Determination of Formaldehyde Yields in E-Cigarette Aerosols
Available online at www.sciencedirect.comEUROPEAN
European Polymer Journal 44 (2008) 849–860
www.elsevier.com/locate/europolj
POLYMERJOURNAL
Influence of core materials on thermal propertiesof melamine–formaldehyde microcapsules
Fabien Salaun *, Isabelle Vroman
GEMTEX, ENSAIT, 9 rue de l’ermitage, BP 30329, 59100 Roubaix, France
Received 18 July 2007; received in revised form 25 September 2007; accepted 20 November 2007Available online 22 January 2008
Abstract
A series of melamine–formaldehyde microcapsules as an intrinsic intumescent system was prepared by an in situ poly-merization. The structural and thermal properties of the resultant microcapsules were studied. The surface morphology andchemical structure of microcapsules were investigated using scanning electron microscope (SEM), and Fourier-transforminfrared spectroscope (FT-IR), respectively. The thermal properties of samples were investigated by thermogravimetricanalysis (TGA) and by differential scanning calorimetry (DSC). The results showed that the thermo-physical propertiesare strongly dependant on the nature core content and the synthesis conditions. From the thermal analysis, it was concludedthat microcapsules containing di-ammonium hydrogen phosphate exhibits characteristics of an intumescent system duringtheir thermal degradation and could be interpreted due to the interaction between phosphate and melamine.� 2007 Elsevier Ltd. All rights reserved.
Keywords: Microencapsulation; Thermal stability; Melamine–formaldehyde; Di-ammonium hydrogen phosphate
1. Introduction
The intumescent flame retardant system was usu-ally composed of three active ingredients: an acidsource, a carbon source and a blowing agent. Oneof conventional intumescent flame retardant wascomposed from ammonium polyphosphate as acidsource, pentaerythritol as carbon source and mela-mine as a blowing agent. Moreover, recent studieshave shown that microencapsulation is an attractiveapproach for intumescent system [1–3]. DAHP wasentrapped in a polyurethane shell using either coac-
0014-3057/$ - see front matter � 2007 Elsevier Ltd. All rights reserved
doi:10.1016/j.eurpolymj.2007.11.018
* Corresponding author. Tel.: +33 3 20 25 64 59; fax: +33 3 2027 25 97.
E-mail address: [email protected] (F. Salaun).
ervation or polycondensation method. The maindrawbacks of these systems are the use of organicsolvent, e.g. toluene, as continuous phase and theformation of semi-porous polymeric wall.
Among various shell materials presumably imper-meable, amino resins, more specially melamine–formaldehyde resins play a main role in the patentliterature [4]. The polymerization in situ allows theformation of microcapsules containing water-immis-cible dispersed phase, with improved mechanicalproperties [5] and thermal stability [6]. The proper-ties of the membrane depend not only on its chemi-cal structure but also on all the synthesis conditions.The polycondensation of the amino resin occurs inthe continuous phase, and the phase separation islinked to the pH and the formaldehyde/melamine
.

850 F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860
molar ratio [7–9]. The objective of this study was tosynthesize an intrinsic intumescent system by themicroencapsulation way. Melamine–formaldehydemicrocapsules were prepared by selecting differentcore materials using an in situ polymerization. Thesemicrocapsules contained poly(1,6-hexamethyleneadipate) (PHMA) as a charrable polyol and/or di-ammonium hydrogen phosphate (DAHP) as a phos-phate charring catalyst to induce an intumescentbehavior. The thermal and morphological propertiesof these samples were investigated and correlated tothe amount and the kind of the core material.
2. Experimental
2.1. Materials
Aqueous di-ammonium hydrogen phosphatesolution (DAHP) (NH4)2PO4 (purity 99% minimum –Riedel-de Haen AG), poly(1,6-hexamethyleneadipate glycol) (PHMA) (average Mn � 3800) pur-chased from Aldrich (France) and chloroform sup-plied from Verbiese (Merville, France) were used ascore materials and solvent, respectively. Melamine–
formaldehyde resin (MF), Arkofix NM used asshell-forming was kindly supplied by Clariant(France). Arkofix NM is a melamine formaldehydeprecondensate in aqueous solution (68 wt%). Tween80 (Acros Organics, France) was employed as emul-sifier. Citric acid and triethanolamine obtained from
Table 1Dispersed phase composition and microcapsules characteristicsa
Samplecode
Dispersed phase composition pH adjustment Core comicroca
PHMA(g)
DAHPb
(g)Chloroform(ml)
PHMA(wt%)
Batchno. 1
50 – 20 Beforehomogenisation
46.5
Batchno. 2
50 – 20 Afterhomogenisation
67.7
Batchno. 3
– – 34 Afterhomogenisation
–
Batchno. 4
– 50 – Afterhomogenisation
–
Batchno. 5
25 25 10 Afterhomogenisation
21.2
Data are the results of two independent experiments.a The preparation of MF microcapsules was performed at 55 �C. The
of 62%.b Aqueous DAHP solution (661 g l�1).c Determined by DSC.d Calculated from EDAX analysis.
Aldrich (France) as pH control agents were usedwithout any further purification prior to use.
2.2. Preparation of microcapsules
The microencapsulation of various core materialswas carried out in a 500 ml three neck round-bot-tomed flask equipped with a mechanical stirrer viaan in situ polymerization. The preparation condi-tions and the corresponding adopted nomenclatureare summarized in Table 1.
2.2.1. Batch nos. 1, 2 and 5
Prior to the encapsulation, 50 g of various corematerials, PHMA, chloroform and DAHP aqueoussolution (661 g l�1) were dispersed at 65 �C in150 ml of the aqueous phase containing 80 g of theamino resin and 2 g of Tween 80, at the constantspeed of 11,000 rpm using ultra turrax high speedhomogenizer (Ika T 25 basic, Germany).
2.2.2. Batch no. 3: used for comparison
The same preparation procedure was also used tosynthesize blank microcapsules with chloroform inthe core dispersed at room temperature, used forcomparison.
2.2.3. Batch no. 4Hundred and fifty milliliters of the aqueous
phase containing 80 g of the amino resin and 2 g
ntent inpsules
Encapsulationefficiency (%)
State and surface appearanceof microcapsules
c DAHPd
(wt%)
– 93 Almost spherical or acornshape, rough surface
– 135.4 Spherical shape, smoothsurface
– – Spherical shape, smoothsurface
26.4 92.9 Irregular shape, very roughsurface, aggregation
6.8 68 Irregular shape, roughsurface, aggregation
amount of aqueous amino resin was always 80 g with a dry weight

F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860 851
of Tween 80 was stirring at the constant speed of11,000 rpm using ultra turrax high speed homoge-nizer. The aqueous solution of DAHP was addeddrop wise for 15 min to promote the formation ofcoacervated particles.
Table 2
2.2.4. Shell formation
The emulsion was adjusted to pH 4 with10.0 wt% citric acid solution. The stirring speedwas decreased to 300 rpm after 15 min. Polymeriza-tion of melamine formaldehyde and microencapsu-lation were attained with continuous agitation for4 h at 55 �C. Then, the pH of the solution wasadjusted to 9 with 50 wt% triethanolamine solutionto complete the reaction. The suspension was cooledto 25 �C and filtered, the microcapsules werewashed twice with methanol and distilled water.The ability of amino resins for self-condensationaround the core material droplet is linked to its sur-face activity and is an enrichment of resin moleculeswithin the interface. The concentration of reactiveresin molecules in the boundary layer is enhancedby hydrophilic/hydrophobic interactions of the par-tial methylolated melamine. Thus, the resin conden-sation proceeds much faster in the boundary layerthan in the volume phase, allowing the formationof tougher capsule walls. The reaction scheme forthe synthesis is given in Fig. 1.
Phase change properties
Batch no. 1 Batch no. 2 Batch no. 5
DHf (J/g) 47.23 57.81 17.74DHc (J/g) 40.93 54.87 17.22Tf peak (�C) 55.69 56.72 55.42Tc peak (�C) 36.33 36.18 37.27Tf onset (�C) 50.28 51.41 51.07Tc onset (�C) 39.73 39.41 40.57
2.3. Microcapsules characterization
2.3.1. Encapsulation efficiency
The encapsulation efficiency of the core materialswas calculated as the ratio between the actual con-tent core materials determined by DSC and/or
Fig. 1. Formation of cross-li
EDAX analysis and the theoretical core content,and expressed as percentage (Table 1).
2.3.2. Scanning electron microscopy
The surface morphology of microcapsule andtheir compositional analysis were observed withthe help of a scanning electron microscopy (PhilipsXL30 ESEM/EDAX-SAPPHIRE) at an acceleratedvoltage of 12 kV.
2.3.3. Infrared spectroscopy
The structure of the shell polymer was analyzedby FT-IR spectra. Samples were ground and mixedwith KBr to make pellets. FT-IR spectra in theabsorbance mode were recorded using a NicoletNexus, connected to a PC, in which the number ofscan was 32 and the resolution was 4 cm�1.
2.3.4. Differential scanning calorimetryThe thermal behavior of the particles was
recorded using a TA instrument type DSC 2920piloted on PC with TA Advantage control software(Table 2). Indium was used as standard for temper-ature calibration and the analysis was made under aconstant stream of nitrogen (50 ml/min). Samples
nked amino resin shell.

852 F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860
were placed in aluminum pans which were hermeti-cally sealed before being placed on the calorimeterthermocouples. The sample space was purged withnitrogen at a constant flow (50 ml/min) during theexperiments and the temperature range was from�30 to 100 �C.
The specific heat, Cp, of each material was mea-sured using a TA DSC 2920 in conventional modewith a sapphire single crystal as the Cp standard.In a conventional DSC experiment, the furnace tem-perature varies with time by a linear factor. In orderto determine heat capacity of a material, the ‘‘three-step” method is necessary, i.e. the same temperatureprogram must be applied to the sample, a referencesample (e.g. sapphire) and an empty sample pan.The thermal program used for the Cp measurementwas:
1. Isothermally held at �30 �C for 2.5 min.2. Ramp at 2.5 �C/min to 200 �C.3. Isothermally held at 200 �C for 3 min.
To start with the specific heat measurement, abaseline heat flow curve was first measured withempty aluminum pans. Then, a sapphire standardwas placed in the sample pan and the heat flowcurve was measured again using the same set ofDSC pans. Finally, the heat flow curve for thesample was measured using the same DSC samplepan.
2.3.5. Thermogravimetric analysisThe thermogravimetric analysis (TGA) was car-
ried out using a Netzsch STA 409 thermobalanceapparatus under an air atmosphere at a purge rateof 50 ml/min. Heating rates of 10 �C/min was usedfrom 20 to 800 �C. For each experiment approxi-mately 10.0 mg sample was used in the TGA test.Concerning thermal analysis of various microcap-sules, curves of weight difference between the exper-imental and theoretical TG curves are computed asfollows:
DðMðT ÞÞ ¼ M expðT Þ½microcapsules� �M theoðT Þ½shell=core�
where D(M(T)) is the curve of residual mass differ-ence, Mexp(T)[microcapsules] is the experimental resid-ual mass of microcapsules, Mtheo(T)[shell/core] isthe theoretical residual mass of the same micro-capsules computed by linear combination betweenthe experimental masses of core and polymershell. The D(M(T)) curves allow the observation ofan eventual increase or decrease in the thermal sta-
bility of the microcapsules compared to the combi-nation of components analyzed separately.
2.3.6. Hot diskThe thermal conductivities of microcapsules were
measured by the Hot-Disk Method Thermal Ana-lyzer (TDA-501). The hot-disk method utilizes athin disk-shaped sensor (hot-disk sensor) to mea-sure the thermal conductivity Hot disk. The mea-surement time was kept at 20 s, and the outputpower to the hot-disk sensor was 40 mW. The sen-sor radius is 3.189 mm. At least five measurementswere performed for each material to ensure therepeatability of the measurement results. To preparesamples for the hot-disk measurements, 15 g ofmicrocapsules for each experiment were dispersedin two containers with a depth and a diameter of30 and 50 mm, respectively. During the measure-ment, the hot disk sensor was sandwiched betweenthe two containers.
3. Results and discussion
3.1. Structure of microcapsules
Spectra of PHMA, DAHP and MF shell (batch3) are presented in Fig. 2 to allow for identificationof various core and shell microcapsules via knowncharacteristic wavenumbers.
The FT-IR spectra of all microcapsules with anamino shell were recorded and analyzed. The IRspectra of batch nos. 1, 2, 4 and 5 are shown in figs2 and 3, respectively. Characteristic broad bandresponsible for hydroxyl, imino and amino stretchingwere observed around 3350 cm�1. Alkyl C–Hstretching vibration was found around 2950 cm�1.The C–N multiple stretching in the triazine ring wasobserved around 1555 cm�1. C–H bending vibrationin CH2 was found at 1490 cm�1 and 1360 cm�1 due tomethylene bridges. The characteristic absorptionbands of aliphatic C–N vibration appeared between1200 and 1170 cm�1. Characteristic triazine ringbending at 810 cm�1 can also be observed. C–O–Cstretching due to ether bridge at 1130 cm�1 was onlypresent in Fig 3 for the batch no. 3.
The FT-IR spectra of DAPH and the obtainedmicrocapsules containing salt (batch nos. 4 and 5)are shown in Figs. 2 and 3, respectively. In thestretching mode region of the water molecules andammonium ions, a broad bands appears between3500 and 2200 cm�1. The three bands in Fig. 2 andoverlapped bands in Fig. 3 between 1518 and

Fig. 2. FT-IR spectra of raw materials (PHMA, DAHP and microcapsules from batch no. 3).
Fig. 3. FT-IR spectra of microcapsules from batch nos. 1, 2, 4 and 5.
F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860 853
1405 cm�1 can be assigned to NH4 stretching modes.Moreover, the broad bands at 1073 and 955 cm�1
might be attributed to the stretching vibrations ofthe phosphate ions (P@O and HO–P@O).
854 F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860
All the spectra with PHMA (Fig. 2, batch nos. 1,2 and 5 in Fig. 3) showed absorption bands at 2950–2860 and 1740–1730 cm�1 for the aliphatic C–Hstretching and C@O stretching for ester groups,respectively. This was also confirmed by carbonylstretching of the –COOC vibrations at 1174–1241 cm�1 for PHMA in Fig. 2. The bending andwagging vibration of CH2 and ether stretching canbe observed at 1460, 1370 and 1075 cm�1.
Fig. 5. Crosslinking reactions of melamine resins.
3.2. Morphologies of microcapsules
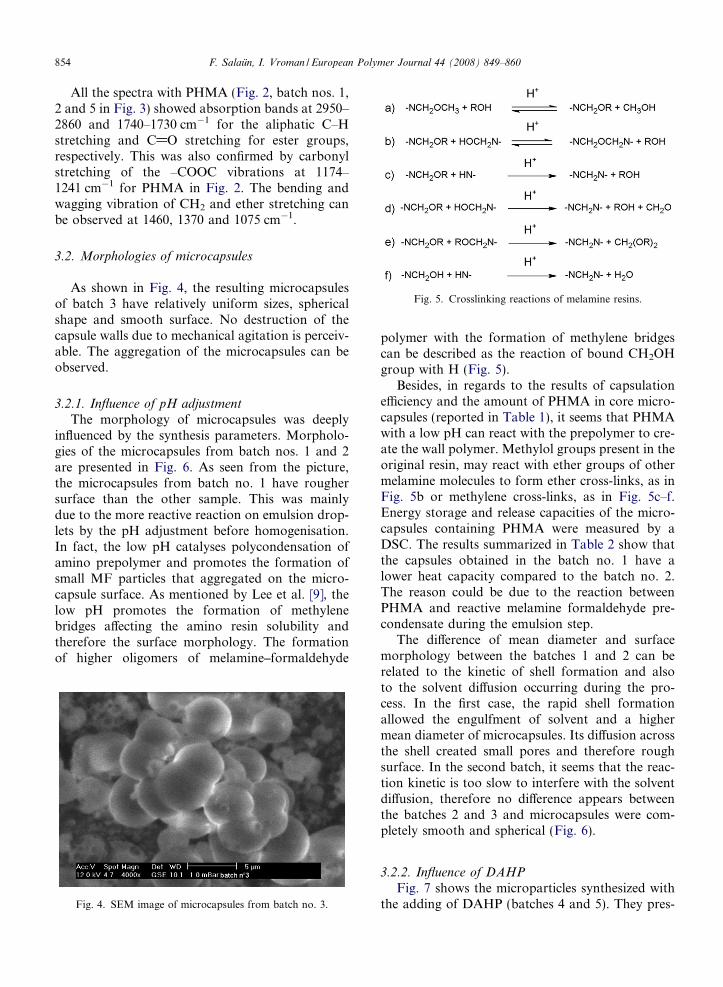
As shown in Fig. 4, the resulting microcapsulesof batch 3 have relatively uniform sizes, sphericalshape and smooth surface. No destruction of thecapsule walls due to mechanical agitation is perceiv-able. The aggregation of the microcapsules can beobserved.
3.2.1. Influence of pH adjustment
The morphology of microcapsules was deeplyinfluenced by the synthesis parameters. Morpholo-gies of the microcapsules from batch nos. 1 and 2are presented in Fig. 6. As seen from the picture,the microcapsules from batch no. 1 have roughersurface than the other sample. This was mainlydue to the more reactive reaction on emulsion drop-lets by the pH adjustment before homogenisation.In fact, the low pH catalyses polycondensation ofamino prepolymer and promotes the formation ofsmall MF particles that aggregated on the micro-capsule surface. As mentioned by Lee et al. [9], thelow pH promotes the formation of methylenebridges affecting the amino resin solubility andtherefore the surface morphology. The formationof higher oligomers of melamine–formaldehyde
Fig. 4. SEM image of microcapsules from batch no. 3.
polymer with the formation of methylene bridgescan be described as the reaction of bound CH2OHgroup with H (Fig. 5).
Besides, in regards to the results of capsulationefficiency and the amount of PHMA in core micro-capsules (reported in Table 1), it seems that PHMAwith a low pH can react with the prepolymer to cre-ate the wall polymer. Methylol groups present in theoriginal resin, may react with ether groups of othermelamine molecules to form ether cross-links, as inFig. 5b or methylene cross-links, as in Fig. 5c–f.Energy storage and release capacities of the micro-capsules containing PHMA were measured by aDSC. The results summarized in Table 2 show thatthe capsules obtained in the batch no. 1 have alower heat capacity compared to the batch no. 2.The reason could be due to the reaction betweenPHMA and reactive melamine formaldehyde pre-condensate during the emulsion step.
The difference of mean diameter and surfacemorphology between the batches 1 and 2 can berelated to the kinetic of shell formation and alsoto the solvent diffusion occurring during the pro-cess. In the first case, the rapid shell formationallowed the engulfment of solvent and a highermean diameter of microcapsules. Its diffusion acrossthe shell created small pores and therefore roughsurface. In the second batch, it seems that the reac-tion kinetic is too slow to interfere with the solventdiffusion, therefore no difference appears betweenthe batches 2 and 3 and microcapsules were com-pletely smooth and spherical (Fig. 6).
3.2.2. Influence of DAHP
Fig. 7 shows the microparticles synthesized withthe adding of DAHP (batches 4 and 5). They pres-

Fig. 6. SEM images of microcapsules from batch nos. 1 (a) and 2(b).
Fig. 7. SEM images of microcapsules from batch nos. 4 (a) and 5(b).
F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860 855
ent a compact aggregated structure with an irregularrough shape. We can attribute the surface state tothe presence of inorganic salt. During the dispersionstep, phosphate anions diffuse into the MF networkprepolymer and produced electrostatic attractionswith positively charged amino resin to form physicalcrosslinkings. The pH adjustment allowed the shellgrowing in the continuous phase to form micropar-ticles. Thus, in presence of DAHP, there is nolonger formation of capsules but rather of aggre-gates in which the ammonium salt is dispersedthroughout the polymeric matrix. The presence ofPHMA in the dispersed phase limits the interpene-tration between the salt and the amino resin, andtherefore the surface appears smoother.
As a result as the above reported effect, the mor-phology of melamine–formaldehyde microcapsulesor microparticles is deeply influenced by the pH,the temperature and the core content. The encapsu-lation efficiency difference may be also due to thefragments, tiny particles or unreacted amino resinremoval during the recovering.
3.3. Thermal analysis by TGA
3.3.1. Thermal degradation of raw materials
TG curves of raw materials, e.g. neat DAHP,PHMA and amino resin from batch no. 3 arereported in Fig. 8.
The thermal degradation of DAHP has beenalready reported elsewhere [10]. The weight losscan be divided in four steps. At 90 �C, the weightloss corresponds to release of adsorbed water, nexttwo peaks appear at 160 and 205 �C assigned towater and ammonia, respectively. In the third step,DAHP is transformed in polyphosphoric acid thatdehydrates to phosphorus oxides from 500 �C.
The thermal degradation of the PHMA occurs intwo consecutive stages, with the first being the mainone. The first was in the range of 250–450 �C with aweight loss of 91.7% and in which the destruction ofester units gives a carboxylic acid and a vinylester. The char formed from the first step of the deg-radation is oxidized during the second stage of

Fig. 8. TG (a) and DTG (b) curves of DAHP, PHMA and microcapsules from batch no. 3.
856 F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860
decomposition, in the range of 450–520 �C with aweight loss of 7%.
The thermal behavior of amino resin monitoredby TGA shows a complex mechanism of thermaldegradation in four main consecutive stages: from40 to 145 �C, 145 to 245 �C, 245 to 400 �C, andfor temperatures higher than 400 �C. The firstweight loss (�3.6%) can be attributed to the evapo-ration of water, and the second (�11.2%) to metha-nol and formaldehyde. During the third stage(�35.6%), Devallencourt et al. [11] have observedthe presence of ammonia attributed to the thermal
condensation of the melamine and also methanol,formaldehyde and amine showing the presence ofother possible reactions. From 400 �C, the thermaldegradation of melamine takes place with the break-down of the three-dimensional polymer structure,leading to the formation of cyameluric structures,ammonia and formaldehyde.
3.3.2. Thermal degradation of microcapsules
TG and DTG curves of the microcapsules frombatch nos. 1, 2, 4 and 5 are shown in Fig. 9. Theresidual weight of each sample is related to the dif-
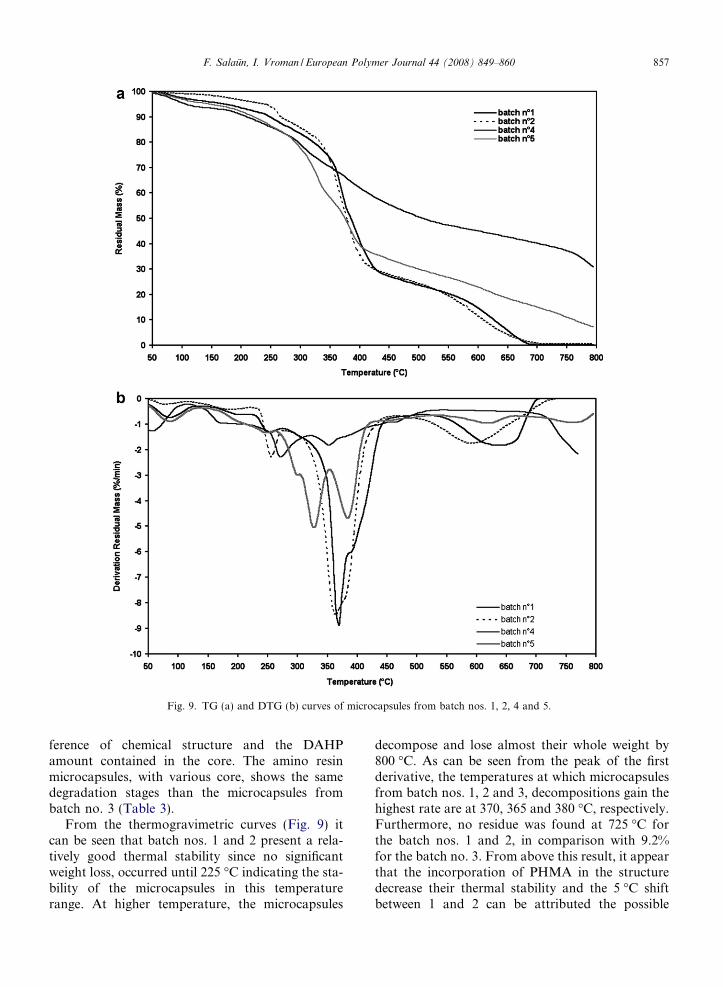
Fig. 9. TG (a) and DTG (b) curves of microcapsules from batch nos. 1, 2, 4 and 5.
F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860 857
ference of chemical structure and the DAHPamount contained in the core. The amino resinmicrocapsules, with various core, shows the samedegradation stages than the microcapsules frombatch no. 3 (Table 3).
From the thermogravimetric curves (Fig. 9) itcan be seen that batch nos. 1 and 2 present a rela-tively good thermal stability since no significantweight loss, occurred until 225 �C indicating the sta-bility of the microcapsules in this temperaturerange. At higher temperature, the microcapsules
decompose and lose almost their whole weight by800 �C. As can be seen from the peak of the firstderivative, the temperatures at which microcapsulesfrom batch nos. 1, 2 and 3, decompositions gain thehighest rate are at 370, 365 and 380 �C, respectively.Furthermore, no residue was found at 725 �C forthe batch nos. 1 and 2, in comparison with 9.2%for the batch no. 3. From above this result, it appearthat the incorporation of PHMA in the structuredecrease their thermal stability and the 5 �C shiftbetween 1 and 2 can be attributed the possible

Table 3Results of thermogravimetric analysis
Sample Step I Step II Step III Step IV
Temperaturerange
Mass losses(%)
Temperaturerange
Mass losses(%)
Temperaturerange
Mass losses(%)
Temperaturerange
Mass losses(%)
DAHP 90–300 27.7 300–500 12.7 500–700 59.6 – –PHMA 250–450 91.7 450–520 7 – – – –Batch no. 3 40–145 3.6 145–245 11.2 245–400 35.6 400–800 48Batch no. 1 40–145 3.8 145–225 4 225–450 64.8 450–700 27Batch no. 2 40–125 1.8 125–225 4 225–450 65.1 450–725 27.7Batch no. 4 40–145 6 145–250 6.4 250–560 39.1 560–800 17.2Batch no. 5 40–145 4.5 145–260 9.9 260–535 57.6 535–800 20.6
858 F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860
reaction between PHMA and the amino resin in thefirst case.
The main step of degradation of microcapsulescontaining DAHP occurs between 250 and 560 �Cin Fig. 9 and Table 3. Batch no. 5 shows two overlap-ping peaks between 325 and 385 �C with 57.6%,whereas batch no. 4 shows two overlapping peaksbetween 270 and 350 �C and a small shoulder at385 �C corresponding to a weight loss of 39.1%. Atthe end of degradation, the residue is about 31.3%and 6.4% for the batch nos. 4 and 5, respectively.Thus the presence of DAHP in the microcapsulesallows the formation of stable residue above 800�.
3.3.3. Weight difference curves
The weight difference curves for the batch nos.2, 4 and 5 presented in Fig. 10 allow to quantify
Fig. 10. Curves of residual mass difference for
the interactions between the core content and thepolymeric shell. When the experimental curve ishigher than the theoretical one, the loss of weightis lower than expected showing that the reactivityof the polymer shell with the core leads to thermalstabilization of the microcapsules. Otherwise, thereactivity of the different compound leads to desta-bilization of the microcapsules. All the curvesshow a first temperature range with a thermaldestabilization between 50 and 200 �C, followedby an improvement stability for the batch no. 4,and an decrease for the batch nos. 2 and 5 until425 and 675 �C, respectively. The thermal stabiliza-tion of the batch no. 4 can be explained by theformation of phosphoric acid reacting with themelamine to form a stable char. This phenomenoncan be attributed to a catalytic effect of degradation
microcapsules from batch nos. 2, 4 and 5.

F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860 859
of the acid which initiates the intumescencephenomenon. Thus, the incorporation ofDAHP in the amino resin allows a higher stabilityfrom 400 �C than the two components takenseparately.
The destabilizations observed between 250 and425 �C for the batch nos. 4 and 5 show that the deg-radation of PHMA is accelerated with the presenceof effluent from the degradation of melamine–for-mol. This phenomenon seems to be catalyzed bythe presence of DAHP and more especially withphosphoric acid.
3.4. Thermal properties
Table 4 shows the specific heat capacities (Cp)and the thermal conductivities (k) of the investi-gated microcapsules. From Fig. 11 and Table 4,
Table 4Experimental data of microcapsules thermal properties (thermal condu
Note Sample
Batch no. 1 Bat
Cp (J K�1 g�1) Room temperature 0.707 1.19Tf peaka 9.124 11,1Tf offsetb 0.862 1.32
k (W m�1 K�1) Room temperature 0.1092 0.08
a Tf peak: temperature of the sample at the point of maximum rate ob Tf offset: final melting temperature.
Fig. 11. Cp as a functio
the heat capacity tends to increase with the increaseof the temperature until the melting of PHMA. Thevalues depend on the amount of core materials andare relevant to the PHMA phase change and thechemical structure of wall polymer. Thus, a highcore content of PHMA increases the heat capacitywhatever the measurement temperature. The incor-poration of DAHP has similar influence, and ahigher Tf offset value than the other samples is alsoobserved.
The thermal conductivity is strongly dependingon the chemical structure of the microcapsules shell.Thus, a reaction between PHMA and the aminoresin increases the thermal conductivity, in the sameway that the DAHP presence. The high thermalconductivity of batch no. 5 can be explained bythe relative high thermal conductivity of DAHP(0.2216 W m�1 K�1).
ctivity, heat capacities)
ch no. 2 Batch no. 3 Batch no. 4 Batch no. 5
9 1.190 0.902 1.14790 – – 5.3178 – – 2.26049 0.0815 0.0944 0.1176
f melting.
n of temperature.

860 F. Salaun, I. Vroman / European Polymer Journal 44 (2008) 849–860
4. Conclusion
Melamine–formaldehyde microcapsules contain-ing with active ingredients for intumescent flameretardant system were prepared by an in situ poly-merization. The SEM analysis showed that the sur-face morphology is affected by many interrelatedparameters, specially the nature of core content,and the synthesis conditions. Thermal conductivitydepends on the chemical structure of the polymericshell whereas heat capacity is related to the corecontent of microcapsule. Furthermore, better ther-mal stability at high temperature was found formicrocapsules containing DAHP. Further investiga-tions will focus on testing the fire behavior of filledmicrocapsules in polypropylene fibers.
References
[1] Saihi D, Vroman I, Giraud S, Bourbigot S. Microencapsu-lation of ammonium phosphate with a polyurethane shell.Part II. Interfacial polymerization technique. React FunctPolym 2006;66(10):1118–25.
[2] Saihi D, Vroman I, Giraud S, Bourbigot S. Microencapsu-lation of ammonium phosphate with a polyurethane shellpart I: Coacervation technique. React Funct Polym 2005;64(3):127–38.
[3] Giraud S, Bourbigot S, Rochery M, Vroman I, Tighzert L,Delobel E. Microencapsulation of phosphate: application to
flame retarded coated cotton. Polym Degrad Stabil 2002;77(2):285–97.
[4] Dietrich K, Herma H, Nastke R, Bonatz E, Teige W. Aminoresin microcapsules. I. Literature and patent review. ActaPolym 1989;40(4):243–51.
[5] Sun G, Zhang Z. Mechanical properties of melamine–
formaldehyde microcapsules. J Microencapsul 2001;18(5):593–602.
[6] Luo W, Yang W, Jiang S, Feng J, Yang M. Microencap-sulation of decabromodiphenyl ether by in situ polymeriza-tion: preparation and characterization. Polym Degrad Stabil2007;92(7):1359–64.
[7] Dietrich K, Bonatz E, Geistlinger H, Herma H, NastkeR, Purz HJ, et al. Amino resin microcapsules. II.Preparation and morphology. Acta Polym 1989;40(5):325–31.
[8] Dietrich K, Bonatz E, Nastke R, Herma H, Walter M, TeigeW. Amino resin microcapsules. IV. Surface tension of theresins and mechanism of capsule formation. Acta Polym1990;41(2):91–5.
[9] Lee HY, Lee SJ, Cheong W, Kim JH. Microencapsulation offragrant oil via in situ polymerisation: effects of pH andmelamine–formaldehyde molar ratio. J Microencapsul 2002;19(5):559–69.
[10] Camino G, Costa L, Trossarelli L. Study of the mechanismof intumescence in fire retardant polymers: Part I—Ther-mal degradation of ammonium polyphosphate–pentaeryth-ritol mixtures. Polym Degrade Stabil 1984;6(4):243–52.
[11] Devallencourt C, Saiter JM, Fafet A, Ubrich E. Thermo-gravimetry/Fourier transform infrared coupling investiga-tions to study the thermal stability of melamine formaldehyderesin. Thermochim Acta 1995;259(1):143–51.
Copyright © 2022 FDOKUMEN