 Order 3
Component Component Component Component
Inventory Inventory Inventory Inventory
Actual costs occur at every production level
Actual costs are transferred to the superior order
The valuation price of the assemblies in the material master has no influenceover the cost calculation of assemblies in the collective order
Rollup of Actual Costs by Confirmation
The actual costs for the subordinate assembly "material consumption" in the superior assembly order
are calculated as follows:
a) Confirmation time Material consumption costs = Confirmed yield *
Projected order costs per item
b) Settlement time Material consumption costs = Actual costs of order

(C) SAP AG LO215 14-26
SAP AG 2003
Settlement
100% 100%
100% 90% 10%
Cost center Material Sales order Project Network Asset Internal order
Cost center
Settlement profile
Order 1
Order 2 Order 3
Order 4 Order 5
Each order in a collective order (except the leading order) is assigned to its superior order or to the
material stock (depending on how you set the indicator Collective order with Goods Movement in the
T0030 table.
Settlement always takes place according to cost element and from order to order or to the material
stock.
You can change the account assignments of the individual orders (for example, partial scrap to cost
center).
Only the leading order settles the total costs to the actual receivers.

(C) SAP AG LO215 14-27
SAP AG 1999
Collective
order
Individual
orderSubtree Coll. ord.
overview
IO
Evaluation
IO IO IOOperation overview
Comp. overview
PRT overview
Object overview
Graphics
Missing parts
Logs
IO
IO
IO
IO
IO
IO
CO
CO
ST
ST
IO
IO
IO
IO
IO
IO
IO
IO
CO, ST, IO
CO, ST, IO
Scheduling
Release
Deletion flag
WM staging
Read master data
Material availability
PRT availability
Determine costs
CO
CO
CO
CO
ST
ST
ST
ST
IO
IO
IO
IO
IO
IO
IO
CO, ST, IO
CO, ST, IO
CO, ST, IO
IO
CO, ST, IO
IO
IO
CO ST IO
Display costs IO IO IO
CO ST
Collective Orders: Evaluation Options

(C) SAP AG LO215 14-28
SAP AG 2003
Integration of MPS, MRP and SFC
Production
order 1
Production
order 2
Production
order 3
Sales order
Plnd Indep.reqmts
Planned Order 1
Goods Receipt
Convert
planned order 1
(or 2 or 3)
Multi-level
MRP run
Plannedorder 2
Plannedorder 3
Collective orders are fully integrated into SAP R/3.
You can use them in the following applications:
Sales (SD)
Project systems (PS)
Materials management (MM)
Controlling (CO)
Quality management (QM)
Warehouse management (WM)
Human resources (HR)
Multi-level requirements planning must be carried out in order to be able to create planned orders for
direct production.
Converting any planned order within the collective order results in the entire collective order being
fully converted.
Collective orders cannot be planned in SAP APO.
(C) SAP AG LO215 14-29
SAP AG 1999
Collective Orders: Summary
Collective orders make it possible for you to
link individual orders over multiple production
levels.
Collective orders' multi-level structure enables
you to reduce stock movement postings for sub-
assemblies.
Some order functions are valid for the entire
collective order, while others are only
applicable for individual orders.
Collective orders are fully integrated in a
number of their applications. This is the concluding unit of the LO215
training course

(C) SAP AG LO215 14-30
Collective Orders Exercises
Unit: Collective Orders
Topic: Collective Orders
(LO215 Exercise 17)
• Create collective order
• Change collective order
• Carry out production using collective order (entire range of
functions for production orders with multi-level collective
orders)
Your company manufactures complex products, usually with
relation to a sales order. As production manager or production
scheduler (supervisor)
you require a good overview of the production orders for the
individual assemblies and individual parts that make up the
finished product (sales order). You use collective orders to ensure
that you achieve this overview and to dispense with unnecessary
goods movements.
Collective orders guarantee that dependent orders are changed
directly. In this way, your daily work is simplified.
1-1 Determine which assemblies of the BOM for ‘T-F1##’ are included as components.
Path: S000 LO PP MASTER DATA BOMS
BOM MATERIAL BOM CHANGE
Select the pushbutton ITEM
Select the tab GENERAL
Note here the indicator in the "Assembly" field
Answer: Material no.: ________
________
________
________

(C) SAP AG LO215 14-31
1-2 Change the material master records of components T-B1## and T-B3## so that they are
subject to direct production (special procurement key ‘52’).
Save the change.
Path: S000 Logistics Production Master data Material master Material
Change Immediately MRP 2
1-3 Use the following information to create a production order for material T-F1##.
Use the following entries to do this:
Plant 1000
Order type PP01
Total amount 10 ST
End date Today’s date + approx. 1 month
Save the order.
1-4 In change mode, display the order overview.
Path: S000 LO PP SFC ORDER CHANGE
1-4-1 Make a note of the created order numbers.
Material T-F1## ____________________
Material T-B1## ____________________
Material T-B3## ____________________
(C) SAP AG LO215 14-32
1-4-2 On which levels can you change or display the order?
You can find the answer to this question in the three
pushbuttons for the collective order overview (above the
display of the collective order).
Answer: ______________________________
______________________________
______________________________
1-4-3 Are all order management functions equally available on all three levels?
Answer: _______
1-4-4 Change the overview graphic of the collective order so that the system displays
the following sequence of fields:
Number of the leading order
Number of the superior order
Number of the individual order
Number of the production plant
Scheduled end date
Order quantity
Confirmed quantity
System status
Production scheduler
Path: EDIT SELECT FIELDS Select the desired fields and put them
in the given sequence
1-4-5 Execute the function “Read collective order”.
Path: Select the pushbutton READ COLL. ORDER

(C) SAP AG LO215 14-33
1-4-6 Which changes can you see on the overview?
Answer: ______________________________________________
______________________________________________
1-5 To which account assignment are the orders for materials T-B1## and T-B3## billed?
Answer:
Acct assgmt type ____ Recipient _______________
To which account assignment is the order for material T-F1## billed?
Answer:
Acct assgmt type ____ Recipient _______________
Path: Place cursor on the order HEADER SETTLEMENT RULE
1-6 Perform the material availability check function for the order of material T-F1##? Which
orders does the system check?
Answer: _______
Read the protocol of the availability check to answer this
question.
Path: Place cursor on the order FUNCTIONS AVAILABILITY CHECK
MATERIAL ATP

(C) SAP AG LO215 14-34
1-7 In your collective order, an additional component 400-100 should be produced as a subtree
order. In the order for material T-F1## add the material component 400-100 as a subtree
order and assign the components to operation ‘0010’.
Ensure that the material 400-100 has a special procurement
key 52.
Path: Select the order for material T-F1## and choose
... GOTO OVERVIEWS COMPONENTS Insert component "400-
100" here and then answer the questions asked by the system accordingly.
1-8 Component T-B4## should be produced as a subtree order, and not withdrawn from the
store. In the order for material T-F1##, create the respective subtree order.
Ensure that the material T-B4## does not have a special
procurement key 52.
Path: GOTO OVERVIEWS COMPONENTS
Choose component T-B4## and create a subnetwork
COMPONENT CREATE SUBTREE
Save the collective order.
1-9 By changing the order again, check whether or not all subtrees were correctly created.
1-10 In the order for material T-F1##, increase the order quantity by 10 pieces (without saving).
Do the order quantities of the subordinate orders also change?
Answer: ______

(C) SAP AG LO215 14-35
1-11 Check system status.
1-11-1 What important information about the dates does the system provide by way of a
new status?
Answer: ______ ____________________
1-11-2 Schedule the complete collective order and re-check the system status and the
calculated dates.
Path: FUNCTIONS SCHEDULE COLLECTIVE ORDER
1-12 Change the operation control key of operation 0010 in the order
for material T-F1## so that it stipulates milestone confirmation without
automatic goods receipt (PP98).
Save the order.
1-13 Without explicitly reading the individual order, release the first operation of the order for
material T-F1##.
Can you release this order?
Answer: ______
1-14 From the collective order overview screen, release the complete order for material T-
F1##.
Does this release all subordinate orders?
Answer: ______

(C) SAP AG LO215 14-36
1-15 Print the production documents of the complete collective order.
At present, you must print orders individually.
In the collective order overview, you can choose
FUNCTIONS PRINT to print out orders step by step.
When you save the collective order, the system prints all
orders.
Save the collective order.
Path: Place cursor on the order FUNCTIONS PRINT
1-16 Enter a final confirmation for operation 0010 of the order for material T-F1##.
1-16-1 Is this final confirmation possible?
Answer: ______
1-16-2 Which condition prevents confirmation? (true/false)
Answer: The operation is not released _________
Previous milestone exists and has not yet been confirmed
_________
Operation 0010 is not a milestone _________
1-17 Perform complete order processing for the production order of assembly T-B3##.
1-17-1 Material withdrawal
1-17-2 Confirmation of the last operation
1-17-3 Settlement
1-17-4 Check the order quantities and costs (planned and actual) in the superior production
order (material T-F1##) and in the individual orders.

(C) SAP AG LO215 14-37
1-18 Perform complete order processing for the production order of T-F1##
Before you do so, change all milestone operations (except
for the last operation of the order for material T-F1##) to
normal confirmation (PP01) so that you can completely
confirm the collective order.
1-18-1 Material withdrawal
1-18-2 Confirmation of the last operation
1-18-3 Settlement
1-18-4 Check the order quantities and costs (planned and actual) in the
production order (material T-F1##).
1-19 Check the availability of the product T-F1##.

(C) SAP AG LO215 14-38
Collective Orders Solutions

(C) SAP AG LO215 14-39
_
_
Unit: Collective Orders
Topic: Collective Orders
(LO215 Exercise 17)__
1-1 Answer: Material no.: T-B1##
T-B2##
T-B3##
T-B4##
1-2 Answer: Collective order (Read entire collective order)
Subtree (hierarchy)
Individual order (read order)
1-3 Answer: No
1-4 Answer: New symbol
Menu bars for order functions are now active and can be used.
1-5 Answer: Acct assgmt type ORD Recipient _______________
Answer: Acct assgmt type MAT Recipient T-F1##
1-6 Answer: All
1-10 Answer: Yes
1-11-1 Answer: NTER dates are not up-to-date
1-13 Answer: No
1-14 Answer: Yes

(C) SAP AG LO215 14-40
1-16-1 Answer: No
1-16-2 Answer: The operation is not released False
Previous milestone exists and has not yet been confirmed True
Operation 0010 is not a milestone False

(C) SAP AG LO215 15-1
SAP AG 2003
Customizing overview and sequence
Information on follow-on courses
Technical details: Shop Floor Control (SFC)
Data structure of the production order
Planning and managing scrap and rework
Serial number management
Appendix: Contents

(C) SAP AG LO215 15-2
SAP AG 1999
Appendix: Course Objectives
This appendix supplements course LO215,
providing you with further ideas and information
about:
The structure of Customizing (IMG) for shop floor control
The implementation steps (sequence of procedures) for successfully using production orders
Further courses or documentation
Other special functions in Shop Floor Control (overview)
Planning and managing scrap and rework
Serial number management
External processing
SAP AG 1999

(C) SAP AG LO215 15-3

(C) SAP AG LO215 15-4
SAP AG 1999
Implementation Guide (IMG)
Customizing transaction
execute
Read SAP documentation
(R/3-Library)
1 2
1 2
1 2
1 2
1 2
1 2
IMG Project "Implementing
Production Planning and Control"Project status
Project dates
Project documentation
Project notes
You can use the implementation guide (IMG) to make settings for production reports.
The IMG also contains a description of the necessary activities.
The ASAP Roadmap describes the sequence of procedures.
Business Navigator describes the business processes modeled in the R/3 System.
The following courses provide background information as to how to use the implementation tools:
Course CA090 ASAP
Course CA091 ASAP (abridged)
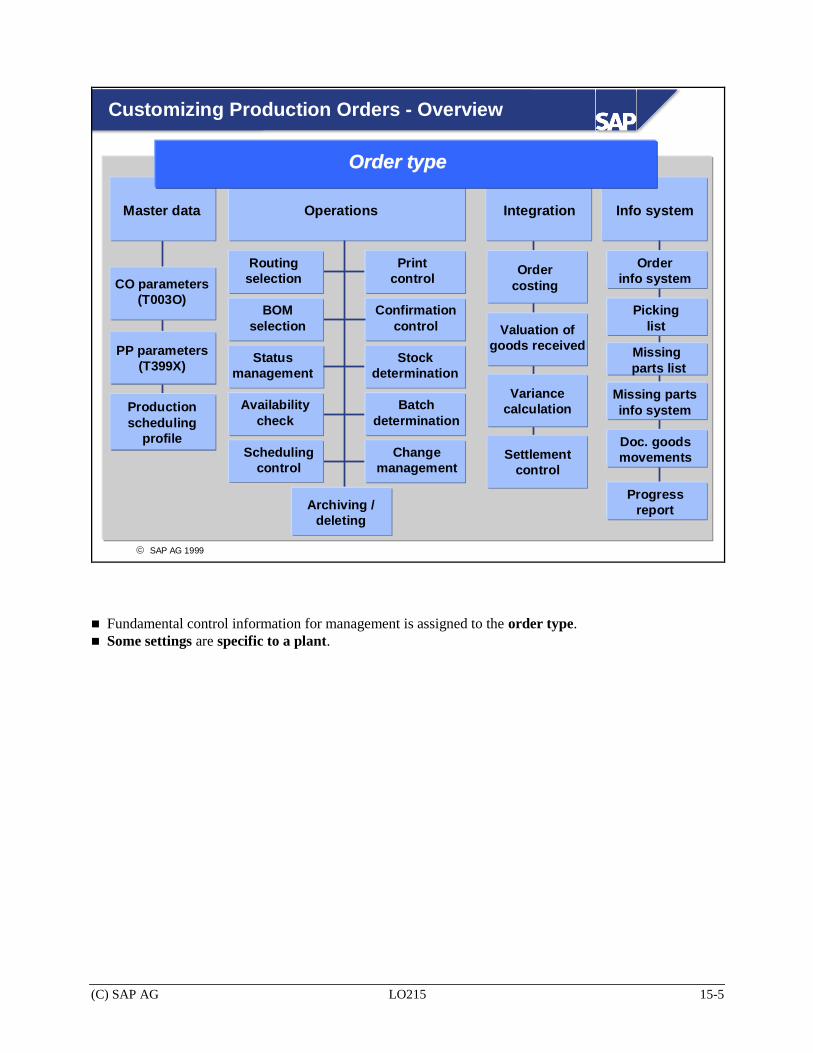
(C) SAP AG LO215 15-5
SAP AG 1999
Customizing Production Orders - Overview
OperationsMaster data
CO parameters
(T003O)
PP parameters
(T399X)
Production
scheduling
profile
Routing
selection
Status
management
Availability
check
Batch
determination
Confirmation
control
BOM
selection
Scheduling
control
Stock
determination
control
Archiving /
deleting
Integration
Order
costing
Valuation of
goods received
Variance
calculation
Settlement
control
Info system
Missing
parts list
Order
info system
Picking
list
Missing parts
info system
Doc. goods
movements
Progress
report
Change
management
OrderOrder typetype
Fundamental control information for management is assigned to the order type.
Some settings are specific to a plant.

(C) SAP AG LO215 15-6
SAP AG 1999
Configuration Sequence for Order Management 1
Create order type
Scheduling control
Routing selection
BOM selection
M
M
M
M
Availability check
Status schema and selection schema
Stock determination
Batch assignment / determination
R
O
O
O
Key: M = Mandatory activity
O = Optional activity
D = An activity completed by default settings.
A = An activity to be completed by other applications.
R = Recommended activity (rationalization effect)
A Knowledgeware Product (CD) is available on the topic of availability checks. (Order No. 500 15
300)

(C) SAP AG LO215 15-7
SAP AG 1999
Configuration Sequence for Order Management 2
Material
G
SettlementSettlement
D
M
Controlling interfaces
Archiving / deleting
Settlement control
Valuation variant for goods receipt
Allowed material movement type
O
Information systems ( order, missing parts and so on)
O
M
M
O
O
Print control for order documents
Confirmation parameters

(C) SAP AG LO215 15-8
SAP AG 1999
Configuration Sequence for Order Management 3
Screen sequence / field selection / tab pagesD
Automation of order managementR
Trigger Points
R
Program enhancements (user exits)O
Document integrationO
Change managementR
Production scheduling profileR
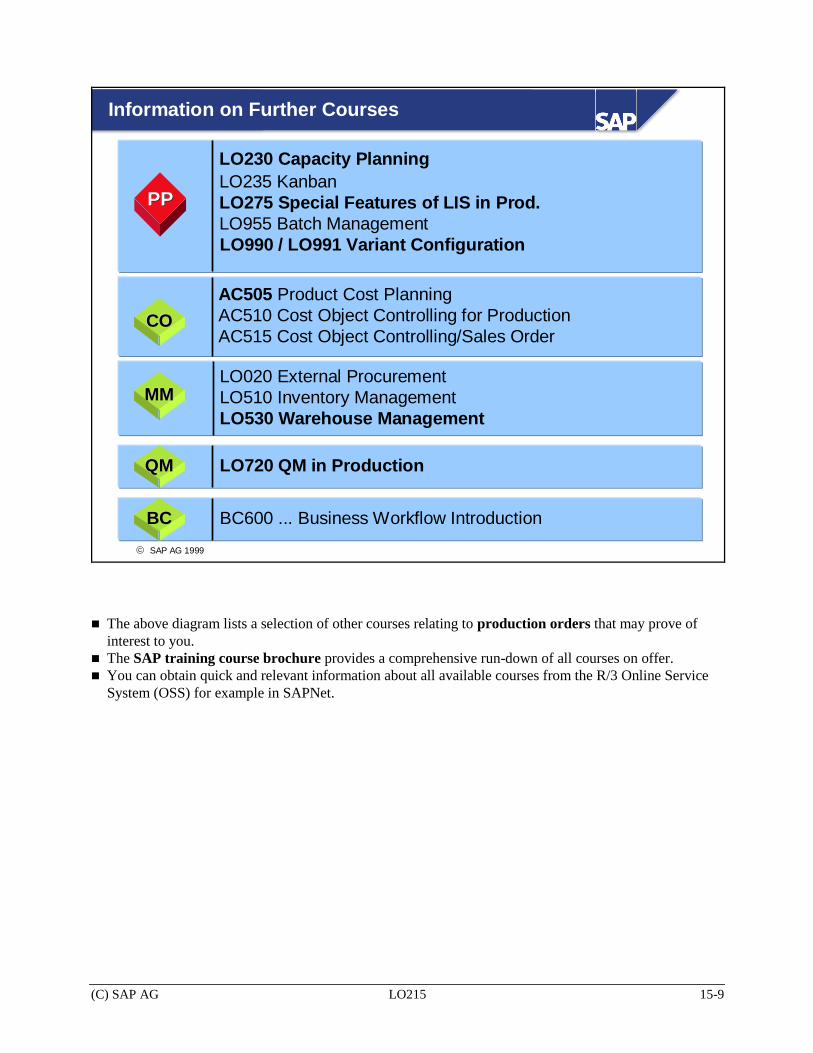
(C) SAP AG LO215 15-9
SAP AG 1999
Information on Further Courses
MMMM
LO230 Capacity Planning
LO235 Kanban
LO275 Special Features of LIS in Prod.
LO955 Batch Management
PPPP
COCO
LO990 / LO991 Variant Configuration
LO020 External Procurement
LO510 Inventory Management
LO530 Warehouse Management
QMQM LO720 QM in Production
BCBC BC600 ... Business Workflow Introduction
AC505 Product Cost Planning
AC510 Cost Object Controlling for Production
AC515 Cost Object Controlling/Sales Order
The above diagram lists a selection of other courses relating to production orders that may prove of
interest to you.
The SAP training course brochure provides a comprehensive run-down of all courses on offer.
You can obtain quick and relevant information about all available courses from the R/3 Online Service
System (OSS) for example in SAPNet.

(C) SAP AG LO215 15-10
SAP AG 1999
Special Functions in the Production Order
Serial numbers
External processing / external procurement
Planning and managing scrap and reworks
Discontinued material components
Cross-plant production
Assembly orders
Co-products
Producing configurable materials
Batch creation (order header) and batch determination
(components)

(C) SAP AG LO215 15-11
SAP AG 1999
CO
CO_XX_(at the moment, approx. 50)
ODC,OFC,OHC,OPC,POH
Development class(es)
Function group(s)
Logical database(s)
Order
AUART
(T003O)
Free choice
Production planning
C_AFKO_ATY, C_AFKO_AWA
C_AFKO_AWK, C_AFKO_DEL,
CO, RU, C2, C6, C8, C=, COTU,
GOODSMOVEMENT
Number range object(s)
MC element
MC group table
MC group(s)
Authorization class
Authorization object(s)
Message class(es)
ORDER
Own change log
Lock object(s)
Change document object
ORDE, ORDN, PSFC
CO
PP_ORDER
Match code object(s)
Archiving class
Archiving object
Profile Production scheduling profile
Technical Details - Shop Floor Control
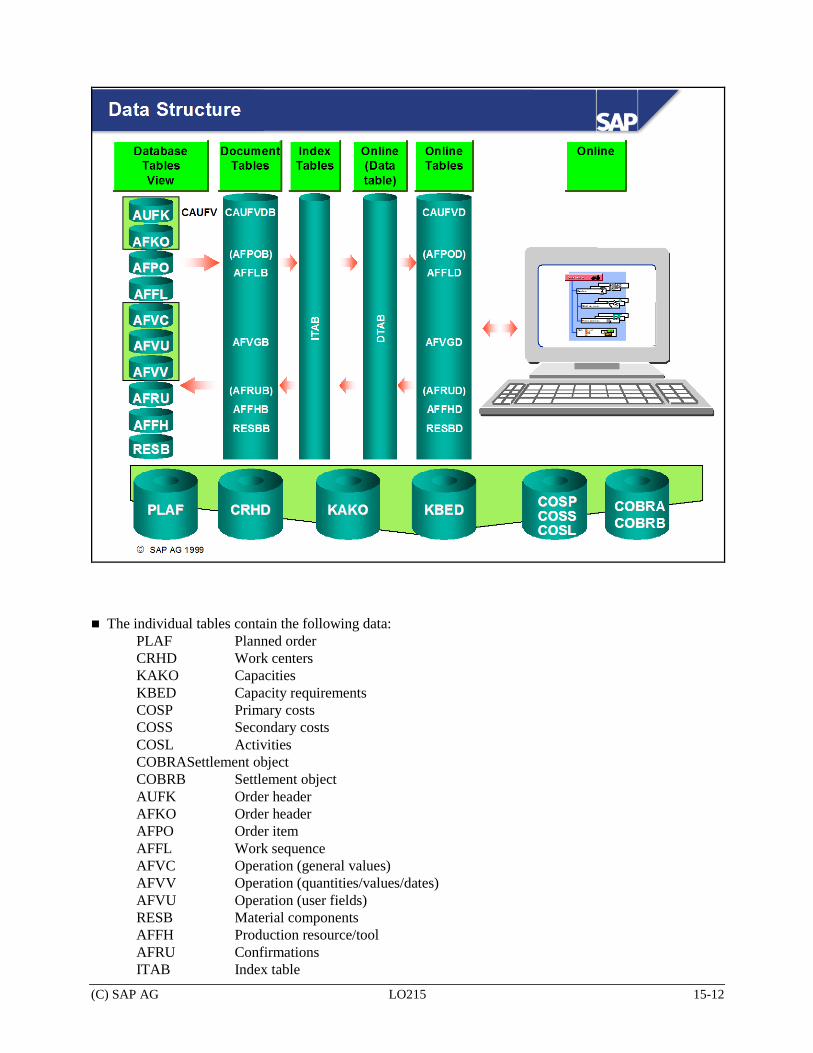
(C) SAP AG LO215 15-12
The individual tables contain the following data:
PLAF Planned order
CRHD Work centers
KAKO Capacities
KBED Capacity requirements
COSP Primary costs
COSS Secondary costs
COSL Activities
COBRASettlement object
COBRB Settlement object
AUFK Order header
AFKO Order header
AFPO Order item
AFFL Work sequence
AFVC Operation (general values)
AFVV Operation (quantities/values/dates)
AFVU Operation (user fields)
RESB Material components
AFFH Production resource/tool
AFRU Confirmations
ITAB Index table

(C) SAP AG LO215 15-13
SAP AG 1999
Overview of planning options for scrap
Entering scrap
Triggering rework
Cost settlement for rework/scrap
Proof of rework/scrap
Appendix: Scrap and Rework

(C) SAP AG LO215 15-14
SAP AG 1999
Scrap and rework can occur whenprocessing materials.
Scrap and rework that occur as a result of
the technical process should be
pre-planned to ensure that the desired
yield and quality is available at the end of
the production cycle.
Scrap or rework that
cannot be planned have to be disposed of
using additional production processes and
material.
Scrap and Rework: Business scenario

(C) SAP AG LO215 15-15
SAP AG 1999
Rework Methods
Activities
Define the operations and material components for the rework
Calculate the costs (planned and actual)
Separate cost settlement
Determine dates and capacity requirements
Document those activities requiring rework
Obtain status information
Methods
Pre-planning options for scrap (material master, BOM, routing)
Inserting rework operations (from the reference operation set)
Creating separate rework orders
Triggering workflows
Control
Events triggered by confimation status
Supplementary steps required to make improvements to products of substandard quality or to badly
manufactured material components is described as rework.
Rework can be either planned or unplanned.
Unplanned rework
Manually inserting operations into the production order.
Manually creating a separate rework order.
Planned rework
Modeling trigger points in the routing. These are intended to automatically incorporate a standard
routing or to create a rework order.
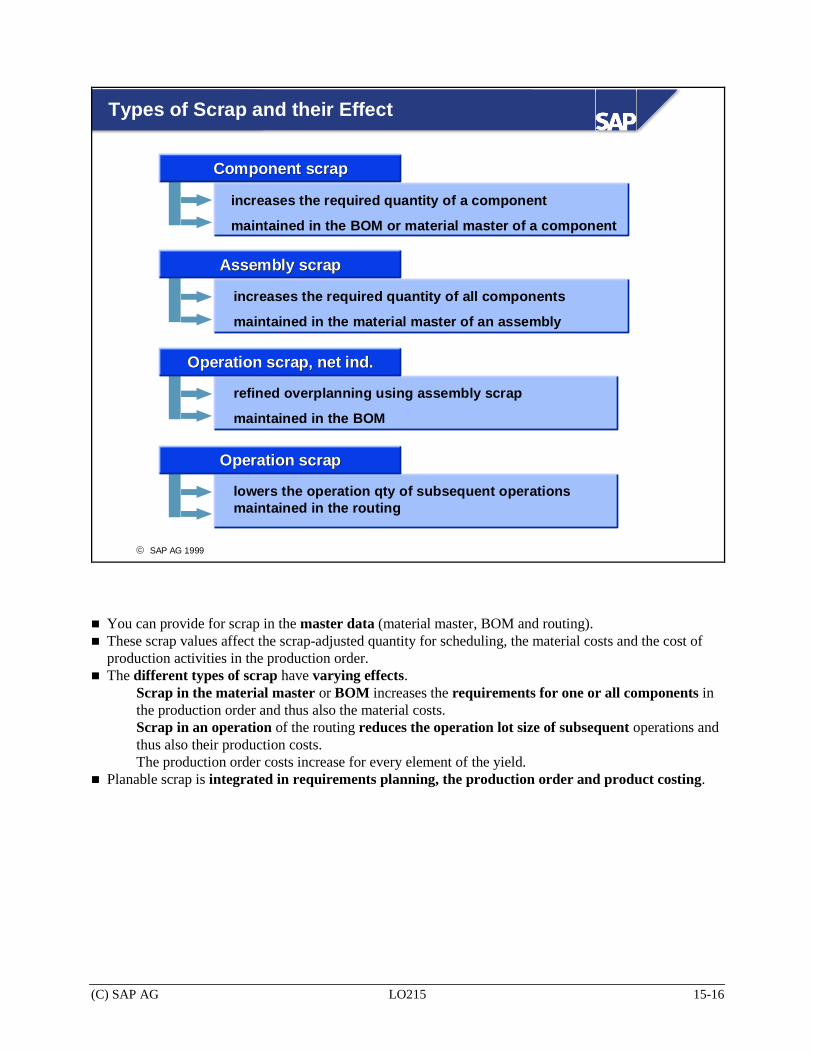
(C) SAP AG LO215 15-16
SAP AG 1999
Types of Scrap and their Effect
Component scrapComponent scrap
Assembly scrapAssembly scrap
increases the required quantity of all components
maintained in the material master of an assembly
OperationOperation scrapscrap,, net indnet ind..
refined overplanning using assembly scrap
maintained in the BOM
OperationOperation scrapscrap
lowers the operation qty of subsequent operations
maintained in the routing
increases the required quantity of a component
maintained in the BOM or material master of a component
You can provide for scrap in the master data (material master, BOM and routing).
These scrap values affect the scrap-adjusted quantity for scheduling, the material costs and the cost of
production activities in the production order.
The different types of scrap have varying effects.
Scrap in the material master or BOM increases the requirements for one or all components in
the production order and thus also the material costs.
Scrap in an operation of the routing reduces the operation lot size of subsequent operations and
thus also their production costs.
The production order costs increase for every element of the yield.
Planable scrap is integrated in requirements planning, the production order and product costing.

(C) SAP AG LO215 15-17

(C) SAP AG LO215 15-18
SAP AG 1999
Trigger Points
System status
Confirmation
of
Operation 2
Trigger
point
User status
Status profile
Order type
Status Status
Operation 1
Operation 3
Trigger points are assigned to the operation in either the routing or production order.
Possible reworking functions are:
Adding a reference operation set
Creating a separate order
Triggering a workflow
Releasing predefined operations
Triggered via status changes
Planned using standard trigger points

(C) SAP AG LO215 15-19
SAP AG 1999
Confirmation
Confirmation
of the
operation
User status 1-n for the
operation, activate manually
Give reason for
variance
Table TRUGS
Plant
Reason
for
variance
User status 1
User status n
User status
is active in the
operation
In the case of scrap or necessary rework, you are able to stipulate a reason for variance in the
confirmation screen.
In Customizing you can assign a user status to the reason for variance.
You can then use this user status to trigger a trigger point function.
For further information on this topic, consult the following examples on inserting rework operations
and creating rework orders (in the following slides).

(C) SAP AG LO215 15-20
SAP AG 1999
Insert Reference Operation Set
Production orderProduction order
Turning
Checking
Sawing
Polish
Reference operation set
Turning
Checking
Trigger
point
Checking
Turning Component 1
PRT
✓ Determine the capacity requirements
✓ Document those activities requiring rework
✓ Obtain status information
✓ Separate cost settlement
✓ Define operations for rework
✓ Define components for rework
✓ Calculate costs
✓ Determine dates

(C) SAP AG LO215 15-21
SAP AG 1999
Creating an Order
✓ Determine the capacity requirements
✓ Document those activities requiring rework
✓ Obtain status information
✓ Separate cost settlement
Reference operation set
Checking
Turning Component 1
PRT
Production orderProduction order
Turning
Checking
Sawing
Polish
Trigger
point
Production order (rework)
Checking
Turning Component 1
PRT
✓ Define operations for rework
✓ Define components for rework
✓ Calculate costs
✓ Determine dates

(C) SAP AG LO215 15-22
SAP AG 1999
Rework costs
Production orderProduction order 11
Cost categories
Rework costs
Cost categories
Production orderProduction order 22
Raw material
External procurement
Internal activity
allocation
Raw material
Internal activity
allocation
Order 2 (rework) is automatically settled to order 1
All cost categories in order 2 can be posted to a cost category in order 1 in
order to display the rework costs
(settlement schema)

(C) SAP AG LO215 15-23
SAP AG 1999
Activities
Customizing settings
Create a user status schema
Link reason for variance and user status
Create order type for rework orders (optional)
Create settlement profile for rework orders (optional)
Master data
Create reference operation set
Create standard trigger points (optional)
Define trigger points in the routing

(C) SAP AG LO215 15-24
SAP AG 1999
General concept of serial number usage in R/3
Create serial number profile and assign to material
master records
Create master records for serial numbers
Working with serial numbers in SAP R/3
Generating serial number listings and history
reports
Appendix: Serial numbers

(C) SAP AG LO215 15-25
SAP AG 1999
In practice, serial numbers are used in order to
manage each individual piece of a lot size
Serial numbers can be used in connection with
production orders
Serial numbers can be created at different points
within the system and this ensures that you can
choose the best approach for controlling the
production process
Serial numbers: Business scenario
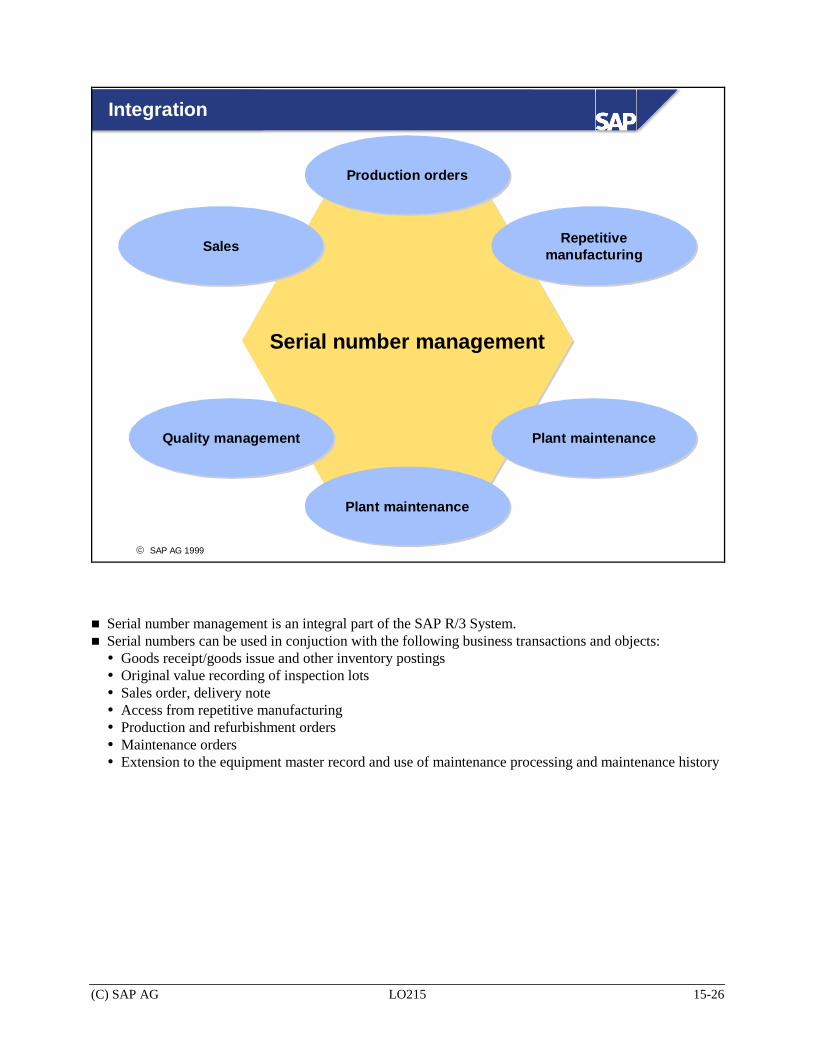
(C) SAP AG LO215 15-26
SAP AG 1999
Integration
Serial number managementSerial number management
Production ordersProduction orders
SalesSales
Quality managementQuality management
Repetitive
manufacturing
Repetitive
manufacturing
Plant maintenancePlant maintenance
Plant maintenancePlant maintenance
Serial number management is an integral part of the SAP R/3 System.
Serial numbers can be used in conjuction with the following business transactions and objects:
Goods receipt/goods issue and other inventory postings
Original value recording of inspection lots
Sales order, delivery note
Access from repetitive manufacturing
Production and refurbishment orders
Maintenance orders
Extension to the equipment master record and use of maintenance processing and maintenance history
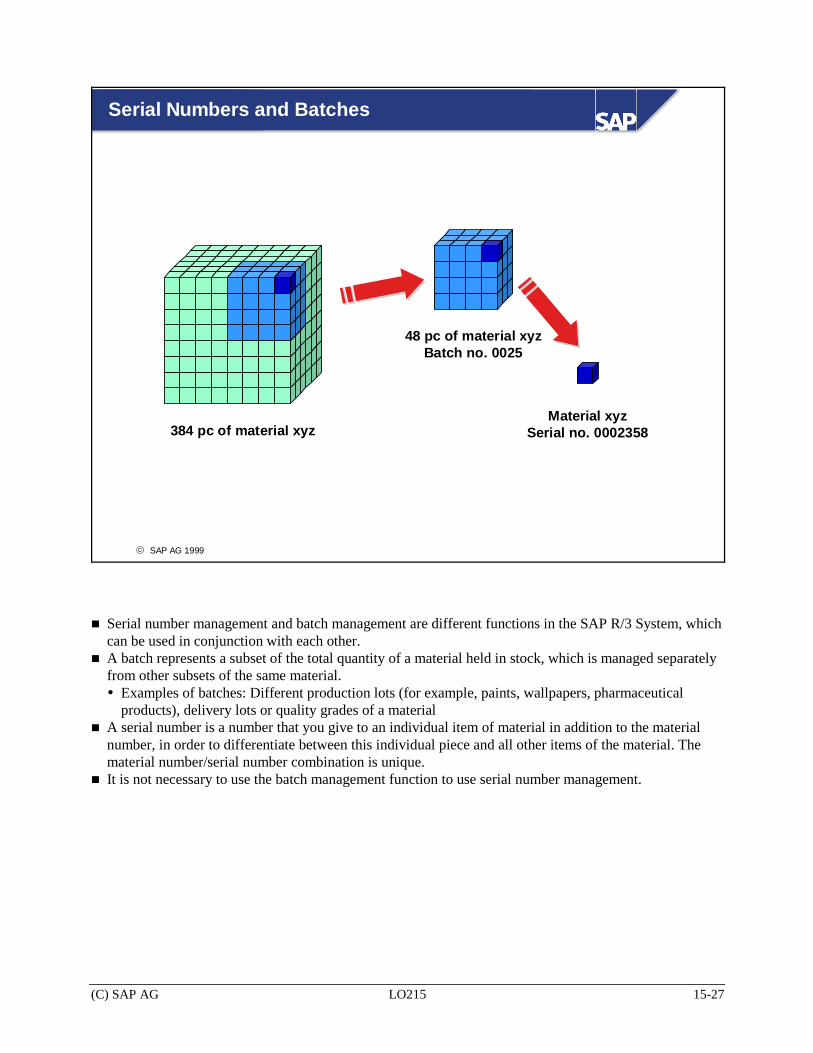
(C) SAP AG LO215 15-27
SAP AG 1999
Serial Numbers and Batches
384 pc of material xyz
48 pc of material xyz
Batch no. 0025
Material xyz
Serial no. 0002358
Serial number management and batch management are different functions in the SAP R/3 System, which
can be used in conjunction with each other.
A batch represents a subset of the total quantity of a material held in stock, which is managed separately
from other subsets of the same material.
Examples of batches: Different production lots (for example, paints, wallpapers, pharmaceutical
products), delivery lots or quality grades of a material
A serial number is a number that you give to an individual item of material in addition to the material
number, in order to differentiate between this individual piece and all other items of the material. The
material number/serial number combination is unique.
It is not necessary to use the batch management function to use serial number management.
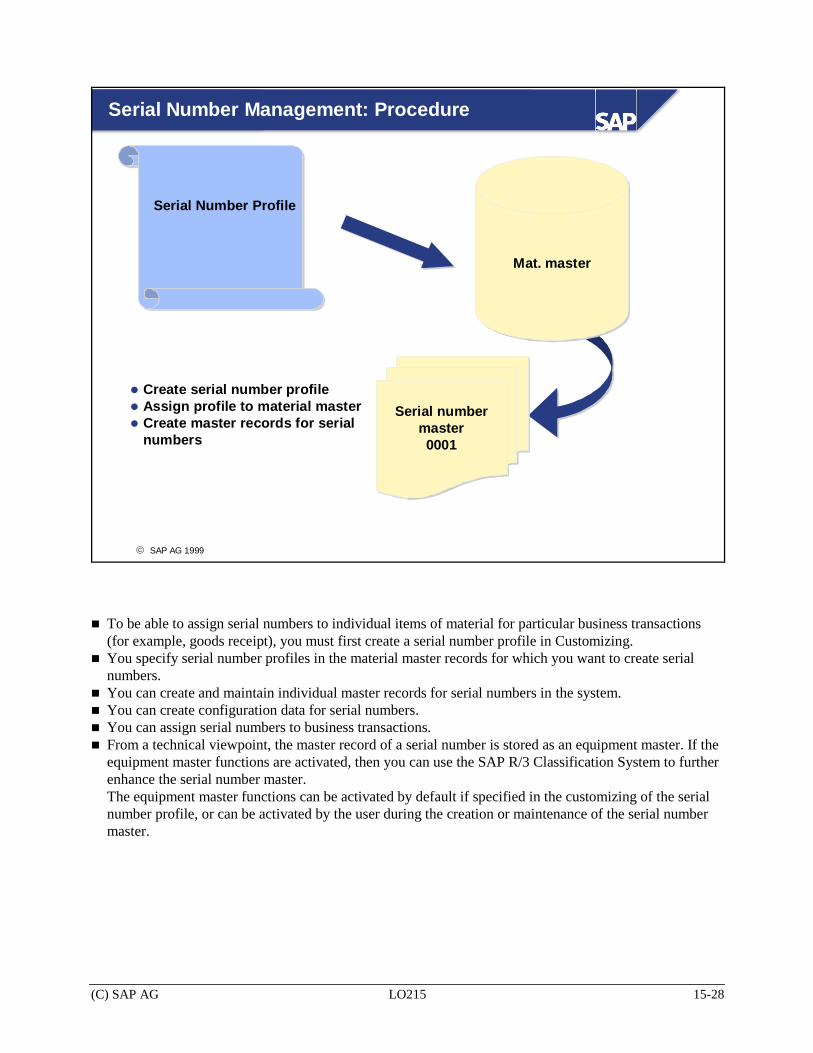
(C) SAP AG LO215 15-28
SAP AG 1999
Serial Number Management: Procedure
Mat. masterMat. master
Serial number
master
0001
Serial number
master
0001
Create serial number profile
Assign profile to material master
Create master records for serial
numbers
Serial Number Profile
To be able to assign serial numbers to individual items of material for particular business transactions
(for example, goods receipt), you must first create a serial number profile in Customizing.
You specify serial number profiles in the material master records for which you want to create serial
numbers.
You can create and maintain individual master records for serial numbers in the system.
You can create configuration data for serial numbers.
You can assign serial numbers to business transactions.
From a technical viewpoint, the master record of a serial number is stored as an equipment master. If the
equipment master functions are activated, then you can use the SAP R/3 Classification System to further
enhance the serial number master.
The equipment master functions can be activated by default if specified in the customizing of the serial
number profile, or can be activated by the user during the creation or maintenance of the serial number
master.

(C) SAP AG LO215 15-29
SAP AG 1999
Serial Number Profile
Profile text
Existence requirement
Equipment category
Stock check rules
Serializing procedures
Serial Number Profile
The serial number profile defines the conditions and operations for assigning serial numbers to materials.
It must be assigned at plant level in the material master.
Serial number profiles are defined in configuration under Customizing for Plant Maintenance.
The profile defines:
The business operations for which a serialization can be performed, must be performed, is performed
automatically, or is not performed.
Whether for a particular business operation serial number masters must already exist, or serial
numbers for which no master record exists can be assigned. That is, the serial number can be created
during the transaction.
Information about whether a stock validation is made for stock-relevant operations and how the
system should deal with inconsistencies.
Whether an equipment master record must or must not be created for each serial number
The equipment category which the system should propose for the automatic assignment of serial
numbers in the case of equipment records

(C) SAP AG LO215 15-30
SAP AG 1999
Business Transactions with Serial Numbers
SDRE
SDLS
SDCR
SDCC
SDAU
QMSL
PPSF
PPRL
PPAU
MMSL
Serial
number
profile
Use:
01: None
02: Optional
03: Obligatory
04: Automatic
Business procedures may be assigned in configuration to a serial number profile. Each procedure refers
to a specific application component. The assignment to the serial number profile determines if serial
numbers are required, can be assigned, must be assigned or are assigned automatically. The following
lists the procedures and their business meaning:
MMSL: Goods receipts, issues, stock transfers, stock transport orders and physical inventory
PPAU: Use of serial numbers when production orders are created
PPRL: For the assignment of serial numbers when production orders are released
PPSF: For the assignment of serial numbers in repetitive manufacturing
QMSL: For the assignment of serial numbers when entering the original value in an inspection lot
SDAU: For the use of serial numbers in sales orders, inquiries and quotations
SDCC: For the assignment of serial numbers when performing completeness checks for deliveries
SDCR: For the assignment of serial numbers when performing completeness checks for returns
deliveries
SDLS: For the assignment of serial numbers for deliveries
SDRE: For the assignment of serial numbers for returns deliveries

(C) SAP AG LO215 15-31
SAP AG 1999
Serial Number Usage with Movement Types
MMSLMMSL
Movement type
group
0001
Movement type
group
0001
Movement types:
561
561 E
…
562
562 E
...
Movement types:
561
561 E
…
562
562 E
...
Serial
number
profile
Usage: 03 Obligatory
Usage: 01 Optional
Under certain conditions, the business procedure assigned to the serial number profile may not be
restricitve enough for some of the associated movement types. For example, it may be specified for the
procedure MMSL that serial number usage is optional since the serial number is assigned at a later time.
However, existing inventories have to be loaded into the R/3 system during implementation. This would
be done using movement type 561; entry errors would be corrected using movement type 562. Since this
is existing stock, the serial numbers have already been determined in the legacy systems and procedures,
and thus they would be required when using movement type 561 or 562.
It is therefore possible to assign a movement type group to the profile and indicate that serial number
usage is obligatory. The movement type group is then assigned to the specific movement type.
As a result, all materials with this particular profile specified in the material master require a serial
number to be specified whenever a good movement using movement type 561 or 562 is transacted.

(C) SAP AG LO215 15-32
SAP AG 1999
Serial number
master
Serial number
master
Serial Number Master
Material
master
Material
master
Obtain status information
Stock information
Partner data
Configuration data
Optional equipment master with:
Plant maintenance data
Location data
Classification data
A serial number master record contains the following information:
Status information: You can specify which system and user statuses are valid for the master record. If
necessary, you can set or delete the user status, display the authorized business procedures and set
particular system statuses.
Stock information: This records in which plant or storage location the material item is located or to
which batch it belongs. You can also see what type of stock or special stock is involved. The stock
information is updated automatically when goods movements are performed and cannot be changed
manually.
Partner data: You can use freely definable partner functions and partners to specify in Customizing
which companies are responsible for the maintenance of the serialized material.
Configuration data: You can configure an item of material according to its characteristics or make
reference to a configured object.
Further data and functions, such as maintenance data, location data, and classification data are
available if you add to the serial number master record to make it an equipment master record.

(C) SAP AG LO215 15-33
SAP AG 1999
Creating Serial Number Masters Directly
Serial number
master
xxxx
Serial number
master
xxxx
Serial number
master
xxxx
Serial number
master
xxxx
Create individually
Create individually
Create using list processing
Create using list processing
Internal or external
assignment
of serial number
Internal or external
assignment
of serial number
Internal or external
assignment
of serial number
Internal or external
assignment
of serial number
Serial number
masters created directly
Serial number master records can be created directly, in advance of any business transactions. This
would be appropriate if it is necessary to have serial numbers already in the system so that these can be
assigned during a business procedure.
Depending on how the serial number profile is configured, it may be necessary to have the serial
numbers already in existence prior to the business transaction taking place.
Serial numbers can be created individually or several at a time, depending on the transaction chosen. In
either case, depending on the serial number profile configuration, it is possible to have the serial
numbers assigned internally or externally.
If internal number assignment is chosen, the first serial number created is the next sequence from the last
one assigned to this material at this plant.

(C) SAP AG LO215 15-34
SAP AG 1999
AssignAssign
AssignAssign
Create orderCreate order
Order ReleaseOrder Release
Goods receiptGoods receipt AssignAssign
Serial Number Masters in Production Orders
Serial numbers can be assigned for individual pieces of material when creating, changing or releasing
production orders. The serial numbers can already exist, or can be created during the assignment. The
serial numbers that are assigned to the production order are transferred to the goods movement document
on goods receipt.
The serial numbers that are assigned to the production order are transferred to the goods movement
document on goods receipt.
The PPAU procedure makes possible the use of serial numbers in production and refurbishment orders
and defines how they are assigned.
The PPRL procedure makes possible the assignment of serial numbers when production and
refurbishment orders are released.
You can control the assignment of serial numbers in production control.
If PPAU specifies usage "03- obligatory", then the order cannot be saved unless all serial numbers
have been assigned.
If PPAU specifies usage "02- optional", then the order can be saved without serial numbers but cannot
be released unless all serial numbers have been assigned.
If PPAU and PPRL specify "02" and MMSl "03", the serial numbers must be assigned on goods
receipt.

(C) SAP AG LO215 15-35
SAP AG 1999
Serial Number List
Detailed
selection options
Detailed
selection options
Serial Number List
------------------------
------------------------
------------------------
------------------------
------------------------
------------------------
Serial Number List
------------------------
------------------------
------------------------
------------------------
------------------------
------------------------
Serial Number
Master
Serial Number
Master
Documents
- Orders
- Material
documents
Documents
- Orders
- Material
documents
Serial number
history
Serial number masters can be created, changed or displayed individually.
There is extensive list editing capabality for creating, changing and displaying serial number masters. If
used to create masters, a large number of masters can be created with internal and/or external number
assignment.
If used to change or disply serial number masters, the list editing capability has extensive and detailed
selection options. The resulting listing can be used to drill down to individual serial number master
records. From the individual master record, a detailed history record for the serial number masters and
associated documents can be called.

(C) SAP AG LO215 15-36
SAP AG 1999
Appendix: Summary
You use Customizing (IMG) to configure Shop Floor Control.
The sequence of implementation steps that you require to
successfully use production orders are contained in the
appendix. The LO215 course covers the basic features of Shop Floor
Control with production orders.There is a range of further courses and documentation that supplement this course and are to be recommended.
The appendix contains an overview of other special functions within Shop Floor Control.
In the appendix, you will find slides about the special topics scrap planning, management, rework, serial number management and external processing.