
Role of Rhenium on Solidification, Microstructure, and Mechanical Properties of Standard Alloy 718

IN
Fa
b
a
ARR2A
KICMC
1
Cni
pe(tamcan[
(
0d
Materials Chemistry and Physics 120 (2010) 552–557
Contents lists available at ScienceDirect
Materials Chemistry and Physics
journa l homepage: www.e lsev ier .com/ locate /matchemphys
nfluence of Al on the microstructure and carburization performance of a-based alloy coating
eliciano José Ricardo Canguea,1, Ana Sofia Clímaco Monteiro D’Oliveirab,∗
Federal University of Paraná, Centro Politécnico, s/n - Bairro Jardim das Américas, Curitiba, Paraná, Cx P. 19011, CEP: 81531-990, BrazilMechanical Engineering Department, Federal University of Paraná, Centro Politécnico, s/n - Bairro Jardim das Américas, Curitiba, Paraná, Cx P. 19011, CEP: 81531-990, Brazil
r t i c l e i n f o
rticle history:eceived 1 April 2009eceived in revised form5 November 2009ccepted 30 November 2009
eywords:ntermetallic compoundsoating
a b s t r a c t
Carburization is a degradation mechanism involving the diffusion of carbon into a metal alloy and its accu-mulation on the surface. Coke forms on the internal walls of crude oil refining equipment and adverselyaffects its efficiency and service life. In an attempt to enhance the service life of materials exposed tothese aggressive environments, this work investigated the development of a protective coating to reducethe diffusion of carbon into the surfaces of components. Coatings were tailored by mixing the atomizedNi alloy (Hastealloy C) with 5 wt% and 15 wt% Al powders and deposited by Plasma Transferred Arc hard-facing. Pack carburizing was carried out at 650 ◦C and 850 ◦C for 6 h, and temperature stability was testedin an air furnace to evaluate the performance of the coatings. Characterization included measurement of
icrostructureorrosion
Vickers microhardness profiles and microstructure analysis by optical and scanning electron microscopyand X-ray diffraction. The good weldability of the original Ni-based alloy was not altered by the pres-ence of Al. Richer Al coatings developed ordered aluminide compounds in a Ni matrix and exhibitedincreased hardness and dilution. Exposure to temperatures of 650 ◦C and 850 ◦C in an air furnace andto a carburizing environment neither compromised coating hardness nor produced a carburizing layer,although carbides were identified at the top surface. Our results will be of benefit in the development of
r the
an alternative solution fo. Introduction
Carburization is a degradation mechanism found in Fe-, Ni-, oro-based alloys [1–4] that compromises the service life of compo-ents such as serpentine pipes in atmospheric and vacuum heaters
n the petrochemical industry.It is a phenomenon that involves the absorption, diffusion and
recipitation of carbon into a metallic alloy exposed to carbon-richnvironments. It occurs whenever carbon activity is less than oneaC < 1) and is a problem for components that operate at elevatedemperatures. At such temperatures carbon-rich gases are unstablend release carbon (CxHy = xC + y/2 H2), which penetrates into theaterial [4,5]. Carburization is characterized by the development of
arbides (M23C3, M7C3 and M26C3 (M = Fe, Cr)) in a metallic matrix
nd along the grain boundaries, compromising ductility and tough-ess and facilitating the development and propagation of cracks2–4].∗ Corresponding author. Tel.: +55 41 3361 3119; fax: +55 41 3361 3701.E-mail addresses: [email protected] (F.J.R. Cangue), [email protected]
A.S.C.M. D’Oliveira).1 Tel.: +55 41 3361 3119; fax: +55 41 3361 3701.
254-0584/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.matchemphys.2009.11.046
protection of components operating in carburizing environments.© 2009 Elsevier B.V. All rights reserved.
Carburization is one of the limiting factors that reduce theservice life of serpentine pipes in pyrolysis furnaces and heatersoperating at temperatures between 350 ◦C and 450 ◦C. It is causedby the deposition of a dense carbon layer known as coke on theinternal walls of the serpentine pipes [6]. This layer of coke causesthe following major problems: (i) it blocks pipes and restricts flowrates so that periodic shutdowns are required to remove the coke(decoking); (ii) it has an insulating effect, as a result of whichmore heat is needed to maintain the operating temperature of thefeedstock; (iii) it causes the metallic alloy in the pipes to degradefollowing the diffusion of carbon into the material so that theybecome brittle and eventually break [7–9].
Studies of materials that could limit the effects of theseaggressive conditions have shown that improved behavior canbe obtained with NiCrAl alloys because of the Cr3O2 and Al2O3double oxide layer that forms [10]. Improved carburization perfor-mance was also observed in Ni aluminide alloys. This characteristic,together with the high-temperature stability of these alloys, makesthem highly suitable for manufacturing components that will
operate under carburizing conditions [11,12]. However, the pro-cessing requirements and poor room-temperature properties ofthese alloys have limited their applications.In this study, a new approach to the protection of componentsexposed to carburizing environments using an existing technique

F.J.R. Cangue, A.S.C.M. D’Oliveira / Materials Che
Table 1Chemical composition of the Ni-based alloy.
iromcdapltbTiivTtr(5wtmamo
2
swg5dwda1
e
toaawdmsb
h
The role of temperature on the behavior of the coatings wasdetermined by exposing specimens to temperatures of 650 ◦C and850 ◦C in an air furnace. The response of the coatings varied sig-nificantly with testing temperature. At 650 ◦C the coatings wereobserved to be stable, and their average hardness was similar to that
Ni Mo Cr Fe W Co C Mn P S Si
NiMoCr Bal 17 16.5 5.5 4.5 Max2 0.1 0.9 0.4 0.3 0.9
s investigated. The focus is on the development of aluminide-einforced Ni-based coatings and the almost complete eliminationf handling difficulties associated with the low toughness of alu-inide compounds in cast components. To achieve this, Ni-based
oatings were tailored with Al additions. The challenge is to pro-uce uniform and stable aluminide-reinforced coatings under thessumption that Al will combine with Ni to form uniformly dis-ersed aluminide compounds [11,16] and will also form an alumina
ayer. The Ni-rich matrix should contribute to the toughness ofhe coating. Coatings were designed to be protective and even toe sacrificed, if required. To satisfy these requirements, Plasmaransferred Arc (PTA) hardfacing was used to process the coat-ngs. According to the literature, the use of this technique resultsn superior-quality coatings, which contribute to enhanced ser-ice life in equipment exposed to aggressive operating conditions.he advantages of this technique include: (i) very efficient use ofhe powder feed material, (ii) single-layer coatings with a wideange of uniform thicknesses, (iii) high processing reliability andiv) limited environmental impact [13–16]. Al weight fractions of% and 15% were mixed with the atomized Hastealloy C and surfaceelded by PTA. The effect of the Al content on the development of
he microstructure, temperature stability and carburizing perfor-ance of coatings at temperatures up to 850 ◦C was analyzed. The
bility to tailor weld coatings is a major step towards the develop-ent of more efficient and competitive protection for components
perating under specific and demanding service conditions.
. Materials and experimental procedures
Atomized Ni-based alloy (NiCrMo-Hastealloy C) with the chemical compositionhown in Table 1 and a grain size in the range 45–250 �m and mixtures of this alloyith Al powders with a grain size in the range 90–150 �m were processed. Powder
rain size was selected to guarantee flowability during processing. Mixtures withwt% and 15 wt% Al powders were homogenized and dried at 110 ◦C for 1 h beforeeposition. Processing was carried out by Plasma Transferred Arc (PTA) hardfacingith the parameters shown in Table 2. To minimize the variety of alloying elementsiffusing from the substrate material during deposition, a carbon steel was selecteds the base material. Deposition was done on 100 mm × 100 mm × 12.7 mm AISI020 low-carbon steel plates without preheating the substrate steel.
Deposits were evaluated by visual inspection, which included assessment of thextent to which any cracks, porosity or other welding defects had developed.
Pack-carburizing tests were carried out in a steel container in which 5 mm-hick specimens removed from the as-deposited beads were covered in a mixturef fine hardwood charcoal and sodium carbonate (the solid carburizing compoundnd catalyst, respectively). After sealing the steel container, tests were conductedt 650 ◦C and 850 ◦C in a furnace for 6 h followed by air cooling. The aim of the testsas to evaluate the carburization performance of the coatings as the solid compound
ecomposed at the metal surface and the expected diffusion of free carbon into theetal occurred. Prior to pack carburizing, samples were subjected to an oxidationtage, which included heating to 400 ◦C at 10 ◦C min−1 and soaking for 2 h followedy air cooling to intensify the effects of carburization [17,18].
To isolate the effects of temperature from those of the diffusion of carbon, theigh-temperature performance of the coatings was also assessed. For comparison
Table 2PTA processing parameters.
Parameters
Plasma gas flux (Ar) 2 l min−1
Protection gas flux (Ar) 12 l min−1
Powder gas flux (Ar) 2.5 l min−1
Distance nozzle-substrate 7 mmDeposition current 150 AScanning velocity 100 mm min−1
Feeding rate Fixed in volume min−1
Torch oscillation Off
mistry and Physics 120 (2010) 552–557 553
purposes 5 mm-thick specimens were exposed to temperatures of 650 ◦C and 850 ◦Cfor 6 h in an air furnace followed by air cooling.
The transverse cross-sections of the specimens were ground and polished beforepack carburizing and exposure to high temperature, and the face directly exposedto the carbon-rich environment was then analyzed. The depth of the carburizedlayer was measured on a transverse cross-section in the middle of the carburizedspecimens.
Metallographic preparation of the transverse cross-sections of the coatings fol-lowed standard procedures for grinding with silicon carbide papers and polishingwith alumina suspension. Vickers microhardness profiles were measured under a500 gf load on the polished surfaces. Microstructures were revealed by immersingthe samples in a solution of 15 ml HCl and 58 ml methanol and analyzed by opticaland scanning electron microscopy. The semi-quantitative chemical composition ofthe coatings was assessed by point and large-area EDS analysis. The dilution, ı, ofthe deposited mixture in the substrate steel was quantified in terms of iron contentfollowing Yaedu and D’Oliveira [19].
ı = %Fecoat − %Femixt
%Fesubst
where %Fecoat is the iron content in the processed coating, %Femixt the iron contentin the deposited powder mixture and %Fesubst the iron content in the substrate steel.
Phase changes caused by the testing conditions were determined by X-raydiffraction tests on the top surface of the deposits. A stationary set-up was usedto analyze specimens with a 12 h �–2� scan for the as-deposited coatings and pack-carburized specimens, and a 2 h �–2� scan was used for the coatings that were onlyexposed to high temperatures in the air furnace.
3. Results and discussion
3.1. Ni-based coatings
Ni-based coatings were observed to be smooth and of good qual-ity without porosity, cracks or other welding defects, confirmingthe good weldability of the Ni-based alloy. The response of thesecoatings to pack carburizing and high-temperature exposure wasfirst assessed by Vickers microhardness measurements.
Pack-carburized specimens exhibited patches of carbon on theirsurfaces and were cleaned with an iron brush before Vickersmicrohardness measurements were taken. Compared with the as-deposited coatings (Hv262 ± 2.5), there was a major increase inhardness after tests conducted at 650 ◦C (Hv404 ± 5.2), but theuniformity of hardness with thickness was not affected. Testingat 850 ◦C, Fig. 1, amplified the increase in hardness (Hv677 ± 7.4)and compromised the uniformity of the profile as fluctuations weremeasured along the cross-section.
Fig. 1. Microhardness profiles of the deposits processed with the atomized Ni-basedalloy in the as-deposited condition (L), after temperature exposure in an air furnace(L-HT850) and after pack carburizing (L-CB850) at 850 ◦C.
554 F.J.R. Cangue, A.S.C.M. D’Oliveira / Materials Chemistry and Physics 120 (2010) 552–557
Fe
miatiiae
difpplhhli
pdidN(
sw8pct
msatrb
The presence of Al in the deposited powder mixture did notcompromise the weldability of the coatings, nor were porosity orcracks observed after deposition, regardless of the Al content. Nev-ertheless, it caused an increase of up to ı = 30% in the dilution of the
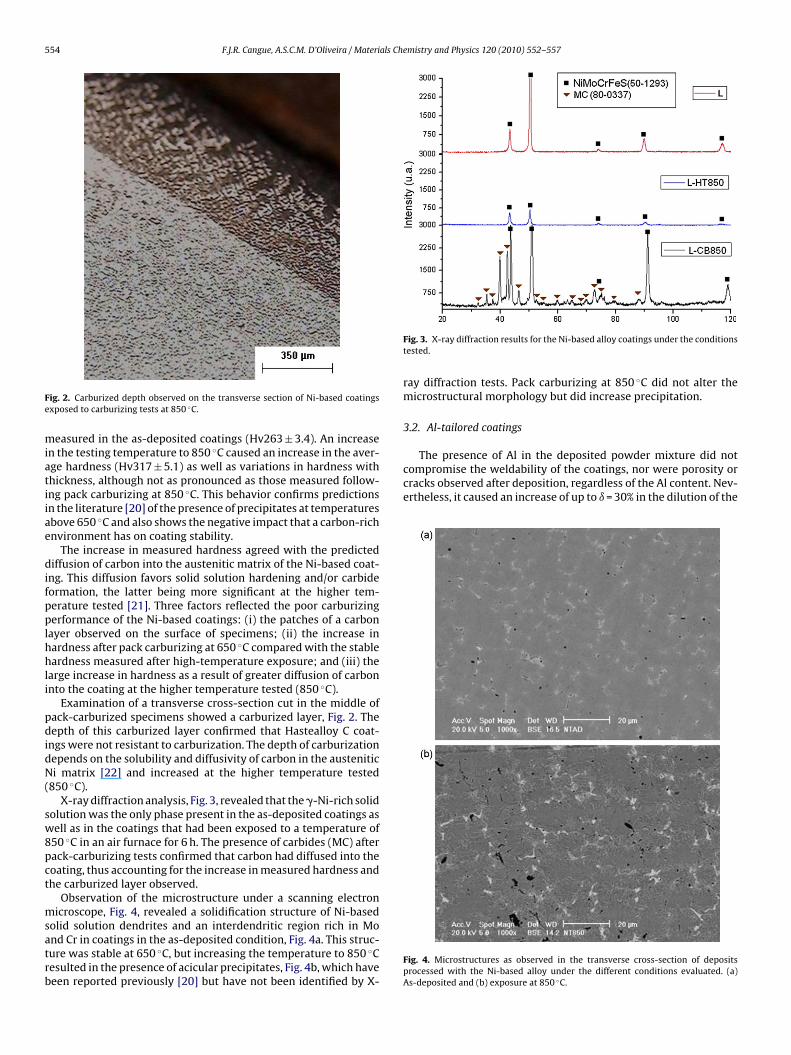
ig. 2. Carburized depth observed on the transverse section of Ni-based coatingsxposed to carburizing tests at 850 ◦C.
easured in the as-deposited coatings (Hv263 ± 3.4). An increasen the testing temperature to 850 ◦C caused an increase in the aver-ge hardness (Hv317 ± 5.1) as well as variations in hardness withhickness, although not as pronounced as those measured follow-ng pack carburizing at 850 ◦C. This behavior confirms predictionsn the literature [20] of the presence of precipitates at temperaturesbove 650 ◦C and also shows the negative impact that a carbon-richnvironment has on coating stability.
The increase in measured hardness agreed with the predictediffusion of carbon into the austenitic matrix of the Ni-based coat-
ng. This diffusion favors solid solution hardening and/or carbideormation, the latter being more significant at the higher tem-erature tested [21]. Three factors reflected the poor carburizingerformance of the Ni-based coatings: (i) the patches of a carbon
ayer observed on the surface of specimens; (ii) the increase inardness after pack carburizing at 650 ◦C compared with the stableardness measured after high-temperature exposure; and (iii) the
arge increase in hardness as a result of greater diffusion of carbonnto the coating at the higher temperature tested (850 ◦C).
Examination of a transverse cross-section cut in the middle ofack-carburized specimens showed a carburized layer, Fig. 2. Theepth of this carburized layer confirmed that Hastealloy C coat-
ngs were not resistant to carburization. The depth of carburizationepends on the solubility and diffusivity of carbon in the austenitici matrix [22] and increased at the higher temperature tested
850 ◦C).X-ray diffraction analysis, Fig. 3, revealed that the �-Ni-rich solid
olution was the only phase present in the as-deposited coatings asell as in the coatings that had been exposed to a temperature of
50 ◦C in an air furnace for 6 h. The presence of carbides (MC) afterack-carburizing tests confirmed that carbon had diffused into theoating, thus accounting for the increase in measured hardness andhe carburized layer observed.
Observation of the microstructure under a scanning electronicroscope, Fig. 4, revealed a solidification structure of Ni-based
olid solution dendrites and an interdendritic region rich in Mond Cr in coatings in the as-deposited condition, Fig. 4a. This struc-ure was stable at 650 ◦C, but increasing the temperature to 850 ◦Cesulted in the presence of acicular precipitates, Fig. 4b, which haveeen reported previously [20] but have not been identified by X-
Fig. 3. X-ray diffraction results for the Ni-based alloy coatings under the conditionstested.
ray diffraction tests. Pack carburizing at 850 ◦C did not alter themicrostructural morphology but did increase precipitation.
3.2. Al-tailored coatings
Fig. 4. Microstructures as observed in the transverse cross-section of depositsprocessed with the Ni-based alloy under the different conditions evaluated. (a)As-deposited and (b) exposure at 850 ◦C.
F.J.R. Cangue, A.S.C.M. D’Oliveira / Materials Chemistry and Physics 120 (2010) 552–557 555
Faa1
ciltpt
tttrwattmotctm
dtAiln
d(n1mbas
sNi(ioa
mina layer or the aluminide compounds, which, if formed, wouldhave been expected to increase the carburizing resistance of thecoatings.
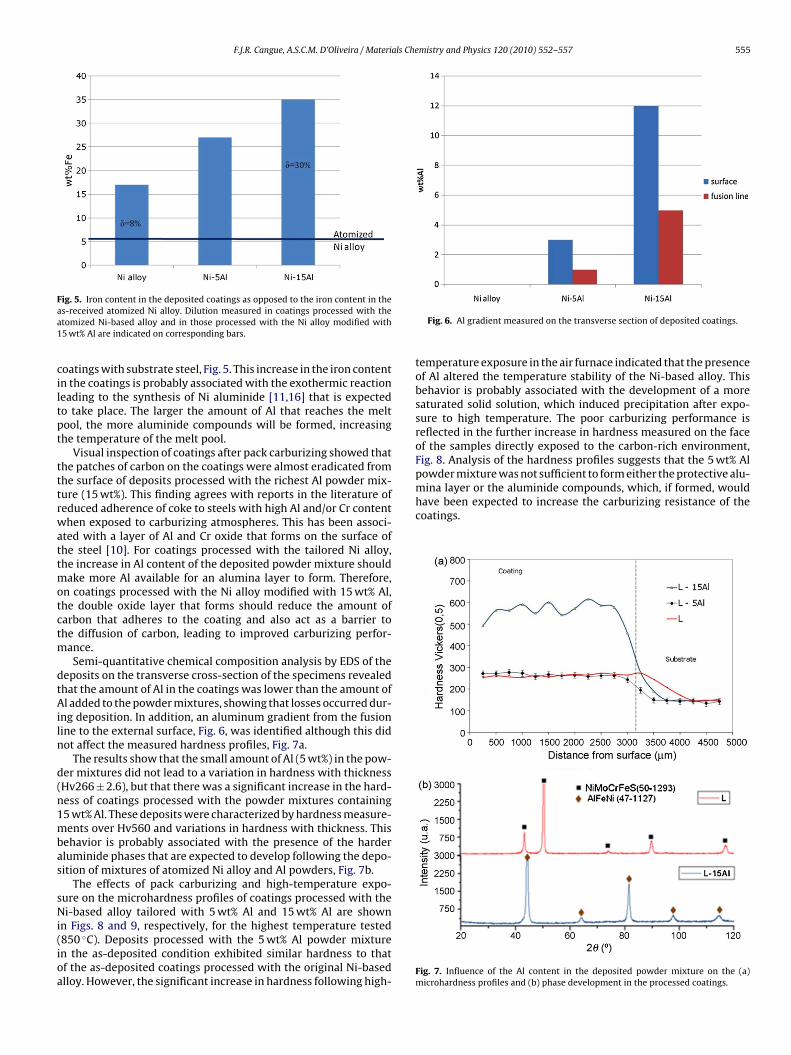
ig. 5. Iron content in the deposited coatings as opposed to the iron content in thes-received atomized Ni alloy. Dilution measured in coatings processed with thetomized Ni-based alloy and in those processed with the Ni alloy modified with5 wt% Al are indicated on corresponding bars.
oatings with substrate steel, Fig. 5. This increase in the iron contentn the coatings is probably associated with the exothermic reactioneading to the synthesis of Ni aluminide [11,16] that is expectedo take place. The larger the amount of Al that reaches the meltool, the more aluminide compounds will be formed, increasinghe temperature of the melt pool.
Visual inspection of coatings after pack carburizing showed thathe patches of carbon on the coatings were almost eradicated fromhe surface of deposits processed with the richest Al powder mix-ure (15 wt%). This finding agrees with reports in the literature ofeduced adherence of coke to steels with high Al and/or Cr contenthen exposed to carburizing atmospheres. This has been associ-
ted with a layer of Al and Cr oxide that forms on the surface ofhe steel [10]. For coatings processed with the tailored Ni alloy,he increase in Al content of the deposited powder mixture should
ake more Al available for an alumina layer to form. Therefore,n coatings processed with the Ni alloy modified with 15 wt% Al,he double oxide layer that forms should reduce the amount ofarbon that adheres to the coating and also act as a barrier tohe diffusion of carbon, leading to improved carburizing perfor-
ance.Semi-quantitative chemical composition analysis by EDS of the
eposits on the transverse cross-section of the specimens revealedhat the amount of Al in the coatings was lower than the amount ofl added to the powder mixtures, showing that losses occurred dur-
ng deposition. In addition, an aluminum gradient from the fusionine to the external surface, Fig. 6, was identified although this didot affect the measured hardness profiles, Fig. 7a.
The results show that the small amount of Al (5 wt%) in the pow-er mixtures did not lead to a variation in hardness with thicknessHv266 ± 2.6), but that there was a significant increase in the hard-ess of coatings processed with the powder mixtures containing5 wt% Al. These deposits were characterized by hardness measure-ents over Hv560 and variations in hardness with thickness. This
ehavior is probably associated with the presence of the harderluminide phases that are expected to develop following the depo-ition of mixtures of atomized Ni alloy and Al powders, Fig. 7b.
The effects of pack carburizing and high-temperature expo-ure on the microhardness profiles of coatings processed with thei-based alloy tailored with 5 wt% Al and 15 wt% Al are shown
n Figs. 8 and 9, respectively, for the highest temperature tested
850 ◦C). Deposits processed with the 5 wt% Al powder mixturen the as-deposited condition exhibited similar hardness to thatf the as-deposited coatings processed with the original Ni-basedlloy. However, the significant increase in hardness following high-Fig. 6. Al gradient measured on the transverse section of deposited coatings.
temperature exposure in the air furnace indicated that the presenceof Al altered the temperature stability of the Ni-based alloy. Thisbehavior is probably associated with the development of a moresaturated solid solution, which induced precipitation after expo-sure to high temperature. The poor carburizing performance isreflected in the further increase in hardness measured on the faceof the samples directly exposed to the carbon-rich environment,Fig. 8. Analysis of the hardness profiles suggests that the 5 wt% Alpowder mixture was not sufficient to form either the protective alu-
Fig. 7. Influence of the Al content in the deposited powder mixture on the (a)microhardness profiles and (b) phase development in the processed coatings.

556 F.J.R. Cangue, A.S.C.M. D’Oliveira / Materials Chemistry and Physics 120 (2010) 552–557
d with
pAdihfhwh
is[w
uwwsdtaEt
Fm
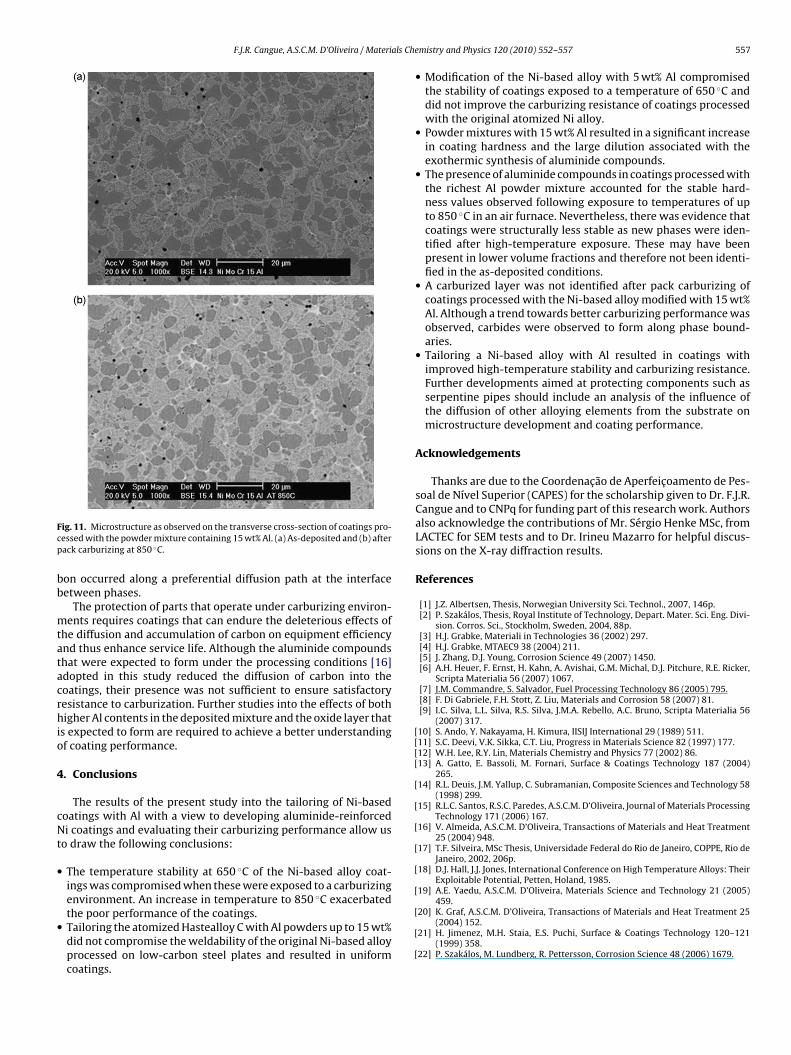
exposed to the carbon-rich environment showed that the morphol-ogy was unaltered, but back-scattering analysis revealed a moreintense presence of denser phases at the boundary of aluminidecompounds, Fig. 11. Observations revealed that the diffusion of car-
Fig. 8. Microhardness profiles of deposits processe
This behavior contrasts with that exhibited by the depositsrocessed with the atomized Hastealloy C modified with 15 wt%l, Fig. 9. Exposure to a temperature of 850 ◦C in an air furnaceid not significantly alter the hardness of the as-deposited coat-
ngs. Pack-carburized coatings exposed to a temperature of 850 ◦Cad an average hardness of Hv542 ± 5.9, similar to that measured
or as-deposited coatings, while previously identified variations inardness with thickness were still present. However, comparedith the as-deposited condition, a trend towards a reduction inardness was identified.
The improved hardness stability measured after testing at 850 ◦Cn an air furnace and pack carburizing agrees with the findings oftudies of NiAlCr alloys evaluated under metal-dusting conditions4,22], in which the authors measured a longer incubation stage,ith a consequent delay in the onset of degradation of the alloy.
Analysis of the microstructure of the coatings provided a betternderstanding of their behavior. An ordered Al(Ni, Fe) compoundas identified by X-ray diffraction, Fig. 10, in coatings processedith the powder mixture containing 15 wt% Al. The exothermic
ynthesis of the aluminide compound may account for the higherilution and increased hardness of the coatings. This behavior con-
rasts with that expected for superalloy welded coatings, wheren increase in dilution causes a reduction in hardness [15,19].xposure to a temperature of 850 ◦C in an air furnace showedhat although the ordered aluminide phase was present, diffusionig. 9. Microhardness profiles of deposits processed with the 15 wt% Al powderixtures exposed at 850 ◦C.
the 5 wt% Al powder mixtures exposed at 850 ◦C.
within the coatings favored the development of other phases, sug-gesting a lack of stability in the microstructure. An iron oxide wasalso identified in this coating and was a consequence of the amountof iron that diffused from the substrate steel during depositionand reacted with the oxygen during air cooling. Detailed X-raydiffraction analysis of pack-carburized specimens confirmed thepresence of the aluminide compound and the development of thenew phases identified after high-temperature exposure in an airfurnace. Iron oxide was not identified as specimens were cooledwithin the sealed container. Although a carburized layer was notidentified in the transverse cross-sections of these coatings, car-bides were identified in the X-ray diffraction analysis. The resultsof this analysis showed that in spite of the better carburizing perfor-mance of the Al-tailored coatings, the aluminide compounds thatformed and the alumina layer that was expected to form in thecoatings were not sufficient to prevent the diffusion of carbon.
Microstructure observation of the transverse cross-section
Fig. 10. X-ray diffraction results of the coatings processed with 15 wt% Al powdermixtures under the conditions tested.
F.J.R. Cangue, A.S.C.M. D’Oliveira / Materials Che
Fcp
bb
mtatacrhio
4
cNt
•
•
[[[[
[
[
[
[
[
[459.
ig. 11. Microstructure as observed on the transverse cross-section of coatings pro-essed with the powder mixture containing 15 wt% Al. (a) As-deposited and (b) afterack carburizing at 850 ◦C.
on occurred along a preferential diffusion path at the interfaceetween phases.
The protection of parts that operate under carburizing environ-ents requires coatings that can endure the deleterious effects of
he diffusion and accumulation of carbon on equipment efficiencynd thus enhance service life. Although the aluminide compoundshat were expected to form under the processing conditions [16]dopted in this study reduced the diffusion of carbon into theoatings, their presence was not sufficient to ensure satisfactoryesistance to carburization. Further studies into the effects of bothigher Al contents in the deposited mixture and the oxide layer that
s expected to form are required to achieve a better understandingf coating performance.
. Conclusions
The results of the present study into the tailoring of Ni-basedoatings with Al with a view to developing aluminide-reinforcedi coatings and evaluating their carburizing performance allow us
o draw the following conclusions:
The temperature stability at 650 ◦C of the Ni-based alloy coat-ings was compromised when these were exposed to a carburizingenvironment. An increase in temperature to 850 ◦C exacerbated
the poor performance of the coatings.Tailoring the atomized Hastealloy C with Al powders up to 15 wt%did not compromise the weldability of the original Ni-based alloyprocessed on low-carbon steel plates and resulted in uniformcoatings.[
[
[
mistry and Physics 120 (2010) 552–557 557
• Modification of the Ni-based alloy with 5 wt% Al compromisedthe stability of coatings exposed to a temperature of 650 ◦C anddid not improve the carburizing resistance of coatings processedwith the original atomized Ni alloy.
• Powder mixtures with 15 wt% Al resulted in a significant increasein coating hardness and the large dilution associated with theexothermic synthesis of aluminide compounds.
• The presence of aluminide compounds in coatings processed withthe richest Al powder mixture accounted for the stable hard-ness values observed following exposure to temperatures of upto 850 ◦C in an air furnace. Nevertheless, there was evidence thatcoatings were structurally less stable as new phases were iden-tified after high-temperature exposure. These may have beenpresent in lower volume fractions and therefore not been identi-fied in the as-deposited conditions.
• A carburized layer was not identified after pack carburizing ofcoatings processed with the Ni-based alloy modified with 15 wt%Al. Although a trend towards better carburizing performance wasobserved, carbides were observed to form along phase bound-aries.
• Tailoring a Ni-based alloy with Al resulted in coatings withimproved high-temperature stability and carburizing resistance.Further developments aimed at protecting components such asserpentine pipes should include an analysis of the influence ofthe diffusion of other alloying elements from the substrate onmicrostructure development and coating performance.
Acknowledgements
Thanks are due to the Coordenacão de Aperfeicoamento de Pes-soal de Nível Superior (CAPES) for the scholarship given to Dr. F.J.R.Cangue and to CNPq for funding part of this research work. Authorsalso acknowledge the contributions of Mr. Sérgio Henke MSc, fromLACTEC for SEM tests and to Dr. Irineu Mazarro for helpful discus-sions on the X-ray diffraction results.
References
[1] J.Z. Albertsen, Thesis, Norwegian University Sci. Technol., 2007, 146p.[2] P. Szakálos, Thesis, Royal Institute of Technology, Depart. Mater. Sci. Eng. Divi-
sion. Corros. Sci., Stockholm, Sweden, 2004, 88p.[3] H.J. Grabke, Materiali in Technologies 36 (2002) 297.[4] H.J. Grabke, MTAEC9 38 (2004) 211.[5] J. Zhang, D.J. Young, Corrosion Science 49 (2007) 1450.[6] A.H. Heuer, F. Ernst, H. Kahn, A. Avishai, G.M. Michal, D.J. Pitchure, R.E. Ricker,
Scripta Materialia 56 (2007) 1067.[7] J.M. Commandre, S. Salvador, Fuel Processing Technology 86 (2005) 795.[8] F. Di Gabriele, F.H. Stott, Z. Liu, Materials and Corrosion 58 (2007) 81.[9] I.C. Silva, L.L. Silva, R.S. Silva, J.M.A. Rebello, A.C. Bruno, Scripta Materialia 56
(2007) 317.10] S. Ando, Y. Nakayama, H. Kimura, IISIJ International 29 (1989) 511.11] S.C. Deevi, V.K. Sikka, C.T. Liu, Progress in Materials Science 82 (1997) 177.12] W.H. Lee, R.Y. Lin, Materials Chemistry and Physics 77 (2002) 86.13] A. Gatto, E. Bassoli, M. Fornari, Surface & Coatings Technology 187 (2004)
265.14] R.L. Deuis, J.M. Yallup, C. Subramanian, Composite Sciences and Technology 58
(1998) 299.15] R.L.C. Santos, R.S.C. Paredes, A.S.C.M. D’Oliveira, Journal of Materials Processing
Technology 171 (2006) 167.16] V. Almeida, A.S.C.M. D’Oliveira, Transactions of Materials and Heat Treatment
25 (2004) 948.17] T.F. Silveira, MSc Thesis, Universidade Federal do Rio de Janeiro, COPPE, Rio de
Janeiro, 2002, 206p.18] D.J. Hall, J.J. Jones, International Conference on High Temperature Alloys: Their
Exploitable Potential, Petten, Holand, 1985.19] A.E. Yaedu, A.S.C.M. D’Oliveira, Materials Science and Technology 21 (2005)
20] K. Graf, A.S.C.M. D’Oliveira, Transactions of Materials and Heat Treatment 25(2004) 152.
21] H. Jimenez, M.H. Staia, E.S. Puchi, Surface & Coatings Technology 120–121(1999) 358.
22] P. Szakálos, M. Lundberg, R. Pettersson, Corrosion Science 48 (2006) 1679.
Copyright © 2022 FDOKUMEN




















