Intelligent Maintenance of Belt Conveyors Using Machine ...
10
13 th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019 Mantra on View, Surfers Paradise Gold Coast, Queensland Australia Intelligent Maintenance of Belt Conveyors Using Machine Learning Xiangwei Liu 1 , Deli Pei 1 , Gabriel Lodewijks 2 , Zhangyan Zhao 3 1 Truth Plaza, No. 7 Zhichun Road, Beijing 100191, P.R. China 2 School of Aviation, The University of New South Wales, NSW 2052, Sydney, Australia 3 School of Logistics Engineering, Wuhan University of Technology, Wuhan 430063, P.R. China Email of first author: [email protected] Abstract Maintenance of idler rolls remains a challenge to reliable performance of belt conveyor systems. In- time detection of idler roll failures is critical for maintenance planning. Fault diagnosis based on sound emission of idler rolls recently gains its popularity due to its easiness of data acquisition. However, sound emission is observed with big diversity, large volume, and strong noise. This paper presents an intelligent idler roll fault diagnosis approach based on Mel Frequency Cepstrum Coefficients and Gradient Boost Decision Tree algorithm (GBDT). Mel Frequency Cepstrum Coefficients are a sequence of features inspired from the human auditory perception mechanism. Gradient Boosting algorithm is very capable of achieving accurate predictions with “poor” performance Decision Trees. Acoustic emission signals are obtained from healthy rolls and purposely damaged rolls in a laboratory belt conveyor system. The collected data are divided into a training dataset and a testing dataset. Thirteen cepstral features are selected and used as diagnosis features. A GBDT algorithm is developed and trained. After training, the GBDT algorithm is applied to the testing dataset. Results show that the proposed approach can achieve an accuracy level up to 96.17%, and recall rate up to 99.7%. The study verifies the applicability of proposed Machine Learning approach on fault diagnosis of belt conveyor idler rolls. Keywords: belt conveyor; idler roll; sound emission; machine learning; gradient boost; decision tree; MFCC 1. Introduction Belt conveyor systems are widely utilized for continuous transport of dry bulk materials (i.e. coal, iron ore) over varying distances. The reliability of belt conveyor systems is of major concern for conveyor operators. Breakdowns of belt conveyor systems cause disturbing downtime of the conveying and associated production process, consequently increasing operational cost of belt conveyor systems. The performance of idlers has a large impact on the reliability of belt conveyor systems [1], [2]. Nevertheless, belt conveyor idlers lack the due attention from researchers and operators [3]. So far idler rolls are the most difficult to be monitored in automated ways due to their large amount, the scale of monitoring systems and the spatial distribution of rolls [4]. Idler maintenance can be divided into three categories of activities: condition monitoring, decision making, and roll replacement [5]. Common condition monitoring of idlers consists of periodical inspections by human conveyor inspectors through “eye watching” and “ear listening”. Recently, sensors which can monitor temperature [6], vibration [7] and acoustic emission [8] are introduced into condition monitoring of idler rolls [9]. Compared to temperature and vibration measurements, acoustic emission (AE) based condition monitoring has several advantages such as early detection of failure, non-contact data acquisition, and less ambient environment influence.
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Intelligent Maintenance of Belt Conveyors Using Machine ...

13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
Intelligent Maintenance of Belt Conveyors Using Machine Learning
Xiangwei Liu1, Deli Pei1, Gabriel Lodewijks2, Zhangyan Zhao3 1Truth Plaza, No. 7 Zhichun Road, Beijing 100191, P.R. China
2School of Aviation, The University of New South Wales, NSW 2052, Sydney, Australia 3School of Logistics Engineering, Wuhan University of Technology, Wuhan 430063, P.R. China
Email of first author: [email protected]
Abstract
Maintenance of idler rolls remains a challenge to reliable performance of belt conveyor systems. In-
time detection of idler roll failures is critical for maintenance planning. Fault diagnosis based on
sound emission of idler rolls recently gains its popularity due to its easiness of data acquisition.
However, sound emission is observed with big diversity, large volume, and strong noise. This paper
presents an intelligent idler roll fault diagnosis approach based on Mel Frequency Cepstrum
Coefficients and Gradient Boost Decision Tree algorithm (GBDT). Mel Frequency Cepstrum
Coefficients are a sequence of features inspired from the human auditory perception mechanism.
Gradient Boosting algorithm is very capable of achieving accurate predictions with “poor”
performance Decision Trees. Acoustic emission signals are obtained from healthy rolls and purposely
damaged rolls in a laboratory belt conveyor system. The collected data are divided into a training
dataset and a testing dataset. Thirteen cepstral features are selected and used as diagnosis features. A
GBDT algorithm is developed and trained. After training, the GBDT algorithm is applied to the
testing dataset. Results show that the proposed approach can achieve an accuracy level up to 96.17%,
and recall rate up to 99.7%. The study verifies the applicability of proposed Machine Learning
approach on fault diagnosis of belt conveyor idler rolls.
Keywords: belt conveyor; idler roll; sound emission; machine learning; gradient boost; decision tree;
MFCC
1. Introduction
Belt conveyor systems are widely utilized for continuous transport of dry bulk materials (i.e. coal,
iron ore) over varying distances. The reliability of belt conveyor systems is of major concern for
conveyor operators. Breakdowns of belt conveyor systems cause disturbing downtime of the
conveying and associated production process, consequently increasing operational cost of belt
conveyor systems.
The performance of idlers has a large impact on the reliability of belt conveyor systems [1], [2].
Nevertheless, belt conveyor idlers lack the due attention from researchers and operators [3]. So far
idler rolls are the most difficult to be monitored in automated ways due to their large amount, the
scale of monitoring systems and the spatial distribution of rolls [4].
Idler maintenance can be divided into three categories of activities: condition monitoring, decision
making, and roll replacement [5]. Common condition monitoring of idlers consists of periodical
inspections by human conveyor inspectors through “eye watching” and “ear listening”. Recently,
sensors which can monitor temperature [6], vibration [7] and acoustic emission [8] are introduced
into condition monitoring of idler rolls [9]. Compared to temperature and vibration measurements,
acoustic emission (AE) based condition monitoring has several advantages such as early detection of
failure, non-contact data acquisition, and less ambient environment influence.
13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
AE based fault diagnosis on idler rolls has been carried out in time, frequency, and time-frequency
domains. Envelope analysis is a widely applied approach for AE based fault diagnosis. For instance
the SKF Idler Sound Monitor Kit utilizes features like peak and root sum square from AE envelope
analysis for fault diagnosis [8]. However, fault diagnosis based on AE envelope analysis is not very
robust.
This paper aims to investigate the applicability of Mel Frequency Cepstrum Coefficients (MFCCs)
and Gradient Boost Decision Tree (GBDT) on fault diagnosis of belt conveyor idler rolls. Section 2
introduces the basis of MFCCs and GBDT. Section 3 describes an experimental setup, in which AE
signal of healthy and purposely damaged rolls during running are obtained. Section 4 presents the
results and discussion.
2. Theory
Raw AE data are commonly observed with noise, irrelevant and redundant signals [10], therefore it
is very difficult to find the underneath relationship between acquired AE data and actual machine
condition. MFCCs have been widely applied in audio analysis such as speech recognition [11], fault
classification of engines [12], and early detection of bearing failures [13]. MFCCs are a sequence of
frequency feature vectors, which are derived from AE signals in short time frames. MFCCs have the
advantages of requiring simple data pre-processing, being very informative, and big classification
potential. By combining decision trees of poor performance, GBDT can produce accurate
classification and predictions for regression problems by continuously improving prediction accuracy
during iteration. Other merits of GBDT include providing interpretable results, requiring little data
processing, robust to noise, able to handle different types of predictor variables, fitting complex
nonlinear relationships and so on [14]. All these advantages make MFCCs+GBDT a good candidate
for fault diagnosis problems.
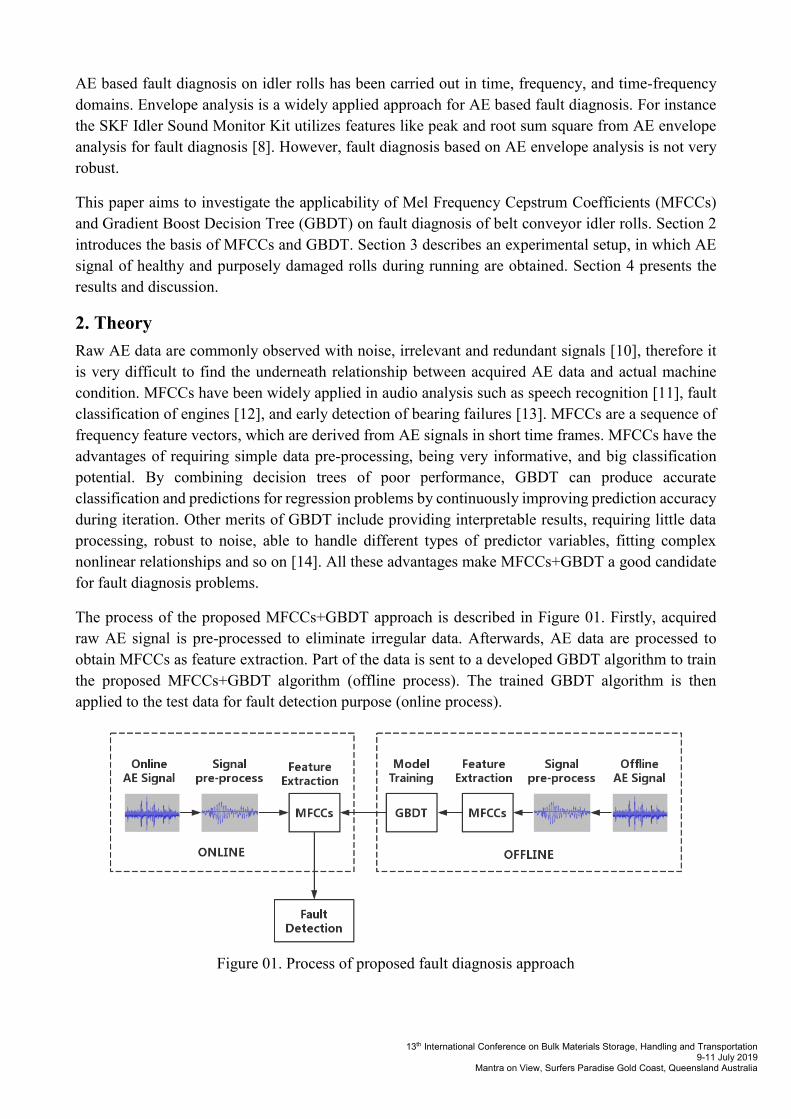
The process of the proposed MFCCs+GBDT approach is described in Figure 01. Firstly, acquired
raw AE signal is pre-processed to eliminate irregular data. Afterwards, AE data are processed to
obtain MFCCs as feature extraction. Part of the data is sent to a developed GBDT algorithm to train
the proposed MFCCs+GBDT algorithm (offline process). The trained GBDT algorithm is then
applied to the test data for fault detection purpose (online process).
Figure 01. Process of proposed fault diagnosis approach
13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
2.1 Mel Frequency Cepstrum Coefficients
Current idler roll inspection practice relies on “ear listening” of conveyor inspectors. This means
auditory features of AE from failed idler rolls can be picked up by human ears. MFCCs are calculated
according to Mel frequency, which is to simulate human auditory perception characteristics. In
addition, MFCCs are a sequence of feature vectors obtained from a moving short time window.
Through moving average operation, the formants of AE signal can be enhanced [15]. Enhanced
formants are supposed to improve detectability of AE signal. Therefore MFCCs may be reliable
indicators of roll failures.
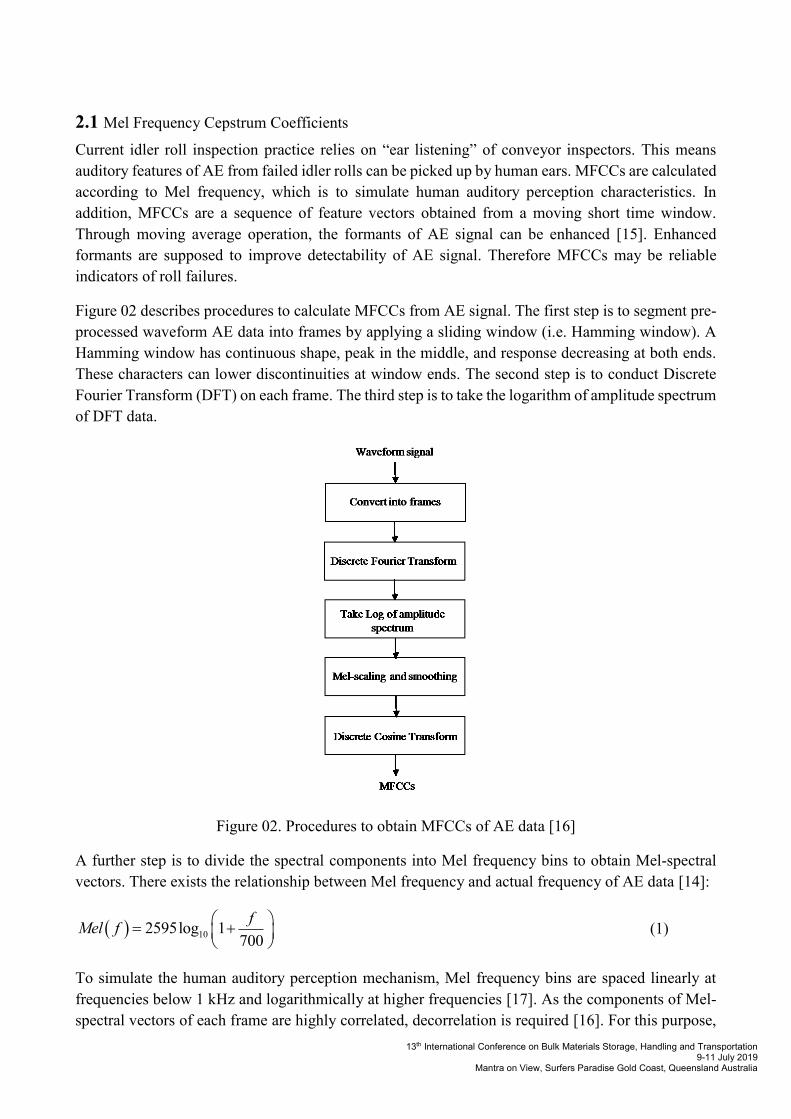
Figure 02 describes procedures to calculate MFCCs from AE signal. The first step is to segment pre-
processed waveform AE data into frames by applying a sliding window (i.e. Hamming window). A
Hamming window has continuous shape, peak in the middle, and response decreasing at both ends.
These characters can lower discontinuities at window ends. The second step is to conduct Discrete
Fourier Transform (DFT) on each frame. The third step is to take the logarithm of amplitude spectrum
of DFT data.
Figure 02. Procedures to obtain MFCCs of AE data [16]
A further step is to divide the spectral components into Mel frequency bins to obtain Mel-spectral
vectors. There exists the relationship between Mel frequency and actual frequency of AE data [14]:
( ) 102595log 1700
fMel f
= +
(1)
To simulate the human auditory perception mechanism, Mel frequency bins are spaced linearly at
frequencies below 1 kHz and logarithmically at higher frequencies [17]. As the components of Mel-
spectral vectors of each frame are highly correlated, decorrelation is required [16]. For this purpose,

13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
Discrete Cosine Transform is applied to the Mel-spectral vectors and MFCCs for each frame can be
obtained. The MFCCs are calculated as follows [17]:
( ) 1
cos 0.5 / , for 1,2, ,N
i k i
k
C X k N i p=
= − = (2)
in which iC is MFCC, k is the number of DFT magnitude coefficients, kX is the kth order log-
energy output from the filter bank, and N is the number of filters (normally 20), p is the order. For
this study, thirteen MFCCs are obtained and used as features for the GBDT algorithm.
2.2 Gradient Boost Decision Tree
GBDT is a Machine Learning technique which combines Gradient Boost and Decision Tree for
regression and classification problem solving. By approximating a parameterized function or base
learner to current pseudo residuals with a loss function at each iteration, Gradient Boost builds
sequentially additive regression models to find the best approximation function with a given dataset
[18]. Assuming a dataset ( ) ( )1 1, , , ,n nx y x y is available, Friedman gave out the Gradient Boost
algorithm for an approximation function as follows [19], [20]:
Step 1, calculate the initial guess ( )0F x as
( ) ( )0
1
arg min ,n
i
i
F x L y
=
= (3)
or simply assume ( )0 0F x . ( ),L is a loss function, is a multiplier.
Step 2, for 1, ,t T= , perform a series of iterations and calculate the following values in each
iteration:
( )( )
( )( ) ( )1
~ ,, 1, ,
m
i i
i
iF x F x
L y F xy i n
F x−=
= − =
(4)
( )2
~
,1
arg min ;n
t
i i
i
y h x
=
= −
(5)
( ) ( )( )1
1
arg min , ;n
t t t
i i i
i
L y F x h x
−
=
= + (6)
( ) ( ) ( )1 ;t t t tF x F x h x −= + (7)
in which ( );h is base learner.
Step 3 end the iteration and ( )tF x is the final approximation function.
In addition, Decision Tree theory is briefly introduced as follows. For each data collection, suppose
there exist useful features (1 2, ,... nT T T ) for distinguishing the healthy condition and the fault condition
after the Gradient Boost process above. Firstly, for each feature, order the events by the values of
featureiT . Correspondingly, all events can be divided into two groups (healthy and fault group),

13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
depending on the value score for feature iT . Now decide on the best splitting value for feature
iT which
gives the best splitting result compared to prior known conditions.
Initially there is a collection of samples at a “node”. With the first process as illustrated above, the
“node” develops two “branches”. For each “branch”, repeat the process of finding the best value for
each feature to split the samples in the “branch” into two groups. The course continues until there are
too few samples in a “branch” or in each “branch” the samples are in exclusive collection. The end
“branches” are also called “leaves”.
3. Experimental setup
A test rig was developed to collect AE data of healthy idler rolls and purposely damaged rolls at Delft
University of Technology, the Netherlands [5]. The test rig (Figure 03) consists of a belt conveyor,
an idler set, a control box, and a data acquisition system. The idler rolls used in the experiments have
a shell diameter of 108 mm, shell length of 380 mm, and the diameter of the shaft end is 30 mm. The
type of bearings inside each roll are deep groove ball bearings (6206). A Uni-directional microphone
(Electret microphone breakout BOB – 09964) is used to collect acoustic emission during tests. The
sensitivity of the microphone is -46 at 1 kHz. The sampling frequency is 30kHz. As shown in Figure
03, the microphone is placed with a distance of 150 mm to the roll shaft end.
Figure 03. The test rig for AE data collection [5]
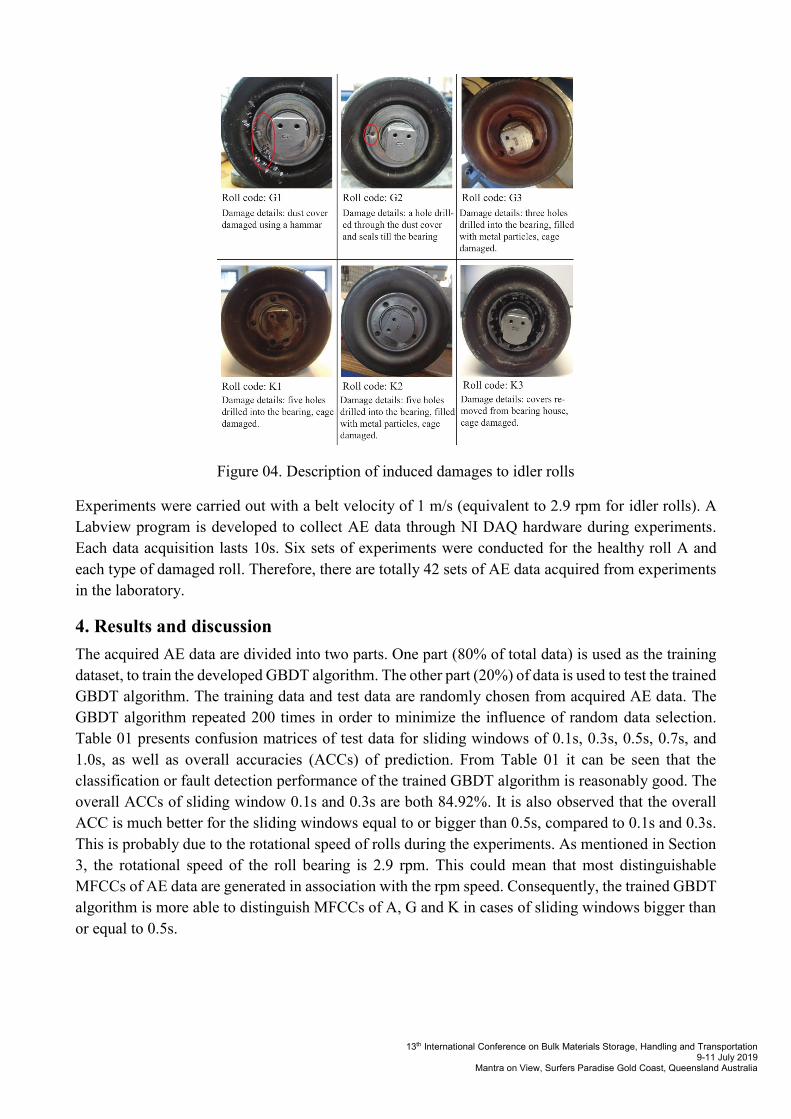
The inducement of damages to idler rolls is presented in Figure 04. Different types of damages are
induced in order to simulate different levels of roll failures. The inducement of damages to rolls G3,
K1 and K2 is similar to the way described in reference [6]. Healthy idler rolls are labelled as A.
13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
Figure 04. Description of induced damages to idler rolls
Experiments were carried out with a belt velocity of 1 m/s (equivalent to 2.9 rpm for idler rolls). A
Labview program is developed to collect AE data through NI DAQ hardware during experiments.
Each data acquisition lasts 10s. Six sets of experiments were conducted for the healthy roll A and
each type of damaged roll. Therefore, there are totally 42 sets of AE data acquired from experiments
in the laboratory.
4. Results and discussion
The acquired AE data are divided into two parts. One part (80% of total data) is used as the training
dataset, to train the developed GBDT algorithm. The other part (20%) of data is used to test the trained
GBDT algorithm. The training data and test data are randomly chosen from acquired AE data. The
GBDT algorithm repeated 200 times in order to minimize the influence of random data selection.
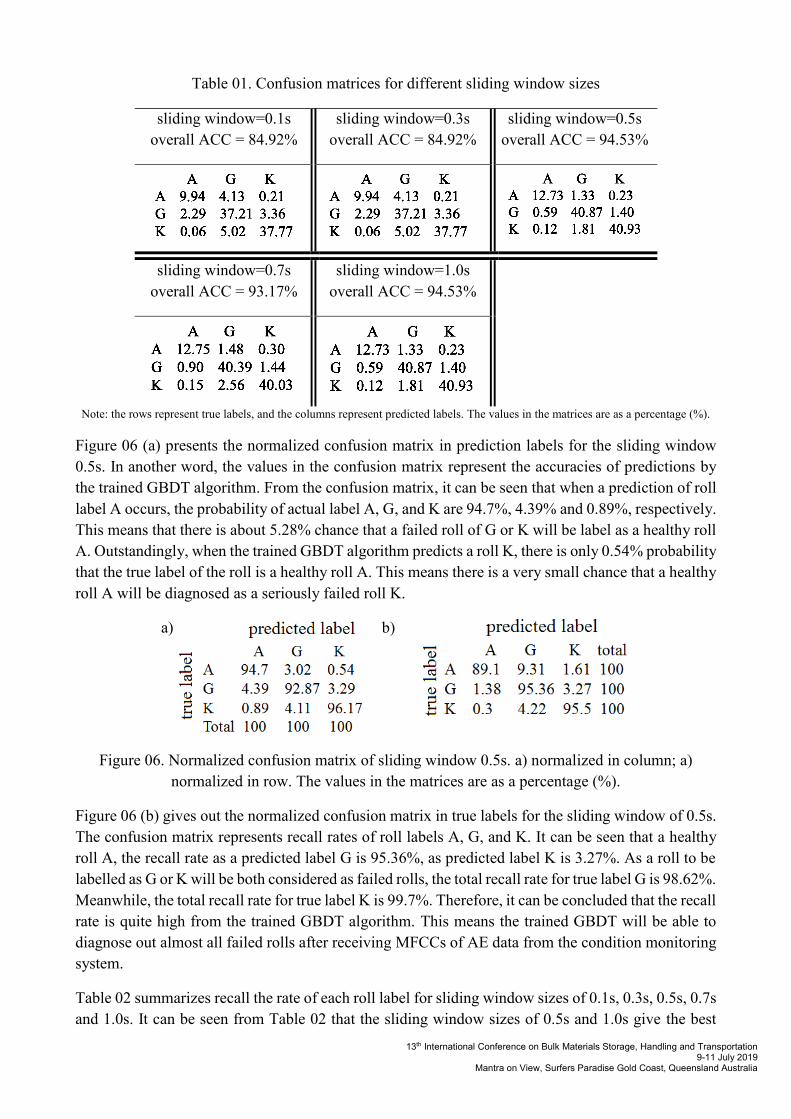
Table 01 presents confusion matrices of test data for sliding windows of 0.1s, 0.3s, 0.5s, 0.7s, and
1.0s, as well as overall accuracies (ACCs) of prediction. From Table 01 it can be seen that the
classification or fault detection performance of the trained GBDT algorithm is reasonably good. The
overall ACCs of sliding window 0.1s and 0.3s are both 84.92%. It is also observed that the overall
ACC is much better for the sliding windows equal to or bigger than 0.5s, compared to 0.1s and 0.3s.
This is probably due to the rotational speed of rolls during the experiments. As mentioned in Section
3, the rotational speed of the roll bearing is 2.9 rpm. This could mean that most distinguishable
MFCCs of AE data are generated in association with the rpm speed. Consequently, the trained GBDT
algorithm is more able to distinguish MFCCs of A, G and K in cases of sliding windows bigger than
or equal to 0.5s.
13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
Table 01. Confusion matrices for different sliding window sizes
sliding window=0.1s
overall ACC = 84.92%
sliding window=0.3s
overall ACC = 84.92%
sliding window=0.5s
overall ACC = 94.53%
sliding window=0.7s
overall ACC = 93.17%
sliding window=1.0s
overall ACC = 94.53%
Note: the rows represent true labels, and the columns represent predicted labels. The values in the matrices are as a percentage (%).
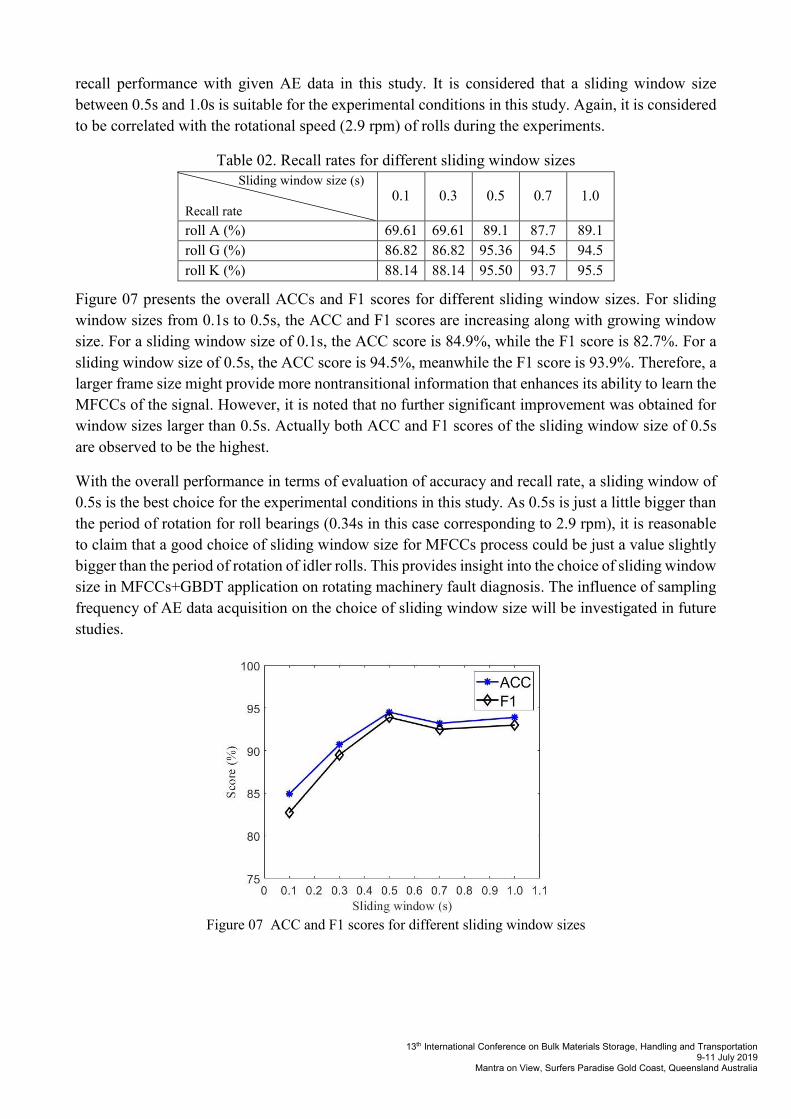
Figure 06 (a) presents the normalized confusion matrix in prediction labels for the sliding window
0.5s. In another word, the values in the confusion matrix represent the accuracies of predictions by
the trained GBDT algorithm. From the confusion matrix, it can be seen that when a prediction of roll
label A occurs, the probability of actual label A, G, and K are 94.7%, 4.39% and 0.89%, respectively.
This means that there is about 5.28% chance that a failed roll of G or K will be label as a healthy roll
A. Outstandingly, when the trained GBDT algorithm predicts a roll K, there is only 0.54% probability
that the true label of the roll is a healthy roll A. This means there is a very small chance that a healthy
roll A will be diagnosed as a seriously failed roll K.
a) b)
Figure 06. Normalized confusion matrix of sliding window 0.5s. a) normalized in column; a)
normalized in row. The values in the matrices are as a percentage (%).
Figure 06 (b) gives out the normalized confusion matrix in true labels for the sliding window of 0.5s.
The confusion matrix represents recall rates of roll labels A, G, and K. It can be seen that a healthy
roll A, the recall rate as a predicted label G is 95.36%, as predicted label K is 3.27%. As a roll to be
labelled as G or K will be both considered as failed rolls, the total recall rate for true label G is 98.62%.
Meanwhile, the total recall rate for true label K is 99.7%. Therefore, it can be concluded that the recall
rate is quite high from the trained GBDT algorithm. This means the trained GBDT will be able to
diagnose out almost all failed rolls after receiving MFCCs of AE data from the condition monitoring
system.
Table 02 summarizes recall the rate of each roll label for sliding window sizes of 0.1s, 0.3s, 0.5s, 0.7s
and 1.0s. It can be seen from Table 02 that the sliding window sizes of 0.5s and 1.0s give the best
13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
recall performance with given AE data in this study. It is considered that a sliding window size
between 0.5s and 1.0s is suitable for the experimental conditions in this study. Again, it is considered
to be correlated with the rotational speed (2.9 rpm) of rolls during the experiments.
Table 02. Recall rates for different sliding window sizes
Sliding window size (s)
Recall rate 0.1 0.3 0.5 0.7 1.0
roll A (%) 69.61 69.61 89.1 87.7 89.1
roll G (%) 86.82 86.82 95.36 94.5 94.5
roll K (%) 88.14 88.14 95.50 93.7 95.5
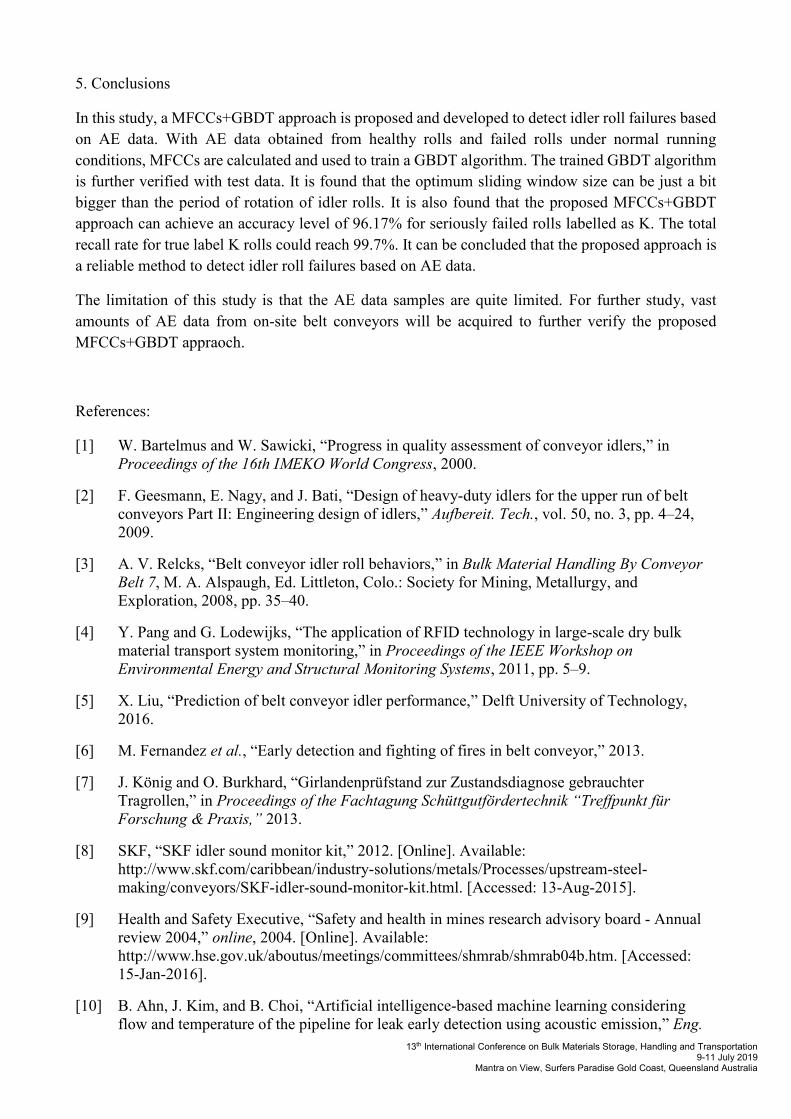
Figure 07 presents the overall ACCs and F1 scores for different sliding window sizes. For sliding
window sizes from 0.1s to 0.5s, the ACC and F1 scores are increasing along with growing window
size. For a sliding window size of 0.1s, the ACC score is 84.9%, while the F1 score is 82.7%. For a
sliding window size of 0.5s, the ACC score is 94.5%, meanwhile the F1 score is 93.9%. Therefore, a
larger frame size might provide more nontransitional information that enhances its ability to learn the
MFCCs of the signal. However, it is noted that no further significant improvement was obtained for
window sizes larger than 0.5s. Actually both ACC and F1 scores of the sliding window size of 0.5s
are observed to be the highest.
With the overall performance in terms of evaluation of accuracy and recall rate, a sliding window of
0.5s is the best choice for the experimental conditions in this study. As 0.5s is just a little bigger than
the period of rotation for roll bearings (0.34s in this case corresponding to 2.9 rpm), it is reasonable
to claim that a good choice of sliding window size for MFCCs process could be just a value slightly
bigger than the period of rotation of idler rolls. This provides insight into the choice of sliding window
size in MFCCs+GBDT application on rotating machinery fault diagnosis. The influence of sampling
frequency of AE data acquisition on the choice of sliding window size will be investigated in future
studies.
Figure 07 ACC and F1 scores for different sliding window sizes
13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
5. Conclusions
In this study, a MFCCs+GBDT approach is proposed and developed to detect idler roll failures based
on AE data. With AE data obtained from healthy rolls and failed rolls under normal running
conditions, MFCCs are calculated and used to train a GBDT algorithm. The trained GBDT algorithm
is further verified with test data. It is found that the optimum sliding window size can be just a bit
bigger than the period of rotation of idler rolls. It is also found that the proposed MFCCs+GBDT
approach can achieve an accuracy level of 96.17% for seriously failed rolls labelled as K. The total
recall rate for true label K rolls could reach 99.7%. It can be concluded that the proposed approach is
a reliable method to detect idler roll failures based on AE data.
The limitation of this study is that the AE data samples are quite limited. For further study, vast
amounts of AE data from on-site belt conveyors will be acquired to further verify the proposed
MFCCs+GBDT appraoch.
References:
[1] W. Bartelmus and W. Sawicki, “Progress in quality assessment of conveyor idlers,” in
Proceedings of the 16th IMEKO World Congress, 2000.
[2] F. Geesmann, E. Nagy, and J. Bati, “Design of heavy-duty idlers for the upper run of belt
conveyors Part II: Engineering design of idlers,” Aufbereit. Tech., vol. 50, no. 3, pp. 4–24,
2009.
[3] A. V. Relcks, “Belt conveyor idler roll behaviors,” in Bulk Material Handling By Conveyor
Belt 7, M. A. Alspaugh, Ed. Littleton, Colo.: Society for Mining, Metallurgy, and
Exploration, 2008, pp. 35–40.
[4] Y. Pang and G. Lodewijks, “The application of RFID technology in large-scale dry bulk
material transport system monitoring,” in Proceedings of the IEEE Workshop on
Environmental Energy and Structural Monitoring Systems, 2011, pp. 5–9.
[5] X. Liu, “Prediction of belt conveyor idler performance,” Delft University of Technology,
2016.
[6] M. Fernandez et al., “Early detection and fighting of fires in belt conveyor,” 2013.
[7] J. König and O. Burkhard, “Girlandenprüfstand zur Zustandsdiagnose gebrauchter
Tragrollen,” in Proceedings of the Fachtagung Schüttgutfördertechnik “Treffpunkt für
Forschung & Praxis,” 2013.
[8] SKF, “SKF idler sound monitor kit,” 2012. [Online]. Available:
http://www.skf.com/caribbean/industry-solutions/metals/Processes/upstream-steel-
making/conveyors/SKF-idler-sound-monitor-kit.html. [Accessed: 13-Aug-2015].
[9] Health and Safety Executive, “Safety and health in mines research advisory board - Annual
review 2004,” online, 2004. [Online]. Available:
http://www.hse.gov.uk/aboutus/meetings/committees/shmrab/shmrab04b.htm. [Accessed:
15-Jan-2016].
[10] B. Ahn, J. Kim, and B. Choi, “Artificial intelligence-based machine learning considering
flow and temperature of the pipeline for leak early detection using acoustic emission,” Eng.
13th International Conference on Bulk Materials Storage, Handling and Transportation 9-11 July 2019
Mantra on View, Surfers Paradise Gold Coast, Queensland Australia
Fract. Mech., no. March, pp. 0–1, 2018.
[11] S. S. Tirumala, S. R. Shahamiri, A. S. Garhwal, and R. Wang, “Speaker identification
features extraction methods: A systematic review,” Expert Syst. Appl., vol. 90, pp. 250–271,
2017.
[12] V. Singh and N. Meena, “Engine fault diagnosis using DTW, MFCC and FFT,” in First
International Conference on Intelligent Human Computer Interaction, 2009.
[13] F. V. Nelwamondo, T. Marwala, and U. Mahola, “Early classifications of bearing faults
using hidden Markov models, Gaussian mixture models, Mel-Frequency cepstral coefficients
and fractals,” Int. J. Innov. Comput. Inf. Control, vol. 2, no. 6, pp. 1281–1299, 2006.
[14] Y. Zhang and A. Haghani, “A gradient boosting method to improve travel time prediction,”
Transp. Res. Part C Emerg. Technol., vol. 58, pp. 308–324, 2015.
[15] B. Mak, Y. Tam, and P. Li, “Discriminative auditory features for robust speech recognition,”
IEEE Trans. Speech Audio Process., vol. 12, no. 1, pp. 27–36, 2004.
[16] B. Logan, “Mel frequency cepstral coefficients for music modeling,” in Proceedings of the
1st International Symposium of Music Information Retrieval (ISMIR), 2000.
[17] P. D. Polur and G. E. Miller, “Effect of high-frequency spectral components in computer
recognition of dysarthric speech based on a Mel-cepstral stochastic model,” J. Rehabil. Res.
Dev., vol. 42, no. 3, p. 363, 2005.
[18] J. H. Friedman, “Stochastic gradient boosting,” Comput. Stat. Data Anal., vol. 38, no. 4, pp.
367–378, 2002.
[19] J. H. Friedman, “Greedy function approximation : A gradient boosting machine,” Ann. Stat.,
vol. 29, no. 5, pp. 1189–1232, 2001.
[20] P. Bühlmann and T. Hothorn, “Boosting algorithms: Regularization, prediction and model
fitting,” Stat. Sci., vol. 22, no. 4, pp. 477–505, 2007.