Intermediate Performance Impacts of Advanced Manufacturing Technology Systems: An Empirical...
28
Decision Sciences Volume 30 Number 4 Fall I999 Printed in the U.S.A. Intermediate Performance Impacts of Advanced Manufacturing Technology Systems: An Empirical Investigation* Alan Brandyberry Depanment of Finance and Management Information Sciences, School of Business and Economics, University of Minnesota, Duluth, MN 55812, [email protected] Arun Rai Electronic Commerce Institute, J. Mack Robinson College of Business, Georgia State Universiy, Atlanta, GA 30303, [email protected] Gregory P. White Department of Management, College of Business and Administration, Southern Illinois University at Carbondale, Carbondale, IL 62901, [email protected] ABSTRACT A large-scale random sample is used to empirically examine the relationships between implementation of Advanced Manufacturing Technology (AMT) and three organization- level measures that have historically been attributed to AMT, but not fully tested along the AMT spectrum: market-orientedflexibility of the production process, organizational inte- gration of production processes, and administrative intensity of the organization. Results indicate that as an organization moves along the technology scale from stand-alone AMT (e.g., CNC machines) through functionally oriented AMT (FMS and CAM) toward CIM, not only do its production processes become more integrated with each other, but those processes become more integrated with other functional systems of the organization, and the quality and timeliness of production information increase. Furthermore, this relation- ship becomes stronger as companies increase their level of implementation for the latter two technologies. Conversely, market-oriented flexibility decreases and administrative intensity is not observed to change as companies move along the technology spectrum. Future research should examine how organizational redesign and implementation strate- gies that accompany AMT implementation can concomitantly enhance organizational integration of the production process and market-oriented flexibility. Subject Areas: Administrative Eflciency, Advanced Manufacturing Technology, Flexibility, Integration, Performance Impacts, Statistics, Technology Adoption, and Technology Implementation. *The authors thank the guest editors and the anonymous reviewers for their helpful comments, which significantly enhanced the quality of the manuscript. This research was partially supported by the Pontikes Center for Management of Information, Southern Illinois University at Carbondale. Authors’ names appear in alphabetical order; all contributed equally to this paper. 993
Transcript of Intermediate Performance Impacts of Advanced Manufacturing Technology Systems: An Empirical...

Decision Sciences Volume 30 Number 4 Fall I999 Printed in the U.S.A.
Intermediate Performance Impacts of Advanced Manufacturing Technology Systems: An Empirical Investigation* Alan Brandyberry Depanment of Finance and Management Information Sciences, School of Business and Economics, University of Minnesota, Duluth, MN 55812, [email protected]
Arun Rai Electronic Commerce Institute, J. Mack Robinson College of Business, Georgia State Universiy, Atlanta, GA 30303, [email protected]
Gregory P. White Department of Management, College of Business and Administration, Southern Illinois University at Carbondale, Carbondale, IL 62901, [email protected]
ABSTRACT A large-scale random sample is used to empirically examine the relationships between implementation of Advanced Manufacturing Technology (AMT) and three organization- level measures that have historically been attributed to AMT, but not fully tested along the AMT spectrum: market-oriented flexibility of the production process, organizational inte- gration of production processes, and administrative intensity of the organization. Results indicate that as an organization moves along the technology scale from stand-alone AMT (e.g., CNC machines) through functionally oriented AMT (FMS and CAM) toward CIM, not only do its production processes become more integrated with each other, but those processes become more integrated with other functional systems of the organization, and the quality and timeliness of production information increase. Furthermore, this relation- ship becomes stronger as companies increase their level of implementation for the latter two technologies. Conversely, market-oriented flexibility decreases and administrative intensity is not observed to change as companies move along the technology spectrum. Future research should examine how organizational redesign and implementation strate- gies that accompany AMT implementation can concomitantly enhance organizational integration of the production process and market-oriented flexibility.
Subject Areas: Administrative Eflciency, Advanced Manufacturing Technology, Flexibility, Integration, Performance Impacts, Statistics, Technology Adoption, and Technology Implementation.
*The authors thank the guest editors and the anonymous reviewers for their helpful comments, which significantly enhanced the quality of the manuscript. This research was partially supported by the Pontikes Center for Management of Information, Southern Illinois University at Carbondale. Authors’ names appear in alphabetical order; all contributed equally to this paper.
993

994 Prtjbrniutice Irnpcicts qf AMT Systems
INTRODUCTION
The value of technology investments is receiving increasing attention from the academic community (e.g., Boyer. Leong. Ward, & Krajewski, 1997; Nichols & Jones, 1994). This is especially true for capital-intensive investments such as Advanced Manufacturing Technology (AMT). Two fundamental questions emerge in evaluating the organizational value of AMT: What are the measures of value that should be used? How should the technology be defined? The answer to the second question sets the stage to compare organizations in their use of the technology and to benchmark performance impacts of different technology con- figurations.
Our purpose in the present paper is to examine the impacts of advanced man- ufacturing technology. We draw upon existing conceptual work to define AMT. We summarize existing work on the value of AMT and note that the choice of dependent variables could be informed by theories of organization design and the growing literature on the organizational impacts of information technology. We review recent work on core organizational processes and suggest that AMT can provide value by improving the design of core processes. We collectively refer to these impacts as “intermediate” to differentiate them from operations-level mea- sures such as utilization rate and number of parts produced, as well as from tradi- tional measures of business performance, such as market share, profitability, and return on assets. The rationale for focusing on intermediate performance measures is discussed in the next section.
It is important to define the independent variables of technology value stud- ies with care. The technology diffusion research, including research in the infor- mation technology diffusion area, suggests that a distinction should be made between adoption and implementation of technologies (Mansfield, 1968; Grover & Goslar, 1993; Rai & Patnayakuni, 1996; Rai & Bajwa, 1997). Adoption suggests a commitment or a mandate to change, and implementation focuses on degree of deployment of acquired technological capabilities. Our definition of AMT usage is informed by work on the implementation of information technologies as we make a distinction between possessing a technology and using the technology in appli- cable processes.
We use a technological imperative to examine AMT impacts on organiza- tional processes. (See Markus & Robey, 1988. for a distinction between technolog- ical imperative, organizational imperative, and the emergent perspective.) We recognize that organizational contingencies and implementation strategies can conceivably influence the organizational impacts of AMT. We limit our present attention to ( i ) identifying and defining selected, critical organizational process characteristics that can be impacted by AMT, ( i i ) defining major AMT configura- tions that organizations can acquire and implement, and (ii i) empirically assessing the relationships between AMT adoption and implementation and the selected organizational process characteristics.
The remainder of this paper is organized as follows. We first present our intermediate performance measures and then discuss our classification of AMT. We follow this by presenting our research hypotheses that interrelate intermediate performance measures and the adoption and implementation of AMT classes

Brandyberp. Rai, arid White 995
across the entire AMT spectrum. This is followed by details of our empirical study, including data collection, measurement, and analysis. We then present our discus- sion of the results and offer some concluding remarks that focus on implications of our work for theory, practice, and future research.
INTERMEDIATE PERFORMANCE OUTCOMES
In the Introduction we posed two questions about evaluating the organizational value of AMT. In this section we answer the first of those: What measures of value should be used? We begin by reviewing measures that have been used in previous research, then go on to propose a new set of measures based on theories of organi- zation design and current literature on the organizational impacts of information technology.
Previous Research on the Benefits of AMT Goldhar and Jelinek (1985) proposed that AMT, by combining computers and communications technology, would transform factories. They foresaw that such factories would be able to operate with a high degree of flexibility, low unit costs, high levels of cross-functional integration, and consistently high quality. Com- puter integrated manufacturing (CIM), which combines several other forms of AMT, was described as having the potential to provide enterprise-wide integration of information.
The technologies that fall within AMT cover a broad range, including com- puter-aided design (CAD), robotics, computer-aided manufacturing (CAM), flex- ible manufacturing systems (FMS), and CIM, among others. Many authors have sought to identify the benefits accruing from implementation of one or more of these technologies. In spite of the broad range of AMT benefits proposed by Goldhar and Jelinek (1983, previous studies have tended to focus primarily on cost-related issues within the manufacturing function. Furthermore, as Dean and Snell(l996) noted, most studies have used small (n I 30) non-random samples that usually focused on a single technology such as robotics (e.g., Argote & Goodman, 1986) or FMS (e.g., Jaikumar, 1986).
Several recent large-sample studies (Boyer et al., 1997; Swamidass & Kotha, 1994; Ward, Leong, & Boyer, 1994) examined the impact of AMT on business- level performance through the traditional measures of growth (market share and sales), profit, and flexibility, and have produced conflicting results.
The Need for Intermediate Performance Assessment Many of the non-financial benefits attributed to AMT by authors such as Goldhar and Jelinek (1985) have not been empirically examined. Furthermore, there is a growing recognition that information technology innovations, including those tar- geted at manufacturing organizations, can significantly impact the design and out- comes of core organizational processes (Mukhopadhyay, Kekre, & Kalathur, 1995). Some recent studies examining the phenomenon of information technology impacts have focused on process-level consequences of information technology implementation. In a similar vein, our purpose in the current study is to examine

the impact of different types of AMT on three different non-financial measures of intermediate organizational performance. We now present our rationale for select- ing organizational integration of production processes, market-oriented flexibility of the production process, and organizational administrative intensity as depen- dent variables to assess performance impacts in the present study.
Performance of Core Organizational Processes Daft (1978) made a distinction between the technical core and administrative core of an organization. His work suggests that the performance of these core facets of organizational processes should be managed and enhanced. Swanson ( 1994) pre- sented a taxonomy of IS innovations that classified some IS products, including CIM, as having the ability to affect core work processes of the host organization. The taxonomy proposed by Swanson has received empirical support by Grover, Fiedler, and Teng ( 1997). Accordingly, we conceptualize AMT as process innova- tions that can impact the structural properties of organizational processes.
For purposes of our present paper, we consider structural properties for the two core aspects of an organizational process. Specifically, the following proper- ties are used: market-oriented flexibility of the production process and organiza- tional integration of production processes for the technical core, and organizational administrative intensity for the administrative core (see Table 1). The two variables of market-oriented flexibility and organizational integration are used to assess impacts on the technical core because they relate to proposed bene- fits of AMT identified specifically by Goldhar and Jelinek (1985). Furthermore, these two structural characteristics of systems have generally been viewed to be in dynamic tension. Flexibility has typically been achieved by introducing redun- dancy and buffers in business processes, thereby negatively impacting the level of process integration. The impact of AMT on facets of process integration and proc- ess flexibility has not been widely examined previously.
Defining Market-Oriented Flexibility of the Production Process Several authors, including Browne, Dubois. Rathmill, and Stecke ( 1984), Beckman (1990). Sethi and Sethi (1990). and Hyun and Ahn (1992), have developed con- ceptual taxonomies of the dimensions of manufacturing flexibility. These taxono- mies identify various flexibility dimensions that often apply to different components of the manufacturing system. For example, machine flexibility relates to the variety of operations a machine can perform, operation flexibility is con- cerned with the number of different ways a part can be produced, and volume flex- ibility is the ability of an entire manufacturing system to operate profitably at different output levels. However, Gerwin (1993) has developed a multilevel clas- sification scheme that has several advantages. First, Gerwin’s classification is meant to apply across individual machines, manufacturing cells, an individual plant, or multiple plants. Other taxonomies require different dimensions for differ- ent organizational levels. Second, the classification scheme of Gerwin is meant to apply across different types of technologies. This applicability is especially rele- vant to our study, which examines the entire spectrum of AMT. Finally, Gerwin’s classification allows for the interaction of technological, organizational, and human elements. Other taxonomies use different flexibilities for each element.
Brrmdybernr, Rui, und White 991
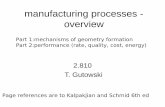
Table 1: Performance variables for each element of the organizational core considered.
Organizational Intermediate Performance Core Variables Considered Definition Technical Core Market-Oriented Ease of change of production processes
Flexibility of the Production Process
and production volume.
Organizational Integration of production processes, Integration of Production Processes
including integration with other functional areas. Integration of information as represented by quality of production information, including accuracy, consistency, and accessibility.
Administrative Organizational The ratio between the number of Core Administrative Intensity managers and employees.
Gerwin (1993) defined one set of flexibility dimensions in his classification as “market-oriented’’ because they are related to uncertainties in market accep- tance of different products, length of product life cycles, specific product charac- teristics, and aggregate product demand. We focus on market-oriented flexibility, because of its major importance in assessing the responsiveness of an organiza- tion’s processes to shifts in market needs, and because it has been proposed as one benefit of AMT (Goldhar & Jelinek, 1985). Based on reports of AMT implemen- tation (Avishai, 1989; Venkatesan, 1990), these appear to be the types of uncertain- ties AMT is meant to address. Market-oriented flexibility, which is associated with addressing such uncertainties, consists of mix, changeover, modification, and vol- ume flexibilities. Clearly, much of the literature examining the impacts of AMT (Ettlie, 1988) has extensively studied effects on mix (number of parts or products) and changeover (productivity, utilization). However, very little effort has been devoted to studying the relationship between AMT implementation and the latter two flexibility dimensions of modification and volume.
Given our discussion so far, we examine the two properties of market-ori- ented flexibility, namely modification and volume flexibility, that have not been examined previously in the literature with regard to AMT implementation. Volume flexibility is defined as the degree to which a company can increase or decrease its aggregate production level. Modification flexibility is defined as the degree to which the production process can be altered to accommodate changes in product design. We combine these two properties into an overall construct of market-ori- ented flexibility. We define market-oriented flexibility as the degree to which a company’s production processes are responsive to uncertainties in the marketplace caused by shifts in customer needs in product design and demand volume.
Defining Organizational Integration of the Production Processes Beatty ( 1992) distinguished between system integration and organizational inte- gration in the context of implementation strategies. System integration is described as the integration at the database level of technologies and information such as

998 Performance Imparts of AMT Systems
CAD, CAM, bill of materials, and computer-aided process planning. Organiza- tional integration is described in terms of physical or logical organizational ele- ments, such as functional processes and their constituent work activities. Previous research in AMT has examined integration in light of its narrower definition as system integration. For example, Majchrzak, Nieva, and Newman (1986) focused on integration of different equipment through hardware and software connections, and Ettlie and Reifeis (1987) looked at AMT implementation that can be enabled by cross-functional implementation teams.
In this paper we consider integration within the organizational context, emphasizing integration of the company’s production processes with other func- tional systems. Information provides the logical basis to integrate physical proc- esses with each other and with logical processes of an organization (Ramaprasad & Rai, 1996). Accordingly, the overall quality and quick retrievability of production- related information are properties that determine the level of organizational integra- tion associated with production processes. In summary, we define organizational integration of the production processes as the degree to which the production proc- esses interface effectively with other functional systems and provide high quality, timely production-related information to organizational decision makers.
Defining Administrative Intensity
Unmanned operation has been proposed as one benefit of AMT (Goldhar & Jelinek, 1985), and Jaikumar (1986) pointed out that some Japanese companies have achieved that objective. Such changes have significant consequences for the administrative core of organizations. However, very little previous research has examined those consequences. For example, one possible question is whether AMT implementation produces changes in the ratio of managers to employees. In this study we measure such changes in the administrative core through administra- tive intensity, which we define as the ratio between the number of managers and employees. Past studies examining the intermediate performance impacts of AMT and information technologies in general have used similar measures as a proxy to assess the relative degree to which resources have been expended by the organiza- tion on management tasks as opposed to core work processes (Rai, Patnayakuni, & Patnayakuni, 1997). This measure provides a basis to assess the impacts of AMT on the administrative resources required within the organization.
ADOPTION AND IMPLEMENTATION OF AMT
We now proceed to answer the second question posed earlier: How should AMT be defined? We do so by proposing a classification scheme based on the level of organizational integration associated with each technology. We conclude this sec- tion by discussing the difference between adoption of a technology and implemen- tation of one.
Classification Scheme for AMT The various types of advanced manufacturing technologies typically include CAD, robotics, AGV, AS/RS, CAM, FMS, and CIM. However, these technologies

Brandyberry, Rai, and White 999
differ greatly in terms of their level of integration. Suresh and Meredith (1985) divided AMTs into the three classifications of stand-alone systems, intermediate systems, and integrated systems. Voss (1986) viewed a continuum of advanced manufacturing technology, ranging from NC machines at one end to CIM at the other. One dimension of this continuum is measured in terms of the level of inte- gration, with NC machines requiring no integration and CIM requiring extensive integration. Voss further divided that scale into the three categories of automation, CAM, and CIM. Automation includes devices that essentially replace the activities of a human with the activities of a machine. Examples of automation include robotics and material handling devices such as AGVs and AS/RS. CAD provides automation support for design activities, but generally only within the engineering function. Therefore, stand-alone CAD that is not integrated with CAM represents a relatively stand-alone technology.
Although Suresh and Meredith (1985) grouped all other AMTs together as “integrated systems,” Small and Yasin (1997) noted that a differentiation should be made between FMS and CIM, but still grouped them both together as integrated sys- tems. We carry that differentiation further by arguing that technologies such as CAM and FMS are integrative, but at a functionally oriented level (Voss, 1986). Even CAD/CAM, which “translates CAD information for production and further controls machine tools, material flow, and testing ...” (Parthasarthy & Sethi, 1992, p. 87), pro- vides limited integration across the two functional areas of engineering and produc- tion. FMS, which can involve integration of CNC machines, AGVs, and even CAD/ CAM, is still limited in its scope primarily to the functional area of production.
CIM, however, is a technology that involves enterprise-wide integration (Doll & Vonderembse, 1987). It not only combines automation (stand-alone tech- nologies), but also includes the functionally oriented integrative technologies of CAM and FMS. However, CIM goes further to tie in with the business database.
Based on the above discussion, the framework shown in Table 2 is used to define and classify AMT for purposes of this study. The specific technologies con- sidered under each category are enumerated. This conceptual framework enables us to compare the impacts of CIM, functionally oriented AMT, and stand-alone technologies.
Adoption and Implementation of AMT The information systems implementation literature makes a distinction between the adoption and implementation of IT (Cooper & Zmud, 1990; Rai & Patnayakuni, 1996; Grover et al., 1997). We assess the implementation of each class of AMT as the degree of its usage within the organization. Adoption, on the other hand, is viewed as possessing the requisite hardware and software without regard to the usage level. Thus, any organization that has acquired a class of AMT is considered an adopter of that technology. Defining adopter and non-adopter groups for the three different AMT categories allows us to assess differences in terms of impact across groups. We propose hypotheses for the relationships between the dependent variables and the implementation of CIM and functionally oriented AMT. We also propose hypotheses to compare differences in dependent measures across adopter and non-adopter groups for the CIM, functionally oriented, and stand-alone classes of AMT technologies.

1000 Performance Impacts of AMT Systems
Table 2: A taxonomy of advanced manufacturing technology.
Stand-Alone AMT AGVS (Automated Guided Vehicle System)
ASRS (Automated Storage and Retrieval System)
Islands of Automation
CAD (Computer-Aided Design)
CNC (Computer Numerical Control)
Industrial Robots
A transportation network that automatically routes one or more material handling devices, such as carts or pallet trucks, and positions them at predetermined destinations without operator intervention. (Cox & Blackstone, 1998)
A high-density rack inventory storage system with vehicles automatically loading and unloading the racks. (Cox & Blackstone, 1998)
Stand-alone pockets of automation (robots, CAD/CAM systems, numerical control machines) that are not connected into a cohesive system. (Cox & Blackstone, 1998)
The use of computers in interactive engineering drawing and storage of designs. (Cox & Blackstone, 1998)
A technique in which a machine tool control uses a minicomputer to store numerical instructions. (Cox & Blackstone, 1998)
A machine for handling objects, including parts, material or tools, which is both versatile and operates independently of human control. Woss. 19861
Functionally Oriented AMT
CAM (Computer-Aided Manufacturing)
Use of computers to program, direct, and control production equipment in the fabrication of manufactured items. The main embodiment of CAM is NC machine tools. (Voss, 1986)
A group of numerically controlled machine tools interconnected by a central control system. The various machining cells are interconnected via loading and unloading stations by an automated transport system. (Cox & Blackstone, 1998)
FMS (Flexible Manufacturing System)
CIM CIM (Computer- Integrated Manufacturing)
The application of a computer to bridge various computerized systems and connect them into a coherent, integrated whole. For example, budgets, CAD/CAM, process controls, group technology stems, MRP 11, financial reporting systems, etc., are linked and interfaced (Cox & Blackstone, 1998). This involves development of a large-scale technology infrastruc- ture with the intent of integrating production system with other organizational systems.
RESEARCH HYPOTHESES Our hypotheses are divided into five sets. The first set is concerned with the orga- nizational impacts of CIM implementation; the second focuses on functionally ori- ented AMT and its organizational impacts. The final three sets make comparisons across adopters of different classes of AMT.

Brandyberry, Rai, and White 1001
Implementation of CIM Jones (1983) defined CIM as the integration of design, manufacturing, and busi- ness functions through computer technology so that information is sent where it is needed. Ettlie (1 988, p. 12) proposed that “organizations that accept the CIM chal- lenge’’ will move “from buffering the technological core to visibility of the manu- facturing function” and “from isolation of the plant in its context to environmental integration.” Goldhar and Jelinek (1985) also argued that as companies use CIM, “the strategic importance of manufacturing capabilities will demand much closer integration of manufacturing expertise with the perspectives of marketing, R&D, and design” (p. 101). These statements go well beyond just integration of hardware and software or cross-functional teams, and lead logically to integration of produc- tion system and information with other functional areas of the organization. CIM, in principle, provides an architecture for the integration of the logical and physical work processes of the organization. Based on these arguments, we suggest that higher levels of CIM implementation will positively influence organizational inte- gration of production processes.
Hla: There is a positive association between the implementation of CIM and organizational integration of production processes.
Recent empirical evidence by Upton (1997) raised questions about the impact of integration on flexibility that are in line with traditional thinking stated by Skinner (1974). High levels of integration can introduce irreducible depen- dence between tasks, thereby making the process design taut and brittle. The inte- grative architecture of CIM becomes a design constraint for the organization. Changing the fundamental architecture of the organization is a much more daunt- ing and large-scale undertaking than making incremental adaptations to specific process modules within the organization. In the ideal situation, enterprise-wide integration should be introduced while managing such architectural tautness, as the need to change can make these processes highly vulnerable from a redesign standpoint. Given traditional thinking, previous empirical evidence, and the gen- eral orientation of integration technologies to enforce irreducible dependencies into the design, we hypothesize a negative relationship between CIM implementa- tion and market-oriented flexibility.
Hlb: There is a negative association between the implementation of CIM and market-oriented flexibility of the production process.
Goldhar and Jelinek (1985) suggested that the CIM factory would be described by unmanned systems. Studies of stand-alone AMT and functionally oriented AMT have also found that implementation of those technologies resulted in a decrease in the number of operating employees (Davis, 1986). Thus, work- force reduction at the operating level appears likely across all levels of AMT as machines replace workers. CIM, however, appears likely to reduce administrative intensity relative to the other classes of AMT by requiring fewer administrative employees. Managerial control and coordination of interrelated tasks can be enabled by advances in information technology capabilities, such as real-time update and access to shared databases, and embedded self-triggered coordination rules for workflow management (Crowston, 1997). A significant proportion of

1002 Petji)niiarzce Impacts of AMT Systems
administrative work is involved with collecting, processing, and distributing infor- mation and coordinating activities across functional areas. These activities can be facilitated through CIM, because of the sophisticated coordination capabilities that form the basis for the design of these systems. Thus, it seems likely that CIM usage can decrease administrative intensity by requiring fewer managers.
H 1 c: There is a negative association between the implementation of CIM and administrative intensity of the organization.
Implementation of Functionally Oriented AMT Organizations that do not possess CIM. but possess functionally oriented AMT, vary in the degree to which they can deploy these technologies within the manu- facturing function. Implementation captures the variation in the usage of function- ally oriented AMT across organizations. Functionally oriented AMTs, such as CAM and FMS. have focused on achieving dynamic equilibrium between the objectives of flexibility and integration in the production process. Unlike CIM, the constraints of integrating with other functional processes should not impede local flexibility objectives. Ths architectural constraints imposed on the organization by functionally oriented AMT are substantially less than those imposed by CIM, as these constraints are at the level of selected, cohesive work modules. As a conse- quence, a greater number of degrees of freedom is available for the recalibration of architectural linkages of the production system with the remainder of the orga- nization. This suggests that both flexibility and integration of the production proc- ess should be improved by the implementation of this class of AMT. We also do not consider i t unreasonable to expect some minimal decrease in the administrative intensity of the organization for many of the same reasons that such a change was hypothesized for CIM.
H2a: There is a positive association between the implementation of functionally oriented AMT and organizational integration of the production process.
H2b: There is a positive association between the implementation of functionally oriented AMT and market-oriented flexibility of the product ion process.
H2c: There is a negative association between the implementation of functionally oriented AMT and administrative intensity of the organization.
Comparison of Process Impacts across Adopters of AMT Classes The first six hypotheses focused on the direct process effects of the level of imple- mentation of CIM and functionally oriented AMT. It is both interesting and impor- tant to examine how the shift from one level of technological capability to another, especially in terms of the organizational locus of the AMT, impacts the process characteristics being examined here.
We pose additional sets of comparative hypotheses to examine differences in process impacts associated with different classes of AMT adopted by organizations.

1003 Brandyberry, Rai, and White
Here the focus is not on usage within a class of AMT, but rather on ascertaining if there are detectable differences among organizations that are deploying, to varying degrees, the different AMT classes. Hypotheses H3 through H4 state expected relationships while comparing organizations with CIM and those with the other two classes of technologies. One hypothesis, H3b, deserves some attention. It might be argued that CIM can increase both market-oriented flexibility and inte- gration. However, the traditional perspective has been that as the scale of integra- tion increases, which is essentially the objective of CIM, the capability to realize market-oriented flexibility gains for the production processes is likely to decrease (Skinner, 1974). By adopting CIM, an organization locks into a dominant organi- zation architecture, which may, in turn, curtail the organization’s ability to recon- figure relationships between organizational work modules. Recent research by Upton (1 997) tends to support this view. The production process is interwoven in a complex seam of interdependence with the rest of the organization. Functionally oriented technologies, such as CAM, are more likely to enjoy greater flexibility levels for the manufacturing function than organizations that have implemented CIM. It must be remembered that we are only assessing market-oriented flexibility of the production processes here.
H3a: Adopters of CIM will have greater organizational integration of the production process than adopters of functionally oriented AMT, but not CIM.
H3b: Adopters of CIM will have lesser market-oriented flexibility than
H3c: Adopters of CIM will have a lower level of administrative intensity than adopters of functionally oriented AMT, but not CIM.
H4a: Adopters of CIM will have greater organizational integration of
H4b: Adopters of CIM will have lesser market-oriented flexibility than
H4c: Adopters of CIM will have a lower level of administrative
The last set of hypotheses state expected relationships in the performance compar- isons between adopters of functionally oriented AMT and adopters of stand-alone AMT.
H5a: Adopters of functionally oriented AMT will have greater organizational integration of the production process than adopters of only stand-alone AMT.
H5b: Adopters of functionally oriented AMT will have greater market- oriented flexibility than adopters of only stand-alone AMT.
H5c: Adopters of functionally oriented AMT will have a lower level of administrative intensity than adopters of only stand-alone AMT.
adopters of functionally oriented AMT, but not CIM.
the production process than adopters of only stand-alone AMT.
adopters of only stand-alone AMT.
intensity than adopters of only stand-alone AMT.

1004 Perfon~iurzca Impacts of AMT Syteins
THE EMPIRICAL STUDY
We collected data to test our hypotheses. This section describes the characteristics of our sample and explains how the variables were measured.
Method and Sampling Frame The general study consists of a cross-sectional mail survey addressed to a senior- level executive in large U.S. manufacturing firms. Our unit of analysis is a com- pany in the manufacturing sector of the economy. The survey investigates the top- level corporate executives’ perceptions of their companies’ uses of technology and the technology itself as part of a larger study concerning justification and impacts of advanced manufacturing technology. We are, therefore, concerned with aggregate, corporate-level assessments of the variables being examined i n this study.
The population from which the sample was taken includes public manufac- turing firms with recent annual capital expenditures of at least $5 million that are listed on the Cornpusrut PCPlus database. This database contains financial infor- mation and market information on over 7,000 public industrial corporations, banks, utilities, and telecommunications companies. The database includes the fields important to identifying the population. In addition, address and officer information is available for each company. The mailing list included 1,054 firms selected from this database.
It is important to carefully define the most informed respondent while using survey research methods for complex organizational phenomena (Sethi & King, 1991). Our interest is in assessing deployment of AMT for core production pro- cesses within the organization and the organizational consequences of AMT. Accordingly, the questionnaire was addressed personally to the senior-level exec- utive who would most likely be knowledgeable about all areas covered by the questionnaire. That individual was usually the COO, CEO, president, CFO, or treasurer. An accompanying cover letter explained the purpose of the research study and requested that, if necessary, the survey instrument be forwarded to the most informed respondent.
Sample and Nonresponse Bias Analysis The issue of nonresponse bias in mail surveys is always of concern. A variety of methods have been investigated to improve response rates and lessen the effect of nonresponse in general mail surveys of individuals. These include follow-up let- ters, monetary incentives, and prenotification (Kanuk & Berenson, 1975; Wright, 1995). As with most noncommercial surveys, monetary incentives, although effec- tive for individual surveys (Brennan. 1992), were not a viable alternative due to costs. Prenotification was also not employed due to its additional costs and ques- tionable effects on nonresponse. Wright found that prenotification by mail does not decrease nonresponse when combined with postage-paid reply envelopes and two reminder letters including replacement questionnaires. Brennan found that the fundamental approach of using at least two reminders, each including a replace- ment questionnaire, along with postage-paid return envelopes was among the most effective approaches.

Brundyberty, Rui, urid White 1005
For this study, the initial mailing and two reminder mailings, all including questionnaires and postage-paid return envelopes, resulted in a total response of 132 usable questionnaires (12.52%). Past surveys (Wilner, Koch, & Klammer, 1992) of similar populations have identified projected response rates of between 10% and 20% per mailing. Because the response rate was somewhat lower than expected, the third mailing (second follow-up) included a postcard designed to determine the reasons for nonresponse in addition to the questionnaire. Table 3 gives the results for postcards sent out with the third mailing. A total of 944 cards were sent out and 275 were returned, resulting in a response rate of 29.13% for the cards (the total count of responses is greater than the number of cards returned since some respondents checked more than one category).
The most common reason cited for not completing the survey was either the firm or the individual have a policy against completing questionnaires (30.1 %). Next was a lack of time (28.7%). Although indicative of organizational surveys, neither of these is particularly disturbing as reasons for not completing this survey. Tomaskovic-Devey, Leiter, and Thompson (1 994), found that time constraints, policies against filling out surveys, headquarters being responsible for the decision to respond, and sensitivity to divulging financial information (not applicable to this study) as being the primary reasons for nonresponse to organizational surveys. Since having a policy against responding to surveys effectively removes the sub- ject from potential respondents, it is possible to calculate a response rate based on the true number of potential respondents. If only the actual number of postcard respondents that identified a policy against responding are eliminated, the number of potential respondents is reduced to 971. If the percentage of returned postcards identifying a policy against responding to surveys is extended to all nonrespon- dents, the number of potential respondents is reduced to 776. Using these figures, the effective response rate for potential respondents can be estimated to be 13.6% and 17.0%, respectively.
The possibility of nonresponse bias is of particular concern when the organi- zational characteristics related to nonresponse also relate to the variables being measured by the survey instrument. A test of homogeneity between the respon- dents and the population was performed on the following categorizations of mea- sures relating to firm size, industry, and geographic location. Total assets and annual capital expenditures were used to test for bias on company size. Industry codes (SIC) were used to measure potential industry bias, and both zip codes and state were used to measure potential bias on geographic location. Where applica- ble, the categories were analyzed based on 10 equal-sized percentiles in addition to the natural categories (by 100s or 1,000s). The test employed was the test for homogeneity for multinomial distributions developed by Potthoff and Whittinghill (1966). This test is superior to the chi-square goodness-of-fit test because it does not utilize approximations and is more powerful in general. The results of these tests are given in Table 4. This analysis shows there is no significant response bias on the variables tested.
Measurement of Dependent Variables Kim and Lee (1 993) described important properties associated with production systems, including the integration of production systems with the organization.

1006 Perfonnurice Itnpacts ofAMT Systems
Table 3: Results of postcards returned by nonrespondents. ~
Postcard Item Count Percentage It is our firm’s policy not to respond to surveys. It is my personal policy, rather than my firm’s, not to respond to surveys. I do respond to surveys selectively but was unable to respond to this survey. I do not have time to respond currently. 79 28.7
This survey is not directly applicable to my firm. 36 13.1 This survey is applicable to my firm but should have been sent 24 8.7 to a different officer. Other 17 6.2
No reason checked. 30 10.9
Yes. remove me from project’s mailing list. 228 82.9
51 18.5
32 11.6
67 24.4
Table 4: Results of response bias testing.
Variable ZIP codes (percentiles) ZIP codes (by 10,000s) States SIC (percentiles) SIC (by 100s) Capital expenditures Total assets
Degrees of Freedom x’
10.8 9.54 10.5 12.32 26.3 29.24 10.8 12.18 20.7 19.36 10.8 10.37 10.8 6.8 1
P > x2
3 4 9 .3113 .3241 .3472 5401 .4832 .7960
We use their work to inform the development of our four-item measure for the organizational integration of the production processes. These items assessed the integration of production subsystems, the integration of the production processes with other functional systems, the integrity of production information, and the ease and timeliness of accessing production information for organizational activities. We used a two-item measure to assess market-oriented flexibility of the production process. As defined earlier, we limited our attention to two important aspects of market-oriented flexibility discussed by Gerwin ( 1993), namely volume flexibility and modification flexibility. One item assessed the ease with which the production volume can be changed and the second item assessed the ease with which produc- tion process can be changed. Each of the items was measured on a 5-point Likert scale ranging from 1 = srrongly agree to 5 = strong!\. disagree. Some of the items that were negatively worded to reduce a pattern bias while responding to the sur- vey were appropriately recoded for subsequent data analysis.
Multi-item measures should be tested to make sure that the items are mea- suring the same characteristic. Principal components factor analysis followed by

Brandyberty, Rai. and White 1007
varimax rotation, as recommended by Straub and Carlson (1989), was used to per- form these tests on the six items used to measure organizational integration of the production process and market-oriented flexibility of the production process. If multiple items measure the same construct then they should contribute heavily (load) on a single factor (Straub & Carlson, p. 160).
As shown in Table 5 , the four items used to measure organizational integra- tion of production processes loaded on Factor l , with the minimum factor loading being .61. Similarly, the two items used to measure market-oriented flexibility of the production process load on a single factor. The two-factor structure provides evidence of discriminant validity between the operational measures of flexibility and integration. The computed value of Cronbach’s alpha for the integration scale is .78, and this value for the flexibility scale is 32 , indicating a high level of inter- nal consistency among the measurement items for these scales. Finally, for the multiple-item measures, a strategy must be developed to logically combine them into single measures. Since all the factor loadings for these multiple-item measures have the same sign, they can simply be added together to form a measure. Admin- istrative intensity was measured as a ratio between the number of managers and employees, as this provides a basis to compare the proportion of resources expended by organizations on administration. Similar measures have been used in studies assessing the impacts of information technology on administrative produc- tivity (Rai et al. 1997). Table 6 presents a summary of the descriptive statistics for each of the three dependent variables.
Measurement of AMT Adoption and Implementation Respondents were asked to indicate whether any of the following AMTs had been installed in their organization: CIM, FMS, CAM, CAD, AGV, CNC, AS/RS, Robotics, and Stand-Alone Automation. For those AMTs that were installed, respondents were also asked to indicate the percentage of applicable processes for which the technology was currently being used. Table 7 summarizes the results from our sample.
Earlier in this paper we defined implementation as the degree to which adopted technologies are being used. For example, a company may adopt FMS, but use it only on a limited trial basis. In that case, implementation of the technol- ogy is low. Another company may be using an FMS to produce all of its products, indicating high implementation of the technology. The implementation of each AMT is assessed as a ratio level measure of the percent of applicable processes for which a technology has been implemented. If a firm did not use a particular tech- nology, then its implementation score for that AMT would be zero. The two tech- nologies of CAM and FMS fall within the functionally oriented AMT category. Therefore, implementation of functionally oriented AMT was measured as the average of implementation scores across those two technologies. A similar approach was used for stand-alone AMTs. We carefully defined respondents to our survey as individuals who are likely to be knowledgeable about production pro- cesses and the use of AMT. These respondents can be expected to provide well- informed estimates of the applicable production processes for which a specific AMT is being used.

1008 Performance Impacts of AMT Systems
Table 5: Factor analysis for multi-item dependent variables.
Survey Question Factor 1* Factor 2* The production system used by my organization does not allow .7825 for ease of change of production volume The production system used by my organization does not allow for ease of change of production processes
.6662
The production systems used by my organization are highly integrated with each other The production systems used by my organization are highly integrated with other functional systems Information generated by the production system in my organiza- tion is easily and quickly retrieved by those who need it. My organization maintains a consistent and accurate database of production information
Cronbach’s alpha for measures loading on each factor .7708 3158
*Extracted factor structure: Factor 1- Organizational integration of production processes; Factor 2-Market-oriented flexibility of the production process.
.6153
,7119
.7896
.7373
Eigenvalues (n = 128) 2.687 1.433
Table 6: Descriptive statistics for the dependent variables.
Intermediate Performance Measures Min Max Mean Standard Deviation Market-Oriented Flexibility of the 2 10 6.7674 2.0597 Production Process Organizational Integration of Production 4 20 13.2154 3.1549 Processes Organizational Administrative Intensity 0.002 1 0.1056 0.1145
Note: The responses were coded so that the most positive response was the highest number on the scale regardless of the implied direction of the question, therefore, the higher the number the greater the characteristic.
Table 7: Respondent usage of AMTs.
Percentage of Percentage of Applicable Advance Manufacturing Respondents With This Processes for Which Installed Technology (AMT) AMT Installed AMT Is Being Used CIM 43.94 43.53 F M S 37.88 47.79 Islands of Automation Industrial Robots CAD CAM ASRS AGV CNC Machines Other
65.15 37.88 8 1.82 55.30 23.48 19.70 50.00 5.30
46.76 20.69 69.70 47.3 1
33.22 13.59 47.37 65.00

Brandyberry, Rai, and White I 009
ANALYSIS AND RESULTS
Corresponding to the classes of AMT being examined, the following subsamples are defined:
1. SA = Any firm that does not report using CIM, FMS, or CAM.
2. Functionally oriented AMT = Any firm that reports either FMS or CAM
3. CIM = Any firm that reports any use of CIM.
4. ALL = All firms in the sample.
The subsampling approach allows us to discern effects of varying implemen- tation levels within a given group. An across-group comparison also enables us to compare the performance effects associated with different classes of technologies.
usage without CIM usage.
Adjustments for Multiple Statistical Tests The issue of inflated Type I error in association with the testing of multiple hypoth- eses is often of concern. However, adjustments made to correct for overall Type I error (Bonferroni adjustments) are often applied to research for which it is not wholly appropriate (Perneger, 1998). The context in which the method was origi- nally presented (Neyman & Pearson, 1928) was in a decision-making framework in repetitive test situations. Bonferroni adjustments are also appropriate within an individual study when the data are being searched for significant relationships without pre-established hypotheses (Perneger, 1998; Stevens, 1996) and where the hypothesis of whether groups differ on a number of variables is the primary con- cern of the study (Perneger). Our study does not fall into either of these categories. Nonetheless, in an effort to present the results in a methodologically rigorous fash- ion without unnecessarily harming the power of the study, appropriate adjustments have been made to restrict the overall Type I error. These specific restrictions are discussed in the context of the hypotheses tests that follow.
AMT Implementation and Process Impacts Correlations between the dependent variables were investigated, and no strong correlations were detected (all less than 1.301). Bivariate regression analyses were then performed between pairs of dependent and independent variables. Specifi- cally, bivariate regression analysis was used to examine the relationships between CIM implementation and the three dependent variables. Similarly, regression anal- ysis was used to examine the relationships between functionally oriented AMT implementation and the three dependent variables. We examined the data for vio- lations of linearity, normality, and homoscedasticity, and found that our data adhered well to the assumptions required for regression analysis.
Adjustments to control for total Type I error are based on the fact that this set of hypotheses utilizes two independent subsamples. The six hypotheses related to AMT implementation that are tested are distributed between these subsamples. This allows each of the hypothesis sets on each of the subsamples to be treated as a separate study in regards to total Type I error. As others have argued (e.g., Perneger, 1998), it is not conceptually appropriate to change the way a test is

1010 Pelformatice Impacts of AMT Systems
interpreted simply due to the fact that it is presented along with other tests in the same research study. Any concerns pertaining to total Type I error adjustments should lie within each set of related hypotheses within each of the subsamples. A value for the total alpha for a set of related hypotheses that has been commonly used is .I5 (Stevens, 1996). Using the relationship of (individual test a) = (total a) / (number of tests performed) allows the use of the familiar .05 value for the individual tests while maintaining control over total Type I error within sets of related hypotheses.
Table 8 summarizes the results of the regression analyses conducted to test the relationship between AMT implementation-level and process-level impacts. The focus here is on testing if variances i n implementation of a given class of AMT, among adopters of this class, are related to the dependent variables consid- ered. Only t-values significant at the .05 level for a one-tailed test are shown.
Hypotheses H 1 a and H2a regarding the relationship between AMT imple- mentation and organizational integration of the production process are well sup- ported by our results. However, neither of the hypotheses regarding market- oriented flexibility, namely H l b and H2b, was supported. Further, both hypothe- sized relationships between AMT implementation and administrative intensity, namely Hlc and H2c, were not supported based on the regression results of Table 8.
The comparative hypotheses (H3a-c, H4a-c. HSa-c) were examined using multivariate analysis of variance and t-tests. Bonferroni adjustments to control overall Type I error are not strictly necessary for this set of hypotheses. However, in order to present the findings as rigorously as possible without losing substantial power, a method suggested by Stevens (1996, p. 196) is employed. This method provides good control of overall Type I error on determining differences between groups on the set of dependent variables. The first step of the procedure is to con- duct an overall MANOVA to test for an overall difference between the three groups on the set of three dependent variables. Next, pairwise MANOVAs are con- ducted to test for differences between each pair of groups. Stevens (p. 198) sug- gested that in such cases the overall a can be established at a level of .15 for this set of MANOVAs. Because there are three groups of technology adoption classes in this test, three pairwise MANOVAs are performed. The resultant individual test c1 employed is, therefore, .15/3 or .05. The MANOVA assumptions of indepen- dence, multivariate normality, and homogeneity of covariance matrices were investigated. Although the Box M test showed the assumption of homogeneity of covariance matrices was violated for three of the four MANOVAs performed, the generalized variances were larger for the groups with larger sample sizes (in two cases) or the sample sizes were approximately equal (one case). The cases in which the generalized variances were larger for the groups with larger sample sizes yield conservative tests in regards to Type I error. When the sample sizes are approxi- mately equal, the test is robust in regards to Type I error (Stevens, 1996; Holloway & Dunn, 1967; Hakstian, Roed, & Linn. 1979; Olson, 1974). Because all the tests were significant, effects on power are not of concern and the conclusions based on these MANOVAs are not negatively affected. The results for this portion of the testing are summarized in Table 9.
After the overall differences between each pair of groups were established, the individual variables responsible for these differences were investigated

101 1 Brandyberry, Rai, and White
Table 8: Summary of bivariate regression results (f-values).
Organizational Market-Oriented Integration of Flexibility of Production Production Administrative Processes Process Intensity
.O 163 n.s. n.s. CIM Implementation 2.20
(n = 51)
Functionally Oriented AMT 1.90 Implementation .0328 n.s.
(n = 41) n.s.
Table 9: Summary of overall and pairwise MANOVAs (Hotelling-Lawley Trace).
F P > F Overall Three-Group Test 3.9580 .0009 CIM vs. Functionally Oriented AMT 3.848 1 .0126 Functionally Oriented AMT vs. Stand-alone 2.7703 .0490 CIM vs. Stand-alone 5.7813 .0013
employing f-tests for the differences between variable means in group pairs. A test for equal variance between the pairwise categories was conducted and all pairs passed this test. Hence, our data adhered to the necessary assumption for the use of t-tests. Only t-values significant at .05 level for the directional (one-tailed) hypoth- esized relationships are shown. These results are summarized in Table 10.
In this case, the hypotheses concerning differences between CIM and func- tionally oriented AMT were supported for market-oriented flexibility and organi- zational integration of the production processes, and not for administrative intensity. When comparing functionally oriented AMTs against stand-alone AMTs, we again found support for hypotheses positing significant differences between market-oriented flexibility and organizational integration of the produc- tion process, but again, differences in administrative intensity were not detected. Finally, comparing CIM with stand-alone AMT indicated significant differences only for organizational integration of the production processes.
DISCUSSION
Our results have implications for managers as well as academic researchers. In this section we explore those implications in terms of the impact of AMT on market- oriented flexibility, organizational integration, and administrative intensity. We also discuss the interpretation of statistically insignificant results.
Impacts of AMT on Market-Oriented Flexibility Flexibility has become an important competitive capability in manufacturing (De Meyer, Nakane, Miller, & Ferdows, 1989; Vickery, Droge, & Markland, 1997). As

1012 Pegorormanre Impacts of AMT Systems
Table 10: Mean performance comparisons between AMT adopter groups (1-values).
Organizational Integration of
Production Adopter Groups Considered Processes CIM ( 1 ) vs. Functionally 1.67 Oriented AMT (2) .0494
(nl = 57. n2 = 42)
Market-Oriented Flexibility of Production Administrative
Process Intensity -2.22 .0144
(nl = 57. 1 1 , = 42)
n.s.
Functionally Oriented AMT 2.14 1.69 ( I ) vs. Stand-alone ( 2 ) ,0178 ,0479
( n l = 42. ( n l = 42. n7 = 32) t17 = 3 2 )
CIM ( 1 ) vs. Stand-alone ( 2) 4.1 1 .ooo 1
n , = 32) (Il l = 57. n s .
n.s.
n s .
organizations seek to increase the flexibility of their operations, AMT stands out as one means to that end. What are the implications of adopting a particular class of AMT on market-oriented flexibility? Our results provide some interesting insights in response to this question. Contrast the adoption of CIM with the adop- tion of functionally oriented AMT. Adopters of functionally oriented AMT tech- nologies have higher levels of market-oriented flexibility than adopters of CIM and adopters of stand-alone AMT. CIM, it appears, improves organizational inte- gration of production processes, but in the absence of other moderating variables a transition to this technology is likely to negatively impact market-oriented flex- ibility of the production process. Functionally oriented AMT, on the other hand, promotes market-oriented flexibility for the manufacturing function as one moves from stand-alone technologies to functionally oriented AMT.
Our empirical evidence suggests that CIM constrains rapid adjustments to product design and production volume. Adoption of CIM implies that an organi- zation buys into an overarching architecture that integrates processes of design, manufacturing, and production with other core business processes. Henderson and Clark ( 1990) differentiated between architectural innovations and modular inno- vations. Modular innovations are targeted at the conduct of a homogeneous set of interrelated work activities, as is the case with CAD and CAM. Architectural inno- vations provide a basis to integrate and coordinate the modules in a system. Thus, adoption of CIM represents adoption of an architectural innovation, as this AMT provides a logic for integrating core logical and physical work processes of the organization. Once an architectural innovation has been adopted by an organiza- tion, such as in the case with CIM, future adaptations in organization design occur within established design parameters as stipulated by the architecture. Organiza- tions operating in uncertain market environments should carefully evaluate the architectural flexibility that CIM provides and the adequacy of such flexibility for their market environments.

Brandyberry, Rai, and White 1013
Functionally oriented AMTs essentially represent modular innovations. As such, in organizations that have adopted functionally oriented AMTs but not CIM, the interfaces between organizational modules are not constrained by AMT. These organizations have greater degrees of freedom to recalibrate the interfaces between various organizational modules so as to enable a response to shifts in market con- ditions. With rapid advances in technological capability, the ability of CIM to sup- port architectural flexibility may well be possible. For example, vendors of enterprise-resource planning systems are now focusing their next-generation prod- uct development attention on architectural flexibility. Their intent is to design products that can be used to define an organization’s architecture, which can be subsequently reconfigured to meet the changing needs of an organization.
Our results suggest that adopters of functionally oriented AMTs have greater market-response flexibility than adopters of stand-alone AMT. Stand-alone AMTs do not embed a coordination architecture even at the level of individual work mod- ules. The absence of any embedded coordination architecture between tasks sup- ported by the AMTs imposes significant hurdles in making adaptations to the design, production and manufacturing processes, and the interrelationships between these processes. Do variations in implementation levels among adopters of a given class of AMT impact flexibility? No variations were detected in market- oriented flexibility among adopters of CIM, even though these adopters represent varying levels of implementation of CIM. Similarly, no variations were detected in market-oriented flexibility among adopters of functionally oriented AMT, even though these adopters represent varying levels of implementation of functionally oriented AMT. Other organizational contingencies could serve as moderating vari- ables in the relationship between the implementation of these two classes of AMT and market-oriented flexibility of the production process. For example, were there changes made to the traditional functional, stove-pipe structure of organizations? Such restructuring may be essential for larger plants and organizations, suggesting that size can be considered as an important moderating variable. Furthermore, was the nature of redesign focused on waste reduction, elimination of non-valued added tasks, and utilization of technology to enforce taut dependence between tasks? Or, did redesign efforts focus on establishing modular, reconfigurable, interoperable, and scalable processes? In any case, these are issues that can direct future research efforts.
Impacts of AMT on Organizational Integration of Production Processes Flexibility of production processes is one means through which a company may address uncertainties in the marketplace. However, Lawrence and Lorsch ( 1967) found that integration between departments was also a necessary factor for orga- nizational success in turbulent times. Ettlie and Reza (1992) argued that new tech- nology alone cannot provide competitive advantage because it is readily available to all companies in an industry. Companies must then compensate by developing integrative mechanisms that are unique to each organization. The importance of technology in enabling process integration is also emphasized in the business proc- ess reengineering literature (Hammer & Champy, 1993).
Our results show that adopters of CIM develop higher levels of organiza- tional integration than groups that have adopted either functionally oriented or

1014 Performance Impacts of AMT Systems
stand-alone AMTs. The group that has adopted functionally oriented AMT has greater levels of process integration than the group that has adopted stand-alone AMT. Furthermore, organizational integration of production processes increases with increased usage of AMT by companies that have adopted either functionally oriented AMTs or CIM. Thus, among CIM adopters, organizations that have higher levels of CIM implementation have higher levels of organizational integra- tion. Similarly, among functionally oriented AMT adopters, organizations that have higher levels of implementation of functionally oriented AMT have improved their level of organizational integration. For companies that have adopted stand-alone AMT, no association was detected between level of usage of stand-alone AMT and level of organizational integration of production processes. Our results provide support for the thesis that moving from stand-alone to func- tional to CIM enhances organizational integration of the production process by enhancing the management of the dependence between process tasks and the man- agement of information flow in these processes (which is a basis to logically coor- dinate and interrelate tasks in a process).
Moving from stand-alone AMTs to functionally oriented AMTs to CIM rep- resents an increasing commitment to the modular and architectural organization of work. Functionally oriented AMTs integrate physical and logical tasks associated with core design, production and manufacturing processes. CIM extends this inte- gration by establishing an architecture to interface the production and manufactur- ing process with the other core functional areas, such as marketing and finance. Thus, an increasing commitment to interrelated tasks that are organized as work modules and a well-specified architecture enhances the organizational integration of the production process.
Impacts of AMT on Administrative Intensity No relationships are detected between adoption or implementation of the AMT classes examined here and administrative intensity. It appears that the dominant value of the technology is being attained through changes to the work process, but the administrative resources required for the management of organizations adopt- ing and implementing these resources are not being decreased. This finding raises three important questions. First, communication, coordination, control, and plan- ning are considered to be four key managerial functions (Rai & Bajwa, 1997). The capabilities of AMT should be examined to evaluate if they could encompass spe- cific communication, control, coordination, and planning capabilities that reduce the need for administrative resources. Second, future research should examine if organizational restructuring, including redesigning traditional Taylor-based man- agement design, are being carried out as part of AMT implementation programs. Third. future research should examine the short- and long-run administrative con- sequences of a mismatch between the organizational design architecture embodied by CIM and the architecture that is in place within an organization.
Statistical Interpretation of Insignificant Results The lack of significance is often interpreted as lack of any effect, and the researcher can thus fall into a trap of sustaining the null hypothesis (Cohen, 1988). Baroudi and Orlikowski (1989) reiterated this and noted that such erroneous

Brandyberry, Rai, and White 1015
conclusions have been made in MIS empirical research studies. In addition to the probability of a false positive (a Type I error), we need to guard against a false neg- ative (a Type I1 error). Power analysis can be conducted as part of planning for sample size or as a post hoc assessment of power associated with insignificant findings. We conducted a post hoc analysis to ascertain the power associated with the insignificant results obtained in our study.
Cohen (1988) referred to statistical analysis directed at detecting large effects as essentially a process of “statistical sanctification.” Accordingly, we con- ducted a post hoc determination of power of our insignificant results under assumptions of small and medium effects. Because we are dealing with unequal sample sizes, the harmonic mean was used as the effective sample size in power computations for the insignificant t-tests. The level of significance was fixed at .10 for these directional t-tests. The mean administrative intensity was not different between any of the three AMT groups. These three tests have high power levels at the .4 (> .63) and .5 (> .77) effect size levels. While we cannot state that adminis- trative intensity is not different between the three AMT groups, we can conclude from our empirical analyses that if administrative intensity differences do exist between these groups, they are, indeed, small. Similarly, no differences were detected in the mean market-oriented flexibility between CIM adopters and adopt- ers of stand-alone AMT. Here again, the test has a high power level at the .4 (> .70) and .5 (> 34) effect size levels. We are in a position to say that if, in fact, there are differences in market-oriented flexibility of the production process between adopt- ers of CIM and stand-alone AMT, these differences are very small.
Four of the six bivariate regression results were insignificant. The power of these tests range from .81 for a medium correlation effect size ( .3) to .995 for a large correlation effect size (.5) for the CIM subsample (n = 51), and from .745 (medium effect size) to .984 (large effect size) for the functionally oriented sub- sample (n = 41). We are in a position to say that if, in fact, variations in CIM or functionally oriented AMT implementation, among adopters of this AMT, is asso- ciated with variations in either market-oriented flexibility or administrative inten- sity, these associations are very small.
Managerial Implications Dean and Snell(l996) found that the fit between a firm’s strategic priorities and its use of AMT determined whether AMT had a positive or negative impact on firm performance. Our results further support that conclusion and suggest how a firm’s strategic priorities might influence its decisions about AMT implementation. Those decisions can take many forms. For instance, a company might adopt a par- ticular technology in a very limited sense, then later expand its use of that technol- ogy through further implementation throughout the organization. Conversely, a company might see stand-alone AMT as a starting point that would eventually lead to implementation of CIM. We caution that a decision on implementation strategy of AMT should be based on an assessment of firm’s needs and capabilities, includ- ing past experiences and learning, with complex technologies.
If market-oriented flexibility is a key competitive priority, then our results indicate that an organization should emphasize the adoption of functionally ori- ented AMT. A company that already has stand-alone technology can increase its

1016 Performance Impacts of AMT Systems
market-oriented flexibility by increasing its implementation of that technology, but the highest levels of flexibility will be achieved only by moving toward a func- tionally oriented technology. Companies that seek organizational integration of their production processes should follow a different approach. For them, CIM offers the greatest opportunity for organizational integration. Furthermore, increased implementation of CIM technology appears to lead to increased integration.
CONCLUDING REMARKS
Our study suggests that transitions from stand-alone to functionally oriented to CIM lead to increased levels of organizational integration of the production process. Fur- thermore, the higher the levels of implementation of either functionally oriented AMT or CIM, the higher the levels of organizational integration of the production process. It appears that such technology choices enhance information management in the production process and improve the management of defined dependencies in the business process. However, organizations should be cautious because these gains in integration appear to come at a cost of market-oriented flexibility, espe- cially when they transition from functionally oriented AMT, such as CAM and FMS, to CIM. Thus, subscribing to an architecture, as suggested by CIM, has neg- ative implications for the reconfiguration of relationships between modules of work in the system. This, in turn, can constrain market responsiveness to shifts in demand volume and product design. New generations of AMT should be able to accommo- date the dual goals of flexibility and integration of the production process.
A number of important issues for future research emerge from our study. What are the costs of such a trade-off between level of organizational integration of the production process and level of market-oriented flexibility? Can this trade- off be managed with rapid advances in the area of interoperability of technological systems? Can process design and organizational context factors enable the assim- ilation of CIM to simultaneously enhance integration and flexibility? There are specific dimensions of flexibility that can be examined in terms of their trade-off with integration and their association with different classes of AMT. Collectively, a cumulative tradition of work in the area should provide us with a better theoret- ical basis to manage the adoption and implementation of AMT in a manner that business process capabilities are leveraged in desired ways. [Received: March 16, 1998. Accepted: June 17, 1999.1
REFERENCES
Argote, L., & Goodman, P. S . ( 1986). The organizational implications of robotics. In D. D. Davis & Associates (Eds.). Managing rechnological innovation. San Francisco: Jossey-Bass.
Avishai, B. ( 1989). A CEO's common sense of CIM: An interview with J. Tracy O'Rourke. Hanwd Business Review 67( l) , 110- 117.
Baroudi. J. . & Orlikowslu, W. J. (1989). The problem of statistical power in MIS research. MIS Quarrerls, 13( 1 ), 86- 106.
Beatty, C. A. ( 1992). Implementing advanced manufacturing technologies: Rules of the road. Sloan Management Review, Summer, 49-60.

Brandyberry, Rai, and White 1017
Beckman, S. L. (1990). Manufacturing flexibility: The next source of competitive advantage. In P. E. Moody (Ed.), Strategic manufacturing. Homewood, IL: Dow Jones-Irwin.
Boyer, K. K., Leong, G. K., Ward, P. T., & Krajewski, L. J. (1997). Unlocking the potential of advanced manufacturing technologies. Journal of Operations Management, 15(4), 33 1-347.
Brennan, M. (1992). Techniques for improving mail survey response rates. Mar- keting Bulletin, 3,24-37.
Browne, J. D., Dubois, D., Rathmill, K., Sethi, S., & Stecke, K. (April 1984). Clas- sification of FMS. FMS Magazine.
Cohen, J. (1 988). Statistical power for the behavioral sciences (2nd ed.). Hillsdale, NJ: Lawrence Erlbaum Associates.
Cooper, R. B., & Zmud, R. W. (1990). Information technology implementation research: A technological diffusion approach. Management Science, 36(2),
Cox, J. F., 111, & Blackstone, J. H., Jr. (Eds.). (1998).APZCSdictionary (9th ed.). Falls Church, VA: APICS - The Educational Society for Resource Management.
Crowston, K. ( 1997). A coordination theory approach to organizational process design. Organization Science, 8(2), 157- 175.
Daft, R. L. (1978). A dual-core model of organizational innovation. Academy of Management Journal, 21(2), 298, 193-210.
Davis, D. D. (1986). Technological innovation and organizational change. In D. D. Davis and Associates (Eds.), Managing technological innovation. San Fran- cisco: Jossey-Bass.
Dean, J. W., Jr., & Snell, S. A. (1996). The strategic use of integrated manufactur- ing: An empirical examination. Strategic Management Journal, 17,459-480.
De Meyer, A., Nakane, J., Miller, J. G., & Ferdows, K. (1989). Flexibility: The next competitive battle: The manufacturing futures survey. Strategic Man- agement Review, 10, 135-144.
Doll, W., & Vonderembse, M. (1987). Forging a partnership to achieve competi- tive advantage: The CIM challenge. MIS Quarterly, 11(2), 205-220.
Ettlie, J. E. (1988). Taking charge of manufacturing: How companies are combin- ing technological and organizational innovations to compete successfully. San Francisco: Jossey-Bass.
Ettlie, J. E., & Reifeis, S. A. (1987). Integrating design and manufacturing to deploy advanced manufacturing technology. Zntedaces, 17(6), 63-74.
Ettlie, J. E., & Reza, E. M. (1992). Organizational integration and process innova- tion. Academy of Management Journal, 35(4), 795-827.
Gerwin, D. (1993). Manufacturing flexibility: A strategic perspective. Manage- ment Science, 39(4), 395-410.
Goldhar, J. D., & Jelinek, M. (1985). Computer integrated flexible manufacturing: Organizational, economic, and strategic implications. Interfaces, 15(3), 94- 105.
123-139.

1018 Performance Impacts of AMT Systems
Grover, V., Fiedler, K., & Teng, J. (1997). Empirical evidence on Swanson’s tri- core model of information systems innovation. Information Systems Research, 8(3), 273-287.
Grover, V., & Goslar. M. D. (1993). The initiation, adoption and implementation of telecommunications technologies in U.S. organizations. Journal ofManage- merit lnformntion Systems, 10( 1 ), 14 1 - 163.
Hakstian, A. R., Roed, J. C., & Lind, J. C. (1979). Two sample T procedures and the assumption of homogeneous covariance matrices. Psychological Bulle- tin, 86. 1255-1263.
Hammer, M.. & Champy, J . (1993). Reengineering the corporation: A manifesto for business revolution. New York: Harper Collins Publishers.
Henderson, R. M., & Clark, K. M. (1990). Architecture innovation: The reconfig- uration of existing product technologies and the failure of established firms. Adrniriistrative Science Quarterly, 35( 1 ), 9-30.
Holloway. L. N.. & Dunn, 0. J. (1967). The robustness of Hotelling’s T2. Journal of the American Statistical Association, 58, 1048- 1053.
Hyun. J.-H., & Ahn. B.-H. (1992). A unifying framework for manufacturing flex- ibility. Manufacturing Review, 5(4), 25 1-260.
Jaikumar, R. ( 1986). Postindustrial manufacturing. Harvard Business Review,
Jones, K. (1983). MIS in manufacturing: Pushbutton factories here, growing pains forecast. MIS Week, 29(4), 1 - 16.
Kannuk, L., & Berenson, C . (1975). Mail surveys and response rates: A literature review. Journal of Marketing Research, 12,440-453.
Kim, Y., & Lee, J. (1993). Manufacturing strategy and production systems: An integrated framework. Journal of Operations Management, 11, 3- 15.
Lawrence, P. R., & Lorsch, J. W. (1967). Organizations and environment. Cam- bridge, MA: Harvard University Press.
Majchrzak, A., Nieva, V., & Newman, P. (1986). Adoption and use of computerized manufacturing technology: A national survey. In D. D. Davis and Associates (Eds.). Managing technological innoiration. San Francisco: Jossey-Bass.
Mansfield, E. ( 1968 ). Industria/ research and technological innovation. New York: W. W. Norton.
Markus, M. L., & Robey, D. (1988). Information technology and organizational change: Causal structure in theory and research. Management Science,
Mukhopadhyay, T., Kekre, S., & Kalathur, S. (1995). Business value of informa- tion technology: A study of electronic data interchange. MIS Quarterly,
Neyman, J.. & Pearson, E. S. (1928). On the use and interpretation of certain test cri- teria for purposes of statistical inference. Biometrika, 20A, 175-220,263-297.
Nichols, W.. & Jones, 0. (1994). The introduction of CIM: A strategic analysis. International Journal of Operations and Production Management, 14(8), 4-1 6.
64(6), 69-76.
34(5). 583-598.
19(2), 137-156.

Brandyberry, Rai, and White 1019
Olson, C. L. (1974). Comparative robustness of six tests in multivariate analysis of variance. Journal of the American Statistical Association, 69, 894-908.
Parthasarthy, R., & Sethi, S. P. (1992). The impact of flexible automation on busi- ness strategy and organizational structure. Academy of Management Review,
Perneger, T. V. (1998). What’s wrong with Bonferroni adjustments. British Medi- cal Journal, 316, 1236- 1238,
Potthoff, R. F., & Whittinghill, M. (1966). Testing for homogeneity: I. The bino- mial and multinomial distributions. Biometrika, 53( 1,2), 167- 182.
Rai, A., & Bajwa, D. S. (1997). An empirical investigation into factors relating to the adoption of executive information systems: An analysis of EIS for col- laboration and decision support. Decision Sciences, 28(4), 939-974.
Rai, A., & Patnayakuni, R. (1996). A structural equation model for CASE adop- tion behavior. Journal of Management Information Systems, 13(2), 205-234.
Rai, A., Patnayakuni, R., & Patnayakuni, N. (1997). Technology investment and business performance. Communications of the ACM, 40(7), 89-97.
Ramaprasad, A., & Rai, A. (1996). Envisioning management of information. Omega International Journal of Management Science, 24(2), 179- 193.
Sethi, A. K., & Sethi, S. P. (1990). Flexibility in manufacturing: A survey. Inter- national Journal of Flexible Manufacturing Systems, 2 , 119-190.
Sethi, V., & King, W. R. (1991). Construct measurement in information systems research: An illustration in strategic systems. Decision Sciences, 22(3), 455-472.
Skinner, W. (1974). The focused factory. Harvard Business Review, May-June,
Small, M. H., & Yasin, M. M. (1997). Advanced manufacturing technology: Implementation policy and performance. Journal of Operations Manage- ment, 15(4), 349-370.
Stevens, J. (1996). Applied multivariate statistics f o r the social sciences (3rd ed.). Mahwah, NJ: Lawrence Erlbaum Associates.
Straub, D. W., & Carlson, C. L. (1989). Validating instruments in MIS research. MIS Quarterly, 13(2), 147-169.
Suresh, N., & Meredith, J. R. (1985). Justifying multimachine systems: An inte- grated strategic approach. Journal ofManufacturing Systems, 4(2), 1 17- 134.
Swamidass, P. M., & Kotha, S. (1994). Technology use, size, and performance in U.S. manufacturing firms. Working Paper, Thomas Walter Center for Tech- nology Management, Auburn University.
Swanson, E. B. (1994). Information systems innovation among organizations. Management Science, 40(9), 1069-1088.
Tomaskovic-Devey, D., Leiter, J., & Thompson, S. (1994). Organizational survey nonresponse: Administrative Science Quarterly, 39(3), 439-458.
Upton, D. M. (1997). Process range in manufacturing: An empirical study of flex- ibility. Management Science, 43(8), 1079- 1092.
17(1), 86-111.
113-121.

1020 Prr jh ia t ica Impacts oj’AMT Systems
Venkatesan. R. ( 1990). Cummins engine flexes its factory. Business Review, 68(2),
Vickerq, S. K., Droge, C., & Markland, R. E. (1997). Dimensions of manufactur- ing strength in the furniture industry. Journal of Operations Management,
Voss, C. A. ( 1986). Managing nebt’ manufacturing technologies. East Lansing, MI: Operations Management Association.
Ward, P. T., Leong, G. K., & Boyer. K . K. (1994). Manufacturing proactiveness and performance. Decision Science$. 2 3 3), 337-358.
Wilner, N., Koch. B.. &L Klammer, T. (1992). Justification of high technology cap- ital investment-An empirical study. The Engineering Economist, 37(4), 341 -353.
Wright, M. ( 1995). The effect of pre-notification on mail survey response rates: An experimental result. Marketing Bulletin, 6, 59-64.
130-137,
I S(4). 3 I 7-330.
Alan Brandyberry is an assistant professor of management information systems in the Department of Finance and Management Information Sciences at the University of Minnesota. Duluth. His current research interests include the adoption of information technology, electronic commerce facilitated supply chain linkages, and justification of information technology investments. His research has been published or is forthcoming i n journals such as the International Journal of Technolog! Managernent, Itiditstrial Mathematics, and the Malaysian Journal of Management Science. He is a member of the Decision Sciences Institute and INFORMS.
Arun Rai is an associate profesor in the Electronic Commerce Institute at Georgia State University’s J. Mack Robinson College of Business. His research interests include the diffusion, infusion and impacts of information technology, information and knowledge management, and IT-enabled organizational and business models. Leading corporations, including IBM, Chrysler Corporation, Bozell Worldwide, and A.T. Kearney. have supported Dr. Rai’s research. His work has been published i n journa ls 5uch as A n n a l s of O p e r a t i o n s R e s e a r c h , MIS Quar ter ly , Commitnications of the ACM, Decision Sciences, Decision Support Systems, and Journal of Management lnjorrnation Systems. He is an associate editor for MIS Quarterl! and Information Resources Management Journal, and a departmental editor for DATA BASE for Advances in Information Systems.
Gregory White is an associate professor in the Department of Management, Southern Illinois University at Carbondale. His research interests include manufacturing performance measurement and operations strategy. Recent work was partially supported by a grant from the APICS Educational and Research Foundation, and was published as part of its Research Paper Series. Other work has been published in journals such as OMEGA, Interfaces, Journal of Operations Ma ti age tn r n t . an d I n re rn a t i o n a I Jo 11 rn a I of Ope rations and Production Munagetnent. He is an associate editor of Journal of Operations Management and is co-author of the text Operations Management: Concepts, Methods, and Strategies.