Lead Agribusiness Advisor
10
Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14 1 Ethiopian Cotton Standards and Marketing Status Zerihun Desalegn. 1 Lead Agribusiness Advisor 1 Agribusiness Support Facility (ABSF) Project Addis Ababa Chamber of Commerce and Sectoral Associations (AACCSA) 2458, Addis Ababa, Ethiopia [email protected]/ [email protected] Abstract: This paper presents the importance of cotton fiber quality and the development of Ethiopian Cotton Standards CES 36: 2013. Increasingly, quality demands are being placed on the entire cotton-textile value chain, from the raw material to the end products. Application of official standards and procedures to physical characteristics of lint cotton is vital to improve the production of quality lint cotton, finished product and the processing efficiency. In order to transform cotton production in Ethiopia, producers, traders and consumers will have to become knowledgeable of the cotton quality and marketing process. Understanding the factors that determine quality and how those factors affect price, is critical to successful development of cotton production and processing value chain. Traditionally, the price of cotton was largely determined by factors such as staple length, grade, color, and fineness. Recent technological advances and current market requirement demands, greater strength, uniformity, maturity, elongation, lower neps and short fiber content, spinning performance, dyeing ability, and cleanliness. Therefore, after the establishment of CES 36: 2013, it is important to follow premiums and discounts models for Ethiopian cotton market. As a follow up of the development of the standard and for efficient implementation of it, the Ethiopian cotton sectors must focus on making dramatic improvements in facilitating quality cotton production, marketing and value addition. Keywords: Ethiopia, cotton, fiber quality, standard, grade, classification, marketing 1. Introduction There are significant improvements in Ethiopian cotton to textile sector which indicates the changes of dynamics and trends of production and consumption, with the later increasing significantly. The reason being the spinning capacity of the industries increased with the establishment of new textiles factories, the transition from lint exporter to exporter of finished products. Increasingly, quality demands are being placed on the entire textile supply chain, from the raw material to the end products. Thus, the importance attached to lint quality by modern spinners has risen in recent years. The introduction of a cotton standardization system in Ethiopia’s cotton industry aimed to transform the traditional cotton pricing and marketing mechanism to bring it into line with globally accepted
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Lead Agribusiness Advisor

Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
1
Ethiopian Cotton Standards and Marketing Status
Zerihun Desalegn.1
Lead Agribusiness Advisor 1Agribusiness Support Facility (ABSF) Project
Addis Ababa Chamber of Commerce and Sectoral Associations (AACCSA)
2458, Addis Ababa, Ethiopia
[email protected]/ [email protected]
Abstract: This paper presents the importance of cotton fiber quality and the development
of Ethiopian Cotton Standards CES 36: 2013. Increasingly, quality demands are being
placed on the entire cotton-textile value chain, from the raw material to the end products.
Application of official standards and procedures to physical characteristics of lint cotton
is vital to improve the production of quality lint cotton, finished product and the
processing efficiency.
In order to transform cotton production in Ethiopia, producers, traders and consumers will
have to become knowledgeable of the cotton quality and marketing process.
Understanding the factors that determine quality and how those factors affect price, is
critical to successful development of cotton production and processing value chain.
Traditionally, the price of cotton was largely determined by factors such as staple length,
grade, color, and fineness. Recent technological advances and current market requirement
demands, greater strength, uniformity, maturity, elongation, lower neps and short fiber
content, spinning performance, dyeing ability, and cleanliness.
Therefore, after the establishment of CES 36: 2013, it is important to follow premiums
and discounts models for Ethiopian cotton market. As a follow up of the development of
the standard and for efficient implementation of it, the Ethiopian cotton sectors must
focus on making dramatic improvements in facilitating quality cotton production,
marketing and value addition.
Keywords: Ethiopia, cotton, fiber quality, standard, grade, classification, marketing
1. Introduction
There are significant improvements in Ethiopian cotton to textile sector which indicates the changes
of dynamics and trends of production and consumption, with the later increasing significantly. The
reason being the spinning capacity of the industries increased with the establishment of new textiles
factories, the transition from lint exporter to exporter of finished products.
Increasingly, quality demands are being placed on the entire textile supply chain, from the raw
material to the end products. Thus, the importance attached to lint quality by modern spinners has
risen in recent years.
The introduction of a cotton standardization system in Ethiopia’s cotton industry aimed to transform
the traditional cotton pricing and marketing mechanism to bring it into line with globally accepted

Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
2
principles and procedures. This effort was highly desirable in view of the country’s heavy reliance
on raw cotton and textile products for foreign exchange.
For this purpose the Ethiopian Standards Authority has established the quality standards under
CES36:2013[1], which domestic cotton production should fulfill to meet required market standards.
However, the standards are not widely publicized to all the players in the marketing chain, thus
prevented producers and domestic market supplies from taking all necessary precautions to ensure
that their products are up to the standards required.
The recently established testing facilities of Textile Industries Development Institute (TIDI) and
Institute of Technology for Textile, Garment and Fashion Design (iOTEX), supported testing cotton
samples to ensure fair evaluations and facilitation of lint marketing. However, the absence of seed
cotton grading, sampling strategy and methodology, lack of organized marketing and information
system, the inspection and marketing has been done by the buyers themselves, and this practice has
often denied cotton producers a fair price for their products.
The market information system for cotton in Ethiopia is generally poor. Absence or inadequacy of
such a system has deprived producers and suppliers access to such vital information as alternative
market outlets, levels of demand and price, and the standards required by the various players in the
market. Production and marketing decisions have, as a result, been made either arbitrarily or on
incomplete information basis. Needless to say, producers need market information to help them
decide on what, how much, and at what quality to produce, and traders to decide at what price to
buy and sell. Absence of market information has reduced the competitiveness and bargaining power
of farmers and local suppliers, forcing them to be price takers.
Therefore the objective of this paper is to introduce Ethiopian Cotton Standards ES3786:2013 and
facilitate quality cotton production, marketing and value addition. It is also supports to increase the
linkage between world prices for lint and producer prices for seed cotton in the country.
2. Ethiopian Cotton Standard
Ethiopian Standard Agency established cotton standards CES 36: 2013. The technical committee
(TC67) assigned by the agency for standardization of textile fibers specifically cotton.
The standard has been established by consensus and participation of experts of recognized TC
members with relevant knowledge of representative government agencies, testing laboratories,
consumers, associations and academia and approved by the recognized body of the Agency.
Among the participants, Ethiopian Textile Industries Development Institute served as chairperson
and Ethiopian Standards Agency as secretary. Other member institution of TC67 includes: Institute
of Technology for Textile, Garment and Fashion Design, Ethiopian Society of Textile Engineers,
Ethiopian Textile Manufacture Association, Ethiopian Cotton Producers Ginners and Exporters
Association, Ethiopian Textile & Garment Manufacturing Enterprise, Hawassa Textile S.C., Shewa
Cotton Ginnery, and Ethiopian Conformity Assessment Enterprise.
Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
3
The developed standard includes: color and leaf grade, fiber length, length uniformity, fiber
strength, fineness, trash content, and extraneous matter content (stickiness).
3. Cotton Classification
Cotton classification is the application of official standards and standardized procedures developed
for measuring the physical attributes of raw cotton that affect the quality of the finished product and
the processing efficiency. Those attributes include color and leaf grade, preparation, fiber length,
length uniformity, fiber strength, elongation, fineness, trash content, and extraneous matter content
[2,3].
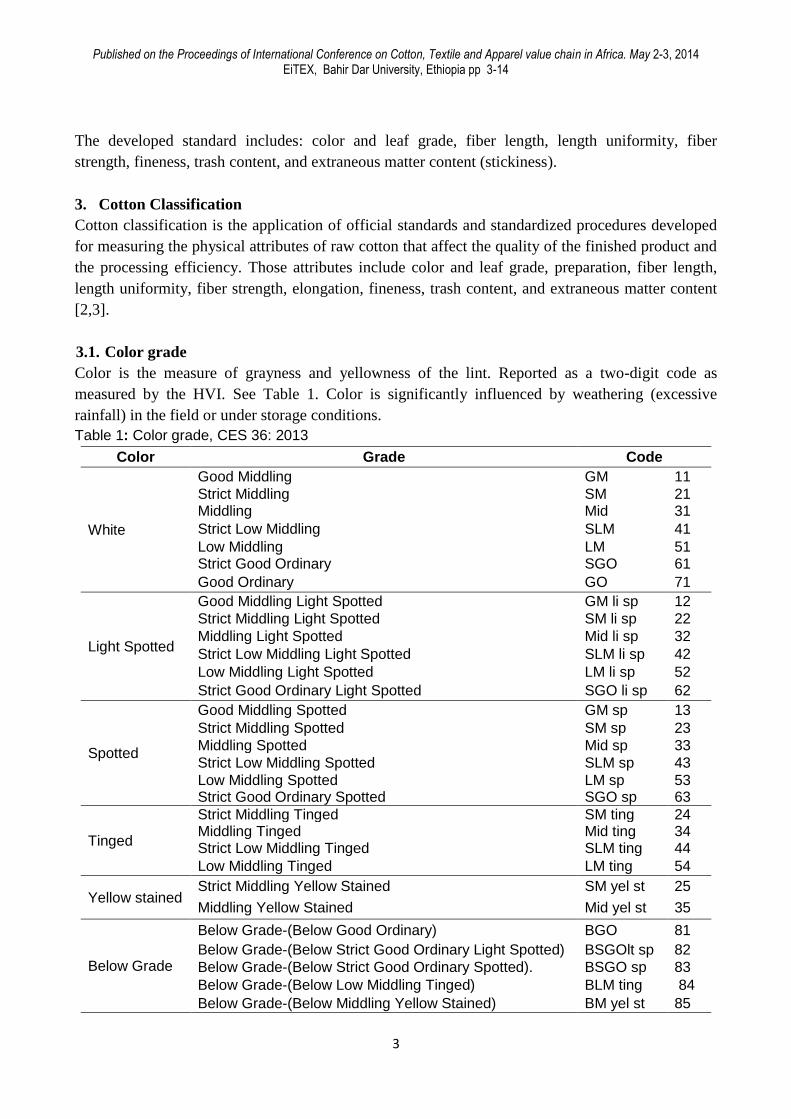
3.1. Color grade
Color is the measure of grayness and yellowness of the lint. Reported as a two-digit code as
measured by the HVI. See Table 1. Color is significantly influenced by weathering (excessive
rainfall) in the field or under storage conditions.
Table 1: Color grade, CES 36: 2013
Color Grade Code
White
Good Middling GM 11
Strict Middling SM 21 Middling Mid 31
Strict Low Middling SLM 41
Low Middling LM 51 Strict Good Ordinary SGO 61
Good Ordinary GO 71
Light Spotted
Good Middling Light Spotted GM li sp 12
Strict Middling Light Spotted SM li sp 22
Middling Light Spotted Mid li sp 32
Strict Low Middling Light Spotted SLM li sp 42
Low Middling Light Spotted LM li sp 52
Strict Good Ordinary Light Spotted SGO li sp 62
Spotted
Good Middling Spotted GM sp 13
Strict Middling Spotted SM sp 23
Middling Spotted Mid sp 33
Strict Low Middling Spotted SLM sp 43
Low Middling Spotted LM sp 53 Strict Good Ordinary Spotted SGO sp 63
Tinged
Strict Middling Tinged SM ting 24 Middling Tinged Mid ting 34 Strict Low Middling Tinged SLM ting 44
Low Middling Tinged LM ting 54
Yellow stained Strict Middling Yellow Stained SM yel st 25
Middling Yellow Stained Mid yel st 35
Below Grade
Below Grade-(Below Good Ordinary) BGO 81
Below Grade-(Below Strict Good Ordinary Light Spotted) BSGOlt sp 82
Below Grade-(Below Strict Good Ordinary Spotted). BSGO sp 83
Below Grade-(Below Low Middling Tinged) BLM ting 84
Below Grade-(Below Middling Yellow Stained) BM yel st 85
Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
4
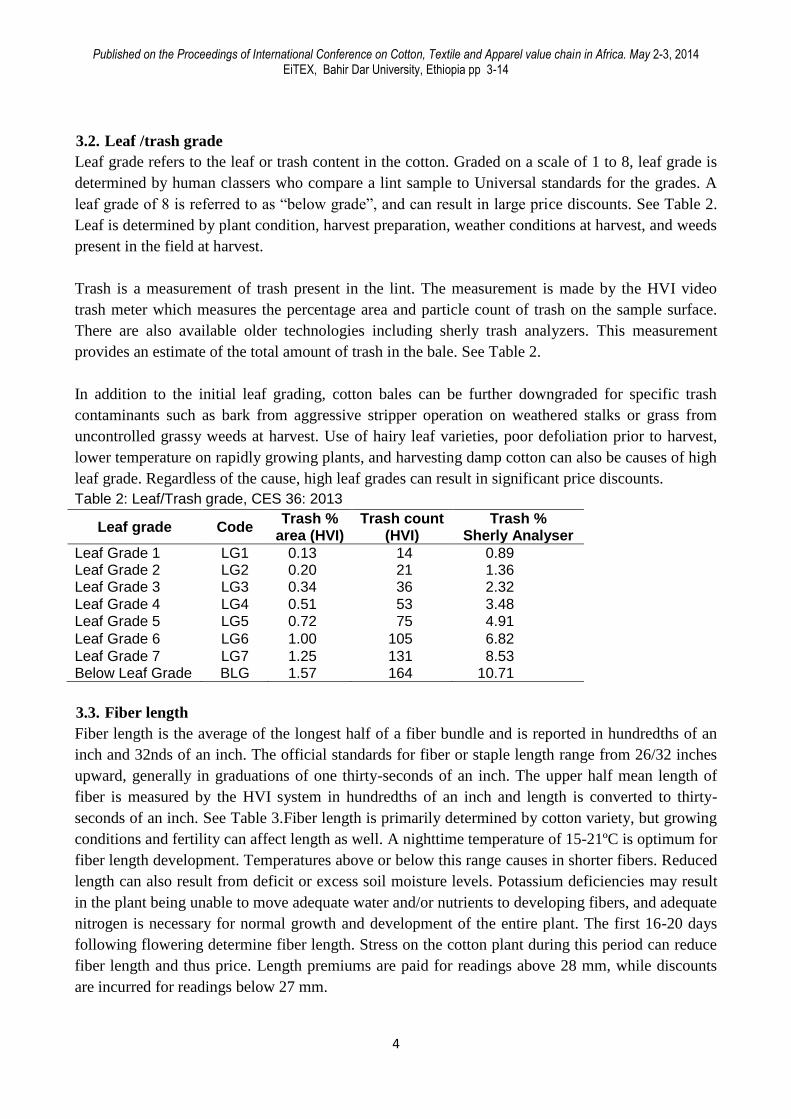
3.2. Leaf /trash grade
Leaf grade refers to the leaf or trash content in the cotton. Graded on a scale of 1 to 8, leaf grade is
determined by human classers who compare a lint sample to Universal standards for the grades. A
leaf grade of 8 is referred to as “below grade”, and can result in large price discounts. See Table 2.
Leaf is determined by plant condition, harvest preparation, weather conditions at harvest, and weeds
present in the field at harvest.
Trash is a measurement of trash present in the lint. The measurement is made by the HVI video
trash meter which measures the percentage area and particle count of trash on the sample surface.
There are also available older technologies including sherly trash analyzers. This measurement
provides an estimate of the total amount of trash in the bale. See Table 2.
In addition to the initial leaf grading, cotton bales can be further downgraded for specific trash
contaminants such as bark from aggressive stripper operation on weathered stalks or grass from
uncontrolled grassy weeds at harvest. Use of hairy leaf varieties, poor defoliation prior to harvest,
lower temperature on rapidly growing plants, and harvesting damp cotton can also be causes of high
leaf grade. Regardless of the cause, high leaf grades can result in significant price discounts.
Table 2: Leaf/Trash grade, CES 36: 2013
Leaf grade Code Trash %
area (HVI) Trash count
(HVI) Trash %
Sherly Analyser
Leaf Grade 1 LG1 0.13 14 0.89 Leaf Grade 2 LG2 0.20 21 1.36 Leaf Grade 3 LG3 0.34 36 2.32
Leaf Grade 4 LG4 0.51 53 3.48 Leaf Grade 5 LG5 0.72 75 4.91
Leaf Grade 6 LG6 1.00 105 6.82
Leaf Grade 7 LG7 1.25 131 8.53 Below Leaf Grade BLG 1.57 164 10.71
3.3. Fiber length
Fiber length is the average of the longest half of a fiber bundle and is reported in hundredths of an
inch and 32nds of an inch. The official standards for fiber or staple length range from 26/32 inches
upward, generally in graduations of one thirty-seconds of an inch. The upper half mean length of
fiber is measured by the HVI system in hundredths of an inch and length is converted to thirty-
seconds of an inch. See Table 3.Fiber length is primarily determined by cotton variety, but growing
conditions and fertility can affect length as well. A nighttime temperature of 15-21ºC is optimum for
fiber length development. Temperatures above or below this range causes in shorter fibers. Reduced
length can also result from deficit or excess soil moisture levels. Potassium deficiencies may result
in the plant being unable to move adequate water and/or nutrients to developing fibers, and adequate
nitrogen is necessary for normal growth and development of the entire plant. The first 16-20 days
following flowering determine fiber length. Stress on the cotton plant during this period can reduce
fiber length and thus price. Length premiums are paid for readings above 28 mm, while discounts
are incurred for readings below 27 mm.

Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
5
Table 3: Length classification, CES 36: 2013
Staple classification
Staple Length, mm
Short staple cotton Less than 24 Medium staple cotton 24-28 Long staple cotton 28-34 Extra-long staple cotton above 34
3.4. Length uniformity
Length uniformity is the ratio between the mean length of fiber and the upper half mean length
expressed as a percentage. See Table 4. Low uniformity values are a function of fibers that are more
easily broken. Fibers may become more susceptible to breaking if cotton is weathered, is ginned at
moisture levels less than 6%, or if there is excessive lint cleaning. Premiums for uniformity are paid
for readings of 83 and above, while discounts are incurred for readings of 79 and below.
Table 4: Length uniformity classification, CES 36: 2013
Classification HVI Stelometer
Very low Less than 77 Less than 30 Low 77-79 35-40 Average 80-82 40-45 High 83-85 45-50 Very High above 85 50-55
3.5. Strength
Strength is measured by clamping and breaking the beard of fibers with a 1/8-inch gage spacing
between the clamp jaws. The strength reported is the force in grams required to break a bundle of
fibers one tex unit in size. See Table 5. A tex unit equals the weight in grams of 1,000 meters of
fiber with readings from below 18 to above 32, strength premiums are paid for readings above 29.4,
while discounts are incurred for readings below 25.5. Like length, strength is determined primarily
by cotton variety.
Table 5: Fiber strength classification, CES 36: 2013
Classification Cotton fiber strength
grams/Tex
Weak Below 23 Medium 23-25 Average 26-28 Strong 29-30 Very Strong Above 31
3.6. Micronaire
Micronaire (mike) is a measure of the fineness of the cotton fiber. Unlike fiber length, mike is
determined more by environmental conditions than variety. Mike is developed after the full fiber
length is obtained. See Table 6.Therefore, mike is developed from 16-20 days to 40-45 days
following flowering. Cool and/or dry weather and nutrient shortage (especially potassium) can

Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
6
cause low mike values. Low mike refers to fine fibers, while high mike refers to coarse fibers. Mike
values below 3.5 and above 4.9 are discounted, while premiums are paid for mike readings between
3.7 and 4.2.
Table 6: Fiber fineness classification, CES 36: 2013
Classification Micronaire
(μg/inch)
Very Coarse 5.5 and above
Coarse 4.8 – 5.4
Medium 3.7 – 4.7
Fine 3.0 – 3.6
very fine 3.0 & below
3.7. Contamination
Both cleanliness and contamination depend on harvesting methods, handling, storage, transport, and
ginning practices. There are complains about contamination of honey dew and polypropylene of
Ethiopian cotton. As cotton is prone to attacks by different types of pests, absence or inadequacy of
pesticides control has forced textile factories to receive inferior raw cotton damaged or infested with
honey dew caused by the excretion of sucking insects specifically with introduction of Mealy bug
during the last three years. See Table 6.
Table 7: Honey dew classification, CES 36: 2013
Classification Honey dew content %
Very low sickness 0-2
Low stickiness 3-16
Medium sticky 17-32
High sickness 33-53
Very high sickness >53
Data’s and information’s on type, level and regional variations including extraneous contaminants
are very important to devise appropriate control measures, satisfy and avoid claims while
incentivizing growers with premium prices. A rough cost/benefit analysis of a quality improvement
program indicates that removing contamination through screening prior to ginning costs less than
one cent per pound, whereas uncontaminated cotton would potentially fetch a premium of at 5 cents
per pound globally.
Contaminated cotton causes disruptions in the spinning process which increases the cost of spinning
and reduces the quality of yarn and end products. With modern automated high speed textile
machinery, foreign matter cannot be spotted until yarn or fabric is dyed and there are no cost-
effective means of removing contamination. As a result, contamination leads to the downgrading of
end products or even to the rejection of an entire lot.
Cotton that is contaminated, or that is suspected of being contaminated because of the origin, can
only be sold at substantial discount to compensate the user for inspecting and cleaning the cotton
before spinning. Price differentials for cotton with the same fiber characteristics range from 5
Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
7
percent to 30 percent, depending on their degree of perceived contamination by extraneous matter,
stickiness, and seed coat fragments. These discounts are usually applied indiscriminately to all
cotton originating from an area or a region considered to be affected by contamination.
Contamination by foreign matter is more serious with handpicked cotton. Seed cotton picked by
hand is cleaner, and the fiber obtained has fewer neps and a lower short fiber content than cotton
picked by machine, which must be cleaned more vigorously because it has more plant residues.
Handpicked cotton should therefore normally be purchased at a premium over machine picked
cotton. However, handpicked seed cotton often gets contaminated during picking, storage, handling,
or transport, and the presence of foreign matter in the fiber offsets the theoretical advantage
conferred by manual picking. As contamination of raw cotton by foreign matter is the main concern
for quality yarn and fabric producers, spinners tend to prefer machine picked cotton to handpicked
cotton. As a result, handpicked cotton has lost its advantage over the past
Technical solutions to eliminate contamination are well-known and should be relatively easy to
implement by the producers themselves, provided that producers are motivated by appropriate
financial incentives and properly trained to the recommended methods. However, getting ginning
companies to take those steps in highly competitive systems has proven quite difficult.
4. Ginning
Ginning can affect lint quality. The gin stand, whether saw or roller, pulls the fiber from the seed
and is the heart of the ginning system. The capacity of the system and the quality and potential
spinning performance of the lint depend on the operating condition and adjustment of the gin stand.
If gin stands are operated above the design capacity, the quality of the cotton may be reduced. Short
fiber content increases as saw speed increases, causing yarn imperfections.
While most Ethiopian cotton is saw ginned, few roller ginning facilities started to appear. Roller
ginned lint is longer, has fewer short fiber, seed coat fragments and neps. As a result, upland cottons
fetch a premium of few cents per pound over the price of the same cottons ginned with saws. A
detailed costs/benefits analysis should be undertaken to assess whether roller ginning is a valid
alternative to saw ginning. Up-grading of the ginning technologies with cleaning facilities, timely
maintenance of renewable parts to reduce contamination and maintain the inherent characteristics of
fiber is very essential.
Ginners should voluntarily adopt the grading and classification system. Extension support by the
TIDI should include sending of technical field staff to ginneries to carryout seed cotton grading and
lint classification. Ginneries could also serve as the center of information management of both raw
and lint cotton sampling, grading and fiber quality.
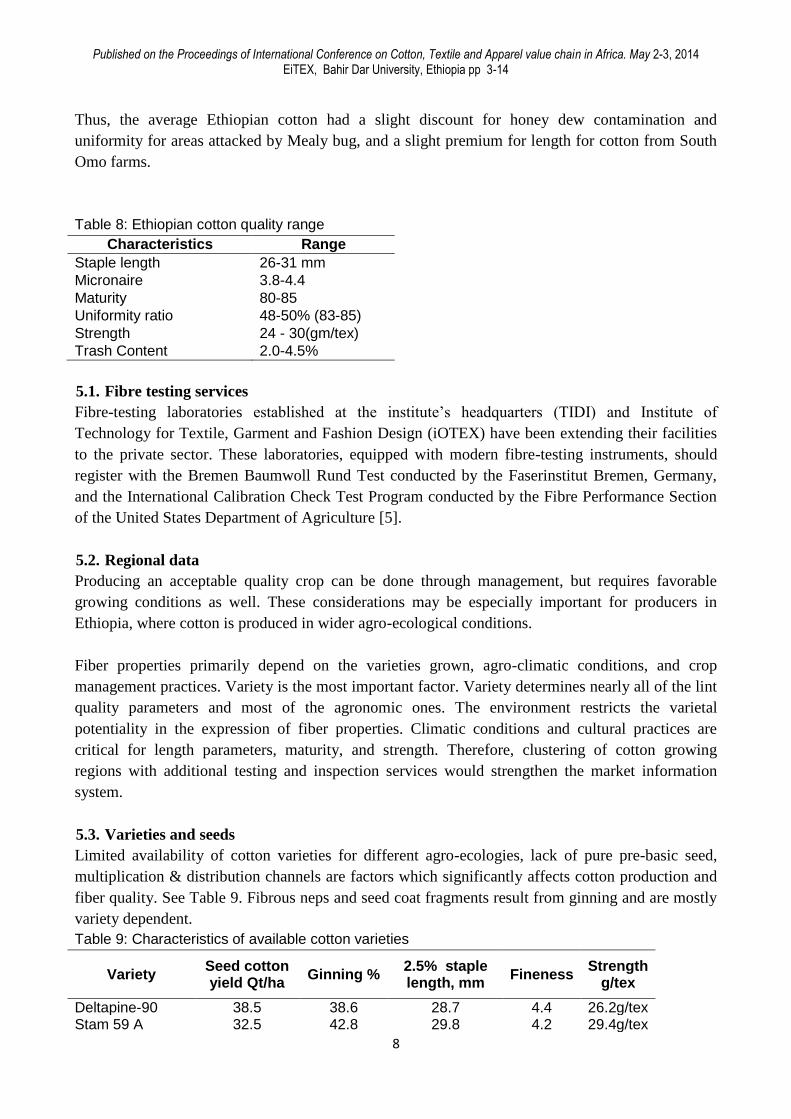
5. Ethiopian Cotton Quality
Overall, the quality of the Ethiopian cotton crop in recent years was decent. Even though regional
fiber quality information’s are few, most of the parameters fell within acceptable range. See Table 8.
Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
8
Thus, the average Ethiopian cotton had a slight discount for honey dew contamination and
uniformity for areas attacked by Mealy bug, and a slight premium for length for cotton from South
Omo farms.
Table 8: Ethiopian cotton quality range
Characteristics Range
Staple length 26-31 mm
Micronaire 3.8-4.4
Maturity 80-85
Uniformity ratio 48-50% (83-85)
Strength 24 - 30(gm/tex)
Trash Content 2.0-4.5%
5.1. Fibre testing services
Fibre-testing laboratories established at the institute’s headquarters (TIDI) and Institute of
Technology for Textile, Garment and Fashion Design (iOTEX) have been extending their facilities
to the private sector. These laboratories, equipped with modern fibre-testing instruments, should
register with the Bremen Baumwoll Rund Test conducted by the Faserinstitut Bremen, Germany,
and the International Calibration Check Test Program conducted by the Fibre Performance Section
of the United States Department of Agriculture [5].
5.2. Regional data
Producing an acceptable quality crop can be done through management, but requires favorable
growing conditions as well. These considerations may be especially important for producers in
Ethiopia, where cotton is produced in wider agro-ecological conditions.
Fiber properties primarily depend on the varieties grown, agro-climatic conditions, and crop
management practices. Variety is the most important factor. Variety determines nearly all of the lint
quality parameters and most of the agronomic ones. The environment restricts the varietal
potentiality in the expression of fiber properties. Climatic conditions and cultural practices are
critical for length parameters, maturity, and strength. Therefore, clustering of cotton growing
regions with additional testing and inspection services would strengthen the market information
system.
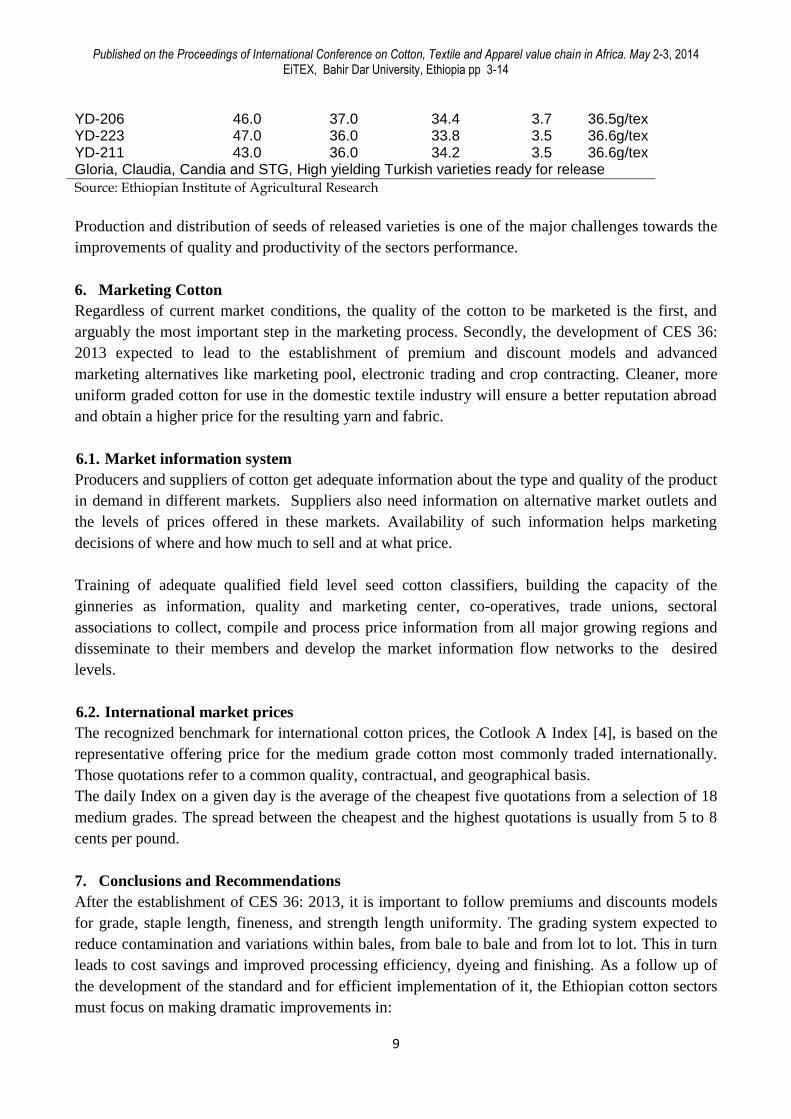
5.3. Varieties and seeds
Limited availability of cotton varieties for different agro-ecologies, lack of pure pre-basic seed,
multiplication & distribution channels are factors which significantly affects cotton production and
fiber quality. See Table 9. Fibrous neps and seed coat fragments result from ginning and are mostly
variety dependent.
Table 9: Characteristics of available cotton varieties
Variety Seed cotton yield Qt/ha
Ginning % 2.5% staple length, mm
Fineness Strength
g/tex
Deltapine-90 38.5 38.6 28.7 4.4 26.2g/tex Stam 59 A 32.5 42.8 29.8 4.2 29.4g/tex
Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
9
YD-206 46.0 37.0 34.4 3.7 36.5g/tex YD-223 47.0 36.0 33.8 3.5 36.6g/tex YD-211 43.0 36.0 34.2 3.5 36.6g/tex Gloria, Claudia, Candia and STG, High yielding Turkish varieties ready for release
Source: Ethiopian Institute of Agricultural Research
Production and distribution of seeds of released varieties is one of the major challenges towards the
improvements of quality and productivity of the sectors performance.
6. Marketing Cotton
Regardless of current market conditions, the quality of the cotton to be marketed is the first, and
arguably the most important step in the marketing process. Secondly, the development of CES 36:
2013 expected to lead to the establishment of premium and discount models and advanced
marketing alternatives like marketing pool, electronic trading and crop contracting. Cleaner, more
uniform graded cotton for use in the domestic textile industry will ensure a better reputation abroad
and obtain a higher price for the resulting yarn and fabric.
6.1. Market information system
Producers and suppliers of cotton get adequate information about the type and quality of the product
in demand in different markets. Suppliers also need information on alternative market outlets and
the levels of prices offered in these markets. Availability of such information helps marketing
decisions of where and how much to sell and at what price.
Training of adequate qualified field level seed cotton classifiers, building the capacity of the
ginneries as information, quality and marketing center, co-operatives, trade unions, sectoral
associations to collect, compile and process price information from all major growing regions and
disseminate to their members and develop the market information flow networks to the desired
levels.
6.2. International market prices
The recognized benchmark for international cotton prices, the Cotlook A Index [4], is based on the
representative offering price for the medium grade cotton most commonly traded internationally.
Those quotations refer to a common quality, contractual, and geographical basis.
The daily Index on a given day is the average of the cheapest five quotations from a selection of 18
medium grades. The spread between the cheapest and the highest quotations is usually from 5 to 8
cents per pound.
7. Conclusions and Recommendations
After the establishment of CES 36: 2013, it is important to follow premiums and discounts models
for grade, staple length, fineness, and strength length uniformity. The grading system expected to
reduce contamination and variations within bales, from bale to bale and from lot to lot. This in turn
leads to cost savings and improved processing efficiency, dyeing and finishing. As a follow up of
the development of the standard and for efficient implementation of it, the Ethiopian cotton sectors
must focus on making dramatic improvements in:
Published on the Proceedings of International Conference on Cotton, Textile and Apparel value chain in Africa. May 2-3, 2014 EiTEX, Bahir Dar University, Ethiopia pp 3-14
10
Preparation of grades and standards for seed cotton and introduce lint grades
Upgrading ginneries as sampling, market information and quality control unit
Initiate application of quality-control measures
Train lint classers and seed cotton graders to supervise quality control in ginneries
Prepare standard lint samples for commercial varieties of Ethiopian cottons;
Ensure high fiber quality through the provision grading and HVI testing
Establish premiums and discounts for varying qualities of seed cotton and lint
Educate farmers on quality assurance and contamination issues
Arbitrate grading disputes between seed cotton growers, ginners and spinners
Increase cotton trading and marketing capabilities
Increase manufacturing processing efficiency
Liaise between growers, ginners and users of cotton fiber and make recommendations on
maximizing profits
REFERENCES
1. Ethiopian Standard Authority (2013), Cotton Fibers – Classification and grading of Lint Cotton
CES 36: 2013, 1-11
2. USDA (2001), The classification of cotton 1-16 http://www.ams.gov/cotton/
3. Schelth A, Ghorashi Hand Furter R (2006),The role of cotton classification in the textile
industry 1-15
4. Cotlook A Index, www.cotlook.com
5. Norma R. (2010), Commercial Standardization of Instrument Testing of Cotton, USDA, 1-7