Kumar Saurabh - Pramana Research Journal
11
Optimization Of Casting Parameters For Better Surface Finish: A Review Kumar Saurabh 1 , Bharat 2 , Harpreet singh gorya 3 , Gagandeep Mavi 4 , 1,2 Student, Department of Mechanical Engineering, Chandigarh University 3,4 Assistant Professor, Department of Mechanical Engineering, Chandigarh University Abstract The nature of the surface complete of the threw piece is a standout amongst the most vital item quality attributes. We know distinctive throwing forms like sand throwing, gravity bite the dust throwing, low beyond words, weight pass on throwing, counter incredible, and divergent throwing, turn throwing, lost wax and lost froth throwing. In sand throwing, when the liquid metal is fills the form, in which the empty cavity of the coveted shape is available, it might responds with the trim material and discharges the gases. On the off chance that the gases can't escape from the shape then it might frame opening in the material, causing porosity (loaded with minor gaps) in the metal throwing. It is the central point of harshness on the surface of the material. Keywords: Casting, Casting parameters, Surface finish, Moulding material, Porosity, Surface roughness, Surface hardness, Gaseous matters. Introduction Throwing is an assembling procedure in which a fluid material is generally filled a form, which contains an empty hole of the coveted shape, and after that permitted to harden. The cemented part is otherwise called a throwing, which is shot out or broken out of the shape to finish the procedure. Throwing materials are typically metals or different chilly setting materials that fix in the wake of combining at least two segments; models are epoxy, solid, mortar and earth. Throwing is regularly utilized for making complex shapes that would be generally troublesome or uneconomical to make by other methods.[1] Throwing is a 6000-year-old process. The most established surviving throwing is a copper frog from 3200 BC.[2] Pramana Research Journal Volume 8, Issue 7, 2018 ISSN NO: 2249-2976 https://pramanaresearch.org/ 437
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Kumar Saurabh - Pramana Research Journal

Optimization Of Casting Parameters For Better Surface Finish: A Review
Kumar Saurabh1, Bharat
2, Harpreet singh gorya
3, Gagandeep Mavi
4,
1,2Student, Department of Mechanical Engineering, Chandigarh University
3,4Assistant Professor, Department of Mechanical Engineering, Chandigarh University
Abstract
The nature of the surface complete of the threw piece is a standout amongst the most vital item quality
attributes. We know distinctive throwing forms like sand throwing, gravity bite the dust throwing, low
beyond words, weight pass on throwing, counter incredible, and divergent throwing, turn throwing, lost
wax and lost froth throwing. In sand throwing, when the liquid metal is fills the form, in which the empty
cavity of the coveted shape is available, it might responds with the trim material and discharges the gases.
On the off chance that the gases can't escape from the shape then it might frame opening in the material,
causing porosity (loaded with minor gaps) in the metal throwing. It is the central point of harshness on the
surface of the material.
Keywords: Casting, Casting parameters, Surface finish, Moulding material, Porosity, Surface
roughness, Surface hardness, Gaseous matters.
Introduction
Throwing is an assembling procedure in which a fluid material is generally filled a form,
which contains an empty hole of the coveted shape, and after that permitted to harden.
The cemented part is otherwise called a throwing, which is shot out or broken out of the
shape to finish the procedure. Throwing materials are typically metals or different chilly
setting materials that fix in the wake of combining at least two segments; models are
epoxy, solid, mortar and earth. Throwing is regularly utilized for making complex shapes
that would be generally troublesome or uneconomical to make by other methods.[1]
Throwing is a 6000-year-old process. The most established surviving throwing is a
copper frog from 3200 BC.[2]
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/437

Assembling is the creation of stock for utilize or deal utilizing work and machines,
apparatuses, concoction and organic handling, or definition. The term may allude to a
scope of human movement, from workmanship to innovative, however is most generally
connected to mechanical generation, in which crude materials are changed into completed
merchandise on a substantial scale.[3]
Assembling building or assembling process are the means through which crude materials
are changed into a last item. The assembling procedure starts with the item plan, and
materials particular from which the item is made. These materials are then altered
through assembling procedures to end up the required part.[3]
Throwing Process: Basic Steps
• Industrial Process Description : The metal throwing process has been isolated into
the accompanying five noteworthy tasks:
1. Obtaining the Casting Geometry : The procedure is alluded as the investigation of
the geometry of parts and plans, in order to enhance the life and nature of throwing.
2. Casting Patternmaking : In example making, a physical model of throwing, i.e., an
example is utilized to make the shape. The shape is made by pressing some promptly
framed accumulated materials, such as trim sand, around the example. After the example
is pulled back, its engraving leaves the shape depression that is eventually loaded up with
metal to end up the throwing. n case, the castings is required to be empty, for example, on
account of pipe fittings, extra examples, known as centers, are utilized to build up these
cavities.
3. Coremaking and Molding : In center making, centers are framed, (more often than
not of sand) that are put into a shape pit to frame the inside surface of the throwing. In
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/438
this way the invalidate space between the shape hole surface and the center is the thing
that at last turns into the throwing.
Embellishment is a procedure that comprises of various tasks fundamental to build up a
form for accepting liquid metal.
4. Alloy Melting and Pouring : Melting is a procedure of setting up the liquid
material for throwing. It is for the most part done in a particularly assigned piece of
foundry, and the liquid metal is transported to the pouring territory wherein the molds are
filled.
5. Casting Cleaning : Cleaning is a procedure that alludes to the diverse exercises
performed for the expulsion of sand, scale, and abundance metal from the throwing.
Nonetheless, every one of the activities may not have any significant bearing to each
throwing technique but rather such procedures assume an essential job to consent to
natural guidelines.[4]
Focal points of Casting Process
Throwing process appreciates certain focal points tight clamp versa other forming
procedures, for example, manufacturing, welding, stamping, rolling, expelling, and so on.
The explanations behind the accomplishment of the throwing procedure are:
• Owing to physical properties, a few metals must be thrown since they can't be re-
displayed into bars, poles, plates or different shapes.
• It's a procedure exceptionally versatile to the necessities of large scale
manufacturing. Huge quantities of a given throwing can be delivered rapidly. For
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/439

instance; in the car business there is huge creation of cast motor squares and transmission
cases.
• Certain light metal compounds due to their particular quality and shortcoming, can
be created just as castings.
• Shows amazing bearing characteristics. Shortcoming of Casting • Requires close process control and observing • Shrinkage porosity may happen • Metallic projections • Cracks, hot tearing, cool close • Laps, oxides • Misruns, deficient volume • Inclusions.[5] An area shrewd use of throwing utilization in any modern setup: • Transport : Automobile, aviation, railroads and sending
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/440
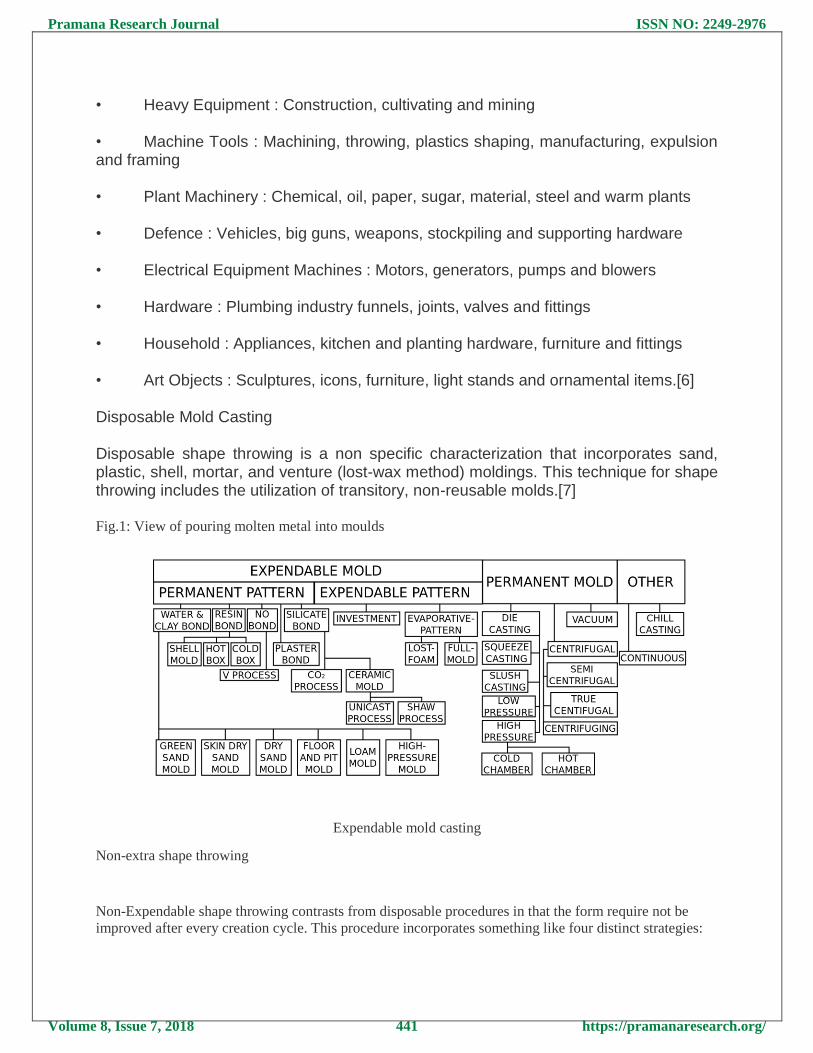
• Heavy Equipment : Construction, cultivating and mining • Machine Tools : Machining, throwing, plastics shaping, manufacturing, expulsion and framing • Plant Machinery : Chemical, oil, paper, sugar, material, steel and warm plants • Defence : Vehicles, big guns, weapons, stockpiling and supporting hardware • Electrical Equipment Machines : Motors, generators, pumps and blowers • Hardware : Plumbing industry funnels, joints, valves and fittings • Household : Appliances, kitchen and planting hardware, furniture and fittings • Art Objects : Sculptures, icons, furniture, light stands and ornamental items.[6] Disposable Mold Casting Disposable shape throwing is a non specific characterization that incorporates sand, plastic, shell, mortar, and venture (lost-wax method) moldings. This technique for shape throwing includes the utilization of transitory, non-reusable molds.[7] Fig.1: View of pouring molten metal into moulds
Expendable mold casting
Non-extra shape throwing
Non-Expendable shape throwing contrasts from disposable procedures in that the form require not be
improved after every creation cycle. This procedure incorporates something like four distinct strategies:
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/441

changeless, bite the dust, radial, and nonstop throwing. This type of throwing likewise results in enhanced
repeatability in parts created and conveys Near Net Shape results.[7]
The gating framework
The gating framework fills some needs, the most imperative being passing on the fluid material to the
form, yet additionally controlling shrinkage, the speed of the fluid, choppiness, and catching dross. The
entryways are generally appended to the thickest piece of the throwing to help with controlling shrinkage.
In particularly extensive castings different doors or sprinters might be required to acquaint metal with in
excess of one point in the form hole. The speed of the material is imperative in light of the fact that if the
material is voyaging too gradually it can cool before totally filling, prompting misruns and chilly close.
On the off chance that the material is moving too quick then the fluid material can disintegrate the form
and taint the last throwing. The shape and length of the gating framework can likewise control how
rapidly the material cools; short round or square channels limit warm loss.[8]
Shrinkage
There are three sorts of shrinkage: shrinkage of the fluid, cementing shrinkage and patternmaker's
shrinkage. The shrinkage of the fluid is once in a while an issue since more material is streaming into the
form behind it. Cementing shrinkage happens on the grounds that metals are less thick as a fluid than a
strong, so amid hardening the metal thickness significantly increments. Patternmaker's shrinkage alludes
to the shrinkage that happens when the material is cooled from the hardening temperature to room
temperature, which happens because of warm contraction.[9]
Risers
Risers, otherwise called feeders, are the most widely recognized method for giving directional cementing.
It supplies fluid metal to the setting throwing to make up for cementing shrinkage. For a riser to work
legitimately the riser must harden after the throwing, else it can't supply fluid metal to shrinkage inside
the throwing. Risers add cost to the throwing on the grounds that it brings down the yield of each
throwing; i.e. more metal is lost as scrap for each throwing. Another approach to advance directional
cementing is by adding chills to the form. A chill is any material which will direct warmth far from the
throwing more quickly than the material utilized for molding.[10]
Surface wrap up
The covered form shows a superior surface complete than the uncoated shape. This is because of the
covering item that was connected before throwing, filling the interstices of the uncoated shape's surface
made by the granular structure of the sand grains, and the layer-by-layer assembling of the form. This
change in surface complete because of the covering is exchanged to the cast device. The distinction of
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/442

hardware surface harshness between the throwing from the uncoated shape and the one from the covered
form isn't exceptionally noteworthy - the arithmetical mean unpleasantness (Ra) and ten-point mean
unpleasantness (Rz) parameters are close. Conceivable reasons incorporate the molecule size of the trim
sand, the pouring temperature of the cast amalgam, and the wetting properties of the aluminum silicon
alloy.[11]
Gating System
Gases During The Manufacture Of A Casting
The liquid metal utilized amid the throwing procedure may trap and contain gases. There are different reasons that gases are ingested into the metal dissolve amid produce. Violent stream of the throwing material through the framework may make it trap gas from the air. Gases might be caught from material or the climate in the cauldron when the liquefy is being readied. Gases might be caught from responses between the liquid metal and the shape material.
Risers
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/443

Since fluid metal has a substantially higher dissolvability than strong metal, as the throwing cements these gases are removed. On the off chance that they can't escape they may shape opening in the material, causing porosity in the metal throwing.
Cast Microfinish Comparator
Regardless of whether an opportunity in a cast material is a consequence of gases or shrinkage is
some of the time hard to tell. On the off chance that the opportunities are round and smooth they are
in all probability an aftereffect of gases. Precise and harsh opportunities are in all likelihood a
consequence of shrinkage. Net unlucky deficiencies of material inside the metal throwing are a
consequence of shrinkage.[12]
Casting Defects
Avoidance Of Gas Defects When Manufacturing A Part By Casting
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/444

• Gases being ousted by the material amid hardening can be disposed of by a legitimate venting
framework in the shape. This can be arranged out amid the assembling configuration period of the
metal throwing process.
• Mitigating the measure of choppiness in the liquid stream will decrease gas assimilation into the
metal.
• Removal of slag will help take out gases and different pollutions in the throwing.
• Gases might be evacuated by flushing a metal liquefy with latent gas.
• Elimination of gases may likewise be proficient by pouring the metal throwing in a vacuum.[12]
Literature review
UdayA.Dabade et al ,2013 blend of plan of investigation and throwing reproduction procedure to
examination the sand and approach deserts in green sand throwing. In first session, utilizing Taguchi
based symmetrical cluster use to purposed of investigation and examination of fluctuation (ANOVA)
demonstrates in chosen parameter and level of dismissal. In second session shrinkage porosity
examination by utilizing reenactment procedure utilizing new gating framework composed. Result shows
new gating framework and feeder decrease in porosity around 15% and yield change 5%.[13]
Lakshman singaram,2010 for enhancing the procedure execution, yield and efficiency, the Taguchi
strategy is most intense method. Green sand throwing process included numerous parameters which
influenced the nature of definite throwing. Utilizing Taguchi strategy prompts enhanced process
parameter execution by advancement of green sand throwing, additionally decrease in process
changeability and throwing surrenders. Additionally ANN (Artificial neural system) display shows the
connection between process execution and quality characteristic.[14]
Adil Mohamed et , al 2011, have done research on feeder plan for throwing. In this paper, a component
based strong displaying coordinated with a fluffy master framework was created. The element based
model had been produced by the creators, to give fabricating data to the fluffy framework application.
The fluffy framework is based on heuristic principles of feeder in paper, to order castings and outline
feeders. Heuristic rules were encoded inside the fluffy framework underway tenets: IF-THEN-ELSE. The
fluffy framework was associated with the model through open database availability database. Results
derived from fuzzification of sources of info and defuzzification of yields
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/445

through surmising process. An outline condition stream graph was worked to assess the results.[15]
M. Dussud et, al , 1996, has completed an examination on minimization of throwing surrenders by
investigating the underlying drivers of some throwing deformities in ABMI businesses. In this paper the
factual examination is meant to advance process parameters at the contextual investigation, i.e.
Akaki Basic Metals Industry (ABMI) in Addis Ababa Ethiopia, to limit major steel throwing surrenders.
This undertaking is proposed to watch only two of the steel throwing absconds which are serious in their
inclination i.e., gas deformities and shrinkage deserts. In request to acquire a delegate exploratory
information it was utilized a factorial test. The relative impact of each factor on the throwing
deformity/porosity/was resolved furthermore, recommendations have been given by utilizing the
Statistical Analysis technique by streamlining the procedure parameters.[16]
Conclusion
Subsequently, when the liquid metal is filled the shape, it might respond with the embellishment material
and discharges a noteworthy amount of vaporous issue is influencing the surface layers of throwing. The
primary part in vaporous issue is water vapor; it relies upon the sand dampness content and the estimation
of bentonite in the sand. The water vapor responds with metal and structures a huge amount of hydrogen,
which is the second primary part of the vaporous issue. The surface of form indicates just little measure of
fragrant hydrocarbons, while the nearness of sweet-smelling hydrocarbons has not been identified.
Hydrocarbon determined qualities are most discernible for the bentonite sand with seacoal, and the
weakest for water glass fortified sands. Studies have affirmed that water glass-reinforced sand molds are
the most secure being used for both the earth and throwing surface quality.
References
Degarmo, E. Paul; Black, J T.; Kohser, Ronald A. (2003), Materials and Processes in Manufacturing
(9th ed.), Wiley, p. 277, ISBN 0-471-65653-4
Ravi, B. (2005), Metal Casting: Computer-Aided Design and Analysis (1st ed.), PHI, ISBN 81-203-
2726-8
https://en.wikipedia.org/wiki/Manufacturing#History_and_development
http://www.themetalcasting.com/casting-process-basic-steps.html
http://www.themetalcasting.com/casting-process-advantages.html
http://www.themetalcasting.com/casting-applications.html
https://en.wikipedia.org/wiki/Casting_(metalworking)
Degarmo, Black & Kohser 2003, p. 284
Degarmo, Black & Kohser 2003, pp. 285–286
Degarmo, Black & Kohser 2003, pp. 286–288.
http://www.scielo.org.za/scielo.php?script=sci_arttext&pid=S2224-78902012000300012
http://thelibraryofmanufacturing.com/metalcasting_gases.html
Uday A. Dabade, Rahul C. Bhedasgaonkar, “Casting defects analysis using design of experiment and
computer aided simulation technique”, Forty-sixth CIRP Conference on Manufacturing System 2013.
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/446

Lakshman shingram,“ improve quality of sand casting using TAGUCHI method and ANN method”
International Journal On Design And Manufacturing System, Vol.4, No.1, January 2010.
Adil Mohamed Elbasheer Ahmed, Mohamed Ibrahim Shukri, WaielFathiAbd El-Wahed, “A Fuzzy
Expert System for Rigging System Design”Journal of Science and Technology 12 (02 ) December
2011 ISSN 1605 – 427X
M. Dussud, S. Galichet, L. Foulloy, and P. Simonnin, “Fuzzy logic control of continuous casting
installations,” in Proc. 13th IFAC World Congress., San Fransisco, CA, 1996, vol. M, pp. 469–474.
Pramana Research Journal
Volume 8, Issue 7, 2018
ISSN NO: 2249-2976
https://pramanaresearch.org/447