
Mineralogical comparison of agriculturally acidified and naturally acidic soils
Upload
suleyman-demirelCategory
view
5download
0
Granular Matter (2011) 13:623–629DOI 10.1007/s10035-011-0270-7
ORIGINAL PAPER
Investigation of breakage behavior of different mineralogicaland morphological characteristic pumices
Vedat Deniz · Serkan Çayırlı · Yakup Umucu
Received: 8 January 2011 / Published online: 5 May 2011© Springer-Verlag 2011
Abstract The objective of this study is to analyze dry grind-ing behavior of four different pumices in terms of Bondgrindability value, selection and breakage parameters values.For this purpose, firstly, Bond grindability test were made forfour pumices. Then, eight different mono-size fractions foreach of pumices were carried out between 1.7 and 0.106 mmformed by a
√2 sieve series, and ground batch wise in a
laboratory ball mill for determination of breakage parame-ters. Finally, Si and Bi, j equations were determined from thesize distributions at different grinding times, and the modelparameters (Si , aT , α, γ, β and φ j ) were compared for fourdifferent pumice samples.
Keywords Grinding · Pumice · Breakage behavior ·Mineralogical properties · Morphological properties
List of Symbols
J Fraction of mill volume filled by the ball bedfc Fraction of mill volume filled by the powder bedU Fraction of the interstices of the ball bed filled
by powderW Total powder mass in the millt Grinding time ( min)
V. Deniz (B)Department of Chemical Engineering, Hitit University, Çorum,Turkeye-mail: [email protected]
S. ÇayırlıDepartment of Mining Engineering, Osmangazi University,Eskisehir, Turkey
Y. UmucuDepartment of Mining Engineering, Süleyman Demirel University,Isparta, Turkey
w1(t) Weight fraction of mill hold-up that is of size 1at time t
i An integer indexing a√
2 screen intervalSi Specific rate of breakage (min−1)
Xi The upper limits of the size interval indexedby i ( mm)
aT Model parameterα Model parameterbi, j Breakage distribution function, part of interval j
falling into interval iBi, j Cumulative breakage distribution functionPi (0) Cumulative weight fraction at time 0 for size
interval iPi (t) Cumulative weight fraction at time t for size
interval iγ Model parameterβ Model parameterφ j Model parameterδ Model parameterGbg Bond grindability index (g/rev)
1 Introduction
The pumice is a natural volcanic material that is used in aschemical granular additive, dental polisher, abrasive, cos-metic, cement, concrete, ceramic and glass industry. In theseindustries, fine grinding of pumice is generally needed [1].
Energy consumed is very large in these crushing and grind-ing processes. Comminution is a large consumer of energy,consuming 3–4% of the electricity generated worldwide andcomprising up to 70% of all energy required in a typicalplant, and one of the most important unit operations in min-eral processing, chemical and cement plants. There are many
123

624 V. Deniz et al.
grinders manufactured and many varieties of machines madefor grinding minerals. To make an appropriate choice amongall these alternatives is a difficult problem [2–4].
Depending on the physical properties of the material, i.e.its hardness, brittleness, strength and grindability, the break-age parameters are bound to vary from material to material.The fraction undergoing size reduction does so by produc-ing a whole range of daughter fragments depending on thephysical characteristics of the material [5].
The grinding process has many variables and some aredifficult to understand. The grindability of a material is theonly factor used to determine the required size of a grindingmachine. Although, Bond grindability test is widely used tothe estimate power required of an industrial grinding mill.Recently, kinetic model has been mostly used to the designof grinding circuits [2,6].
The analysis of grinding in the ball mill uses the conceptsof selection and cumulative breakage distribution functions.The selection function (specific rate of breakage) is definedas the fraction by weight of particles of given size i whichare selected and broken per unit time of grinding. The valuevaries with size and denoted by Si . The cumulative break-age distribution function, Bi, j , is defined as the fraction byweight of breakage products from size j which fall belowsize i , where i ≤ j [2,4,7].
The analyses of size reduction in tumbling ball mills, usingthe concepts of specific rate of breakage and primary daugh-ter fragment distributions, have received considerable atten-tion in years. Austin has reviewed the advantages of thisapproach and the scale-up of laboratory data to full-scalemills has also been discussed in a number of papers [8].
This paper presents a comparison of the breakage param-eters of four pumice samples which have different chem-ical, mineralogical and morphological compositions underthe same conditions in a laboratory ball mill.
2 Theory
Population balance modelling is a widely used tool for thequantitative analysis of comminution processes at the pro-cess length scale. The traditional size-discrete form of thepopulation balance equation for batch comminution is linearand assumes first-order breakage kinetics [9].
dwi (t)
dt= −Si Wi (t) +
i−1∑
j=1
bi j S j W j (t), (1)
Thus, the breakage rate of material that is in the top sizeinterval can be expressed as:
−dw1
dt= S1w1(t) (2)
Assuming that S1 does not change with time (that is, a first-order breakage process), this equation integrates to
log(w1(t)) − log(w1(0)) = −S1t
2.3(3)
where w1(t) is the weight fraction of the mill hold-up that isof size 1 at time t and S1 is the specific rate of breakage. Theformula proposed by Austin et al. [7] for the variation of thespecific rate of breakage Si with particle size is
Si = aT Xαi (4)
where Xi is the upper limits of the size interval indexed byi , mm, and aT and α are model parameters that depend onthe properties of the material and the grinding conditions.The value of α is a positive number, which is characteristicof the material (providing the test conditions are in the nor-mal operating range), but the value of aT varies with the millconditions.
The cumulative primary breakage distribution (Bi j ) is alsodefined in an empirical form [10] by
Bi, j = φ j[Xi − 1/X j
]γ + (1 − φ j )[Xi − 1/X j
]βn ≥ i〉 j
(5)
φ j = φ1 [Xi/X1]−δ (6)
where X1 is the top size, and Bi, j is the weight fraction ofprimary breakage products. δ, φ j , γ, and β are model param-eters that depend on the properties of the material. If Bi, j
values are independent of the initial size, i.e. dimensionallynormalisable, then δ is zero [7].
On plotting experimentally determined Bi,1 values ver-sus xi on log-log scales, the slope of the lower straight lineportion of the curve gives the value of γ, ϕ j is the interceptof this part of the line extrapolated to x2, and β is determinedto make the function fit the upper part of the curve. The slopeof the lower portion of the Bi, j curve can be denoted by γ
with smaller values of γ indicating that once particles of acertain size break, they produce many much smaller progenyfragments. Thus γ is a convenient and measurable parame-ter for characterizing material oriented breakage properties[11].
3 Experimental procedure
3.1 Material and method
Four pumice samples taken from different regions of Turkey,which are called Isparta, Kars, Nevsehir and Kayseri, wereused as the experimental materials. The chemical propertiesof pumice samples were presented in Table 1.
123

Investigation of breakage behavior of different mineralogical and morphological characteristic pumices 625
Table 1 Chemical compositionof pumice samples used in theexperimental work
Oxides (%) Isparta Kars Nevsehir Kayseri
SiO2 71.20 72.30 73.36 67.40
Al2O3 13.01 10.26 10.30 11.63
CaO 5.94 6.52 6.69 7.18
Na2O 3.06 2.95 3.12 3.06
Fe2O3 1.80 1.62 2.13 3.29
K2O 1.88 1.65 1.72 1.88
MgO 0.96 0.14 0.17 0.85
TiO2 0.76 0.28 0.28 0.76
SO3 0.00 0.01 0.01 0.00
Loss on ignition 1.33 3.44 2.18 3.78
Fig. 1 SEM image of the Isparta pumice
3.2 Mineralogical and morphological analysis
Mineralogical investigations were conducted using polariza-tion microscopy, and a scanning electron microscope (SEM)was used to observe the morphology of pumice samples.SEM images obtained at same magnifications of pumicesto make accurate comparisons were shown in Figs. 1, 2, 3, 4.
In the mineralogical analysis of Isparta pumice, quartz,oxidised biotite and hornblende minerals were observed. Inaddition, sanidine, which is alkali-feldspar mineral, was alsoseen present. Plagioclase minerals in the Isparta pumice werecoarser than other pumices. Sanidine, pyroxene and feldsparminerals, abrasive minerals in Isparta pumice, were lesserthan both the Kars and the Nevsehir pumices. The Isparta
Fig. 2 SEM image of the Kars pumice
pumice (Fig. 1) was more porous, with smaller pore diame-ters, than the Kars and the Nevsehir pumices.
The Kars pumice had oxidised biotite, feldspar, pyroxeneand sanidine minerals. Abrasive minerals in the Kars pumicewere rather more than the Nevsehir and the Kayseri pum-ices. The Kars pumice (Fig. 2) had more porosity than theNevsehir pumice, and had lesser porous than the Isparta andthe Kayseri pumices.
The Nevsehir pumice had decomposed feldspar mineralsand pyroxene minerals. Opaced and place-to-place limoni-tized biotite minerals were seen present. There were placeswhere pyroxene, biotite and plagioclase minerals accumu-lated. Abrasive minerals such as feldspar, sanidine, pyroxene
123

626 V. Deniz et al.
Fig. 3 SEM image of the Nevsehir pumice
Fig. 4 SEM image of the Kayseri pumice
and amphibole were rather more. The Nevsehir pumice(Fig. 3) had lesser porosity than other pumices.
Under polarize microscope of the Kayseri pumice, theminerals of plagioclase, sanidine, biotite, hornblende andopacite mineral within glassing matrix were observed. The
Kayseri pumice (Fig. 4) had hypro-cristalin, vitrofiric andmore porous, with larger pore lengths, than other pumices.
3.3 Grinding tests
Firstly, Standard Bond grindability tests were made for fourpumice samples, which are called Isparta, Kars, Nevsehirand Kayseri. Result of tests, Bond grindability values ofpumices were 1.82, 1.88, 1.95, and 2.05 g/rev, respectively.The standard set of grinding conditions used was shown inTable 2, for a laboratory mill of 6283 cm3 volume. Eight par-ticle size fractions (−1.7 + 1.18,−1.18 + 0.850,−0.850 +0.600,−0.600 + 0.425,−0.425 + 0.300,−0.300 + 0.212,
−0.212 + 0.150,−0.150 + 0.106 mm) were prepared andground batch wise in a laboratory-scale ball mill for deter-mination of the specific rate of breakage. Each sample wastaken out of the mill and a dry sieved product size analysiswas carried out.
4 Results and discussion
4.1 Determination of S function
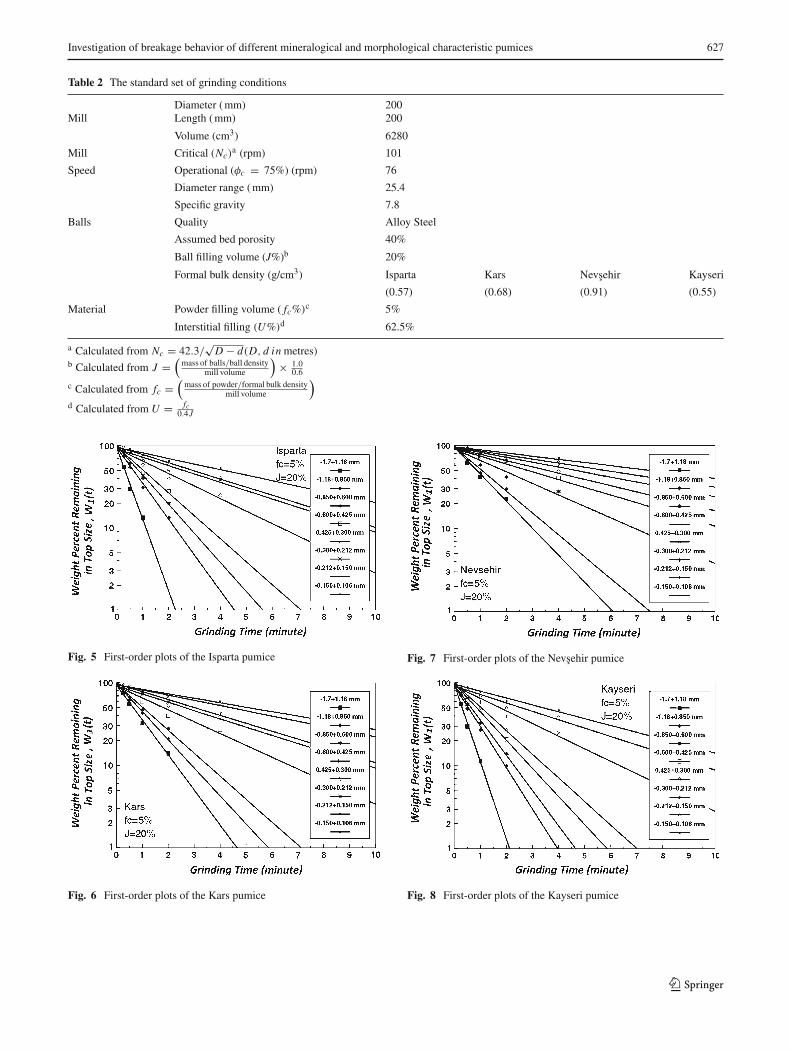
The first-order plots for various feed size of four differentpumices were shown in Figs. 5, 6, 7, 8. The results indi-cated that grinding of all size fractions, four samples couldbe described by the first-order law. In additional, parametersof specific rate of breakage to supply by first-order plots weregiven in Table 3.
The specific rates of breakage of each mono-size frac-tion, that exhibited first-order grinding kinetic behavior, weredetermined from the slope of straight-line of the first-orderplots. In Fig. 9, Si values of the four samples used were givenas a function of time.
The four pumice samples demonstrated entirely differ-ent characteristics in the selection function. As the feed sizesincrease, the Si values increased proportionally for four pum-ices minerals.
The values of the estimated values of aT and α for all thematerials were given in Table 3. From the Table 3, it wasseen that the Kars pumice broken faster than the Nevsehirpumice and slower than the Isparta and the Kayseri pumicein terms of the aT values. With very large rates of disappear-ance of the top size interval and higher α values, both theKayseri and the Isparta pumice given higher breakage ratesfor particles of all size ranges, while the Kars pumice withits grindability value lying between these others three pum-ices had values similar to that of a harder grind material likethe Isparta pumice, resulting insignificantly lower breakagerates for all particle sizes.
The aT value is 1.052 min−1 for the Nevsehir pumice,while the aT value is 1.982 min−1 with for the Kayseri
123
Investigation of breakage behavior of different mineralogical and morphological characteristic pumices 627
Table 2 The standard set of grinding conditions
Diameter ( mm) 200Mill Length ( mm) 200
Volume (cm3) 6280
Mill Critical (Nc)a (rpm) 101
Speed Operational (φc = 75%) (rpm) 76
Diameter range ( mm) 25.4
Specific gravity 7.8
Balls Quality Alloy Steel
Assumed bed porosity 40%
Ball filling volume (J%)b 20%
Formal bulk density (g/cm3) Isparta Kars Nevsehir Kayseri
(0.57) (0.68) (0.91) (0.55)
Material Powder filling volume ( fc%)c 5%
Interstitial filling (U%)d 62.5%
a Calculated from Nc = 42.3/√
D − d(D, d in metres)b Calculated from J =
(mass of balls/ball density
mill volume
)× 1.0
0.6
c Calculated from fc =(
mass of powder/formal bulk densitymill volume
)
d Calculated from U = fc0.4J
Fig. 5 First-order plots of the Isparta pumice
Fig. 6 First-order plots of the Kars pumice
Fig. 7 First-order plots of the Nevsehir pumice
Fig. 8 First-order plots of the Kayseri pumice
123

628 V. Deniz et al.
pumice when ground with the ball diameter of 25.4 mm at thesame conditions. From aT values experimentally obtained,grinding was faster for the Kayseri pumice than other pumice.The breakage parameters obtained showed that the Ispartapumice was broken slower than Kayseri pumice and fasterthan the Kars and Nevsehir pumice in terms of the aT valuesreported previously at the same experimental conditions.
4.2 Determination of B function
The slope of the lower portion of the Bi, j curve denoted by γ
is also a convenient and measurable parameter for character-izing material oriented breakage properties. It characterizesthe relative amount of fines produced from the breakage ofthe top size material and therefore directly relates to the effi-ciency of the grinding process. A higher value of γ impliesthat the progeny fragments are coarser, i.e., their size is closerto the size of the parent material being broken and that grind-ing is taking place at a slow rate. On the other hand, a lowervalue of γ would imply more effective breakage action withhigh production of fines. In general, softer materials woulddisplay lower values of γ as compared to harder materials[12].
By definition, the values of B were determined from thesize distributions at short grinding times. The parameterswere determined according to the BII method [6], and Table 3shows the fitted values, while their graphical representationwas given in Fig. 10. Every pumice samples showed a typi-cal normalised behavior, and the progeny distribution did notdepend on the particle size, and it followed that the parameterδ was zero. Model parameters supply by cumulative distri-bution and these parameters were given in Table 3.
The values of γ, φ j and β were in conformity with theinconsistent behavior of materials with easer grindability andnear orderly behavior of the Isparta, the Kars and the Nevsehirpumices.
It can be seen from the data in Table 3 that the parametervalues (φ and β) were specifically shown as an increasingtrend based on their Bond grindability values. However, γ
value shown as an increasing trend based on Gbg excludingthe Kayseri pumice. For all the pumices laying in this grinda-bility range it was noticed that γ, φ and β were increasing—the net effect being that the Gbg values of all these materialsshowed an increasing trend for particles in all the size rangesand the only exception in this case was the Kayseri pumice(Fig. 4) with much lengthy pores.
The Kayseri pumice with higher values for φ and β andrelatively lower γ value provided larger breakage distribu-tion parameters for particles both in the coarse and finer sizeranges, whereas the situation was just the opposite for theIsparta pumice resulting in lower breakage distribution forall size ranges, though their grindability differed only by1.82 g/rev in Bond grindability values. Since the Kayseri
pumice had greater and longer pore than Isparta pumice, thebreakage of the top size showed acceleration for the Kayseripumice (φ = 0.367), and deceleration for Isparta pumice(φ = 0.209). Similarly, while the Kars pumice exhibitedbreakage behavior closer to that of the Nevsehir pumice, withrelatively very low values could result in an above averageBi, j values for particles in the coarse and finer size range.
The Bi j values of Isparta pumice were more different fromthe Kars and Nevsehir pumices whose γ value of Ispartapumice was smaller than that of other pumice indicating thatsmaller γ values mean that more fines were produced in theIsparta pumice grinding. The reason of this, the Kars and theNevsehir pumices had more abrasive minerals such as sani-dine, pyroxene and feldspar than the Isparta pumice. On theother hand, the Kayseri pumice (1.97 g/rev) easer grindingthan the Isparta pumice (1.82 g/rev) in terms of Bond grinda-bility values (Gbg). The reason of this, the Kayseri pumicehad larger pore length and pore diameter than the Ispartapumice (Fig. 1), and according to the Isparta pumice, poresin matrix of the Kayseri pumice were each interdependent(Fig. 4).
5 Conclusions
Materials at increasing of the Gbg value behaved orderly withrespect to grindability, as indicated by the Bi, j values of theIsparta and the Kars pumice or the Nevsehir and the Kayseripumice. With their grindability varying only from 1.82 to1.97, drastic differences in their breakage behavior were vis-ible from the breakage distribution. However, some trend inthe breakage characteristics was shown by the Kayseri pum-ice, with the values decreasing with the increase in the levelof grindability.
The values of the primary daughter fragment distributionsand the values of α in Si = aT Xα were little different inall samples. This means that the size distribution producedfrom the similar properties material. As the amount of Si andaT values increased, the rate of passage of the original par-ticle size from sieve also increased indicating more effectivebreakage.
The B values for the Kars pumice grinding were essen-tially the same as those of the Nevsehir pumice grinding.The γ value, the fineness factor, was lower for the Ispartapumice than other pumice, indicating that more fines wereproduced in the Isparta pumice grinding. Since, mineralog-ical analysis showed that the Nevsehir and Kars pumiceshad a greater content in abrasive materials than the Ispartapumice, the primary breakage of the Isparta pumice gave thelower relative production rate of fines (γ = 0.29), whereasthe Nevsehir (γ = 0.42) and the Kars (γ = 0.40) pumicesgave a greater proportion of fines. In addition, higher val-ues of φ and β for the Kayseri pumice further showed the
123

Investigation of breakage behavior of different mineralogical and morphological characteristic pumices 629
Table 3 Model parameter values ( fc = 5% and J = 20%)
Pumice samples Gbg(g/rev) Si − 0.300 + 0.212 mm aT α γ φ β
Isparta 1.82 0.861 1.726 0.578 0.29 0.209 2.64
Kars 1.88 0.678 1.362 0.580 0.40 0.232 3.75
Nevsehir 1.95 0.514 1.052 0.594 0.42 0.310 4.54
Kayseri 1.97 1.045 1.982 0.532 0.34 0.367 4.86
Fig. 9 Specific rates of breakage
Fig. 10 Cumulative breakage distribution functions
rapid grinding of the Kayseri pumice compared to other pum-ices especially at sizes close to feed size. As it supports, theKayseri pumice (1.97 g/rev) was easy grinding than the otherpumices in terms of the Bond grindability values (Gbg).
Although Isparta, Kars, Nevsehir and Kayseri pum-ices have close Bond grindability index values with 1.82–2.05 g/rev, respectively, they have demonstrated entirelydifferent characteristics in the selection function and thebreakage function model parameters.
The Bond’s equation applies for the calculation of the millpower of large industrial (cylindrical) ball mills, where themass of the grinding media in the mill is much larger than that
of the material being ground. It does not include any term forthe influence of the mill power in grinding, even though takesinto account the movement of the charge, and hence the millpower, the rheological behavior. Thus, the Bond grindabilityvalue alone does not define the breakage action. Whereas,breakage parameters of kinetic grinding models are moreexpressed than Bond model for define of grinding process.
This study showed that grinding kinetic parameters couldbe different for pumices with different mineralogical andmorphological properties. Therefore, it has appeared that thegrinding kinetics for each material must be evaluated to lowerthe energy costs in the grinding process.
References
1. Deniz, V., Onur, T.: Investigation of the breakage kinetic of pumicesamples as dependent on powder filling in a ball mill. Int. J. Miner.Process. 67, 71–78 (2002)
2. Deniz, V.: Relationships between Bond’s grindability (Gbg) andbreakage parameters of grinding kinetic on limestone. PowderTechnol. 109, 208–213 (2004)
3. Deniz, V.: Comparison with some porous materials and the effectsof powder filling on breakage parameters of diatomite in dry ballmilling, Part. Sci. Technol. (2011). doi:10.1080/02726351.2010.509855 (in press)
4. Deniz, V.: Investigation of the breakage parameters of gypsum asdependent on interstitial filling in a laboratory ball mill. Granul.Matter. (2011). doi:10.1007/s.10035-011-029-4 (in press)
5. Rajendran Nair, R.R.: Material characteristics and the breakageparameters in a circular fluid energy mill. Adv. Powder Tech-nol. 10, 21–36 (1999)
6. Prasher, C.L.: Crushing and grinding process handbook. JohnWiley & Sons, Chichester (1987)
7. Austin, L.G., Klimpel, R.R., Luckie, P.T.: Process engineering ofsize reduction: ball milling. S.M.E., A.I.M.E., New York (1984)
8. Austin, L.G., Bagga, R., Çelik, M.: Breakage properties ofsome materials in a laboratory ball mill. Powder Technol. 28,235–241 (1981)
9. Austin, L.G.: A review introduction to the description of grindingas a rate process. Powder Technol. 5, 1–7 (1972)
10. Austin, L.G., Luckie, P.T.: Methods for determination of breakagedistribution parameters. Powder Technol. 5, 215–222 (1972)
11. Makokha, A., Moys, M.H.: Towards optimising ball-milling capac-ity: effect of lifter design. Min. Eng. 19, 1439–1445 (2006)
12. Shah, I., Austin, L.G. : Breakage rates and size distributions indry ball milling for fine sizes. In: Malghan, S.G. (ed.) UltrafineGrinding and Separation of Industrial Minerals, pp. 9–19. AIME,New York, (1983)
123
Copyright © 2022 FDOKUMEN




















