Ullmanns Encyclopedia of Industrial Chemistry formaldehyde
66
1 Formaldehy de Formaldehyde GU¨ NTHER REUSS, BASF Aktiengesellschaft, Ludwigshafen, Federal Republic of Germany (Chaps. 1, 2, 4, and 5) WALTER DISTELDORF, BASF Aktiengesellschaft, Ludwigshafen, Federal Republic of Germany (Chaps. 3, 6- 9) ARMIN OTTO GAMER, BASF Aktiengesellschaft, Ludwigshafen, Federal Republic of Germany (Chap. 10) ALBRECHT HILT, Ultraform GmbH, Ludwigshafen, Federal Republic of Germany (Chaps. 11, 12) 1. Introduction . . . . . . . . . . 2 5. Environmental Protection 14 2. Physical Properties . . . . . . . . . . 2 6. Quality Specifications and Analysis 17 2.1. Monomeric Formaldehyde . . . . . 2 6.1. Quality Specifications . . . . . . . . 17 2.2. Aqueous Solutions . . . . . . . . . . 3 6.2. Analysis . . . . . . . . . . . . . . . . . 17 3. Chemical Properties . . . . . . . . . 5 7. Storage and Transportation . . . . 18 4. Production . . . . . . . . . . . . . . . . 6 8. Uses . . . . . . . . . . . . . . . . . . . . 19 4.1. Silver Catalyst Processes . . . . . . 7 9. Economic Aspects . . . . . . . . . . . 20 4.1.1 . Complete Conversion of Methanol 10. Toxicology and Occupational (BASF Process) . . . . . . . . . . . . . 8 Health . . . . . . . . . . . . . . . . . . 21 4.1.2 . Incomplete Conversion and Distilla- 11. Low Molecular Mass Polymers . . 22 tive Recovery of Methanol . . . . . . 9 11.1. Linear Polyoxymethylenes . . . . . 22 4.2. Formox Process . . . . . . . . . . . . 11 11.2. Cyclic Polyoxymethylenes . . . . . . 25 4.3. Comparison ofProcess Economics 12 11.2. 1. Trioxane . . . . . . . . . . . . . . . . . 25 4.4. Distillation ofAqueous Formalde- 11.2. 2. Tetraoxane . . . . . . . . . . . . . . . . 28 hyde Solutions . . . . . . . . . . . . . 13 11.2. 3. Higher Cyclic Polyoxymethylenes . 28 4.5. Preparation ofLiquid Monomeric 12. Formaldehyde Cyanohydrin . . . . 28 Formaldehyde . . . . . . . . . . . . . 14 13. References . . . . . . . . . . . . . . . . 29 1. Introducti on Formaldehyde occurs in nature and is formed from organic material by photochemical pro- cesses in the atmosphere as long as life con- tinues on earth. Formaldehyde is an important metabolic product in plants and animals (includ- ing humans), where it occurs in low but measur- able concentrations. It has a pungent odor and is an irritant to the eye, nose, and throat even at a low concentration; the threshold concen- tration for odor detection is 0.05 - 1 ppm. How- ever, formaldehyde does not cause any chronic damage to human health. Formaldehyde is also formed when organic material is incompletely combusted; therefore, formaldehyde is found in combustion gases from, for example, auto- motive vehicles, heating plants, gas- fired boil-
-
Upload
shearerlyn -
Category
Documents
-
view
2 -
download
0
Transcript of Ullmanns Encyclopedia of Industrial Chemistry formaldehyde

1 Formaldehyde
FormaldehydeGU¨ NTHER REUSS, BASF Aktiengesellschaft, Ludwigshafen, Federal Republic of Germany (Chaps. 1, 2, 4, and5)WALTER DISTELDORF, BASF Aktiengesellschaft, Ludwigshafen, Federal Republic ofGermany (Chaps. 3, 6- 9) ARMIN OTTO GAMER, BASF Aktiengesellschaft, Ludwigshafen, Federal Republic of Germany (Chap. 10) ALBRECHT HILT, Ultraform GmbH, Ludwigshafen, Federal Republic of Germany (Chaps. 11, 12)
1. Introduction . . . . . . . . . . 2 5. Environmental Protection 142. Physical Properties . . . .
. . . . . . 2 6. Quality Specifications and
Analysis17
2.1. Monomeric Formaldehyde .. . . .
2 6.1. Quality Specifications .. . . . . . .
172.2. Aqueous Solutions . . . . .
. . . . . 3 6.2. Analysis . . . . . . . . . . . . .
. . . . 17
3. Chemical Properties . . . .. . . . .
5 7. Storage and Transportation. . . .
184. Production . . . . . . . . . . . . .
. . . 6 8. Uses . . . . . . . . . . . . . . . . . .
. . 19
4.1. Silver Catalyst Processes . . . . . .
7 9. Economic Aspects . . . . . . . .. . .
204.1.1.
Complete Conversion of Methanol
10. Toxicology and Occupational(BASF Process) . . . . . . . . .
. . . . 8 Health . . . . . . . . . . . . . . .
. . . 21
4.1.2.
Incomplete Conversion and Distilla-
11. Low Molecular Mass Polymers . .
22tive Recovery of Methanol . . . . . .
9 11.1. Linear Polyoxymethylenes . . . . .
224.2. Formox Process . . . . . . . .
. . . . 11 11.2. Cyclic Polyoxymethylenes
. . . . . . 25
4.3. Comparison ofProcess Economics
12 11.2.1.
Trioxane . . . . . . . . . . . . . . . . .
254.4. Distillation ofAqueous
Formalde-11.2.2.
Tetraoxane . . . . . . . . . . . . .. . .
28hyde Solutions . . . . . . . . .. . . .
13 11.2.3.
Higher Cyclic Polyoxymethylenes .
284.5. Preparation ofLiquid
Monomeric12. Formaldehyde Cyanohydrin
. . . . 28
Formaldehyde . . . . . . . . . .. . .
14 13. References . . . . . . . . . . . . . . . .
29
1.IntroductionFormaldehyde occurs in natureand is formed from organicmaterial by photochemical pro-cesses in the atmosphere aslong as life con- tinues onearth. Formaldehyde is animportant metabolic product inplants and animals (includ- inghumans), where it occurs in lowbut measur- ableconcentrations. It has apungent odor and is an irritantto the eye, nose, and throateven at a low concentration;
the threshold concen- trationfor odor detection is 0.05 - 1ppm. How- ever, formaldehydedoes not cause any chronicdamage to human health.Formaldehyde is also formedwhen organic material isincompletely combusted;therefore, formaldehyde isfound in combustion gases from,for example, auto- motivevehicles, heating plants, gas-fired boil-

2 Formaldehydeers, and even in cigarette
smoke. Formalde- hyde is animportant industrial chemicaland is employed in themanufacture of many in-dustrial products and consumerarticles. More than 50 branchesof industry now use formalde-hyde, mainly in the form ofaqueous solutions andformaldehyde-containing resins.In 1995, the demand forformaldehyde in the three majormarkets - Northern America,
Western Europe, Japan - was4.1 x 106 t/a [1].
History. Formaldehyde wasfirst synthesized in 1859, whenBUTLEROV hydrolyzed methy- leneacetate and noted thecharacteristic odor of theresulting solution. In 1867,HOFMANN conclusively identifiedformaldehyde, which he preparedby passing methanol vapor andair over a heated platinumspiral. This method, but
Qc 2005 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim10.1002/14356007.a11 619
with other catalysts, stillconstitutes the principalmethod of manufacture. Thepreparation of pure formaldehydewas described later by KEKULE'in1882.Industrial production of
formaldehyde be- came possiblein 1882, when ToLLENS disco-vered a method of regulatingthe methanol va- por : airratio and affecting the yieldof the reac- tion. In 1886 LoEWreplaced the platinum spiralcatalyst by a more efficientcopper gauze. The German firm,Mercklin und Lo¨ sekann,started to manufacture andmarket formaldehyde on acommercial scale in 1889.Another German firm, HugoBlank, patented the first useof a sil- ver catalyst in 1910.Industrial development
continued from 1900 to 1905,when plant sizes, flow rates,yields, and efficiency wereincreased. In 1905, Badis- cheAnilin & Soda-Fabrik started tomanufacture formaldehyde by acontinuous process employ- inga crystalline silver catalyst.Formaldehyde output was 30 kg/din the form of an aqueous30 wt %solution.The methanol required for the
production of formaldehyde wasinitially obtained from thetimber industry by carbonizingwood. The devel- opment of thehigh-pressure synthesis ofmeth- anol by Badische Anilin &Soda-Fabrik in 1925 allowed theproduction of formaldehyde on atrue industrial scale.
2. PhysicalProperties
2.1. MonomericFormaldehydeFormaldehyde [50-00-0], CH2 0, Mr 30.03, is a colorless gas atambient temperature that has apungent, suffocating odor andan irritant action on the eyesand skin.
Formaldehyde liquefies at -19.2 o C, the den- sity of theliquid being 0.8153 g/cm3 at -20o C and 0.9172 g/cm3 at -80 o
C. It solidifies at-118 o C to give a white paste.The liquid and gas polymerizereadily at low and ordinarytem- peratures up to 80 o C.Pure formaldehyde gas does notpolymerize between 80 and 100 o
C and behaves as an ideal gas.For the UV absorption spectraof formaldehyde, see [2].Structural in- formation aboutthe formaldehyde molecule isprovided by its fluorescence[3], IR [4], RA- MAN [5], andmicrowave spectra [6].Following

are some of the thermodynamicproperties of gaseousformaldehyde:Heat of formation at 25 O C -115.9 ± 6.3 kJ/mol Gibbs energy at 25 O C-109.9 kJ/mol Entropy at 25 O C 218.8 ±
0.4 kJmol-1 K-1Heat of combustion at 25 O C-561.5 kJ/molHeat of vaporization at -19.2 O C23.32 kJ/molSpecific heat capacity at 25 O C, cp35.425 Jmol-1 K-1Heat of solutionat 23 O Cin water-62 kJ/molin methanol-62.8 kJ/mol in 1-propanol-59.5 kJ/mol in 1-butanol-62.4 kJ/mol
Cubic expansion coefficient2.83X10-3 K-1Specific magnetic susceptibility-0.62X106Vapor density relative to air1.04
The vapor pressure p of liquidformaldehyde has been measuredfrom -109.4 to -22.3 o C [7] andcan be calculated for a giventemperature T (K) from thefollowing equation:
p (kPa) = 10[5.o233 -(1429/T )+ 1.75
logT - o.oo63T ]
Polymerization in either thegaseous or the liquid state isinfluenced by wall effects,pres- sure, traces of humidity,and small quantities of formicacid. Formaldehyde gas obtainedby va- porization ofparaformaldehyde or more highlypolymerized o-polyoxymethylenes, which is ca.90 - 100 % pure, must bestored at 100 - 150 o C toprevent polymerization.Chemical decompo- sition isinsignificant below 400 o C.Formaldehyde gas is
flammable, its ignitiontemperature is 430 o C [8];mixtures with air areexplosive. At ca. 20 o C thelower and upper ex- plosivelimits of formaldehyde are ca.
7 and72 vol % (87 and 910 g/m3 ),respectively [9]. Flammabilityis particularly high at aformalde- hyde concentration of65 - 70 vol %.At a low temperature, liquid
formaldehyde is miscible in allproportions with nonpolar sol-vents such as toluene, ether,chloroform, or ethyl acetate.However, solubility decreaseswith in- creasing temperatureand at room temperaturepolymerization andvolatilization occur, leavingonly a small amount ofdissolved gas. Solutions ofliquid formaldehyde inacetaldehyde behave as idealsolutions [10]. Liquidformaldehyde is slightlymiscible with petroleum etherand p- cymene [11].Polar solvents, such as
alcohols, amines or acids,either catalyze thepolymerization of formaldehydeor react with it to formmethylol compounds or methylenederivatives.

2.2. AqueousSolutions
At room temperature, pureaqueous solutions containformaldehyde in the form ofmethylene glycol H0CH2 0H [463-57-0] and its oligomers, namelythe low molecular masspoly(oxymethy- lene) glycolswith the following structure
H0 (CH2 0)n H (n=1- 8)
Monomeric, physically dissolvedformaldehyde is only present inlow concentrations of up to0.1 wt %. Thepolymerization equilibrium
H0CH2 0H + n CH2 0 � H0 (CH2 0)n
+1 -H
is catalyzed by acids and isshifted toward the right atlower temperature and/or higherformaldehyde concentrations,and toward the left if thesystem is heated and/or diluted[12], [13] (see also Section11.1).Dissolution of formaldehyde
in water is exothermic, theheat of solution (- 62 kJ/mol)being virtually independent ofthe solution con- centration[14]. Clear, colorlesssolutions of formaldehyde inwater can exist at a formalde-hyde concentration of up to 95wt %, but the temperature mustbe raised to 120 o C to ob-tain the highestconcentrations. Concentratedaqueous solutions containingmore than 30 wt %
[13]. Table 1 gives thecalculated oligomer dis-tribution in an aqueous 40wt % solution offormaldehyde.A kinetic study of the
formation of methy- lene glycolfrom dissolved formaldehyde andwater shows that the reversereaction is 5x103 to 6x103times slower than the forwardreac- tion [15], and that itincreases greatly with theacidity of the solution. Thismeans that the dis- tributionof the higher mass oligomers (n> 3) does not change rapidlywhen the temperature isincreased or the solution isdiluted; the methy- lene glycolcontent then rises at theexpense of the smalleroligomers (n = 2 or 3). Inaque- ous solutionscontaining ≤ 2 wt % formalde-hyde, formaldehyde is entirelymonomeric.Methylene glycol can be
determined by the bisulfitemethod [16] or by measuring thepar- tial pressure offormaldehyde [17]. Molecularmasses and monomer contents canbe deter- mined by NMRspectroscopy [13], [18].The approximate amount of
monomeric formaldehyde presentas formaldehyde hemifor- maland methylene glycol in aqueoussolutions containingformaldehyde and methanol, canbe calculated from data at 25 -80 o C [19] by using thefollowing equation:Monomer (mo1%) =√
formaldehyde become cloudy on storage at room
100 - 12.3 F + (1.44 - 0.0164F ) M
temperature, because largerpoly(oxymethy- lene) glycols (n≥ 8) are formed which then pre-cipitate out (the higher the
molecular mass of the polymers,the lower is their solubility).Table 1. Calculated distribution ofoligomers of methylene glycol, H0 (CH2 0)n H,

1 26.80 3.892 19.368 2.503 16.38 9 1.594 12.33 10 0.995 8.70
.89> 10 1.58
in an aqueous 40 wt % formaldehyde solutionat where F is the formaldehyde
concentration (7- 55 wt %) andM is the methanol concentra-tion (0 - 14 wt %).The partial pressure pF of
formaldehyde above aqueoussolutions has been measured byLEDBURY and BLAIR and computed bywALKER
35 o C [12] and LACY [20]. The parameter pF
for solutions
n Proportion, % n Proportion, %
in which F is in the range 0 -40 wt % can becalculated with a relativeerror of 5 - 10 % in thetemperature range T = 273 - 353K by using the followingequation :
Equilibrium constants have been determined
PF (kPa) = 0.1333Fe-F α= 0.08760 ± 0.00950 ao = -12.0127 ± 0.0550
α (ao +a1 /T + a2 /T 2 )
for the physical dissolution offormaldehyde inwater and for the reaction offormaldehyde to give methyleneglycol and its oligomers [12].These parameters can becombined with other data tocalculate the approximateequilibria at any temperaturefrom 0 to 150 o C and at aformaldehyde concentration ofup to 60 wt %
a1 = 3451.72 ± 17.14a2 = 248257.3 ± 5296.8
Results of such calculations are given in Table 2 and agree well with the measured values.
Table 3 gives the partial pressures and con- centrations of formaldehyde in the liquid and

Liquid phase Gaseous (pF ), kPa(Fl ) (Fg )
3.95 3.6 2.358.0 7.
34.75
Table 2. Partial pressure pF of formaldehyde (kPa) above aqueous formaldehyde solutions
t, O C Formaldehyde concentration, wt %
1 5 10 15 20 25 30 35 40
5 0.003 0.011 0.0160.021 0.025 0.028 0.031 0.034 0.0310 0.005 0.015 0.024 0.038 0.043 0.049 0.053 0.0515 0.007 0.022 0.0360.047 0.057
0.0660.0750.083 0.09
020 0.009 0.031 0.052 0.069
0.085 0.099 0.113
0.125 0.13725 0.013 0.044 0.075
0.1010.125 0.1460.167
0.187 0.20630 0.017 0.061 0.105
0.1440.180 0.213 0.245
0.275 0.30435 0.022 0.084 0.147 0.2560.305 0.398 0.44
40 0.028 0.113 0.202 0.284 0.360 0.432 0.502 0.569 0.63445 0.037 0.151 0.275 0.390 0.499 0.604 0.705 0.803 0.89950 0.047 0.200 0.371 0.531 0.685 0.833 0.978 1.119 1.25855 0.059 0.262 0.494 0.715 0.929 1.137 1.341 1.541 1.74060 0.074 0.340 0.652 0.953 1.247 1.536 1.820 2.101 2.37865 0.093 0.437 0.852 1.258 1.657 2.053 2.443 2.831 3.21870 0.114 0.558 1.104 1.645 2.182 2.717 3.250 3.780 4.310
gaseous phases of aqueousformaldehyde solu- tions. Thepartial pressures andconcentrations were measured atthe boiling points of the solu-tions at a pressure of 101.3kPa [21].Table 3. Concentration and partial pressureof formaldehyde mea- sured at the boilingpoints (101.3 kPa) of aqueous formaldehydesolutions [21]
Formaldehyde concentration, wt %Partial pressure
12.110.67.015.313.2 8.6520.116.95 11.225.8521.45 14.4530.7524.9 16.835.6527.4 18.842.030.5 21.447.533.1 23.449.834.0 24.1
Aqueous Formaldehyde -Methanol Solu- tions.Technical-grade formaldehydesolutions contain a small
amount of methanol as a resultof the incomplete methanolconversion during formaldehydeproduction. The amount of meth-anol present depends on theproduction process employed.The presence of methanol isoften desirable in aqueoussolutions containing more than30 wt % formaldehyde because itinhibits the formation ofinsoluble, higher mass poly-mers. Methanol concentrationsof up to 16wt % stabilize theformaldehyde.The approximate density ( (in
grams per cu- bic centimeter)of aqueous formaldehyde solu-
n1
n1
tions containing up to 13 wt %methanol at a tem- perature of10 - 70 o C can be calculated byusing the following equation[22]:
e=a+0.0030 (F - b) -0.0025 (M -c) -
104 [0.055 (F -30) +5.4] (t-20)
whereF = formaldehydeconcentration in wt %M = methanolconcentration in wt %t = temperaturein o Ca, b, and c =constantsThe following values can be
assumed when F is in the range 0- 48: a = 1.092, b = 30, and c =0. The corresponding values inthe range F = 48- 55 are a =1.151, b = 50.15, and c = 1.61.The boiling points of pure aqueous
solu- tions containing up to55 wt % formaldehyde arebetween 99 and 100 o C atatmospheric pres- sure [23]. Indilute aqueous solutions,formalde- hyde lowers thefreezing point of water. If so-lutions containing more than 25wt % formalde- hyde are cooled,polymer precipitates out be-fore the freezing point isreached. According to NATTA[22], the approximate refractiveindex D of aqueous 30 - 50 wt %formaldehyde so- lutionscontaining up to 15 wt %methanol can be calculated fromthe following equation:
D = 1.3295 + 0.00125F+0.000113M
where F and M are wt % concentrations of formaldehyde and methanol, respectively.In close agreement with
measurements of commercialsolutions, the dynamic viscosity η
of aqueous formaldehyde -methanol solutions may beexpressed by the followingequation [24]:
η (mPa·s) = 1.28 + o.o39F +o.o5M -o.o24t
This equation applies tosolutions containing30 - 50 wt % formaldehydeand 0 - 12 wt %methanol at a temperature tof 25 - 40 o C.Detailed studies on chemical
reactions, vapor-liquidequilibria and caloricproperties of systemscontaining formaldehyde, water,and methanol are available[216-226].
3. ChemicalPropertiesFormaldehyde is one of the mostreactive organic compoundsknown and, thus, differsgreatly from its higherhomologues and aliphatic ke-tones [25], [26]. 0nly the mostimportant of its wide varietyof chemical reactions aretreated in this article; othersare described in [27]. For ageneral discussion of thechemical proper- ties ofsaturated aldehydes, see →Aldehydes, Aliphatic andAraliphatic, Chap. 2.
Decomposition. At 150 o C,formaldehyde undergoesheterogeneous decomposition toform mainly methanol and C02[28]. Above350 o C, however, it tends todecompose into C0 and H2 [29].Metals such as platinum [30],cop- per [31], chromium, andaluminum [32] cat- alyze the
formation of methanol, methylfor- mate, formic acid, C02 ,and methane.
Polymerization. Anhydrousmonomeric formaldehyde cannotbe handled commercially.Gaseous formaldehydepolymerizes slowly attemperatures below 100 o C,polymerization be- ingaccelerated by traces of polarimpurities such as acids,alkalis, or water (seeparaformalde- hyde, Section11.1). Thus, in the presence ofsteam and traces of other polarcompounds, the gas is stable atca. 20 o C only at a pressure of0.25 - 0.4 kPa, or at aconcentration of up to ca.0.4 vol % at ca. 20 o C andatmospheric pressure.Monomeric formaldehyde forms
a hydrate with water; thishydrate reacts with furtherformaldehyde to formpolyoxymethylenes (see Section2.2). Methanol or otherstabilizers, such as guanamines[33] or alkylenebis(melamines)

[34], are generally added tocommercial aqueous formaldehydesolutions (37 - 55 wt %) toinhibit polymerization.
Reduction and Oxidation. Formaldehyde
is readily reduced to methanolwith hydrogen over a nickelcatalyst [27], [35]. Forexample, formaldehyde isoxidized by nitric acid, potas-sium permanganate, potassiumdichromate, or oxygen to giveformic acid or C02 and water[27], [36].In the presence of strong
alkalis [37] or when heated inthe presence of acids [38],formalde- hyde undergoes aCannizzaro reaction with for-mation of methanol and formicacid [39]. In the presence ofaluminum or magnesiummethylate, paraformaldehydereacts to form methyl formate(Tishchenko reaction) [27].
Addition Reactions. Theformation of spar- ingly water-soluble sodium formaldehydebisul- fite is an importantaddition reaction offormaldehyde [40].Hydrocyanic acid re- actswith formaldehyde to giveglycolonitrile [107-16-4] [27].Formaldehyde undergoes an acid-catalyzed Prins reaction inwhich it forms o-hydroxymethylated adducts witholefins [24]. Acetyleneundergoes a Reppe additionreaction with formaldehyde [41]to form 2-butyne-1,4- diol [110-65-6]. Strong alkalis or calciumhy- droxide convertformaldehyde to a mixture ofsugars, in particular hexoses,by a multiple aldolcondensation which probablyinvolves a glyco- laldehydeintermediate [42], [43]. Mixedaldols are formed with other
aldehydes; the product dependson the reaction conditions.Acetalde- hyde, for example,reacts with formaldehyde togive pentaerythritol, C(CH2 0H)4[115-77-5] (→ Alcohols,Polyhydric, Chap. 4.).
Condensation Reactions.Important con- densationreactions are the reaction offormalde- hyde with aminogroups to give Schiff's bases,as well as the Mannich reaction[27]. Amines react withformaldehyde and hydrogen togive methylamines. Formaldehydereacts with am- monia to givehexamethylenetetramine, and withammonium chloride to givemonomethylamine, dimethylamine,or trimethylamine and formicacid, depending on the reactionconditions [44]. Reaction offormaldehyde with diketones andammonia yields imidazoles [45].
Formaldehyde reacts with manycompounds to produce methylol(-CH2 OH) derivatives. It reactswith phenol to givemethylolphenol, with urea togive mono-, di-, andtrimethylolurea, with melamineto give methylolmelamines, andwith organometallic compoundsto give metal- substitutedmethylol compounds [27].Aromatic compounds such as
benzene, ani- line, andtoluidine combine withformalde- hyde to produce thecorresponding diphenyl-methanes. In the presence ofhydrochloric acid andformaldehyde, benzene ischloromethylated to form benzylchloride [100-44-7 ] [46]. Thepossible formation ofbis(chloromethyl)ether [542-88-1]from formaldehyde andhydrochlo- ric acid and thetoxicity of this compound arereported elsewhere (→ Ethers,Aliphatic).Formaldehyde reacts with
hydroxylamine, hydrazines, orsemicarbazide to produceformaldehyde oxime (which isspontaneously converted totriformoxime), thecorresponding hydrazones, andsemicarbazone, respectively.Double bonds are also producedwhen formalde- hyde is reactedwith malonates or with primaryaldehydes or ketones possessinga CH2 group adjacent to thecarbonyl group.
Resin Formation. Formaldehydecondenses with urea, melamine,urethanes, cyanamide, aro-matic sulfonamides and amines,and phenols to give a widerange of resins (→ AminoResins;→ Phenolic Resins; → Resins,Synthetic).
4.ProductionFormaldehyde is producedindustrially from methanol [67-56-1] by the following threepro- cesses:1) Partial oxidation and
dehydrogenation with air inthe presence of silvercrystals, steam, and excessmethanol at 680 - 720 c C(BASF process, methanolconversion = 97 - 98 %).
2) Partial oxidation anddehydrogenation with air inthe presence of crystallinesilver or silver gauze,steam, and excess methanolat 600 - 650 c C [47](primary conversion ofmethanol = 77 - 87 %). Theconversion is completed bydistilling the product andre- cycling the unreactedmethanol.

4
3) Oxidation only withexcess air in thepresence of a modifiediron - mo- lybdenum -vanadium oxidecatalyst at 250 - 400 c C(methanol conver- sion=98- 99 %).Processes for converting
propane, butane [48], ethylene,propylene, butylene [49], orethers (e.g., dimethyl ether)[50] into formalde- hyde arenot of major industrialsignificance for economicreasons. Processes that employpar- tial hydrogenation of CO[51] or oxidation of methane[52] do not compete withmethanol conversion processesbecause of the lower yields ofthe former processes.The specifications of the
methanol, used forformaldehyde productionaccording to pro- cesses 1 -3 are listed in Table 4.However, crude aqueous methanolobtained by high- [54],medium-, or low-pressure [55]synthesis can also be used forprocess 1. This methanol con-tains low concentrations ofinorganic impuri- ties andlimited amounts of otherorganic com- pounds. Themethanol must be firstsubjected to purificationprocesses and preliminarydistilla- tion to remove low-boiling components.Table 4. Specifications of commercial methanol (grade AA) used for the production of formaldehyde [53]
P arameter Specification
Methanol content > 99.85 wt % Relative density, d 20 0.7928 g/cm3Maximum boiling point range 1 o CAcetone and acetaldehyde content < 0.003 wt % Ethanol content < 0.001 wt % Volatile iron content < 2 µg/L Sulfur content < 0.0001 wt % Chlorine content
< 0.0001 wt % Water content < 0.15 wt % pH 7.0KMnO4 test, minimum 30 min decolorization time
4.1. Silver Catalyst ProcessesThe silver catalyst processesfor converting methanol toformaldehyde are generallycarried out at atmosphericpressure and at 600 - 720 c C.The reaction temperaturedepends on the excess ofmethanol in the methanol - airmixture. The composition of themixture must lie outside theexplosive limits. The amount ofair that is used is alsodetermined by the catalyticquality of the sil- versurface. The following mainreactions occur during theconversion of methanol toformalde- hyde:

0CH3 0H � CH2 0+ H2 � H = +84
kJ/mol (1) H2 + 1/2 02 → H2 0 �
H= -243 kJ/mol (2)
CH3 0H + 1/2 02 → CH2 0+ H2 0 � H = -159kJ/mol (3)
The extent to which each of these three reactions occurs, depends on the process data.Byproducts are also formed in
the following secondaryreactions:
CH2 0 → C0+ H2 � H = +12.5kJ/mol (4)
CH3 0H + 3/2 02 → C02 +2 H2 0 � H = -674
kJ/mol (5) CH2 0+ 02 → C02 + H2 0 � H= -
519 kJ/mol (6)
0ther important byproducts are methyl formate, methane, and formic acid.The endothermic
dehydrogenation reaction (1)is highly temperature-dependent, conver- sionincreasing from 50 % at 400 c Cto 90 % at500 c C and to 99 % at 700 c C.The temperature dependence ofthe equilibrium constant forthis reaction K p is given by
logKp = (4600/T ) -6.470
For detailed thermodynamic dataof reactions (1) - (6) see[56]. Kinetic studies withsilver on a carrier show thatreaction (1) is a first-orderre- action [57]. Therefore, therate of formaldehyde formationis a function of the availableoxygen concentration and theoxygen residence time on thecatalyst surface:
dcF =kcdt
where
cF = formaldehydeconcentrationcO = oxygenconcentrationk =rate constantt= timeA complete reaction mechanism
for the con- version of methanolto formaldehyde over a sil- vercatalyst has not yet beenproposed. How- ever, someauthors postulate that a changein mechanism occurs at ca.650 c C [58]. New
insight into the reactionmechanism is avail- able fromspectroscopic investigations[227-229], which demonstrate theinfluence of dif- ferent atomicoxygen species on reactionpath- way and selectivity. Thesynthesis of formalde- hydeover a silver catalyst iscarried out under strictlyadiabatic conditions.Temperature mea- surements bothabove and in the silver layershow that sites stillcontaining methanol are sep-arated from sites alreadycontaining predomi- nantlyformaldehyde by only a fewmillimeters.The oxygen in the process air
is shared bet- ween theexothermic reactions, primarilyreac- tion (2) and, to a lesserextent depending on the processused, the secondary reactions(5) and (6). Thus, the amountof process air controls thedesired reaction temperatureand the extent to which theendothermic reactions (1) and(4) oc- cur.Another important factor
affecting the yield offormaldehyde and the conversionof metha- nol, besides thecatalyst temperature, is thead- dition of inert materialsto the reactants. Water isadded to spent methanol -water-evaporated feed mixtures,and nitrogen is added to airand air - off-gas mixtures,which are recycled to di- lutethe methanol - oxygenreaction mixture. Thethroughput per unit of catalystarea provides another way ofimproving the yield and affect-ing side reactions. These twomethods of process control arediscussed in [59].The theoretical yield of
formaldehyde ob- tained from
Reactions (1) - (6) can becalculated from actualcomposition of the plant off-gas by using the followingequation:Yield (mol%) =
(%C02 )+(%C0) -1
100 + r+
Q.528(%N2 )+(%H2 )-3(%C02 )-2(%C0)
Percentages signifyconcentrations in vol % and r isthe ratio of moles ofunreacted methanol to moles offormaldehyde produced [60]. Theequation takes into account thehydrogen and oxygen balance andthe formation of byprod- ucts.
4.1.1. Complete ConversionofMethanol(BASFProcess)The BASF process for thecomplete conversion of methanolto formaldehyde is shownschemat- ically in Figure 1[61]. A mixture of methanol

and water is fed into theevaporating column. Freshprocess air and, if necessary,recycled off- gas from the laststage of the absorption columnenter the column separately[60]. A gaseous mix- ture ofmethanol in air is thus formedin which the inert gas content(nitrogen, water, and C02 )exceeds the upper explosivelimit. A ratio of60 parts of methanol to 40parts of water with or withoutinert gases is desired. Thepacked evaporator constitutespart of the stripping cy- cle.The heat required to evaporatethe metha- nol and water isprovided by a heat exchanger,which is linked to the firstabsorption stage of theabsorption column [62]. Afterpassing through a demister, thegaseous mixture is superheatedwith steam and fed to thereactor, where it flows througha 25 - 30 mm thick bed ofsilver crys- tals. The crystalshave a defined range of particlesizes [63] and rest on aperforated tray, which iscovered with a fine corrugatedgauze, thus per- mittingoptimum reaction at the surface.The bed is positionedimmediately above a waterboiler (cooler), which producessuperheated steam andsimultaneously cools the hotreaction gases to a temperatureof 150 o C corresponding to thatof the pressurized steam (0.5MPa). The almost dry gas fromthe gas cooler passes to thefirst stage of a four-stagepacked absorption column, wherethe gas is cooled andcondensed. Formaldehyde iseluted countercurrent to wateror to the circu- latingformaldehyde solutions whoseconcentra- tions increase from
stage to stage.The product circulating in
the first stage may contain 50wt % formaldehyde if the tem-perature of the gas leavingthis stage is kept at ca. 75 o
C; this temperature providessuffi- cient evaporation energyfor the feed stream in the heatexchanger. The final productcontains40 - 55 wt % formaldehyde, asdesired, with an average of1.3 wt % methanol and 0.01 wt% formic acid. The yield of theformaldehyde pro- cess is 89.5- 90.5 mol %. Some of the off-gas is removed at the end ofthe fourth stage of the col-umn [60] and is recycled due toits extremely low formaldehydecontent (Fig. 1, routeindicated by dashed-dottedlines). The residual off-gas isfed to a steam generator, whereit is combusted [64] (netcalorific value = 1970 kJ/m3 ).Prior to combustion the gascontains ca. 4.8 vol % C02 ,0.3 vol % C0, and 18.0 vol % H2as well as ni- trogen, water,methanol, and formaldehyde. Thecombusted off-gas contains noenvironmentally

harmful substances. The totalsteam equivalent of the processis 3 t per ton of 100 wt %formalde- hyde.
Figure 1. Flowchart of formaldehydeproduction by theBASFprocessa) Evaporator; b) Blower; c) Reactor;d) Boiler; e) Heat exchanger; f)Absorption column; g) Steamgenerator; h) Cooler; i) SuperheaterRecycling schemes : - · - · - off-gas, - --- formaldehyde solution.
In an alternative procedureto the off-gas recyclingprocess (Fig. 1, dashedlines) the formaldehydesolution from the third orfourth stage of the absorptiontower is recycled to theevaporator; a certain amount of
steam is used in theevaporation cycle. Theresulting vapor is combinedwith the feed stream to thereactor to obtain an optimalmethanol : water ratio [65]. Inthis case, the temperature ofthe second stage of theabsorption column is ca. 65 o C.

The yields of the twoprocesses are similar anddepend on the formaldehydecontent of the recycledstreams.The average life time of a
catalyst bed de- pends onimpurities such as inorganicmateri- als in the air andmethanol feed; poisoning ef-fects caused by some impuritiesare partially reversible withina few days. The life time ofthe catalyst is also adverselyaffected by long exposure toexcessively high reactiontempera- tures and highthroughput rates because thesil- ver crystals then becomematted and cause an increase inpressure across the catalystbed. This effect isirreversible and the catalystbed must be changed after threeto four months. The catalyst isregenerated electrolytically.
Since formaldehyde solutionscorrode carbon steel, all partsof the manufacturing equipmentthat are exposed toformaldehyde solutions must bemade of a corrosion-resistantalloy, e.g., cer- tain types ofstainless steel. Furthermore,tubes that convey water orgases must be made of al- loysto protect the silver catalystagainst metal poisoning.If the throughput and
reaction temperature have beenoptimized, the capacity of aformalde- hyde plant increasesin proportion to the diam- eterof the reactor. The largestknown reactor appears to bethat of BASF in the Federal Re-public of Germany; it has anoverall diameter of 3.2 m and aproduction capacity of 72 000t/a (calculated as 100 wt %formaldehyde).
4.1.2. IncompleteConversion andDistillative RecoveryofMethanol
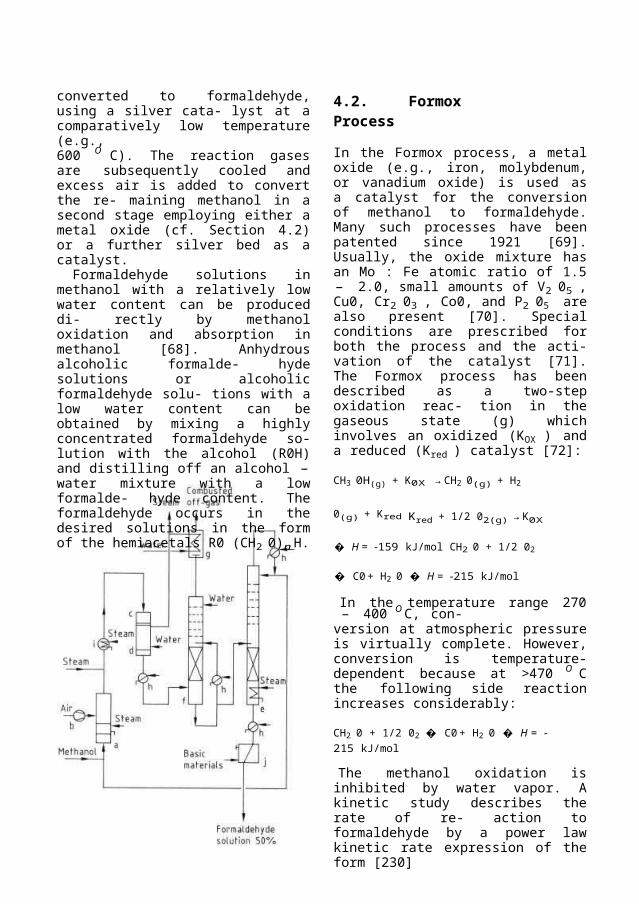
Formaldehyde can be produced bypartial oxida- tion anddistillative recovery ofmethanol. This process is usedin numerous companies (e.g.,ICI, Borden, and Degussa) [66].As shown in Figure 2, a feedmixture of pure methanol va-por and freshly blown-in air isgenerated in an evaporator. Theresulting vapor is combined withsteam, subjected to indirectsuperheating, and then fed intothe reactor. The reactionmixture contains excessmethanol and steam and is verysimilar to that used in the BASFprocess (cf. Sec- tion 4.1.1).The vapor passes through ashallow catalyst bed of silvercrystals or through lay- ers ofsilver gauze. Conversion isincomplete and the reactiontakes place at 590 - 650 o C,un-

desirable secondary reactionsbeing suppressed by thiscomparatively low temperature.Immedi- ately after leaving thecatalyst bed, the reactiongases are cooled indirectlywith water, thereby generatingsteam. The remaining heat ofreac- tion is then removed fromthe gas in a cooler and is fedto the bottom of a formaldehydeab- sorption column. In thewater-cooled section of thecolumn, the bulk of themethanol, water, andformaldehyde separate out. Atthe top of the col- umn, allthe condensable portions of theremain- ing formaldehyde andmethanol are washed out of thetail gas by countercurrentcontact with process water. A42 wt % formaldehyde solutionfrom the bottom of theabsorption column is fed to adistillation column equippedwith a steam- based heatexchanger and a refluxcondenser. Methanol isrecovered at the top of thecolumn and is recycled to thebottom of the evaporator. Aproduct containing up to 55 wt% formaldehyde and less than 1wt % methanol is taken from thebottom of the distillationcolumn and cooled. Theformaldehyde solution is thenusually fed into an anion-exchange unit to reduce itsformic acid content to thespecified level of less than50mg/kg.If 50 - 55 wt % formaldehyde
and no more than 1.5 wt %methanol are required in theprod- uct, steam addition isrestricted and the processemploys a larger excess ofmethanol. The ratio ofdistilled recycled methanol tofresh metha- nol then lies inthe range 0.25 - 0.5. If a
dilute product containing 40 -44 wt % formaldehyde isdesired, the energy-intensivedistillation of methanol can bereduced, leading to savings insteam and power as well asreductions in cap- ital cost.The off-gas from the absorptioncol- umn has a similarcomposition to that describedfor the BASF process (inSection 4.1.1). The off-gas iseither released into theatmosphere or is combusted togenerate steam, thus avoid- ingenvironmental problems causedby residual formaldehyde.Alternatively, the tail gasfrom the top of the absorbercan be recycled to the re-actor. This inert gas, withadditional steam, can reducethe excess methanol needed inthe reac- tor feed,consequently providing a moreconcen- trated product withless expenditure on distilla-tion. The yield of the processis 91 - 92 mol %.Process variations to
increase the incompleteconversion of methanol employtwo-stage oxi- dation systems[67]. The methanol is firstpartly
converted to formaldehyde,using a silver cata- lyst at acomparatively low temperature(e.g.,600 O C). The reaction gasesare subsequently cooled andexcess air is added to convertthe re- maining methanol in asecond stage employing either ametal oxide (cf. Section 4.2)or a further silver bed as acatalyst.Formaldehyde solutions in
methanol with a relatively lowwater content can be produceddi- rectly by methanoloxidation and absorption inmethanol [68]. Anhydrousalcoholic formalde- hydesolutions or alcoholicformaldehyde solu- tions with alow water content can beobtained by mixing a highlyconcentrated formaldehyde so-lution with the alcohol (R0H)and distilling off an alcohol -water mixture with a lowformalde- hyde content. Theformaldehyde occurs in thedesired solutions in the formof the hemiacetals R0 (CH2 0)n H.
4.2. FormoxProcess
In the Formox process, a metaloxide (e.g., iron, molybdenum,or vanadium oxide) is used asa catalyst for the conversionof methanol to formaldehyde.Many such processes have beenpatented since 1921 [69].Usually, the oxide mixture hasan Mo : Fe atomic ratio of 1.5- 2.0, small amounts of V2 05 ,Cu0, Cr2 03 , Co0, and P2 05 arealso present [70]. Specialconditions are prescribed forboth the process and the acti-vation of the catalyst [71].The Formox process has beendescribed as a two-stepoxidation reac- tion in thegaseous state (g) whichinvolves an oxidized (KOX ) anda reduced (Kred ) catalyst [72]:
CH3 0H(g) + K0X → CH2 0(g) + H2
0(g) + Kred Kred + 1/2 02(g) → K0X
� H = -159 kJ/mol CH2 0 + 1/2 02
� C0+ H2 0 � H = -215 kJ/mol
In the temperature range 270- 400 O C, con-version at atmospheric pressureis virtually complete. However,conversion is temperature-dependent because at >470 O Cthe following side reactionincreases considerably:
CH2 0 + 1/2 02 � C0+ H2 0 � H = -215 kJ/mol
The methanol oxidation isinhibited by water vapor. Akinetic study describes therate of re- action toformaldehyde by a power lawkinetic rate expression of theform [230]
r =kP P Px vCH3 0H 02 zH2 0
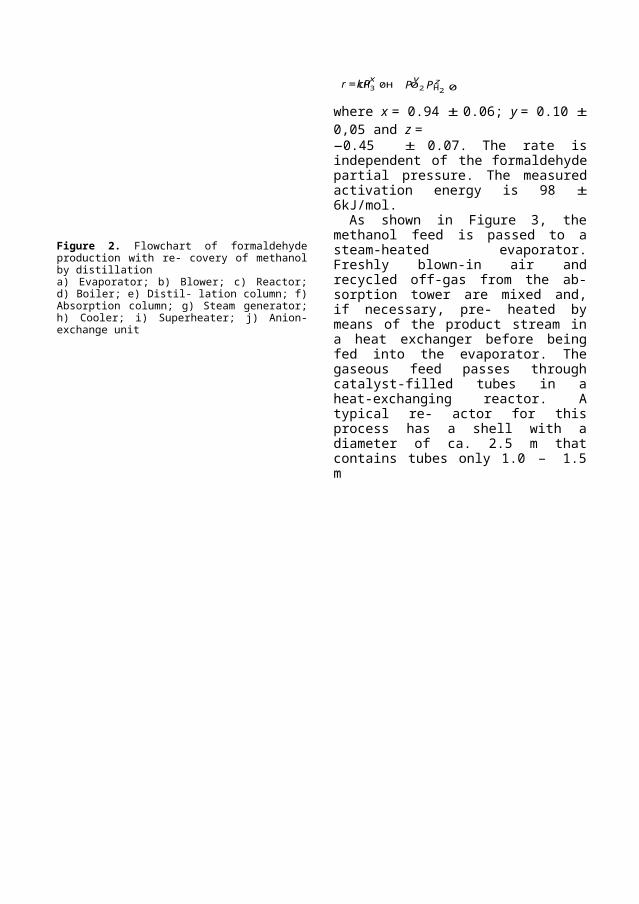
Figure 2. Flowchart of formaldehydeproduction with re- covery of methanolby distillationa) Evaporator; b) Blower; c) Reactor;d) Boiler; e) Distil- lation column; f)Absorption column; g) Steam generator;h) Cooler; i) Superheater; j) Anion-exchange unit
where x = 0.94 ± 0.06; y = 0.10 ±0,05 and z =-0.45 ± 0.07. The rate isindependent of the formaldehydepartial pressure. The measuredactivation energy is 98 ±6kJ/mol.As shown in Figure 3, the
methanol feed is passed to asteam-heated evaporator.Freshly blown-in air andrecycled off-gas from the ab-sorption tower are mixed and,if necessary, pre- heated bymeans of the product stream ina heat exchanger before beingfed into the evaporator. Thegaseous feed passes throughcatalyst-filled tubes in aheat-exchanging reactor. Atypical re- actor for thisprocess has a shell with adiameter of ca. 2.5 m thatcontains tubes only 1.0 - 1.5m
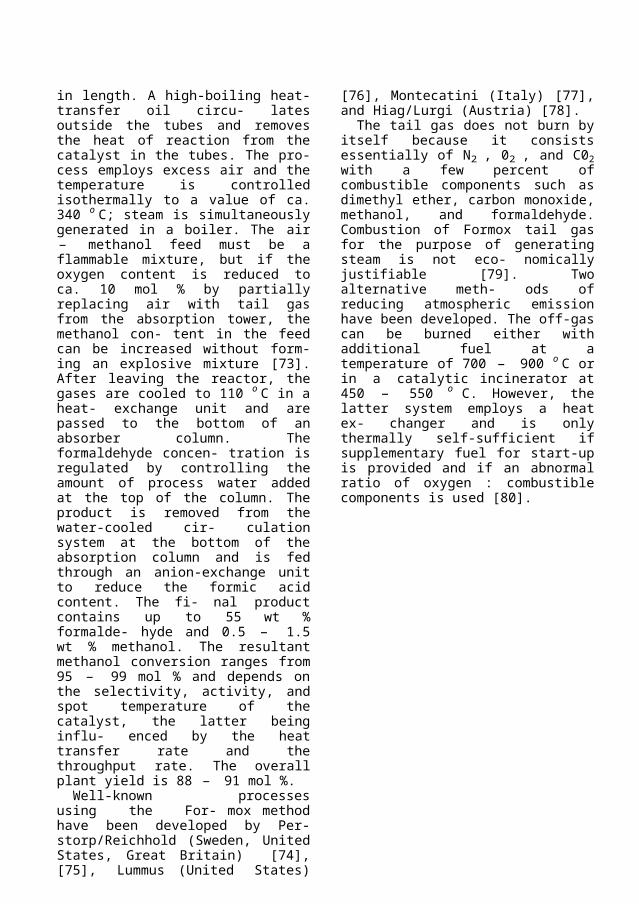
in length. A high-boiling heat-transfer oil circu- latesoutside the tubes and removesthe heat of reaction from thecatalyst in the tubes. The pro-cess employs excess air and thetemperature is controlledisothermally to a value of ca.340 o C; steam is simultaneouslygenerated in a boiler. The air- methanol feed must be aflammable mixture, but if theoxygen content is reduced toca. 10 mol % by partiallyreplacing air with tail gasfrom the absorption tower, themethanol con- tent in the feedcan be increased without form-ing an explosive mixture [73].After leaving the reactor, thegases are cooled to 110 o C in aheat- exchange unit and arepassed to the bottom of anabsorber column. Theformaldehyde concen- tration isregulated by controlling theamount of process water addedat the top of the column. Theproduct is removed from thewater-cooled cir- culationsystem at the bottom of theabsorption column and is fedthrough an anion-exchange unitto reduce the formic acidcontent. The fi- nal productcontains up to 55 wt %formalde- hyde and 0.5 - 1.5wt % methanol. The resultantmethanol conversion ranges from95 - 99 mol % and depends onthe selectivity, activity, andspot temperature of thecatalyst, the latter beinginflu- enced by the heattransfer rate and thethroughput rate. The overallplant yield is 88 - 91 mol %.Well-known processes
using the For- mox methodhave been developed by Per-storp/Reichhold (Sweden, UnitedStates, Great Britain) [74],[75], Lummus (United States)
[76], Montecatini (Italy) [77],and Hiag/Lurgi (Austria) [78].The tail gas does not burn by
itself because it consistsessentially of N2 , 02 , and C02with a few percent ofcombustible components such asdimethyl ether, carbon monoxide,methanol, and formaldehyde.Combustion of Formox tail gasfor the purpose of generatingsteam is not eco- nomicallyjustifiable [79]. Twoalternative meth- ods ofreducing atmospheric emissionhave been developed. The off-gascan be burned either withadditional fuel at atemperature of 700 - 900 o C orin a catalytic incinerator at450 - 550 o C. However, thelatter system employs a heatex- changer and is onlythermally self-sufficient ifsupplementary fuel for start-upis provided and if an abnormalratio of oxygen : combustiblecomponents is used [80].
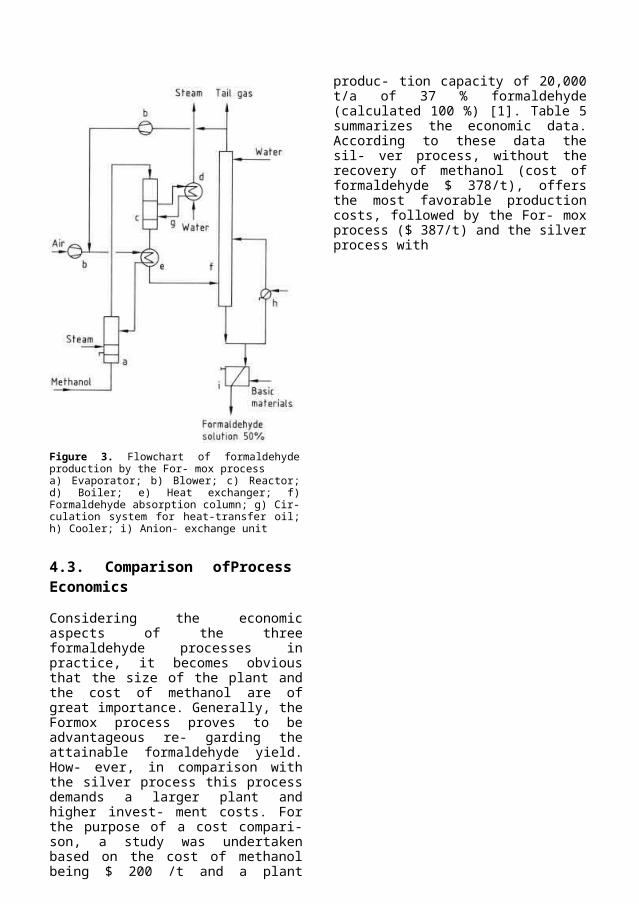
Figure 3. Flowchart of formaldehydeproduction by the For- mox processa) Evaporator; b) Blower; c) Reactor;d) Boiler; e) Heat exchanger; f)Formaldehyde absorption column; g) Cir-culation system for heat-transfer oil;h) Cooler; i) Anion- exchange unit
4.3. Comparison ofProcessEconomics
Considering the economicaspects of the threeformaldehyde processes inpractice, it becomes obviousthat the size of the plant andthe cost of methanol are ofgreat importance. Generally, theFormox process proves to beadvantageous re- garding theattainable formaldehyde yield.How- ever, in comparison withthe silver process this processdemands a larger plant andhigher invest- ment costs. Forthe purpose of a cost compari-son, a study was undertakenbased on the cost of methanolbeing $ 200 /t and a plant
produc- tion capacity of 20,000t/a of 37 % formaldehyde(calculated 100 %) [1]. Table 5summarizes the economic data.According to these data thesil- ver process, without therecovery of methanol (cost offormaldehyde $ 378/t), offersthe most favorable productioncosts, followed by the For- moxprocess ($ 387/t) and the silverprocess with

Table 5. Comparison of economic factors in formaldehyde production processes [1]
Complete methanol conversion(BASF process)
Incomplete conversion and methanol recovery
Formox proce
Total capital investment,$ 106
6.6 8.6 9.6
Methanol consumption,
1.24 1.22 1.15t/tRaw materials, $/t
255 252 227Methanol 250 247 232Catalyst and chemicals
5 5 7Byproduct credit (steam)
not mentioned not mentioned 12Utilities, $/t 12 20 13
LP Steam 3.4 9.5Power purchased 3.4 4.3 8.0Cooling water 2.9 2.8 4.0Process water 2.4 3.3 1.0
Variable costs, $/t
267 272 240Direct fixed costs, $/t
27 29 30Total allocated fixed
18 20 21costs, $/tTotal cash cost,$/t
312 321 291Depreciation, $/t
33 43 48Cost of production, $/t
345 364 339Return of total capital
33 43 48investment (ROI), $/tCost of production and
378 407 387ROI, $/t
recovery ($ 407/t). The twolatter processes pro- duce aproduct with < 1 % methanolwhereas the methanol content inthe silver process with- outrecovery lies between 1-5 %.The study takes into
consideration the benefit ofthe production of steam only inthe case of the Formox process.If the production of steam isin- cluded in the silverprocess (3 t per tonne CH2 Owithout and 1.5 t per tonne CH2O with meth- anol recovery)better results thandemonstrated in Table 5 can beobtained (costs per tonne $ 24and $ 12 lower, respectively).The proven ca- pacity limits ofa plant with only one reactorare about 20 000 t/a(calculated 100 %) with themetal oxide process and about72 000 t/a with the silverprocess.The key feature of the BASF
process for the production of50 wt % formaldehyde is a liq-uid circulation system in which
heat from the absorption unitof the plant is transferred toa stripper column to vaporizethe methanol - water feed.Therefore, the process producesexcess steam, with simultaneoussavings in cooling wa- ter.Plant operation and start-up
are simple; the plant can berestarted after a shutdown orafter a short breakdown, aslong as the temperatures in thestripping cycle remain high.The BASF

process has several otheradvantages. Formalde- hyde isobtained from a single pass ofthe meth- anol through thecatalyst. If a lower formalde-hyde concentration is needed(e.g., 40 wt %) the yield canbe increased by employing afeed- stock of suitablypretreated crude aqueous meth-anol instead of pure methanol(cf. Section 4.1.1).Deacidification by means of ionexchangers is not necessary. Theoff-gas does not present anyproblems because it is burnedas a fuel gas in power stationsto generate steam or steam andpower. The catalyst can beexchanged within8 - 12 h of plant shutdown torestart and can be regeneratedcompletely with little loss. Theplant is compact due to thesmall volume of gas that is usedand the low space requirements;both fac- tors result in lowcapital investment costs.Formaldehyde production
processes based on incompletemethanol conversion employ afinal distillation column torecover the methanol andconcentrate the formaldehyde. Asshown in Table 5, this meansthat more steam and cool- ingwater is consumed than in theBASF pro- cess. The BASF processhas a somewhat lower yield butall other aspects are roughlycompa- rable. Other distinctivefeatures of the incom- pleteconversion of methanol are therelatively large amount ofdirect steam introduced into the
feedstock and the lowerreaction temperature, whichgive a somewhat larger amountof hydro- gen in the off-gaswith a net calorific value of2140 kJ/m3 . The additionalion-exchange unit alsoincreases production costs.The Formox process uses
excess air in the methanol feedmixture and requires atleast13 mol of air per mole ofmethanol. A flamma- ble mixtureis used for the catalyticconversion. Even with gasrecycling, the process musthan- dle a substantial volumeof gas, which is 3 - 3.5 timesthe gas flow in a silver-catalyzed process. Thus, theequipment must have a largecapacity to accommodate thehigher gas flow. The maindisadvantage of the Formoxprocess is that the off-gas isnoncombustible, causingsubstantial costs incontrolling environmentalpollution. To reduce airpollution to the levelsobtained in the silver-catalyzed processes, a Formoxplant must burn the tail gaswith sulfur-free fuel, with orwithout partial regeneration ofenergy by means of steamproduction. Advantages of theprocess are its very lowreaction temperature, whichper- mits high catalystselectivity, and the very simplemethod of steam generation. Allthese aspects mean in easilycontrolled process. Plantsbased on this technology can bevery small with an- nualcapacities of a few thousandtons. As a re- sult, plantsemploying Formox methanoloxida- tion are most commonlyencountered through- out theworld. However, if higher
capacities are required and asmall number of reactors mustbe arranged in parallel, theeconomic data favor theprocesses employing a silvercatalyst.Although approximately 70 %
of existing plants use thesilver process, in the 1990snew plant contracts have beendominated by the metal oxidetechnology [1].
4.4. DistillationofAqueousFormaldehydeSolutionsSince formaldehyde polymerizesin aqueous so- lutions, themonomer content and thus thevapor pressure of formaldehydeduring distillation aredetermined by the kinetics ofthe associated re- actions.
Vacuum distillation produces a moreconcen- trated bottom productand can be carried out at a lowtemperature, an extremely lowvapor pres- sure, and an acidpH value of 3 - 3.4 [81]. How-

ever, the distillation ratesare low, making this procedureuneconomical.
High-pressure distillation at 0.4 -0.5 MPa and above 130 o c withlong columns produces arelatively concentratedoverhead product. Ef- ficiencyis high, but yields are limiteddue to the formation ofmethanol and formic acid viathe cannizzaro reaction [82].If formaldehyde solutions are
subjected to slow distillation atatmospheric pressure with- outrefluxing, the distillate has alower formalde- hyde contentthan the bottom product [21].If the condensate is refluxed,the ratio of condensate(reflux) to distillatedetermines the formalde- hydecontent of the distillateremoved [81].In the case of aqueous
formaldehyde solu- tions thatcontain methanol, a virtuallymetha- nol-free product can beobtained by using dis-tillation columns with a largenumber of plates and arelatively high reflux ratio.The product is taken from thebottom of the column [83].
4.5. Preparation ofLiquidMonomericFormaldehyde
Two methods have been describedfor the prepa- ration of liquidmonomeric formaldehyde fromparaformaldehyde, the first wasdeveloped by F. WALKER [11] andthe second by R. SPENCE [84]. InWalker's method, liquidformaldehyde is prepared byvaporizing alkali-precipitateda- polyoxymethylene. Theresultant vapor is thencondensed and the crude liquid
condensate is redistilled. Theprocess is performed in an ap-paratus made of Pyrex glass. Avaporizing tube is charged toabout one-half its height withthe polymer. The thoroughlydried system is then flushedwith dry nitrogen. Thevaporizing tube is heated to150 o c in an oil bath and thecon- densing tube is chilled ina bath of solid carbon dioxideand methanol. The polymer isvapor- ized in a slow stream ofnitrogen by gradually raisingthe temperature. Formation ofpolymer on the tube walls isminimized by winding wire roundthe tubes and heating withelectricity. The crude liquidproduct, which is opalescentdue to precipitated polymer, isthen distilled in a slowcurrent of nitrogen.According to the method of
SPENCE, paraformaldehyde isdried over sulfuric acid in

a vacuum desiccator andintroduced into a dis-tillation flask. This flask isconnected to a glass condenservia glass tubes with relativelylong hairpin turns designed toseparate traces of water (Fig.4). The system is firstevacuated by means of a mercurydiffusion pump, and thedistillation flask is thenheated to 110 o c in an oil bathto remove traces of oxygen. Thedistillate is heatedelectrically to 120 o c when itflows through the upper parts ofthe hairpin turns; in the lowerparts of the loops, it iscooled to -78 o c by means of acooling bath. After the valveto the pump is shut and thecondenser flask is cooled inliquid air, a colorless solidproduct condenses. The inletand outlet tubes of thecondenser flask are then sealedwith a flame. The contents ofthe con- densing flask liquefywhen carefully warmed. Theprocedure can be repeated toobtain an even purer substance.The liquid formaldehyde that isprepared does not polymerizereadily and, when vaporized,leaves only very small tracesof poly- meric product.
Figure 4. Apparatus for the preparationof liquid monomeric formaldehydea) Distillation flask; b) Glass tubewith hairpin turns; c) con- denser; d)Glass wool
5. EnvironmentalProtectionAs already stated, formaldehydeis ubiquitously present in theatmosphere [85]. It is releasedinto the atmosphere as a resultof the combustion, degradation,and photochemical decompositionof organic materials.Formaldehyde is also con-tinuously degraded to carbondioxide in pro- cesses that areinfluenced by sunlight and bynitrogen oxides. Formaldehydewashed out of the air by rainis degraded by bacteria (e.g.,Escherichia coli, Pseudomonasfluorescens) to form carbondioxide and water [86].

The major source ofatmospheric formalde- hyde isthe photochemical oxidation andincom- plete combustion ofhydrocarbons (i.e., methane orother gases, wood, coal, oil,tobacco, and gasoline).Accordingly, formaldehyde is acom- ponent of car andaircraft exhaust fumes and ispresent in considerable amountsin off-gases from heatingplants and incinerators. Themain emission sources offormaldehyde are summa- rizedin Table 6.Table 6. Sources emitting formaldehyde into
the atmosphere [87] Emission source
F ormaldehyde l e v el
Natural gas combustionHomeappliances and
industrial equipment2400 - 58 800 µg/m3
Power plants15 000 µg/m3Industrial plants30 000 µg/m3
Fuel-oil combustion 0.0 - 1.2 kg/barrel oil coal combustionBituminous< 0.005 - 1.0 g/kg coalAnthracite0.5 g/kg coalPower plant, industrial, and commercial
combustion2.5 mg/kg coal
Refuse incineratorsMunicipal 0.3 - 0.4 g/kg refuse Small domestic 0.03 - 6.4 g/kg refuse Backyard (garden refuse) up to 11.6g/kg refuse
Oil refineriescatalytic cracking units4.27 kg/barrel oilThermofor units2.7 kg/barrel oil
Automotive sourcesAutomobiles0.2 - 1.6g/L fuel Dieselengines0.6- 1.3 g/L fuel Aircraft0.3 - 0.5 g/L fuel
The formaldehyde in theexhaust gases of mo- torvehicles is produced due to
incomplete com- bustion ofmotor fuel. Formaldehyde may beproduced directly orindirectly. In the indirectroute, the unconvertedhydrocarbons undergo subsequentphotochemical decomposition inthe atmosphere to produceformaldehyde as an in-termediate [88]. Theconcentration of formalde- hydeis higher above denselypopulated regions than abovethe oceans as shown in Table 7[89]. According to a 1976reportof the EPA [89], theproportions of formaldehyde inambient air are derived fromthe main emission sources asfol- lows:
Exhaust gases from motor vehicles andairplanes (direct production)
53 - 63 % Photochemical reactions (derived mainlyfrom hydrocarbons in exhaust gases)
19 - 32 % Heating plants, incinerators,etc. 13 - 15 % Petroleum refineries 1-2% Formaldehyde production plants 1 %

Formaldehyde in confinedareas comes from the followingsources:
1) Smoking of cigarettes and tobacco products
[88], [90], [91]2) Urea--, melamine--,
and phenol-formaldehyde resins inparticle board and plywoodfurniture
3) Urea - formaldehyde foam insulation4) Open fireplaces,
especially gas fires andstoves
5) Disinfectants andsterilization of large sur-faces (e.g., hospital floors)
Table 7. Geographical distribution of formaldehyde in ambient air
Location Formaldehyde
concentration (max.), ppm »
Air above the oceans 0.005Air above land 0.012Air in German cities
normal circumstances0.016 high traffic
density0.056
Air in Los Angeles (before0.165 the law on catalytic com-bustion of exhaust gases came into effect)
» 1 ppm = 1.2 mg/m3
Sources generatingformaldehyde must bedifferentiated into those whichrelease formalde- hyde for adefined period, cases (1),(4), and (5) and those whichrelease formaldehyde gascontinuously, i.e.,decomposition of resins as incases (2) and (3). Manyregulations have been issued to
limit pollution of theatmosphere with formaldehyde inboth general and special ap-plications [92]. Protectionagainst pollution of theenvironment with formaldehydemust be en- forced with dueattention to its sources.The most effective limitation
of atmospheric pollution withformaldehyde is the strictobser- vation of the maximumallowable concentration indoorsand outdoors. A maximumworkplace concentration of 0.5ppm (0.6mg/m3 ) has, forexample, been established inthe Federal Re- public ofGermany [93]. Other limitvalues and guide values havebeen specified for formalde-hyde levels in outdoor andindoor air. Emission limits forstationary installations havealso been established andregulations for specificproducts have been formulated.Table 8 gives a survey ofregulations valid in somecountries of the West- ernworld in 1987.
In the Federal Republic ofGermany formaldehyde levels andemissions are subjected tostringent regulations. Plantsoperating with formaldehydemust conform to the plant emis-sion regulations introduced in1974 which limit formaldehydein off-gases to a maximum of20 mg/m3 for mass flow rates of0.1 kg/h or more [94]. Thispresupposes a closed handlingproce- dure. For example,industrial filling and transferof formaldehyde solutions iscarried out by using pressurecompensation betweencommunicating vessels.Discharge of formaldehyde intowaste- water in Germany isregulated by law since it en-dangers water and is toxic tosmall animals [95].Formaldehyde is, however,readily degraded by bacteria innonsterile, natural water [96].A maximum limit of 0.1
ppm formalde- hyde in indoorliving and recreation areas hasbeen recommended by the BGA(German Fed- eral HealthOffice) [97]. To avoidunacceptable formaldehydeconcentrations in room air, theGerman Institute for StructuralEngineering has issuedguidelines for classifyingparticle board into emissioncategories E1, E2, and E3,class E3 having the highestemission [98]. The lowest class(E1) is allowed a maximumformaldehyde emission of 0.1ppm and a maximum formalde-hyde content of 10 mg per 100 gof absolutely dry board (asmeasured by the DIN EN-120perforator method) [99].Furthermore, the uses andapplications of urea -formaldehyde foams, which areused to some extent for theheat insu- lation of cavitywalls, have been controlled by
DIN 18 159 [99] since 1978. Noformaldehyde emission ispermitted after theconstruction has dried.Cigarette smoke contains 57
- 115 ppm of formaldehyde andup to 1.7 mg of formaldehydecan be generated while onecigarette is smoked. If fivecigarettes are smoked in a 30m3 room, with a low air-changerate of 0.1 (i.e., 10 %) perhour, the formaldehydeconcentration reaches0.23 ppm[88], [91].The best protection
against accumulation offormaldehyde in confined spacesis, how- ever, properventilation. The strong smellof formaldehyde is perceptibleat low concentra- tion and thusprovides adequate warning ofits presence. If allmanufacturing and applicationregulations are strictlyobserved, possible emis- sionof formaldehyde from consumerproducts
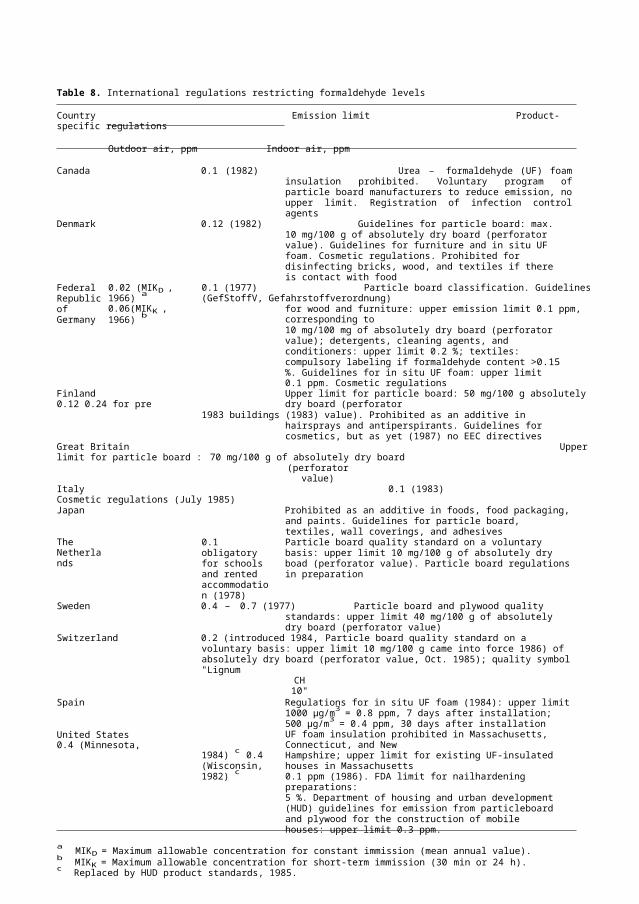
Table 8. International regulations restricting formaldehyde levels
Country Emission limit Product-specific regulations
Outdoor air, ppm Indoor air, ppm
Canada 0.1 (1982) Urea - formaldehyde (UF) foaminsulation prohibited. Voluntary program ofparticle board manufacturers to reduce emission, noupper limit. Registration of infection controlagents
Denmark 0.12 (1982) Guidelines for particle board: max. 10 mg/100 g of absolutely dry board (perforator value). Guidelines for furniture and in situ UF foam. Cosmetic regulations. Prohibited for disinfecting bricks, wood, and textiles if there is contact with food
Federal Republicof Germany
0.02 (MIKD , 1966) a0.06(MIKK , 1966) b
0.1 (1977) Particle board classification. Guidelines(GefStoffV, Gefahrstoffverordnung)
for wood and furniture: upper emission limit 0.1 ppm, corresponding to10 mg/100 mg of absolutely dry board (perforator value); detergents, cleaning agents, and conditioners: upper limit 0.2 %; textiles: compulsory labeling if formaldehyde content >0.15 %. Guidelines for in situ UF foam: upper limit0.1 ppm. Cosmetic regulations
Finland 0.12 0.24 for pre
Upper limit for particle board: 50 mg/100 g absolutely dry board (perforator
1983 buildings (1983) value). Prohibited as an additive in hairsprays and antiperspirants. Guidelines for cosmetics, but as yet (1987) no EEC directives
Great Britain Upperlimit for particle board : 70 mg/100 g of absolutely dry board
(perforatorvalue)
Italy 0.1 (1983) Cosmetic regulations (July 1985)Japan Prohibited as an additive in foods, food packaging,
and paints. Guidelines for particle board, textiles, wall coverings, and adhesives
TheNetherlands
0.1 obligatory for schools and rented accommodation (1978)
Particle board quality standard on a voluntary basis: upper limit 10 mg/100 g of absolutely dry boad (perforator value). Particle board regulationsin preparation
Sweden 0.4 - 0.7 (1977) Particle board and plywood quality standards: upper limit 40 mg/100 g of absolutelydry board (perforator value)
Switzerland 0.2 (introduced 1984, Particle board quality standard on a voluntary basis: upper limit 10 mg/100 g came into force 1986) of absolutely dry board (perforator value, Oct. 1985); quality symbol "Lignum
CH10"
Spain Regulations for in situ UF foam (1984): upper limit1000 µg/m3 = 0.8 ppm, 7 days after installation; 500 µg/m3 = 0.4 ppm, 30 days after installation
United States 0.4 (Minnesota,
1984) c 0.4 (Wisconsin, 1982) c
UF foam insulation prohibited in Massachusetts, Connecticut, and NewHampshire; upper limit for existing UF-insulated houses in Massachusetts0.1 ppm (1986). FDA limit for nailhardening preparations:5 %. Department of housing and urban development (HUD) guidelines for emission from particleboard and plywood for the construction of mobile houses: upper limit 0.3 ppm.
a MIKD = Maximum allowable concentration for constant immission (mean annual value).b MIKK = Maximum allowable concentration for short-term immission (30 min or 24 h).c Replaced by HUD product standards, 1985.

is very low and will nottherefore constitute a humanhealth hazard.Formaldehyde concentrations
in cosmetic products have beenlimited since 1977, they mustbe appropriately labeled ifthey contain> 0.05 wt % formaldehyde [100].Below this level, formaldehydedoes not cause allergic re-actions even in sensitivesubjects.
6. QualitySpecifications andAnalysis6.1. QualitySpecifications
Formaldehyde is commerciallyavailable pri- marily in theform of an aqueous (generally30 - 55 wt %) solution, andin solid form as
paraformaldehyde or trioxane(cf. Chap. 11). Formaldehydesolutions contain 0.5 - 12 wt% methanol or other addedstabilizers (see Chap. 7).They have a pH of 2.5 - 3.5,the acid reaction being due tothe presence of formic acid,formed from formaldehyde by theCanniz- zaro reaction. Thesolutions can be temporarilyneutralized with ionexchangers. Typical prod- uctspecifications for formulationson the Euro- pean market arelisted in Table 9. Other manu-facturers' specifications aredescribed in [102-108].
6.2.AnalysisThe chemical reactivity offormaldehyde pro- vides a widerange of potential methods forits

Table 9. Typical specifications of commercial formaldehyde solutions [101]
Formaldehyde Methanol content
Formic acid I ron content
Density
Added Stabilizer
content, wt (max), wt % content (max), mg/kg t. o C g/mL
30 1.5 150 0.8 20 1.086- 37 1.8 200 1 20 1.107 -
1.11237 8 - 12 200 1 20 1.082 - 1.093
Methanol37 1.8 200 1 20 1.108 -
1.112Isophthalobisguanamine,100 mg/kg
50 2.0 200 1 55 1.126- 1.12950 2.0 200 1 40 1.135 - 1.138
Isophthalobisguanamine,200 mg/kg
qualitative and quantitative determination in so- lutions and in the air.
Qualitative Methods.Qualitative detection offormaldehyde is primarilyby colori- metric methods,e.g., [109], [110]. Schiff'sfuchsin - bisulfite reagent isa general reagent used fordetecting aldehydes. In thepresence of strong acids, itreacts with formaldehyde toform a specific bluish violetdye. The detection limit is ca.1 mL/m3 . Further qualitativedetection meth- ods aredescribed in [111].
Quantitative Methods.Formaldehyde can bequantitatively determined byeither physical or chemicalmethods.
Physical Methods. Quantitativedetermina- tion of pureaqueous solutions offormalde- hyde can be carriedout rapidly by measuring theirspecific gravity [27]. Gaschromatogra- phy [112], [113]and high-pressure liquid chro-matography (HPLC) [114-116] canalso be used for directdetermination.
Chemical Methods. The mostimportant chemical methods fordetermining formalde- hyde aresummarized in [111]. The
sodium sulfite method is mostcommonly used. This
aid of gas sampling apparatus[120], [121]. In thisprocedure, formaldehyde isabsorbed from a defined volumeof air by a wash liquid and isdetermined quantitatively by asuitable method. Thequantitative determination offormaldehyde in air by thesulfite/pararosaniline method isde- scribed in [122].A suitable way of checking
the workplace concentration offormaldehyde is to take a rele-vant sample to determine theexposure of a par- ticularperson and to use this incombination with thepararosaniline method. Theliquid test solution istransported in a leakproof wash
bot- tle [111]. A commercialsampling tube [123], [124] canalso be used, in which theformalde- hyde is converted to3-benzyloxazolidine duringsampling. Evaluation is carriedout by gas chro- matography.Continuous measurements are
necessary to determine peakexposures, e.g., by thepararosaniline method asdescribed in [125].
7. Storage andTransportation
With a decrease in temperatureand/or an in-
method was developed byLEMME' [117] andcrease in concentration, aqueousformaldehyde
was subsequently improved bySEYEWETZ and GIBELLO [118],STADTLER [119], and others. It isbased on the quantitativeliberation of sodium hydroxideproduced when formaldehydereacts with excess sodiumsulfite:CH2 O+ Na2 SO3 + H2 O → HOCH2 SO3 Na +NaOHThe stoichiometrically formedsodium hydrox- ide isdetermined by titration with anacid [27].
Formaldehyde in air can be determined down to concentrations in the µL/m3 range with the
solutions tend to precipitateparaformaldehyde.On the other hand, as thetemperature increases, so doesthe tendency to form formicacid. There- fore, anappropriate storage temperaturemust be maintained (Table 10).The addition of sta- bilizersis also advisable (e.g.,methanol, etha- nol, propanol,or butanol). However, thesealco- hols can be used only ifthey do not interfere withfurther processing, or if theycan be sepa- rated off;otherwise, effluent problemsmay be encountered.

The many compounds usedfor stabiliz- ing formaldehydesolutions include urea [126],melamine [127], hydrazinehydrate [128], me-thylcellulose [129], guanamines[130], and bis- melamines [33].For example, by adding aslittle as 100 mg ofisophthalobisguanamine [5118-80-9] per kilogram of solution, a40-wt % formalde- hyde solutioncan be stored for at least 100d at 17 o C withoutprecipitation of paraformalde-hyde, and a 50-wt %formaldehyde solution can bestored for at least 100 d at 40o C [32].Table 10. Storage temperatures for commercial formaldehyde solu- tions
Formaldehyde MethanolStoragecontent, wt % content, wt %temperature, O C
30 <1 7-1037< 135377213710- 126-7 501 - 245 *501-2 60-65
* Stabilized with 200 mg/kg ofisophthalobisguanamine
Formaldehyde can be storedand transported in containersmade of stainless steel,aluminum, enamel, or polyesterresin. Iron containers linedwith epoxide resin or plasticmay also be used, althoughstainless steel containers arepreferred, particularly forhigher formaldehyde concen-trations. Unprotected vessels
of iron, copper, nickel, andzinc alloys must not be used.The flash point of
formaldehyde solutions is inthe range 55 - 85 o C,depending on theirconcentration and methanolcontent. Accord- ing to Germanregulations for hazardous sub-stances (Gefahrstoffverordnung,Appendix 6) and Appendix 1 ofthe EEC guidelines for haz-ardous substances, aqueousformaldehyde solu- tions used asworking materials that contain≥1 wt % of formaldehyde must beappropriately labeled. Thehazard classifications for thetrans- port of aqueousformaldehyde solutions with aflash point between 21 and 55 o
C containing> 5 wt % formaldehyde and < 35 wt % metha- nol are as follows [131]:GGVS/GGVE, ADR/RIDClass 8, number 63 cCFR 49: 172.01
flammable liquid
IMDG Code (GGVSee)Class 3.3UN No.1198
Formaldehyde solutions with aflash point
> 61 o C and aqueousformaldehyde solutions
with a flash point > 55 o C thatcontain > 5 wt% formaldehyde and< 35 wt % methanol are clas-sified as follows:GGVS/GGVE, ADR/RIDClass 8, number 63 cCFR 49: 172.01
combustible liquid
IMDG Code (GGVSee)Class 9UN No.2209
8.UsesFormaldehyde is one of the mostversatile chem- icals and isemployed by the chemical andother industries to produce avirtually unlimited num- ber ofindispensable products used indaily life [132].
Resins. The largest amountsof formalde- hyde are used forproducing condensates (i.e.,resins) with urea, melamine,and phenol and, to a smallextent, with their derivatives(see also → Amino Resins; →Phenolic Resins;→ Resins, Synthetic). The mainpart of these resins is usedfor the production of adhesivesand impregnating resins, whichare employed for manufacturingparticle boards, plywood, andfurniture. These condensatesare also employed for theproduction of curable moldingmateri- als; as raw materialsfor surface coating and ascontrolled-release nitrogenfertilizers. They are used asauxiliaries in the textile,leather, rub- ber, and cementindustries. Further usesinclude binders for foundrysand, rockwool and glass- woolmats in insulating materials,abrasive pa- per, and brakelinings. A very small amount of
urea - formaldehyde condensatesare used in the manufacture offoamed resins (→ Foamed Plas-tics, Chap. 4.4., → FoamedPlastics, Chap. 4.5.,→ Foamed Plastics, Chap. 4.6.)that have appli- cations in themining sector and in theinsulating of buildings.
Use as an Intermediate. About40 % of the total formaldehydeproduction is used as an in-termediate for synthesizingother chemical com- pounds,many of which are discussedunder sep- arate keywords. Inthis respect, formaldehyde isirreplaceable as a C1 buildingblock. It is, for example, usedto synthesize 1,4-butanediol[110-63-4], trimethylolpropane[77-99-6], and neopentyl glycol[126-30-7 ], which are em-ployed in the manufactureof polyurethane

and polyester plastics,synthetic resin coat- ings,synthetic lubricating oils, andplasticiz- ers. Other compoundsproduced from formalde- hydeinclude pentaerythritol [115-77-5] (em- ployed chiefly in rawmaterials for surface coat-ings and in permissibleexplosives) and hexa-methylenetetramine [100-97-0]used as a cross- linking agentfor phenol - formaldehyde con-densates and permissibleexplosives).The complexing agents
nitrilotriacetic acid [139-13-9](NTA) and ethylenediaminetetra-acetic acid [60-00-4] (EDTA) arederived from formaldehyde andare components of moderndetergents. The demand forformaldehyde for the productionof 4,41 -diphenylmethane diiso-cyanate [101-68-8] (MDI) issteadily increasing. Thiscompound is a constituent ofpolyurethanes used in theproduction of soft and rigidfoams and, more recently, as anadhesive and for bond- ingparticle boards.The so-called
polyacetal plastics (→Polyoxymethylenes) produced bypolymer- ization offormaldehyde are increasinglybeing incorporated intoautomobiles to reduce theirweight and, hence, fuelconsumption. They are also usedfor manufacturing importantfunc- tional components ofaudio and video electron- icsequipment [232].Formaldehyde is also a
building block for productsused to manufacture dyes,tanning agents, dispersion andplastics precursors, ex-traction agents, cropprotection agents, animalfeeds, perfumes, vitamins,
flavorings, and drugs.
Direct Use. Only a verysmall amount of formaldehyde isused directly without furtherprocessing. In the FederalRepublic of Germany, ca. 8000tla are used in this way, whichcorre- sponds to ca. 1.5 % oftotal production. It is useddirectly as a corrosioninhibitor, in the metal in-dustry as an aid in mirrorfinishing and electro- plating,in the electrodeposition ofprinted cir- cuits, and in thephotographic industry for filmdevelopment. However,formaldehyde as such

bial agent, formaldehydedisplays very few side effects,but has a broad spectrum ofaction. All alternative agentshave unpleasant or even dan-gerous side effects. Moreover,their toxicity has not been asthoroughly investigated as thatof formaldehyde, and theirspectrum of action is limited(i.e., they do not providecomprehen- sive disinfectantprotection). Another advantageof formaldehyde is that it doesnot accumulate in theenvironment since it iscompletely oxi- dized to carbondioxide within a relativelyshort time. In the cosmeticsindustry, formaldehyde isemployed as a preservative inhundreds of products, forexample, soaps, deodorants,sham- poos, and nail -hardening preparations; in someof these items, upper limitshave been set for theformaldehyde concentration dueto its sen- sitizing effect(cf. Table 8). Formaldehydesolu- tions are also used as apreservative for tanningliquors, dispersions, cropprotection agents, and woodpreservatives. Furthermore,
formaldehyde is required in thesugar industry to prevent bac-terial growth during syruprecovery.
9. EconomicAspectsFormaldehyde is one of the mostimportant basic chemicals andis required for the manufactureof thousands of industrial andconsumer products. It is themost important industriallyproduced aldehyde.Formaldehyde can seldom, if
ever, be re- placed by otherproducts. Substitutes aregener- ally more expensive;moreover, their toxicities havebeen less thoroughlyinvestigated than that offormaldehyde.Worldwide capacity [1], [231]
is approxi- mately 8.7 x 106tla in 1996(see Table 11; thevalues are based on 100 %formaldehyde); the five largestmanufactures account for ca. 25% of this capacity:
Borden 0.66X106 t l a BASF 0.444 X 106 t l a
6is used mainly for preservation and disinfection,Hoechst Celanese 0.38 X 10
t l a
for example, in medicine fordisinfecting hospi- tal wards,preserving specimens, and as adisin- fectant againstathlete's foot (→Disinfectants).Modern hygiene requires
preservatives and disinfectantsto prevent the growth ofmicroor- gansims which canproduce substances that may
Georgia Pacific 0.38 X 106 t l a Neste Resins 0.37 X 106 t l a
The three leading countries witha capacity share of about 45 % are:
United States 1.77 X106 tlaGermany 1.46 X 106 tla
6
be extremely harmful to man. Asan antimicro-
Japan 0.65X 10 tla

Table 11. Worldwide formaldehyde production capacities in 1996 [1], [231]
Country Total capacity, 103 tla
Western Europe 3119
1464
Formaldehyde and itsassociated products are used inca. 50 different branches ofindustry, as described inChapter 8.In the mid 1980s the sales of
industrial prod- ucts derivedfrom formaldehyde was more thanGermany
Italy
Spain
United Kingdom
France
Sweden
Netherla
nds
Others
389
265
197
126
124
115
439
DM 300 x 109 in the FederalRepublic of Ger- many [132]. Atleast 3 x 106 people in the Fed-eral Republic of Germany workin factories that use productsmanufactured from formaldehyde.
10. Toxicology andOccupationalHealth
Eastern Europe1850
North America20081772
United States236
Formaldehyde toxicity wasinvestigated exten-sively during the last decadesand comprehen- sive reviews areavailable [233-235]. Formalde-hyde is an essentialintermediate in cellularCanada
South America253
65Mexico
63Chile
48Brazil
44Argentina
33OthersJapan651
Formaldehyde consumptionis ca.
6 x 106 tla, although presentdata about capacity use inEastern Europe are notavailable. The de- mand and theestimated average annual growth
rate in the Western hemisphereis summarized in Table 12.Table 12. Consumption of formaldehyde in the United States, West- ern Europe, and Japan in 1995 [1], [231]

metabolism in mammals andhumans, serving as a precursorfor the biosynthesis of aminoacids, purines and thymine.Exogenously administeredformaldehyde is readilymetabolized by oxida- tion toformic acid or reacts withbiomolecules at the sites offirst contact. Inhalationexposure of rats, monkeys andhumans to irritant con-centrations did not increaseblood formaldehyde levels,which were found to be around
80 mM (= 2.4 ppm) in thesespecies.Formaldehyde gas is toxic
via inhalation and causesirritation of the eyes andthe mucous membranes of therespiratory tract.Concentration - responserelationship following humanexposure is given in Table 13.Table 13. Dose - response relationshipfollowing human exposure to gaseous formaldehyde [133], [134] EffectExposure level, ppm
UnitedStates
WesternEurope
Japan Odor threshold
0.05 - 1.0Irritation threshold in eyes, 0.2 - 1.6
Consumption, 106 tla 1.37 2.22 0.52Use, %
32 50Urea - formaldehyde resin
274 6
Melamine - formaldehyde resin24 10 6
Phenol - formaldehyde resin10 10 24
nose, or throatStronger irritation of upper 3 - 6 respiratory tract, coughing,lacrimation, extreme discomfortImmediate dyspnea, burning in 10 - 20 nose and throat, heavy coughing andlacrimationNecrosis of mucous membranes, > 50 laryngospasm, pulmonary edema
Polyoxymethylenes
1,4-Butanediol
MDI
Othe
rs
11 7
5 6 4
14 11 39
Aqueous formaldehyde solutionscause concen- tration dependentcorrosion or irritation andskin sensitization. There is noevidence for Formalde- hyde tocause respiratory allergy[236].
Average annual growth rate, % 2.5 1.5 2.0
In chronic inhalation studies withrats, mice, hamsters, andmonkeys no systemic toxicityoccurred in irritantconcentrations. Upper res-piratory tract irritationceased at concentra- tions <ca. 1 ppm. At concentrationsabove1 - 2 ppm changes in thenasal mucosa (res- piratoryepithelium) occur. At highconcentra- tions (15 - 20 ppm)olfactory epithelium, laryn-geal mucosa, and proximal partsof the tracheal epitheliummight also be affected. Thelesions are characterized byepithelial hyperplasia andmetaplasia. Studies using otherroutes of admin- istration alsofailed to show systemictoxicity or reproductiveeffects.Formaldehyde was genotoxic in
several in vitro test systems.In animals, there are someindications of in vivogenotoxicity in tissues ofinitial contact (portal ofentry) but not in re- moteorgans or tissues. In workersexposed to formaldehyde nosystemic genotoxicity and noconvincing evidence of localgenotoxicity was found.No evidence of systemic
carcinogenicity was found after oraldermal and inhalative adminis-tration of formaldehyde.Several chronic inhala- tionstudies in rats showeddevelopment of nasal tumorsstarting at concentrations ator above6ppm, causing in addition severechronic epithe- lial damage inthe nasal epithelium [237]. Thenonlinear concentrationresponse curve shows adisproportionately highincrease in tumor inci- denceat concentrations of 10 and 15
ppm. The same nonlinearconcentration response was ob-served for DNA protein cross-link (DPX) for- mation in nasalmucosa, which is a surrogate offormaldehyde tissue "dose", andfor increase in cellproliferation in nasalepithelium. This leads to thesuggestion that increased cellproliferation is a prerequisitefor tumor development [237].Chronic inhalation studies inmice failed to showstatistically significantincreases in tumor inci- dencesat similar concentrations whilein ham- sters no nasal tumorswere found. This may beattributed to differences inlocal formaldehyde tissue doseor lower susceptibility of thespecies for nasal tumorformation.In humans numerous
epidemiological stud- ies failed togive convincing evidence ofcar- cinogenicity [235]. IARC[234] concluded that theepidemiologic data availablerepresent "lim- ited evidenceof carcinogenicity" andclassified formaldehyde as"probably carcinogenic to hu-

mans (Group 2A)". The EuropeanUnion cate- gorizes thecompound as "possiblycarcinogenic to humans (Class3)".Current occupational exposure
limits in dif- ferent countriesvary between 0.3 and 2 ppm[238]. Proposed limit valuesfor indoor air are in the rangeof 0.1 ppm [239].
11. Low Molecular MassPolymersThe ability of formaldehyde toreact with itself to formpolymers depends directly onthe reactivity of formaldehydeas a whole. Two different typesof formaldehyde polymers arepossible and are based on thefollowing structural elements:1) -CH2 -O-2) -CH(OH)-The polyhydroxyaldehydesconsist of the struc- turalunit (2). The highest molecularmass re- presentatives of thisgroup are the sugars. Al-though these substances can bemade by aldol condensation offormaldehyde, they do not re-vert to formaldehyde oncleavage, and are not discussedin this article.The representatives of group
(1), the real formaldehydepolymers (polyoxymethylenes),revert to formaldehyde oncleavage and, there- fore, canbe considered as a solid,moisture- free form offormaldehyde. If these linearor cyclic compounds contain nomore than eight formaldehydeunits, they are defined as lowmolecular mass polymers. Thehigh molec- ular mass
substances are the realpolymers (paraformaldehyde,acetal plastics, see also→ Polyoxymethylenes). Chemicaland physi- cal analyses ofthese low and high molecularmass compounds as well asinvestigation of their chemicalreactions led to theelucidation of the molecularstructure of polymers ingeneral [135].
11.1. LinearPolyoxymethylenesApart from thepoly(oxymethylene) gly- cols,also called poly(oxymethylene)di- hydrates or simplypolyoxymethylenes, of theformula HO-(CH2 O)n -H,deriva- tives such aspoly(oxymethylene) di-acetates CH3 COO(CH2 O)nCOCH3 and
poly(oxymethylene)dimethyl ethers CH30(CH2 0)n CH3 should bementioned. Some of theirphysical properties are givenin Table 14. The n values of thereal low molecular masspolyoxymethylenes are 2 - 8;the n val- ues ofparaformaldehyde are 8 - 100.However, high polymers with adegree of polymerization n ≥3000 are also obtained. Thepolyoxymethy- lenes are alsoclassified as a, β, γ, b, and epolymers which are ofhistorical importance. Theydiffer in their degrees ofpolymerization and in theirchemical structures (Table 15).Their toxicology is the same asthat of formaldehyde (see Chap.10).The lower poly(oxymethylene)
glycols are colorless solidswith melting points between 80and 120 o C (Table 14). Incontrast to the high molecularmass materials, they dissolvein ace- tone and diethyl etherwithout or with only slightdecomposition; they areinsoluble in petroleum ether.When dissolved in warm water,they un- dergo hydrolysis togive a formaldehyde solu- tion.The low molecular mass polymerscon- stitute a homologousseries, whose properties changecontinuously with the degree ofpoly- merization.A freshly prepared, aqueous
formaldehyde solutionpolymerizes to the lowerpolymers when allowed to stand(see also Section 2.2). In-deed, formaldehyde exists indilute solution asdihydroxymethylene(formaldehyde hydrate), whichin turn undergoespolycondensation to yield lowmolecular mass
poly(oxymethylene) glycols:
CH2 0+ H2 0 ⇔ H0-CH2 -0H + n H0CH2 0H⇔
H0-CH2 0-(CH2 0)n -H+ n H2 0
Equilibrium is attained underthe influence of a hydrogenion catalyst. At a low tempera-ture and a high concentration,equilibrium fa- vors formationof high molecular mass poly-mers. However, the majorproduct is of lower molecularmass when the system is heated.The polymers partially separateout, crystallize, and slowlyundergo further condensationpolymer- ization [140]. The lowmolecular mass sub- stances canbe further precipitated andisolated by concentrating thesolution at low temperatureunder vacuum conditions; thepolymers can be furtherprecipitated by evaporation[141]. The resulting mixturecan be separated into the in-

dividual substances by exploiting their varying solubilities in different solvents [135].The transformation of
poly(oxymethylene) dihydratesto diacetates and, above all,to di- ethers produces aremarkable increase in ther-mal and chemical stability.This is because the unstablehemiacetals at the ends of thechains are eliminated throughsaturation of the hydroxylgroups. The diethers arestable up to 270 o C in theabsence of oxygen and up to160 o C in the presence ofoxygen. These diethers and di-acetates are resistant tohydrolysis under neu- tralconditions, the diethers arealso stable in the presence ofalkali. Similar to thedihydrates, the properties ofthe diacetates and diethersalso change continuously as thedegree of polymer- izationincreases (see Table 14).Poly(oxymethylene) diacetates
are produced by the reaction ofparaformaldehyde with aceticanhydride [135]. Pure productsare isolated by vacuumdistillation, solventextraction, and crys-tallization.The formation of
poly(oxymethylene) di- methylethers involves the reactionof poly- (oxymethylene)glycols or paraformaldehydewith methanol at 150 - 180 o Cin the presence of traces ofsulfuric or hydrochloric acidin a closed vessel [135].Alternatively, they can besynthe- sized by the reactionof formaldehyde dimethyl acetalwith either paraformaldehyde ora con- centrated formaldehydesolution in the presence ofsulfuric acid. This synthesiscan be varied by substituting
other formaldehyde dialkylacetals for the dimethylcompound [142].
Paraformaldehyde [30525-89-4]was first produced in1859. This polymer, atfirst mistakenly calleddioxymethylene andtrioxymethylene, consists of amixture of poly(oxymethylene)glycols H0-(CH2 0)n -H with n =8 - 100. The formaldehydecontent varies between 90 and99 % depending on the degree ofpolymerization n (the remainderis bound or free water). It isan industrially impor- tantlinear polyoxymethylene.
Properties. Paraformaldehyde is acolorless, crystalline solidwith the odor of monomericformaldehyde. It has thefollowing phys- icalproperties: fp 120 - 170 o C,depending on the degree ofpolymerization; heat ofcombustion 16.750 kJ/kg(product containing98 wt % formaldehyde); energy of formation

Table 14. Physical properties of low molecular mass poly(oxymethylene) glycolsHO-(CH2 O)n -H and their derivatives
n Poly(oxymethylene) Poly(oxymethylene)Poly(oxymethylene)
glycols diacetatesdimethyl ethers
fp, o C Solubility in acetone fp, o C bp, o C Π, g/m3 fp, o C bp, o C Π, g/cm3
(13 Pa,24 o C)
2-23 39 - 40 1.128
(101.3 kPa) (25 o
C)
3 82 - 85 Very soluble in the cold -13 60 - 62 1.158 -69.7 105.0 0.95974 82 - 85 Very soluble in the cold - 3 84 1.179 -42.5 155.9 1.02425 95 - 105 Very soluble in the cold 7 102- 104 1.195 - 9.8 201.8 1.0671 (decomp.)
617 124 - 126 1.204 18.3 242.3 1.10037 Soluble in the cold ca. 15 180- 1908 Soluble in the cold ca. 15 180- 1909 115 - 120 Soluble when heated 32 - 34 1.216 *
(decomp.)
* Value at 13 Pa and 36 o C.
Table 15. Structure and synthesis of a - e polyoxymethylenes [136]
Polymer Formula Synthesis
Paraformaldehyde HO (CH2 O)n Hn =8- 100
from aqueous formaldehyde solution [137]
a-Polyoxymethylene
HO (CH2 O)n Hn > 100
from aqueous formaldehyde solution [137]
/-Polyoxymethylene
HO (CH2 O)n Hn > 200
by heating paraformaldehyde [138]
"-Polyoxymethylene
H3 CO (CH2 O)n CH3n = 300 - 500
from a methanolic paraformaldehyde solution in thepresence ofsulfuric acid [139]8-
PolyoxymethyleneH3 CO [CH2 OC(OH)HO]n CH3
by prolonged boiling of "-polyoxymethylene with water [138]
e-Polyoxymethylene
HO (CH2 O)n Hn > 300
by sublimation of 1,3,5-trioxane [138]
177 kJ/mol formaldehyde(product containing93 wt % formaldehyde); flashpoint 71 o C; ig- nitiontemperature of dust 370 - 410o C; lower explosion limit ofdust 40 g/m3 (the last threevalues strongly depend on theparticle size); min- imumignition energy 0.02 J.Table 16. Vapor pressure of formaldehyde (p)released from paraformaldehyde
t, o C 10 2125 33 37
p, kPa 0.112 0.1650.193 0.408 0.667

t, o C 43 47 58 65 filtration. Indeed, the resulting solution is iden- p, kPa 0.943 1.0961.37 1.808 20.8
t, o C 80 90 110 120gaseous formaldehyde in water. Not only heat, but also dilute
at the hemiacetal end groups ofthe individual molecules. Therate of decomposition thereforedepends on the number of endgroups, i.e., on the degree ofpolymerization.Paraformaldehyde contains
only a few acetone-solublecomponents (lower diglycols).
It dissolves slowly in coldwater, but readily in warmwater where it undergoeshydrolysis and depolymerizationto give a formaldehyde solu-tion. Although this solution isgenerally cloudy as a result ofimpurities, these can be removedby
p, k P a 32.8 44.1 49.653.5 78.3
* Values up to 58 o C according to [143] and from 65 - 120 o Caccording to [144].
Even at ambient temperature,paraformalde- hyde slowlydecomposes to gaseous formalde-hyde (Table 16), a processwhich is greatly ac- celeratedby heating. Depolymerization isbased on a chain "unzipping"reaction which starts
ubility of paraformaldehyde.Alkali catalyzes formaldehydecleavage at the chain ends,acid causes additional splittingat the oxygen bridges. The rateconstant of dissolution passesthrough a minimum between pH 2and 5, it increases rapidlyabove and below this pH range[145]. The situation becomesmore complex at higherconcentrations of formaldehydein the solution
due to the incipient backreaction. Solubility innonaqueous solvents is alsoimproved in the presence ofacidic or alkaline agents as aresult of the onset ofdepolymerization. Paraformalde-hyde also dissolves inalcohols, phenols, and otherpolar solvents, in whichdepolymerization and solvationcan occur.
Production. Paraformaldehyde isprepared industrially incontinuously operated plants byconcentrating aqueousformaldehyde solutions undervacuum conditions. At first,colloidal, waxy gels areobtained, which later becomebrit- tle. The use of afractionating column throughwhich gases were passed datesfrom about 1925 [146], [147].Paraformaldehyde is currently
produced in several steps whichare carried out at low pres-sure and various temperatures[148], [149]. Highly reactiveformaldehyde is produced un-der vacuum conditions startingwith solutions that contain 50- 100 ppm of formic acid andalso 1 - 15 ppm of metalformates where the met- alshave an atomic number of 23 -30 (e.g., Mn, Co, and Cu)[150]. The solutions areprocessed in thin-layerevaporators [151] and spraydryers [152].Other techniques such as
fractional conden- sation ofthe reaction gases incombination with theformaldehyde synthesis process[153] and very rapid cooling ofthe gases [154] are also ap-plied. Alternatively,formaldehyde-containing gas isbrought into contact withparaformalde- hyde at atemperature that is above the
dew point of the gas and belowthe decomposition temper- atureof paraformaldehyde [155]. Theproduct is obtained in the formof flakes when a highlyconcentrated formaldehydesolution is poured onto aheated metal surface. Thehardened prod- uct issubsequently scraped off andthoroughly dried [156].Paraformaldehyde beads are pro-duced by introducing a highlyconcentrated melt into acooling liquid (e.g., benzene,toluene, cy- clohexane [157].Acids [158] and alkalis [148],[159] are also added; theyapparently accel- eratepolymerization and lead tothe forma- tion of highermolecular mass but lessreactive paraformaldehyde.Highly soluble, highly
reactive paraformaldehyde witha low degree of poly-merization is very much indemand. It is pro- duced fromconcentrated, aqueous -alcoholic formaldehydesolutions [160], [161].

Stabilizing agents includehydantoins [162], nicotinamide,and succinamide [163].
Producers. The mainproducers ofparaformaldehyde are Degussa(Federal Repub- lic ofGermany), Ticona (owned byHoechst, United States), MitsuiToatsu, and Mitsubishi Gas(Japan). Smaller producersinclude Deriva- dos Forestales(Spain), Synthite (United King-dom), Alder (Italy), and LeeChang Yung (Tai- wan).
Quality Specifications. An importantfactor regarding the quality ofparaformaldehyde is itstendency to "age", especiallyunder the influ- ence of heat,which results in decreasedreactiv- ity. Theparaformaldehyde loses itsresidual wa- ter and becomesbrittle. This may be preventedby storage below 10 o C; in amoist atmosphere regenerationis possible. After production,the residual moisture in theproduct should there- fore beretained.Reactivity is determined
with the aid of theresorcinol test in which therate at which paraformaldehydecondenses with resorcinol in analkaline medium is measured[162]. The formaldehyde contentis measured by using the sodiumsulfite method (cf. Section6.2) and the water content bythe Karl Fischer method.
Transport and Storage.Paraformaldehyde is stored andtransported as granules or afree- flowing coarse powder inbags, containers, and in silosor silo wagons. Cool, dryconditions must be maintained.
Uses. Paraformaldehyde is usedin place of aqueousformaldehyde solutions,especially in applicationswhere the presence of water
inter- feres, e.g., in theplastics industry for theprepa- ration of phenol, urea,and melamine resins, varnishresins, thermosets, and foundryresins. Other uses include thesynthesis of organic prod- uctsin the chemical andpharmaceutical in- dustries(e.g., Prins reaction,chloromethylation, Mannichreaction), the production oftextile aux- iliaries (e.g.,for crease-resistant finishes),and the preparation ofdisinfectants and deodorants.
11.2. Cyclic Polyoxymethylenes
11.2.1. Trioxane
1,3,5-Trioxane [110-88-3], trioxymethylene, or1,3,5-trioxycyclohexane, C3 H6 O3, M r 90.1, is

D
the cyclic trimer offormaldehyde and was firstproduced and identified in1885. A laboratory oddity formany years, this substance isvery important today,especially as an intermediate inthe production of acetal resins(polyoxymethy- lenes).
Physical Properties. Trioxaneis a white crystalline solidwith a characteristic odor re-sembling that of chloroform.Other physical properties areas follows (see also [164]):fp 62-63 O
C bp 115 O C Density of crystals 1.39 kg/m3Density of liquid at 65 O C1.17 kg/m3Refractive index n20 at 65 O C1.3891Specific heat1.23 kJ kg-l K-lHeat of fusion222 kJ/kg Heat of evaporation452 kJ/kg Trouton constant25Heat of formation180 kJ/mol formaldehydeHeat of combustion16.850 kJ/kg
Vaporpressure
t. O C 25 37.5 868790 114.5 129p. kPa 1.69 4.16 37.7 39.544.0 101.2 161.8
Flash point 45 O C Ignition temperature 410 O C Lower explosion limit (38 O C) 3.57 vol % Upper explosion limit (75 O C) 28.7 vol % Dynamic viscosity ηat 65 O C 2.05 mPa s at 85 O C 0.91 mPa s
Dielectricconstant
at 20 O C 3.2 - 3.4 at 70 O C 8
Conductance at 78 O C<1 µS
For the spectroscopicanalytical identification oftrioxane, see [164]. Thecompound forms an azeotropicmixture with 30 wt % water, bp91.3 c
C.Trioxane is soluble in water (0.172 g/cm3 at
18 c C, 0.211 g/cm3 at 25 c C andcompletely sol- uble at 100 c C),alcohol, ketones, organicacids, ethers, esters, phenols,aromatic hydrocarbons, and inchlorinated hydrocarbons;however, it is only sparinglysoluble in aliphatic hydrocar-bons.

Like dioxane and other cyclicethers, melted trioxane, (mixedwith water if necessary) is anexcellent solvent for organicsubstances. It forms additioncompounds with phenol and1,3,5- trinitrobenzene.Studies of vapor-liquid
equilibria of systemscontaining formaldehyde, water,methanol, and trioxane areavailable [220], [224], [226].
Chemical Properties. Trioxaneis stable up to 224 c C. Likeacetals, it is hydrolyzed byaque- ous solutions of strongacids. However, triox- ane isinert under neutral andalkaline condi- tions. For thisreason, the usual detectionmeth- ods for formaldehyde,such as the sodium sulfitemethod, cannot be applieddirectly. Formalde- hyde inacetals, and thus trioxane, canbe de- termined by heating inwater in the presence of astrong acid (e.g., sulfuricacid) to convert the product tomonomeric formaldehyde. Theformaldehyde can then bedetermined by the sul- fitemethod (see Section 6.2).The acid-catalyzed
hydrolysis of trioxane isaccelerated by using strongeracids, higher acidconcentrations, and nonaqueoussolvents. When trioxane isheated in nonaqueous systems inthe presence of either strongacids (sulfu- ric acid,hydrochloric acid, zincchloride, iron chloride etc.)or comonomers, it is convertedto high molecular massoxymethylene homopoly- mers oroxymethylene copolymers,respectively. This method isapplied today in the large-scale production of acetalresins. If additional sub-stances which react with
formaldehyde (e.g., phenols,melamine) are also presentduring these hydrolytic ormoisture-free reactions, thenthe nascent formaldehyde reactsvery vigorously with them.
Production. Trioxane isprepared by the trimerizationof formaldehyde. At first, thestart- ing materials used wereparaformaldehyde orpolyoxymethylenes which wereheated with acid, usuallysulfuric acid [165]. As thecom- mercial importance oftrioxane grew, aqueousformaldehyde solutions and highformaldehyde concentrations[166] were introduced. Worldproduction in 1987 was 250 000t, in 1997 about380 000 t.The currently preferred
process for trioxane productionis illustrated in Figure 5(see also [167]). Commercialaqueous formaldehyde is

concentrated to 60 - 65 wt %in a column (a) un- der vacuumconditions. The 60 - 65 %formalde- hyde solution is fedinto the reactor (b). A dilute(6- 10 %) formaldehydesolution is removed and, ifnecessary, can bereconcentrated by pres- suredistillation and returned tothe process. In the reactor(b), formaldehyde is trimerizedin the presence of a catalyst(e.g., sulfuric acid, phos-phoric acid, ion exchanger[168], or heteropoly acid[169]) which is present at aconcentration of up to 25 wt %[170]. Technical and kineticex- periments designed toachieve optimal reactorconditions are described in[171]. A mixture of trioxane,formaldehyde, and water isdistilled off and, ifnecessary, concentrated in adistillation column [172]. Inthe extraction column (c)[173], the trioxane isextracted from the aqueous mix-ture by using methylenedichloride [75-09-2] [166] oranother inert, water-immisciblesolvent (benzene [174], 1,2-dichloroethane [175], ornitrobenzene [176]). Theformaldehyde - water mixtureis returned to theconcentrating column (a). Thetrioxane - methylene dichloridemixture is separated in thedistillation column (d). Thecrude trioxane is obtained atthe bottom of the column andthe methylene dichloride asover- head product. Thetrioxane is subsequently pu-rified by distillation incolumn (e). The solventmethylene dichloride is freed ofimpurities in the solventpurification step (f) andrecycled to the extraction
column (c).Impurities and byproducts
(formic acid, methyl formate,dimethylformal, and formalde-hyde) can be eliminated bywashing with sodium hydroxidesolution after the extractionstep [177]. Emulsification ofthe reaction mixture in aninert, nonvolatile liquid,e.g., paraffin oil, may reducethe formation of paraformalde-hyde in the reactor [178].Addition of inert or- ganicsubstances with low dielectricconstants to the trimerizationmixture increases conversion[179]. Special processes in asynthesis reactor have alsobeen described [180].Crystallization of liquidtrioxane and contact with aninert gas stream can be usedfor further purification, es-pecially from higher homologuesof bis (meth- oxymethyl) ether[181].In the last years a new
method has been pro- posed toremove trioxane from themixture of trioxane,formaldehyde, and water. Aftertrimer- ization formaldehyde isseparated by pervapo-

ration, e.g., with a polyether block amide mem- brane [182], [183].Since water is added with the
aqueous formaldehyde solution,the energy requirement fortrioxane production is veryhigh (14 - 17 t of steam perton of trioxane). This may bereduced by using a processbased on the trimerization ofgaseous formaldehyde with Lewisacids [184] and catalyzed byvanado- and/or molybdo and/orwolframo-phosphoric acids [185-187].Trioxane can be produced by
recycling of poyoxymethylenes(POM) [188], [189].
Producers. Ticona (owned byHoechst, Fed- eral Republic ofGermany and United States),Ultraform (owned by BASF andDegussa, Fed- eral Republic ofGermany and United States),Polyplastics (owned by Hoechstand Daicel, Japan), MitsubishiGas Chemical (Japan), Asahi(Japan), Korean EngineeringPlastics (owned by Tong YangNylon and Mitsubishi Gas Chemi-cal, Korea), Taiwan EngineeringPlastics, Tepco (owned byPolyplastics and Chang ChunGroup, Taiwan), FormosaPlastics (Taiwan), Tarnoform(Poland). The world capacity isabout 400 000 t.
Uses. The productionof plastics(polyoxymethylene plastics,POM) is the most importantcommercial application oftrioxane and requires extremelypure material. Since tri- oxanedepolymerizes to produceformaldehyde, it can be used inalmost all formaldehyde reac-tions, especially whenanhydrous formaldehyde isdesired. Trioxane is used,e.g., as a textile auxiliary;
in various cross-linkingagents, for instance for pitchfibers in manufacturing of car-bon fibers; for stabilizationand reinforcement of wood toproduce musical instruments;and in distillable binders inceramic compositions for shapedarticles, e.g., in an injectionmoulding process. It is alsoemployed in the stabilizationand deodorization of waxes, asan anticorrosive additive formetals (especially whencorrosion is caused bychlorinated hydrocarbons)[190], as an additive inphotographic developers, as asolid fuel, in coating removersand, because of its hydrolysisto formaldehyde in presence ofacid, in disinfectants.
Storage and Transport. Liquidtrioxane is stored andtransported in heated tanks.Solid tri-

Figure 5. Trioxane productiona) Concentration column; b) Reactor; c) Extraction column; d, e) Distillation columns; f) Solvent purification
oxane is transported in drums,trioxane flakes are transportedin drums and bags.
Toxicology. Trioxane is notknown to display any specialtoxic reactions; its oral LD50value in rats is > 3200 mg/kg.Hydrolysis in the presence ofacid produces formaldehyde (seeChap. 10).
11.2.2.Tetraoxane
1,3,5,7-Tetraoxane [293-30-1],tetraoxymethy- lene, or1,3,5,7-tetroxocane, C4 H8 04 ,M r 120, is the cyclic tetramerof formaldehyde and is acrystalline solid (fp 112 O C).Tetraoxane va- pors are stableeven at 200 O C (bp at 101.3 kPa,163 -165 O C).Tetraoxane is produced by
heating a water- insoluble,high molecular masspoly(oxymethy- lene) diacetate
[165]. In the tetramerizationof formaldehyde, metal sulfatesmay be used as cat- alyst[191].Tetraoxane accumulates as a
high-boiling substance in thedistillation residue obtainedduring the production oftrioxane. It is also ob- tainedin the polymerization oftrioxane and can be isolated byextraction with, for example,ethylbenzene [192]. Theformation of tetraxane byirradiation of carbon monoxideand hydrogen has also beendescribed [193].

Tetraoxane is a morefavorable textile auxil- iaryfor achieving creaseresistance, e.g., for cel-lulose fibers, than trioxanebecause of its higher boilingpoint. Like trioxane,tetraoxane can also be employedin the production of acetalplastics.
11.2.3. Higher CyclicPolyoxymethylenes
Higher cyclic polyoxymethylenescan also un- dergopolymerization. The tendency topolymer- ize in the meltdecreases with increasing ringsize.
1,3,5,7,9-Pentoxecane [16528-92-0], pentaoxane, pentaoxacyclodecane, or pentaoxymethylene, C5 H10 05 , the cyclic pen- tamer of formaldehyde, is a crystalline product (fp 55- 56 O C). The polymerization of triox- ane with the aid of a tin tetrachloride catalyst producesseveral cyclic homologues including pentoxecane [194].The fractional distillation
and subsequent preparative gaschromatography of residues fromthe commercial trioxanepolymerization affords1,3,5,7,9-pentoxecane [195].Although hexoxecane (six
formaldehyde units) has notclearly been identified inthe residue, Pentadecoxane (15formaldehyde units) has beenunambiguously detected (fp68- 70 O C). Pentoxecane isused in addition

4
n
to tetraoxane in patentformulations for theshrinkproofing of cotton [196].
12. FormaldehydeCyanohydrinFormaldehyde cyanohydrin[107-16-4], CH2 (0H)CN, Mr 57.05,is also known as hy-droxyacetonitrile,glycolonitrile, or glycolic ni-trile. It is less commerciallyimportant than ace- tonecyanohydrin (→ Acetone, Chap.11.1.) but of about the sameimportance as the cyanohy- drinderivatives of acetaldehyde,benzaldehyde, and ethylene.
Physical Properties. Formaldehyde cyanohydrin is a colorless liquid with an odor similar to that of hydrogen cyanide. It is soluble in water, ethanol, and diethyl ether but insoluble in chloroform and benzene. For IR spectrum see [197]. 0ther physical properties follow:mp -72O Cbpat101.3 kPa 183 O C (slight decomp.)3.2 kPa 119 O C0.4 kPa 76.5 - 78 O C
(NTA) [201].Ethylenediaminetetraacetonitrile is similarly synthesized fromformaldehyde cyanohydrin andethylene diamine in the pres-ence of sulfuric acid as acatalyst. Subsequent hydrolysisyieldsethylenediaminetetraacetic acid(EDTA) [201]. The reaction ofcyanohy- drins with ammonia isa step in the Strecker syn-thesis of amino acids.Hydration of formalde- hydecyanohydrin and subsequenttreatment with an aqueoussolution of sodium cyanide andammonia (Bucherer reaction, avariant of the Streckersynthesis) leads to DL-serine[202].Formaldehyde cyanohydrin
reacts with hy- drogen halidesor phosphorus pentachloride toform a-halonitriles. In aqueoussolutions at pH8 and a temperature of 10 o C orless, it trimer- izes to form4-amino-2,5-bis(hydroxymethyl)-pyrimidin-5-ol [203]. Hydantoincan be syn- thesized byreacting formaldehydecyanohydrin with carbondioxide, ammonia, or ammoniumcarbonate at high pressure[204], [205].
Production. Formaldehydecyanohydrin is formed in 79.5 %yield when 37 % formalde- hydeis mixed with a stoichiometricamount of
Relative density d 19
1.1039
aqueous hydrogen cyanide for 1 h at 2 o C in
D 1.4112
Electrolytic dissociation 0.843x 10-5constant k at 25 O C
Dielectric constant 178
Chemical Properties. Likeall cyanohy- drins, reactions
can occur at both the nitrileand the hydroxyl groups offormaldehyde cyanohy- drin.Heating at 100 o C withwater yields hydroxyacetamide,acid-catalyzed hydrolysisyields hydroxyacetic acid.Reaction with ab- soluteethanol in the presence of
hydrochloric acid producesethyl hydroxyacetate [198]. N -Substituted amides can besynthesized by heat- ingformaldehyde cyanohydrin withamines in water [199].Catalytic hydration (Ni - Alcat- alysts) of the nitrilegroup gives amines. Theresulting mixtures can beseparated into pri- mary,secondary, and tertiary ,-hydroxyethyl- eneamines [200].The hydroxyl group of
formaldehyde cyanohydrin canbe replaced by other elec-tronegative groups. Forexample, reaction with ammoniagives amino nitriles includingnitrilo- triacetonitrile N(CH2CN)3 which is an inter-mediate in the synthesis ofnitrilotriacetic acid
the presence of sodiumhydroxide as a cata- lyst[206]. Patents also describesynthesis by (1) heatingformaldehyde with hydrogencyanide at250 o C [207] or in the presenceof sulfur dioxide at pH 1.5 -2.0 in an aqueous medium [208]and (2) by reacting acetonitrilewith oxygen and with or withoutwater at high pressure in thepresence of various vanadiumoxides [209-211].Formaldehyde cyanohydrin is
generally han- dled as anaqueous solution but it canalso be iso- lated in theanhydrous state by etherextraction, drying, and vacuumdistillation [212]. Althoughthe extremely pure product isreported to be very stable[213], addition of a smallamount of sta- bilizer (e.g.,monochloroacetic,mercaptoacetic, lactic,sulfonilic, and phosphoricacids) is ad- visable [214].Monochloroacetic acid is espe-cially suitable because itcodistils with the prod- uct.Cyanohydrin with a lower degreeof purity is not very stable,especially at high pH val- ues,this should be borne in mindwhen handling anhydrousformaldehyde cyanohydrin (seealso [203]).
Transport and Storage.Formaldehyde cyanohydrin isused almost exclusively as an

intermediate and is normallyproduced at the site where itis to be processed. However, itis also supplied as a 70 %aqueous solution and istransported in steel containersand tank cars. Attention shouldbe paid to stabilization dur-ing transport and storage.Impure formaldehyde cyanohydrincan decompose to give formalde-hyde and hydrogen cyanide,attention should therefore bepaid to explosion and firehazards.
Toxicology. Formaldehydecyanohydrin, like allcyanohydrins, is extremelytoxic when inhaled or ingestedand moderately toxic whenabsorbed via the skin [215].All forms of con- tact shouldbe avoided because of thepossible formation of hydrogencyanide or cyanides.
13.References
1. Chem. Systems Inc.:"Formaldehyde" (April
1996).2. J. C. D. Brand, J. Chem. Phys.
19 (1951) 377; J. Chem. Soc. 1956, 858 - 872; J. Chem. & Ind. 1955, no. 7, 167. G. H. Dieke, G. B.Kistiakowsky, Proc. Natl. Acad. Sci., U.S.A.18 (1932) 367 - 372; Phys. Rev. 45 (1934)4 - 28. P. J. Dyne, J. Chem. Phys. 20 (1952)811 - 818. W. C. Price, Phys. Rev. 46 (1934)529; J. Chem. Phys. 3 (1935) 256- 259. R. I. Reed, Trans. Faraday Soc. 52 (1956) 1194. G. W. Robinson, V. E. Digiorgio, Can.
J. Chem. 36 (1958) 31 - 38. S.A. Schou, V. Henri, C. R. Hebd. Seances Acad. Sci. 182 (1926) 1612- 1614; 186 (1928) 690 - 692,1050 - 1052. Nature London 118 (1926) 225; Z. Phys. 49 (1928) 774 - 826. V. Henri, J. Chim. Phys. Phys. Chim. Biol. 25 (1928)665 - 721; 26 (1929) 1 - 43. P. Torkington, Nature London 163 (1949) 446. R. S.Mulliken, J. Chem. Phys. 3 (1935) 514.
3. Th. Fo' rster, Fluoreszenz organ. Verbindungen, Vandenhoeck u. Rupprecht, Go' ttingen 1951, pp. 49, 97, 125, 143.
4. H. H. Blau, H. H. Nielsen, J. Mol. Spectrosc. 1 (1957) 124 - 132. D. W. Davidson, B. P. Stoicheff, H. J. Bernstein, J. Chem. Phys. 22 (1954) 289 - 294. K. B. Harvey, J. F. Ogilvie, Can. J. Chem. 40 (1962) 85 - 91. I. C. Hisatsune, D. F. Jr. Eggers, J. Chem. Phys. 23 (1955) 487 - 492. R. H. Pierson, A. N. Fletcher, E. St. Clair Gantz, Anal. Chem. 28 (1956)1218 - 1239. H. M. Randall, R. G. Fowler, N.
Fuson, J. R. Dangl: Infrared Determination of Organic Structures, D. Van Nostrand Company, New York 1949, pp. 49, 51, 53, 55,56. W. G. Schneider, H. J. Bernstein, Trans. Faraday Soc. 52 (1956) 13 - 18. W. E. Singer, Phys. Rev. 71 (1947) 531 - 533.
5. J. H. Hibben: The Raman Effect and its
Chemical Applications, Reinhold Publ. Co.,1939, p. 187.
6. J. K. Bragg, A. H. Sharbaugh, Phys. Rev. 75 (1949) 1774 - 1775.R. B. Lawrance, M. W. P. Strandberg, Phys. Rev. 83 (1951) 363. T. Oka, H. Hirakawa, K. Shimoda, J. Phys. Soc. Japan15 (1960) 2265 - 2279.
7. R. Spence, W. Wild, J. Chem. Soc. 1935
506- 509.8. J. Legrand, R. Delbourgo, P. Lafitte, C. R.
Hebd. Seances Acad. Sci. 249 (1959)1515 - 1516. M. Vanpe´e, Bull. Soc. Chim. Belg. 64 (1955) 235 - 263.
9. National Fire Protection Association: Fire
Protection Guide on Hazardous Materials,5th ed., 49 Hazardous Chem. Data,Boston1973, p. 150.
10. S. Sapgir, Bull. Soc. Chim. Belg. 38 (1929)
392 - 408.11. J. F. Walker, J. Am. Chem. Soc. 55 (1933)
2821 - 2825.12. S. Bezzi, A. Iliceto, Chim. Ind. (Milan) 33
(1951) 212 - 217. A. Iliceto, Gazz. Chim. Ital.81 (1951) 915 - 932, 84 (1954)536- 552. F. J. Walker, Formaldehyde, 3rd ed., Reinhold Publ. Co., New York 1964, p.
62. E. Koberstein, K. P. Mu' ller, G. Nonnenmacher, Ber. Bunsenges. Phys. Chem. 75 (1971)549 - 553.
13. J. F. Walker, J. Phys. Chem. 35 (1931)
1104 - 1113.14. A. Iliceto, Gazz. Chim. Ital. 81 (1951)
786- 794.15. H. Schecker, G. Schulz, Z. Phys. Chem. (NF)
65 (1969) 221 - 224.16. A. Iliceto, Ann. Chim. (Rome) 39 (1949)
703 - 716.17. E. W. Blair, W. Ledbury, J. Chem. Soc., 1925,
26- 40. W. Ledbury, E. W. Blair,J. Chem. Soc.1925, 2832 - 2839.
18. P. Skell, H. Suhr, Chem. Ber. 94(1961)
3317 - 3327.19. W. Dankelman, J. M. H. Daemen,Anal. Chem.
48 (1976) 401. Z. Fiala, M. Navratil, Collect. Czech. Chem. Comm. 39 (1974) 2200 - 2205. D. A. Young, unpublished results, Celanese Research Company, Summit, N. J. 1978.

20 W. Ledbury, E. W. Blair, J. Chem. 45 R. Behrend, J. Schmitz, Justus 33 - 37, 127, 2834 - 2835. J. F. Walker, T. J.
Chem. 277 (1893) 338. A. Windus,Chem.Mooney, unpublished data, Du Pont. B.
S.Ber. 42 (1909) 760.
Lacy, unpublished data, Du Pont. 46.
G. Blanc, Bull. Soc. Chim. Belg. 33 (1923)21
.E. L. Piret, M. W. Hall, Ind. Eng. Chem. 40
313 - 319.(1948) 661 - 672. 47
.A. R. Chauvel et al., Hydrocarbon Process. 5222
.G. Maue, Pharm. Ztg. 63 (1918) 197.H.
(1973) 179.Gradenwitz, Chem. Ztg. 42 (1918) 221;
48.
J. V. Hightower, Chem. Eng. (N.Y.) 55 (1948)Pharm. Ztg. 63 (1918) 241. G.
Natta, M.136- 139;Celanese Co., US 2 570216, 1949Baccaredda, G. Chim. Ind. Appl. 15
(1933)(H. K. Dice, R. L. Mitchell) US2 570 217,273 - 281. 1949 (H. K. Dice, R. L. Mitchell).23
.S. J. Green, R. E. Vener, Ind. Eng. Chem. 47
49.
Ruhrchemie, US 3 255 238, 1962 (0. Roelen,(1955) 103 - 109. W. Rottig).
24.
Kirk-Othmer, 11, 231 - 250. 50.
H. Tadenumar et al., Hydrocarbon Process . 4525
.Organikum, VEB Deutscher Verlag der
(1966), 195 - 196.Wissenschaft, Berlin 1986. 51
.V. N. Ipatieff, G. S. Monroe, J. Am. Chem. Soc.26
.H. Gault, Chim. Ind. (Paris) 67 (1952)41 - 64.
67 (1945) 2168 - 2171.27.
J. F. Walker: Formaldehyde, ACS Monographic
52.
F. Fischer, Oel Kohle 39 (1943)Series, 3rd ed., Reinhold Publ. Co., New
521 - 522. Chemische Werke Hu' ls, DE-0SYork, Amsterdam, London 1967. 2 201 429, 1972 (R. Bro' ckhaus).G. E.28
.J. G. Calvert, E. W. R. Steacie, J. Chem. Phys.
Haddeland, Formaldehyde, Stanford Research19 (1951) 176- 182. Institute, Menlo Park, California 1967, p. 56,29
.W. A. Bone, H. L. Smith, J. Chem. Soc., 1905,
107 - 135. F. J. Walker, Formaldehyde, 3rd ed.,910 - 916. Reinhold Publ. Co., New York 1964,30
.M. J. Marshall, D. F. Stedman, Trans. R. Soc.
pp. 25 - 26.Can. Sect. 3, 17 (1923) 53. 53
.D. D. Mehta, W. W. Pan, Hydrocarbon31
.Y. Miyazaki, J. Yasumori, Bull. Chem. Soc.
Process. 45 (1971), 115 - 120.Japan, 40 (1967) 2012. 54
.BASF, DE 1 277 834, 1966 (V. Gerloff et al.).32
.H. Tropsch, 0. Roehlen, Abh. Kenntnis Kohle
55.
BASF, DE 2 034 532, 1970 (H. Hohenschutz et7 (1925) 15. al.).
33.
BASF, DE 2 365 180, 1973 (H. Diemet al.);
56.
E. Jones, G. G. Fowlie, J. Appl. Chem. 3DE 2 358 856, 1973 (H. Diem et
al.)(1953) 206- 213.
34.
Degussa, DE-0S 3 143 920, 1981 (P. Werle et
57.
V. I. Atroshchenko, I. P. Kushnarenko, Int.al.). Chem. Eng. 4 (1964) 581 - 585.
35.
P. Sabatier, J. B. Senderens, C. R.Hebd.
58.
V. N. Gavrilin, B. I. Popov, Kinet. Catal. (Engl.Seances Acad. Sci. 137, (1903) 301 -
303.Transl.) 6 (1965) 799 - 803.
36.
Beilstein, E III, 1, 2549 ff. 59.
H. Sperber, Chem. Ing. Tech. 41 (1969)37
.0. Loew, Ber. Dtsch. Chem. Ges. 22 (1889)
962 - 966. Heyden Chem. Corp.,US470 - 478. 2 465 498, 1945 (H. B. Uhl, I. H. Cooper).38
.H. Staudinger et al., Justus Liebigs, Ann.
60.
BASF, DE 2 442 231, 1974 (G. Halbritter etChem. 474 (1929) 254 - 255. H.
J. Prins, Rec.al.).
Trav. Chim. Pays Bas 71 (1952) 1131 -1136.
61.
H. Diem, Chem. Eng. N.Y. 85 (1978) 83.39
.H. S. Fry, Rec. Trav. Chim. Pays Bas 50 62
.BASF, DE 0 150 436, 1984 (A. Aicher et al.).(1931) 1060 - 1065. 63
.BASF, DE 2 322 757, 1973 (A. Aicher et al.).40
.W. M. Lauer, L. M. Langkammerer, J. Am.
64.
BASF, DE 2 655 321, 1976 (A. Aicher et al.).Chem. Soc. 57 (1935) 2360 - 2362. 65
.BASF, DE E 2 444 586, 1974 (A. Aicher et al.).41
.GAF, US 2 232 867, 1941 (W. Reppe, E.
66.
Chem. Week 105 (1969) 79. D. G. Sleemann,Keyssner). Chem. Eng. N.Y. 75 (1968) no. 1, 42- 44. M.42
.L. 0rthner, E. Gerisch, Biochem. Z. 259
Weimann, Chem. Eng. N.Y. 77 (1970) no. 3,(1933) 30 - 52. 102 - 104. Hydrocarbon Process. 52(1973)43
.E. Katzschmann, Ber. Dtsch. Chem. Ges. 77
135, 179. J. H. Marten, M. T. Butler, Oil Gas(1944) 579 - 585. J. 72 (1974) no. 10, 71 - 72. Du Pont, FR44
.H. Gilman: Org. Synthesis Coll., vol. I, J.
1 487 093, 1967.Wiley & Sons Inc., New York 1932,p. 514.

67 Du Pont, US 2 519 788, 1947, (W. 84 R. Spence, W. Wild, J. Chem. Soc. 3 959 383, 1974 (E. S. Northeimer); 4 076754,
338 - 340.1978 (G. L. Kiser, B. G. Hendricks). Allied
85.
Formaldehyd, Gemeinsamer Bericht desChemical, US 2 462 413, 1943 (W.
B. Meath).Bundesgesundheitsamtes, der Bundesanstalt68
.Borden, US 3 629 997, 1970 (C. W. DeMuth).
fu' r Arbeitsschutz und des69.
Barrett Comp., US 1 383 059, 1921 (G. C.
Umweltbundesamtes, Familie und Gesundheit,Bailey, A. E. Craver). Bakelite
Corp., USvol. 148, Verlag Kohlhammer, Stuttgart 1984.1 913 405, 1933 (V. E. Meharg,
H. Adkins).86.
G. Bringmann, R. Ku' hn, Gesund. Ing. 11Montecatini, US 3 198 753, 1965
(F. Traina).(1960) 337 - 339.
Perstorp AB, GB 1 080 508, 1967 (S. A.
87.
IARC (Int. Agency f. Res. on Cancer):Bergstrand). Formaldehyde, vol. 29, Lyon 1982,
70.
G. D. Kolovertnov, G. K. Boreskov et al.,
pp. 346- 389.Kinet. Catal./Engl. (Tansl.) 6 (1965) 88
.US National Academy of Sciences,950 - 954; 7 (1966) 125 - 130.
ReichholdFormaldehyde - An Assessment of its HealthChemicals, US 2 973 326, 1954
(T. S. Hodgins,Effects, Washington, D.C. 1980.
F. J. Shelton). Montecatini, AT 218 513, 1959
89.
J. F. Kitchens et al., Investigation of Selected(G. Natta et al.). Potential Environmental Contaminants,
71.
Lummus Comp., US 3 408 309, 1964(A. W.
Formaldehyde, EPA 560/2-76-002, USGessner). Reichhold Chem. Inc.,
USEnvironmental Protection Agency, Office of2 812 309, 1954 (C. L. Allyn et
al.); 3 855 153,Toxic Substances, Washington, D.C. 1976.1973 (G. M. Chang). 90
.A. Weber-Tschopp et al., Int. Arch. Occup.72
.P. Jiru et al., Proc. 3rd Intern. Congr. Catalysis
Environ. Health 39 (1977) 207 - 218.Amsterdam, 1 (1965) 199 - 213.
M. Dente et91.
WKI-Report No. 13/82, Fraunhofer Institut fu' ral., Chim. Ind. (Milan) 46 (1964) 1326
- 1336;Holzforschung, Wilhelm-Klauditz-Institut,47 (1965) 359 - 367; 47 (1965)
821 - 829.Braunschweig (1982).
73.
Du Pont, US 2 436287, 1948 (W. F. Brondyke,
92.
W. Lohrer, N. J. Nantke, R. Schaaf,J. A. Monier Jr.); GB 589 292,
1947 (W. F.Staub-Reinhalt, Luft 45 (1985) no. 5,
Brondyke, J. A. Monier Jr.). 239 - 247.74.
Chem. Eng. N.Y. 61 (1954), 109 - 110.
93.
Technische Regeln fu' r Gefahrstoffe TRGS75
.Chem. Process Eng. (London) 51 (1970) 900; Oktober 1996; BArb. Bl.
Nr. 10/1996, p.100 - 111. 88.76.
Lummus Comp., US 3 277 179, 162 (M. C.
94.
Technische Anleitung zur Reinhaltung derSze). Luft, TA-Luft, Feb. 27, 1986, GMBl. 1986, p.77
.Montecatini, G. Greco, U. Soldano, Chem.
95.Ing. Tech. 31 (1959) 761 - 765. 95
.Verwaltungsvorschrift wassergefa'hrdender78
.W. Exner et al., Chem. Anlagen + Verfahren,
Stoffe, April 18, 1996, GMBl. 1996, p. 327.1973, 87 - 92. 96
.U. Pagga, Vom Wasser 55 (1980) 313 - 32679
.H. R. Gerberich et al., CelaneseChemical
Bundesministerium fu' r Forschung undComp., Inc., Kirk-Othmer, 11, 240. Technologie, Forschungsbericht (02-WA 822),80
.C. W. Horner, Chem. Eng. N.Y. 84 (1977)
Wassertechnologie, Dec. 1980.no. 14, 108 - 110. 97
.H. Petri, H. L. Thron, J. Wegner,81
.A. Iliceto, Chim. Ind. (Milan) 36 (1954)
Grenzwert-Bestimmung fu" r Formaldehyde in523 - 528. B. Olsson, S. G.
Svennson, Trans.der Innenraumluft, BGA Jahresbericht 1977;Inst. Chem. Eng. 53 (1975) 97 - 105.
CitiesBundesgesundhbl. 28 (1985) no. 6.Service Oil Co., US 2 665 241,
1948 (L. G.98.
AusschuB fu' r Einheitliche TechnischeWillke et al.). Baubestimmungen: Richtlinien u" ber die82
.M. I. Faberov, V. A. Speranskaya, Zh. Prikl.
Verwendung und Klassifizierung vonKhim. (Leningrad) 28 (1955) 205 - 208. J.
Spanplatten bezu" glich derMeissner, FR 1 255 022, 1960. Formaldehydabgabe, Beuth Verlag,
Berlin,83.
S. J. Green, R. E. Vener, Ind. Eng.Chem. 47
Ko' ln 1980.(1955) 103 - 109. Du Pont, GB 931 688, 1961
99.
,Beuth Vertrieb , DIN EN(C. H. Manwiller, J. B. Thompson). Sumitomo,
120,Perforator-Methode.GB 869 764, 1959. M. W. Hall, E.L. Piret, Ind.
100.
Kosmetikverordnung, Dec. 161977, BGBl. I,Eng. Chem. 41 (1949) 1277 - 1286. p. 2589.

101. Formaldehyde Product Bulletin,Badische Anilin- & Soda-Fabrik AG, Ludwigshafen,Sept. 1975.
102. Formaldehyde Product Bulletin, Celanese
Chemical Co., Dallas.103. Formaldehyde Product Bulletin, Du
Pont, Wilmington, Del.104. Formaldehyde Product Bulletin,
Georgia-Pacific Corp., Portland, Oregon.
105. Formaldehyde Product Bulletin, Deutsche Gold- und Silber-Scheideanstalt AG, Frankfurt, Germany.
106. Formaldehyde Product Bulletin, Borden
Chemical Co., Columbus, Ohio, Feb. 1978.
107. Formox Process for Producing Formaldehyde, Product Bulletin, Reichhold Chemicals,White Plains, N.Y.
108. Formaldehyde Product Bulletin, ICI, Birmingham, UK, Feb. 1977.
109. G. Denige`s, J. Pharm. Chim. 6 (1896) 193.110. G. Denige`s, C. R. Hebd. Seances Acad. Sci.
150 (1910) 529 - 531.111. H. Petersen, N. Petri,
Melliand Textilber. 66(1985) 217 - 222, 285 - 295, 363 - 369.
112. H. L. Gruber, H. Plainor, Chromatographia 3
(1970) 490.113. L. Gollob, J. D. Wellons:
"Analytical Methods for Formaldehyde", For. Prod. J . 30 (1980)27 - 35.
114. K. Mopper, W. L. Stahovec, J. Chromatogr.
256 (1983) 243 - 252.115. K. Kuwata, H. Uebori, H. Yamasaki, Y. Kuge,
Anal. Chem. 55 (1983) 2013 - 2016.
116. K. Fung, D. Grosgean, Qual. Chem. 53 (1981)
168 - 171.117. G. Lemme´, Chem. Ztg. 27 (1903) 896; Chem.
Zentralbl. II (1903) 911.118. A. Seyewetz, Gibello, Bull. Soc.Chim. Fr. 31
(1904) 691 - 694.119. S. S. Stadtler, Am. J. Pharm. 76(1907)
84 - 87; Chem. Zentralbl. I (1904)1176.
120. W. Leithe: Die Analyse der Luft und ihre Verunreinigungen, Wissenschaftl. Verlags GmbH,Stuttgart 1974.
121. D. Henschler, Luftanalyse, Analytische
Methoden zur Pru" fung gesundheitsscha" dlicherArbeitsstoffe, vol. 1, Verlag Chemie, Weinheim1976.
122. Verein Deutscher Ingenieure: 1, Messen gasfo" rmiger Immissionen, Bestimmen der Formaldehydkonzentration nach dem Sulfit-Pararosanilin-Verfahren, Richtlinie VDI 3484, Blatt 1, Du' sseldorf 1979.
123. Supelco, Bulletin 794, Supelchem GmbH,
8399 Friesbach, Federal Republic of Germany.
124. NIOSH Manual of Analytical Methods, vol. 7, Analytical Method P & CAM 354 E, Cincinatti, Ohio, 1981.
125. Antechnika, Karlsruhe, Formaldehyd-Monitor
TGM 555.126. Du Pont, US 2 000 152, 1932 (J. F. Walker).127. American Cyanamid, US 2 237 092, 1939
(R. C. Swain, P. Adams).128. G. Altieri, IT 509 976, 1954.129. Celanese, US 3 137 736, 1959 (R. H. Prinz,
B. C. Kerr); US 3 532 756, 1968 (R. H. Prinz, B. C. Kerr).
130. Su' ddeutsche Kalkstickstoff-Werke, DE
1 205 072, 1962 (J. Seeholzer); DE 1 205 073,1964 (P. Bornmann, H. Michaud). Koei Chemical Co., CA 809 691, 1963 (S. Matsuura, Y. Hikata).
131. G. Hommel: Handbuch der gefa" hrlichen
Gu" ter, Springer Verlag, Berlin, Heidelberg1970, 1974, 1980, 1987, Merkblatt 95, 95 a.
132. Formaldehyd, Portra't einer Chemikalie, BASF,
Ludwigshafen 1984.133. WHO: Environmental Health Criteria (EHC)
for Formaldehyde. Interantional Program onChemical Safety (IPS), Hannover 1987.
134. D. Henschler: Formaldehyd, MAK-Nachtrag
1987, VCH Verlagsgesellschaft, Weinheim1987.
135. H. Staudinger: Die hochmolekularen
organischen Verbindungen, SpringerVerlag, Berlin 1932. W. Kern et al.: Angewandte Chemie 73 (1961) 177.
136. Houben-Weyl, E 20, 1390.137. Houben-Weyl, XIV/1 a, 408 -
410, 413 - 421.138. J. F. Walker, Formaldehyde, 3rd ed., Reinhold
Publishing Corp., New York 1964,pp. 52 ff.,158 ff.
139. Du Pont, US 2 512 950, 1950 (T. E.
Londergan).140. O. Vogl, J. Macromol. Sci. Rev. Macromol.
Chem. C 12 (1975) 109.141. Houben-Weyl, 7/1, 429.142. Du Pont, US 2 449 469, 1948 (W. F. Gresham,
R. E. Brooks).143. G. Nordgren, Acta Pathol. Microbiol.Scand.
40 (1939) 21.144. H. H. Nielsen, E. S. Ebers, J. Chem. Phys. 5
(1937) 824.145. J. Lo' bering, Ber. Dtsch. Chem. Ges. (B.
Abhandlungen) 69 (1936) 1846.146. Consortium f. Elektrochem. Ind., DE 489 644,
1925 (M. Mugdan, J. Wimmer).147. Du Pont, US 2 527 654, 1947 (C. Pyle, J. A.
Lane); US 2 527 655, 1948(C. Pyle, J. A. Lane), US 2581 881, 1948 (C. Pyle, J.A. Lane).
148. Celanese, US 2 568 016 - 18, 1949 (A. F.
McLean, W. E. Heinz).149. Cities Service Oil Co., US
2 498 206, 1948 (B. W. Greenwald, R. K. Cohen).
150. Degussa, DE 1 260 143, 1968 (H.-J. Mann, H.
Murek).151. Socie'te' Chimique des Charbonages, FR
2 067 169, 1969 (Y. Moreaux).152. Jos. Meissner KG, DE 2 037 759, 1972 (F. M.
Deisenroth).153. Celanese, GB 682 737, 1950.154. Petric V. N. et al., SU 675 051, 1979 (V. N.
Petric, N. V. Kudrina, A. E. Obraztsov, G. G. Vidorenkov).
155. Du Pont, US 2 529 269, 1948(J. F. Walker); US 2 992 277,1959 (H. F. Porter).
156. Sumitomo, US 3 001 235, 1959(D.
Komiyama, T. Takaki, T. Ando, T. Nii).
157. Degussa, DE 1 795 551, 1963 (H. Junkermann, F. Lo' ffler).
158. Heyden Newport Chem. Corp., US 2 915 560,
1957 (D. Steinhardt, D. X. Klein, R. H. Barth).
159. Societa Italiana Resine, US3 772 392, 1972 (T. Paleologo, J. Ackermann).
160. Degussa, DE 884 947, 1951 (H. Leyerzapf).161. Pan American Petroleum Corp.,US 2 823 237,
1954 (J. F. McCants).162. Du Pont, US 2 481 981, 1948
(R. L. Craven); US 2 519 550, 1948 (R. L. Craven).
163. Mitsubishi Gas Chemical, JP 73 21 082, 1973 (M. Katayama, S. Yahara, T. Endo).
164. Beilstein, 19 (3, 4) 4710.
165. H. Staudinger, H. Luthy, Helv.Chim. Acta 8
(1925) 65.166. Du Pont, US 2 304 080, 1940 (C. E. Frank).167. J. Mahieux, Hydrocarbon Process. 48 (1969)
no. 5, 163.168. G. Rotta, DE 2 225 267, 1972.169. Asahi Kasei Kogyo, DE 3 106 476, 1981 (K.
Yoshida, T. Iwaisako, J. Masamoto, K. F. Hamanaka etal.).
170. BASF, DE 1 543 340, 1966 (H.Buchert, H.
Sperber).171. E. Bartholome', W. Ko' hler, H. G. Schecker, G.
Schulz, Chem. Ing. Tech. 43 (1971) 597.
172. ICI, GB 1 012 372, 1963 (W. R. Bamford).173. BASF, DE 1 668 867, 1968 (H.Sperber, H.
Fuchs).174. Houille`res du Bassin du Nord, FR 1 459 000,
1965 (E. Comber, H. Montanbric).
175. BASF, DE 1 668 867, 1968 (H.Sperber, H.
Fuchs, H. Libowitzky).176. Asahi, JP 95 215 961, 1995 (J. Masamoto, H.
Morishita).
177. Pe'chiney-Saint-Gobain, FR1 449 675, 1965 (M. P. Raoul).
178. Degussa, FR 1 377 169, 1963.179. Polyplastics, US 3 732 252, 1971 (H.
Komazawa, O. Matsumo).180. Hoechst, DE 2 853 091, 1978 (K. F. Mu' ck, G.
Sextro, K. H. Burg); DE 2 912767, 1979 (H. Ba'r, K. H. Burg, H. Mader, K. F. Mu' ck, Cr. Sextro); DE 2 943 984, 1979 (H. Ba'r, H. Mader, K. F. Mu' ck, P. Zorner).
181. Mitsubishi Gas Chem., DE 2 855 710, 1978
(A. O. S. Sugio et al.).182. Asahi, JP 95 33 762, 1995 (J.Masamoto).183. Hoechst, EP 596381, 1994 (D. Arnold).184. Perstorp, AT 252 913, 1964 (P. G. M. Flodin, P.
Komfeldt, J. I. Gardshol).185. G. Emig, F. Kern, St. Ruf, H.-J. Warnecke,
App. Catal. A. 118 (1994) L17 - L20.
186. Hoechst, EP 604 884, 1994 (G.Emig et al.).187. Hoechst, EP 691 338, 1996 (M.Hoffmockel,
G. Sextro, G. Emig, F. Kern).188. D. Fleischer, K. F. Mueck, G.Reuschel,
Kunststoffe 82 (1992) no. 9, 763 -766.
189. Hoechst, EP 484 786, 1992 (K.-F. Mueck, G.
Reusch, D. Fleischer).190. Solvay, DE 2 142 920, 1971 (A. Ryckaert).
Pe'chiney-Saint-Gobain, DE 1793 235, 1968 (Y. Correia).
191. Toyo Koatsu Industries, US 3 426041, 1965
(Y. Miyake, S. Adachi, N. Yamanchi, T. Hayashi et al.).
192. Houille`res du Bassin du Nord, FR 1 548 554,
1967 (E. Gombar, J. Mahieux).
193. S. Sugimoto et al., Int. J. Appl, Radiat. Isot.
34 (1983) no. 11, 559.194. Miki Tetsuro et al., J. Polym. Sci. Polym.
Chem. Ed. 6 (1968) no. 11, 3031.195. K. H. Burg et al., Makromol. Chem. 111
(1968) 181.196. Mitsui Toatsu Chem., JP 74 24836, 1974 (K.
Yamamoto, M, Naito, M. Hata).197. American Petroleum Institute Res. Proj 44, no.
1264 (1951).198. V. P. Belikov et al., Izv. Akad. Nauk SSSR Ser.
Khim 8 (1967) 1862.199. Coastal Interchemical Co, US 3 190 916, 1965
(N. B. Rainer).200. Du Pont, GB 598984, 1948.201. Hampshire Chemical, US 2 855 428 1958 (J. J.
Sin-ger, M. Weisberg).202. Degussa DE 3 242 748, 1984 (A. Kleemann,
B. Lehman, K. Deller).203. D. B. Lake, T. E. Londergan, J. Org. Chem.
19 (1954) 2004.204. Mitsui Toatsu Chem., JP 61 72761, 1986 (H.
Inagaki et al.).

205. Mitsui Toatsu Chem., JP 61 83 164, 1986 (K.
Takeuchi et al.).206. Dow Chemical, US 2 890 238, 1959 (A. R.
Sexton).207. Monsanto, US 2 752 383, 1953(S. F. Belt).208. Mitsubishi Chemical, JP-Kokai 76100 027,
1976(Y. Ono).209. Standard Oil Co., US 4 634 789, 1987 (R. G.
Teller, J. F. Brazdil, L. C. Glaeser).
210. J. F. Brazdil et al., J. Catal. 100 (1986) no. 2,
516.211. Standard Oil Co., US 4 515 732, 1985 (J. F.
Brazdil, W. A. Marrit, M. D. Ward).
212. R. Gaudry; Organic Synthesis, Coll. vol. 3, J.
Wiley & Sons, New York 1955, 436.
213. Rohm and Haas Co., US 3 057 903, 1962 (J. W. Nemec,C. H. McKeever).
214. Ro' hm und Haas, DE 811 952,1949 (H. Beier); US 2 623 896, 1952 (H. Beier).
215. H. E. Christensen (ed.): Registry of Toxic Effects of Chemical Substances, U.S. Dept. of Health,Education and Welfare, Rockville1976.
216. M. Albert, I. Hahnenstein, H. Hasse, G.
Maurer: "Vapor-Liquid Equilibrium of Formaldehyde Mixtures: New Data and Model Revision," AIChE J. 42 (1996) no.6,1741 - 1752.
217. I. Hahnenstein, H. Hasse, Y.-Q. Liu, G.
Maurer: "Thermodynamic Properties of Formaldehyde Containing Mixtures for Separation Process Design," AIChE Symp. Ser. 90 (1994b) no. 298, 141 - 157.
218. I. Hahnenstein, H. Hasse, C.G. Kreiter, G.
Maurer: "l H- and l3 C-NMR Spectroscopic Study of ChemicalEquilibria in Solutions of Formaldehyde in Water, Deuterium Oxide, and Methanol,"Ind. Eng. Chem. Res. 33 (1994b)no. 4, 1022 - 1029.
219. I. Hahnenstein, M. Albert, H. Hasse, C. G.
Kreiter, G. Maurer: "NMR-Spectroscopic and Densimetric Study of Reaction Kinetics of Formaldehyde Polymer Formationin Water, Deuterium Oxide, andMethanol," Ind. Eng. Chem. Res. 34 (1995)no. 2, 440 - 450.
220. H. Hasse:"Dampf-Flu' ssigkeits-Gleichgewichte, Enthalpien und Reaktionskinetik in formaldehydhaltigen Mischungen," PhD Thesis, Universita't Kaiserslautern, 1990.
221. H. Hasse, G. Maurer: "Kinetics of the Poly(oxymethylene) Glycol Formation in Aqueous Formaldehyde Solutions," Ind. Eng. Chem. Res. 30 (1991a)no. 9, 2195 - 2200.

222. H. Hasse, G. Maurer: "Vapor-Liquid Equilibrium of Formaldehyde-Containing Mixtures at Temperatures below 320 K," Fluid Phase Equilib 64 (1991b) 185 - 199.
223. H. Hasse, G. Maurer: "Heat ofDilution in
Aqueous and Methanolic Formaldehyde Solutions," Ber. Bunsenges. Phys. Chem. 96 (1992)no. 1, 83 - 96.
224. H. Hasse, I. Hahnenstein, G. Maurer: "Revised
Vapor - Liquid Equilibrium Model for Multicomponent Formaldehyde Mixtures," AIChE J. 36 (1990)no. 12, 1807 - 1814.
225. Y.-Q. Liu, I. Hahnenstein, G.Maurer:
"Enthalpy Change on Vaporization of Aqueous and Methanolic Formaldehyde Solutions," AIChE J. 38 (1992)no.11, 1693 - 1702.
226. G. Maurer: "Vapor-Liquid Equilibrium of
Formaldehyde- and Water-Containing Multicomponent Mixtures," AIChE J. 32 (1986)no. 6, 932 - 948.
227. H. Schubert, U. Tegtmeyer, R.Schlo' gl,
Catalysis Letters 28 (1994) 383 - 395.
228. H. Schubert et al., Catalysis Letters 33 (1995)
305 - 319.229. G. J. Millar, J. B. Metson, G. A. Bowmaker,
R. P. Cooney: J. Chem. Soc. Faraday Trans.91 (1995) no. 22, 4149 - 4159.
230. W. L. Holstein, C. J. Machiels, J.Catal. 162
(1996) 118.231. Chemical Week (1996) Feb. 28.232. J. Eckenberger, Kunststoffe 86(1996)no. 10,
1514.233. WHO International Program on
ChemicalSafety (IPCS), Environmental Health CriteriaDocument 89, Formaldehyde, 1989.
234. WHO international Agency for Research on
Cancer (IARC), IARC Monographson the Evaluation of Carcinogenic Risks to Humans, Volume 62, Wood Dust and Formaldehyde,1995.
235. European Centre for Ecotoxicology and
Toxicology of Chemicals (ECETOC), Technical Report no.65, Formaldehyde and HumanCancer Risk, 1995.
236. J. Hilton et al.: "Experimental assessment of
the sensitizing properties of formaldehyde,"Food Chem. Toxicol. 34 (1996) 571 -578.
237. T. M. Monticello et al: "Correlation of regional
and nonlinear formaldehyde induced nasal cancer with proliferating population of cells," Cancer Res. 56 (1996) 1012 - 1022.
238. NIOSH Registry of Toxic Effects of
Chemicals, July 1996.239. Bundesgesundheitsblatt 9, 1992, p. 482 - 483;
WHO Air Quality Guidelines (in press).