Incorporation of corrosion inhibitor in plasma polymerized allyl methacrylate coatings and...
11
Incorporation of corrosion inhibitor in plasma polymerized allyl methacrylate coatings and evaluation of its corrosion performance Alexandros Kakaroglou a, ⁎, Bernard Nisol b , Tom Hauffman a , Iris De Graeve a , François Reniers b , Guy Van Assche c , Herman Terryn a a Research Group Electrochemical and Surface Engineering (SURF), Department of Materials and Chemistry (MACH), Vrije Universiteit Brussel, Pleinlaan 2, 1050 Brussels, Belgium b Faculty of Sciences — Analytical and Interfacial Chemistry, Universitè Libre de Bruxelles, 1050 Brussels, Belgium c Research Group Physical Chemistry and Polymer Science (FYSC), Department of Materials and Chemistry (MACH), Vrije Universiteit Brussel, Pleinlaan 2, 1050 Brussels, Belgium abstract article info Article history: Received 2 May 2014 Accepted in revised form 3 October 2014 Available online 15 October 2014 Keywords: Corrosion inhibitor Plasma coating Cerium dibutyl phosphate By positioning the layer containing Ce(dbp) 3 close to the coating–metal interface, the effective use of the inhibitor is promoted, as the leaching out towards the metal surface is facilitated. The chemical nature of Ce(dbp) 3 did not undergo any significant change due to the plasma discharge. The coatings with Ce(dbp) 3 were compared with equivalent coatings without incorporated corrosion inhibitor and it was shown that Ce(dbp) 3 improved the cor- rosion performance when the coating was mechanically damaged. Optical evaluation of the coatings showed a significant decrease in the corrosion, especially in the area under the coating. However, the low corrosion resis- tance values obtained by electrochemical impedance spectroscopy indicate that corrosion was not inhibited all over the scribed area. © 2014 Elsevier B.V. All rights reserved. 1. Introduction Aluminum 2024 alloy is widely used in the aeronautical industry due to its high mechanical performance. However, the presence of inter- metallic phases makes it very susceptible to localized corrosion [1]. An appropriate corrosion protection is therefore necessary for its successful use in engineering and commercial applications. A common technique to protect a metal from corrosion is the application of an organic coat- ing. Such deposition provides passive protection against corrosion by creating a physical barrier between the surface of the metal and the en- vironment [2]. However, if the coating is mechanically damaged, metal is exposed to the environment and corrosion is unavoidable. The incor- poration of corrosion inhibitors in coatings offers an active corrosion protection mechanism as they hinder corrosion in areas where the coat- ing has been mechanically damaged [3]. Plasma deposition is a versatile technique used for depositing a wide range of organic compounds on various substrates. Plasma deposition at atmospheric pressure has been recently developed and has the obvious advantage of avoiding all the technological requirements of vacuum tech- nologies, which favors the scale-up for industrial application [4–6]. Several studies were published on the deposition of atmospheric plasma poly- mers used as protective coatings on metals. Lommatzsch and Ihde used atmospheric pressure plasma jet to deposit organosilicates on aluminum [7]. Bradley and Hammes deposited organic polymers by glow discharge polymerization and measured their electrical properties [8]. Stuart studied the dielectric properties of plasma polymerized polystyrene [9]. Bardon et al. deposited organosilicate coatings using different plasma carrier gases and studied their anti-corrosion properties [10]. Merche et al. depos- ited styrene by different atmospheric plasma techniques on various sub- strates [11]. Batan et al. studied the difference on the chemistry between plasma deposited and wet silane coatings on aluminum [12]. Corrosion inhibitors are frequently used to slow down the corrosion. It is necessary to incorporate corrosion inhibitors in the protective coat- ings as their addition in the electrolyte is not always possible. Most com- monly used corrosion inhibitors of the last decades are the chromates, which have high efficiency in aqueous media and are used for a wide range of metals and alloys. However, the high toxicity, the carcinogenic properties of Cr 6+ and the consequent environmental hazards lead to a high demand for eliminating the use of chromates and turn to more environmentally friendly corrosion inhibitors [3,13,14]. Rare earth metal–organic compounds offer very good corrosion pro- tection to AA2024 in chloride solutions with low environmental impact [15]. Therefore, they are potential candidates to replace the chromates. Matter et al. studied the corrosion inhibition of Ce compounds and the influence of the oxidation state. In this work, it was shown that Ce 3+ has considerably higher corrosion inhibition effects compared to Ce 4+ [16]. Zheludkevich et al. incorporated Ce(NO 3 ) 3 ·6H 2 O in sol–gel coat- ings and studied them by means of electrochemical impedance spec- troscopy (EIS) [17]. Birbilis et al. proposed the use of cerium(III) dibutyl phosphate (Ce(dbp) 3 ) as a corrosion inhibitor. Phosphates hin- der the corrosion by forming complexes on metal surfaces [15]. Ce(dbp) 3 inhibits oxygen reduction at the cathodic intermetallic phases and reduces the dealloying of the S-phase (Al 2 CuMg) [15]. Scholes et al. Surface & Coatings Technology 259 (2014) 714–724 ⁎ Corresponding author. E-mail address: [email protected] (A. Kakaroglou). http://dx.doi.org/10.1016/j.surfcoat.2014.10.005 0257-8972/© 2014 Elsevier B.V. All rights reserved. Contents lists available at ScienceDirect Surface & Coatings Technology journal homepage: www.elsevier.com/locate/surfcoat
Transcript of Incorporation of corrosion inhibitor in plasma polymerized allyl methacrylate coatings and...

Surface & Coatings Technology 259 (2014) 714–724
Contents lists available at ScienceDirect
Surface & Coatings Technology
j ourna l homepage: www.e lsev ie r .com/ locate /sur fcoat
Incorporation of corrosion inhibitor in plasma polymerized allylmethacrylate coatings and evaluation of its corrosion performance
Alexandros Kakaroglou a,⁎, Bernard Nisol b, Tom Hauffman a, Iris De Graeve a, François Reniers b,Guy Van Assche c, Herman Terryn a
a Research Group Electrochemical and Surface Engineering (SURF), Department of Materials and Chemistry (MACH), Vrije Universiteit Brussel, Pleinlaan 2, 1050 Brussels, Belgiumb Faculty of Sciences— Analytical and Interfacial Chemistry, Universitè Libre de Bruxelles, 1050 Brussels, Belgiumc Research Group Physical Chemistry and Polymer Science (FYSC), Department of Materials and Chemistry (MACH), Vrije Universiteit Brussel, Pleinlaan 2, 1050 Brussels, Belgium
⁎ Corresponding author.E-mail address: [email protected] (A. Kakaroglou).
http://dx.doi.org/10.1016/j.surfcoat.2014.10.0050257-8972/© 2014 Elsevier B.V. All rights reserved.
a b s t r a c t
a r t i c l e i n f oArticle history:Received 2 May 2014Accepted in revised form 3 October 2014Available online 15 October 2014
Keywords:Corrosion inhibitorPlasma coatingCerium dibutyl phosphate
By positioning the layer containing Ce(dbp)3 close to the coating–metal interface, the effective use of the inhibitoris promoted, as the leaching out towards the metal surface is facilitated. The chemical nature of Ce(dbp)3 did notundergo any significant change due to the plasma discharge. The coatings with Ce(dbp)3 were compared withequivalent coatings without incorporated corrosion inhibitor and it was shown that Ce(dbp)3 improved the cor-rosion performance when the coating was mechanically damaged. Optical evaluation of the coatings showed asignificant decrease in the corrosion, especially in the area under the coating. However, the low corrosion resis-tance values obtained by electrochemical impedance spectroscopy indicate that corrosion was not inhibited allover the scribed area.
© 2014 Elsevier B.V. All rights reserved.
1. Introduction
Aluminum 2024 alloy is widely used in the aeronautical industrydue to its highmechanical performance. However, the presence of inter-metallic phases makes it very susceptible to localized corrosion [1]. Anappropriate corrosion protection is therefore necessary for its successfuluse in engineering and commercial applications. A common techniqueto protect a metal from corrosion is the application of an organic coat-ing. Such deposition provides passive protection against corrosion bycreating a physical barrier between the surface of themetal and the en-vironment [2]. However, if the coating is mechanically damaged, metalis exposed to the environment and corrosion is unavoidable. The incor-poration of corrosion inhibitors in coatings offers an active corrosionprotectionmechanismas they hinder corrosion in areaswhere the coat-ing has been mechanically damaged [3].
Plasma deposition is a versatile technique used for depositing a widerange of organic compounds on various substrates. Plasma deposition atatmospheric pressure has been recently developed and has the obviousadvantage of avoiding all the technological requirements of vacuum tech-nologies,which favors the scale-up for industrial application [4–6]. Severalstudies were published on the deposition of atmospheric plasma poly-mers used as protective coatings on metals. Lommatzsch and Ihde usedatmospheric pressure plasma jet to deposit organosilicates on aluminum[7]. Bradley and Hammes deposited organic polymers by glow dischargepolymerization andmeasured their electrical properties [8]. Stuart studied
the dielectric properties of plasma polymerized polystyrene [9]. Bardonet al. deposited organosilicate coatings using different plasma carriergases and studied their anti-corrosionproperties [10].Merche et al. depos-ited styrene by different atmospheric plasma techniques on various sub-strates [11]. Batan et al. studied the difference on the chemistry betweenplasma deposited and wet silane coatings on aluminum [12].
Corrosion inhibitors are frequently used to slow down the corrosion.It is necessary to incorporate corrosion inhibitors in the protective coat-ings as their addition in the electrolyte is not always possible.Most com-monly used corrosion inhibitors of the last decades are the chromates,which have high efficiency in aqueous media and are used for a widerange of metals and alloys. However, the high toxicity, the carcinogenicproperties of Cr6+ and the consequent environmental hazards lead to ahigh demand for eliminating the use of chromates and turn to moreenvironmentally friendly corrosion inhibitors [3,13,14].
Rare earthmetal–organic compounds offer very good corrosion pro-tection to AA2024 in chloride solutions with low environmental impact[15]. Therefore, they are potential candidates to replace the chromates.Matter et al. studied the corrosion inhibition of Ce compounds and theinfluence of the oxidation state. In this work, it was shown that Ce3+
has considerably higher corrosion inhibition effects compared to Ce4+
[16]. Zheludkevich et al. incorporated Ce(NO3)3·6H2O in sol–gel coat-ings and studied them by means of electrochemical impedance spec-troscopy (EIS) [17]. Birbilis et al. proposed the use of cerium(III)dibutyl phosphate (Ce(dbp)3) as a corrosion inhibitor. Phosphates hin-der the corrosion by forming complexes on metal surfaces [15].Ce(dbp)3 inhibits oxygen reduction at the cathodic intermetallic phasesand reduces the dealloying of the S-phase (Al2CuMg) [15]. Scholes et al.

Fig. 1. Chemical structure of a. cerium dibutyl phosphate and b. allyl methacrylate.
715A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
found that the dbp− adsorbs on Al surface, inhibits cathodic reactionson Al7Cu2Fe by the adsorption of Ce3+ and possibly dbp−, and also onAl3Fe by the oxidation and deposition of Ce4+ hydroxide as a passivat-ing layer on the surface [18]. Garcia et al. studied the inhibition effect ofCe(dbp)3 on AA2024 by means of electrochemical impedance spectros-copy (EIS) and energy dispersive X-ray spectroscopy. It is proposed thatCe3+ deposits on the cathodic sites while the phosphates cover the an-odic sites of the corrosion area [19]. Mardel et al. incorporated Ce(dbp)3in epoxy–amine coatings and studied the Ce3+ the effect of the incorpo-rated inhibitor in the corrosion performance of the coatings. Aminor ef-fect of the Ce(dbp)3 in the chemistry of the epoxy–amine matrix wasalso observed [20].
The plasma deposition of several organic compounds has been thor-oughly studied in the literature but according to our knowledge thereare no studies dealing with the incorporation of corrosion inhibitors byplasmadeposition. It is therefore a challenge to incorporate a corrosion in-hibitor in plasma polymerized coatings without altering both its nature,
Fig. 2. Schematic diagram of th
being stored as an active compound in the coating, and without signifi-cantly altering the general structure of the matrix [21,22]. In this work,allyl methacrylate (AMA)was used as precursor for the plasma depositedcoatings. Prior studies showed that (AMA) has considerably high deposi-tion rates and good retention of the ester functionality [23–25]. ThenCe(dbp)3 was incorporated near the plasma polymer–metal interfacewhich was found to be the more effective position for the incorporationof a plasma inhibitor. In these conditions,when the coating ismechanical-ly damaged, the corrosion inhibitor is located closer to the metal and canmore efficiently hinder the corrosion reactions. The inhibitor-free toplayer restricts the leaching of the inhibitor from the top surface.
2. Experimental procedure
2.1. Materials
The coatings were deposited on a typical aeronautical AA2024-T3aluminum alloy supplied by ThyssenKrupp Aerospace. Substrates werecut to 40 mm × 50 mm. Prior to the deposition, each substrate wasmechanically polished up to 2200 grit to remove its superficial oxideand impurity layer. Argon of 99.99% purity was used as plasma gas.Allyl methacrylate (AMA) of 98% purity was obtained from Sigma-Aldrich (CAS no: 96-05-9) and used as precursor for the plasma deposi-tion. Fig. 1 shows its chemical structure.
Ce(dbp)3 (see Fig. 1) was not commercially available thus it was pre-pared in the lab based on the procedure described in the literature [18].
In order to spray the prepared Ce(dbp)3 powder in the plasma dis-charge, it was suspended in a hexane/ethanol mixture. Hexane of 99%purity (80 ml) and ethanol of 99.9% purity (20 ml) were mixed by stir-ring and Ce(dbp)3 2.1 g was added. The mixture was stirred overnight,sonicated for at least 1 h and kept stirred until it was sprayed in the dis-charge. Due to the high amount and its low solubility (1mM in aqueous
e plasma deposition setup.

716 A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
solutions with pH between 2 and 9), [26] even after stirring, Ce(dbp)3was not completely dissolved but was in a form of suspension.
2.2. Plasma reactor
Fig. 2 shows a representation of the deposition reactor. The reactorconsisted of two parallel electrodes. The top electrode was coveredwith a 3 mm thick alumina and the bottom electrode with a 2 mm bo-rosilicate glass. The gap distance between the two electrodes was4 mm. A shower ring was placed around this gap. Through this ring,argon containing AMA vapors was fed to the plasma.
The argon flow provided through the shower ring was 4 slm (stan-dard liter per minute). A spray nozzle containing the Ce(dbp)3 mixturewas placed at the edge of the electrodes as shown in Fig. 2. In order toavoid any contamination during the deposition, the reactor comprisedan air-tight chamber [27].
The estimation of themonomer feed is done byweighting the bubblerbefore and after each deposition as explained in a previouswork [23]. Thebottom electrode was rotating at an angular velocity of 60 rpm. The nec-essary power was provided by an AFS-G10S power generator.
2.3. Plasma deposition
For the deposition of the coatings, the following procedure wasfollowed. Initially, argon was provided through the shower ring at atotal rate of 4 slm (standard liter per minute).
The amount of precursor fed into the plasma chamber was adjustedto 30 mg·min−1 by regulating the flow passing through the bubbler.
Fig. 3. XPS survey spectra of the Ce(dbp)3 powder (
Argon was flowing at 2 slm in this nozzle only when the Ce(dbp)3 mix-ture was sprayed in the discharge.
The Ce(dbp)3 mixture was stirred overnight until the coating deposi-tion in order to avoid any precipitation. Prior to the deposition, the cham-ber was pumped down to b0.5 Torr and was then refilled with argon.After the chamber reached the atmospheric pressure, a high voltagewas appliedbetween the twoelectrodes and theplasmadischargewas ig-nited in the electrode gap. The output discharge powerwas kept constantat 30 and the frequency at 17.1 kHz. The substrate was cleaned/activatedby exposing it to the plasma for 15 s prior to the coating deposition.
The coatings with inhibitor were deposited in three consecutivesteps. Initially (AMA) was deposited for 15 s and then (AMA) with themixture of Ce(dbp)3 were simultaneously deposited for 45 s. A finalstep of 60 s deposition of (AMA) followed. The total deposition timewas equal to 120 s. The target concentration of Ce(dbp)3 was roughlybetween 5 wt.% and 10 wt.%. These values are slightly higher than theones reported to the literature since the thickness of the plasma coatingis much lower [20]. For the characterization of the (AMA)/Ce(dbp)3layer, the last step was omitted in one deposition so that the (AMA)/Ce(dbp)3 intermediate layer was at the outer surface.
Coatings without inhibitor were deposited by a single step of (AMA)for 180 s in order to achieve thicknesses comparable to the former ones.
2.4. Characterization techniques
The thickness of all the coatings was estimated by spectroscopicellipsometry right after the deposition. Experimental data were fittedwith a model containing Al as substrate, a thin Al oxide layer and a
top) and the deposited Ce(dbp)3/(AMA) layer.

Table 1Atomic concentration of themajor elements for the Ce(dbp)3 powder and the Ce(dbp)3 in-termediate layer.
Peak Area % conc. % st. dev.
Powder O 1s 210 29.5 0.6C 1s 174 58.8 0.7P 2p 37 9.0 0.5Ce 3d 199 2.7 0.2
Deposited Ce(dbp)3 intermediate layer O 1s 322 21.4 0.2C 1s 488 78.0 0.2P 2p 4 0.4 0.1Ce 3d 42 0.2 0.1
717A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
Cauchy film on top [28,29]. Thickness non-uniformities were also takeninto consideration. The average thickness of all the coatings withCe(dbp)3 was 361 ± 18 nm and of all coatings without inhibitor was441 ± 21 nm.
X-ray photoelectron spectroscopy (XPS) was used for the chemicalcharacterization of the top surface of the coatings and the Ce(dbp)3 pro-duced in the lab. A Physical Electronics 5600ci X-ray photoelectronspectrometer was used to acquire the spectra. XPS depth profiling wasperformed in the coating with the Ce(dbp)3 in order to verify the posi-tion of the incorporated Ce(dbp)3 in it. For the survey scans and thehigh energy resolution scans, monochromated Al Kα X-ray source wasused while for the depth profile, a non-monochromated Mg Kα sourcewas used. The X-ray source was always operating at 200 W with abias voltage of 15 kV. The hemispherical analyzer detector was perpen-dicular to the surface of the sample except for the depth profile where itwas at 45° with respect to the substrate. In all cases a 0.6 mm diameter
Fig. 4. High energy resolution XPS spectra of the Ce 3d and P 2p peaks for the pre
circular aperture was used. Spectra were charge-referenced to thehydrocarbon component set at 285 eV. The pass energy used was93.9 eV for survey scans, 29.35 eV for high energy resolution scansand 46.95 eV for the depth profiling. During XPS depth profiling,argon ion sputtering was performed at 3 kV under a total pressure of1.4 × 10−7 Torr in the analysis chamber. The Ce 3d, C 1s and O 1s pho-toelectron peaks were monitored. The spectral background was re-moved using the Shirley algorithm [30]. The quantitative analysis ofthe survey spectra was based on the sensitivity factors proposed bythe instrument manufacturer [31]. The spectral envelope of the C 1speak was decomposed into the lowest number of components thathave physical meaning [32]. Secondary chemical shifts have been omit-ted [25].
Fourier transform infrared spectroscopy (FTIR) was used for the in-vestigation of the chemistry and the functional groups of the coatings.FTIR measurements were performed with a Thermo Scientific Nicolet6700 FTIR Spectrometerwith a diamond crystal single bounce Attenuat-ed Total Reflectance (ATR) set-up. The diamond crystal had a circularsurface of 1.5 mm diameter in which the measured area was exposed.The spectra were acquired between 700 cm−1 and 3500 cm−1 withan accumulation of 64 scans and a resolution of 2 cm−1. Spectra acqui-sitionwas controlled by theOMNIC 8.1 software package (Thermo Elec-tron Corporation, Madison, WI).
The EIS measurements were done using an odd random phasemultisine impedance excitation signal [33–36]. The measuring set-upconsisted of a BANK elektronik intelligent controls GmbH potentiostat(model POS 2) and a National Instruments PCI-4461 DAQ-card with abuild-in anti-aliasing filter. Matlab software release 12.1 from theMathWorks Inc. was used for composing the applied multisine signal,processing the collected data and controlling the DAQ-card. The
pared Ce(dbp)3 powder (top) and the Ce(dbp)3 intermediate layer (bottom).

Fig. 5. High energy resolution XPS spectra of the C 1s photoelectron peaks of a. Ce(dbp)3 powder, b. coating without inhibitor and c. the Ce(dbp)3 deposited layer.
Table 2Peak fitting of the C 1s photoelectron peak of the Ce(dbp)3 powder, the Ce(dbp)3 interme-diate layer and the plasma deposited (AMA).
Fitting element Position % conc.
Ce(dbp)3 C\R 285.0 75.1C\O 286.6 24.9
Ce(dbp)3/(AMA) C\R 285.0 67.6C\O 286.6 21.6
Ce(dbp)3 intermediate layer C_O/O\C\O 287.9 2.2C⁎(O)\O\C 288.7 8.6
No inhibitor C\R 285.0 79.9C\O 286.6 12.7C_O/O\C\O 287.9 0.5C⁎(O)\O\C 289.0 6.9
718 A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
excitation signal was sent to the potentiostat and then applied to thecell. The root mean square (RMS) amplitude of the signal was 10 mVand contained frequencies in the range of 0.3 to 68000 Hz.
A typical three electrode set-up was used for the experiments. Itcomprised a saturated Ag/AgCl reference electrode (RE) (1970 mV ver-sus SHE at 25 °C), a platinum grid as a counter electrode (CE), and theworking electrode (WE), which is the plasma coated aluminum understudy (exposed area: 2.01 cm). A Pt wire coupled with a 10 mF capaci-tance was placed in parallel with the reference electrode, in order to re-duce the phase shift induced by the reference electrode in the highfrequency range [37]. All measurements were performed in a 0.1 MNaCl aqueous solution in the frequency range from 0.3 Hz to 68 kHz.Five consecutive periods of the excitation signal were measured. Beforethe processing of the spectra, the first period measured was omitted toeliminate possible transients. The creation of the scratches was doneusing a home-made set-up. The coating was scratched with the tip ofa surgical blade under constant force of ≈0.5 N. The total length ofthe scratches on each sample was ≈4.5 cm. The width of the scratchwas 305 nm.
Images for the optical evaluation of the surfaces after the exposure ina 0.1 M NaCl solution were acquired using a Leica Metallovert micro-scope. Objective lenses of 20× and 50× were used.
Scanning vibrating electrode technique (SVET) was used for thestudy of the current density distribution across the coated samples.SVET measurements were performed using an Applicable ElectronicsInc. equipment controlled by the ASET software from Sciencewares.Specimens were masked using a polyester adhesive insulating tape(3M 8402), leaving only an exposed area of less than 1mm. An artificialdefect was created by using the tip of a surgical knife in the middle ofthe exposed area. Measurements were done in 0.1 M NaCl.
The SVET probe was an insulate Pt–Ir microelectrode (Microprobe)with Pt black deposited on the exposed metal tip. The tip of the micro-electrode had a diameter of 35 μm and was vibrating 100 μm above thecoated surface with an amplitude of 10 μm. The tip was vibrating at320 Hz and at 90 Hz perpendicular (Z) and parallel (X) to the samplesurface, respectively. The systemwas calibrated based on the procedureproposed by the manufacturer of the equipment [38]. Scanning wasdone in a grid of points covering most of the exposed surface. The dis-tance between two neighboring points was 35 μm.
The potential gradients over the surface are probed by the vibratingtip. The recorded signal is then filtered leaving out all the frequenciesexcept the ones of the vibrations (X and Z). In this way the noise ofthe signal is significantly suppressed, enabling the detection of severalorders of magnitude lower currents.
3. Results and discussion
3.1. Characterization of the coating with incorporated inhibitor
3.1.1. X-ray photoelectron spectroscopyXPSwas performed to reveal information about the chemical compo-
sition and the structure of the synthesized Ce(dbp)3 and the depositedcoatings. The survey scan spectra of Ce(dbp)3 powder and the Ce(dbp)3intermediate layer are shown in Fig. 3. The main photoelectron peaksof elements which are indicated in the spectra were used for quantifica-tion. No detectable amount of Na contaminationwas present in thepow-der which indicates the absence of remaining Na(dbp). The peak at209 eV is attributed to the Ce 4p3/2 and the peak at 190 eV to the P 2s.The atomic concentration was calculated based on the area of the mainphotoelectron peaks of each major element (see Fig. 3).
Table 1 shows the atomic concentration of the Ce(dbp)3 powder andthe deposited Ce(dbp)3 intermediate layer. The standard deviations donot indicate the total accuracy of the concentration values but are an es-timation of the precision of the concentration based on the noise andthe peak height [39]. The Ce, P, O and C concentrations in the powderappear close to the expected values (2.5%, 7.5%, 30.1% and 59.6% respec-tively). Based on the concentration of the estimated Ce in the interme-diate layer the Ce(dbp)3 was estimated to be 10.734% and according tothe P concentration it was estimated to 7.217 wt.%. That is a goodapproximation of the concentration of Ce(dbp)3 in the coating. Howev-er, it should be noted that the sensitivity factors usedwere not based onreferences of the same chemical naturewhich justifies this deviation be-tween the estimated concentrations.

Fig. 6. XPS sputtering profile of the coating containing Ce(dbp)3.
719A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
The P:Ce atomic ratios are 3.33031 for the powder and be-comes 2.0112. The high estimated error in the later case is dueto the high noise to peak height ratio. It should be highlighted
Fig. 7. FTIR spectra of Ce(dbp)3 powder, plasma polymerized (AMA) cont
that concentrations in the level of 0.2% are in the detection limitsof X-ray photoelectron spectroscopy (XPS). A difference in thematrix and in the form of the deposited material can also have
aining Ce(dbp)3 and a plasma polymerized (AMA) without inhibitor.

Fig. 8. Images of the coating (a, c) containing Ce(dbp)3 (b, d) without corrosion inhibitor after 72 h of immersion in 0.1 M NaCl.
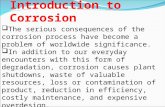
Fig. 9. SVET mapping of bare AA2024 aluminum (left), coated without inhibitor (middle) and coated with inhibitor (right) after 5, 14, 20 and 24 h of immersion in 0.1 M NaCl.
720 A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724

721A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
effects in the estimated concentrations since in the later case Ce(dbp)3was dispersed in an organic matrix.
Fig. 4 shows the Ce 3d and the P 2p peaks of the Ce(dbp)3 and thedeposited Ce(dbp)3 intermediate layer. The Ce 3d consists of a doublet(Ce 3d3/2 and Ce 3d5/2) due to the spin–orbit interaction. The peak is an-alyzed in several components due to the hybridization between the 4fand the O 2p [40–42]. These components are designated with the letterv and u for the Ce 3d5/2 and the Ce 3d3/2, respectively. The ratio betweenthe v and u components was taken as 1.5 and the separation betweeneach of the two components was set to be 18.3 eV. The fitting compo-nents ν0 − u0 and ν′ − u′ correspond to the Ce 3d9 4f2 O 2p5 and theCe 3d9 4f1 O 2p6, respectively. In both cases the peak shape for a Ce3+
compound and the lack of a peak near 916 eV proved the absence ofCe4+ species [41]. The P 2p was analyzed in 2 components, which cor-respond to the P 2p1/2 and P 2p3/2 due to the spin–orbit interaction.
Fig. 10. Electrochemical impedance spectra. Top: 3, 24 and 26 h after the immersion. Bot-tom: 26 and 48 h after the immersion. Coatings were scribed 25 h after their immersion inthe electrolyte.
The position of the P 2p3/2was at 133.7 eVwhich is typical for the organ-ic phosphates [43]. The doublet separationwas taken as 0.86 eV. No sig-nificant shift of the P 2p photoelectron peak was observed, whichindicates the retention of the phosphate nature in the depositedCe(dbp)3.
Fig. 5 shows C 1s spectra of the Ce(dbp)3 powder, the coating with-out inhibitor and the Ce(dbp)3 deposited layer. The fitting elementsused in each case, their peak position and percentage relative to thetotal peak area are presented in Table 2. When the Ce(dbp)3 mixturewas sprayed in the discharge, the energy corresponding to each mole-cule of (AMA) decreased resulting in less fragmentation of the esterfunctionality [25]. That explains the increase in the fitting element cor-responding to the ester functionality from6.9% to 8.6%. Themuchhigherincrease in the C\O fitting element from 12.7% to 21.6% was attributedto the increase in the ester functionality, the C\O\P bonds of Ce(dbp)3and to a lesser extent the incorporation of someC\OH from the ethanolcontained in the sprayed mixture.
Fig. 6 shows the XPS depth profile of the coating containing the in-hibitor. The profile should be carefully interpreted as the plasma poly-mer degrades after the impact of Ar+ used in the sputtering and theresulting chemical composition of the polymer dramatically changed[44,32]. However, it was possible to identify the presence of Ce(dbp)3in the coating. Ce 3d peak appeared after 120min of sputtering reachingits maximum between 200 and 270 min (see Fig. 6). After furthersputtering the Ce 3d peak decreased along with the C 1s peak. The Ce3d shape is characteristic for Ce3+, which is the oxidation state whereCe behaves as a cathodic corrosion inhibitor, and the lack of peak near916 eV indicates the absence of Ce4+ in the coating [18]. By assumingthe same sputter rate all-over the coating, considering that the interfaceof the top (AMA) layer and the Ce(dbp)3 intermediate layer is at half ofthe maximum of the Ce 3d photoelectron peak intensity and thecoating–substrate interface iswhere C 1s has half of itsmaximum inten-sity, we can estimate the thickness of the top layer to be near 190 nmand the bottom (AMA) and Ce(dbp)3 intermediate layer have a totalthickness of 220 nm. This is a simplified estimation that does not takeinto consideration any grading between the layers.
3.1.2. Fourier transform infrared spectroscopyFig. 7 shows the infrared spectra of the Ce(dbp)3, the coating con-
taining Ce(dbp)3 powder and the coating without inhibitor. TypicalCH2 and CH3 stretching vibrations near 2950 cm−1 appear in all threespectra. C_O stretching vibration near 1720 cm−1 is characteristic forthe plasma polymerized (AMA) based coatings [45,23,24]. A broadpeak near 3400 cm−1 (not fully visible) in the coating with Ce(dbp)3is due to the\OH vibration of the ethanol contained in the Ce(dbp)3which has been incorporated in the coating.
Fig. 11. Equivalent circuit of themodel used for the fitting of the experimental data. In thepresence of a scribe, the Rpor is substantially decreased.

722 A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
Near 1150 cm−1 the C\O\C and P_O stretching vibrations appear[45,26,46]. While the coatingwithout inhibitor did not show any strongvibration peak near 1000 cm−1, a strong peak appeared near this spec-tral region when Ce(dbp)3 was incorporated in the coating. Mardelobserved a similar behavior when Ce(dbp)3 was incorporated inepoxy–amine coatings [20]. He attributed the increase in the bandnear 1000 cm−1 to the possible formation of ether groups from sidehomopolymerization from secondary alcohols or glycols. It is reportedin several studies that P\O\C has a very strong stretching vibrationin the same region [45,46]. In the work of Thomas where the character-istic frequencies of organophosphorus compounds were systematicallystudied, it is concluded that the characteristic frequency peak ofP\O\C always appears near 1000 cm−1 [47]. We suggest the maincontributor to the peak near 1000 cm−1 is the stretching vibration ofC\O\P in Ce(dbp)3 which indicates its presence in the coating. More-over, two shoulders on the sides of the peak reveal the presence ofthree overlapped peaks appear in the Ce(dbp)3 powder.
Both (XPS) and Fourier transform infrared spectroscopy (FTIR) haveshown that Ce(dbp)3 was successfully incorporated in the depositedcoating. It is important to highlight that the nature of the Ce(dbp)3was not significantly altered by the plasma discharge and was posi-tioned close to the substrate.
3.2. Efficiency of the inhibitor
3.2.1. Optical evaluationHigh magnification images of the surfaces of the coatings after 72 h
of immersion in 0.1 M NaCl are shown in Fig. 8. The area ≈0.5 mmaround the scratch is more corroded for coatings without inhibitor.The width of the scratch was estimated near 20 μm which was highcompared to the thickness of the coatings. Under the coatings withoutCe(dbp)3 incorporated, pits were formed. There is considerably morecorrosion formed under the coatings without inhibitor. It is difficult,however, to clearly see the effect of the Ce(dbp)3 on the corrosion allover the scratch.
3.3. Scanning vibrating electrode technique
SVET measurements were performed in order to study the effect ofthe coating and the corrosion inhibitor in the ionic current distributionwhich is correlated with the electrochemical activity on the surface.Fig. 9 shows the SVETmappings of the uncoated substrate, coated with-out inhibitor and coating with inhibitor for up to 24 h of immersion in0.1 M NaCl. The uncoated aluminum substrate started corroding
Fig. 12. Evolution or the Rcoat. Y-axis is in a logarithmic scale
immediately with current densities in the formed pits who acted as an-odes reaching current density levels near 10 μA cm−1. The coatingwith-out inhibitor showed some high anodic current distribution in the areaof the defectwhich corresponds to the creation of a pit. The coatingwithinhibitor did not show any significant anodic current in the area of thescratch.
Further immersion in the electrolyte increased the ionic currentdensity for the uncoated aluminum to about 20 μA cm−1. In the coatedaluminum without incorporated inhibitor it also increased to10 μA cm−1 for 14 h of immersion. The measurement of 16 h showeda decreased ionic current which was attributed to the effect of theformed corrosion products at the exposed metal surface in the defect.The coating with Ce(dbp)3 exhibited substantially lower electrochemi-cal activity. No pits were formed in the coating containing Ce(dbp)3 upto 20 h of immersion. After 24 h of immersionwe observed a pit formednext to the exposed area. This is an indication that coating has failed inthis area (see Fig. 9 bottom right).
3.4. Electrochemical impedance spectroscopy
The electrochemical behavior of the coatings with and without cor-rosion inhibitor was evaluated by means of EIS. Plasma coated AA2024aluminum alloys with and without Ce(dbp)3 were immersed in 0.1 MNaCl. The impedance spectrawere recorded 3 and 24 h after the immer-sion of the coated metals. An artificial scratch was created after 25 h ofimmersion in the coatings and their impedance spectra have been re-corded after 26, 28, 48 and 72 h of immersion. The electrochemical be-havior of the two systems (with Ce(dbp)3 and without) was compared.Fig. 10 shows the impedance spectra of one series of coatings.
Fig. 10 shows the spectra of a coating with Ce(dbp)3 incorporatedand of a coating without inhibitor. Two time constants were observedin all coatings except for the 48 h. Once after the immersion, coatingswithout inhibitor exhibited higher impedance values especially in theregion from 10 Hz to 20 kHz which were attributed to the higher thick-ness of the coatings without inhibitor and the higher water uptake ofthe coatingwith Ce(dbp)3. As suggested byMardel, the higherwater up-take could be related to the paths created by a high pigment content, amore polar nature of and around the inhibitor and/or the release of theCe(dbp)3 into the solution [20]. One hour after the coatingswere scribed(at 26 h of immersion), their impedance modulus is of the samemagni-tude at all frequencies. The phase angle at high frequencies decreasesdrastically indicating the loss of the barrier properties of the coatings.Coatings with Ce(dbp)3 showed a higher impedance modulus after fur-ther immersion (28 h), especially at low frequencies where the slow
. Error bars represent the estimated error of the model.

723A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
electrochemical processes like corrosion aremanifesting [48]. However,this difference drastically decreases after 48 h of immersion in theelectrolyte.
Fig. 11 shows the equivalent circuit used for fitting the EIS data inthis study. This model physically describes the system and its low num-ber of fitting parameters decreases the fitting errors. Each fitting ele-ment of the equivalent circuit is directly correlated to a physicalproperty of the actual coating or an electrochemical process that takesplace in the system. Similarmodels have already been used in literatureto describe the behavior of a metal covered by an organic coating whenelectrolyte can partially reach the metal surface [49–52]. Rel, Rcoat andRpol are the electrolyte resistance, thepore resistance of theplasma coat-ing and the polarization resistance respectively. After scribing the coat-ing the Rpor was substantially lower and could be neglected. Constantphase elements CPEcoat and CPEdl were used to describe the behaviorof the coating and the double layer capacitive behavior. It should benoted that the Rpol and the CPEdl include the contribution of the resis-tance of the native oxide layer and of its capacitance respectively.
Fig. 13. Evolution of the estimated resistance of the coating (Rpol) and the effec
Rcoat is shown in Fig. 12 (Y-axis is in a logarithmic scale). Beforescribing the coatings Rcoat values are relatively high. After the scratchRcoat rapidly decreases for the coatingwithout Ce(dbp)3 while it remainshigh for the coatingswith inhibitor. Further immersion considerably de-creases the Rcoatwhich remains still higher for the coatingwith Ce(dbp)3incorporated.
Fig. 13 shows the Rpol and the estimated effective capacitance Cdlbased on the approach of Brug [53,54]. Polarization resistance varied alot after the immersion of the coatings in the NaCl solution. That was at-tributed to the high inhomogeneity of the deposited plasma polymers[55]. However the Rpol reached the value of 60 kΩ for the coating withinhibitor and was slightly lower for the coating without inhibitor. Inboth cases Rpol values (see Fig. 13) were quite low, which indicatesthat there was corrosion taking place under the coating. One hourafter scribing the coatings Rpol decreased to 20 kΩ. However, 3 h afterthe scratch, Rpol increased for the coating with Ce(dbp)3 incorporated.The higher resistance values for the coating with Ce(dbp)3 indicatedthat the corrosion process was slowed down when Ce(dbp)3 was
tive capacitance Cdl. Error bars represent the estimated error of the model.

724 A. Kakaroglou et al. / Surface & Coatings Technology 259 (2014) 714–724
incorporated. The effective capacitance of the double layer (Cdl) waslower for the coating containing Ce(dbp)3. Gui and Kelly observed a lin-ear relation between the Cdl and the corroded area [52]. As shown inFig. 13, Cdlwas increasing with immersion time due to the initiated cor-rosion. That indicates a substantial increase in the corroded area whenno Ce(dbp)3 is used.
3.5. Discussion
The optical evaluation of the scribed coatings showed a considerableimprovement of the corrosion performance when the Ce(dbp)3 was in-corporated. SVET mapping also showed a lower local current densitywhen Ce(dbp)3 is incorporated which suggest active inhibition of thecorrosion.However, this improvement is not reflected to the EIS spectra,where only a negligible improvement was observed. It was alreadymentioned in the literature [26] that Ce(dbp)3 hardly dissolves inwater which decreases its efficiency in areas away from where it is re-leased. Since the artificial scratcheswere relativelywide (355 nm) com-pared to the coating thickness (less than 500 nm), resulting to very lowcoating resistance.When the coating is scribed, it leaches out but due tothe open geometry of the scratch, the concentration necessary for activecorrosion inhibition cannot be reached. However, when the electrolytereaches the metal–film interface, the high concentration of Ce(dbp)3provides efficient corrosion inhibition and prevents the creation of pitson the substrate.
4. Conclusions
Ce(dbp)3 was successfully incorporated near the metal–coating in-terface. The C\O\P stretching vibrationswere observed in the infraredspectrum of the coating containing Ce(dbp)3 confirming that P remainsin a phosphate form. XPS study of the deposited layer showed that Cewas incorporated in the coating in its trivalent state and that therewas no significant shift of the P 2p photoelectron which indicates nochange in the chemical environment of P. Therefore, the chemical struc-ture of Ce(dbp)3 does not significantly change in the plasma discharge.However, a possible interaction of the butyl chains with the precursorin the plasma cannot be excluded. Depth profiling showed that the in-hibitor was positioned near the metal–plasma coating interface as ex-pected. FTIR measurements confirm the presence of the inhibitor inthe coating.
The deposited coatings showed adequate barrier properties offeringa passive protection against corrosion. Optical images show a loweramount of pits under the coating in the area around the scratch whenCe(dbp)3 is present. In SVET measurements, where a smaller defectwas created, the effect of the corrosion inhibitorwas stronger as no elec-trochemical activity was observed in the area of the defect for the coat-ings containing Ce(dbp)3. However, after a certain immersion time thecoating containing Ce(dbp)3 was detached. The presence of the corro-sion inhibitor appears to compromise to a certain degree the networkformation in the coating, significantly lowering its mechanical proper-ties and deteriorating its integrity. Impedance spectroscopy indicatesthat the corrosion and coating resistance after scribing the coatingswere higher for those containing Ce(dbp)3, but not adequate enoughto indicate a good corrosion inhibition all-over the exposed surface.
References
[1] V. Guillaumin, G. Mankowski, Corros. Sci. 41 (3) (1998) 421–438.[2] D.E. Talbot, J.D. Talbot, Corrosion Science and Technology, Crc Press, Florida, 2010.[3] V.S. Sastri, Green Corrosion Inhibitors: Theory and Practice, John Wiley and Sons,
New York, 2012.[4] C. Tendero, C. Tixier, P. Tristant, J. Desmaison, P. Leprince, Spectrochim. Acta B 61 (1)
(2006) 2–30.[5] H. Biederman, Plasma Polymer Films, Imperial College Press, London, 2004.[6] D. Merche, N. Vandencasteele, F. Reniers, Thin Solid Films 520 (13) (2012) 4219–4236.[7] U. Lommatzsch, J. Ihde, Plasma Process. Polym. 6 (10) (2009) 642–648.
[8] A. Bradley, J.P. Hammes, J. Electrochem. Soc. 110 (1) (1963) 15–22.[9] M. Stuart, Nature 199 (1963) 59–60.
[10] J. Bardon, J. Bour, H. Aubriet, D. Ruch, B. Verheyde, R. Dams, S. Paulussen, R. Rego, D.Vangeneugden, Plasma Process. Polym. 4 (S1) (2007) S445–S449.
[11] D. Merche, C. Poleunis, P. Bertrand, M. Sferrazza, F. Reniers, Plasma Sci. IEEE Trans.37 (6) (2009) 951–960.
[12] A. Batan, N. Mine, B. Douhard, F. Brusciotti, I. De Graeve, J. Vereecken, M.Wenkin, M.Piens, H. Terryn, J.J. Pireaux, Chem. Phys. Lett. 493 (1) (2010) 107–112.
[13] F. Baruthio, Biol. Trace Elem. Res. 32 (1–3) (1992) 145–153.[14] A.K. Shanker, C. Cervantes, H. Loza-Tavera, S. Avudainayagam, Environ. Int. 31 (5)
(2005) 739–753.[15] N. Birbilis, R.G. Buchheit, D.L. Ho, M. Forsyth, Electrochem. Solid-State Lett. 8 (11)
(2005) C180–C183.[16] E.A. Matter, S. Kozhukharov, M. Machkova, V. Kozhukharov, Corros. Sci. 62 (2012)
22–33.[17] M.L. Zheludkevich, R. Serra, M.F. Montemor, I.M. Salvado, M. Ferreira, Surf. Coat.
Technol. 200 (9) (2006) 3084–3094.[18] F.H. Scholes, A.E. Hughes, D. Jamieson, K. Inoue, S.A. Furman, T. Muster, S.G. Hardin,
D. Lau, T.G. Harvey, P. Corrigan, Corros. Eng., Sci. Technol 44 (6) (2009) 416–424.[19] S.J. Garcia, T.A. Markley, J.M.C. Mol, A.E. Hughes, Corros. Sci. 69 (2013) 346–358.[20] J. Mardel, S.J. Garcia, P.A. Corrigan, T. Markley, A.E. Hughes, T.H. Muster, D. Lau, T.G.
Harvey, A.M. Glenn, P.A. White, et al., Prog. Org. Coat. 70 (2) (2011) 91–101.[21] I. De Graeve, H. Terryn, F. Reniers, C. De Vos, A. Kakaroglou, B. Nisol, B. Van Mele, G.
Van Assche, G. Scheltjens, Active corrosion protection coatings, WO2013167596 A1,Patent (2013).
[22] A. Kakaroglou, (ISBN: 978-9-4619719-3-7), Ph.D. thesis, 2, Vrije Universiteit Brussel,Pleinlaan, 2014.
[23] A. Kakaroglou, G. Scheltjens, B. Nisol, I. DeGraeve, G. VanAssche, B. VanMele, R.Willem,M. Biesemans, F. Reniers, H. Terryn, Plasma Process. Polym. 9 (8) (2012) 799–807.
[24] B. Nisol, A. Batan, F. Dabeux, A. Kakaroglou, I. De Graeve, G. Van Assche, B. Van Mele,H. Terryn, F. Reniers, Plasma Process. Polym. 10 (2013) 564–571.
[25] A. Batan, B. Nisol, A. Kakaroglou, I. De Graeve, G. Van Assche, B. Van Mele, H. Terryn,F. Reniers, Plasma Process. Polym. 10 (2013) 857–863.
[26] M. van Soestbergen, S. Erich, H. Huinink, O. Adan, Corros. Eng., Sci. Technol. 48 (3)(2013) 234–240.
[27] C. De Vos, N. Vandencasteele, A. Kakaroglou, B. Nisol, I. De Graeve, G. Van Assche, B.Van Mele, H. Terryn, F. Reniers, Plasma Process. Polym. 10 (1) (2013) 51–59.
[28] H.G. Tompkins, W.A. McGahan, Spectroscopic Ellipsometry and Reflectometry: AUser's Guide, John Wiley and Sons, New York, 1999.
[29] T. Van Schaftinghen, C. Le Pen, H. Terryn, F. Hörzenberger, Electrochim. Acta 49 (17)(2004) 2997–3004.
[30] D.A. Shirley, Phys. Rev. B 5 (12) (1972) 4709.[31] J.F. Moulder, J. Chastain, R.C. King, Handbook of X-ray Photoelectron Spectroscopy: A
Reference Book of Standard Spectra for Identification and Interpretation of XPS Data,Physical Electronics, Eden Prairie, 1995.
[32] G. Beamson, D. Briggs, High Resolution XPS of Organic Polymers: The ScientaESCA300 Database, Vol. 4, John Wiley and Sons, New York, 1992.
[33] T. Breugelmans, E. Tourwé, J.B. Jorcin, A. Alvarez-Pampliega, B. Geboes, H. Terryn, A.Hubin, Prog. Org. Coat. 69 (2) (2010) 215–218.
[34] E. Van Gheem, R. Pintelon, J. Vereecken, J. Schoukens, A. Hubin, P. Verboven, O.Blajiev, Electrochim. Acta 49 (26) (2004) 4753–4762.
[35] E. Van Gheem, R. Pintelon, A. Hubin, J. Schoukens, P. Verboven, O. Blajiev, J.Vereecken, Electrochim. Acta 51 (8) (2006) 1443–1452.
[36] Y. Van Ingelgem, E. Tourwé, J. Vereecken, A. Hubin, Electrochim. Acta 53 (25) (2008)7523–7530.
[37] F. Mansfeld, S. Lin, Y.C. Chen, H. Shih, J. Electrochem. Soc. 135 (4) (1988) 906–907.[38] Applicable electronics, Forestdale, MA 02644, Scanning Vibrating Electrode Tech-
nique (SVET) System Manual, 2006. 10.[39] N. Fairely, CasaXPS Manual 2.3.15, 2009.[40] M. Romeo, K. Bak, J. El Fallah, F. Le Normand, L. Hilaire, Surf. Interface Anal. 20 (6)
(1993) 508–512.[41] E. Bêche, P. Charvin, D. Perarnau, S. Abanades, G. Flamant, Surf. Interface Anal. 40
(3–4) (2008) 264–267.[42] A. Bensalem, F. Bozon-Verduraz, M. Delamar, G. Bugli, Appl. Catal. A 121 (1) (1995)
81–93.[43] F. Hilt, D. Duday, N. Gherardi, G. Frache, J. Bardon, P. Choquet, Plasma Process. Polym.
10 (6) (2013) 556–563.[44] A. Holländer, M. Haupt, C. Oehr, Plasma Process. Polym. 4 (9) (2007) 773–776.[45] G. Socrates, Infrared and Raman Characteristic Group Frequencies: Tables and
Charts, John Wiley and Sons, Chichester, 2001.[46] D.W. Mayo, F.A. Miller, R.W. Hannah, Course Notes on the Interpretation of Infrared
and Raman Spectra, John Wiley and Sons, New York, 2004.[47] L.C. Thomas, R.A. Chittenden, Spectrochim. Acta 20 (3) (1964) 489–502.[48] A. Amirudin, D. Thieny, Prog. Org. Coat. 26 (1) (1995) 1–28.[49] N.D. Nam, J.H. Ahn, N.E. Lee, J.G. Kim, Mater. Res. Bull. 45 (3) (2010) 269–274.[50] D. Raps, T. Hack, J. Wehr, M.L. Zheludkevich, A.C. Bastos, M.G.S. Ferreira, O. Nuyken,
Corros. Sci. 51 (5) (2009) 1012–1021.[51] F. Mansfeld, Electrochim. Acta 35 (10) (1990) 1533–1544.[52] F. Gui, R.G. Kelly, Electrochim. Acta 51 (8) (2006) 1797–1805.[53] G.J. Brug, A.L.G. Van Den Eeden, M. Sluyters-Rehbach, J. Sluyters, J. Electroanal.
Chem. Interfacial Electrochem 176 (1) (1984) 275–295.[54] B. Hirschorn, M.E. Orazem, B. Tribollet, V. Vivier, I. Frateur, M. Musiani, Electrochim.
Acta 55 (21) (2010) 6218–6227.[55] T. Pajkossy, J. Electroanal. Chem. Interfacial Electrochem. 300 (1) (1991) 1–11.