JULIO MEJORA DE METODOS 2014
39
Año de la Promoción de la Industria Responsable y Compromiso Climático Lima- Callao. Proyecto de Innovación y Mejora de Métodos En El Proceso De La Producción De La Empresa. Tope para la Pretina en la Producción de Short. HUAMÁN CABALLERO, JULIO Mecánico de Mantenimiento de Máquinas de Confección Textil. 2014 Proyecto de innovación
Transcript of JULIO MEJORA DE METODOS 2014

Año de la Promoción de la IndustriaResponsable y Compromiso Climático
Lima-
Callao.
Proyecto de Innovación y Mejora de Métodos En
El Proceso De La Producción De La Empresa.
Tope para la Pretina en la Producción de
Short.
HUAMÁN CABALLERO, JULIO
Mecánico de Mantenimiento de Máquinas de
Confección Textil.
2014Proyecto de innovación

ÍNDICE:
1. Caratula2. Índice3. Dedicatoria4. Presentación del participante5. Introducción6. Denominación del proyecto de innovación7. Antecedentes
•Reseña histórica•Misión visión de la empresa
8. Perfil de la empresa9. Ubicación de la empresa10. Área de aplicación de la mejora11. Descripción de la mejora12. Diagrama de Pareto13. Diagrama de Ishikawa14. Diagrama de operaciones del proceso15. Diagrama de análisis de proceso actual16. Diagrama de análisis de proceso mejorado17. Cuadro comparativo18. Materiales y costos19. Sustentación de costos20. Conclusiones21. Recomendaciones22. Bibliografías
Proyecto de innovación

DEDICATORIA:
Este trabajo les
dedico a mi familia,
amigos y a todas las
personas que me
apoyaron en este
Proyecto de innovación

proceso de aprendizaje
durante estos últimos
2 años.
PRESENTACIÓN DEL PARTICIPANTE:
Alumno : Huamán Caballero, Julio Cesar
N° Matricula : 633436
Ocupación : Mecánica De Mantenimiento De Maquinas De Confección Textil
Programa : Aprendizaje Dual
Semestre : V Semestre
C.F.P/U.O : Escuela de Confecciones De Prendas De vestir.
Instructor : Montoya Diez, Walter
Proyecto de innovación

INTRODUCCIÓN:
Las empresas textiles buscan aumentar y
mejorar su producción tanto en la calidad
como en la efectividad de la entrega por
lo que busca maneras o recursos de
mejoras su trabajo.
Por cual motivo el encargado de
mantenimiento trata, busca, inventa,
mejora las condiciones de trabajo o
nuevos métodos para la mejora del
Proyecto de innovación

producto en global para poder competir en
el mundo de la competitividad global que
obliga a las empresas a mejorar
continuamente y buscar nuevas maneras de
reducir el tiempo y mejorar la calidad.
ANTECEDENTES:
Reseña de la Empresa:
Desde 1994, STT PERU IMPORT es una compañía líder en la importación y comercialización de Máquinas decoser industriales, Maquinas especiales y Bordadorascon tecnología de punta.
Proyecto de innovación

Sus proveedores se ubican entre las marcas másreconocidas a nivel mundial, por ello que puedenofrecer productos de alta calidad. Esto sumado a laexperiencia, es lo que nos permite seguir innovando,creciendo y revolucionando el mundo de la industriade la confección en el Perú.
La calidad, el servicio, la seriedad, la confianza y la cordialidad son los pilares fundamentales de su filosofía de trabajo.
MISIÓN:
La empresa busca continuamente seguir innovando en los temas de producción y dar mayor facilidad a las empresas y seguir complaciendo las necesidades de los clientes para dar una mayor satisfacción en el trabajo realizado.
Proyecto de innovación

VISIÓN:
Se busca ser una empresa muy reconocida por elservicio brindado y por la responsabilidad quetiene en la entrega de los productos.
UBICACIÓN DE LA EMPRESA:
Proyecto de innovación

Perfil de la Empresa:
Es una empresa seria que trabaja con los
pilares de calidad, servicio y cordialidad
para lograr una mayor acogida en sus clientes.
Proyecto de innovación

Nos identificamos por ser una empresa de alta
calidad que trata de innovar y estar acorde a
los nuevos avances que se ofrecen en el área
de la confección.
La empresa tiene una larga trayectoria en el
sector de distribución y venta de máquinas de
industriales de confección textil
Área De Aplicación De La Mejora:
Especialmente la mejora va dirigida hacia los que se dedican
Proyecto de innovación

a la elaboración de los shorts deportivos, ya que les permitirá
confección de la prenda de una manera más rápida y sencilla,
lo que incrementara la producción y las ganancias en la
empresa.
La mejora seria directamente aprovechada en el
área de producción para el mayor avance del
producto y facilitar al operario y solo
dedicarse al avance del trabajo solo colocando
la prenda en el tope.
Proyecto de innovación

Objetivos de la mejora:
Mejorar la calidad de los productos
Evitar la compostura en las prendas
Innovar con nuevos implementos y/o
aditamentos.
Ayudar al operario para que llegue a su
100% de producción
Reducir los costos en el personal.
Proyecto de innovación
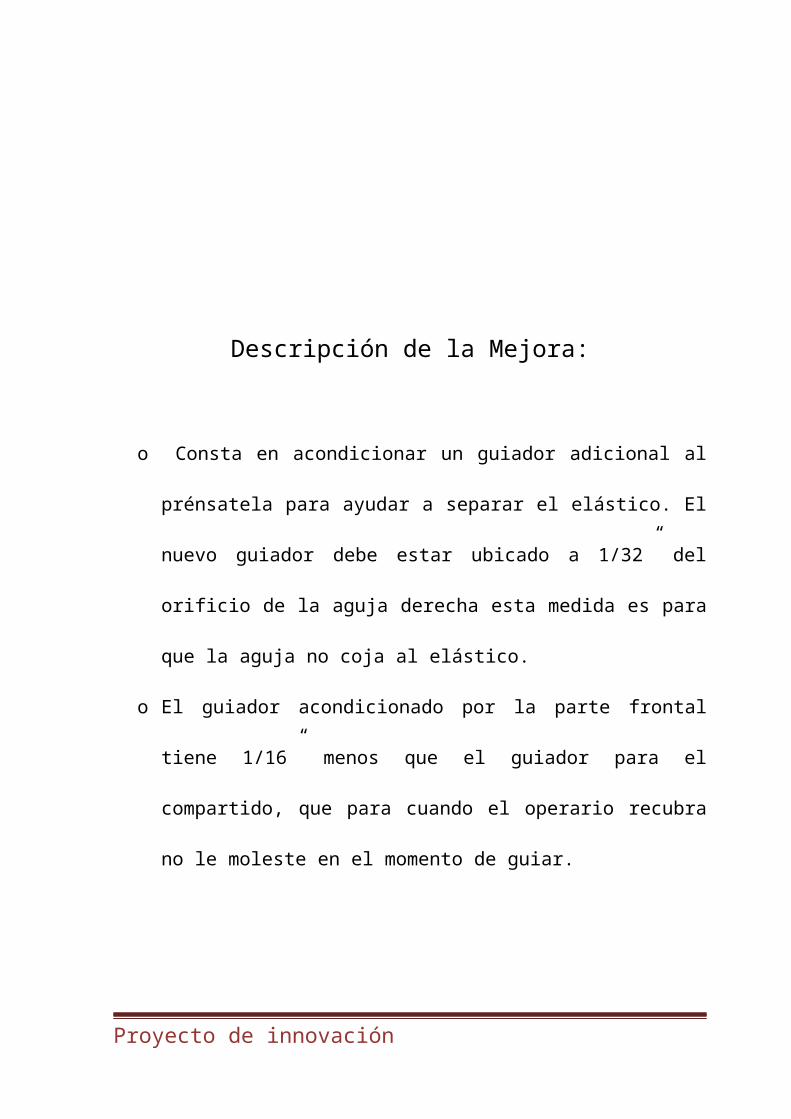
Descripción de la Mejora:
o Consta en acondicionar un guiador adicional al
prénsatela para ayudar a separar el elástico. El
nuevo guiador debe estar ubicado a 1/32” del
orificio de la aguja derecha esta medida es para
que la aguja no coja al elástico.
o El guiador acondicionado por la parte frontal
tiene 1/16” menos que el guiador para el
compartido, que para cuando el operario recubra
no le moleste en el momento de guiar.
Proyecto de innovación

o El guiador para el elástico tiene que estar
soldado hasta pasar1/4 del orificio de ingreso
de la aguja
o El guiador para separar el elástico debe ser
1/64” más pequeño que el guiador par el
recubierto compartido.
Objetivo Cualitativo y Cuantitativo
Proyecto de innovación

El objetivo cualitativo de esta mejora es el de aumentar la producción y ser confiables tanto para el operario como para la empresa y realizar los trabajos en el tiempo propuesto. En resumen los objetivos son terminar la prenda en el menor tiempo posible y tener un buen acabado, satisfacer al cliente con nuestros servicios brindados para conseguir unmayor reconocimiento en el mercado de la confección.
Los objetivos cuantitativos Son los objetivos que la empresa fija para obtener unos mejores resultados económicos, que generalmente quierever cumplidos a corto plazo. Entre otros destacamos:
- Previsión de ventas en productos.- Previsión de ventas por zonas geográficas.- Previsión de ventas por vendedores.- Número de visitas.- Número de pedidos
Proyecto de innovación

DEFECTOS DE LA PRENDA NRO DE PRENDAS
%
1. Demora hacer la pretina 20 40%
2. Prenda mal ojalado 8 16%3. Se forman composturas 5 10%
4. Elástico descentrado 2 4%
5. Salto de puntadas 2 4%6. Etiqueta descentrada 2 4%
7. Manchas de aceite2 4%
8. Picado de agujas 2 4%9. Falta de accesorios 2 4%10. Material mal estado 2 4%
11. Compostura en la prenda 1 2%
12. Embolsado en la basta 1 2%
13. Otros 1 2%
TOTAL DE ERRORES 50 100%
Diagrama de Pareto:
Proyecto de innovación

DIAGRAMA DE CAUSA Y EFECTO:
Consiste en una representación gráfica sencilla en laque puede verse de manera relacional una especie de espina central, que es una línea en el plano horizontal, representando el problema a analizar, quese escribe a su derecha. Es una de las diversas herramientas surgidas a lo largo del siglo XX en ámbitos de la industria y posteriormente en el de losservicios, para facilitar el análisis de problemas y sus soluciones en esferas como lo son; calidad de losprocesos, los productos y servicios. Fue concebido por el licenciado en química japonés Dr. Kaoru Ishikawa en el año 1943.
OBJETIVO:
Definir las reglas básicas a seguir para la
construcción y la correcta
Interpretación de los Diagramas Causa-Efecto,
resaltando las situaciones en que pueden o deben ser
utilizados.
Es de aplicación a todas aquellas reuniones y
situaciones en las que es necesario buscar y/o
estructurar relaciones lógicas causa-efecto.
Su utilización será beneficiosa para el desarrollo de
los proyectos abordados por los Equipos y Grupos de
Mejora, y por todos aquellos individuos u organismos
que estén implicados en la mejora de la calidad.
Proyecto de innovación

Además se recomienda su uso como herramienta de
trabajo dentro de las actividades habituales de
gestión.
Las características que debe tener son los
siguientes:
Impacto visual
Capacidad de comunicación
Proyecto de innovación

Control decalidad
insuficiente
Falta deexperienciadel personal
Capacitar alpersonalencargado
Falta deMantenimien
to
Falta deguiadores
Piezasgastadas
Mecanismos enmal estado
Falta decomodidad
Área detrabajo enmal estado
Mal estadode los
materiales aFalta de
incentivospersonales
Limitacionesy
privaciones
Proyecto de innovación
PERDIDA DE TIEMPOEN LA OPERACIÓN DEPEGADO DE PRETINA
DE SHORT
OPERARIO MANTENIMIENTO
MÉTODOSMaquinasMedio Ambiente
Materiales

LAS 5 “S”:¿Qué son las 5 S?
Es una práctica de Calidad ideada enJapón referida al “MantenimientoIntegral” de la empresa, no sólo demaquinaria, equipo e infraestructurasino del mantenimiento del entorno detrabajo por parte de todos.
En Ingles se ha dado en llamar“housekeeping” que traducido es “seramos de casa también en el trabajo”.
¿QUÉ BENEFICIOS APORTAN LAS 5S?
1.La implantación de las 5S se basa en el trabajo enequipo.
2.Los trabajadores se comprometen.3.Se valoran sus aportaciones y conocimiento.4.LA MEJORA CONTINUA SE HACE UNA TAREA DE TODOS.
Conseguimos una MAYOR PRODUCTIVIDAD que se traduce en:
1.Menos productos defectuosos.2.Menos averías.3.Menor nivel de existencias o inventarios.4.Menos accidentes.5.Menos movimientos y traslados inútiles.6.Menor tiempo para el cambio de herramientas.
Lograr un MEJOR LUGAR DE TRABAJO para todos, puesto queconseguimos:
1.Más espacio.
Proyecto de innovación

2.Orgullo del lugar en el que se trabaja.3.Mejor imagen ante nuestros clientes.4.Mayor cooperación y trabajo en equipo.5.Mayor compromiso y responsabilidad en las tareas.6.Mayor conocimiento del puesto
Proyecto de innovación

ANALISIS DE LA MEJORADESCRIPCION DETALLADA DE LA CONSTRUCCION DE LA PRENDA
A. PROPOSITO
¿Por qué se hace?Porque es una de las operaciones q se puede mejorar.
¿Qué otra cosa podría hacerse?Adaptar un guiador al prénsatela de la maquina
¿Qué debería hacerse?Cambiar el método de trabajo.
B. OBJETIVO.
¿En qué se hace?En una máquina recubridora
¿Por qué se hace ahí?Porque es la adecuada para el trabajo
C. SUCESION
¿Cuándo se hace?Puesto que es una operación final se hace al últimopara terminar la prenda
Proyecto de innovación

¿Por qué se hace en ese momento?Porque es el momento preciso en que el material estápreparado para realizar la operación.
D.PERSONA
¿Quién lo hace?El operario.
¿Por qué lo hace él?Porque es el indicado, ya que domina esta operación.
E.MEDIOS ¿Cómo lo hace?Primero se remalla el elástico y luego con la maquinarecubridora con dos agujas se procede a pretinar laprenda.
¿Por qué se hace de ese modo?Porque es el método más conocido y más utilizado parahacer la pretina del short.
Proyecto de innovación

Proyecto de innovación

DIAGRAMA DE OPERACION DEL PROCESO:
D.O.P DE UN SHORT
Elástico Bolsillo
Proyecto de innovación
Marcar para pegarbolsillo
T.S: 0.060” MRPegar bolsillo en la
parte trasera
CerrarcostadosT.S: 0.060”
REHacer labasta
T.S: 0.180”RCRemallar el
elásticoT.S: 0.120” REPretinar laprenda
T.S: 086” RC
Hacer losojales
T.S: 0.060” OJ
DoblarT.S:
CortarT.S:
0.060”
Pasar lapita
T.S: 0.120”
Inspecci
MAQUINAS T.S CM
RECTA 0.180”
2
REMALLE 0.180”
2
RECUBRIDORA
0.266”
2
OJAL 0.060”
1
MANUAL 0.200
3
INSPECCION 0.00 1
TOTAL 14.46´

Producción del short (método actual)
Coger prenda
Cortar el hilo
Proyecto de innovación
Cogerprenda
T.S: 0.005”Introducir a la recubridoraT.S: 0.010”RecubrirT.S: 0.085” RC
Inspeccionar un tramoT.S: 0.020” Cortar el hiloT.S: 0.020”
Empalmar costurasT.S: 0.020” RC
Cortar el hiloT.S: 0.020”
InspeccionarT.S: .0020”
Dejar prenda en la mesaT.S: 0.010”
MAQUINAS T.S CMRECUBRIDORA 0.105
”2
INSPECCION 0.040”
2
MANUAL 0.065”
5
TOTAL 3.30´

RECUBIERTO DE PRETINA (método mejorado)
Proyecto de innovación
Cogerprenda
T.S: 0.005”Introducir a la recubridoraT.S: 0.010”RecubrirT.S: 0.065” RC
Cortar el hiloT.S: 0.020”
Empalmar costurasT.S: 0.020” RC
InspeccionarT.S: .0020”
Dejar prenda en la mesaT.S: 0.010”

DIAGRAMA DE ANALISIS DEL PROCESO(DAP) actual:
DIAGRAMA DE ANALISIS DE PROCESOS METODO ACTUAL
EMPRESA: STTPERU IMPORT
DEPARTAMENTO:MECANICO DE MANTT.DE CONFFECCION TEXTIL
PROYECTO: Tope para la pretina en laproducción de short
SECCION: MECANICA DE MANTENIMIENTO FECHA: 21/05/2014RESUMEN METD.
ACTUALMETD. MEJORADO
DIFERENCIA METD. ACT.
OPERACIONES 6 METD. MEJ.TRANSPORTE INICIO:INSPECCION 2 TÉRMINO:ALMACENAJE 1 ESTUDIO HOMBRE MAQUINADEMORA CROQUIS Recubridora
TOTAL 9 DIBUJOSTIEMPO TOTALMIN.
PLANOS
N° DESCRIPCION TIEMPO DIST. OBS.1. Coger prenda 0.005”2. Introducir a la
Rec.0.010”
3. Recubrir 0.085”4. Inspeccionar un
tramo0.020”
Proyecto de innovación
MAQUINAS T.S CM
RECUBRIDORA 0.085” 2
INSPECCION 0.020” 1
MANUAL 0.045” 4
TOTAL 2.25´

5. Cortar hilo 0.020”6. Empalmar costuras 0.020”7. Cortar el hilo 0.020”8. inspeccionar 0.020”9. Dejar prenda en la
mesa0.010”
DIAGRAMA DE ANALISIS DEL PROCESO (D.A.P.)mejorado:
DIAGRAMA DE ANALISIS DE PROCESOS METODO MEJORADO
EMPRESA: STTPERU IMPORT
DEPARTAMENTO:MECANICO DE MANTT.DE CONFFECCION TEXTIL
PROYECTO: Tope para la pretina en laproducción de short
SECCION: MECANICA DE MANTENIMIENTO FECHA: 21/05/2014RESUMEN METD.
ACTUALMETD. MEJORADO
DIFERENCIA METD. ACT.
OPERACIONES 6 5 METD. MEJ.TRANSPORTE INICIO:INSPECCION 2 1 TÉRMINO:ALMACENAJE 1 1 ESTUDIO HOMBRE MAQUINADEMORA CROQUIS Recubridora
TOTAL 9 7 DIBUJOSTIEMPO TOTALMIN.
PLANOS
N° DESCRIPCION DIST. TIEMPO OBS.1.2. Coger prenda 0.005”
Proyecto de innovación
3. Introducir en la maq.
0.010”
4. Recubrir la prenda 0.065”5. Cortar el hilo 0.020”6. Empalmar costuras 0.020”7. inspeccionar 0.020”8. Dejar prenda en la
mesa0.010”
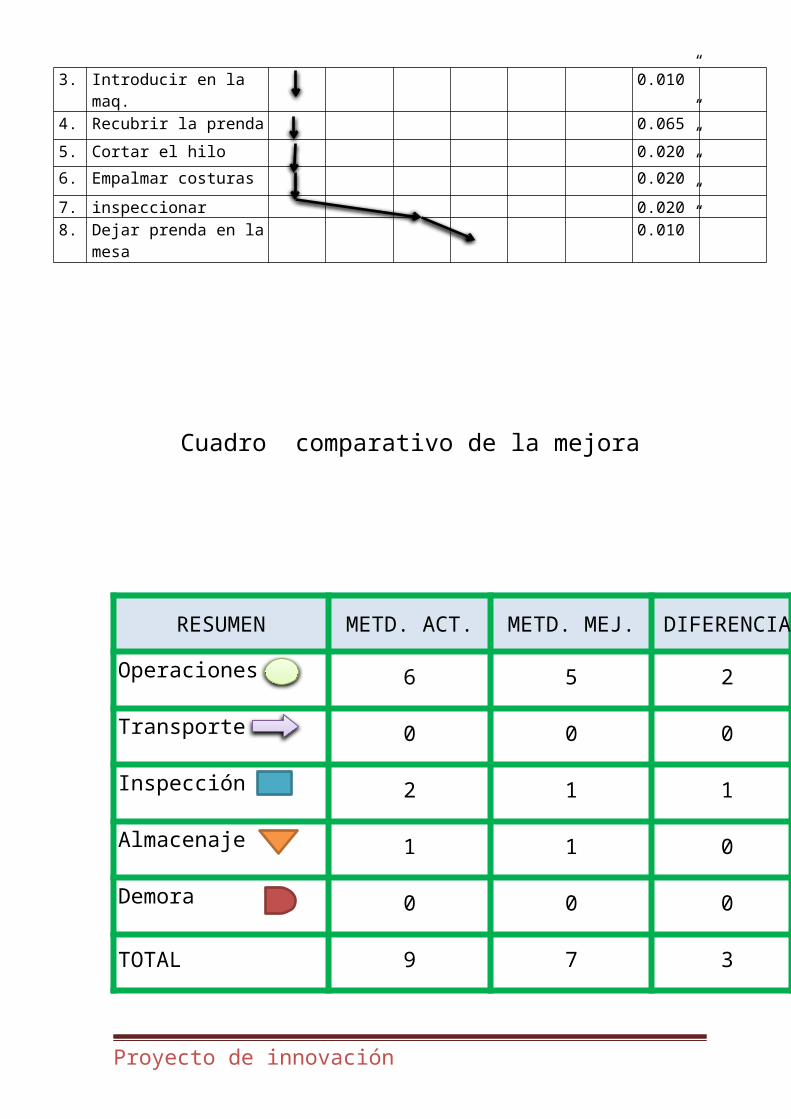
Cuadro comparativo de la mejora
RESUMEN METD. ACT. METD. MEJ. DIFERENCIA
Operaciones 6 5 2
Transporte 0 0 0
Inspección 2 1 1
Almacenaje 1 1 0
Demora 0 0 0
TOTAL 9 7 3
Proyecto de innovación

COSTO DE LA MEJORA
Materiales Valor S/
Estaño 1.50
Grasa parasoldar 1.00
clip 1.00
Proyecto de innovación

Mano de obra 30
CUADRO COMPARATIVO:
TIEMPO MET.ACTUAL
MET.MEJORADO
DIFERENCIA
T.standard
18.76 18.03 0.73
Por hora 3 4 1
Por día 30 40 10
Proyecto de innovación
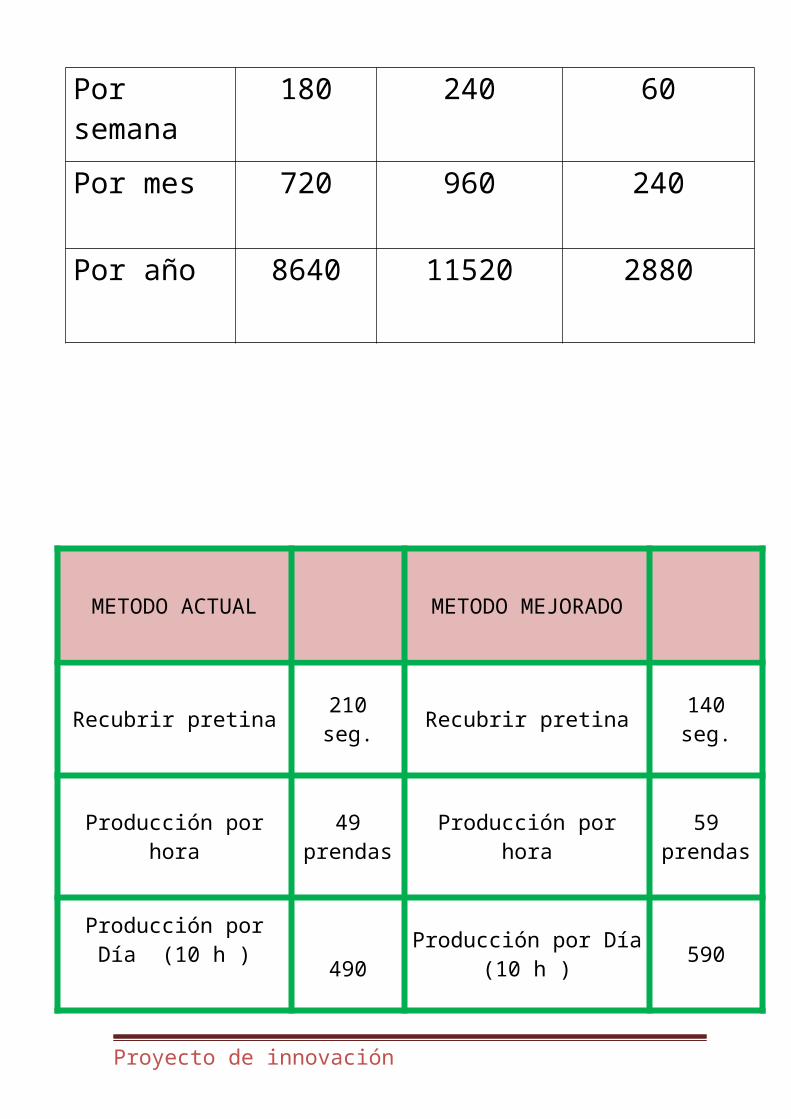
Porsemana
180 240 60
Por mes 720 960 240
Por año 8640 11520 2880
METODO ACTUAL METODO MEJORADO
Recubrir pretina 210seg. Recubrir pretina 140
seg.
Producción porhora
49prendas
Producción porhora
59prendas
Producción porDía (10 h ) 490
Producción por Día(10 h ) 590
Proyecto de innovación

PORCENTAJE DE EFICIENCIA:
590 – 490= 100
490-------------------100 %100------------------- X
Proyecto de innovación

X=(100 x 100 / 490)= 20.4%
Con esta mejora se logró subirla eficiencia del operario enun 20%
CONCLUSIONES:
Proyecto de innovación

o Con la mejora se logra aumentar la
producción en un 20% del método
antiguo.
o Como el recubierto de pretina es
una operación final la empresa
logra tener una ganancia por
prendas terminadas con el método
mejorado de 100 prendas demás del
Proyecto de innovación

método antiguo equivalente a S/.
500.
RECOMENDACIONES:
CUANDO SE PREPARA EL GUIADOR:
Tener cuidado al manipular el ácido
muriático, ya que al ser un material
inflamable puede dañar la vista, se
recomienda manipular con cuidado.
Proyecto de innovación

Cuando se ha utilizado el guiador por
varios días verificar si el separador
de elástico no se haya astillado por
estar en contacto con los impelentes si
fuese así pulir para evitar que pique
la prenda.
BIBLIOGRAFIA:
Mejora de métodos en el trabajo
Proyecto de innovación

Libro de formación y creación de empresas
Proyecto de innovación