IMPROVING THE FIRE RETARDANCY OF EXTRUDED ...
133
Marina Nikolaeva IMPROVING THE FIRE RETARDANCY OF EXTRUDED/COEXTRUDED WOOD-PLASTIC COMPOSITES Acta Universitatis Lappeenrantaensis 636 Thesis for the degree of Doctor of Science (Technology) to be presented with due permission for public examination and criticism in Auditorium 1382 at Lappeenranta University of Technology, Lappeenranta, Finland, on the 12th of June 2015, at noon.
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of IMPROVING THE FIRE RETARDANCY OF EXTRUDED ...

Marina Nikolaeva
IMPROVING THE FIRE RETARDANCY OF EXTRUDED/COEXTRUDED WOOD-PLASTIC COMPOSITES
Acta Universitatis Lappeenrantaensis 636
Thesis for the degree of Doctor of Science (Technology) to be presented with due permission for public examination and criticism in Auditorium 1382 at Lappeenranta University of Technology, Lappeenranta, Finland, on the 12th of June 2015, at noon.

Supervisor: Professor Timo Kärki
LUT School of Technology
Department of Mechanical Engineering
Lappeenranta University of Technology
Finland
Reviewers: Professor Qinglin Wu
Louisiana Forest Products Development Center
School of Renewable Natural Resources
Louisiana State University
USA
Principal Scientist, D. Sc. Mika Paajanen
VTT Technical Research Centre of Finland
Finland
Opponent: Professor Qinglin Wu
Louisiana Forest Products Development Center
School of Renewable Natural Resources
Louisiana State University
USA
ISBN 978-952-265-792-3ISBN 978-952-265-793-0 (PDF)
ISSN-L 1456-4491ISSN 1456-4491
LUT Yliopistopaino 2015

ABSTRACT
Nikolaeva, Marina
Improving the fire retardancy of extruded/coextruded wood-plastic composites
Lappeenranta 2015
60 p. + 5 original articles
Acta Universitatis Lappeenrantaensis 636
Diss. Lappeenranta University of Technology
ISBN 978-952-265-792-3, ISBN 978-952-265-793-0 (PDF)
ISSN-L 1456-4491, ISSN 1456-4491
The main objective of this thesis is to study the impact of different mineral fillers and fire
retardants on the reaction-to-fire properties of extruded/coextruded wood-plastic composites
(WPCs). The impact of additives on the flammability properties of WPCs is studied by cone
calorimetry. The studied properties are ignition time, peak heat release rate, total heat release,
total smoke production, and mass loss rate. The effects of mineral fillers and fire retardants were
found to vary with the type of additive, the type of additive combinations, the amount of
additives, as well as the production method of the WPCs. The study shows that talc can be used
to improve the properties of extruded WPCs. Especially ignition time, peak heat release rate and
mass loss rate were found to be improved significantly by talc. The most significant improvement
in the fire retardancy of coextruded WPCs was achieved in combinations of natural graphite and
melamine. Ignition time, peak heat release rate and total smoke production were improved
essentially. High increase in smoke production was found in samples where the amount of
ammonium polyphosphate was 10% or higher. Coextrusion as a structural modification was
found as a promising way to improve the flammability properties of composite materials in a
cost-effective way.
Keywords: wood-plastic composites, fire retardant, WPC

ACKNOWLEDGEMENTS
The research work presented in this thesis was carried out at the Fiber Composite Laboratory,
Lappeenranta University of Technology during the years 2011 and 2015.
First of all, I would like to express my deep thanks to my supervisor, Professor Timo Kärki, for
offering me the opportunity to conduct this work, for the trust, and for giving valuable advice
and support during the whole period of the study.
I would also like to express my gratitude to the reviewers of my thesis, Professor Qinglin Wu
and D. Sc. Mika Paajanen, for their time and valuable comments.
Thanks also to all the friends and colleagues at the Fiber Composite Laboratory for providing a
good working atmosphere and for their support during the process.
My sincerest appreciation goes to my friends in Lappeenranta and St. Petersburg for their support
and making my time so enjoyable.
I warmly thank and appreciate my parents Svetlana and Vjacheslav for their encouragement and
support in all aspects of my life. Hereby, I would like to thank you for everything.
Finally, I would like to thank my husband Egor and our daughter Margarita for their support,
patience and love. I would not have finished this work without you. Love you both.
Lappeenranta, May 2015.
Marina Nikolaeva


CONTENTS
LIST OF ORIGINAL PAPERS ............................................................................................. 9
LIST OF ABBREVIATIONS............................................................................................... 111 INTRODUCTION .......................................................................................................... 15
1.1 WOOD-PLASTIC COMPOSITES ...................................................................................... 151.1.1 Raw materials ........................................................................................................ 161.1.2 Manufacturing ....................................................................................................... 181.1.3 Market .................................................................................................................... 19
1.2 FIRE RETARDANCY OF WOOD-PLASTIC COMPOSITES ..................................................... 221.2.1 Fire retardant chemicals ........................................................................................ 241.2.2 Fire-protective surface coatings ............................................................................. 31
2 AIM OF THE STUDY ................................................................................................... 33
3 MATERIALS AND METHODS ................................................................................... 354 REVIEW OF THE RESULTS AND DISCUSSION ..................................................... 38
4.1 FIRE RETARDANCY OF WPCS ...................................................................................... 384.2 THE EFFECT OF MINERAL FILLERS ON THE FLAMMABILITY CHARACTERISTICS OFEXTRUDED WPCS ................................................................................................................ 384.3 FIRE RETARDANCY OF EXTRUDED WPCS CONTAINING DIFFERENT FIRE RETARDANTS ... 404.4 FIRE RETARDANCY OF COEXTRUDED WPCS CONTAINING VARIOUS FLAMERETARDANTS ....................................................................................................................... 414.5 FLAMMABILITY CHARACTERISTICS OF COEXTRUDED WPCS CONTAINING COMBINATIONSOF DIFFERENT FIRE RETARDANTS .......................................................................................... 434.6 SYNTHESIS ................................................................................................................. 46
5 CONCLUSIONS ............................................................................................................ 52
REFERENCES ..................................................................................................................... 54ORIGINAL PAPERS I-V

LIST OF ORIGINAL PAPERS
This thesis is a summary of the following papers, which are referred to in the text by Roman
numerals I - V.
I Nikolaeva, M. & Kärki, T. (2011) A Review of Fire Retardant Processes and
Chemistry with Discussion of the Case of Wood-Plastic Composites. A Review
of the Current Situation. Baltic Forestry. 17(2): 314-326.
II Nikolaeva, M. & Kärki, T. (2013) Influence of mineral fillers on the fire retardant
properties of wood-polypropylene composites. Fire and Materials. 37(8): 612-
620.
III Nikolaeva, M. & Kärki, T. (2015) Reaction-to-Fire Properties of Wood-
Polypropylene Composites Containing Different Fire Retardants. Fire
Technology. 51(1): 53-65.
IV Nikolaeva, M. & Kärki, T. (2015) Influence of fire retardants on the reaction-to-
fire properties of coextruded wood-polypropylene composites. (Paper accepted to
Fire and Materials, published online).
V Nikolaeva, M. & Kärki, T. (2015) Evaluation of Different Flame Retardant
Combinations for Core/Shell Structured Wood-Plastic Composites by Using a
Cone Calorimeter. Advanced Materials Research. 1120-1121: 535-544.
NB: These articles should be referred to according to the bibliographic
information given above. No reference should be made to the reprint in
this thesis.

The author is responsible for the following in the joint papers:
In paper I, the author had the responsibility of writing the text.
In papers II, III, IV and V the author had the responsibility of planning the
sampling, measuring and analyzing, as well as writing the text.

LIST OF ABBREVIATIONS
WPC – wood-plastic composite
PE - polyethylene
PP- polypropylene
CNTs – carbon nanotubes
ATH - aluminum trihydroxide
APP - ammonium polyphosphate
ZB - zinc borate
EG - expandable graphite
wt.% - weight percentage
SBI - single burning item
FIGRA - fire growth rate
FR - fire retardant
HRR - heat release rate
THR - total heat release
IT - ignition time
PHRR - peak heat release rate
SEA - specific extinction area
TSR - total smoke release
MLR - mass loss rate
Exp. graphite – expandable graphite
Ex – extruded
Coex – coextruded
N/A – not applicable
SEM - scanning electron microscope


SECTION I
OVERVIEW OF THE THESIS


15
1 INTRODUCTION
1.1 Wood-plastic composites
Wood-plastic composites (WPCs) are materials that combine the best properties of wood and
plastic and show high cost efficiency (Stark et al. 2010). The main components of WPCs are
natural fiber and/or a filler (such as wood flour/fiber, kenaf fiber, hemp, sisal, etc.) and
thermoplastics such as polyethylene (PE), polypropylene (PP) and polyvinyl chloride (PVC).
Natural fibers have lower density, less abrasiveness and lower cost, and they are renewable and
biodegradable in comparison with traditional synthetic fillers (Najafi 2013, Staiger & Tucker
2008). WPCs can be produced in different colors and sizes, and they can have different surface
textures. WPCs can also be manufactured into almost any shape and are therefore used in a large
number of applications, such as doors, window frames, interior panels in cars, railings, fences,
landscaping timbers, cladding and siding, park benches, molding, and furniture (Haggar et al.
2011, Taylor et al. 2009). Other advantages of WPCs are resistance to moisture, insects, decay,
and warping (Stark et al. 2010). There is also a potential possibility to recycle WPCs, as the
recovered material can be melted and reformed. Moreover, the utilization and cost of the
materials can also be decreased by manufacture of composites with special shapes, such as
hollow-core decking boards (Eder 2013, Taylor et al. 2009).
The combination of cellulose material and a polymer increases the stiffness and strength of the
final material (Garcia 2009). The elasticity of wood fibers is almost 40 times higher than that of
polyethylene, and the overall strength is nearly 20 times greater (Haggar et al. 2011).
Furthermore, wood is quite a cheap filler that can reduce resin costs and enhance profile extrusion
rates. In addition, the use of wood can reduce the consumption of petroleum-based plastics,
making the resulting material environmentally friendly (Stark et al. 2010). However, there are
some problems in the use of wood in thermoplastic composites. The main disadvantage is poor
interfacial adhesion between the components. The most common way to improve this interaction
is incorporating a coupling agent as an additive. Coupling agents help the compatibility between
hydrophilic wood and hydrophobic plastic, allowing the formation of a single-phase composite
(Farsi 2012, Wechsler & Hiziroglu 2007). Moreover, because of its low thermal stability, wood
16
can be used as a filler only in thermoplastics that are processed at temperatures lower than about
2000C (Klyosov 2007, Oksman & Sain 2008).
The properties of some thermoplastics waste are similar to those made from virgin materials. In
addition, a large amount of plastic wastes is generated daily, and the cost of these materials is
quite low. Thus, plastic wastes are introduced as a promising raw material source for wood-
plastic composites (Najafi 2013). The utilization of wastes of wood and plastic in production of
WPCs reduces the usage of natural resources and decreases the cost of environmental degradation
(Haggar et al. 2011).
1.1.1 Raw materials
The wood used in WPCs is mainly in the form of wood flour or very short fibers. The wood
content in a composite usually reaches 50%, although some composites contain less wood and
others a great amount of wood up to 70%. The wood species commonly used in WPCs are pine,
maple and oak (Caulfield et al. 2005). Besides different wood species, various other natural fibers
can be used in wood-plastic composites, such as bast fibers (flax, hemp, jute, kenaf, ramie), rice
hulls, leaf fibers (sisal, pineapple, abaca), seed fibers (cotton), fruit fibers (coconut husk or coir)
and stalk fibers (straw of various kinds) (Taylor et al. 2009).
The thermoplastic polymers used in wood-plastic composites are materials that melt at high
temperatures and become hard when cooled. The processing temperature of WPCs has to be
below 2000C to avoid thermal degradation of the wood components. Commonly used
thermoplastic materials include polypropylene, polystyrene, polyvinylchloride and polyethylene
(low and high density). Recycled polymers can also be used, but they have to be relatively clean
and homogeneous; polymers of different types do not mix well (Najafi 2013, Taylor et al. 2009).
The most commonly used thermoplastic in the production of WPCs is polyethylene (Anon a
2003). Polyethylene has quite a low melting temperature, between 106 and 1300C, depending on
its density, and it can be produced in a wide range of viscosity of its melts. The low melting point
allows mixing polyethylene with cellulose material without much risk of excessive damage to
the cellulose filler (Klyosov 2007, Xanthos 2005). In addition, polyethylene has high resistance
to oxidation, and hence does not require a great amount of antioxidants during processing
17
(Klyosov 2007). Polypropylene is another thermoplastic which is widely used in the production
of WPCs. The use of polypropylene, however, requires a higher amount of additives during
processing than polyethylene. The stiffness and melting point of polypropylene is higher than
that of polyethylene (Anon a 2003). The melting temperature for polypropylene is about 161-
1650C and it softens at about 1550. The specific gravity (density) of polypropylene and low-
density polyethylene (LDPE) is about 0.90–0.91 g/cm3, but the density for high-density
polyethylene (HDPE) is higher and equal to 0.941–0.965 g/cm3 (Klyosov 2007).
Polyvinylchloride (PVC) is a typical plastic with many industrial and consumer applications. In
different forms it can be flexible, such as vinyl hoses and automotive upholstery fabric, or rigid,
such as drainpipes and window lineals. PVC has the highest specific gravity in comparison to PP
and PE, and it is in the range 1.32–1.44 g/cm3. The decomposition temperature of PVC is 1480C
(Anon a 2003, Klyosov 2007).
Besides wood and thermoplastic, WPCs also contain different kinds of additives which are used
in small quantities to improve the processing and performance (Caulfield et al. 2005). Lubricants
help the molten WPC mixture move through the processing equipment. Coupling agents
(compatibilizers) are used in wood-plastic composites to improve the blend homogeneity and
incompatibility between polymers and fibers (Oksman & Sain 2008, Taylor et al. 2009). Mineral
fillers, such as talc, calcium carbonate and silica are used to decrease the cost of materials and to
improve the mechanical properties of composites. Although mineral addition increases the
density of the composite material, it is possible to reduce it by adding a foaming agent during the
manufacturing process. In addition, some minerals, such as talc act as a lubricating agent and
reduce moisture absorption. Thus, some other chemicals can be used in less quantity. Minerals
may also act as fire retardants in wood-plastic composites (Huuhilo et al. 2010, Klyosov 2007,
Taylor et al. 2009). The task of stabilizers is to prevent or minimize the deleterious chemical
reactions that result in the degradation of either the composite matrix or a component of the
matrix (Oksman & Sain 2008). Pigments function by providing a desired color to the WPC. UV
stabilizers protect the color for a longer time, but they do not prevent the fading and whitening
of composites exposed to sunlight (Taylor et al. 2009, Wechsler & Hiziroglu 2007). Fire-
retardant chemicals help decrease the tendency of the composite material to burn. Biocides can
be added to the composite for protection of the wood fibers from fungal and insect attack (Taylor
et al. 2009).

18
1.1.2 Manufacturing
Wood-plastic composites are manufactured mainly by either profile extrusion or injection
molding (Yeh & Gupta 2008). The fibers have to be dried before processing, since water on the
fiber surface works like a separating agent in the fiber-matrix interface. Moreover, voids appear
in the matrix due to the evaporation of water during the reaction process. Thus, a high moisture
content leads to reduction in the mechanical properties of composites. The drying process can be
carried out during a separate compounding step (or in the first extruder in a tandem process), or
by using the first part of an extruder as a dryer in an in-line process (Bledzki et al. 2002, Caulfield
et al. 2005).
The production of thermoplastic composites is often a two-step process. The first step in the
composite manufacturing process is compounding. During this stage, the fillers and different
additives are dispersed in the molten polymer to produce a homogeneous blend. Many options
are available for compounding, using either a batch (e.g. internal and thermokinetic mixers) or
continuous mixers (e.g. extruders, kneaders). The advantage of batch systems is that the
processing parameters, such as residence time, shear and temperature are easier to control (Anon
a 2003, Caulfield et al. 2005).
There are different types of compounding equipment which can be used in the production of
WPCs. Twin screw extruders are typically used in the industry, and their use results in composites
having a high modulus and a low rate of water absorption (Yeh & Gupta 2008). The most
commonly used systems for the compounding of WPCs are a counter-rotating twin-screw
extruder (conical and parallel) and a co-rotating twin-screw extruder (Bledzki et al. 2002,
Oksman & Sain 2008). The advantages of twin-screw extruders are their compounding capability
and functional versatility (Bledzki et al. 2002). The principle of the extrusion production line is
presented in Figure 1. The extrusion process produces continuous profiles of the desired shape
by forcing the molted wood-thermoplastic mixture through a die (Caulfield et al. 2005, Kim &
Pal 2010, Taylor et al. 2009).

19
Figure 1. Illustration of a WPC manufacturing process with extrusion forming (Taylor et al.2009)
Injection molding is used widely in the production of different parts, from small components to
large objects. It is also used in manufacturing irregularly shaped parts or parts with a complicated
shape. The main difference between injection molding and profile extrusion is that in injection
molding the material is pumped into a permanent mould after heating, where it takes shape and
cools. In addition, injection moulding demands a polymer with a low molecular weight to
maintain low viscosity. A polymer with a higher molecular weight is required for the extrusion
process for better melt strength (Bledzki et al. 2002, Caulfield et al. 2005, Taylor et al. 2009).
1.1.3 Market
The main advantages in the use of wood and natural fibers in thermoplastics are increase in
stiffness and thermal behavior and good acoustic properties, as well as lower cost, improving the
bio-based share and better recycling in comparison with glass fibers. In addition, ecological
advantages are an important sales argument for WPC products for end customers (Eder 2013,
Oksman & Sain 2008).
The market of wood-plastic composites for decking applications has the most rapid growing
tendency, followed by auto interior parts, as presented in Figure 2. The commonly used
production technology in Europe is extrusion of a decking profile based on a PVC, PE or PP
matrix. The decking production leads the market with 67%. The automotive interior parts have
the second market place with 24% (produced mainly by compression moulding and sheet
extrusion). Other potential applications for wood-plastic composites include siding, roofing,

20
residential fencing, picnic tables, benches, landscape timber, patios, gazebos and walkways, as
well as playground equipment (Carus at al. 2014, Taylor et al. 2009).
Figure 2. Application fields of WPC in Europe in 2012 (Carus et al. 2014)
It is assumed that the total WPC production in the world will increase from 2.43 million tonnes
in 2012 to 3.83 million tonnes in 2015 (Figure 3). Moreover, the total volume of WPC production
in Europe will reach 350,000 tonnes in 2015 compared to 2012, when the total volume of WPC
production in Europe was 260,000 tonnes (Carus et al. 2014).
North America was a leader in WPC production (1.1 million tonnes) in 2012. China’s WPC
industy was the second largest with 900,000 tonnes. However, now the demand for WPCs in
China is growing fast, and it is expected that China’s WPC production will reach 1.8 million
tonnes in 2015. North America will produce almost half of the total global market share in 2015.
Other counties with rapidly growing WPC markets include South East Asia, Russia, South
America, and India (Eder 2013).

21
Figure 3. Forecast of global WPC production (Carus et al. 2014)
The total number of WPC manufacturers in the world in 2012 is shown in Figure 4. The total
number includes 651 manufacturers, of which 60% are Chinese producers. Manufacturers from
European countries and North America reach only about 10% of the world’s total; however, the
productivity in these regions is much higher (Dammer et al. 2013).
Figure 4. Global number of companies producing WPCs (Dammer et al. 2013)
22
Wood-plastic composites are widely used in decking, fencing and different facade elements.
Moreover, the market share of WPCs is growing fast and is expected to exceed the level of
tropical wood in Europe by 2020. The production of wood-plastic composites in European
countries for construction applications reached 190,000 tonnes in 2012, and this number will rise
up to 400,000 tonnes by 2020 (Carus et al. 2014).
1.2 Fire retardancy of wood-plastic composites
The distinct physical, chemical, mechanical and thermal properties of wood-plastic composites
make WPCs attractive for use in many applications. WPCs have many excellences over metal
alloys, such as low density and thermal expansion, high specific stiffness and specific strength,
good fatigue endurance and corrosion resistance, as well as excellent thermal insulation. On the
other hand, there are some drawbacks which can restrict the growth of composites in some
markets. These drawbacks include poor through-thickness mechanical properties, low impact
damage tolerance and anisotropic properties (Mouritz & Gibson 2006).
The main disadvantage of wood-plastic composites is poor fire performance characteristics.
During temperature exposure, usually above 300-4000C, the organic matrix destroys that
accompanied with the release of heat, smoke, soot and toxic volatiles. The release of smoke and
toxic gases makes firefighting very hazardous and enhances the possibility of serious injury or
even death. Improvement of the reaction-to-fire properties of wood-plastic composites has
become a very important area of study in responding to safety requirements (Kim & Pal 2010,
Mouritz & Gibson 2006).
The fire retardancy of natural fiber-containing composites can be enhanced by several methods:
• addition of natural fibers together with flame retardants before the production process,
• insertion of flame retardants in liquid or solid form during composite production,
• utilization of non-flammable polymers and resins,
• insulation of composites to protect from penetration of heat flux (intumescent coatings and fire
barriers), and
• insertion of nanoparticles to the composites (Hakkarainen et al. 2005, Kim & Pal 2010,
Kozlowski & Wladyka-Przybylak 2002).
23
The most commonly used method for the improvement of the fire resistance of combustible
materials is the addition of fire retardants. Fire retardants can be introduced to the composite
either by mass treatment, where the fire retardants are added to the mass during the production
process, or by surface protection, where the fire retardants are added onto the surface of the
composite in the final stage of production (Bourbigot & Duquesne 2007, Kim & Pal 2010,
Kozlowski & Wladyka-Przybylak 2002).
Fire retardant systems can work either chemically or physically in the solid, liquid or gas phase.
These methods depend on the nature of the fire retardant system. Chemical action is based on the
reaction in the gaseous phase (free radical reactions) and reaction in condensed phases (char
creation). Physical action is based on the cooling effect (endothermic reaction), formation of a
protective layer or fuel dilution (Hull & Kandola 2009, Mngomezulu et al. 2014).
Chemical action:
Reaction in the gaseous phase. A fire retardant interrupts the radical reactions of the
flame, resulting in cooling down of the system and decreasing and suppressing the supply
of flammable gases. However, interfering with the flame reactions often results in highly
toxic and irritant partially burnt products, including CO, which generally increase the
toxicity of the fire gases while reducing fire growth.
Reaction in the condensed phase. Fire retardants can cause formation of a carbonaceous
char layer which impedes the liberation of volatile gases, preventing oxygen from
reaching the substrate and protecting the material surface from the influence of elevated
temperatures. Char formation usually decreases the formation of smoke and other
products of incomplete combustion.
Intumescence. Intumescent systems swell when subjected to heat or fire and create porous
carbonaceous foam, which operates as a barrier and protects from air, heat and pyrolysis
products. Intumescent systems typically consist of three components: a carbonization agent, an
acidic source and a blowing agent. The carbonization agent is usually a char-creating organic
compound (Anon b 2007, Chapple & Anandjiwala 2009, Mngomezulu et al. 2014, Moon &
Farris 2009, Sweet 1993, Zhang & Horrocks 2003).
24
Physical action
Cooling. Fire retardants can adsorb energy, as an endothermic reaction is triggered during
their thermal decomposition. The chemical release of water cools the material to a
temperature below that required for the ignition process of the material.
Formation a protective layer. The material is covered with a solid or gaseous protective
layer which protects the material from heat and oxygen required for burning. Obstructing
the flow of heat and oxygen to the polymer, and of fuel to the vapour phase.
Dilution. The retardant additives decompose and emit nonflammable gases that are mixed
with the products of fuel pyrolysis and form a noncombustible mixture of gases (Anon b
2007, Mngomezulu et al. 2014, Sweet 1993).
1.2.1 Fire retardant chemicals
From the chemical point of view, fire retardants are divided into five main classes:
1) Inorganic compounds, which are divided into “active” and “passive”. “Active” fire retardants
operate by releasing water at an elevated temperature and therefore adsorb the heat from the
surface of the material. “Passive” fire retardants work by removing fuel for flame spread and by
charring (“active”: aluminum trihydroxide and magnesium dihydroxide; “passive”: ammonium
polyphosphate, zinc borate, antimony trioxide)
2) Silicon-containing additives (silicon dioxide, silsesquioxanes, nanoparticles, nanofillers,
natural clays)
3) Organic phosphorous compounds (phosphate esters such as triphenylphosphate, halogenated
phosphorus compounds, ammonium polyphosphate)
4) Halogenated organic compounds (brominated, chlorinated compounds and fluorinated
compounds)
5) Nitrogen-based compounds (melamines)
Zinc chloride, expandable graphite, ammonium borates, sulphates and chlorides, boric acid,
sodium borate, and dicyanodiamid are also used as flame retardant additives (Bryson & Craft
2009, Jang & Lee 2001, Klyosov 2007, Kozlowski & Wladyka-Przybylak 2002, Sain et al. 2004).
To improve the fire retardancy of composites, different additives can be used in combination. A
synergetic phenomenon emerges when a system of several chemicals is used. The synergy effect

25
is observed when two or more chemicals are combined together, and the retardancy effect of this
mixture is greater than the sum of the individual effects of the separate chemicals (Jang et al.
2000).
Halogenated flame retardants are used to improve the flammability properties of polymers. On
the other hand, the use of these compounds causes increase in smoke and carbon monoxide yield
rates because of their inefficient combustion (Kim & Pal 2010). The current environmental
standards dictate the use of halogen-free flame retardants. Today, halogenated fire retardants are
replaced by intumescent fire retardants because the latter have low smoke production and low
generation of toxic gases (Ayrilmis et al. 2011).
Typically, conventional flame retardants are used at filling levels of 40–60% (w/w) and even
higher. Nanofillers can reportedly avoid this disadvantage of traditional flame retardants.
Nanoparticles or nanofillers are collective terms for modified layered silicates (organoclay) or
carbon nanotubes (CNTs) dispersed in the polymer matrix, when the particle size is in the order
of nanometers, or tens of nanometers. A plastic filled with nanoparticles typically in the range of
2–10% (w/w) is called a nanocomposite (Klyosov 2007).
1.2.1.1 Inorganic compounds
Aluminum trihydroxide (ATH) and magnesium dihydroxide (MDH) are widely used as flame
retardants. The main feature of these chemicals is that under the effect of heat (when the
temperature is raised to 2000 C for ATH and to 3000 C for MDH) they are decomposed as the
result of an endothermic reaction in which heat energy is consumed. In addition, water is released
during dehydration, and as a consequence the fuel is diluted. The concentrations of oxygen and
flammable gases in the gas phase are reduced, as are the temperatures of the material and gas
phase. The oxides of metals derived as a product of decomposition create a nonflammable
protective layer on the surface of the material (Chen & Wang 2010, Garcia et al. 2009,
Hollingbery & Hull 2010, Haurie et al. 2006, Jang & Lee 2001, Klyosov 2007, Weil et al. 2006,
Zhang & Horrocks 2003). Metal hydroxides are interesting from the point of view of flame
retardancy because of their low cost, low toxicity and good anticorrosion properties. They have
some serious drawbacks, however, such as poor thermal stability, low efficiency (loading up to
50-65% from the mass of material) and a decrease in the strength properties of the material

26
(Bourbigot & Duquesne 2007, Chen & Wang 2010, Klyosov 2007, Levan 1984).
Ammonium polyphosphate (APP) is the ammonium salt of polyphosphoric acid – a water-
insoluble, nonmelting solid with high phosphorus content (Childs 2003). Under the heating
action APP is decomposed to give polyphosphoric acid and ammonia that in turn create an
intumescent protection layer which prevents the oxidation of the material and improves the
function of charring. APP reduces smoke production and provides resistance to flame spread
(Stark et al. 2009, Stark et al. 2010). APP can be used effectively as a retardant for polypropylene,
wood and cellulose materials, especially in combination with nitrogen-containing compounds
and zeolite (Demir et al. 2005, Li & He 2004, Li et al. 2001, Matko et al. 2005, Schartel et al.
2003).
Antimony trioxide (ATO) is mostly used as a component of synergetic composition to enhance
the efficiency of halogen-containing flame retardants by a stepwise release of radicals, which in
turn inhibit the vapor-phase exothermic oxidative chain reaction of the flame spread. ATO is
applicable as a retardant additive for plastics, paints, rubbers, papers and many other substances
(Garcia et al. 2009, Klyosov 2007, Zhang & Horrocks 2003).
Zinc borate is an inorganic compound used as fire retardant. The heat decomposition of zinc
borate leads to the creation of a glassy protection layer which acts as a barrier for polymer chain
oxidation (Shen et al. 2008, Suppakarn & Jarukumjorn 2009). Zinc borate shows the best
synergetic effect in combinations with aluminum and magnesium hydroxides and antimony
trioxide (Chen & Wang 2010, Haurie et al. 2007, Shen et al. 2008). In addition to fire retardancy
properties, borates have other advantages: good smoke suppressant properties, protection from
fungi and insects, low cost, environment-friendliness, low mammalian toxicity, and low volatility
(Anon c 1995, Baysal et al. 2007, Shen et al. 2008).
Expandable graphite (EG) is a porous, sulphuric acid-containing compound that is insoluble in
water (Chen et al. 2010, Schartel et al. 2003, Shih et al. 2004). When EG is subjected to a high
temperature (over 2200C) it expands and creates a protective layer which increases the fire
resistance of the graphite containing a polymeric compound (Chen et al. 2010, Higginbotham et
al. 2009, Shih et al. 2004). As a result of its porous structure, EG can accumulate volatile liquids

27
and gas (Shih et al. 2004). Moreover, EG can act as an efficient smoke suppressant (Schartel et
al. 2003). EG can be used in a synergetic system with some non-halogenated compounds, such
as APP, phosphorus-containing compounds and zinc borate (Xie & Qu 2001). Furthermore, an
intumescent system can be created in combination with APP in the role of the acid source and
melamine as the blowing agent (Shih et al. 2004).
1.2.1.2 Nanocompounds
Nanocomposites are a new class of flame retardant additives for polymeric composite materials.
From the chemical point of view, a nanocomposite is a plastic containing nanoparticles, usually
in the range 2-10% (w/w). The nanocompounds used in increasing the fire retardancy of polymers
include montmorillonite clays, carbon nanotubes, alummino-silicates, vermiculite, perlite,
boroxosiloxanes and organoclays (Klyosov 2007, Kozlowski & Wladyka-Przybylak 2002,
Zhang & Horrocks 2003). Flame retardant nanofillers operate typically by creating network-like
protective layers in the condensed phase, which shield the polymer matrix from external radiation
and heat feedback from the flame (Huang et al. 2014, Wang 2013).
Nanoretardant additives have very high efficiency compared to traditional flame retardants. It
has been reported, for example, that the addition of 3-5% of nanoparticles shows a better or the
same fire resistance as polymer materials loaded up to 30-50% with a traditional flame retardant.
A synergetic phenomenon of organoclays and common flame retardants (for example brominated
compounds) has also been observed (Klyosov 2007). Other factors promoting the use of
nanoclays are low cost, easy availability of nanoclays, and in some cases, improvement in the
strength properties of plastic materials in comparison with general fire retardants, which usually
reduce these properties (Morgan 2006, Nazare et al. 2006, Zhang et al. 2009).
1.2.1.3 Organic phosphorous compounds
Phosphorous-containing compounds, which are among the most effective flame retardant
additives, are widely used (Chen & Wang 2010, Li et al. 2005). The availability of the full range
of phosphorous chemicals is explained by the existence of phosphor in several oxidation states.
The most commonly used phosphorous flame retardants are phosphines, phosphine oxides,
phosphonium compounds, phosphonates, phosphites, and phosphate (Lu & Hamerton 2002,
Zhang & Horrocks 2003). Organophosphorus flame retardants can be divided into three classes

28
based on differences in the active groups and differences in the morphology of the chemical
compounds: simple reactive phosphate monomers, linear polyphosphazenes, and aromatic cyclic
phosphazenes (Zhang & Horrocks 2003). Phosphorus-containing compounds have a beneficial
feature in that they are able to decompose at a low temperature, lower even than the destruction
temperature of basic polymers. In other words, the added phosphorous retardant is decomposed
with heat adsorption and the polymer matrix stays unaffected. This behavior of phosphorous
compounds is explained by the existence of weak phosphorate bonds which are thermally
destructible (Li et al. 2005). Phosphorous fire retardants can direct the chemical reaction of
combustion in the desired direction – enhancing the amount of carbonaceous residue rather than
CO and CO2. On combustion, they build a protective surface film which retards access to oxygen
(Garcia et al. 2009, Jang & Lee 2001, Jang et al. 2000, Li et al. 2005, Moon et al. 2009, Stark et
al. 2009, Stark et al. 2010).
A combination of phosphorus and nitrogen-containing compounds is usually used as a synergetic
retardance composition (Stark et al. 2009). The efficiency of such a composition is that
improving the fire retardant properties of the flaming material can be achieved with a small
amount of added chemicals. The combination of phosphorus and nitrogen-containing
compounds creates a very efficient catalyst for dehydration owing to enhancement of the extent
of char formation, and increases the amount of retained phosphorous in the char. For example,
when wood is loaded with this synergetic combination, the retention of phosphorous in the char
is caused by cross-linking of the cellulose during the process of pyrolysis by esterification with
the dehydrating agents. In addition, the amino groups which are contained in this synergetic
mixture induce retention of the phosphorous as a nonvolatile compound (amino salt). Another
possible mechanism improving the fire retardancy is that the addition of nitrogen compounds to
phosphorus-containing compounds stimulates the polycondensation of phosphoric acid to
polyphosphoric acid. Polyphosphoric acid in turn can act as a thermal and oxygen barrier,
limiting access to the material surface because it creates a viscous fluid coating (Chen & Wang
2010, Levan 1984, Li et al. 2005, Rakotomalala et al. 2010).
1.2.1.4 Nitrogen-based compounds
Nitrogen compounds in the role of fire retardants are not dangerous for the surrounding
environment as they have low toxicity, and nitrogen-containing polymers do not have extraneous

29
impurities. The products of their combustion do not contain harmful dioxin and halogen acids,
and the burning takes place with little smoke creation. However, nitrogen-based compounds
could release HCN and/or NOx during burning, depending on the combustion conditions (Anon
b 2007, Lu & Hamerton 2002).
The burning of nitrogen-containing substances causes ammonia liberation, which dilutes the
combustible gases of the flame-surrounding atmosphere, making them nonflammable. In the
condensed phase, under the influence of external heat melamine is modified into a cross-linked
structure which is favorable for char forming. Another distinctive feature of nitrogen-containing
retardants is that they are recyclable after their service life (Anon b 2007, Lu & Hamerton 2002).
Synergism effects have been noticed when nitrogen has been used in combination with
phosphorous compounds (Anon b 2007, Anon d 2009, Li et al. 2005).
The most widely used nitrogen-containing reagents in fire retardancy are melamine and its
derivatives (salts with organic or inorganic acids such as boric acid, cyanuric acid, phosphoric
acid or pyro/poly-phosphoric acid, and melamine homologues such as melam, melem and melon)
(Anon b 2007, Chen & Wang 2010, Lu & Hamerton 2002, Troitzsch 2004). Under heat action,
melamine is decomposed endothermically, which promotes the escape of energy from the
system. Furthermore, the products of the decomposing melamine interrupt the chain of free
radical reactions in the gas phase by trapping the free radicals. Additionally, the products of the
decomposing melamine, mainly nitrogen and ammonia, dilute the fuel gases. Melamine also
assists the formation of char (Garcia et al. 2009, Stark et al. 2009, Stark et al. 2010).
Melamine polyphosphate (MPP) is quite broadly used in a mixture with phosphates, metal
phosphinates and metal hydroxides. These combinations are characterized by good
thermostability. Melamine decomposition is accompanied by the formation of phosphoric acid,
which favours the creation of a protective layer on the polymer surface (Rakotomalala et al.
2010).
1.2.1.5 Mineral fillers as fire retardants
Many minerals, such as clay, talc, calcium carbonate, wollastonite, glass fibres and others are
used in the wood-plastic composite industry. Minerals such as talc and calcium carbonate are

30
less expensive than plastics, and hence the addition of these fillers can reduce the cost of wood-
plastic composites (Almeras et al. 2003, Huuhilo et al. 2010). A lot of mineral fillers can reduce
the fire spread by the reduction of heat generation or by “removing food” for fire diffusion.
However, they do not generate inflammable gases or water as active fire retardants do (Klyosov
2007). For instance, calcium carbonate emits carbon dioxide (inflammable gas) only at 9000C,
which is too high to act as a fire retardant. Mineral fillers commonly act by diluting the
combustible material in the solid (plastic) phase (Klyosov 2007, Weil et al. 2006). According to
various studies, mineral fillers are capable of enhancing fire resistance through a synergetic
mechanism. Even if the surface of talc and carbonates does not include hydroxyl groups or active
ions, the addition of mineral fillers into the polymer can affect the action of the additives
(Bellayer et al. 2010, Duquesne et al. 2008). It has been noted that the incorporation of talc and
calcium carbonate into the nylon 6/ammonium polyphosphate (APP) system results in an
increase of the fire protective properties (Levchik et al. 1996). The effect of talc and calcium
carbonate on the fire protective properties has been also shown for the system
polypropylene/ammonium polyphosphate/polyamide-6 (PP/APP/PA-6). Talc leads to an
increase of fire protective properties by creating a ceramic protective layer at the surface. In
contrast, calcium carbonate reduces the fire protective properties because of a reaction with APP,
which causes removal of the acid source from the system (Almeras et al. 2003). The influence of
the physical properties of talc on the fire protective behavior of ethylene–vinyl acetate
copolymer/magnesium hydroxide/talc composites has also been investigated. It has been shown
that the increase of talc lamellarity and specific surface area leads to an improvement of fire
resistance, whereas the thermal stability is not changed. A significant intumescence because of
heterogeneous bubble nucleation, increased viscosity and charring promotion has also been
observed (Clerc et al. 2004). Different systems, including linear low-density polyethylene
(LLDPE), calcium carbonate and talc treated or nontreated with stearic acid have been studied
for burning behaviors. High reduction of heat release rate peaks has been noticed for all mineral
fillers. Favourable results have been obtained for systems treated with stearic acid. For instance,
a system treated with calcium carbonate has led to intumescent behavior with the creation a
protective layer (Bellayer et al. 2009, Bellayer et al. 2010).

31
1.2.2 Fire-protective surface coatings
One of the methods to protect composites from fire is to use a barrier coating. There are three
major classes of fire protective coatings: flame retardant polymers, thermal barriers, and
intumescent coatings.
Flame retardant organic (phenolics, brominated polymers, alkyd resins) or inorganic materials
(geopolymers) are usually used as a thin film (less than 5 mm) to cover the composite material.
These flame retardant materials protect the composite from ignition and flaming combustion due
to their high thermal stability and, in the case of inorganic polymer coatings, low thermal
conductivity. Organic polymer coatings are used in the form of brushing or spraying the liquid
resin directly onto the composite, or coating the tool surface with the flame retardant resin and
then over-laminating with the composite in a process similar to the application of a gel coat. One
of the commonly used coating methods for the improvement reaction-to-fire properties of
composites is phenolic coating. Low yield of flammable volatiles and creation of a protective
char layer make phenolic coating a very effective method to improve fire retardancy. However,
a thick protective coating layer is required to get an efficient fire retardancy effect. Inorganic
polymer coating is also applied to delay the combustion of composites. However, some inorganic
polymers have high viscosity which obstructs brushing, although high viscosity makes it is
possible to use coatings up to 8-10 mm thickness. A widely used method for applying inorganic
coatings is brushing the uncured polymer directly onto the composite (Mouritz & Gibson 2006).
Thermal barrier coating is one way to protect a composite against fire. Examples of this coating
type include ceramic (such as silica and rockwool) fibrous mats and ceramic (for example
zirconia) plasma-sprayed layers, after the part has been manufactured. Barrier-coating protection
can also be in the form of a solid barrier, such as ceramic tiles, insulation blankets, abrasion
shields, and metal plates for electrical conduction/multi-threat protection. The thermal barrier
coating enhances the fire resistance of the composite greatly, even at very high heat flux.
However, there are some disadvantages in using ceramic fiber coatings. One of the major
drawbacks is that the main part of the coating has to be quite thick (at least 10-20 mm) to ensure
resistance against fire for a long period, which causes increase in the weight and bulk of the
composite structure. Another drawback of these coatings is their high price. Non-fibrous ceramic
coatings are another kind of thermal barrier coatings that have less disadvantages in comparison

32
with fiber mats. Liquid or plasma spraying for covering the material with a thin film are used in
this type of coatings (Morgan 2012, Mouritz & Gibson 2006).
Intumescent materials protect a composite from heat and fire by undergoing endothermic
decomposition reaction at elevated temperature that induces material swelling and creation of an
oxidation-resistant/low thermal conductivity carbon foam. An intumescent coating can be
painted, either brushed or sprayed, onto a composite with coating thickness usually under 5 mm.
Intumescent coating consists of a mix of compounds, such as a carbonization agent, an acidic
source and a blowing agent. Carbonization agents are compounds that yield a large amount of
char (such as starch, polyhydric alcohol and phenol-formaldehyde). The acid compounds used
are zinc borate, melamine phosphate, organic esters and linear high-molecular-weight
ammonium phosphate. Nitrogen compounds, such as melamine and glycine that yield ammonia,
urea dicyandiamide, carbon dioxide and water vapours are used as blowing agents. The
intumescent coating is effective when it expands 50 to 200 times (Greaxa et al. 2003, Morgan
2012, Mouritz & Gibson 2006).
Other techniques that can be used to improve the fire retardancy of WPCs involves coating the
WPC surface by using coextrusion or coinjection molding. These techniques can produce a
multilayered material with different properties at core and shell layers, thus offering different
properties between the surface and the bulk. These processing technologies allow achieving the
maximum effect without great losses in mechanical properties by controlling the location, type
and amount of flame retardants (Hornsby 2010, Jin & Matuana 2008).

33
2 AIM OF THE STUDY
The main objective of this thesis is to study the impact of different mineral fillers and fire
retardants on the reaction-to-fire properties of extruded/coextruded wood-plastic composites.
The effect of different combinations of fire retardants on the flammability properties of wood-
plastic composites is also discussed. The effect of fire retardants has been discussed in five
different articles (I-V). The work is divided into five sub-categories, which are the following:
1) Introduction to the fire retardancy of WPCs (Article I),
2) The effect of mineral fillers on the flammability characteristics of extruded WPCs (Article II),
3) Fire retardancy of extruded WPCs containing different fire retardants (Article III),
4) Fire retardancy of coextruded WPCs containing various flame retardants (Article IV),
5) Flammability characteristics of coextruded WPCs containing combinations of different fire
retardants (Article V).
The synthesis is based on the above articles. The main idea in the synthesis phase is to determine
the impact of the addition of mineral fillers and fire retardants and its significance on the
flammability properties of wood-plastic composites. A flow chart of the structure of the thesis is
presented below (Figure 5).

34
Figure 5. Structure of the thesis
Article IFire retardancy ofWPCs
Article VFlammability characteristicsof coextruded WPCscontaining combinations ofdifferent fire retardants
Article IVFire retardancy of coextrudedWPCs containing variousflame retardants
Article IIIFire retardancy of extrudedWPCs containing differentfire retardants
Article IIThe effect of mineral fillerson the flammabilitycharacteristics of extrudedWPCs
Synthesis of thethesisImproving the fireretardancy ofextruded/coextrudedwood-plasticcomposites

35
3 MATERIALS AND METHODS
The materials and methods of the studies (I – V) are presented in more detail in each article, and
therefore in this chapter the material and methods are outlined only generally. General
information of each article is presented in Table 1.
Table 1. Main materials and methods used in the articles
Article Materials MethodsI State-of-the-art review of fire retardant
processes and chemistry withdiscussion of case WPCs
Literature review
II WPC; mineral fillers; calciumcarbonate, calcium carbonate waste,wollastonite, soapstone and talc
Determination of heat release rate,ignition time, total heat release, totalsmoke production, mass loss rate, andEuroclass
III WPC; fire retardants; zinc borate,melamine, ammonium polyphosphate,and pre-commercial product
Determination of heat release rate,ignition time, total heat release, totalsmoke production, specific extinctionarea, average effective heat ofcombustion, average CO values, massloss rate, and Euroclass
IV WPC; talc; fire retardants; melamine,ammonium polyphosphate, expandablegraphite, natural graphite, zinc borate,and aluminum trihydroxide
Determination of heat release rate,ignition time, total heat release, totalsmoke production, specific extinctionarea, average CO and CO2 values,mass loss rate, and Euroclass
V WPC; talc; fire retardants; melamine,ammonium polyphosphate, expandablegraphite, natural graphite, and carbonnanotubes
Determination of heat release rate,ignition time, total heat release, totalsmoke release, specific extinction area,average CO and CO2 values, mass lossrate, and Euroclass
The research material consists of 32 different WPCs, 16 produced with coextrusion, 22 having
fire retardants, 8 having minerals as fire retardants, 14 having both minerals and fire retardants,
24 composites made of wood and polypropylene, and 8 composites made of wood, polypropylene
and polyethylene. Either softwood chips or pulp cellulose were used as the wood material in all
composites. The amount of all additives is expressed as a percentage of the total composite
weight.
The board specimens for the tests were 100mm× 100mm× 5mm in size for both extrusion and
coextrusion methods. A target shell thickness of 1.0mm was used for coextrusion method.

36
Cone Calorimeter (ISO 5660)
The cone calorimetry test method is based on the principle of oxygen consumption and is widely
used to evaluate the flammability characteristics of materials. Although a cone calorimeter refers
to small-scale tests, the achieved results have been found to correlate well with those achieved
in a large-scale fire test and are able to predict the combustion behavior of materials in a real fire
(Kim & Pal 2010, Klyosov 2007). The test apparatus comprises essentially a conical electric
heater, an ignition source and a gas collection system (Figure 6).
Figure 6. Typical setup for a cone calorimeter test (Karlsson 2001)
There are a lot of parameters that can be obtained from the data. The most important and the ones
studied in the work are the following:
Time to ignition (s) is the time that a flammable material can resist exposure to a constant
radiant heat flux before inflammation and undergoing sustained flaming combustion.
Heat release rate (kW/m2) gives information on the intensity of fire and how fast it grows.

37
It is the rate at which the combustion reactions produce heat.
Peak heat release rate (kW/m2) is the maximum heat release rate measured during the
combustion process.
Total heat release (MJ/m2) is used to evaluate the safety of the materials in a real fire and
represents the total available energy within a material.
Total smoke production (m2) is the total smoke extinction area evolved during the test
time.
Specific extinction area (m2/kg) is the smoke evolved per mass unit of the sample burnt.
Mass loss rate (%) is the loss of composite weight by the end of the test (Babrauskas
2002, Kim & Pal 2010, Rothon 2003).
The Euroclass system was created for the classification of reaction to the fire performance of
construction products. The most important Euroclass test method is the Single Burning Item
(SBI) test. Correlation between the results of the SBI test and the cone calorimeter is an issue of
great interest. Although the official classification of products in Europe is made on the basis of
SBI test results, the cone calorimeter can be a useful tool for product development and quality
control. The FIGRA (Fire Growth Rate), which is the ratio between the heat release rate value
and the time at which this value is recorded, plays an important role in classification. The FIGRA
values based on cone calorimeter test data are used for prediction of the Euroclass of a
construction product in the SBI test. There are seven Euroclasses (A1, A2, B, C, D, E and F),
where classes A1 and A2 are non-combustible products and have limited or very limited
contribution to fire, and then the classes go down to class F for undetermined performance
(Figure 7). It has been noted that some materials comprising an insignificant amount of organic
compounds are found to satisfy the requirements of class A1 without testing. Such materials
include concrete, steel, stone and ceramics (Anon e 2003, Hees et al. 2002, Östman et al. 2006).
Figure 7. Reaction to fire (Anon f 2009)
38
4 REVIEW OF THE RESULTS AND DISCUSSION
A brief description of the work and the findings of the individual articles are presented in the
following. The sections are named according to the sense and purpose the articles are referred to
in this work.
4.1 Fire retardancy of WPCs
Paper I presents fire retardant processes and chemistry, with discussion of a case of WPCs,
including the most commonly used protective agents and methods, as a literature review with no
practical experiments included.
The fire retardancy of wood-plastic composites is different from the fire retardancy of wood and
plastics separately. The addition of lignocellulosic fibers to polymer causes a decrease in the heat
release and mass loss rates. On the other hand, such parameters as time to ignition and smoke
production are worse in comparison with pure plastic. Many factors affect the flammability of
composite materials, including the type of raw materials, and the structure, density, thermal
conductivity, humidity, and nature of the composite.
The most effective method to improve the flame resistance properties of WPCs is to use fire
retardants (FRs). FRs can be inserted into the composite either by mass treatment or by surface
protection. Halogen-containing compounds based on chlorine or bromine act as effective flame
retardants; however, they increase the smoke yield and produce toxic gases during the burning
process. Today, halogen-free fire retardants displace halogenated compounds in the market
industry. Fire retardants, such as magnesium hydroxide, boric acid, ammonium phosphates,
antimony oxides, melamine, and zinc borate are commonly used to improve the fire retardancy
of WPCs. A combination of different fire retardants can be used in order to achieve the best
protection.
4.2 The effect of mineral fillers on the flammability characteristics of extruded WPCs
In paper II, the effect of mineral fillers on the flammability characteristics of extruded wood-
polypropylene composites was studied by using a cone calorimeter.

39
The wood-plastic composites mixed with different amounts of mineral fillers were compared
with a control sample, which did not contain any mineral filler, to see whether the minerals had
any effect on the flammability characteristics of wood-plastic composites. The mineral fillers
used in the study were talc, calcium carbonate, calcium carbonate wastes, wollastonite and
soapstone.
The heat release rate (HRR) was the highest and the ignition time the lowest for the sample that
did not contain any mineral filler. For the composites containing mineral fillers, the peak heat
release rate values were reduced depending on the mineral content. The replacement of part of
the wood with 20% of mineral fillers resulted only in a slight decrease of HRR peaks and total
heat release (THR), and did not increase the ignition time (IT) significantly. A high decrease of
both the HRR peak and THR and the best improvement in IT were noticed for the composite
containing 30 and 40% of talc. The presence of a large amount of talc also resulted in the highest
decrease of total smoke production.
The composite which did not contain any mineral filler was almost totally burnt by the end of
the test. The final residual weight for the samples containing 20, 30 and 40% of talc was almost
equal to the weight of the loaded filler, with only a small amount of preserved additional materials
(1.5-2 wt.%). The residual weight obtained with the addition of other mineral fillers was less than
20 wt.%. As the additive loading was 20 wt.%, some part of the fillers was burnt. The small
decrease of weight of the mineral fillers (calcium carbonate, calcium carbonate waste, soapstone
and wollastonites) could be attributed to the presence of some amount of water that evaporated
during the test, or the presence of some inflammable impurities.
All the studied composites were classifided according to the Euroclass system on the basis of the
fire growth rate values (FIGRA). The samples containing 20% of mineral fillers, as well as the
reference sample showed class E. The addition of 30 and 40% of talc promoted a decrease of
FIGRA to some extent, sufficient to get class D.
In conclusion, as the improvement of the flammability characteristics of composites was
achieved with the use of not only commercial products but also with the use of waste products
(calcium carbonate waste), one of the main conclusions of this study was that it can be more cost-

40
efficient to use the waste of mineral fillers to obtain the same or even better fire retardant
properties in comparison with the commonly used mineral fillers.
4.3 Fire retardancy of extruded WPCs containing different fire retardants
In paper III, a study was carried out to examine the effects of different fire retardants on the
reaction-to-fire properties of extruded wood-polypropylene composites by using a cone
calorimeter.
Composites containing different fire retardants were compared with a reference sample, which
did not contain any fire retardant. The fire retardants used in the study were zinc borate,
melamine, ammonium polyphosphate, and a pre-commercial product containing mainly graphite
and ammonium polyphosphate.
Partial substitution of wood with fire retardants resulted in a decrease of both the first peak and
second peak HRR. This means that there was significant char formation due to the presence of
fire retardants. In the case of melamine, although the HRR reduction was not dramatic, the second
peak was reduced, which is also an indicator of char formation.
The best improvement of the peak HRR on the cone calorimeter tests was achieved with 30% of
zinc borate (ZB), although other characteristics, such as IT, THR and total smoke production
(TSP) did not show the best improvement.
Great improvement in HRR, THR and TSP was achieved after the addition of the pre-commercial
product containing graphite and ammonium polyphosphate (APP). However, there were two
shortcomings. The ignition time became shorter and the CO value was enhanced.
The use of 20% and 30% of APP did not show a difference in the peaks. The peak HRR was
reduced in both cases by approximately 26%. However, the ignition time was improved only
with the use of 30% APP. The best THR improvement between the fire retardants used alone
was observed with APP. On the other hand, the cone results indicated that APP alone increased
the smoke production and CO value significantly.

41
All the studied composites were classifided according to the Euroclass system on the basis of the
fire growth rate values (FIGRA). Samples containing 20% and 30% of melamine and samples
containing 20% of ZB, as well as the reference sample showed class E. The addition of 30% of
ZB and 20% and 30% of APP promoted a decrease of fire growth rate to some extent, being
sufficient to get class D. A significant reduction and the best FIGRA value were achieved with
the samples containing graphite/APP.
4.4 Fire retardancy of coextruded WPCs containing various flameretardants
In paper IV, a study was carried out to examine the effects of different fire retardant loadings in
the shell layer on the reaction-to-fire properties of coextruded wood-polypropylene composites.
Composites containing different fire retardants in the shell layer were compared with a reference
sample, which did not contain any fire retardant in the shell layer. The base WPC formulation
was the same for the core layers of all the composites. The fire retardants used in the study were
zinc borate, melamine, ammonium polyphosphate, aluminum trihydroxide, natural flake
graphite, and expandable graphite.
The highest peak HRR was obtained with the composite that did not contain any fire retardant.
Incorporation of all fire retardants into the shell layer decreased the peak heat release rate (PHRR)
of the composite material. The decrease of the PHRR correlated with some actions of the fire
retardants. Mainly it is the creation of a protective char layer which acts as a barrier for the
oxidation of the material. In addition, the decrease of HRR can be explained with endothermic
decomposition of fire retardants under heat action, which in turns promoted the escape of energy
from the system. The lower heat release rate in the case of ATH can be also attributed to water
release during dehydration and consequent dilution of the fuel.
The maximum decrease of the peak HRR corresponded to composites containing APP in the
shell layer, where the best result corresponded to 10% APP used alone, and the PHRR decreased
by 36%. When comparing the efficiency of APP and graphite, the PHRR of the composite with
APP in the shell layer was much lower than the PHRR of the composite with graphite in the shell
layer. However, when comparing the effect of natural graphite used alone and natural graphite

42
used in combination with APP, it has to be noted that the PHRR was improved much more with
the combination of natural graphite and APP. It may be concluded that APP acts as an effective
fire retardant, whereas graphite works mainly as a heat transfer insulative barrier from the heat
source to the composite material. The combination of APP with expandable graphite showed
quite similar improvement in the PHRR as the combination of APP with natural graphite. The
other fire retardants did not show much difference in the decrease of the PHRR, which was in
the range 11-19%.
The presence of 10% melamine, 10% ATH and 10% ZB in the shell layer of the composites did
not affect the ignition time almost at all. This can mean that some flammable unprotected
materials were still present on the surface of the composite. The addition of the combination of
APP with natural or expandable graphite showed an increase in the ignition time, but not
significant. The addition of APP alone, however, caused a decrease of 15% in the ignition time.
The best result was seen with the addition of natural graphite alone, the IT having been increased
by 52%.
All the coextruded composites containing fire retardants in the shell layer had a lower THR
compared to the composite without any fire retardant in the shell layer. Coating WPCs with a
layer containing 10% APP resulted in the best improvement of the THR (by 12%). The samples
containing 10% of natural graphite and 10% of melamine in the shell layer did not show
significant changes in the THR. The THR was reduced by 1.8% and 2.5%, correspondingly. The
remaining fire retardants reduced the THR from 5.5% to 7.4%. The overall tendency of the THR
decrease can be explained by the heat energy consumption of the fire retardants (the mechanism
of endothermic degradation of the retardants).
The values of both the specific extinction area (SEA) and the total smoke release (TSR) were the
highest for the ZB-containing composite. The composite containing melamine showed the
highest decrease of SEA and TSR values. The toxicity of the smoke produced was investigated
using the parameters of average CO emission and the CO/CO2 weight ratio, which indicate the
completeness of combustion. The maximum emission of CO and the CO/CO2 ratio was achieved
for the composite containing a combination of APP and EG in the shell layer, the minimum
values corresponding to the composite material containing melamine.
43
The composition without the addition of any fire retardant in the shell layer had the lowest mass
by the end of the test. The 16.3-26.0% residues of the samples containing fire retardants after
burning were higher than the residue of 12.5% from the reference sample. This result was
expected, because some amount of wood and plastic in the shell layer of the control sample was
replaced by fire retardants.
All the studied composites were classifided according to the Euroclass system on the basis of fire
growth rate values (FIGRA). The control sample which did not contain any fire retardant showed
class E of the Euroclass system. The addition of all fire retardants reduced the FIGRA value to
some extent, sufficient to get class D. The best improvement in the reaction to fire performance
among the fire retardants could be seen with all composites containing APP.
4.5 Flammability characteristics of coextruded WPCs containing combinations of differentfire retardants
In paper V, the effect of different combinations of fire retardants on the reaction-to-fire properties
of coextruded wood-plastic composites was studied by using a cone calorimeter.
The composites containing different combinations of fire retardants in the shell layer were
compared with a reference sample, which did not contain any fire retardant in the shell layer. The
base WPC formulations for the core layer of the reference composite and the core layers of all
other composites were different. All the composites except for the reference contained 10% of
melamine in the core. The fire retardants used in the study were melamine, ammonium
polyphosphate, natural flake graphite, expandable graphite, and carbon nanotubes.
The sharp increase of the initial peak HRR for all samples could be attributed to the combustion
of volatiles released from the surface of the material. The highest peak HRR was obtained with
the composite that did not contain any fire retardant in the shell layer. Multi-peaks appeared in
the HRR curves due to the destruction of the char layer, leading to the liberation of trapped
volatiles and thus to poor protection of the burning composites. The best improvement in PHRR
and IT appeared in all composites containing melamine/natural graphite systems. The maximum
decrease in PHRR, by 43%, and maximum increase in IT, by 54%, was observed with the 20
wt.% melamine/20 wt.% natural graphite mixture. It may be concluded that the combination of
44
melamine with natural graphite acts as an effective fire retardant system. The combination of 20
wt.% melamine/20 wt.% APP also showed essential decrease in PHRR, by 42%. It has been
reported that the combination of nitrogen and phosphorous compounds has shown a good
synergistic effect in various fire retardant systems (Liang et al. 2013, Stark et al. 2010). The
combination of melamine with CNTs showed decrease in PHRR by 23%, but did not affect or
even reduced the IT. In another study, it was reported that the addition of 2 wt.% of multi-walled
carbon nanotubes slightly reduced the initial decomposition temperature of polypropylene
(Shahvazian 2012). The combination of melamine with expandable graphite showed the worst
results. The PHRR was almost the same as for the reference sample, with only a slight decrease.
The ignition time was also reduced by 4% in comparison to the reference sample. However, it
should be noted that the amount of expandable graphite loading was only 5 wt.%, whereas the
amount of APP and natural graphite was 10 wt.% and 20 wt.%. It has been reported that
expandable graphite has low efficiency at loading lower than 10 wt.% (Wei et al. 2013).
For the samples containing 5 wt.% expandable graphite, 10 wt.% APP and 10 wt.% natural
graphite, there was no significant change in the THR compared to the reference sample. The
THR decreased with the increase of concentration of APP and natural graphite from 10 wt.% to
20 wt.%. A similar reduction of the THR was observed with the presence of CNTs in the shell
layer. However, it should be noted that the amount of CNTs was ten times smaller, only 2 wt.%.
It has been reported that 3-5% nanoretardant additives have much higher efficiency compared to
the traditional flame retardants loaded up to 30-50% (Klyosov 2007). The highest decrease of
the THR was observed with the combination 20 wt.% melamine/20 wt.% natural graphite - the
THR was reduced by 14% comparing to the reference sample.
The values of both the specific extinction area (SEA) and the total smoke release (TSR) were the
highest for the APP-containing composite. It may be concluded that APP not only promotes the
formation of a protective char layer in the condensed phase, it also takes part in the gaseous
phase. It has been suggested that during degradation, APP releases much flammable gases,
leading to incomplete combustion of wood, and hence a lot of CO is formed (Wang et al. 2014).
The composites with CNTs and expandable graphite showed a decrease in SEA and TSR. In
another study, it was reported that expandable graphite is efficient in absorbing some gases at
high temperatures (Krassowski et al. 2012). The composite containing natural graphite showed

45
the highest decrease of SEA and TSR values. The toxicity of the smoke produced was
investigated using the parameters of average CO emission and the CO/CO2 weight ratio, which
indicate the completeness of combustion. The maximum emission of CO and the CO/CO2 ratio
was achieved for the composites containing APP in the shell layer. The composite with CNTs
also showed some increase in CO and CO/CO2. The minimum values appeared in the composite
materials containing natural graphite and expandable graphite in the shell layer.
The composite without FR in the shell layer left a very small residue – 4% of the initial weight,
whereas in the presence of FRs in the shell layer a higher amount of char was left, 6-18% of the
initial weight. The highest MLR (mass loss rate) among the studied composites containing FR in
the shell layer was observed for the CNT composite. The more char was formed, the better fire
retardancy was achieved. It is obvious that the samples containing melamine/natural graphite in
the shell layer resulted in the best improvement in the flame retardancy by creating char capable
of inhibiting the flame and decreasing the heat and mass transfer from the composite to the heat
source, preventing further decomposition and thus limiting the weight loss of the composite.
The Euroclasses of the tested samples were defined according to the fire growth rate values
(FIGRA). The FIGRA value was reduced to some extent, sufficiently to get class D for all the
composites containing natural graphite in the shell layer. The FIGRA value was also significantly
reduced for the composites containing 20 wt.% melamine/20 wt.% APP in the shell layer. The
composites containing all other fire retardants in the shell layer, as well as the control sample,
which did not contain any fire retardant in the shell layer, showed class E of the Euroclass system.

46
4.6 Synthesis
As a summary, the effect of the studied additives on the flammability properties of wood-plastic
composites is shown in Table 2. Five main parameters - ignition time, peak heat release rate, total
heat release, total smoke production and mass loss were chosen for comparative analysis. The
impact is marked with “+” and “-” signs. The “++” sign is used if the improvement of a specific
property exceeds 20% and “+++” sign is used if the improvement of a specific property exceeds
40%. The sign “- -” is used if the deterioration of a specific property exceeds 20%. It has to be
noted that the increase in ignition time is considered beneficial for the composite. Other
properties are marked with “+” in the case of decreasing tendency. The sign “0” is used in the
case when no impact is noticed or if the impact is less than 1%. The Euroclass of each composite
is also taken into consideration and presented in the table.
Table 2. The effect of mineral fillers and fire retardants on the flammability properties ofextruded/coextruded wood-plastic composites, APP – ammonium polyphosphate, ATH –aluminum trihydroxide, exp. graphite – expandable graphite, Ex – extruded, Coex – coextruded,N/A – not applicable
Ignition time Peak heatrelease rate
Total heatrelease
Total smokeproduction
Mass loss Euroclass
Ex Coex Ex Coex Ex Coex Ex Coex Ex CoexTalc 20% + N/A + N/A + N/A 0 N/A ++ N/A ETalc 30% +++ N/A ++ N/A ++ N/A + N/A ++ N/A DTalc 40% +++ N/A ++ N/A ++ N/A + N/A ++ N/A D
Calcium carbonate 20% + N/A + N/A + N/A + N/A + N/A ECalcium carbonate waste 20% + N/A + N/A + N/A + N/A + N/A E
Wollastonite HW 20% ++ N/A + N/A 0 N/A - N/A + N/A EWollastonite FW 20% + N/A + N/A + N/A - N/A + N/A E
Soapstone 20% + N/A + N/A + N/A 0 N/A + N/A EZinc borate 10% N/A + N/A + N/A + N/A - N/A + DZinc borate 20% - N/A ++ N/A + N/A + N/A + N/A EZinc borate 30% + N/A ++ N/A + N/A + N/A ++ N/A DMelamine 10% N/A + N/A ++ N/A + N/A + N/A + DMelamine 20% + N/A + N/A - N/A ++ N/A + N/A EMelamine 30% + N/A + N/A - N/A ++ N/A 0 N/A E
APP 10% N/A - N/A ++ N/A + N/A + N/A + DAPP 20% 0 N/A ++ N/A ++ N/A - - N/A + N/A DAPP 30% + N/A ++ N/A + N/A - - N/A + N/A DATH 10% N/A + N/A + N/A + N/A + N/A + D
Natural graphite 10% N/A +++ N/A + N/A + N/A + N/A + DAPP 5%/natural graphite 5% N/A ++ N/A ++ N/A + N/A + N/A + D
APP 5%/exp. graphite 5% N/A + N/A ++ N/A + N/A + N/A + DMelamine 10%/APP 10% N/A + N/A + N/A + N/A - - N/A + E
Melamine 10%/carbon nanotubes 2% N/A - N/A ++ N/A + N/A ++ N/A + EMelamine 10%/natural graphite 10% N/A ++ N/A ++ N/A + N/A ++ N/A + D
Melamine 10%/exp. graphite 5% N/A - N/A + N/A + N/A ++ N/A + EMelamine 20%/APP 20% N/A ++ N/A +++ N/A + N/A - - N/A + D
Melamine 10%/natural graphite 20% N/A +++ N/A +++ N/A + N/A ++ N/A + DMelamine 20%/natural graphite 20% N/A +++ N/A +++ N/A + N/A +++ N/A + D
47
In this work, the flammability properties of wood-plastic composites produced by two different
methods were studied. The first production method was the extrusion method, where the fire
retardants were added to the mass during the production process. The second method was
coextrusion, where the fire retardants were introduced only to the shell layers of the composite
materials.
According to the findings in this study, among all the additives used in the WPCs produced by
the extrusion method, talc in high loading resulted in the most significant increase of ignition
time and in noticeable reduction of the peak heat release rate, total heat release and mass loss. It
is known that mineral fillers can be used as passive fire retardants, acting by diluting the
combustible material in the solid phase. Moreover, mineral fillers are very cheap and can be used
for the reduction of composite costs. Significant reduction in the peak heat release rate and total
heat release was also observed in the composites containing APP. On the other hand, APP was
only one fire retardant which increased the total smoke production significantly. During
combustion APP emits much inflammable gases which dilute the oxygen available for wood,
thus causing incomplete combustion of wood, and high level of CO and smoke is produced (He
et al. 2014). Melamine used in the extruded composites showed good improvement in the ignition
time and the most considerable reduction in smoke production. The addition of zink borate was
effective in decreasing the peak heat release rate and reducing mass loss. Based on the results,
high loading of mineral fillers and fire retardants in extruded WPCs is capable to decrease the
fire growth rate values to change the Euroclass from E to D.
According to the findings in this study, among fire retardants introduced into the shell layers of
the WPCs, the highest increase in ignition time was caused by the presence of natural graphite.
The peak heat release rate was greatly improved by the addition of APP, but the ignition time
was decreased. Melamine, ATH and zinc borate did not show significant improvement in the
studied parameters, and moreover, zinc borate caused some increase in the total smoke
production. Based on the results, the addition of 10% of fire retardant to the shell layers of
coextruded WPCs can be sufficient to change the Euroclass of the composite material from E to
D.

48
The findings of this study indicated that the combination of natural graphite and melamine added
to the shell layer of coextruded WPCs decreased the peak heat release rate, total heat release and
total smoke production greatly; moreover, high increase in the ignition time was noticed.
Considerable improvement of reaction-to-fire properties was also noticed in the composites
containing a combination of natural graphite and APP in the shell layer. The combination of
melamine/APP in the shell layer improved all flammability properties, except smoke production.
The total smoke production was enhanced in the composites containing 10% or more of APP.
The combination of melamine/expandable graphite showed good smoke suppression properties.
The combination of melamine/CNTs caused a decrease in ignition time, and the peak heat release
rate and total smoke production were improved. Based on the results, the addition of all
combinations of natural graphite/melamine and the combination of natural graphite/APP added
to the shell layer of the composite improved the Euroclass from E to D.
According to the findings in this study, the incorporation of natural graphite in the shell layers of
wood-plastic composites increased the ignition time significantly. The ignition time and peak
heat release rate were noticeably improved in the combination of natural graphite with
ammonium polyphosphate. Moreover, the most significant improvement in the reaction-to fire
properties of coextruded WPCs was achieved in combinations of natural graphite and melamine.
The ignition time, peak heat release rate and total smoke production were essentially improved.
The impact of natural graphite on the flammability properties of composite materials can be
estimated by scanning electron microscope (SEM) examination of the fracture surface of the
composites. The images were observed by using a Jeol JSM-5800 LV scanning electron
microscope at an accelerated voltage of 15 kV. Before the analysis, the samples were covered
with a layer of gold using a sputter coater. Figure 8 demonstrates the microstructure of
coextruded wood-plastic composites filled with natural graphite in the shell layers. The
improvement of reaction-to-fire properties of WPCs incorporated with natural graphite can be
explained by the existence of a barrier due to the layered structure of graphite. It can be assumed
that the graphite layers operate as a barrier for the diffusion of oxygen and decomposition
products.

49
Figure 8. SEM micrographs of the surface of (a) wood-polypropylene/natural graphite shell layerat magnification 4000×, (b) wood-polyethylene/natural graphite/melamine shell layer atmagnification 4000×
As regards the price of composite materials, it is obviously related to both the cost and the
effectiveness of the added components. In some cases, the use of low-cost fire retardants can be
a major factor for the choice. A comparison of the average costs of mineral fillers and fire
retardants in the European market is presented in Table 3. It is obvious that mineral fillers are
much cheaper than active fire retardants, and based on the results of the present study, they can
by quite efficient in the role of flame retardants. So, mineral fillers can replace active fire
retardants when the price is a predominant factor. Aluminum trihydroxide is interesting from the
point of view of flame retardancy because of its low cost, but a high loading up to 50-65% is
required to get good flame retardancy (Klyosov 2007). Carbon nanotubes were found effective
in improving the reaction-to-fire properties of polymer materials because of their excellent fire
retardant effect (Huang et al. 2014). In comparison with traditional flame retardants,
nanocompounds have high efficiency in very low loading (Klyosov 2007). However, carbon
nanotubes are very expensive and based on the data presented in Table 2, the addition of even
2% of carbon nanotubes is not cost efficient in comparison with a high loading of other additives.
In the results of the current study it was found that natural graphite is a very effective fire
retardant, especially in combination with melamine. Besides good flammability properties,
natural graphite is very cost-efficient in comparison with expandable graphite, ammonium
polyphosphate and zinc borate.
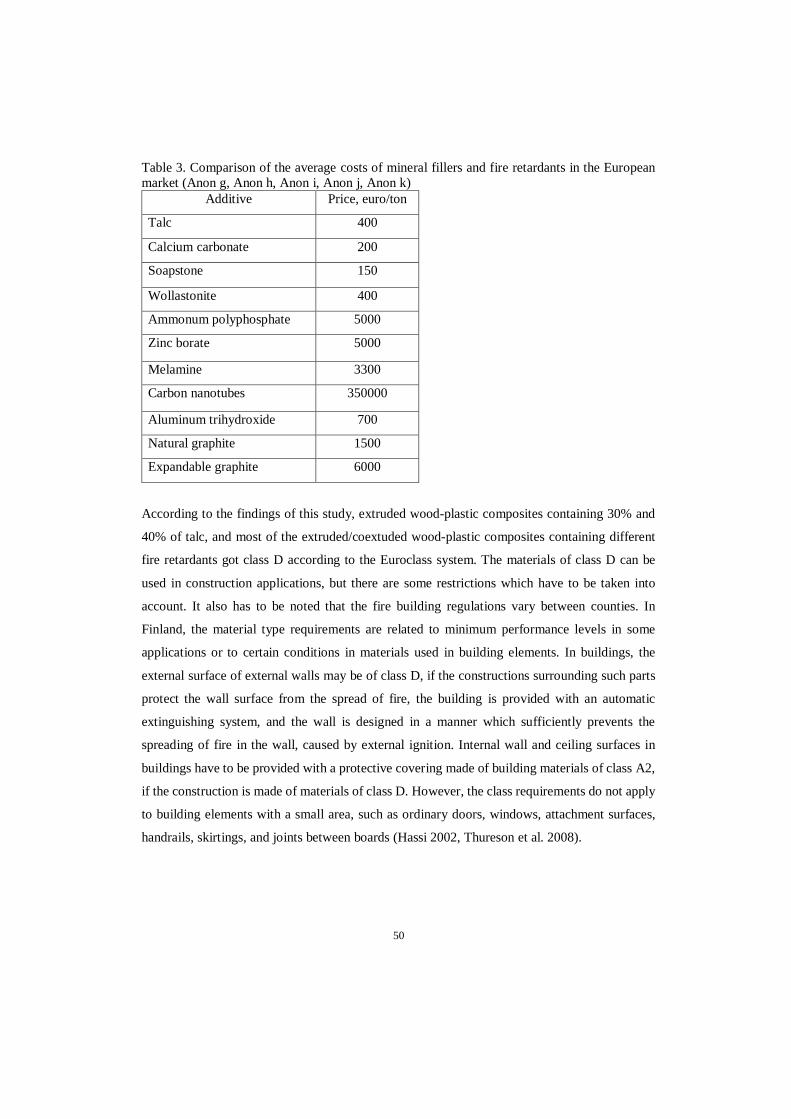
50
Table 3. Comparison of the average costs of mineral fillers and fire retardants in the Europeanmarket (Anon g, Anon h, Anon i, Anon j, Anon k)
Additive Price, euro/ton
Talc 400
Calcium carbonate 200
Soapstone 150
Wollastonite 400
Ammonum polyphosphate 5000
Zinc borate 5000
Melamine 3300
Carbon nanotubes 350000
Aluminum trihydroxide 700
Natural graphite 1500
Expandable graphite 6000
According to the findings of this study, extruded wood-plastic composites containing 30% and
40% of talc, and most of the extruded/coextuded wood-plastic composites containing different
fire retardants got class D according to the Euroclass system. The materials of class D can be
used in construction applications, but there are some restrictions which have to be taken into
account. It also has to be noted that the fire building regulations vary between counties. In
Finland, the material type requirements are related to minimum performance levels in some
applications or to certain conditions in materials used in building elements. In buildings, the
external surface of external walls may be of class D, if the constructions surrounding such parts
protect the wall surface from the spread of fire, the building is provided with an automatic
extinguishing system, and the wall is designed in a manner which sufficiently prevents the
spreading of fire in the wall, caused by external ignition. Internal wall and ceiling surfaces in
buildings have to be provided with a protective covering made of building materials of class A2,
if the construction is made of materials of class D. However, the class requirements do not apply
to building elements with a small area, such as ordinary doors, windows, attachment surfaces,
handrails, skirtings, and joints between boards (Hassi 2002, Thureson et al. 2008).

51
In this research the effect of mineral fillers and fire retardants on the mechanical properties of
wood-plastic composites was not studied. However, according to the information from the
literature it has to be noted that the incorporation of mineral fillers and fire retardants into a WPC
has different effects on the fire retardancy and mechanical properties of the material. For
instance, improvement of fire retardancy has been noticed in the composition of intumescent
polypropylene and talc, introduced into the polymer by the single-step method when all agents
have been introduced into the polypropylene melt at the same time. The mechanical properties,
particularly elongation at break, however, have impaired. On the other hand, the incorporation
of talc to the same polymer by the double-step method when talc has been fed first into melted
EVA (ethylene vinyl acetate copolymer) and then in the next step PP and other agents have been
introduced into the composite, has provided an increase in elongation at break and has not
changed the flammability (Anna et al. 2005). It has also been reported that the introduction of a
mineral filler into a polymer, particularly polypropylene, has had an undesirable effect on the
mechanical properties. For instance, the addition of talc decreases flexibility significantly
because of stress concentrations at the interfaces. However, the addition of modified calcium
carbonate in the polymer enhances the impact strength (Almeras et al. 2003). In another study it
was found that mineral fillers enhanced the tensile strength and hardness of wood-polypropylene
composites, but the bending strength was decreased (Huuhilo et al. 2010). The addition of APP
to the wood-polypropylene composite caused a decrease in tensile strength, impact strength and
elongation at break, which is probably due to poor compatibility of APP with polypropylene
(Zhang et al. 2012). It has also been reported that the mechanical properties of wood-
polypropylene composites were reduced with the addition of expandable graphite. However,
flexural strength and impact strength were increased when expandable graphite was added
together with an intumescent flame retardant. On the other hand, tensile strength, elongation at
break and elastic modulus were reduced (Bai et al. 2014). In another study it was found that the
addition of zinc borate to the wood-polyethylene composite enhaced the modulus of elasticity
(MOE), but APP reduced the MOE. Flexural strength was enhanced with zinc borate and
magnesium hydroxide, while melamine phosphate and APP caused flexural strength reduction
(Stark et al. 2010). The mechanical properties of composite materials can be affected negatively
by fire retardants because of their high loading. Nanofillers added in very small loading amounts
as fire retardants can also help avoid the reduction of mechanical properties. It has been reported
that the flexural and tensile properties of a wood-polyethylene composite were increased after

52
the incorporation of 3% of clay and 1-5% of TiO2. Also, the hardness values were enhanced with
nanoclay and TiO2 addition (Deka & Maji 2011). It has also been reported that the tensile strength
and hardness of wood-plastic composites was significantly improved by carbon black, graphite
and carbon nanotubes. The tensile modulus was dropped, however. The impact strength was
enhanced by carbon nanotubes and carbon fibers (Turku & Kärki 2014).
5 CONCLUSIONS
The aim of this dissertation was to study the effects of different mineral fillers and fire retardants
on the flammability properties of wood-plastic composites produced by extrusion and
coextrusion methods. The studied properties were ignition time, peak heat release rate, total heat
release, total smoke production and mass loss rate. The Euroclass of each composite material
was determined according to the Euroclass system. The study revealed that the fire retardancy of
extruded/coextruded wood-plastic composites can be improved with the addition of different
mineral fillers and fire retardants.
Based on the findings, it can be concluded that talc in high loading seemed to improve the
flammability properties of extruded wood-plastic composites more than other commonly used
active fire retardants. The addition of 30-40% of talc improved the ignition time greatly and had
a very favorable effect on the peak heat release rate, total heat release and mass loss rate. In
addition, it is known that mineral fillers are very cheap, which makes them an effective substitute
for active fire retardants when the price is a predominant factor.
In the study it was found that the addition of natural graphite in the shell layers of wood-plastic
composites increased the ignition time significantly. The ignition time and peak heat release rate
were noticeably improved in the combination of natural graphite with ammonium polyphosphate.
However, the most significant improvement in the fire retardancy of coextruded WPCs was
achieved in the combination of natural graphite and melamine. The ignition time, peak heat
release rate and total smoke production were essentially improved. The effect of natural graphite
in different loadings and in combinations with other fire retardants should be examined further.
Smoke production is very harmful to health, blinds vision, and causes suffocation and even death.
Therefore, smoke production and emission of toxic gases are the main parameters describing the

53
fire hazard related to composite materials. A high increase in smoke production was found in
samples where the amount of ammonium polyphosphate was 10% or higher. Thus, for safety, in
the application of ammonium polyphosphate in wood-based composites, it is necessary to take
effective methods to decrease the smoke produced by ammonium polyphosphate. The addition
of some smoke suppressant into the wood-plastic composite material can be a method for the
improvement of ammonium polyphosphate as a fire retardant, to reduce the smoke release from
the pyrolysis of wood and thus minimizing air pollution.
The maximum Euroclass achieved for the composites containing mineral fillers or fire retardants,
was class D. Class D is applicable for building materials, but according to the fire building
regulations, the use of material of this class is restricted with some requirements which have to
be taken into account.
Coextrusion as a structural modification is a promising way to improve the flammability
properties of composite materials. The shell layers of the composite contribute essentially to the
reaction-to-fire properties. The use of such a structure gives an opportunity to use recycled
materials in the core layer, thus increasing the ecological advantages of WPCs. This production
method of wood-plastic composites makes it possible to use more developed materials in the
shell layers and cheaper materials in the core in order to improve the flammability properties of
WPCs in a cost-effective way.
In conclusion, the fire retardancy of extruded/coextruded wood-plastic composites can be
improved by the addition of different mineral fillers and fire retardants. The protective effect of
additives depends on their type or the type of additives used in combination, their amount, as
well as the production method of WPCs.

54
REFERENCES
Almeras, X., Le Bras, M., Hornsby, P., Bourbigot, S., Marosi, G., Kezsei, S. & Poutch, F. 2003.Effect of fillers on the fire retardancy of intumescent polypropylene compounds. PolymerDegradation and Stability. 82: 325.
Anonymous a. 2003. Wood plastic composites study-technologies and UK market opportunities,Optimat Ltd and MERL Ltd. ISBN:1-84405-041-6: pp. 59-61.
Anonymous b. 2007. EFRA, The European flame retardants association. Flame retardants.Frequently asked questions: 14, 22.
Anonymous c. 1995. Additives for polymers. Zinc borate in wood composites. Elsevier Science:6.
Anonymous d. 2009. Guidance on alternative flame retardants to the use of commercialpentabromodiphenylether (c-PentaBDE). The Norwegian pollution control authority (SFT).Oslo: 8-9, 20 pp.
Anonymous e. 2003. New European fire classification system. Technical bulletin. KingspanInsulation: 2.
Anonymous f. 2009. Reaction to fire for construction products. Sika worldwide: 2.
Anonymous g. Available from: http://www.us-nano.com/inc/sdetail/318 [27.03.2015].
Anonymous h. Available from: http://www.nordkalk.fi/default.asp?viewID=321&language=2[27.03.2015].
Anonymous i. Available from: http://www.chemeurope.com/en/catalogs/127853/vwr-catalog-lab-chemicals.html [27.03.2015].
Anonymous j. Available from: http://www.hc-carbon.com/index.php/en/applications[27.03.2015].
Anonymous k. Available from: http://www.norwegiangraphite.com/investors.htm [15.05.2015].
Ayrilmis, N., Benthien, J.T., Thoemen, H. & White, R.H. 2011. Effects of fire retardants onphysical, mechanical, and fire properties of flat-pressed WPCs. European Journal of Wood andWood Products: 1.
Ayrilmis, N., Benthien, J.T., Thoemen, H. & White, R.H. 2011. Properties of flat-pressed woodplastic composites containing fire retardants. Journal of Applied Polymer Science. 000: 1.
Ayrilmis, N., Akbulut, T., Dundar, T., Candan, Z., Buyuksari, U. & Avci, E. 2011. Effect ofboron compounds on physical, mechanical, and fire properties of injection molded wood plasticcomposites. 11th International Conference on Wood & Biofiber Plastic Composites. 4 p.

55
Babrauskas, V. 2002. Heat release rates. SFPE handbook of fire protection engineering. ThirdEdition. National Fire Protection Association. ISBN: 087765-451-4: 3-1.Baysal, E., Yalinkilic, M.K., Altinok, M., Sonmez, A., Peker, H. & Colak, M. 2007. Somephysical, biological, mechanical, and fire properties of wood polymer composite (WPC)pretreated with boric acid and borax mixture. Construction and Building Materials. 21: 1880.
Bellayer, S.P., Tavard, E., Duquesne, S., Piechaczyk, A. & Bourbigot, S. 2010. Natural mineralfire retardant fillers for polyethylene. Fire and Materials. 35: 184.
Bellayer, S.P., Tavard, E., Duquesne, S., Piechaczyk, A. & Bourbigot, S. 2009. Mechanism ofintumescence of a polyethylene/calcium carbonate/stearic acid system. Polymer Degradation andStability. 94: 797, 803.
Bledzki, A.K., Sperber, V.E. & Faruk, O. 2002. Natural and wood fibre reinforcement inpolymers, ISBN 1-85957-359-2: pp. 19-20.
Bourbigot, S. & Duquesne, S. 2007. Fire retardant polymers: recent developments andopportunities. Journal of Materials Chemistry 17: 2284, 2286, 2294.
Bryson, M. & Craft, N. 2009. Fire retardants. Slides presentation. Available from:www.thelifeofbryson.com/Fire%20Retardants%20-%20Final.ppt [25.02.2015].
Carus, M., Eder, A., Dammer, L., Korte, H., Scholz, L., Essel, R. & Breitmayer, E. 2014.WPC/NFC market study: 1-7.
Caulfield, D.F., Clemons, C., Jacobson, R.E. & Rowell, R.M. 2005. Handbook of woodchemistry and wood composites, Chapter 13, Wood thermoplastic composites. ISBN 0-8493-1588-3: pp. 365-378.
Chapple, S. & Anandjiwala, R. 2009. Flammability of natural fiber-reinforced composites andstrategies for fire retardancy: a review. Journal of Thermoplastic Composite Materials. 00: 3, 6-10, 14.
Chen, C.H., Yen, W.H., Kuan, H.C., Kuan, C.F. & Chiang, C.L. 2010. Preparation,characterization, and thermal stability of novel PMMA/expandable graphite halogen-free flameretardant composites. Polymer Composites: 18.
Chen, L. & Wang, Y.Z. 2010. A review on flame retardant technology in China. Part I:development of flame retardants. Polymers Advanced Technologies. 21: 2-7, 9, 11, 13.
Childs, P.E. 2003. Phosphorus: from urine to fire, Part 5: phosphates in fire retardants. Availablefrom: http://www.ul.ie/~childsp/CinA/Issue65/TOC38_Phosporous.htm [25.02.2015].
Clerc, L., Ferry, L., Leroy, E. & Lopez-Cuesta, J.M. 2004. Influence of talc physical propertieson the fire retarding behaviour of (ethylene-vinyl acetate copolymer/magnesium hydroxide/talc)composites, Polymer Degradation and Stability. 88: 504, 510.

56
Dammer, L., Carus, M., Raschka, A. & Scholz, L. 2013. Market developments of andopportunities for biobased products and chemicals. Final report. Nova-Institute for Ecology andInnovation, Germany: 42.Demir, H., Ark s, E., Balkose, D. & Ulku, S. 2005. Synergistic effect of natural zeolites on flameretardant additives. Polymer Degradation and Stability. 89: 478-479, 482.
Duquesne, S., Samyn, F., Bourbigot, S., Amigouet, P., Jouffret, F. & Shen, K. 2008. Influenceof talc on the fire retardant properties of highly filled intumescent polypropylene composites,Polymers for Advanced Technologies. 19: 620.
Eder, A. & Carus, M. 2013. Global trends in wood-plastic composites (WPC). Bioplasticsmagazine 4 (8): 16-17. Available from: http://news.bio-based.eu/media/news-images/20130905-01/WPC_bioplasticsMAGAZINE_1304.pdf [25.02.2015].
El-Haggar, S.M. & Kamel, M.A. 2011. Wood plastic composites, advances in compositematerials - analysis of natural and man-made materials. ISBN: 978-953-307-449-8. InTech: pp.327-332. Available from: http://www.intechopen.com/books/advances-in-composite-materials-analysis-ofnatural-and-man-made-materials/wood-plastic-composites [25.02.2015].
Farsi, M. 2012. Thermoplastic matrix reinforced with natural fibers: A study on interfacialbehavior, Some critical issues for injection molding. ISBN: 978-953-51-0297-7. InTech: 228 p.Available from: http://www.intechopen.com/books/some-critical-issues-for-injection-molding/thermoplasticmatrix-reinforced-with-natural-fibers-a-study-on-interfacial-behavior[25.02.2015].
Garcia, M., Hidalgo, J., Garmendia, I. & Garcia-Jaca, J. 2009. Wood–plastics composites withbetter fire retardancy and durability performance. Composites: Part A, 40: 1772-1774.
Grexa, O., Poutch, F., Manikovaa, D., Martvonova, H. & Bartekova, A. 2003. Intumescence infire retardancy of lignocellulosic panels. Polymer Degradation and Stability. 82: 373-374.
Hakkarainen, T., Mikkola, E., Östman, B., Tsantaridis, L., Brumer, H. & Piispanen, P. 2005.Innovative ecoefficient high fire performance wood products for demanding applications.InnoFireWood: 11, 12, 17-21 pp.
Hassi, S. 2002. Decree of the Ministry of the Environment on fire safety of buildings, the nationalbuilding code of Finland, Fire safety of buildings, Regulations and guidelines: 18-21.
Haurie, L., Fernandez, A.I., Velasco, J.I., Chimenos, J.M., Lopez Cuesta, J.M. & Espiell, F. 2006.Synthetic hydromagnesite as flame retardant. Evaluation of the flame behaviour in a polyethylenematrix. Polymer Degradation and Stability. 91: 989.
Haurie, L., Fernandez, A.I., Velasco, J.I., Chimenos, J.M., Lopez Cuesta, J.M. & Espiell, F. 2007.Thermal stability and flame retardancy of LDPE/EVA blends filled with synthetichydromagnesite/aluminium hydroxide/montmorillonite and magnesium hydroxide/aluminiumhydroxide/ montmorillonite mixtures. Polymer Degradation and Stability. 92: 1082, 1087.

57
He, X., Li, X., Zhong, Z., Yan, Y., Mou, Q., Yao, C. & Wang C. 2014. The fabrication andproperties characterization of wood-based flame retardant composites. Journal of Nanomaterials.2014: 1-3.
Hees, P.V., Hertzberg, T. & Hansen, A.S. 2002. Development of a screening method for the SBIand room corner using the cone calorimeter. Nordtest project 1479-00. SP Swedish nationaltesting and research institute: 17-18.
Higginbotham, A.L., Lomeda, J.R., Morgan, A.B. & Tour, J.M. 2009. Graphite oxide flame-retardant polymer nanocomposites. Applied Materials and Interfaces. 1(10): 2257.
Hollingbery, L.A. & Hull, T.R. 2010. The fire retardant behaviour of huntite and hydromagnesite- a review. Polymer Degradation and Stability. 95: 2213-2214.
Hornsby, P. 2010. Fire-retardant fillers. Fire retardancy of polymeric materials. Second edition.Edited by Wilkie, C.A. & Morgan A.B. ISBN 978-1-4200-8399-6: 178 p.
Huang, G., Wang, S., Song, P., Wu, C., Chen, S. & Wang, X. 2014. Combination effect of carbonnanotubes with graphene on intumescent flame-retardant polypropylene nanocomposites.Composites: Part A 59: 18.
Hull, R. & Kandola, B. 2009. Fire retardancy of polymers, New strategies and mechanisms,ISBN: 978-0-85404-149-7: pp. 2, 5-6, 10.
Huuhilo, T., Martikka, O., Butylina, S. & Kärki, T. 2010. Mineral fillers for wood-plasticcomposites. Wood Matererial Science and Engineering. 1: 34.
Jang, J. & Lee, E. 2001. Improvement of the flame retardancy of papersludge/polypropylenecomposite. Polymer Testing. 20: 8.
Jang, J., Chung, H., Kim, M. & Sung, H. 2000. The effect of flame retardants on the flammabilityand mechanical properties of paper-sludge/phenolic composite. Polymer Testing. 19: 270.
Jin, S. & Matuana, L.M. 2008. Coextruded PVC/wood-flour composites with WPC cap layers.Journal of Vinyl & Additive Technology: 198.
Karlsson, B. 2001. Performance-based test methods for material flammability. Fire retardantmaterials. Edited by Horrocks A.R and Price D. ISBN 1 85573 419 2: 359 p.
Kim, K.K. & Pal, K. 2010. Recent advances in the processing of wood–plastic composites,Springer-Verlag Berlin Heidelberg. ISBN 978-3-642-14876-7: pp. 69, 129-130, 138.
Klyosov, A.A. 2007. Wood-plastic composites. ISBN 978-0-470-148491-4: 51-60, 123, 467,473, 482 p.
Kozlowski, R. & Wladyka-Przybylak, M. 2002. Flammability and fire resistance of compositesreinforced by natural fibers. Polymers for Advanced Technologies 19: 446-451.

58
Krassowski, D.W., Hutchings, D.A. & Qureshi, S.P. 2012. Expandable graphite flake as anadditive for a new flame retardant resin. Rrafguard. Fire retardant additive: 7-8.
Levan, S.L. 1984. Chemistry of fire retardancy, The chemistry of solid wood, Americanchemistry society: pp. 532-543, 560, 563-564.
Levchik, G.F., Levchik, S.V. & Lesnikovich, A.I. 1996. Mechanisms of action in flame retardantreinforced nylon 6. Polymer Degradation and Stability. 54: 361-363.
Li, Q., Jiang, P., Su, Z., Wei, P., Wang, G. & Tang, X. 2005. Synergistic effect of phosphorus,nitrogen, and silicon on flame-retardant properties and char yield in polypropylene. Journal ofApplied Polymer Science. 96: 854-855.
Li, B. & He, J. 2004. Investigation of mechanical property. Flame retardancy and thermaldegradation of LLDPE–wood-fibre composites. Polymer Degradation and Stability. 83: 241,243.
Li, J., Li, B., Zhang, X. & Su, R. 2001. The study of flame retardants on thermal degradation andcharring process of manchurian ash lignin in the condensed phase. Polymer Degradation andStability. 72: 493, 498.
Liang, S., Neisius, N.M. & Gaan, S. 2013. Recent developments in flame retardant polymericcoatings. Progress in Organic Coatings. 76: 1648.
Lu, S.Y. & Hamerton, I. 2002. Recent developments in the chemistry of halogen-free flameretardant polymers. Progress in Polymer Science. 27: 1663-1665, 1686, 1688-1689, 1698.
Matko, S., Toldy, A., Keszei, S., Anna, P., Bertalan, G. & Marosi, G. 2005. Flame retardancy ofbiodegradable polymers and biocomposites. Polymer Degradation and Stability. 88: 139.
Mngomezulua, M.E., Johna, M.J., Jacobsa, V. & Luytc, A.S. 2014. Review on flammability ofbiofibres and biocomposites. Carbohydrate Polymers. 111: 149–182.
Moon, S.C., Jo, B.W. & Farris, R.J. 2009. Flame resistance and foaming properties of NBRcompounds with halogen-free flame retardants. Polymer Composites: 1732-1736.
Morgan, A.B. 2006. Flame retarded polymer layered silicate nanocomposites: a review ofcommercial and open literature systems. Polymers for Advanced Technologies. 17: 206.
Morgan, A.B. 2012. Long-term durability of polymeric matrix composites. Chapter 2. Additives,nanocomposites, and barrier coatings. ISBN: 978-1-4419-9307-6: pp. 55-57.
Mouritz, A.P. & Gibson, A.G. 2006. Fire properties of polymer composite materials. Springer.ISBN-10 1-4020-5356-8: 4-5, 242, 273-283, 313 p.
Najafi, S.K., Hamidinia, E. & Tajvidi M. 2006. Mechanical properties of composites fromsawdust and recycled plastics. Journal of Applied Polymer Science. 100: 3641.

59
Najafi, S.K. 2013. Use of recycled plastics in wood plastic composites – a review. WasteManagement 33: 1898–1905.
Nazare, S., Kandola, B.K. & Horrocks, A.R. 2006. Flame-retardant unsaturated polyester resinincorporating nanoclays. Polymers for Advanced Technologies. 17: 294.
Oksman Niska, K. & Sain, M. 2008. Wood-polymer composites. Woodhead Publishing Limited.ISBN 978-1-84569-272-8: pp. 18, 29.
Östman, B., Tsantaridis, L., Mikkola, E., Hakkarainen, T., Belloni, K., Brumer, H. & Piispanen,P. 2006. Innovative eco-efficient high fire performance wood products for demandingapplications. Final report for Vinnova-Tekes project InnoFireWood: 49-60.
Rakotomalala, M., Wagner, S. & Doring, M. 2010. Recent developments in halogen free flameretardants for epoxy resins for electrical and electronic applications. Materials. ISSN 1996-1944:4308, 4310-4311.
Rothon, R.N. 2003. Particulate-filled polymer composites, 2nd edition. Rapra TechnologyLimited. ISBN: 1-85957-382-7: 267-268.
Sain, M., Park, S.H., Suhara, F. & Law, S. 2004. Flame retardant and mechanical properties ofnatural fibre–PP composites containing magnesium hydroxide. Polymer Degradation andStability. 83: 363-364.
Schartel, B., Braun, U., Schwarz, U. & Reinemann, S. 2003. Fire retardancy ofpolypropylene/flax blends. Polymer. 44: 6242.
Shahvazian, M., Ghaffari, M., Azimi, H. & Jahanmardi, R. 2012. Effects of multi-walled carbonnanotubes on flame retardation and thermal stabilization performance of phosphorus-containingflame retardants in polypropylene. International Nano Letters. 2(27): 3.
Shen, K.K., Kochesfahani, S. & Jouffret, F. 2008. Zinc borates as multifunctional polymeradditives. Advanced Polymer Technology. 19: 474.
Shih, Y.F., Wang, Y.T., Jeng, R.J. & Wei, K.M. 2004. Expandable graphite systems forphosphorus-containing unsaturated polyesters. I. Enhanced thermal properties and flameretardancy. Polymer Degradation and Stability. 86: 340.
Staiger, M.P. & Tucker, N. 2008. Natural-fibre composites in structural applications. Propertiesand performance of natural-fibre composites. Edited by Kim L. Pickering. Woodhead PublishingLimited. ISBN 978-1-84569-267-4. 269 p.
Stark, N., Mueller, S., White, R. & Osswald, T. 2009. Effect of fire retardants on heat releaserate of wood flour-polyethylene composites. 10th International Conference on Wood & BiofiberPlastic Composites: pp. 103-104.
60
Stark, N.M., White, R.H., Mueller S. & Osswald, T. 2010. Evaluation of various fire retardantsfor use in wood flour-polyethylene composites. Polymer Degradation and Stability. 95: 1903-1904.
Sweet, M.S. 1993. Fire perfamance of wood: Test methods and fire retardant treatments, 4thannual BCC conference on flame retardancy: 36-40 pp.
Taylor, A., Yadama, V., Englund, K. & Harper, D. 2009. Wood plastic composites - a primer,the university of Tennessee: 4-9.
Thureson, P., Sundström, B., Mikkola, E., Bluhme, D., Hansen, A.S. & Karlsson, B. 2008. Theuse of fire classification in the Nordic countries – proposals for harmonisation. SP TechnicalResearch Institute of Sweden. ISBN 978-91-85829-46-0: 10-21.
Troitzsch, J. 2004. Plastics flammability handbook. Principles, regulations, testing and approval.3rd edition. ISBN 1-56990-356-5. Munich: 22, 83, 158-160 pp.
Wang, Q. Polymer nanocomposite: a promising flame retardant. 2013. Journal of MaterialsScience & Nanotechnology. 1(2): 1.
Wang, M., Wang, X., Li, L. & Ji, H. 2014. Fire performance of plywood treated with ammoniumpolyphosphate and 4A zeolite. Bioresources. 9: 4939.
Wechslera, A. & Hiziroglu, S. 2007. Some of the properties of wood–plastic composites.Building and Environment. 42: 2637–2644.
Weil, E.D., Levchik, S.V. & Moy, P. 2006. Flame and smoke retardants in vinyl chloridepolymers – commercial usage and current developments. Journal of Fire Sciences. 24: 217-220.
Wie, P., Bocchini, S. & Camino, G. 2013. Flame retardant and thermal behavior ofpolylactide/expandable graphite composites. Polymery. 58(5): 364.
Xanthos, M. 2005. Functional fillers for plastics. ISBN 3-527-31054-1: 3 p.
Xie, R. & Qu, B. 2001. Synergistic effects of expandable graphite with some halogen-free flameretardants in polyolefin blends. Polymer Degradation and Stability. 71: 375.
Yeh, S.K. & Gupta, R.K. 2008. Improved wood–plastic composites through better processing.Composites: Part A 39: 1694.
Zhang, S. & Horrocks, A.R. 2003. A review of flame retardant polypropylene fibres. Progress inPolymer Science. 28: 1520-1522, 1526-1529.
Zhang, J., Hereid, J., Hagen, M., Bakirtzis, D., Delichatsios, M.A., Fina, A., Castrovinci, A.,Camino, G., Samyn, F. & Bourbigot, S. 2009. Effects of nanoclay and fire retardants on fireretardancy of a polymer blend of EVA and LDPE. Fire Safety Journal. 44: 50.

SECTION II
PUBLICATIONS


PUBLICATION I
Nikolaeva, M. & Kärki, T.
A Review of Fire Retardant Processes and Chemistry with Discussion of the Case ofWood-Plastic Composites. A Review of the Current Situation.
Baltic Forestry. 17(2): 314-326.
Reprinted with permission from Baltic Forestry


���� ���� ����� ������� �������������
���
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"
Introduction
�;;:&F7/024D�D;EF;042=0���� ��/<=�/�9=B�D7/00;C�E/2=<4/70�2?/2�E=<8=�2?=�@=02�C=/26<=0�;C�B;;:�/9:F7/024D���4�/9:��=�$��) ��2/<>�=2�/7*�$��� ��/O/C4�=2�/7*$��+�*��?=�D;E@49/24;9�;C� 2?=�C/5;6</@7=�F<;F=<24=0;C�B;;:�/9:�F7/024D�F<;54:=0��� 0�B42?�694U6=�/:&5/92/8=0*� �;<� =N/EF7= � 2?=1� D/9� @=� F<;:6D=:� 49� /5/<4=21�;C�0?/F=0 �D;7;6<0�/9:�04I=0���/17;<�=2�/7*�$��� �/75/<�=2�/7*�$����*��?=�/::424;9�;C�D=7767;0=�E/2=<4&/70� 2;� /� F;71E=<� =9?/9D=0� 2?=� 02<=982?� /9:� 024CC9=00F<;F=<24=0�;C�2?=�<=0672/92�E/2=<4/7���/<D4/�=2�/74�$��� �/94>/9:/9�=2�/7*�$��� ��=�</0�=2�/7*�$��%�*��2?=<�E/49@=9=C420� ;C� �� 0� /<=� <=0402/9D=� /8/4902� 490=D20� /9:C6984 �?48?�E;4026<=�<=0402/9D= �:4E=904;9/7�02/@47421 <=0402/9D=�2;�:=D/1 �/9:�7;B�E/492=9/9D=�D;020���/<&D4/�=2�/7*�$��� �9;9
/�$��$ ��;I7;B0>41�/9:��7/:1>/&
�<I1@17/>� $��$�*� �;B� D;02� /9:� D;904:=</@7=� B=48?2F<=0=<5/24;9� ;C� E/2=<4/7� D;EF;9=920� /<=� /:5/92/8=0;C��� 0�2?/2�E/>=�2?=E�/�54/@7=�/72=<9/245=�2;�87/00/9:�D/<@;9�C4@<=0*��;;:�C4@<=�E/2=<4/70�/<=�7=00�C7=N&4@7=�/9:�/<=�E6D?�?/<:=<�2?/9�F7/024D�E/2=<4/7 �?=9D=2?=�D;E@49/24;9�;C�B;;:�C4@<=�/9:�F7/024D�F<;54:=0�/<=0672/92�D;EF;042=�B42?�/�U642=�?/<:�02<=982?&2;&E/00</24;���;I7;B0>41�/9:��7/:1>/&�<I1@17/>�$��$ ��2/<>=2�/7*�$����*
�;;:�<=/D24;9&2;&C4<=�F<;F=<24=0�/<=�9=D=00/<1�C;<E/91� F;004@7=� /FF74D/24;90� ;C� �� 0*� �?=0=� F<;F=<&
�� .1*.%� �+� *$.� .&($9(/&� 2$�,.00.0� (/9� �'.-*0&$:�%*&'�5*0,700*�/� �+� &'.��(0.� �+����9�6�(0&*,���-6�0*&.0 ��&8��8&<�����P��8���& <�^�&�"����%�"%�"��%� ��$��&� ��� �'6%�+�*&(��"')+�&� ��� �'6%�+�*&(����"��-�%�� �����'6"%�'"+��%*�%����%*(��4�4���m91(� 07C0#��"����%�"%�"(� ��%+"%,(� I��-"�+3�-"��%"4%�<�+"� "5+)�4��
8����#"�� �����-��������$���*���=54=B�;C��4<=��=2/<:/92��<;D=00=0�/9:� ?=E402<1 �B42?��40D6004;9�;C2?=� /0=�;C��;;:&F7/024D� ;EF;042=0*��"+��'�����$��&� ���$�'� (�).($+*
�:$��"'�
�;;:&F7/024D� D;EF;042=0� ��� �� /<=� /� <=7/245=71� 9=B� 8<;6F� ;C� E/2=<4/70� D;5=<498� /� B4:=� </98=� ;C� /FF74D/24;90*�2<4D2� 0/C=21� /9:� U6/7421� 02/9:/<:0� 49� E/91� 49:602<4=0� 4EF;0=� /� 04894C4D/92� 96E@=<� ;C� 2=D?94D/7� <=U64<=E=920� ;9� B;;:&F7/024D� D;EF;042=0*� �9=� ;C� 2?=� E/49� C/D2;<0� 74E42498� 2?=� 60=� ;C� �� � 49� 0;E=� 49:602<4/7� C4=7:0� 40� C7/EE/@47421*� �?40� F/F=<F<=0=920� 2?=� E/49� C=/26<=0� ;C� 2?=� C4<=� <=2/<:/9D1� ;C� B;;:&F7/024D� D;EF;042=0� /9:� D6<<=92� /FF<;/D?=0� 2;� :=D<=/0498� 2?=D;E@6024@47421� ;C� 06D?� D;EF;042=� E/2=<4/70*
#�� @����A� B;;:&F7/024D� D;EF;042=0 � C4<=� <=0402/9D= � C7/EE/@47421 � C4<=� <=2/<:/9D1 � <=2/<:/920
����� 2�2�
24=0� /<=� 4EF;<2/92� =0F=D4/771� C;<� /FF74D/24;90� 49� 2?=<=04:=924/7� D;902<6D24;9� �E;0271� C;<� :=D>498 � 04:498 <;;C�247=0�/9:�B49:;B�C</E=0� �2</90F;<2/24;9�/9:�C6<&9426<=�49:602<4=0*��;<�E/91�/FF74D/24;90�49�2?=0=�C4=7:0 2?=�C4<=�F=<C;<E/9D=�;C�2?=�E/2=<4/7�?/0�2;�@=�>9;B9 /9:� 49� 0;E=� D/0=0� 4EF<;5=:� ��2/<>� =2� /7*� $��� � �;&I7;B0>41�/9:��7/:1>/&�<I1@17/>�$��$ ��;2?�=2�/7*�$��� �2/<>�=2�/7*�$����*��9?/9D=E=92�;C�2?=�C7/E=�<=0402/9D=F<;F=<24=0�;C��� 0�?/0�@=D;E=�/�5=<1�4EF;<2/92�/<=/;C� 026:1� 49� <=0F;9:498� 2;� 0/C=21� <=U64<=E=920� ��/49=2�/7*�$��)�*
�=0F42=�2?=�C/D2�2?/2�2?=<=�40�04894C4D/92�49C;<E/24;949�2?=�742=</26<=�D;9D=<9498�2?=�C4<=�<=2/<:/9D1�;C�B;;:/9:�F7/024D0� 0=F/</2=71 � 2?=� C4<=�F=<C;<E/9D=�;C�B;;:&F7/024D� D;EF;042=0� 40�F;;<71� 026:4=:�/9:�69:=<02;;:*
�?=�F<4E/<1�8;/7�;C� 2?40�/<24D7=� 40� 2;� <=F;<2� C4<=<=2/<:/92�F<;D=00=0�/9:�D?=E402<1�B42?�:40D6004;9�;C2?=�D/0=�;C�B;;:&F7/024D�D;EF;042=0�/9:�/FF<;/D?=060=:� 2;� <=:6D=� 2?=� D;E@6024@47421� ;C� B;;:&F7/024DD;EF;042=�E/2=<4/70*
Fire retardant methods and theories offire retardancy
"�����������������
�?=<=�/<=�2B;�F;004@7=�/D24;90�C;<�/�C4<=�<=2/<:/92'�*��6�-�'"+�"'���%4��?40�E=2?;:�40�49�8=9=</7�2/<&
8=2=:�/2�492=<C=<498�B42?�C<==�</:4D/7�<=/D24;90�B?4D?

���� ���� ����� ������� �������������
���
2/>=� F7/D=� :6<498� @6<9498� �8/0� F?/0=�� /9:� /4E0� 2;F<;2=D2� � 492=<9/7� E/2=<4/70� C<;E� ?=/2498� :6<498� D?/<D<=/24;9��0;74:�F?/0=�*
$*��6&$�'"+�"'���%4��?40�E=2?;:� 40�@/0=:�;9�:=&D<=/0498� 2?=� 2=EF=</26<=� @1� =9:;2?=<E4D� <=/D24;90 <=:6D498�2?=�C4<=�:402<4@624;9�@1�C76N498�;N18=9�B42?9;9&D;E@6024@7=�8/0=0 �/9:�F<;E;2498�2?=�C;<E/24;9;C�/�F<;2=D245=�4EF=9=2</@7=�06<C/D=�7/1=<���/49�=2�/7*$��) ��<;42I0D?����� �<10;9�/9:� </C2�$��� ��;;9�=2/7*�$��� ��6�/9:��/E=<2;9�$��$ ��677�/9:��/9:;7/�$����*
������� ��!�!������������
FF<;/D?=0� 2;� =9?/9D498� C4<=� <=2/<:/9D1� /<=@/0=:� ;9� /� 96E@=<� ;C� 2?=;<4=0� F<;F;0=:� 2;� :=0D<4@=2?=�E=D?/940E�;C�C4<=�<=2/<:/920*
�*��"������ �6�����$4��?=0=� 2?=;<4=0�F;042� 2?=� C;<&E/24;9�;C�/�87/001�7/1=<�B?4D?�4EF=:=0�2?=�74@=</24;9;C�5;7/247=�8/0=0 �F<=5=92498�;N18=9�C<;E�<=/D?498�2?=06@02</2=�/9:�F<;2=D2498�2?=�E/2=<4/7�06<C/D=�C<;E�2?=49C76=9D=�;C�=7=5/2=:�2=EF=</26<=0���=5/9����) ��B==2���( �<10;9�/9:� </C2�$��� ��/98�=2�/7*�$��) ��/>>/&</49=9�=2�/7*�$��%�*�/<<4=<�=CC=D20�?/5=�@==9�9;24D=:�/0/�<=0672�;C�2?=�:40F=<04;9�49�F7/024D�;C�9/9;D7/1�B?4D?F<=5=920� 2?=� :4CC604;9� ;C� ;N18=9� /9:� :=D;EF;0424;9F<;:6D20���/6<4=�=2�/7*�$��� ��/I/<=�=2�/7*�$��+�*��?=<=/<=�2B;�F;004@7=�E=D?/940E0�C;<�D?/<�C;<E/24;9'�<=:4&<=D24;9�;C�2?=�D?=E4D/7�<=/D24;90�495;75=:�49�:=D;EF;&0424;9�49�C/5;<�;C�<=/D24;90�14=7:498�D/<@;9�</2?=<�2?/9 ��/9:� �
$ �/9:�C;<E/24;9�;C�/�F<;2=D245=�D?/<�06<C/D=
7/1=<���;;9�/9:��/<<40�$��� ��6�/9:��/E=<2;9�$��$�*� C4<=� <=2/<:/92� D/9� B;<>� @1� E=/90� ;C� /� E=D?/940E>9;B9� /0� 4926E=0D=9D=*� �926E=0D=92� 0102=E0� 0B=77B?=9�06@O=D2=:� 2;�?=/2�;<� C4<=�/9:�D<=/2=�F;<;60�D/<&@;9/D=;60�C;/E �B?4D?�;F=</2=0�/0�/�@/<<4=<�/9:�F<;&2=D20�C<;E�/4< �?=/2�/9:�F1<;71040�F<;:6D20���=5/9����) �B==2����( ��;;9�/9:��/<<40�$��� ��6�/9:��/E=<2;9$��$ � [?/98� /9:� �;<<;D>0� $��( � �?=9� /9:� �D?477498$��) ��/98�=2�/7*�$��� � ?/FF7=�/9:�9/9:O4B/7/�$����*�926E=0D=92�0102=E0�21F4D/771�D;90402�;C�2?<==�D;EF;&9=920 � 2?/2� 40 � /� D/<@;940/24;9�/8=92 � /9�/D4:4D� 0;6<D=/9:�/�@7;B498�/8=92*��?=�D/<@;940/24;9�/8=92� 40�606&/771�/�D?/<&D<=/2498�;<8/94D�D;EF;69:��7E=</0�=2�/7*$��(�*��9?/9D498�;C�C4<=�<=2/<:/9D1�;C�D;EF;042=�E/2=&<4/70�D/9�@=�<=/D?=:�@1�60=�;C�C4<=�<=2/<:/920�/::4245=0B?4D?�B;<>�@1�E=D?/940E�;C�D?/<�D<=/24;9 �06D?�/0�I49D@;</2= �/EE;946E�F;71F?;0F?/2= �@;<4D�/D4:�/9:�F?;0&F?;<;60�D;EF;69:0���;I7;B0>4 ��*�/9:��7/:1>/&�<I1&@17/> ��*�$��$ ��/<D4/�=2�/7*�$��� ��2/<>�=2�/7*�$��� ��2/<>=2�/7*�$��� ��6FF/>/<9�/9:�#/<6>6EO;<9�$��� ��?=9�=2/7*�$����*
$*�6��-"+��6�����$4��=2/<:/92�/::4245=0�=9?/9D=2?=�2?=<E/7�D;9:6D245421�;C�2?=�;<8/94D�E/2=<4/7 �B?4D?7=/:0� 2;� /9� =5=9� :402<4@624;9� ;C� =9=<81� 49� 2?=� C6=75;76E= �B?4D?�49�26<9�F<=5=920�489424;9�;C�2?=�E/2=<4&
/7�06<C/D=*��;<=;5=< �2?=�<=2/<:/920�D/9�/:0;<@�=9=<&81 �049D=�/9�=9:;2?=<E4D�<=/D24;9�40�2<488=<=:�:6<4982?=4<�2?=<E/7�:=D;EF;0424;9*�76E4946E�2<4?1:<;N4:=�����/9:�E/89=046E�:4?1:<;N4:=�������/<=�=N/E&F7=0� ;C� C4<=� <=2/<:/9D1� /FF<;/D?=0� @/0=:� ;9� 2?=<E/72?=;<4=0���=5/9����) ��B==2����( ��/>>/</49=9�=2�/7*$��% ��/<D4/�=2�/7*�$��� ��71;0;5�$����*
(*� 6���&� ��� � �+ �%*� ��� %�%'�-:)$��:+�� *"$�$4�9�2?40�D/0= �2?=�E=D?/940E�B;<>0�49�2?=�5/F;<�F?/0=*�?=�<=2/<:/92�/::4245=0�:=D;EF;0=�/9:�=E42�9;9C7/E&E/@7=�8/0=0�2?/2�/<=�E4N=:�B42?�2?=�F<;:6D20�;C�C6=7F1<;71040�/9:�C;<E�/�9;9D;E@6024@7=�E4N26<=�;C�8/0&=0*��;<=;5=< �2?=�=E422=:�9;9D;E@6024@7=�8/0=0�:40&F7/D=�;<�:4762=�2?=�/4<�/5/47/@7=�C;<�;N4:/245=�F1<;71&040�<=/D24;90*���=5/9����) ��/>>/</49=9�=2�/7*�$��%�*
)*�������",�'"+��6�����$4��4<=�<=2/<:/92�/::4245=0 C;<�=N/EF7= �?/7;8=9/2=:�D;EF;69:0 �;F=</2=� 49� 2?=5/F;6<� F?/0=� /0� 49?4@42;<0� @1� 492=<<6F2498� 2?=� D?/49F<;F/8/24;9� E=D?/940E� ;C� C7/E=0� @1� <=7=/0498� C<==</:4D/70� ��/49� =2� /7*� $��) d;6<@48;2� /9:� �6U6=09=$����*��9�D/0=�;C��� 0 �/924E;91�2<4;N4:=�40�E;027160=:� /0� /� D;EF;9=92� ;C� 019=<8=24D� D;EF;0424;9� 2;=9?/9D=� 2?=� =CC4D4=9D1� ;C� ?/7;8=9&D;92/49498� C7/E=<=2/<:/920�@1�/�02=FB40=�<=7=/0=�;C�</:4D/70�2?/2�49�26<949?4@42� 2?=� 5/F;<&F?/0=� =N;2?=<E4D� ;N4:/245=� D?/49<=/D24;9�;C�2?=�C7/E=�0F<=/:���/<D4/�=2�/7*�$��� ��71&;0;5�$����*
%*�6�����$����$�-)+�"%��)$�'6"���%'��"$�%*�"%, �+"��+�� ��,)'���%4� �?=0=� 2?=;<4=0� /<=� @/0=:� ;9� 2?=60=�;C�C4<=&<=2/<:/92�D?=E4D/70�2;�<=:6D=�2?=�2=EF=</&26<=�<=U64<=:�C;<�F1<;71040 �2?=�<=0672�;C�B?4D?�40�2?=F<;:6D24;9�;C�E;<=�D?/<�/9:�C=B=<�5;7/247=�8/0=0���=&5/9����)�*
+*�6�����$����,�'��"$�,�6�"��'�%��%�����'�-:)$���:+�� �+"��+�$4� �=:6D24;9� ;C� 2?=� ?=/2� D;92=92� 2/>=0F7/D=�B?=9�2?=�96E@=<�;C�5;7/247=0� 40�:=D<=/0=:�/9:2?=� /E;692� ;C� D?/<� 40� 49D<=/0=:*� ;90=U6=9271 � 2?=F?=9;E=9/�:=0D<4@=:�49�2?=;<4=0�%�/9:�+�;DD6<�/2�2?=0/E=�24E= � 7=/:498�2;� 2?=�D<=/24;9�;C�E;<=�D?/< �/9:C=B=<�5;7/247=0 �/0�B=77�/0�7;B=<�?=/2�D;92=92�;C�D;E&@6024@7=�5;7/247=0���=5/9����)�*
�;02� C4<=� <=2/<:/92� D?=E4D/70� 8=9=</771� /D2� 54/0=5=</7�;C� 2?=�/@;5=�E=D?/940E0*��019=<8=24D�F?=&9;E=9;9�=E=<8=0�B?=9�/�0102=E�;C�0=5=</7�D?=E4D/7040�60=:*��?=�019=<81�=CC=D2� 40�;@0=<5=:�B?=9� 2B;�;<E;<=� D?=E4D/70� �/70;� >9;B9� /0� E40D=77/9=;60�� /<=D;E@49=:� 2;8=2?=<� /9:� 2?=� <=2/<:/9D1� =CC=D2� ;C� 2?40E4N26<=� 40�8<=/2=<� 2?/9� 2?=�06E�;C� 2?=� 49:454:6/7�=C&C=D20�;C�2?=�0=F/</2=�D?=E4D/70*��N/EF7=0�;C�2?=�E;02D;EE;971�60=:�019=<84024D�0102=E0�/<=�2?=�D;E@49/&24;9�;C�/76E4946E�;<�E/89=046E�?1:<;N4:=0�B42?�I49D@;</2= �/9:�2?=�D;E@49/24;9�;C�/EE;946E�F;71F?;0&F?/2=�B42?�9/9;D7/10���=5/9����) �#/98�=2�/74�$��� �/6<4=�=2�/7*�$��� ��=E4<�=2�/74�$��%�*
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
"��������������!�����
�;;:�40�/�9/26</7 �<=9=B/@7=�E/2=<4/7�B42?�/�D;E&F74D/2=:�02<6D26<=*� =7767;0= �?=E4D=7767;0=0�/9:�748949/<=�2?=�E/49�F;71E=<4D�D;EF;9=920�;C�B;;:*��2�40�>9;B92?/2�?=E4D=7767;0=0�/9:�D=7767;0=�D;92<4@62=�2;�2?=�C7/E&E/@47421�;C�B;;:H�B42?�?=E4D=7767;0=0�49�F/<24D67/<�F7/1&498�/�E/O;<�<;7=�@=D/60=�;C�2?=4<�7;B�?=/2�02/@47421*��?47=D=7767;0=�/9:�?=E4D=7767;0=0�=9?/9D=�2?=�C7/EE/@47421;C�B;;: �748949 �B?4D?�40�2?=�;2?=<�F;71E=<�49D76:=:�49B;;: � F<;E;2=0� 2?=� C4<=� <=0402/9D=� ;C� B;;:� @1� D?/<&<498���;I7;B0>41�/9:��7/:1>/&�<I1@17/>�$��$ ��;2?�=2/7*�$��� ��4�=2�/7*�$��� ��/?=@�/9:�#;8������*��=E4D=776&7;0=0�:=D;EF;0=�/2�$$%.($%�� �/9:�D=7767;0=�/2�($%.(�%�� �B?=<=/0�748949�:=D;EF;0=0�;5=<�2?=�2=EF=</&26<=�</98=�;C�$%�.%���� ���4�7/04�$����*
;EE;971�60=:�7489;D=7767;04D�E/2=<4/7�C;<�B;;:&F7/024D� D;EF;042=0� 40� B;;:� C7;6< � B?4D?� D/9� @=� ;@&2/49=:�C<;E�49:602<4/7�<=04:6=0�06D?�/0�0/B:602 �F7/9=<0?/54980� /9:� B;;:� D?4F0*� �;;:� C7;6<� F;00=0� /� 7;B7=982?&2;&:4/E=2=<� </24;� D;EF/<=:� B42?� B;;:� C4@=< /9;2?=<� E/2=<4/7� 60=:� 49� �� 0*� �2?=<� 7489;D=77;04DE/2=<4/70�60=:�49��� 0�/<=�/8<4D6726</7�C4@<=0��06D?/0�C7/N �O62= �>=9/C �/9:�?=EF��/9:�/8<4D6726</7�<=04:6=0�06D?� /0� D;<9� 02/7>0 � <4D=� ?6770 � /9:� D;D;962� D;4<���?42=�=2�/7*�$����*
�;;:� /0� /� D;EF;9=92� D;92/49498� ?1:<;D/<@;90@6<90� 49:4<=D271� /0� D;E@6024;9� 2/>=0� F7/D=� @=2B==9;N18=9� /9:� 2?=� 8/0=0� 74@=</2=:� C<;E� 2?=� E/2=<4/7*�?=9� B;;:� 40� =NF;0=:� 2;� ?=/2 � 42� 8=9=</2=0� 5;7/247=D;EF;9=920 �B?4D?�49�26<9�<=/D2�B42?�;N18=9�=9=<8=2&4D/771*��?40�7=/:0�2;�2?=�F<;F=90421�;C�B;;:�E/2=<4/702;�489424;9�/9:�@6<9498���/>>/</49=9�=2�/74�$��%�*
�?=� 489424;9� /9:� D;E@6024;9� ;C� B;;:� E/2=<4/70/<=� @/0=:� ;9� 2?=� F1<;71040� F<;D=00� ;C� D=7767;0=� /9:;9� 492=</D24;90� @=2B==9� 2?=� F<;:6D20� ;C� 2?=� 2?=<E/7:=D;EF;0424;9�;C�2?=�B;;:�/9:�2?=�06<<;69:498�8/0&=0���B==2����( ��/>>/</49=9�=2�/7*�$��%�*��=F=9:498;9�2?=�F<=0=9D=�;<�/@0=9D=�;C�;N18=9 �2?=�F<;D=00�;C2?=�F1<;71040� 40�:454:=:� 492;�;N4:/245=�F1<;71040�/9:/9/=<;@4D�F1<;71040 �D;<<=0F;9:49871����������+'$����*�/<4;60� F/</E=2=<0� /CC=D2� 2?=� F1<;71040� </2= � E/49712=EF=</26<= �F<=006<=�/9:�?=/2498�</2=���4�7/04�$����*�=F=9:498�;9�2?=�D;9:424;90 � 2?=�F1<;71040�D/9�C7;B/DD;<:498�2;�2B;�:4CC=<=92�F/2?B/10*��?=�C4<02�40�/�7;B2=EF=</26<=� F/2?B/1� �2=EF=</26<=� @=7;B� (���� �� 49B?4D?�9;9&D;E@6024@7=�8/0=0��06D?�/0��
$��/9:� �
$�
/<=� 74@=</2=:�/9:�D?/<� C;<E/24;9�F<;E;2=:*��?=�0=D&;9:�40�/�?48?�2=EF=</26<=�F/2?B/1��2=EF=</26<=�/@;5=(���� ��49�B?4D?�2/<�/9:�D;E@6024@7=�8/0=0�/<=�D<=/2&=:*��2�0?;67:�@=�9;2=:�2?/2�E6D?�2/<�40�D<=/2=:�:6<4989;<E/7�@6<9498�;C�B;;: �49D76:498�7=5;876D;0/9 �/9:2?=� 2/<� 2?=9�:=D;EF;0=0� 492;�C7/EE/@7=�8/0=0�69:=<2?=�/D24;9�;C�?=/2���B==2����( ��;2?�=2�/7*�$��� ��/>>/&</49=9�=2�/7*�$��% ��6/98�/9:��/9����%�*
�;;:�F;00=00=0�0;E=�49424/7�;<�9/26</7�C4<=�<=0402&/9D=�@=D/60=�;C�420�7;B�2?=<E/7�D;9:6D245421�/9:�/@474212;�D?/<�C;<E/24;9*��?=�49424/7�C4<=�<=2/<:/9D1�;C�B;;:5/<4=0 �:=F=9:498�;9�2?=�21F=�;C�2<==�C<;E�B?4D?�2?=B;;:�B/0�;@2/49=:*��;<�=N/EF7= �42�40�>9;B9�2?/2�2?=:=90421 � F=<E=/@47421 � E;<F?;7;81 � E;4026<=� D;92=92/9:�D?=E4D/7�D;EF;0424;9�;C�B;;:�E/1�/CC=D2�420�C4<=<=0402/9D=�F<;F=<24=0���;I7;B0>41�/9:��7/:1>/&�<I1&@17/>�$��$ ��?42=�/9:��4=2=9@=<8=<�$��� � ?/FF7=�/9:9/9:O4B/7/�$����*��;;:�B42?�/�?48?�:=90421�?/0�=N&D=77=92� <=0402/9D=� 2;�C4<=� ��46:4D=�/9:��=<=1</�$��� �6@1/>2;�=2�/7*������*� �2�?/0�/70;�@==9� <=F;<2=:� 2?/22?=�C4<=�<=0402/9D=�;C�B;;:�E/1�?/5=�:4CC=<=9D=0�B42?49;9=� 0F=D4=0*� #/F/9=0=� <=0=/<D?=<0� ?/5=� C;69:� 2?/206EE=<� /9:� 0F<498� B;;:� ?/0� :4CC=<=9D=0� 49� 2?=<E/7F<;F=<24=0*� �;<� 4902/9D= � 2?=4<� <=06720� 0?;B� 2?/2� 2?=2?=<E/7�D;9:6D245421�;C�06EE=<�B;;:�40�2=9C;7:�2?/2;C�0F<498�B;;:*��?=�:4CC=<=9D=�49�2?=<E/7�D;9:6D245&421�:=2=<E49=0�2?=�:4CC=<=9D=0�49�2?=�@=?/54;6<�;C�2?=B;;:�:6<498�?=/2�=NF;06<=*��/EF7=0�B42?�7;B=<�2?=<&E/7�D;9:6D245421�?/5=�@=22=<�2?=<E;&@/<<4=<�F<;F=<24=0��/>>/</49=9� =2� /7*� $��%�*� 0� <=8/<:0� 2?=� =CC=D2� ;C748949�D;92=92�;9�2?=�49424/7�C4<=�<=0402/9D= �42�?/0�@==9<=F;<2=:� 2?/2� 2?=� 02<;98� @;9:0� ;C� /<;E/24D� <4980� /<=2?=<E/771� :=02<6D24@7=� ;971� 69:=<� =7=5/2=:� 2=EF=</&26<=0 �/9:�2?/2�2?=�/<;E/24D�<4980�;C�748949�845=�8;;:;N4:/24;9�<=0402/9D=�/9:�D;<<=0F;9:�2;�2?=�D?/<�7/1=<C;<E498*� �?60 � B;;:&F7/024D� D;EF;042=0� D;92/494980;C2B;;:� ?/5=� @=22=<� 2?=<E;&@/<<4=<� F<;F=<24=0� 2?/9D;92/49498�?/<:B;;:���;I7;B0>41�/9:��7/:1>/&�<I1&@17/>�$��$ ��=� ?4<4D;�=2�/7*�$��(�*�70; �42�?/0�@==99;24D=:� 2?/2� C4<=� <=0402/9D=�;C�B;;:&F7/024D� D;EF;0&42=0�B42?�/9:�B42?;62�/::424;9�;C�C4<=�<=2/<:/92�D/9�@=D;904:=</@71�4EF<;5=:�@1�=9?/9D=E=92�;C�/E;692�;CB;;:�C7;6<��1<47E40�=2�/7*�$����*
�96E@=<�;C�2?=;<4=0�:=0D<4@=�2?=�E=D?/940E0�;CB;;:�C4<=�<=2/<:/9D1*
�*���,)'���%�����6���+�!����6�"��!6�'6����-���$�)��6���'�-:)$���%4��?40�2?=;<1�02/2=0�2?/2�C4<=�<=2/<:&/92�/::4245=�E/1�;F=</2=�@1�D<=/2498�/�87/001�F<;2=D&245=�0>49�;<�C;/E �B?4D?�49�26<9�B;<>0�/0�/9�40;7/2;<*9�=N/EF7=�;C�2?40�/FF<;/D?�40�/9�4926E=0D=92�D;/2&498� ;C� 2?=� B;;:� 06<C/D=� ��B==2� ���(�*� �926E=0D=92C7/E=�<=2/<:/92�D;/2498����� ��40�/9�=CC=D245=�/9:�7;BD;02�E=2?;:�2;�F<;2=D2�/�E/2=<4/7�C<;E�C4<=*��21F4D/7D;EF;0424;9� ;C� 2?=� ��� � 40� /� D/<@;9� /8=92 � /9� /D4:0;6<D=� /9:� /� @7;B498� /8=92*� �6<498� =NF;06<=� 2;� 2?=?=/2� 0;6<D=� 2?=� ��� 0� 0B=77� /9:� 2?=4<� 5;76E=� 40� 49&D<=/0=:�%�&$���C;7: �D<=/2498�/�F<;2=D245=�D?/<� 7/1=<;9� 2?=�E/2=<4/7� 06<C/D=� � ?;6�=2�/7*�$��� ��7/:1>/&�<I1@17/>�/9:��;I7;B0>4������*��;E=�;C�2?=�/::4245=0D/9�=9?/9D=�2?=�2?=<E/7�D;9:6D245421�;C�2?=�B;;:�2;/�7=5=7�/2�B?4D?�2?=�/:0;<@=:�?=/2�=9=<81�40�<=E;5=:/9:�694C;<E71�:402<4@62=:�49�2?=�B;;:�5;76E= �B?4D?
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
:=D<=/0=0�2?=�489424;9�F;2=924/7*�9;2?=<�@</9D?�;C�2?402?=;<1� 40� 2?/2� :6<498� 2?=<E/7� :=D;EF;0424;9� 0;E=C7/E=�<=2/<:/92�/::4245=0�/:0;<@�/�7;2�;C�?=/2�=9=<81/9:�06FF;<2�2?=�=9:;2?=<E4D�<=/D24;9�;C�2?=�:=02<6D&24;9�;C�2?=�<=2/<:/92�/::4245=0���B==2����(�*
�$*��;��%*)�$6-�%������6���+"-�4��?=�C7/E=�=N249&8640?498� 2?=;<1� 02/2=0� 2?/2� C7/E=� <=2/<:/92� /::4245=0=5;75=�</:4D/70�/2�=7=5/2=:�2=EF=</26<=0�B?4D?�2</F�2?=?1:<;8=9�/9:�?1:<;N17� </:4D/70�;C� 2?=�5/F;6<�F?/0=/9:�2?60�49?4@42�2?=�C7/E498�D;E@6024;9���B==2����(�*
(*��6"%*�$� ��� �6�� �6��-"+�,�*�","���%����'�$$4�?=�E=D?/940E�;C�2?=<E/7�:=8</:/24;9�F<;F;0=0�2?/22?=�2?=<E/7�:=8</:/24;9�;C�B;;:�E/1�@=�D?/98=:�@12?=�D<=/24;9�;C�/�F?104D/7�@/<<4=<*��?40�@/<<4=<�D;5=<02?=�B;;:�06<C/D= �F<=5=920�D;92/D20�B42?�2?=�;N18=9;C�2?=�06<<;69:498�/2E;0F?=<=�/9:�@7;D>0�2?=�=5;76&24;9�;C�D;E@6024@7=�5;7/247=�8/0=0�C<;E�2?=�B;;:*��?=E=D?/940E�;C�2?=<E/7�:=8</:/24;9�E/1�@=�D?/98=:�@1:4CC=<=92�/FF<;/D?=0*��4<=�<=2/<:/92�/::4245=0�E/1�<=&:6D=�2?=�F1<;7124D�2=EF=</26<=0 �:4<=D2498�2?=�D;E@60&24;9�F<;D=00� 2;�/� 7;B�2=EF=</26<=�F/2?B/1 �B?4D?�4926<9�=9?/9D=0�D?/<�C;<E/24;9�/9:�<=:6D=0�2?=�/E;692;C�5;7/247=�8/0=0*��?=�:=D<=/0=:�/E;692�;C�C7/EE/@7=5;7/247=�8/0=0�7=/:0�2;�/�<=:6D24;9�;C�2?=�=CC=D245=�?=/2;C� 2?=� E/2=<4/7 � B?4D?� 49� 26<9� 7=/:0� 2;� <=:6D=:� C4<=F<;F/8/24;9���B==2����(�*
�?=�D?=E4D/70�F<;54:498�2?=�C4<=&<=2/<:/92�F?=9;E&=9/� 7402=:� /@;5=� 49D76:=� F?;0F?/2=0 � 0;E=� 942<;8=9D;EF;69:0 � 0;E=� @;</2=0 � 0474D/2=0� /9:� /E49;&<=0490��=5/9����) ��=5/9�/9:��49/9:1������*�77�2?=0=�D?=E&4D/70�/<=�>9;B9�2;�49D<=/0=�2?=�C4<=�<=0402/9D=�F<;F=<&24=0� ;C� B;;:H� 2?=1� ?;B=5=<� ?/5=� 0;E=� 69C/5;6</@7=C=/26<=0*� �;<� =N/EF7= � 42� ?/0� @==9� ;@0=<5=:� 2?/2� 2?=/::424;9�;C�C4<=�<=2/<:/920� 7=/:0� 2;�:=D<=/0=:�02<=982?F<;F=<24=0�;C�B;;:���=5/9�/9:��49/9:1������*��;<=&;5=< � 492<;:6D498� C4<=� <=2/<:/92� /::4245=0� /CC=D20� 2?=:6</@47421 �E/D?49/@47421 �2;N4D421 �876/@47421�/9:�F/492/&@47421�;C�B;;:���=5/9����)�*��4<=�<=2/<:/920�D/9�@=�49&2<;:6D=:� 492;� B;;:� 49� 2B;� B/10'� 4EF<=89/24;9� ;C� /9/::4245=�492;�2?=�B;;:H�/9:�@1�06<C/D=�2<=/2E=92���=&5/9����) ��/>>/</49=9�=2�/7*�$��%�*
Fire retardancy of plastics�=F=9:498�;9�2?=4<�2?=<E/7�@=?/54;6< �F7/024D0�/<=
:454:=:� 492;� 2B;� 8<;6F0H� 2?=<E;0=20� �/E494<=0490 F?=9;74D�<=0490 �=F;N1�<=0490 �=2D*��/9:�2?=<E;F7/024D0�F;71;7=C490 �021<=94D0 �F;71/E4:=0 �=2D*�*��?=<E;F7/0&24D0�/<=�06@O=D2=:�2;�:=C;<E/24;9�/2�2=EF=</26<=0�B?4D?/<=� 9;2� =9;68?� 2;� F<;:6D=� D?=E4D/7� :=D;EF;0424;9 /9:� 2?=1� D;EE;971� 49D76:=� 7;98� 9;9� D<;00&749>=:D?/490*� �?=<E;0=20 � ?;B=5=< � 69:=<8;� D?=E4D/7D?/98=0� /2� =7=5/2=:� 2=EF=</26<=0� 2?/2� 7=/:� 2;� 9;9E=72498�F<;:6D20�B42?�02<;98�D<;00&749>=:�D?/490���;<&<;D>0�/9:��<4D=�$��+�*��?=�D<;00&749>=:�02<6D26<=�;C
2?=<E;0=20�E/>=0�2?=E�E;<=�2?=<E;02/@7=*��?40�C/D&2;<�:=2=<E49=0�2?=�F<49D4F7=�:4CC=<=9D=�49�2?=�/FF<;/D?&=0�60=:�2;�4EF<;5=�2?=�C4<=�<=2/<:/9D1�;C�2?=<E;F7/0&24D0� /9:� 2?=<E;0=20*� �?=<E;0=20� 606/771� <=U64<=� 2?=/FF74D/24;9�;C�C4<=�<=2/<:/920�B42?�E;<=�=7=5/2=:�;F&=</2498� 2=EF=</26<=0� 2?/9� 2?=<E;F7/024D0� ��<;42I0D?$��) ��=47�=2�/7*�$��+�*��6<2?=<E;<= �2?=�F<;:6D24;9C=/26<=0�;C�2?=<E;0=20�/<=�5=<1�0642/@7=�C;<�C7/E=�<=&2/<:/24;9�60498�/�<=/D245=�02</2=81���;<<;D>0�/9:��<4D=$��+ �#;0=F?/�/9:��<=204/>;5/&�D9/771�$����*
�;71=2?17=9=��?48?�/9:�7;B�:=90421� �F;71F<;F17&=9=� /9:� F;7154917D?7;<4:=� /<=� 2?=� F7/024D0� 8=9=</77160=:� C;<� 2?=� F<;:6D24;9� ;C� B;;:&F7/024D� D;EF;042=0��/O/C4�=2�/7*�$��+ � ?/FF7=�/9:�9/9:O4B/7/�$����*��?=E;02� D;EE;971� 60=:� F7/024D� 40� F;71F<;F17=9=� ���� B?4D?� ?/0� /FF74D/24;90� 49� E/91� C4=7:0 � C;<� =N/EF7= @647:4980 �B4<= �D/<0 �=7=D2<4D�/9:�=7=D2<;94D�49:602<1/9:� E/91� ;2?=<0*� �49D=� ��� 40� /� 02<;9871� C7/EE/@7=E/2=<4/7 �4EF<;5=E=92�;C�C7/E=�<=2/<:/9D1�40�<=U64<=:49�E/91�D/0=0���5�=2�/7*�$��%�*��?=�B/10�49�B?4D?�C4<=<=2/<:/920� /<=� /FF74=:� C;<� F7/024D0� /9:� B;;:&F7/024DD;EF;042=0� :4CC=<� 8<=/271� C<;E� 2?=� B/10� C;<� B;;:*�;;:� 40� 606/771� 0/26</2=:� B42?� 0;7624;90� ;C� C4<=� <=&2/<:/920 �@62�2?=�C4<=�<=2/<:/920�C;<�F7/024D0�/9:��� 0/<=�492<;:6D=:�49�0;74:�C;<E�02</48?2�492;�2?=�E/2=<4/7��71;0;5�$��� �1<47E40�=2�/7*�$����*
�?=<=�/<=�0=5=</7�B/10�2;�/D?4=5=�C7/E=�<=2/<:/9D149�F;71F<;F17=9='
�*� <=/24;9�;C�/�D/<@;9/D=;60�D?/<�@1�E=/90�;CE;:4C4D/24;9� ;C� 2?=� F1<;71040� <=/D24;90*� �?40� D?/<;@02<6D20� 2?=� 2</90C=<� ;C� 2?=� ?=/2� /9:� 2?=<=C;<=� :=&D<=/0=0� 2?=� C;<E/24;9� ;C� 5;7/247=0 � 2?60� F<=5=9249806@0=U6=92� ;N4:/24;9*
$*�::424;9�;C�<=/8=920�B?4D?�C;<E�/�D?/<�@/<<4=< E/4971�/::4245=0�B42?�/9�4926E=0D=92�F<;F=<21*
(*��<=5=924;9�;C�2?=�C;<E/24;9�;C�49424/2498�</:4&D/70�49�2?=�C7/E=�/9:�F<=C7/E=�/<=/0*
)*�::424;9�;C�?1:</2=:�49;<8/94D�/::4245=0�B?4D?:=D/1�=9:;2?=<E4D/771�B42?�B/2=<�74@=</24;9�/9:�2?=<=&C;<=�/:0;<@�2?=�?=/2�C<;E�2?=�06<C/D=�;C�2?=�E/2=<4/7/9:�/22=96/2=� 2?=�D;E@6024@7=�5;7/247=0*
%*��;:4C4D/24;9�;C�2?=�F;71E=<�D?=E4D/7�02<6D26<=49� ;<:=<� 2;� E;:4C1� 420� :=D;EF;0424;9� F<;D=00� ;<� 4E&F<;5=�420�D;EF/24@47421�B42?�;2?=<�C4<=�<=2/<:/920��[?/98/9:��;<<;D>0�$��( �#/98�/9:��==�$����*
�?=� C4<=� <=2/<:/9D1�;C�F;71E=<0�D/9�@=�/D?4=5=:@1�2B;�:4CC=<=92�02</2=84=0'�/9�g/::4245=g�/FF<;/D?�/9:/�f<=/D245=g�/FF<;/D?*��4<=�<=2/<:/920�;C�/::4245=�21F=/<=�B4:=71�60=:�/9:�/<=�492<;:6D=:�492;�F;71E=<4D�E/&2=<4/7� 2?<;68?� F?104D/7� C;<D=0� 06D?� /0� 5/9� :=<� �//70492=</D24;90*��?40�E=2?;:�40� 2?=�E;02�=D;9;E4D/7�/9:</F4:�B/1�2;�4EF<;5=�2?=�C4<=�<=2/<:/9D1�;C�F;71E=<0*�;B=5=< �:</B@/D>0�06D?�/0�/�:=D<=/0=�;C�E=D?/94D/7F<;F=<24=0 �7=/D?498�/9:�B=/>�D;EF/24@47421�<=:6D=�2?=
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
/22</D245=9=00�;C�2?=�/::4245=�/FF<;/D?*��4<=�<=2/<:/920;C�<=/D245=�21F=�/<=�492<;:6D=:�492;�F;71E=<4D�E/2=<4/7@1�D?=E4D/7�<=/D24;9�2?<;68?�D;5/7=92�@;9:498�/9:�D/9@=�60=:� C;<� 2?=�D<=/24;9�;C�/�9=B�C4<=� <=2/<:/92�F;71&E=<� ;<� C;<� 2?=� /:/F2/24;9� ;C� /9� =N402498� F;71E=<� @1E=/90�;C�D;F;71E=<40/24;9�B42?�/�C4<=�<=2/<:498�D;EF;&9=92�=42?=<�49�2?=�D?/49�;<�/0�/�F=9:=92�8<;6F���6�/9:�/E=<2;9�$��$ ��<;42I0D?�$��)�*
�9�/::424;9� 2;�0/240C1498�;@748/2;<1�C4<=� <=U64<=&E=920�/9:�<=867/24;90 �/9�=CC4D4=92�C4<=�<=2/<:/92�?/02;�?/5=�2?=�C;77;B498�C=/26<=0'
h �2�E602�?/5=�2?=<E/7�02/@47421�/2�2?=�606/7�F;71&E=<� F<;D=00498� 2=EF=</26<=� �C;<� F;71F<;F17=9=� 2?402=EF=</26<=�40�$+��� �*
h �?=�<=2/<:/92�0?;67:�?/5=�D;EF/24@47421�B42?�2?=F;71E=<�/9:�9;�7=/D?498�0?;67:�;DD6<*
h �?=�/::4245=�?/0� 2;�D;90=<5=� 420� C4<=� <=2/<:/92F<;F=<24=0�B?=9�=NF;0=:�2;�C4<=�/D24;9*
h �?=� <=2/<:/92� ?/0� 2;� :=D<=/0=� 2?=� D<=/24;9� ;C2;N4D�8/0=0�/9:�0E;>=�:6<498�D;E@6024;9*
h �?=�/E;692�;C�<=U64<=:�/::4245=�2;�/D?4=5=�C7/E=<=2/<:/9D1�0?;67:�@=�/2�/�7;B�7=5=7��606/771�9;2�E;<=2?/9���R�BTB�� 2;� <=:6D=� D;020� /9:� 420� =CC=D2� ;9� 2?=E=D?/94D/7�F<;F=<24=0�;C�2?=�E/2=<4/7*
h �?=� <=2/<:/92�?/0� 2;�@=�=/01� 2;� 492<;:6D=� 492;2?=�F;71E=<�E/00*
h �?=�<=2/<:/92�?/0�2;�@=�=/0471�<=E;5=:�C<;E�2?=F;71E=<�:6<498�<=D1D7498*
h ��?=�/::4245=�E602�?/5=�9;�?/<EC67�=954<;9E=9&2/7�F<;F=<24=0�9;<�@=�?/<EC67�2;�?=/72?*
h �?=�/::4245=�0?;67:�@=�D;EE=<D4/771�/5/47/@7=/9:�D;02�=CC4D4=92*
h �?=�<=2/<:/92�E602�9;2�F<;5;>=�D;<<;04;9*���;;9=2�/7*�$��� �[?/98�/9:��;<<;D>0�$��( �9;9D�$����
�N/EF7=0�;C�D;EE;971�60=:�C7/E=�<=2/<:/920�49:4CC=<=92�F7/024D0�/<=�F<=0=92=:�49��/@7=��*
Fire retardancy of wood-plastic composites�2�?/0�@==9�9;2=:� 2?/2�/::424;9�;C� 7489;D=7767;04D
C4@<=0� 2;�F;71F<;F17=9=� ����� <=:6D=0� 2?=�?=/2� <=7=/0=</2=� F=/>� =00=924/771*� ?/</D2=<4024D0� 06D?� /0� ?=/2� <=&7=/0=:� 49� D;E@6024;9� /9:� E/00� 7;00� </2=� /<=� /70;� <=&:6D=:*��;B=5=< �D<42=<4/�06D?�/0� 24E=� 2;� 489424;9�/9:F<;:6D24;9�;C�0E;>=�:=2=<4;</2=�49�D;EF/<40;9�B42?�F6<=F;71F<;F17=9=��;<104/>�=2�/7*�$��+�*��?=�C7/EE/@47421;C��� 0�:=F=9:0�;9�0=5=</7�C/D2;<0'�21F=�;C�</B�E/&2=<4/7 �02<6D26<= �:=90421 �2?=<E/7�D;9:6D245421 �?6E4:4&21 �/9:�2?=�9/26<=�;C�D;EF;042=���;I7;B0>41�/9:��7/&:1>/&�<I1@17/>�$��$ � ?/FF7=�/9:�9/9:O4B/7/�$����*
�4<=�<=2/<:/920�D/9�@=�492<;:6D=:�492;�D;EF;042=0@1�2B;�E=2?;:0'
�*�/00�2<=/2E=92'��?=�/::424;9�;C�C4<=�<=2/<:/9202;� 2?=� E/00� :6<498� 2?=� F<;:6D24;9� F<;D=00
$*�6<C/D=�F<;2=D24;9'��?=�/::424;9�;C�C4<=�<=2/<:&
/920� ;92;� 2?=� 06<C/D=� ;C� 2?=� D;EF;042=� 49� 2?=� C49/702/8=�;C�F<;:6D24;9���;I7;B0>41�/9:��7/:1>/&�<I1&@17/>�$��$ �;6<@48;2�/9:��6U6=09=�$����*
�?=�C7/E=�<=2/<:/9D1�;C��� 0�D/9�@=�=9?/9D=:@1�0=5=</7�E=2?;:0'
�*�90=<24;9�;C�7489;D=7767;04D�9/26</7�C4@=<0�2;8=2?&=<�B42?� C7/E=� <=2/<:/920�@=C;<=� 2?=�F<;:6D24;9�F<;D&=00�@1�4EF<=89/24;9�49�/9�/62;D7/5=*
$*::424;9�;C�C4<=�<=2/<:/920�49�74U64:�;<�0;74:�C;<E:6<498� 2?=�F<;:6D24;9�;C� 2?=�D;EF;042=0*
(*�0=�;C�9;9C7/EE/@7=�F;71E=<0�/9:�<=0490*)*::424;9�;C�9/9;F/<24D7=0� 2;� 2?=�D;EF;042=0*%* �9067/24;9� ;C� 2?=� D;EF;042=0� 2;� F<=5=92� F=9=&
2</24;9� ;C� ?=/2� C76N� �4926E=0D=92� D;/24980� /9:� C4<=@/<<4=<0�*���;I7;B0>41�/9:��7/:1>/&�<I1@17/>�$��$ �/>>/</49=9�=2�/7*�$��%�
�?=�/@;5=�E=2?;:0�D/9�@=�60=:�2;8=2?=<�;<�0=F&/</2=71*��?=� D6<<=92� =D;7;84D/7� 0426/24;9�:4D2/2=0� 2?=9=B� 2=9:=9D1� ;C� 60=� ?/7;8=9&C<==� C4<=� <=2/<:/920*�;B/:/10 �?/7;8=9�D;92/49498�C4<=�<=2/<:/920�/<=�<=&F7/D498�@1�4926E=0D=92�C4<=�<=2/<:/920�@=D/60=�2?=�7/02;9=� ?/5=� 7;B� 0E;>=� F<;:6D24;9 � ?48?� <=0402/9D=� 2;D;<<;:4@47421�/9:�7;B�8=9=</24;9�;C�2;N4D�8/0=0��1<47E&
��������$�/$,��$�����$���,� +��/�����,$*���"� +��%*��� ��������$�/$,��$//���0��
(�������$�0�������,��"�
��*��,�,�"0�$��"��,�$����$,��"���0�,":���)��.��$���":�/�"�9$"���" ��))���0��*��$���*$���,����/���"����*������*�,����":�-�%.�$�/":��������,�" �9���0�$.������/���"���������,��$,/���*��������**�,��$���,��$.��:�����������$.�� �
+��%0�,%��������/�:����%��,������������������ ������������������������������������������������������������������������������������������������� ������������������������������������������������������
�������������������������������������������������� !����"������������������������������#����������� !�������������$�����������������������������������������������������������������������������������������������������������������������������������������
%�����&����������
���$����������������������'��������������������������������'��������������������'�����#�$����������������������$���#���#��������������#�������������
������������������������������������������� ������������������������������������������������������������������������
�������������������������������������������������� !�������������������"����������
�������������
�����������������������������������������������������������������������������������������������$�����������������$�������������������������������������������#��������������
���������������������������$�������������������������������������������������������������
�������������������������������������������������� !����"������������������������������������������������������������������������
(��������
����������������$��������'��������������'������������������������������$��������������#��������$������
����������������������������������)*���������������
�����������������������������������������������������������������
(����&���������
!��������������������������������������������������������$�������
�����������������������������������
������������������������������������������������������������������������"����������
�
�0�#�>���1F4D/7�C4<=�<=2/<:/920�60=:�:=F=9:498�;9�F7/024D0V/FF74D/24;9� ��99=0� /9:� �99=0�$��) ��6C2;9�$��( ��P<498� =2/7*� $��� � �<;42I0D?� $��)�
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
40� =2� /7*� $����*� ;EE;971� 60=:� C4<=� <=2/<:/92� D;E&F;69:0� C;<� B;;:&F7/024D� D;EF;042=0� /<=� E/89=046E?1:<;N4:= �@;<4D�/D4: �/EE;946E�F?;0F?/2=0�/9:�@;&</2=0 �/EE;946E�067F?/2=�/9:�D?7;<4:= �I49D�D?7;<4:=/9:�@;</2= �F?;0F?;<4D�/D4: �:4D1/9;:4/E4:= �0;:46E@;</2=�/9:�/924E;91�;N4:=*��?=0=�/::4245=0�/<=�8=9&=</771� 492<;:6D=:� 49� /�F;B:=<� C;<E�/9:� 2?=�U6/9242160=:�40�8=9=</771�B42?49�2?=�</98=�%�2;���R�;C�:<1�E/00*�?=� :4E=904;90� ;C� 2?=� C4<=� <=2/<:/92� F/<24D7=0� /CC=D22?=4<�=CC=D245=9=00�/9:� 2?=�/E;692�/::=: �=0F=D4/771C;<�2?=�C4<=�<=2/<:/24;9�;C�F;71E=<0���2/<>�=2�/7*�$��� �;I7;B0>41�/9:��7/:1>/&�<I1@17/>�$��$ ��/49�=2�/7*$��)�*� ;EE;971�60=:�49=<2�C477=<0�C;<�D;EF;042=�E/&2=<4/70�/<=�0474D/ �D/7D46E�D/<@;9/2= �2/7D �87/00�C4@=<�/9:;2?=<*��?=1�4EF<;5=�2?=�C4<=�<=2/<:/9D1�/9:�:=D<=/0=0E;>=�14=7:�@1�E=D?/940E�;C�C6=7�:47624;9�49�2?=�0;7&4:�F?/0=���71;0;5�$��� ��;6<42I�/9:��4@0;9�$��+�*
�4<=�0/C=21�<=867/24;90�606/771�:4CC=<�C<;E�D;69&2<1� 2;� D;692<1 � /9:� 49� E/91� D/0=0� 2?=0=� :4CC=<=9D=0/<=�=00=924/7*��?60 �0;E=�D;EF;042=0�E/1�0/240C1�2?=C4<=�0/C=21�<=U64<=E=920�49�;9=�D;692<1�@62�9;2�0/240&C1�49�;2?=<�D;692<4=0d��;6<42I�/9:��4@0;9�$��+�*d�?=E;02�D42=:�<=867/2;<1�2=02�/9:�02/9:/<:0�/<=�������) �B?4D?�40�2?=�E/49�<=867/2;<1�C4<=�2=02�C;<�492=<4;<C4940?�49�2?=��*�* ��������(�&���/9:��������($*�?=0=� 02/9:/<:0� D;92/49� 2?=� C;77;B498� 02/9:/<:� <=&U64<=E=920�C;<��� �C4<=�F=<C;<E/9D=�F<;F=<24=0'
h �7/E=� 0F<=/:� 0?/77� @=� :=2=<E49=:� 60498� �=02�=2?;:����)*
h <42=<4;9&�/2=<4/70� 0?/77� ?/5=� /� C7/E=&0F<=/:49:=N�9;�8<=/2=<�2?/9�$���B?=9�2=02=:�49�/DD;<:/9D=B42?��=02��=2?;:����)*
h �2?=<�2=02�F<;D=:6<=0�E/1�@=�F=<E422=:�C;<�:=&2=<E49498�/�C7/E=&0F<=/:�</2498�C;<�2?=�E/2=<4/7*��=&F=9:498�6F;9�E/2=<4/7�C;<E67/24;9 �;2?=<�C4<=�F=<C;<E&/9D=�2=020�E/1�@=�<=U64<=:*
h �2?=<�C4<=�F=<C;<E/9D=�F<;F=<24=0�E/1�@=�:=2=<&E49=:�60498��=02��=2?;:0����(%)�;<�����$� �/0�/F&F<;F<4/2=*��?=0=�2=02�E=2?;:0�F<;54:=�/9�/00=00E=92;C�;9=�;<�E;<=�;C�2?=�C;77;B498�F<;F=<24=0'�0E;>=�<=&7=/0=�</2= �E/00�7;00�</2= �?=/2�<=7=/0=�</2= �/9:�4894&24;9� 2=EF=</26<=0*� ����� ���(�&��� �=D24;9� %*�( �������($��=D24;9�)*��/9:��;2=�%�
"������������������
�?=�E=D?/940E0�;C�D?=E4D/7�<=/D24;90 �2?=�D?=E&4D/7�02<6D26<=�/9:�2?=�</98=�;C�/FF74D/24;90�;C�2?=�E/O;<C4<=�<=2/<:/92�D?=E4D/70�/<=�:=0D<4@=:�49�2?40�D?/F2=<*
�<;E�2?=�D?=E4D/7�F;492�;C�54=B �C4<=�<=2/<:/920/<=�:454:=:�492;�C45=�E/49�D7/00=0'
h �9;<8/94D� D;EF;69:0 � B?4D?� /<=� :454:=:� 492;f/D245=g� /9:� fF/0045=g*� fD245=g� C4<=� <=2/<:/920� ;F&=</2=�@1�<=7=/0498�B/2=<�/2�=7=5/2=:� 2=EF=</26<=�/9:2?=<=C;<=�/:0;<@�2?=�?=/2�C<;E�2?=�06<C/D=�;C�2?=�E/&
2=<4/7*�f�/0045=g�C4<=�<=2/<:/920�B;<>�@1�<=E;5498�C6=7C;<�C7/E=�0F<=/:�/9:�@1�D?/<<498��f/D245=g'�/76E4946E2<4?1:<;N4:=�/9:�E/89=046E�:4?1:<;N4:=H�fF/0045=g'/EE;946E�F;71F?;0F?/2= �I49D�@;</2= �/924E;91�2<4&;N4:=�
h �474D;9&D;92/49498� /::4245=0� �0474D;9� :4;N4:= 0470=0U64;N/9=0 � 9/9;F/<24D7=0 � 9/9;C477=<0 � 9/26</7D7/10�
h �<8/94D� F?;0F?;<;60� D;EF;69:0� �F?;0F?/2==02=<0�06D?�/0�2<4F?=917F?;0F?/2= �?/7;8=9/2=:�F?;0&F?;<60�D;EF;69:0 �/EE;946E�F;71F?;0F?/2=�
h �/7;8=9/2=:� ;<8/94D� D;EF;69:0� �@<;E49/2=: D?7;<49/2=:�D;EF;69:0�/9:�C76;<49/2=:�D;EF;69:0�
h �42<;8=9�@/0=:�D;EF;69:0��E=7/E49=0�[49D� D?7;<4:= � =NF/9:/@7=� 8</F?42= � /EE;946E
@;</2=0 � 067F?/2=0� /9:� D?7;<4:=0 � @;<4D� /D4: � 0;:46E@;</2= � /9:� :4D1/9;:4/E4:=� ?/5=� /70;� @==9� 60=:� /0C7/E=�<=2/<:/92�/::4245=0���71;0;5�$��� ��;I7;B0>41/9:��7/:1>/&�<I1@17/>�$��$ ��/49�=2�/74�$��) �<10;9/9:� </C2�$��� �#/98�/9:��==�$����*
%���������������
���$����$����2����N��#���o<;qB�o��;q����$!+
�#���$���2����N��#� !o<;q?�o �;q�76E496E�2<4?1&
:<;N4:=�/9:�E/89=046E�:4?1:<;N4:=�/<=�B4:=71�60=:/0�C7/E=�<=2/<:/920*��?=�E/49�C=/26<=�;C�2?=0=�D?=E4&D/70�40�2?/2�69:=<�2?=�=CC=D2�;C�?=/2��B?=9�2?=�2=EF=<&/26<=� 40� </40=:� 2;� $���� � C;<� ��� /9:� 2;� (���� � C;<�����2?=0=�D?=E4D/70�/<=�:=D;EF;0=:�/0� 2?=�<=0672;C� /9� =9:;2?=<E4D� <=/D24;9� 49� B?4D?� ?=/2� =9=<81� 40D;906E=:��0==��;<E67/0���/9:�$�*��9�/::424;9 �B/2=<40�<=7=/0=:�:6<498�:=?1:</24;9�/9:�/0�/�D;90=U6=9D=2?=�C6=7�40�:4762=:*��?=�D;9D=92</24;90�;C�;N18=9�/9:C7/EE/@7=�8/0=0�49�2?=�8/0�F?/0=�/<=�<=:6D=: �/0�/<=2?=� 2=EF=</26<=0� ;C� 2?=� E/2=<4/7� /9:� 8/0� F?/0=*� �?=;N4:=0�;C�E=2/70�:=<45=:�/0�/�F<;:6D2�;C�:=D;EF;04&24;9� D<=/2=� /� 9;9C7/EE/@7=� F<;2=D245=� 7/1=<� ;9� 2?=06<C/D=�;C�2?=�E/2=<4/7���/<D4/�=2�/7*�$��� ��71;0;5�$��� [?/98�/9:��;<<;D>0�$��( �#/98�/9:��==�$��� ��/6<4==2� /7*� $��+ � ?=9� /9:� �/98� $��� � �=47� =2� /7*� $��+ �;77498@=<1�/9:��677�$����*
�?=�E/49�:4CC=<=9D=�@=2B==9�/76E4946E�2<4?1:<;N&4:=�/9:�E/89=046E�:4?1:<;N4:=�49�2?=�0=90=�;C�<=2/<&:/9D1�40� 2?/2�E/89=046E�:4?1:<;N4:=�D/9�@=�60=:�/2?48?=<�F<;D=00498� 2=EF=</26<=0� 2?/9� 2?=�:=?1:</24;92=EF=</26<=�;C���*��9�/::424;9�2;�2?=�C/D2�2?/2�E/8&9=046E�?1:<;N4:=�40�E;<=�2?=<E;&02/@7=�2?/9��� �42?/0� /70;� @==9� <=F;<2=:� 2?/2� E/89=046E� :4?1:<;N4:=F<=5=920�0E;>=�D<=/24;9���=47�=2�/7*�$��+�*
�=2/7� ?1:<;N4:=0� /<=� 492=<=02498� C<;E� 2?=�F;492;C�54=B�;C�C7/E=�<=2/<:/9D1�@=D/60=�;C�2?=4<�7;B�D;02 7;B�2;N4D421�/9:�8;;:�/924D;<<;04;9�F<;F=<24=0*��?=1?/5=�0;E=�0=<4;60�:</B@/D>0 �?;B=5=< �06D?�/0�F;;<2?=<E/7�02/@47421 �7;B�=CC4D4=9D1��7;/:498�6F�2;�%�&+%R
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
C<;E� 2?=� E/00� ;C� E/2=<4/7�� /9:� /� :=D<=/0=� 49� 2?=02<=982?� F<;F=<24=0� ;C� 2?=� E/2=<4/7� ��71;0;5� $��� �=5/9� ���) � ?=9� /9:� �/98� $��� � ;6<@48;2� /9:�6U6=09=�$����*
� D;E@49/24;9� ;C� E/89=046E� :4?1:<;N4:=� /9:��� D/9� @=� 60=:� /0� /� 019=<8=24D� 0102=E� 2;� 49D<=/0=2?=�F<;2=D24;9�24E=�;<�2=EF=</26<=�74E420� ��=47�=2�/7*$��+�*��?=�U6=024;9�;C�=9?/9D498�2?=�=CC4D4=9D1�;C�E=2/7?1:<;N4:=� /0� /� C4<=� <=2/<:/92� ?/0� @==9� :40D600=:� 49E/91�F6@74D/24;90���/6<4=�=2�/7*�$��+ � ?=9�/9:��/98$��� ��=47�=2�/7*�$��+ ��;77498@=<1�/9:��677�$����*��;<=N/EF7= �42�?/0�@==9�<=F;<2=:�2?/2�2?=�/::424;9�;C�9/&9;D;EF;042=0� 2;� 2?=� 0102=E� B42?� E=2/7� ?1:<;N4:=0?;B0�/�019=<8=24D�=CC=D2�2?/2�/77;B0�/�:=D<=/0=�49�2?=7;/:498�;C�2?=�0102=E�B42?�E=2/7�?1:<;N4:=0��;6<@48&;2�/9:��6U6=09=�$����*
����$�
��/49�$��)�
�$$����$������2���2�#�o���qEE;946E�F;71F?;0F?/2=�40�2?=�/EE;946E�0/72
;C�F;71F?;0F?;<4D�/D4:�.�/�B/2=<&490;76@7= �9;9E=72&498� 0;74:� B42?� ?48?� F?;0F?;<60� D;92=92� �0==� �486<=���� ?47:0�$��(�*
;N4:/245=� D?/49� <=/D24;9� ;C� 2?=� C7/E=� 0F<=/:*� ��� 40/FF74D/@7=� /0� /� <=2/<:/92� /::4245=� C;<�F7/024D0 � F/4920 <6@@=<0 � F/F=<0� /9:� E/91� ;2?=<0� /<=/0� ��/<D4/� =2� /7*$��� ��71;0;5�$��� �[?/98�/9:��;<<;D>0�$��(�*
����D�E���F �������G��E�������H�E�I���J�� ���D������������
�D�E�� ��F� ���G��E���������H�E�I�����J����D�������������
�9:=<� 2?=�?=/2498�/D24;9����40�:=D;EF;0=:� 2;845=� F;71F?;0F?;<4D� /D4:� /9:� /EE;94/� 2?/2� 49� 26<9D<=/2=�/9�4926E=0D=92�F<;2=D24;9�7/1=<�B?4D?�F<=5=9202?=�;N4:/24;9�;C� 2?=�E/2=<4/7�/9:�4EF<;5=0�2?=�C69D&24;9� ;C� D?/<<498*� �2� ?/0� /70;� @==9� <=F;<2=:� 2?/2� ��<=:6D=0�0E;>=�F<;:6D24;9�/9:�F<;54:=0�<=0402/9D=�2;C7/E=�0F<=/:���2/<>�=2�/7*�$��� ��2/<>�=2�/7*�$����*��2�?/0@==9�0688=02=:�2?/2����D/9�@=�=CC=D245=71�60=:�/0�/<=2/<:/92�C;<�F;71F<;F17=9= �B;;:�/9:�D=7767;0=�E/&2=<4/70 �=0F=D4/771�49�E40D=77/9=;60�E4N26<=0�B42?�942<;&8=9�D;92/49498�D;EF;69:0�/9:�I=;742=��C;<�2?=0=�D;E&@49/24;90��019=<840E��?/0�@==9�;@0=<5=:����4�/9:��=$��) ��=E4<�=2�/7*�$��% ���D?/<2=7�=2�/7*�$��( ��4�=2�/7*$��� ��/2>;�=2�/7*�$��%�*
����$��������N��#�o��<q924E;91�2<4;N4:=�40�/9�/EF?;2=<4D�;N4:=�B42?�2?=
D?=E4D/7�C;<E67/��@$�(���@)�+���0==��486<=�$�*�924E;&91�2<4;N4:=�40�E;0271�60=:�/0�/�D;EF;9=92�;C�019=<8=2&4D� D;EF;0424;9� 2;� =9?/9D=� 2?=� =CC4D4=9D1� ;C� ?/7;8=9&D;92/49498� C7/E=� <=2/<:/920� @1� /� 02=FB40=� <=7=/0=� ;C</:4D/70�2?/2�49�26<9�49?4@42�2?=�5/F;<&F?/0=�=N;2?=<E4D
,�!��#� >�� ?=E4D/702<6D26<=� ;C� /EE;94&6E� F;71F?;0F?/2=� ?47:0�$��(�
4��7�0���#�o4(q[49>� @;</2=� 40� /9� 49;<8/94D� D;EF;69:� B42?� 2?=
D?=E4D/7�C;<E67/�)[9�x$�(x�$�*��2�40�/�B?42=�D<10&2/7749=�;<�/E;<F?;60�F;B:=< �D;7;<7=00 �;:;<7=00�/9:490;76@7=�49�B/2=<���71;0;5�$��� �[?/98�/9:��;<<;D>0$��(�*��?=�?=/2�:=D;EF;0424;9�;C�I49D�@;</2=�7=/:0�2;2?=� D<=/24;9� ;C� /� 87/001� F<;2=D24;9� 7/1=< � B?4D?� /D20/0� /�@/<<4=<� C;<�F;71E=<�D?/49�;N4:/24;9� ��6FF/>/<9/9:�#/<6>6EO;<9�$��� ��?=9�=2�/7*�$����*�[49D�@;</2=0?;B0�2?=�@=02�019=<8=24D�=CC=D2�49�D;E@49/24;90�B42?/76E4946E�/9:�E/89=046E�?1:<;N4:=0 �/9:�8;;:�019&=<840E� ?/0� /70;� @==9� ;@0=<5=:� 49� D;E@49/24;9� B42?/924E;91�2<4;N4:=���/6<4=�=2�/7*�$��� � ?=9�/9:��/98$��� �9;9
=����+ ��?=9�=2�/7*�$����*��9�/::424;9�2;�C4<=
<=2/<:/9D1� F<;F=<24=0 � @;</2=0� ?/5=� ;2?=<� /:5/92/8&=0'� 8;;:� 0E;>=� 06FF<=00/92� F<;F=<24=0 � F<;2=D24;9C<;E�C6984�/9:�490=D20 �7;B�D;02 �=954<;9E=92�C<4=9:&749=00 �7;B�E/EE/74/9�2;N4D421 �/9:�7;B�5;7/247421��/1&0/7�=2�/7*�$��� �9;9
C����% ��?=9�=2�/7*�$����*
�N���0�#�!��2��#�NF/9:/@7=�8</F?42=������40�/�F;<;60 �067F?6<4D
/D4:&D;92/49498�D;EF;69:�2?/2�40�490;76@7=�49�B/2=< /9:�B?4D?�?/0�@==9� C;69:� 2;�@=� /9� =CC4D4=92� C4<=� <=&2/<:/92���D?/<2=7�=2�/7*�$��( � ?=9�=2�/7*�$��� ��?4?�=2/7*�$��)�*��?=9����40�06@O=D2=:�2;�/�?48?�2=EF=</26<=�;5=<�$$�� ��42�=NF/9:0�/9:�D<=/2=0�/�F<;2=D245=�7/1=<B?4D?� 49D<=/0=0� 2?=� C4<=� <=0402/9D=� ;C� 2?=� 8</F?42=D;92/49498�/�F;71E=<4D�D;EF;69:�� ?=9�=2�/7*�$��� �?4?�=2�/7*�$��) ��48849@;2?/E�=2�/7*�$����*�0�/�<=&0672�;C�420�F;<;60�02<6D26<= ����D/9�/DD6E67/2=�5;7/&247=�74U64:0�/9:�8/0���?4?�=2�/7*�$��)�*��;<=;5=< ���?/0�@==9�C;69:� 2;�@=�/9�=CC4D4=92�0E;>=�06FF<=00/92��D?/<2=7�=2�/7*�$��(�*��2�?/0�@==9�<=F;<2=:�2?/2����D/9@=�60=:� 49� /� 019=<8=24D� 0102=E�B42?� 0;E=�9;9&?/7;&8=9/2=:� D;EF;69:0 � 06D?� /0� �� � F?;0F?;<60&D;9&2/49498�D;EF;69:0�/9:�I49D�@;</2=���4=�/9:�,6�$����*�6<2?=<E;<= �/9�4926E=0D=92�0102=E�D/9�@=�D<=/2=:�49D;E@49/24;9�B42?����49� 2?=�<;7=�;C� 2?=�/D4:�0;6<D=/9:�E=7/E49=�/0�2?=�@7;B498�/8=92���?4?�=2�/7*�$��)�*
,�!��#� ?�� ?=E4D/7� 02<6D26<=� ;C/924E;91� 2<4;N4:=� �9;9:�
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"
�
�

���� ���� ����� ������� �������������
���
����7��������$����$��N��#��4894C4D/92� <=0=/<D?� ?/0� @==9� :;9=� 2;� 026:1� 2?=
C4<=�<=2/<:/9D1�F<;F=<24=0�;C�0474D;9�D;EF;69:0*��2�?/0@==9� 0?;B9� 2?/2� 0474D/2=0� D/9� 4EF<;5=� 2?=� C7/E=� <=&2/<:/9D1�;C�E/2=<4/70�D;904:=</@71*��474D/2=0�/0�<=2/<:&/920�;F=</2=�@1�2?=�E=D?/940E0�;C�C;<E498�/�D?/<�7/1=<49� 2?=� D;9:=90=:� F?/0=� /9:� 2</FF498� /D245=� </:4D/7049� 2?=�5/F;6<�F?/0=� ��6� /9:��/E=<2;9�$��$ �[?/98/9:��;<<;D>0�$��( � ?=9�/9:��/98�$����*�0�/�<=0672;C�2?=4<�7;B�06<C/D=�=9=<81 �0474D/2=0�/<=�606/771�D;9&D=92</2=:�;9�2?=�E/2=<4/7�06<C/D=*��?=�F<;:6D2�;C�?=/2:=02<6D24;9�;C�0474D/�D;EF;69:0�40�0474D/�D/<@;9�B42??48?�2?=<E/7�02/@47421 �@62�2?40�<=04:6=�40�02<6D26</7715=<1�B=/>�/9:�C</847=���4�=2�/7*�$��% ��/96�=2�/74�$��)�*�6<498� 2?=� D;E@6024;9� F<;D=00 � 0474D/� D/<@;9� E/1D<=/2=�/�F<;2=D245=�@/<<4=<�B?4D?�F<=5=920�2?=�E/2=<4&/7�C<;E�69:=<8;498�C6<2?=<�?=/2�:=02<6D24;9���4�=2�/7*$��%�*��474D;9=�/9:�/76E4946E�;N4:=0�@/0=:�<=2/<:/920/<=�/�7/<8=�8<;6F�;C�D?=E4D/70�49D76:498�D7/1 �>/;749 0470=0U64;N/9=0 �0474D;9�:4;N4:=���4�
$��/9:�/76E4946E
;N4:=0*��?=�E/49�/:5/92/8=0�;C�0474D/2=0�/<=�7;B�D;02 /CC49421�B42?�2?=�=954<;9E=92 �?48?�2?=<E/7�02/@47421 7;B�9;9&D;<<;045=�0E;>=�=5;7624;9 �/9:�D;EF/</@71?48?�:4=7=D2<4D�02<=982?���6�/9:��/E=<2;9�$��$ �[?/98/9:��;<<;D>0�$��( � ?=9�/9:��/98�$����*
����#�C���N�#�������F<=D=</E4D�D;EF;69:��<=/8=920�/<=�/�?68=
D7/00� ;C� 2?<==&:4E=904;9/7� ;748;E=<4D� ;<8/9;0474D;9D;EF;69:0�;C�2?=�8=9=</7�C;<E67/����4�
�*%�
9 �B?=<=�9
40�/9�=5=9�96E@=<�/9:���D/9�@=�/91�;C�/�7/<8=�96E@=<;C�8<;6F0��21F4D/771�E=2?17 �?/7;8=9 �54917�;<�F?=917� 0==��486<=�(���6�/9:��/E=<2;9�$��$ � ?=9�/9:��/98$��� �;6<@48;2�=2�/7*�$��� ��169�=2�/7*�$����*��6<4982?=�D;E@6024;9�;C�����&D;92/49498�D;EF;042=0 �����/D20�/0�F<=D6<0;<�B?4D?�C;<E0�9;9C7/EE/@7= �2?=<E/7&71�02/@7=�D=</E4D�E/2=<4/70�2?/2�49�26<9�/CC=D2�2?=�C4<=F=<C;<E/9D=��@1�<=:6D498�2?=�U6/92421�;C�?=/2�<=7=/0=:6<498�D;E@6024;9� �/9:�:4E=904;9/7�/9:�2?=<E/7�02/&@47421*� �?=� F<=0=9D=� ;C� ����� 49D<=/0=0� 2?=� ;N18=9F=<E=/@47421�/9:�87/00�2</90E4004;9�2=EF=</26<=�/9:<=:6D=0�2?=�?=/2�=5;7624;9�;C�F;71E=<4D�E/2=<4/70���6/9:��/E=<2;9�$��$ � ?=9�/9:��/98�$����*
8��7�$�����#��/9;D;EF;042=0�/<=�/�9=B�D7/00�;C�C7/E=�<=2/<:&
/92�/::4245=0�C;<�F;71E=<4D�D;EF;042=�E/2=<4/70*��<;E2?=�D?=E4D/7�F;492�;C�54=B �/�9/9;D;EF;042=�40�/�F7/0&24D�D;92/49498�9/9;F/<24D7=0 �606/771�49�2?=�</98=�$&��R�BTB�*��/9;D;EF;69:0�60=:�2;�49D<=/0=�2?=�C4<=�<=2/<&:/9D1�;C�F;71E=<0�49D76:=�E;92E;<477;942=�D7/10 ��4�
$
�@$�
( �/76EE49;&0474D/2=0 �5=<E4D6742= �F=<742= �@;<;N;04&
7;N/9=0� /9:� ;<8/9;D7/10� ��;I7;B0>41� /9:� �7/:1>/&�<I1@17/>� $��$ � �71;0;5� $��� � [?/98� /9:� �;<<;D>0$��(�*��C�2?=0=�D;EF;69:0 �0;:46E�D/24;9�=ND?/98=:E;92E;<477;942=�40�2?=�E;02�F;F67/<�<=2/<:/92�@=D/60=;C�420�7;B�F<4D=��[?/98�/9:��;<<;D>0�$��( ��/2</�=2�/7*$��%�*��;77;B498�2?=�/::424;9�;C�E;92E;<477;942=�2;�2?=F;71E=<�E/2=<4/7 �2?=�C;77;B498�E;:4C4D/24;90�?/5=�@==9;@0=<5=:'�4EF<;5=E=92�;C�2?=<E/7�02/@47421 �<=:6D24;9;C� 2?=� </2=� ;C� ?=/2� <=7=/0=� 49� /� C4<= � 4EF<;5=E=92� ;CE=D?/94D/7�F<;F=<24=0 �4EF<;5=:�8/0�@/<<4=<�F=<C;<E/9D= =9?/9D=E=92�;C�D?/<�C;<E/24;9 �/9:�49?4@424;9�;C�E/007;0�</2=�;C�:=D;EF;0424;9�F<;:6D20���/6<4=�=2�/7*�$��� �/I/<=�=2�/7*�$��+ �[?/98�=2�/74�$��� ��;<8/9�$��+ ��47&E/9�$����*��?=0=�D?/98=0�D/9�@=�=NF7/49=:�@1�2?=�=N&402=9D=�;C�/�@/<<4=<�=CC=D2�B?4D?�;DD6<0�@1�=NC;74/24;9;C�2?=�:40F=<0=:�7/E=77/�;C�D7/1�49�2?=�F;71E=<�E/2<4N/9:� 2?40�@/<<4=<�F<=5=920� 2?=�:4CC604;9�;C�;N18=9�/9::=D;EF;0424;9�F<;:6D20*��?=�=NC;74/2=:�D7/1�7/1=<0�C4<02&71�D;77/F0=�492;�/9�492=<D/7/2=:�02<6D26<= �B?4D?�40�/7&2=<=:� 492;� /� 7/E49/2=:� D/<@;9/D=;60&D/<@;9/2=� 02<6D&26<=*� �?=� D/<@;9/D=;60� D?/<� :=5=7;F0� ;9� 2?=� 06<C/D=:6<498�D;E@6024;9�/9:�F<;2=D20�2?=�69:=<71498�E/2=<4&/70���/6<4=�=2�/7*�$��� ��/I/<=�=2�/7*�$��+ ��/29/�$��%�*�/9;<=2/<:/92�/::4245=0�?/5=�5=<1�?48?�=CC4D4=9D1�D;E&F/<=:�2;�2</:424;9/7�C7/E=�<=2/<:/920 �C;<�=N/EF7= �42�?/0@==9�<=F;<2=:� 2?/2� 2?=�/::424;9�;C�(&%R�;C�9/9;F/<24&D7=0�0?;B0�/�@=22=<�;<�2?=�0/E=�C4<=�<=0402/9D=�/0�F;7&1E=<�E/2=<4/70�7;/:=:�6F�2;�(�&%�R�B42?�/�2</:424;9/7C7/E=�<=2/<:/92*��019=<8=24D�F?=9;E=9;9�;C�;<8/9;&D7/10�/9:�D;EE;9�C7/E=�<=2/<:/920��C;<�=N/EF7=�@<;E4&9/2=:� D;EF;69:0�� ?/0� /70;� @==9� ;@0=<5=:� ��71;0;5$����*��2?=<�C/D2;<0�F<;E;2498�2?=�60=�;C�9/9;D7/10�/<=7;B�D;02 � =/01�/5/47/@47421�;C�9/9;D7/10 � /9:� 49� 0;E=D/0=0 �4EF<;5=E=92�49�2?=�02<=982?�F<;F=<24=0�;C�F7/0&24D�E/2=<4/70�49�D;EF/<40;9�B42?�8=9=</7�C4<=�<=2/<:/920B?4D?� 606/771� <=:6D=� 2?=0=� F<;F=<24=0� ��/I/<=� =2� /7*$��+ �[?/98�=2�/7*�$��� ��;<8/9�$��+�*
<�!��7��2���2������7�$�������?;0F?;<;60&D;92/49498� D;EF;69:0 � B?4D?� /<=
;9=�;C�2?=�E;02�=CC=D245=�C7/E=�<=2/<:/92�/::4245=0 �/<=B4:=71�60=:�� ?=9�/9:��/98�$��� ��4�=2�/7*�$��%�*��?=/5/47/@47421�;C�2?=�C677�</98=�;C�F?;0F?;<;60�D?=E4D/7040� =NF7/49=:� @1� 2?=� =N402=9D=� ;C� F?;0F?;<� 49� 0=5=</7;N4:/24;9� 02/2=0*� �?=� E;02� D;EE;971� 60=:� F?;0F?;&<;60�C7/E=�<=2/<:/920�/<=�F?;0F?49=0 �F?;0F?49=�;N4:=0
,�!��#�B�� ?=E4D/7�02<6D&26<=�;C�0470=0U64;N/9=0���6/9:��/E=<2;9�$��$�
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
F?;0F?;946E� D;EF;69:0 � F?;0F?;9/2=0 � F?;0F?42=0 /9:� F?;0F?/2=� ��6� /9:� �/E=<2;9� $��$ � [?/98� /9:�;<<;D>0�$��(�*��<8/9;F?;0F?;<60�C7/E=�<=2/<:/920�D/9@=� :454:=:� 492;� 2?<==� D7/00=0� @/0=:� ;9� :4CC=<=9D=0� 492?=� /D245=� 8<;6F0� /9:� :4CC=<=9D=0� 49� 2?=� E;<F?;7;81;C�2?=�D?=E4D/7�D;EF;69:0'�04EF7=�<=/D245=�F?;0F?/2=E;9;E=<0 �749=/<�F;71F?;0F?/I=9=0 �/9:�/<;E/24D�D1&D74D�F?;0F?/I=9=0��[?/98�/9:��;<<;D>0�$��(�*��?;0&F?;<60&D;92/49498�D;EF;69:0�?/5=�/�@=9=C4D4/7�C=/26<=49� 2?/2� 2?=1�/<=� /@7=� 2;�:=D;EF;0=�/2� /� 7;B� 2=EF=</&26<= � 7;B=<� =5=9� 2?/9� 2?=� :=02<6D24;9� 2=EF=</26<=� ;C@/04D�F;71E=<0*��9�;2?=<�B;<:0 �2?=�/::=:�F?;0F?;<;60<=2/<:/92� 40�:=D;EF;0=:�B42?�?=/2�/:0;<F24;9�/9:�2?=F;71E=<� E/2<4N� 02/10� 69/CC=D2=:*� �?40� @=?/54;6<� ;CF?;0F?;<;60�D;EF;69:0�40�=NF7/49=:�@1�2?=�=N402=9D=;C� B=/>� F?;0F?;</2=� @;9:0� B?4D?� /<=� 2?=<E/771� :=&02<6D24@7=���4�=2�/7*�$��%�*��?;0F?;<;60�C4<=�<=2/<:/920D/9�:4<=D2� 2?=�D?=E4D/7�<=/D24;9�;C�D;E@6024;9�49� 2?=:=04<=:�:4<=D24;9�.�=9?/9D498�2?=�/E;692�;C�D/<@;9/&D=;60�<=04:6=�</2?=<�2?/9� ��/9:� �
$*��9�D;E@6024;9
2?=1�@647:�/�F<;2=D245=�06<C/D=�C47E�B?4D?�<=2/<:0�/D&D=00�2;�;N18=9���2/<>�=2�/7*�$��� ��/<D4/�=2�/7*�$��� ��2/<>=2�/7*�$��� ��;;9�=2�/7*�$��� �#/98�=2�/7*�$��� �#/98�/9:�==�$��� ��4�=2�/7*�$��%�*
�D;E@49/24;9�;C�F?;0F?;<60�/9:�942<;8=9&D;9&2/49498� D;EF;69:0� 40� 606/771� 60=:� /0� /� 019=<8=24D<=2/<:/9D=�D;EF;0424;9���2/<>�=2�/7�$����*��?=�=CC4D4=9&D1�;C�06D?�D;EF;0424;9�40�2?/2�4EF<;5498�2?=�C4<=�<=&2/<:/92� F<;F=<24=0� ;C� 2?=� C7/E498� E/2=<4/7� D/9� @=/D?4=5=:�B42?�/�0E/77�/E;692�;C�/::=:�D?=E4D/70*���?=D;E@49/24;9� ;C� F?;0F?;<60� /9:� 942<;8=9&D;92/49498D;EF;69:0�D<=/2=0�/�5=<1�=CC4D4=92�D/2/7102�C;<�:=?1&:</24;9 �;B498� 2;�=9?/9D=E=92�;C� 2?=�=N2=92�;C� D?/<C;<E/24;9 �/9:�49D<=/0=0�2?=�/E;692�;C�<=2/49=:�F?;0&F?;<;60�49�2?=�D?/<*��;<�=N/EF7= �B?=9�B;;:�40�7;/:&=:�B42?�2?40�019=<8=24D�D;E@49/24;9 �2?=�<=2=924;9�;CF?;0F?;<;60� 49� 2?=� D?/<� 40� D/60=:� @1� D<;00&749>498;C� 2?=� D=7767;0=� :6<498� 2?=� F<;D=00� ;C� F1<;71040� @1=02=<4C4D/24;9�B42?�2?=�:=?1:</2498�/8=920*��9�/::424;9 2?=�/E49;�8<;6F0�B?4D?�/<=�D;92/49=:� 49� 2?40� 019=<&8=24D�E4N26<=�49:6D=�<=2=924;9�;C�2?=�F?;0F?;<;60�/0/�9;95;7/247=�D;EF;69:��/E49;�0/72�*�9;2?=<�F;004&@7=�E=D?/940E� 4EF<;5498� 2?=� C4<=� <=2/<:/9D1� 40� 2?/2/::424;9� ;C� 942<;8=9� D;EF;69:0� 2;� F?;0F?;<60&D;9&2/49498� D;EF;69:0� 024E67/2=0� 2?=� F;71D;9:=90/24;9;C�F?;0F?;<4D�/D4:�2;�F;71F?;0F?;<4D�/D4:*��;71F?;0&F?;<4D� /D4:� 49� 26<9� D/9� /D2� /0� /� 2?=<E/7� /9:� ;N18=9@/<<4=<�74E42498�/DD=00�2;�2?=�E/2=<4/7�06<C/D=�@=D/60=42�D<=/2=0�/�540D;60�C764:�D;/2498���/>;2;E/7/7/�=2�/7*$��� ��=5/9����) � ?=9�/9:��/98�$��� ��4�=2�/7*�$��%�*
�2���2�#�#��#���?;0F?/2=� =02=<0� /<=� /� 7/<8=� D7/00� ;C� /<24C4D4/7
;<8/94D�D;EF;69:0*��?=�E=D?/940E0�;C�C7/E=�<=2/<&
:/9D1� :=F=9:� ;9� 2?=� D?=E4D/7� E;<F?;7;81� ;C� 2?==02=<0 � @62� 8=9=<4D/771� 2?=1� /D2� 49� 2?=� 5/F;6<� F?/0=@1� 49?4@42498� 2?=� D;E@6024;9� ;C� F1<;71040� F<;:6D20*�?=� 49?4@42498� /D24;9� ;DD6<0� @1� E=/90� ;C� D?=E4D/7<=/D24;90 � 2?=� <=0672� ;C� B?4D?� 40� /� D?/98=� 49� 2?=� 9/&26<=�;C�2?=�:=D;EF;0424;9�8/0=0��9;9
8�$����*��8;;:
=N/EF7=�;C�F?;0F?/2=�=02=<0�60=:�/0�C4<=�<=2/<:/920�402<4F?=917F?;0F?/2=������ �B?4D?�40�2?=�=02=<��2<4=02=<�;C� F?;0F?;<4D� /D4:� /9:� F?=9;7*� ���� 40� /� D;7;6<7=00D<102/7749=�0;74:�B42?�2?=�=EF4<4D/7�C;<E67/��
+�
%��
(��
�0==��486<=�)�*��2�?/0�7;B�0;76@47421�49�B/2=<�@62�D/9@=�0;76@7=�49�@=9I=9= �D?7;<;C;<E �=2?=<�/9:�/D=2;9=�9;9
?�*
<;E/24D�=02=<0��D;EF;69:0�B?4D?�D;92/49�@=9&I=9=�<4980� �/9�=N/EF7=�;C�B?4D?�40���� �/<=�606/771E;<=�2?=<E/771�02/@7=�2?/9�/74F?/24D�=02=<0��D;EF;69:0B?4D?�:;�9;2�D;92/49�@=9I=9=�<4980� �/9:�C;<�2?40�<=/&0;9�2?=1�/<=�E;<=�F<=5/7=92�:6<498�F;71E=<�F<;D=00&498*��?=�F<=0=9D=�;C�/<;E/24D�8<;6F0� 49� 2?=�@;:1�;C/�<=2/<:/92�/::4245=�=9?/9D=0�2?=�D?=E4D/7�/CC49421�;C2?40�06@02/9D=� 2;�F;71E=<0 � 2?=�E/2<4N�;C�B?4D?�/70;49D76:=0�/<;E/24D�8<;6F0*��;<�4902/9D= �42�40�>9;B9�2?/2/<;E/24D�F?;0F?/2=0�/<=�60=:�2;�4EF<;5=�2?=�C4<=�<=&0402/9D=�F<;F=<24=0�;C�/<;E/24D�F;71D;9:=90/2=0��06D?F;71E=<0� /0� F;71=2?17=9=� 2=<=F?2?/7/2=�� � ?=9� /9:�/98� $����*� 7;98� B42?� 2?=4<� /:5/92/8=0 � /<;E/24DF?;0F?/2=0 �F/<24D67/<71���� �?/5=�/�E/O;<�:</B@/D>H2?=4<�7;B�?1:<;7124D�02/@47421�B?4D?�49�26<9�7=/:0�2;�7;00;C�D7/<421�B?=9�E4N=:�492;�/�F;71E=<�E/2<4N���/>;2;E/&7/7/�=2�/7*�$����*
8����!#��0�#��7�$�������42<;8=9�D;EF;69:0�49�2?=�<;7=�;C�C4<=�<=2/<:/920
/<=� 9;2� :/98=<;60� C;<� 2?=� 06<<;69:498� =954<;9E=92049D=�2?=1�?/5=�7;B�2;N4D421�/9: �942<;8=9�D;92/49498F;71E=<0�:;�9;2�?/5=�=N2</9=;60�4EF6<424=0*��?=�F<;:&6D20�;C�2?=4<�D;E@6024;9�:;�9;2�D;92/49�?/<EC67�:4;N&49�/9:�?/7;8=9�/D4:0 �/9:�2?=�@6<9498�2/>=0�F7/D=�B42?74227=�0E;>=�D<=/24;9*��;B=5=< �942<;8=9�@/0=:�D;E&F;69:0�D;67:� <=7=/0=�� ��/9:T;<���N�:6<498� C4<=0 :=F=9:498�;9�D;E@6024;9�D;9:424;90��9;9@�$��� ��6/9:��/E=<2;9�$��$�*
�?=� @6<9498� ;C� 942<;8=9&D;92/49498� 06@02/9D=0D/60=0�/EE;94/�74@=</24;9 �B?4D?�:4762=0�2?=�D;E@60&24@7=�8/0=0�;C�2?=�C7/E=&06<<;69:498�/2E;0F?=<= �E/>&
,�!��#���� ?=E4D/7�02<6D26<=�;C2<4F?=917F?;0F?/2=� �#/98� /9:�==�$����
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"
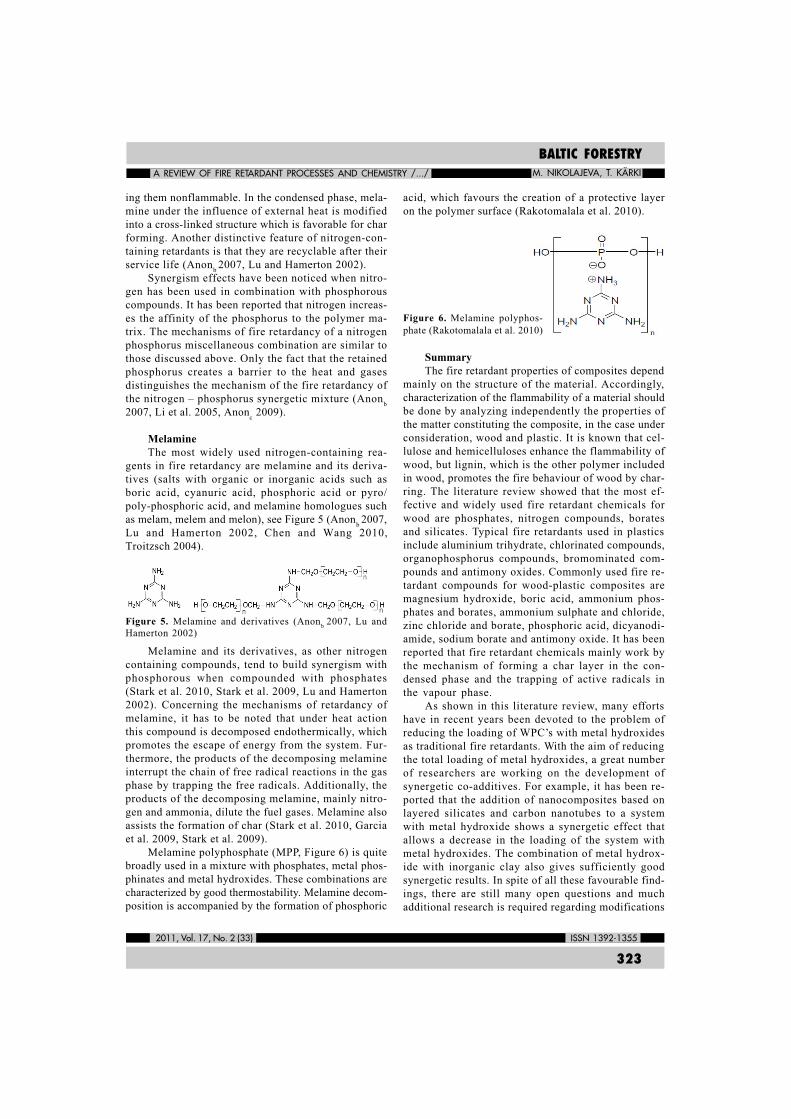
���� ���� ����� ������� �������������
���
498�2?=E�9;9C7/EE/@7=*��9�2?=�D;9:=90=:�F?/0= �E=7/&E49=�69:=<�2?=�49C76=9D=�;C�=N2=<9/7�?=/2�40�E;:4C4=:492;�/�D<;00&749>=:�02<6D26<=�B?4D?�40�C/5;</@7=�C;<�D?/<C;<E498*�9;2?=<�:40249D245=�C=/26<=�;C�942<;8=9&D;9&2/49498�<=2/<:/920�40�2?/2�2?=1�/<=�<=D1D7/@7=�/C2=<�2?=4<0=<54D=�74C=��9;9
@�$��� ��6�/9:��/E=<2;9�$��$�*
�19=<840E�=CC=D20�?/5=�@==9�9;24D=:�B?=9�942<;&8=9�?/0�@==9�60=:� 49�D;E@49/24;9�B42?�F?;0F?;<;60D;EF;69:0*��2�?/0�@==9�<=F;<2=:�2?/2�942<;8=9�49D<=/0&=0�2?=�/CC49421�;C� 2?=�F?;0F?;<60�2;�2?=�F;71E=<�E/&2<4N*��?=�E=D?/940E0�;C�C4<=�<=2/<:/9D1�;C�/�942<;8=9F?;0F?;<60�E40D=77/9=;60�D;E@49/24;9�/<=�04E47/<�2;2?;0=�:40D600=:�/@;5=*��971�2?=�C/D2�2?/2�2?=�<=2/49=:F?;0F?;<60� D<=/2=0� /� @/<<4=<� 2;� 2?=� ?=/2� /9:� 8/0=0:402498640?=0�2?=�E=D?/940E�;C�2?=�C4<=�<=2/<:/9D1�;C2?=�942<;8=9�.�F?;0F?;<60�019=<8=24D�E4N26<=��9;9
@
$��� ��4�=2�/7*�$��% �9;9D�$����*
#�$��#�?=� E;02� B4:=71� 60=:� 942<;8=9&D;92/49498� <=/&
8=920�49�C4<=�<=2/<:/9D1�/<=�E=7/E49=�/9:�420�:=<45/&245=0� �0/720� B42?� ;<8/94D� ;<� 49;<8/94D� /D4:0� 06D?� /0@;<4D� /D4: � D1/96<4D� /D4: � F?;0F?;<4D� /D4:� ;<� F1<;TF;71&F?;0F?;<4D�/D4: �/9:�E=7/E49=�?;E;7;86=0�06D?/0�E=7/E �E=7=E�/9:�E=7;9� �0==��486<=�%��9;9
@�$���
�6� /9:� �/E=<2;9� $��$ � ?=9� /9:� �/98� $��� �<;42I0D?�$��)�*
/D4: �B?4D?� C/5;6<0� 2?=�D<=/24;9�;C�/�F<;2=D245=� 7/1=<;9�2?=�F;71E=<�06<C/D=���/>;2;E/7/7/�=2�/7*�$����*
�=7/E49=� /9:� 420� :=<45/245=0 � /0� ;2?=<� 942<;8=9D;92/49498�D;EF;69:0 � 2=9:�2;�@647:�019=<840E�B42?F?;0F?;<;60� B?=9� D;EF;69:=:� B42?� F?;0F?/2=0��2/<>�=2�/7*�$��� ��2/<>�=2�/7*�$��� ��6�/9:��/E=<2;9$��$�*� ;9D=<9498� 2?=� E=D?/940E0� ;C� <=2/<:/9D1� ;CE=7/E49= � 42� ?/0� 2;� @=� 9;2=:� 2?/2� 69:=<� ?=/2� /D24;92?40�D;EF;69:�40�:=D;EF;0=:�=9:;2?=<E4D/771 �B?4D?F<;E;2=0�2?=�=0D/F=�;C�=9=<81�C<;E�2?=�0102=E*��6<&2?=<E;<= �2?=�F<;:6D20�;C�2?=�:=D;EF;0498�E=7/E49=492=<<6F2�2?=�D?/49�;C�C<==�</:4D/7�<=/D24;90�49�2?=�8/0F?/0=�@1�2</FF498�2?=�C<==�</:4D/70*�::424;9/771 �2?=F<;:6D20�;C�2?=�:=D;EF;0498�E=7/E49= �E/4971�942<;&8=9�/9:�/EE;94/ �:4762=�2?=�C6=7�8/0=0*��=7/E49=�/70;/004020�2?=�C;<E/24;9�;C�D?/<���2/<>�=2�/7*�$��� ��/<D4/=2�/7*�$��� ��2/<>�=2�/7*�$����*
�=7/E49=�F;71F?;0F?/2=����� ��486<=�+��40�U642=@<;/:71�60=:�49�/�E4N26<=�B42?�F?;0F?/2=0 �E=2/7�F?;0&F?49/2=0�/9:�E=2/7�?1:<;N4:=0*��?=0=�D;E@49/24;90�/<=D?/</D2=<4I=:�@1�8;;:�2?=<E;02/@47421*��=7/E49=�:=D;E&F;0424;9�40�/DD;EF/94=:�@1�2?=�C;<E/24;9�;C�F?;0F?;<4D
,�!��#� W�� �=7/E49=� /9:� :=<45/245=0� �9;9@�
$��� � �6� /9:�/E=<2;9�$��$�
��$$���?=�C4<=�<=2/<:/92�F<;F=<24=0�;C�D;EF;042=0�:=F=9:
E/4971�;9�2?=�02<6D26<=�;C�2?=�E/2=<4/7*�DD;<:49871 D?/</D2=<4I/24;9�;C�2?=�C7/EE/@47421�;C�/�E/2=<4/7�0?;67:@=�:;9=�@1�/9/71I498�49:=F=9:=9271�2?=�F<;F=<24=0�;C2?=�E/22=<�D;9024262498�2?=�D;EF;042= �49�2?=�D/0=�69:=<D;904:=</24;9 �B;;:�/9:�F7/024D*��2�40�>9;B9�2?/2�D=7&767;0=�/9:�?=E4D=7767;0=0�=9?/9D=�2?=�C7/EE/@47421�;CB;;: �@62�748949 �B?4D?�40�2?=�;2?=<�F;71E=<�49D76:=:49�B;;: �F<;E;2=0�2?=�C4<=�@=?/54;6<�;C�B;;:�@1�D?/<&<498*��?=� 742=</26<=� <=54=B� 0?;B=:� 2?/2� 2?=�E;02� =C&C=D245=� /9:� B4:=71� 60=:� C4<=� <=2/<:/92� D?=E4D/70� C;<B;;:� /<=� F?;0F?/2=0 � 942<;8=9� D;EF;69:0 � @;</2=0/9:�0474D/2=0*��1F4D/7� C4<=� <=2/<:/920�60=:� 49�F7/024D049D76:=�/76E4946E�2<4?1:</2= �D?7;<49/2=:�D;EF;69:0 ;<8/9;F?;0F?;<60� D;EF;69:0 � @<;E;E49/2=:� D;E&F;69:0�/9:�/924E;91�;N4:=0*� ;EE;971�60=:�C4<=�<=&2/<:/92� D;EF;69:0� C;<� B;;:&F7/024D� D;EF;042=0� /<=E/89=046E� ?1:<;N4:= � @;<4D� /D4: � /EE;946E� F?;0&F?/2=0�/9:�@;</2=0 �/EE;946E�067F?/2=�/9:�D?7;<4:= I49D�D?7;<4:=�/9:�@;</2= �F?;0F?;<4D�/D4: �:4D1/9;:4&/E4:= �0;:46E�@;</2=�/9:�/924E;91�;N4:=*��2�?/0�@==9<=F;<2=:�2?/2�C4<=�<=2/<:/92�D?=E4D/70�E/4971�B;<>�@12?=� E=D?/940E� ;C� C;<E498� /� D?/<� 7/1=<� 49� 2?=� D;9&:=90=:� F?/0=� /9:� 2?=� 2</FF498� ;C� /D245=� </:4D/70� 492?=� 5/F;6<� F?/0=*
0�0?;B9�49� 2?40� 742=</26<=�<=54=B �E/91�=CC;<20?/5=� 49� <=D=92�1=/<0�@==9�:=5;2=:� 2;� 2?=�F<;@7=E�;C<=:6D498�2?=�7;/:498�;C��� -0�B42?�E=2/7�?1:<;N4:=0/0�2</:424;9/7�C4<=�<=2/<:/920*��42?�2?=�/4E�;C�<=:6D4982?=�2;2/7�7;/:498�;C�E=2/7�?1:<;N4:=0 �/�8<=/2�96E@=<;C� <=0=/<D?=<0� /<=� B;<>498� ;9� 2?=� :=5=7;FE=92� ;C019=<8=24D�D;&/::4245=0*��;<�=N/EF7= �42�?/0�@==9�<=&F;<2=:� 2?/2� 2?=�/::424;9�;C�9/9;D;EF;042=0�@/0=:�;97/1=<=:� 0474D/2=0� /9:� D/<@;9� 9/9;26@=0� 2;� /� 0102=EB42?� E=2/7� ?1:<;N4:=� 0?;B0� /� 019=<8=24D� =CC=D2� 2?/2/77;B0� /� :=D<=/0=� 49� 2?=� 7;/:498� ;C� 2?=� 0102=E� B42?E=2/7�?1:<;N4:=0*��?=�D;E@49/24;9�;C�E=2/7�?1:<;N&4:=� B42?� 49;<8/94D� D7/1� /70;� 845=0� 06CC4D4=9271� 8;;:019=<8=24D�<=06720*��9�0F42=�;C�/77�2?=0=�C/5;6</@7=�C49:&4980 � 2?=<=� /<=� 02477� E/91� ;F=9� U6=024;90� /9:� E6D?/::424;9/7�<=0=/<D?�40�<=U64<=:�<=8/<:498�E;:4C4D/24;90
,�!��#� V���=7/E49=� F;71F?;0&F?/2=���/>;2;E/7/7/�=2�/7*�$����
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
2;� 019=<8=24D� /8=920� /7<=/:1� 60=:� /9:� 2?=� :=5=7;F&E=92� ;C� 9=B� /8=920� 4EF<;5498� 2?=� C4<=� <=0402/9D=� ;CB;;:&F7/024D�D;EF;042=0*
References
��$#���� S��� �#� (���� ��� ;����0��� ���� (���0�!���� ��� ������ =��� #*�#��� ��� ��� ����72�� ,�� $��(*� �CC=D2� ;CC477=<0� ;9� 2?=� C4<=� <=2/<:/9D1� ;C� 4926E=0D=92� F;71F<;F17&=9=� D;EF;69:0*� ��+&-��� ��*�","���%� "%,� ��":�+��&� �$'($%*
9;9/*� $��$*� �;;:&F7/024D� D;EF;042=0 � � 2=D?94D/7� <=54=B� ;CE/2=<4/70 � �<;D=00=0� /9:� /FF74D/24;90 � �/98</E� �=D?9;7&;81 � /5/47/@7=� ;9� 2?=� 492=<9=2'� ?22F'TTBBB*2/98</E*D;*6>T���;;:t�7/024Dt ;EF;042=0t�=54=B*F:C � LD42=:� ��*�$*$���M *
9;9@*� $���*� ��� � �?=� �6<;F=/9� C7/E=� <=2/<:/920� /00;D4/24;9 �7/E=� <=2/<:/920 � �<=U6=9271� /0>=:� U6=024;90'� % � � � $$*
9;9D*� $���*� �64:/9D=� ;9� /72=<9/245=� C7/E=� <=2/<:/920� 2;� 2?=60=� ;C� D;EE=<D4/7� F=92/@<;E;:4F?=917=2?=<� �D&�=92&/��� � �?=� �;<B=84/9� F;77624;9� D;92<;7� /62?;<421� ����� �07; � �&� � $�� FF*
9;9:*� ?=E4D/77/9:$� � �<4;N4:= � /5/47/@7=� ;9� 2?=� 492=<9=2'
? 2 2F ' T T D?=E4D/ 7 7/9:$� *D;ET 49:60 2 < 4/ 7D?=ET 49;<8/94D T������!R$���������*?2E � LD42=:� ��*�$*$���M*
9;9=*� ���+*� ::4245=0� C;<� F;71E=<0 � [49D� @;</2=0� /0� C4<=� <=&2/<:/92� /72=<9/245=0 � �70=54=<� �D4=9D='� (*
9;9C*� ���%*� ::4245=0� C;<� F;71E=<0 � [49D� @;</2=� 49� B;;:D;EF;042=0 � �70=54=<� �D4=9D='� +*
9;98*� $���*� �?;0F?/2=� =02=<� C7/E=� <=2/<:/920 � D?/F2=<� % �<;:6D24;9 � 4EF;<2T=NF;<2 � 60= � /9:� :40F;0/7'� ���&��� /5/47/@7=� ;9� 2?=� 492=<9=2'� ?22F'TTBBB*/20:<*D:D*8;5T2;NF<;&C47=0T2F$�$&D%*F:C � LD42=:� ��*�$*$���M*
9;9?*� �49;�/<5=02� F<;:6D20 � �<4F?=917� F?;0F?/2= � /5/47/@7=;9� 2?=� 492=<9=2'� ?22F'TTBBB*049;?/<5=02*D;ETF<;:6D20T�<4F?=917&F?;0F?/2=*0?2E7 � LD42=:� ��*�$*$���M*
�����$���� 8��� (#��2�#��� ������ �2�#$#��� ;�� ��� H2��#���;�� $���*� �CC=D20� ;C� C4<=� <=2/<:/920� ;9� F?104D/7 � E=&D?/94D/7 � /9:� C4<=� F<;F=<24=0� ;C� C7/2&F<=00=:� �� 0*� �)�����"%� A�)�%"+� ��� ?��,� "%,� ?��,� ���,)'�$'�*
�����$���� 8��� (#��2�#��� ������ �2�#$#��� ;�� ��� H2��#���;�� $���*� �<;F=<24=0� ;C� C7/2&F<=00=:� B;;:� F7/024D� D;E&F;042=0� D;92/49498� C4<=� <=2/<:/920*� A�)�%"+� ��� ���+��,��+&-��� �'��%'�� ���'�*
�����$���� 8��� ��0������ ���� ������� ���� '����� 4��� (��+������� 3�� ��� �"7��� ��� $���*� �CC=D2� ;C� @;<;9� D;EF;69:0;9� F?104D/7 � E=D?/94D/7 � /9:� C4<=� F<;F=<24=0� ;C� 49O=D24;9E;7:=:� B;;:� F7/024D� D;EF;042=0 � ��2?� �92=<9/24;9/7� ;9&C=<=9D=� ;9� �;;:� a� 4;C4@=<� �7/024D� ;EF;042=0 � )� FF*
(����� ���� Q�������7�� ���� ��������� ��� ���$#*�� ����#�#��� ;�� ��� '����� �� $���*� �;E=� F?104D/7 � @4;7;8&4D/7 � E=D?/94D/7 � /9:� C4<=� F<;F=<24=0� ;C� B;;:� F;71E=<D;EF;042=� ��� �� F<=2<=/2=:� B42?� @;<4D� /D4:� /9:� @;</NE4N26<=*� ��%$��)'���%� "%,� �)�+,�%*� �"����"+$� $�'� ����*
(�������� ���� ����*��� ��� ��� ;#�@�!�� �� $��+*� �7/EE/&@47421� ;C� B;;:&F;71F<;F17=9=� D;EF;042=0*� ��+&-��� ��*��","���%� "%,� ��":�+��&� ��'� (((�*
(���0�!���� ��� ��� ��C�#��#�� ��� $���*� �4<=� <=2/<:/92� F;71&E=<0'� <=D=92� :=5=7;FE=920� /9:� ;FF;<269424=0*� A�)�%"+� ���"����"+$� �6�-�$��&� ��'� $$�) � $$�+ � $$�)*
(���0�!���� ���� ���G�� ���� (#���#��� ��� ��� ��C�#��#�� ��� $���*�;71?=:</7� ;748;E=<4D� 0470=0U64;N/9=� /0� C7/E=� <=2/<:/92C;<� 2?=<E;F7/024D� F;716<=2?/9=*� ��+&-��� ��*�","���%"%,� ��":�+��&� �)'� �$(�*
(������� �� ��� '�G��� 8�� $���*� �4<=� <=2/<:/920 � �74:=0� F<=0&=92/24;9 � /5/47/@7=� ;9� 2?=� 492=<9=2'� BBB*2?=74C=;C@<10;9*
D;ET�4<=R$��=2/<:/920R$�&R$��49/7*FF2 � LD42=:� ��*�$*$���M *
'2���#�� ��� ��� ����9�@��� ��� $���*� �7/EE/@47421� ;C� 9/2&6</7� C4@=<&<=49C;<D=:� D;EF;042=0� /9:� 02</2=84=0� C;<� C4<=� <=&2/<:/9D1'� /� <=54=B*� A�)�%"+� ��� 6��-��+"$��'� ��-��$����"����"+$� ��'� ( � +&�� � �)*
'2#��� '�;��� Q#��� H�;��� ���� ;�'��� ���� '�,�� ��'2��!�� '���� $���*� �<=F/</24;9 � D?/</D2=<4I/24;9 � /9:2?=<E/7� 02/@47421� ;C� 9;5=7� ���T=NF/9:/@7=� 8</F?42=?/7;8=9&C<==� C7/E=� <=2/<:/92� D;EF;042=0*� ��+&-��� ��-���$���$'� ��*
'2#��� ��� ��� H�!�� Q�4�� $���*� � <=54=B� ;9� C7/E=� <=2/<:/922=D?9;7;81� 49� ?49/*� �/<2� �'� :=5=7;FE=92� ;C� C7/E=� <=2/<:&/920*� ��+&-��$� �, "%'�,� �'6%�+�*��$� $�'� $&� � � � �� � �(*
'2������ ����� $��(*� �?;0F?;<60'� C<;E� 6<49=� 2;� C4<= � �/<2� %'F?;0F?/2=0� 49� C4<=� <=2/<:/920 � /5/47/@7=� ;9� 2?=� 492=<9=2'? 2 2 F ' T T B B B* 6 7 * 4 = T y D ? 4 7 : 0 F T 4 9 T � 0 0 6 = + % T � � ( � t�?;0F;<;60*?2E � LD42=:� ��*�$*$���M*
'2���� '����� ����� ��;�� ��� H�!�� '�&�� $���*� �<=F/</24;9/9:� D?/</D2=<4I/24;9� ;C� 2?=� 4926E=0D=92� C4<=� <=2/<:/92D;/2498� B42?� /� 9=B� C7/E=� <=2/<:/92*� �, "%'�,� ��!,���'6%�+�*&� $�'� �+�� FF*
�#� '2���7��� ���� ��$������ ��� '2����� ���� '��77����� =�����"������ ,�� ��� ��������� =�� $��(*� �7/E=� <=2/<:/920C;<� F;71F<;F17=9=� @/0=:� ;9� 748949*� ��+&-��� ��*�","���%"%,� ��":�+��&� ��'� �(�*
�#$���� ;��� Arkýs�� ���� (����#�� ��� ��� 3����� ��� $��%*� �19&=<84024D� =CC=D2� ;C� 9/26</7� I=;742=0� ;9� C7/E=� <=2/<:/92� /:&:4245=0*� ��+&-��� ��*�","���%� "%,� ��":�+��&� ��'� )��&)�� )�$*
��� (����� '�� $���*� �;:=7498� D?=E4D/7� /9:� F?104D/7� F<;D=00=0;C� B;;:� /9:� @4;E/00� F1<;71040*� ���*��$$� �%� �%��*&� "%,��-:)$���%� �'��%'�� ()'� )� � %�*
�E���!� ��� (���"�� Q�� ��� ;#���� &�� $���� �99;5/245=� /9:� 060&2/49/@7=� C7/E=� <=2/<:/920� 49� 2</90F;<2/24;9 � 9;9&?/7;8=9&/2=:� F?;0F?;<60 � 49;<8/94D� /9:� 942<;8=9� C7/E=� <=2/<:/920 pinƒa� .� F?;0F?;<60 � 49;<8/94D� /9:� 942<;8=9� C7/E=� <=2/<:&/920� /00;D4/24;9'� �� � $� � $) � $� � (�*
��G����� ��� $��(*� �7/E=� <=2/<:/920� C;<� F7/024D0� E/<>=2� <=F;<2 �/F</� 2=D?9;7;81 � ���'� �&�%�%�&(�%&� � %)&+� � ++&+�� FF*
=�7��� ��� ;���!��� ���� =�$#����� &�� ��� =�7�+�7���� $���*� �;;:.F7/024D0� D;EF;042=0� B42?� @=22=<� C4<=� <=&2/<:/9D1� /9:� :6</@47421� F=<C;<E/9D=*� ��-��$���$'� �/<2� )�'� ���$&���)*
=��$��� ��H�� $���*� �602/49/@7=� C7/E=� <=2/<:/92� 9/9;D;EF;0&42=0 � �/24;9/7� �9024262=� ;C� �2/9:/<:0� /9:� �=D?9;7;81 �/42?=<0@6<8 � ��� $���� � �� � �))� FF*
=����7#�� '���� ��� �#�#���� �� � � $���*� �474D/� 9/9;F/<24D7=049� ?48?� 0474D/T/7>/74� E;7/<� </24;� 0;7624;90� /0� C4<=&<=2/<:&/92� 4EF<=89/920� C;<� B;;:0*� ����� "%,� �"����"+$� ()'� ���*
;�����#��� ���� ������� ���� ]��$��� (��� �������������� (��$#��� ;��� ������#��� ��� $��%*� �99;5/245=� =D;=C&C4D4=92� ?48?� C4<=� F=<C;<E/9D=� B;;:� F<;:6D20� C;<� :=E/9:&498� /FF74D/24;90*� �99;�4<=� �;;: � ��&�$ � ��&$�� F*
;���� ��=��� ��$���� =����� �������� ���� (��G����� ����� ��'2#�!�� Q�(�� $��)*� �=5=7;FE=92� ;C� F;71E=<.D=</E4DD;EF;042=0� C;<� 4EF<;5=:� C4<=� <=0402/9D=*� A�)�%"+� ��� �"�����"+$� ���'�$$�%*� �'6%�+�*&� �%(.�%)'� )��*
;���#�� ���� ,#����#*�� ��&��� �#��7��� ��&��� '2�$#����� �� �����#*� '�#���� �� �� ��� ����#���� ,�� $��+*� �192?=24D� ?1&:<;E/89=042=� /0� C7/E=� <=2/<:/92*� �5/76/24;9� ;C� 2?=� C7/E=@=?/54;6<� 49� /� F;71=2?17=9=� E/2<4N*� ��+&-��� ��*�","����%� "%,� ��":�+��&� ��'� ���*
;���#�� ���� ,#����#*�� ��&��� �#��7��� ��&��� '2�$#����� �� �����#*� '�#���� �� �� ��� ����#���� ,�� $���*� �?=<E/702/@47421� /9:� C7/E=� <=2/<:/9D1� ;C� ����T��� @7=9:0� C477=:B42?� 0192?=24D� ?1:<;E/89=042=T/76E4946E� ?1:<;N4:=T
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
E;92E;<477;942=� /9:� E/89=046E� ?1:<;N4:=T/76E4946E?1:<;N4:=T� E;92E;<477;942=� E4N26<=0*� ��+&-��� ��*�","����%� "%,� ��":�+��&� �$'� ���$ � ����*
;�!!��0��2$�� ������ ��$#��� ������ ��!��� ��(�� ��� ������� �� $���*� �</F?42=� ;N4:=� C7/E=&<=2/<:/92� F;71E=<� 9/&9;D;EF;042=0*� ���+��,� �"����"+$� "%,� %����"'�$� �����'$ $ % � *
;�����!0#���� ����� ��� ;����� ����� $���*� �?=� C4<=� <=2/<:/92@=?/54;6<� ;C� ?69242=� /9:� ?1:<;E/89=042=� &� /� <=54=B*� ��+�&-��� ��*�","���%� "%,� ��":�+��&� �%'� $$�(&$$�)*
;����7���� ����� ��� ���7#� ��� $��+*� �4<=� <=2/<:/92� E/2=<4/70*���� �� �%%�(� )��� $ � $$� $)%� FF*
;��!�� �� ��� ���� � � ���%*� �1<;71040� ;C� D=7767;0=*� A�)�%"+��� �6�� �6�%�$�� �6�-�'"+� ��'���&� $$'� %� � ++*
;����� ��� ��� ������ (�� $���*� �4<=� <=2/<:/9D1� ;C� F;71E=<0 �=B� 02</2=84=0� /9:� E=D?/940E0 � ���'� ���&�&�%)�)&�)�&� � F*� $ � %&+ � ��*
&��#�� &�� ��� &��#�� ��� $��)*� �7/024D� C7/E=� <=2/<:/920'� 2=D?&9;7;81� /9:� D6<<=92� :=5=7;FE=920� D6<<=92*� �"��"� �� ��!������$� �)��$�'� % � �%&$�*
�92=<9/24;9/7� 02/9:/<:*� $���*� �64:=749=0� C;<� /00=00498� 2?=� C4<2?<=/2� 2;� F=;F7=*� ���� ����+'$������ � )� FF*
��!�� ���� '2��!�� ;��� �$�� �� ��� ���!�� ;�� $���*� �?==CC=D2� ;C� C7/E=� <=2/<:/920� ;9� 2?=� C7/EE/@47421� /9:� E=&D?/94D/7� F<;F=<24=0� ;C� F/F=<&076:8=TF?=9;74D� D;EF;042=*��+&-��� �$��%*� ��'� $��*
��!�� ��� ��� �##�� ��� $���*� �EF<;5=E=92� ;C� 2?=� C7/E=� <=2/<&:/9D1� ;C� F/F=<076:8=TF;71F<;F17=9=� D;EF;042=*� ��+&-���$��%*� $�'� �*
���#�2�� ��� ��� ��#�����"+ 7������ ��� $���*� �=/D245=� E;:&4C4D/24;90� ;C� 0;E=� D?/49&� /9:� 02=F&8<;B2?� F;71E=<0� B42?F?;0F?;<60&D;92/49498� D;EF;69:0'� =CC=D20� ;9� C7/E=� <=&2/<:/9D=� &� /� <=54=B*� ��+&-��$� �, "%'�,� �'6%�+�*��$� $$'(��*
�����"�� ����� $���*� �;;:&F7/024D� D;EF;042=0 � ���� ���&�&)��&�)�)��&) � F*� �$� � �+$ � )+(&)+) � )+�&)+� � )��&)��*
�*\�@����� ��� ��� H����+��*�0����� �� $��$*� �7/E&E/@47421� /9:� C4<=� <=0402/9D=� ;C� D;EF;042=0� <=49C;<D=:� @19/26</7� C4@=<0*� ��+&-��$� ���� �, "%'�,� �'6%�+�*��$� ��'))+&)%�*
�#� (���� ��� ��C�#��#�� ���� ,����� ��� =���#��� �� ������72�� ,�� $��%*� �926E=0D=92� F;71F<;F17=9=TC7/N� @7=9:0'� F<=74E49/<1� 026:1*� ��+&-��� ��*�","���%� "%,� ��":�+��&��'� ��*
�#"��� ����� ���)*� ?=E402<1� ;C� C4<=� <=2/<:/9D1 � �?=� D?=E40&2<1� ;C� 0;74:� B;;: � E=<4D/9� D?=E402<1� 0;D4=21 � F*� %($&%)( � %+� � %+(&%+)*
�#"��� ����� ��� H������� ����� ����*� �CC=D20� ;C� C4<=� <=2/<:&/92� 2<=/2E=920� ;9� B;;:� 02<=982?'� /� <=54=B*� ?��,� "%,��:��� �'��%'�� $$���'� ��(&���*
���� (�� ��� ;#�� ��� $��)*� �95=0248/24;9� ;C� E=D?/94D/7� F<;F=<&21 � �7/E=� <=2/<:/9D1� /9:� 2?=<E/7� :=8</:/24;9� ;C� �����.B;;:&C4@<=� D;EF;042=0*� ��+&-��� ��*�","���%� "%,� ��":�+���&� �('� $)� � $)(*
���� ���� ���� (��� 42�!�� S�� ��� ���� ��� $���*� �?=� 026:1� ;C� C7/E=<=2/<:/920� ;9� 2?=<E/7� :=8</:/24;9� /9:� D?/<<498� F<;D=00;C� E/9D?6<4/9� /0?� 748949� 49� 2?=� D;9:=90=:� F?/0=*� ��+&�-��� ��*�","���%� "%,� ��":�+��&� �$'� )�( � )��*
���� M��� ���!�� ���� ���� 4��� H#��� ���� H�!�� =�� ��� ��!�� S�$��%*� �19=<84024D� =CC=D2� ;C� F?;0F?;<60 � 942<;8=9 � /9:� 047&4D;9� ;9� C7/E=&<=2/<:/92� F<;F=<24=0� /9:� D?/<� 14=7:� 49� F;71&F<;F17=9=*� A�)�%"+� ��� ���+��,� ��+&-��� �'��%'� � �+'� �%)&�%%*
���� ��Q�� ��� ;$#������ &�� $��$*� �=D=92� :=5=7;FE=920� 492?=� D?=E402<1� ;C� ?/7;8=9&C<==� C7/E=� <=2/<:/92� F;71E=<0*���*��$$� �%� ��+&-��� �'��%'�� $�'� �++(&�++% � �+�+ � �+��&�+�� � �+��*
�"�� ���� H�!�� 4��� ;��� �� ��� ,��� H�� $��%*� �7/EE/@47421/9:� 2?=<E/7� :=8</:/24;9� ;C� C7/E=� <=2/<:=:� F;71F<;F17=9=D;EF;042=0� D;92/49498� E=7/E49=� F?;0F?/2=� /9:� F=92/=<&12?<42;7� :=<45/245=0*� ��+&-��� ��*�","���%� "%,� ��":�+��&��'� %$(&%$)*
�"��� ������ ��72��� ��� ��� �#���#����� ��� $���*� �4<=� 4006=049� =9849==<=:� B;;:� D;EF;042=0� C;<� 9/5/7� B/2=<C<;92� C/&D47424=0 � )+2?� �92=<9/24;9/7� ����� �1EF;046E� /9:� �N&?4@424;9 � �;98� =/D? � � F*� �&$*
�������� �'��� �2�$��� ��� ��� =��#���7�N�� =�� $���*�?=<E/7� /9:� :19/E4D� E=D?/94D/7� /9/71040� ;C� F;71021<=9=D;EF;042=0� <=49C;<D=:� B42?� 0?;<2� 040/7� C4@<=0*� ��-��$���$�'��%'�� "%,� �'6%�+�*&� +�'� $%��*
����� ���� ������� ���� #�*#��� ���� ����� ���� (#������ =���� ������ =�� $��%*� �7/E=� <=2/<:/9D1� ;C� @4;:=8</:/&@7=� F;71E=<0� /9:� @4;D;EF;042=0*� ��+&-��� ��*�","���%"%,� ��":�+��&� ��'� �(�*
����� ��'��� ���� (�H�� ��� ,������ ����� $���*� �7/E=� <=0402/9D=/9:� C;/E498� F<;F=<24=0� ;C� ��� D;EF;69:0� B42?� ?/7;8=9&C<==� C7/E=� <=2/<:/920*� ��+&-��� ��-��$���$'� ��($&��(+*
��!��� ��(�� $��+*� �7/E=� <=2/<:=:� F;71E=<� 7/1=<=:� 0474D/2=9/9;D;EF;042=0'� /� <=54=B� ;C� D;EE=<D4/7� /9:� ;F=9� 742=</&26<=� 0102=E0*� ��+&-��$� ���� �, "%'�,� �'6%�+�*��$� ��'� $�+*
�����*�� ����� ��� =�0����� ��=�� $��+*� �4<=� F<;F=<24=0� ;C� F;7&1E=<� D;EF;042=� E/2=<4/70 � �F<498=< � ���&��� �&)�$�&%(%+&� � F*� $)$ � (�(*
89G��� ����� ;$������� ��� ��� �9"����� �� $��+*� �=D?/9&4D/7� F<;F=<24=0� ;C� D;EF;042=0� C<;E� 0/B:602� /9:� <=D1D7=:F7/024D0*� A�)�%"+� ��� ���+��,� ��+&-��� �'��%'�� ���'� (+)�*
8*�#�� ���� ������ (��� ��� ;����7���� ����� $��+*� �7/E=&<=2/<:/92� 690/26</2=:� F;71=02=<� <=049� 49D;<F;</2498� 9/9&;D7/10*� ��+&-��$� ���� �, "%'�,� �'6%�+�*��$� ��'� $�)*
����� ����� H��#��� ��(��� �$�� Q���� ,��� M��� '�"#���� ������� ������� ��� $��%*� �/9;� =9849==<=:� C4<=� <=0402/92D;EF;042=� C4@=<0 � �� � F<;O=D2� �;'� ��$&���� � �� /996/7� <=F;<2 � $� FF*
������ ���� ���#�� ����� ��� ��$�� ����� $���*� �/2=92� /FF74D/&24;9� 2427= � F?;0F?;<60&D;92/49498� 0470=0U64;N/9=� :=<45/&245=0� /0� C7/E=� <=2/<:/920 � /5/47/@7=� ;9� 2?=� 492=<9=2'� ?22F'TTBBB*C/U0*;<8TF/2=920T/FFT$������(+%� � LD42=:� ��*�$*$���M *
�����$���� ��� H!�#��� ��� ��� �����!�� �� $���*� �=&D=92� :=5=7;FE=920� 49� ?/7;8=9� C<==� C7/E=� <=2/<:/920� C;<=F;N1� <=0490� C;<� =7=D2<4D/7� /9:� =7=D2<;94D� /FF74D/24;90 �/2=<4/70 � ����� ���+&��)) � F*� )(�� � )(��&)(��*
����� ��� $��%*� �F;N1� D;EF;042=0'� 4EF/D2� <=0402/9D=� /9:C7/E=� <=2/<:/9D1*� �/F</� �=54=B� �=F;<20� �+�%�'� $)*
���2�� ��� �72@�*��!#��� '��� �#��#��� 3�� ��� �72$����� ;�$���*� �=2=<E49/24;9� ;C� <=/D24;9� E=D?/940E0� /9:� =5/76&/24;9� ;C� C7/E=� <=2/<:/920� 49� B;;:&E=7/E49=� <=049&D;E&F;042=0*� A�)�%"+� ��� �%"+&��'"+� "%,� ���+��,� �&��+&$�$� ��'(�+&(��*
�2#0�� ��8�� ��� ��!�� ����� ����*� �/26</7� C4@=<� F;71E=<� D;E&F;042=0'� /� <=54=B*� �, "%'�$� �%� ��+&-��� �'6%�+�*&����)�'(%$ � (%%*
����� ��� ����� ��;��� ��2��� ,�� ��� �@�� ��� $��)*� �7/E=<=2/<:/92� /9:� E=D?/94D/7� F<;F=<24=0� ;C� 9/26</7� C4@<=.��D;EF;042=0� D;92/49498� E/89=046E� ?1:<;N4:=*� ��+&-����*�","���%� "%,� ��":�+��&� �('� (+(&(+)*
�72��#��� (��� (����� 3��� �72@�*�� 3�� ��� �#��#$���� ��$��(*� �4<=� <=2/<:/9D1� ;C� F;71F<;F17=9=TC7/N� @7=9:0*� ��+�&-��� ))'� +$)$*
�2#��� ���� �72#�G2���� ��� ��� ���GG�#��� ,�� $���*� Zinc@;</2=0� /0� E6724C69D24;9/7� F;71E=<� /::4245=0*� �, "%'�,��+&-��� �'6%�+�*&� ��'� )�)*
�2#��� �� ��� �72�����!�� (�� $��)*� �=D=92� /:5/9D=0� B42?� =N&F/9:/@7=� 8</F?42=� 49� 4926E=0D=92� C7/E=� <=2/<:/92� 2=D?&
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"

���� ���� ����� ������� �������������
���
9;7;81 � /5/47/@7=� ;9� 2?=� 492=<9=2'� ?22F'TTBBB*91/D;7*D;ET=N8</F?/:5*?2E � LD42=:� ��*�$*$���M*
�2�2�� Q�,��� H�!�� Q����� �#�!�� ����� ��� H#��� � �� $��)*�NF/9:/@7=� 8</F?42=� 0102=E0� C;<� F?;0F?;<60&D;92/49498690/26</2=:� F;71=02=<0*� �*� �9?/9D=:� 2?=<E/7� F<;F=<24=0/9:� C7/E=� <=2/<:/9D1*� ��+&-��� ��*�","���%� "%,� ��":�+���&� �+'� ()�*
������ 8��� H2��#�� ��� ��� '�#$����� '�� ����*� �=/2� <=7=/0=</2=� ;C� B;;:&F7/024D� D;EF;042=0*� ������� A�)�%"+� ((�%�'$ + *
������ 8��� �#��#��� ���� H2��#�� ���� ��� <��@���� ��� $���*�CC=D2� ;C� C4<=� <=2/<:/920� ;9� ?=/2� <=7=/0=� </2=� ;C� B;;:C7;6<&F;71=2?17=9=� D;EF;042=0 � ��2?� �92=<9/24;9/7� ;9&C=<=9D=� ;9� �;;:� a� 4;C4@=<� �7/024D� ;EF;042=0 � F*� ��(&��)*
������ 8��� H2��#�� ���� �#��#��� ��� ��� <��@���� ��� $���*�5/76/24;9� ;C� 5/<4;60� C4<=� <=2/<:/920� C;<� 60=� 49� B;;:� &F;71=2?17=9=� D;EF;042=0*� ��+&-��� ��*�","���%� "%,� ��"�:�+��&'� �&$*
��0������ 9�$����� ���� ;��� ���� &�2�2��� ���� @��� ����� =#����� ;�� ����*� �EF<;5498� C4<=� <=2/<:/9D1� ;C� C/028<;B498� B;;:� @1� D;/2498� B42?� C4<=� <=2/<:/92� /9:� 06<C/D=:=904C4D/24;9*� ����� "%,� �"����"+$� $$'� $��*
��������� 8�� ��� �����$9����� �� $���*� �=D?/94D/7F<;F=<24=0� /9:� C7/EE/@47421� ;C� 040/7T��� D;EF;042=0'� �C&C=D2� ;C� C7/E=� <=2/<:/92� 21F=� /9:� D;92=92*� ��-��$���$'�/<2� � )�'+�)*
�@##��� ���� ���(*� �4<=� F=<C/E/9D=� ;C� B;;:'� �=02� E=2?;:0/9:� C4<=� <=2/<:/92� 2<=/2E=920 � )2?� /996/7� � D;9C=<=9D=;9� C7/E=� <=2/<:/9D1 � F*� (+&)�*
������� ���� Q�$�� ���� ��!������ �� ��� ;��#��� ��� $���*�;;:� F7/024D� D;EF;042=0� &� /� F<4E=< � �?=� �945=<0421� ;C�=99=00== � )� FF*
�����*�72�� ��� ;�� ����*� �5=<54=B� ;C� C7/E=� <=2/<:/920*� �6�-��$��&� �,"&� �+'� � � ��*
����,* ��*G���� �4����E��* ,(������;�����(�*+���������
���� &��#$������� �
������
$������(���!��������������"�������"���� �+ �"������ ������� � )��� �� �5 � )��� ������������L����'��
����!���"��+���� � ����� ��������� ����+���������� ������ )��� �������������������� ����������� �"������
� ���� )��� ����� ����"����������,������������� ���������#��� ����"�������� �����Z���� �����"������"�
���� �������� �"���� ����"������� ��������)������� ������ ���������� ����������� �"� ���������#��� ����"�
������ �����W� ������% ��� (����������������+ ���"����!�����,���� � �������I���!���"� �����(����������� ��"
��(��� ��� ���� ������� ���� � �������"����!�)�"����(��� �����!��!�����"(������ ���
��!"#$%# ��&$�' ��������#��� ����"�� ������ �"�� �������(����'�� ��� � ����� ����������� � � )����������� ������������������������ ����������� ���������������������� ����� ���� �
�����*�72�� ��� $��)*� �7/024D0� C7/EE/@47421� ?/9:@;;> � �<49D4&F7=0 � <=867/24;90 � 2=02498� /9:� /FF<;5/7 � (<:� =:424;9 � ����&%+���&(%+&% � �694D? � F*� $$ � �( � �%�&�+�*
H�!�� M��� ��� ��� ��� H������� ����� $��)*� ?=E4D/7� E=D?&/940E� ;C� C4<=� <=2/<:/9D=� ;C� @;<4D� /D4:� ;9� B;;:*� ?��,�'��%'�� �'6%�+�*&� (�'� (�+*
H�!�� S��� ���� Q��� ����� H��� =��� ��� ��� ���� ��� $���*� � 9=B4926E=0D=92� C7/E=&<=2/<:/92'� F<=F/</24;9 � 06<C/D=� E;:4&C4D/24;9 � /9:� 420� /FF74D/24;9� 49� F;71F<;F17=9=*� ��+&-��$���� �, "%'�,� �'6%�+�*��$� ��'� ��%%*
H#���� ������ �#"72���� ����� ��� ���� ��� $��+*� �7/E=� /9:0E;>=� <=2/<:/920� 49� 54917� D?7;<4:=� F;71E=<0� .� D;EE=<&D4/7� 60/8=� /9:� D6<<=92� :=5=7;FE=920*� A�)�%"+� ��� ����� �'���%'�$� $)'� $��&$$�*
H2��#�� ��;�� ��� ��#�#�0#�!#��� ���� $���*� �?=� =9D1D7;&F=:4/� ;C� B;;: � D?/F2=<� �� � �*�*�**� ���&��'� �&+�$(�&�%�&+ � F*� ��&��*
H2��#�� ��;�� ��� ������ 8� �� $���*� �=D=92� /D245424=0� 49� C7/E=<=2/<:/9D1� ;C� B;;:&.F7/024D� D;EF;042=0� /2� 2?=� C;<=02� F<;:&6D20� 7/@;</2;<1*� � D;9C=<=9D=*� $$9:� /996/7� <=D=92� /:&5/9D=0� 49� C7/E=� <=2/<:/9D1� ;C� F;71E=<4D� E/2=<4/70 � $� F*
H����+��*�0����� �� ��� �*��@����� ��� ����*� �?=� 2?=<&E/7� D?/</D2=<4024D0� ;C� :4CC=<=92� 4926E=0D=92� D;/24980*�����"%,� �"����"+$� $('� ((*
S�#�� ��� ��� M��� (�� $���*� �19=<84024D� =CC=D20� ;C� =NF/9:/@7=8</F?42=� B42?� 0;E=� ?/7;8=9&C<==� C7/E=� <=2/<:/920� 49� F;71&;7=C49� @7=9:0*� ��+&-��� ��*�","���%� "%,� ��":�+��&� ��'� (�%*
42�!�� ���� ;#�#���� ���� ;!#��� ��� (����*���� ���� �#��72�+������ ����� ,���� ���� '����"��7��� ���� '$����� =���$���� ,��� (���0�!���� ��� $���*� �CC=D20� ;C� 9/9;D7/1� /9:C4<=� <=2/<:/920� ;9� C4<=� <=2/<:/9D1� ;C� /� F;71E=<� @7=9:� ;C��� /9:� ����*� ����� �"���&� A�)�%"+� ))'� %�*
42�!�� ��� ��� ;����7���� ����� $��(*� � <=54=B� ;C� C7/E=� <=&2/<:/92� F;71F<;F17=9=� C4@<=0*� ���*��$$� �%� ��+&-��� �'���%'�� $�'� �%$�&�%$$ � �%$+&�%$�*
�=D=45=:�����=@<6/<1�$���DD=F2=:� �+� �;5=E@=<� $���
!���#���@����� ��� #C#
������� �� ���
�������� � �� ���5���� 2����������5����!��>� "���"


PUBLICATION II
Nikolaeva, M. & Kärki, T.
Influence of mineral fillers on the fire retardant properties of wood-polypropylenecomposites.
Fire and Materials. 37(8): 612-620.
Reprinted with permission from John Wiley and Sons


Influence of mineral fillers on the fire retardant properties ofwood-polypropylene composites
Marina Nikolaeva1,*,† and Timo Kärki2
1Lappeenranta University of Technology, Faculty of Technology, Department of Mechanical Engineering P.O. BOX 20,53851 Lappeenranta, Finland
2Lappeenranta University of Technology, Faculty of Technology, Department of Mechanical Engineering,Fiber Composite Laboratory, Finland
ABSTRACT
The effects of mineral fillers on the fire retardancy of wood-polypropylene composites have been studied.Wood-polypropylene composites containing mineral fillers have been compounded in a conical twin-screwextruder. A composite manufactured without any mineral filler addition has been used as a reference.The flame resistance properties of the composite materials have been studied using the cone calorimeter.The results show that the introduction of mineral fillers into the wood-polypropylene composites has afavourable effect on the fire resistance properties of the composite materials. The reaction-to-fire propertieshave been improved according to the fire classification of construction products based on the Euroclasssystem. Copyright © 2012 John Wiley & Sons, Ltd.
Received 22 May 2012; Revised 2 July 2012; Accepted 9 July 2012
KEY WORDS: wood-plastic composites; fire retardancy; cone calorimetry; heat release rate; mineral filler
1. INTRODUCTION
Wood-plastic composites (WPC) are a new class of materials that merge the best features of wood andplastic [1–3]. The combination of the favourable properties of wood and plastic provides WPCs withunique advantages. For example, they can be produced in a variety of shapes, colours and sizes [4, 5].The addition of cellulose materials to a polymer enhances the strength and stiffness properties of theresultant material [6–8]. Other main benefits of WPCs are resistance against insects and fungi, highmoisture resistance, dimensional stability, resistance to decay and low maintenance costs [6,9]. Lowcost and considerable weight preservation of material components are advantages of WPCs that makethem a viable alternative to glass and carbon fibres. Wood fibre materials are not flexible and are muchharder than plastic material; hence, the combination of wood fibre and plastic provides a resultantcomposite with a quite hard strength-to-mass ratio [9, 10]. Good reaction-to-fire properties arenecessary for many applications of WPCs. These properties are important especially for applications inthe residential construction (mostly for decking, siding, roof tiles and window frames), transportationand furniture industries. For many applications in these fields, the fire performance of the material hasto be known and in some cases improved [2,9–11]. Enhancement of the flame resistance properties ofWPCs in response to safety requirements has become a very important area of study [12].
The most conventional method of increasing the fire resistance of combustible materials is theaddition of fire retardants. Fire retardants decrease the risk of ignition when the material is in contactwith a heat source and prevent the spread of fire on other objects [13].
*Correspondence to: Marina Nikolaeva, Lappeenranta University of Technology, Faculty of Technology, Department ofMechanical Engineering, P.O. BOX 20, 53851 Lappeenranta, Finland.
†E-mail: [email protected]
Copyright © 2012 John Wiley & Sons, Ltd.
FIRE AND MATERIALSFire Mater. 2013; 37:612–620Published online 10 August 2012 in Wiley Online Library (wileyonlinelibrary.com). DOI: 10.1002/fam.2160

A large number of different minerals, such as clay, talc, calcium carbonate, wollastonite, glass fibresand others are used in the wood-plastic composite industry. Minerals such as talc and calciumcarbonate are less expensive than plastics, and hence, the addition of these fillers can reduce the costof the WPC [14][15]. The incorporation of inorganic fillers into a WPC or plastic has differenteffects on the fire retardancy and mechanical properties of the material. For instance, improvementof fire retardancy has been noticed in the composition of intumescent polypropylene and talc,introduced into the polymer by the single-step method when all agents have been introduced intopolypropylene melt at the same time. The mechanical properties, particularly elongation at break,however, have been impaired. On the other hand, incorporation of talc to the same polymer by thedouble-step method when talc firstly has been fed into melted ethylene vinyl acetate copolymer andthen in the next step PP, and when other agents have been introduced into the composite hasprovided an increase in elongation at break and has not changed the flammability [16]. It has alsobeen reported that the introduction of a mineral filler into a polymer, particularly polypropylene, hashad an undesirable effect on the mechanical properties. For instance, the addition of talc decreasesflexibility significantly because of stress concentrations at the interfaces. However, the addition ofmodified calcium carbonate in the polymer enhances the impact strength [14].
Much mineral fillers can reduce the fire spread by the reduction of heat generation or by ‘removingfood’ for fire diffusion. However, they do not generate inflammable gases or water as active fireretardants do [17]. For instance, calcium carbonate emits carbon dioxide (inflammable gas) only at9000C, which is too high to act as a fire retardant [17, 18]. Mineral fillers commonly act by dilutingthe combustible material in the solid (plastic) phase [13,17]. During the combustion of polyvinylchloride mixed with calcium carbonate, this mineral filler can delay hydrogen chloride release andthereby decrease the corrosivity of the smoke [18]. According to various studies, mineral fillers arecapable of enhancing fire resistance through a synergetic mechanism. Even if the surface of talc andcarbonates does not include hydroxyl groups or active ions, the addition of mineral fillers into thepolymer can affect the action of the additives [19, 20]. It has been noted that the incorporation oftalc and calcium carbonate into the nylon 6/ammonium polyphosphate (APP) system results in anincrease of the fire properties [21]. The effect of talc and calcium carbonate on the fire-protectiveproperties has been also shown for the system polypropylene/ammonium polyphosphate/polyamide-6(PP/APP/PA-6). Talc leads to the increase of fire-protective properties by creating a ceramicprotective layer at the surface. In contrast, calcium carbonate reduces the fire-protective propertiesbecause of a reaction with APP, which causes removal of the acid source from the system [14]. Theinfluence of the physical properties of talc on the fire-protective behaviour of ethylene–vinyl acetatecopolymer/magnesium hydroxide/talc composites has also been investigated. It has been shownthat the increase of talc lamellarity and specific surface area leads to an improvement of fireresistance, whereas the thermal stability is not changed. A significant intumescence because ofheterogeneous bubble nucleation, increased viscosity and charring promotion has also beenobserved [22]. Different systems including linear low-density polyethylene, calcium carbonate andtalc treated or nontreated with stearic acid have been studied for burning behaviours. Highreduction of heat release rate (HRR) peaks has been noticed for all mineral fillers. Favourableresults have been obtained for systems treated with stearic acid. For instance, a system treated withcalcium carbonate has led to intumescent behaviour with the creation a protective layer [20,23].
There is still lack of information about the fire retardant effect of common mineral fillers bythemselves on WPC. The aim of the present paper is to investigate the potential of the flameretardancy of wood-polypropylene composite mixed with mineral fillers using a cone calorimeter.
2. EXPERIMENTS
2.1. Materials
The thermoplastic matrix in the studied composite was commercially available recyclablepolypropylene supplied by Ineos Polyolefins (Eltex P HY001P, Brussels, Belgium). The melt flowindex of the polypropylene was 45 g/10min (2300C), the melting point was 1610C and the density
MINERAL FILLERS AS FIRE RETARDANTS FOR WOOD-PLASTIC COMPOSITES 613
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam

910 kg m�3. Maleated polypropylene (MAPP; OREVACW CA 100; Arkema Inc., King of Prussia, PA,USA) was used as the coupling agent (MFI 10 g/10min/1900C, melting point 1670C). The used woodfibre was conifer with a specific gravity of 158 g dm�3. The fibre was converted into chips with ahammer mill combined with a chipper hammer mill apparatus. The equipment consisted of fourchipper blades and a hammer mill on the same axis. The chipper blade protrusion was set to 2mm.The particle size was mesh 18 according to the sieve analysis (d90). Struktol TPW 113 (Struktol,Stow, OH, USA) was used as the lubricating agent.
Six different inorganic fillers were obtained: calcium carbonate (calcite FC2,5; Nordkalk, Pargas,Finland), calcium carbonate waste, containing approximately 85% of CaCO3 and 15% of impurities(Nordkalk), two different types of wollastonite (FW400 and HARWoll7; Nordkalk), soapstone(Tulikivi, Juuka, Finland) and talc (Finntalc M30; Mondo Minerals, Kajaani Finland). The soapstonewas not a commercial product, but sawing waste from another process line at Tulikivi Inc.
2.2. Wood-plastic composite manufacturing
All the composite recipes except the recipes with talc were kept constant: 20% by weight of mineralfiller, 44% of wood fibre, 30% of plastic, 3% of coupling agent and 3% of lubricant. Recipes withdifferent content of talc were prepared to see the effect of the amount of mineral filler on the flameresistance properties of the composites. The dosages of talc were 20%, 30% and 40%. The woodcontent in these composites was varied depending on the talc content.
The compositions of the different compounds are listed in Table I.The composites including minerals were compared with a reference sample, which did not contain
any mineral, to see whether the minerals had any effect on the WPCs. The reference sample contained64% of the same wood fibre as the composites containing minerals, 30% of polypropylene, 3% ofMAPP and 3% of lubricant. The amount of wood in the reference sample was different from thecomposites containing minerals, because the added mineral had to be replaced.
The wood material, plastic and additives were compounded using a Weber CE 7.2 conicaltwin-screw extruder (Hans Weber Maschinenfabrik, Kronach, Germany). The gravimetric feedingsystem included a main feeder connected with side feeders for each individual component. Allcomponents were fed into the extruder through the main feeder. The temperature of the mixing zonein the barrel was kept at 1900C and the die temperature at approximately 1800C. The screw speedwas maintained at 13 rpm.
2.2. Fire testing
A fire testing technology cone calorimeter was used for the reaction-to-fire tests according to ISO 5660.The board specimens for the tests were 100mm� 100mm� 5mm in size. The samples were exposedin the horizontal orientation to an external heat flux of 50 kW/m2 with 25-mm height of the cone heaterabove the sample surface. Samples were wrapped in aluminium foil, covering the sides and bottom.The exhaust system flow rate was 24 l/s. The cone data presented in this paper are the averages offive replicated experiments. During the tests, the following parameters were obtained: HRR, totalheat release (THR), total smoke production (TSP) and mass loss rate.
The improvement of the reaction-to-fire properties of the tested samples was also assessed accordingto the fire classification of construction products based on the Euroclass system. This system classifiesconstruction products as A–F classes, where Euroclasses A1 and A2 correspond to noncombustiblematerial, and then the classes go down to F for unclassified material (EN 13823).
The usage of the cone tools from the software package allowed predicting SBI results by means ofcone calorimeter tests. Cone calorimeter files from the file menu were imported for processing withinthe programme. The browsing function allows selecting the cone calorimeter and type of input file.Cone calorimeter files were imported into the software where the HRR curves of the conecalorimeter tests were shown, and then the calculation was performed. The simulation of the SBItest results was chosen after introducing the heat flux level – 50 kW/m2. After the calculation, thescalar simulation results can be seen on the screen. The class of each sample was defined accordingto fire growth rate (FIGRA) values, W/s.
614 M. NIKOLAEVA AND T. KÄRKI
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam
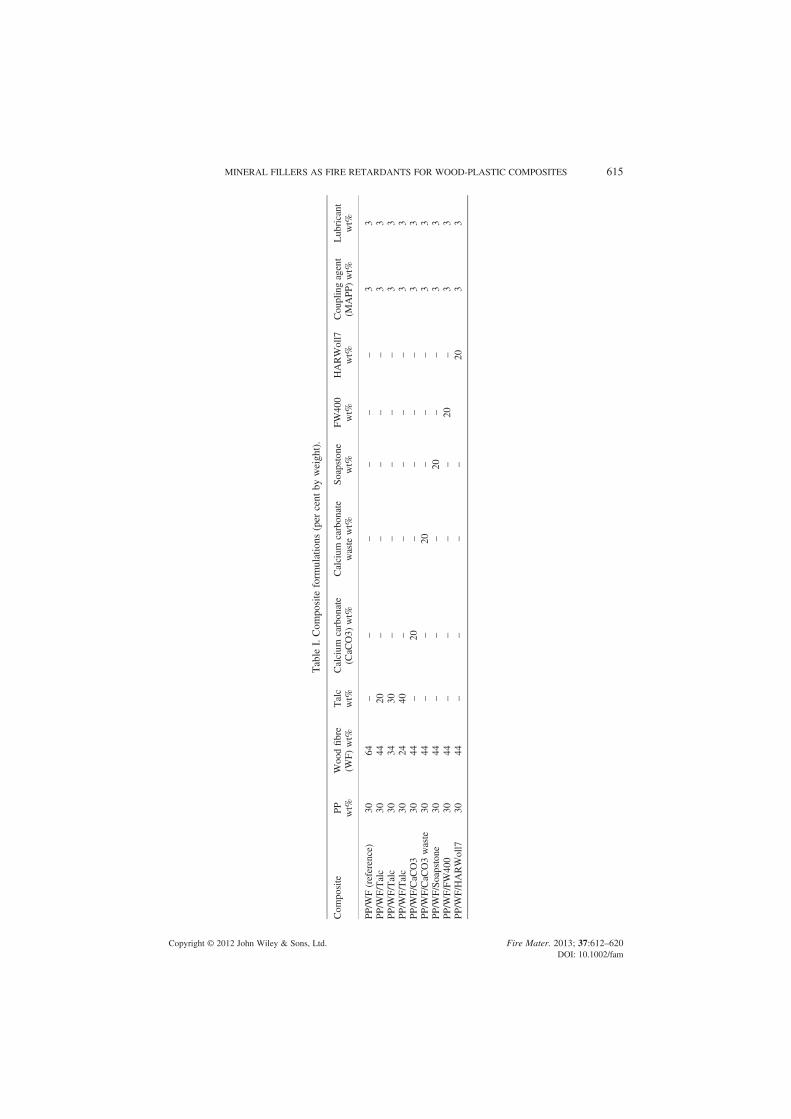
Table
I.Com
posite
form
ulations
(per
cent
byweight).
Com
posite
PP
wt%
Woodfibre
(WF)wt%
Talc
wt%
Calcium
carbonate
(CaC
O3)
wt%
Calcium
carbonate
waste
wt%
Soapstone
wt%
FW400
wt%
HARWoll7
wt%
Cou
plingagent
(MAPP)
wt%
Lubricant
wt%
PP/W
F(reference)
3064
––
––
––
33
PP/W
F/Talc
3044
20–
––
––
33
PP/W
F/Talc
3034
30–
––
––
33
PP/W
F/Talc
3024
40–
––
––
33
PP/W
F/CaC
O3
3044
–20
––
––
33
PP/W
F/CaC
O3waste
3044
––
20–
––
33
PP/W
F/Soapstone
3044
––
–20
––
33
PP/W
F/FW40
030
44–
––
–20
–3
3PP/W
F/HARWoll7
3044
––
––
203
3
MINERAL FILLERS AS FIRE RETARDANTS FOR WOOD-PLASTIC COMPOSITES 615
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam

3. RESULTS AND DISCUSSION
The HRR curves versus time of all composites are presented in Figure 1. The highest HRR wasobtained with the composite that did not contain any mineral. For the composites containing mineralfillers, the peak HRR values were reduced depending on the loading of additives. Two peaks for theHRR could be seen for all samples. The initial peak was higher and appeared in the range 60–75 safter ignition, where the highest peak at 60 s corresponded to the reference sample, and the lowestpeak at 75 s to the sample containing 40% of talc. As the HRR is a variable that is proportional tothe oxygen consumed, it can be assumed that a high amount of oxygen was consumed straight afterignition. The second peak between 200 and 350 s occurred when the surface started to degrade andoxygen got into the internal part of the specimen and started to burn with high efficiency.
Looking at the HRR peak values� standard error of the mean of the HRR peak values presented inTable II, we can see that there is only a slight decrease of HRR peaks for all composites containing20% of fillers. For the composite containing 30% of talc, we can see a high decrease of the HRRpeak, almost 28%. The difference between the peaks for the composites containing 30% and 40% oftalc is minimal, less than 1.5%.
The ignition time of the WPC is shown in Table II. The addition of mineral fillers has a favourableeffect on the IT as all fillers have improved the IT. The best improvement can be noticed with theaddition of 30% and 40% of talc. The IT has improved by 34% and 43%, correspondingly. The best
Table II. Cone calorimeter data of composites with and without mineral fillers.
Mineral fillerin composite
HRR peak (first peak),kW/m2� standard error of the mean
IT, s� standard error of the mean
Reference 444.2� 10.7 21.6� 1.120% soapstone 436.5� 13.2 24.2� 1.420% HW7 432.4� 10.8 28.8� 3.320% CaCO3 waste 420.9� 9.0 23.0� 0.920% FW400 417.3� 15.4 22.0� 0.020% CaCO3 416.2� 19.4 24.6� 1.420% talc 414.5� 11.9 24.6� 1.730% talc 320.6� 13.2 32.8� 1.840% talc 314.9� 12.4 38.0� 2.2
HRR, heat release rate; IT, ignition time.
Figure 1. Heat release rate curves of the different composites versus time.
616 M. NIKOLAEVA AND T. KÄRKI
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam

result among the mineral fillers added in 20% by weight is seen with HW7, and the worst result withFW400. However, because of the high standard error of the mean, the IT value of HW7 is comparablewith the values of the other fillers.
In Figure 2, the THR for the reference and mineral fillers containing compounds plotted against timeis shown. Improvement of the THR is not observed in the case of composites containing two types ofwollastonite. The systems containing 20% of other mineral fillers have lowered the THR, but notsignificantly, ranging between 3% and 4% improvement. Although the presence of 40% of talc inthe composite has improved the THR most – by 22% – the action is not very different from theWPC containing 30% of talc, where the THR has been reduced by 19%.
Figure 3 shows the TSP for the different systems. Because the smoke production of plastic is higherthan that of wood and the amount of plastic was the same for all composites and only the amount ofwood and minerals was varied, the TSP did not show significant changes. The best improvement inthe TSP was achieved with 40% of talc, as the TSP decreased by 16% compared with the compositewith no mineral addition. The composites containing 30% of talc reduced the TSP by 10%. Thecomposites containing 20% of talc and soapstone did not show any changes in the TSP. With thecomposites where calcium carbonate and calcium carbonate waste were added, the improvementwas in the range 6–8%. However, not all additives promoted a decrease of smoke production.Enhancement of smoke production by 10–11% was caused by both types of wollastonite.
In Figure 4, the residual mass versus time curves for the compound without filler and compoundshaving different percentages of mineral fillers are shown. It can be seen that the compositionwithout an addition of any mineral filler was almost totally burnt by the end of the test. The finalresidual weight for the samples containing 20%, 30% and 40% of talc is almost equal to the weightof the loaded filler, with only a small amount of preserved additional materials (1.5–2wt%).
The amount of residual weight obtained with the addition of other mineral fillers is less than 20wt%.As the additives’ loading was 20wt%, some part of fillers was burnt. The small decrease of weight ofthe mineral fillers (calcium carbonate, calcium carbonate waste, soapstone and wollastonites) can beattributed to the presence of some amount of water evaporated during the test, or the presence ofsome inflammable impurities.
Cone calorimeter files were imported into the software where the HRR curves of the conecalorimeter tests were shown and simulated in the SBI (single burning item) for the classification ofthe tested samples based on the Euroclass system. After the simulation of the cone calorimeter
Figure 2. Total heat release versus time for different formulations.
MINERAL FILLERS AS FIRE RETARDANTS FOR WOOD-PLASTIC COMPOSITES 617
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam

results in the SBI, the class of each sample was defined according to FIGRA, W/s. It can be seen inTable III that there is no significant improvement of the reaction to fire performance for all samplescontaining 20% of mineral fillers. These samples, as well as the reference sample show class E.The addition of 30% and 40% of talc promoted a decrease of FIGRA to some extent sufficientto obtain class D.
Figure 3. Total smoke production versus time curve for different composites.
Figure 4. Residual mass versus time.
618 M. NIKOLAEVA AND T. KÄRKI
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam

4. CONCLUSION
In the present study, the behaviour of common mineral fillers such as calcium carbonate, talc,soapstone and wollastonite in wood-polypropylene composite was reported on. All the examined fireretardant systems examined decreased the HRR peaks of the composites. All mineral fillersimproved the IT. On the other hand, improvement of the THR was not observed in the case ofcomposites containing two types of wollastonite. Moreover, enhancement of smoke productionwas caused by both types of wollastonite. Systems containing 20% of other mineral fillers loweredTHR and decreased or did not affect the TSP. As improvement of reaction-to-fire properties wasnoticed with the use of not only commercial products but also with the use of waste products, oneof the main conclusions of this study is that it can be more cost-efficient to use waste of mineralfillers to obtain the same or even better fire retardant properties in comparison with commonly usedmineral fillers.
Recipes with different contents of talc were studied to see the effect of the amount of mineral filleron the flame resistance properties of the composites. All results were improved with the addition of30% and 40% of talc. Furthermore, the reaction-to-fire properties were improved from class E toclass D according to the fire classification of construction products based on the Euroclass system.
REFERENCES
1. Li B, He J. Investigation of mechanical property, flame retardancy and thermal degradation of LLDPE–wood-fibrecomposites. Polymer Degradation and Stability 2004; 83:241, 243.
2. Stark NM, White RH, Mueller S, Osswald T. Evaluation of various fire retardants for use in wood flour-polyethylenecomposites. Polymer Degradation and Stability 2010; 95:1–2.
3. Najafi SK, Hamidinia E, Tajvidi M. Mechanical properties of composites from sawdust and recycled plastics.Journal of Applied Polymer Science 2006; 100:3641.
4. Taylor A, Yadama V, Englund K, Harper D. Wood plastic composites – a primer, the University of Tennessee. 2009; 4.5. Malvar LJ, Tichy R, Pendleton DE. Fire issues in engineered wood composites for naval waterfront facilities, 46th
international SAMPE symposium and exhibition. Long Beach, CA, 2001; 1–2.6. Garcia M, Hidalgo J, Garmendia I, Garcia-Jaca J. Wood-plastics composites with better fire retardancy and durability
performance. Composites: Part A 2009; 40:1772–1774.7. Manikandan Nair KC, Thomas S, Groeninckx G. Thermal and dynamic mechanical analysis of polystyrene
composites reinforced with short sisal fibres. Composites Science and Technology 2001; 61:2519.8. Le Bras M, Duquesne S, Fois M, Grisel M, Poutch F. Intumescent polypropylene/flax blends: a preliminary study.
Polymer Degradation and Stability 2005; 88:80.9. Kozlowski R, Wladyka-Przybylak M. Flammability and fire resistance of composites reinforced by natural fibers.
Polymers for Advanced Technologies 2008; 19:446–451.10. Stark NM, Mueller SA, White RH, Osswald TA. Effect of fire retardants on heat release rate of wood flour-polyethylene
composites. 10th International Conference on Wood and Biofiber Plastic Composites, 2009; 103–104.11. Roth M, Schwarzinger C, Mueller U, Schmidt H. Determination of reaction mechanisms and evaluation of flame
retardants in wood-melamine resin-composites. Journal of Analytical and Applied Pyrolysis 2007; 79:306–307.12. Sain M, Park SH, Suhara F, Law S. Flame retardant and mechanical properties of natural fibre–PP composites
containing magnesium hydroxide. Polymer Degradation and Stability 2004; 83:363–364.13. Anona. EFRA, The European flame retardants association, flame retardants, frequently asked questions. 2007; 2:20.
Table III. Classes of reaction to fire performance for different composite formulations.
Composition FIGRA, W/s� standard error of the mean Class
PP/WF (reference) 1131� 64 E (FIGRA> 750W/s)PP/WF/CaCO3 20% 879� 40 E (FIGRA> 750W/s)PP/WF/CaCO3 waste 20% 989� 57 E (FIGRA> 750W/s)PP/WF/Soapstone 20% 993� 73 E (FIGRA> 750W/s)PP/WF/FW400 20% 1059� 45 E (FIGRA> 750W/s)PP/WF/HARWoll7 20% 905� 35 E (FIGRA> 750W/s)PP/WF/Talc 20% 917� 14 E (FIGRA>750W/s)PP/WF/Talc 30% 608� 10 D (250≤FIGRA≤ 750W/s)PP/WF/Talc 40% 514� 15 D (250≤FIGRA≤ 750W/s)
FIGRA, fire growth rate.
MINERAL FILLERS AS FIRE RETARDANTS FOR WOOD-PLASTIC COMPOSITES 619
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam

14. Almeras X, Le Bras M, Hornsby P, Bourbigot S, Marosi G, Keszei S, Poutch F. Effect of fillers on the fire retardancyof intumescent polypropylene compounds. Polymer Degradation and Stability 2003; 82:325–326,331.
15. Huuhilo T, Martikka O, Butylina S, Kärki T. Mineral fillers for wood-plastic composites. Wood Materials ScienceEngineering 2010; 1:34.
16. Anna P, Matko S, Marosi G, Nagy G, Almeras X, Le Bras M. Fire retardancy of engineering polymer composites,fire retardancy of polymers, new applications of mineral fillers. chapter 25, 2005; 339. ISBN 0-85404-582-1
17. Klyosov AA. Wood-plastic composites. 2007; 467. ISBN 978-0-470-148491-418. Weil ED, Levchik S, Moy P. Flame and smoke retardants in vinyl chloride polymers – commercial usage and current
developments. Journal of Fire Science 2006; 24:223–224.19. Duquesne S, Samyn F, Bourbigot S, Amigouet P, Jouffret F, Shen K. Influence of talc on the fire retardant properties
of highly filled intumescent polypropylene composites. Polymers for Advanced Technologies 2008; 19:620.20. Bellayer SP, Tavard E, Duquesne S, Piechaczyk A, Bourbigot S. Natural mineral fire retardant fillers for polyethylene.
Fire and Materials 2010; 35:2.21. Levchik GF, Levchik SV, Lesnikovich AI. Mechanisms of action in flame retardant reinforced nylon 6. Polymer
Degradation and Stability 1996; 54:361–363.22. Clerc L, Ferry L, Leroy E, Lopez-Cuesta JM. Influence of talc physical properties on the fire retarding behaviour of
(ethylene-vinyl acetate copolymer/magnesium hydroxide/talc) composites. Polymer Degradation and Stability 2004;88:504, 510.
23. Bellayer SP, Tavard E, Duquesne S, Piechaczyk A, Bourbigot S. Mechanism of intumescence of a polyethylene/calciumcarbonate/stearic acid system. Polymer Degradation and Stability 2009; 94:797, 803.
620 M. NIKOLAEVA AND T. KÄRKI
Copyright © 2012 John Wiley & Sons, Ltd. Fire Mater. 2013; 37:612–620DOI: 10.1002/fam


PUBLICATION III
Nikolaeva, M. & Kärki, T.
Reaction-to-Fire Properties of Wood-Polypropylene Composites Containing DifferentFire Retardants.
Fire Technology. 51(1): 53-65.
Reprinted with permission from Springer Science & Business Media


Reaction-to-Fire Properties of Wood–Polypropylene Composites ContainingDifferent Fire Retardants
Marina Nikolaeva* and Timo Karki, Fiber Composite Laboratory, Departmentof Mechanical Engineering, Faculty of Technology, LappeenrantaUniversity of Technology, P.O. BOX 20, 53851 Lappeenranta, Finlande-mail: [email protected]
Received: 28 November 2012/Accepted: 3 December 2013
Abstract. The fire retardancy behaviour of wood–polypropylene composites contain-ing different fire retardants [melamine, zinc borate and ammonium polyphosphate
(APP)] has been studied with the cone calorimetry technique. The effect of APP incombination with graphite has been also studied with a cone calorimeter test. The fireproperties measured in the cone calorimeter are discussed, including the heat releaserate (HRR), total heat release, effective heat of combustion, ignition time, specific
extinction area, smoke production, and mass loss rate. The results of the study showthat zinc borate reduces the HRR efficiently. On the basis of the study it is evidentthat melamine has very little influence on the flammability of a wood–polypropylene
composite, but it reduces smoke formation. APP, used alone, has increased smokeproduction significantly, while the production of smoke as well as other fire proper-ties have been significantly improved when both APP and graphite have been added
to the composite.
Keywords: Wood–plastic composites, Fire retardant, Cone calorimetry, Heat release rate
1. Introduction
Wood–plastic composites (WPC) are a new class of materials that merge the bestfeatures of wood and plastic [1–3]. The combination of the favourable propertiesof wood and plastic provides WPCs with unique advantages. For example, theycan be produced in a variety of shapes, colours and sizes [4, 5]. The addition ofcellulose materials to a polymer enhances the strength and stiffness properties ofthe resultant material [6–8]. Other main benefits of WPCs are resistance againstinsects and fungi, high moisture resistance, dimensional stability, resistance todecay, and low maintenance costs [6, 9]. Low cost and considerable weight preser-vation of material components are advantages of WPCs that make them a viablealternative to glass and carbon fibres. Wood fibre materials are not flexible andare much harder than plastic material, hence the combination of wood fibre andplastic provides a resultant composite with a quite hard strength-to-mass ratio
* Correspondence should be addressed to: Marina Nikolaeva, E-mail: [email protected]
Fire Technology, 51, 53–65, 2015
� 2013 Springer Science+Business Media New York. Manufactured in The United States
DOI: 10.1007/s10694-013-0377-y
12

[9, 10]. Good reaction-to-fire properties are necessary for many applications ofWPCs. These properties are important especially for applications in the residentialconstruction (mostly for decking, siding, roof tiles and window frames), transpor-tation and furniture industries. For many applications in these fields, the fire per-formance of the material has to be known and in some cases improved [2, 9–11].Enhancement of the flame resistance properties of WPCs in response to safetyrequirements has become a very important area of study [12].
The most conventional method of improving the fire performance of combusti-ble materials is the addition of fire retardants. Fire retardants decrease the risk ofignition when the material is in contact with a heat source, and prevent thespreading of fire to other objects [13].
One of the inorganic compounds used as a fire retardant is zinc borate. Theheat decomposition of zinc borate leads to the creation of a glassy protectionlayer which acts as a barrier for polymer chain oxidation [14, 15]. Zinc borateshows the best synergetic effect in combinations with aluminium and magnesiumhydroxides, and good synergism has also been observed in combination with anti-mony trioxide [15–18]. In addition to fire retardancy properties, borates haveother advantages: good smoke suppressant properties, protection from fungi andinsects, low cost, environment friendliness, low mammalian toxicity, and low vola-tility [15, 19, 20].
Ammonium polyphosphate (APP) is the ammonium salt of polyphosphoricacid—a water-insoluble, nonmelting solid with high phosphorus content [21].Under the heating action APP is decomposed to give polyphosphoric acid andammonia that in turn create an intumescent protection layer which prevents theoxidation of the material and increases the formation of char. It has also beenreported that APP reduces smoke production and provides resistance to flamespread [2, 10]. It has been suggested that APP can be effectively used as a retar-dant for polypropylene, wood and cellulose materials, especially in miscellaneousmixtures with nitrogen-containing compounds and zeolite (for these combinationssynergism has been observed) [1, 22–25].
The most widely used nitrogen-containing reagents in fire retardancy are mela-mine and its derivatives (salts with organic or inorganic acids such as boric acid,cyanuric acid, phosphoric acid or pyro/poly-phosphoric acid, and melaminehomologues such as melam, melem and melon) [13, 17, 26, 27]. Melamine and itsderivatives, as other nitrogen-containing compounds, tend to build synergism withphosphorous when compounded with phosphates [2, 10, 26]. Under heat actionmelamine is decomposed endothermically and therefore adsorbs the heat from thesystem. Furthermore, the products of the decomposing melamine interrupt thechain of free radical reactions in the gas phase by trapping the free radicals. Addi-tionally, the products of the decomposing melamine, mainly nitrogen and ammo-nia, dilute the fuel gases. Melamine also assists the formation of char [2, 6, 10].Melamine polyphosphate is quite broadly used in a mixture with phosphates,metal phosphinates and metal hydroxides. These combinations are characterizedby good thermostability. Melamine decomposition is accompanied by the forma-tion of phosphoric acid, which favours the creation of a protective layer on thepolymer surface [28]. High nitrogen content (N = 66.7 %) plays a crucial role in
54 Fire Technology 2015

the flame retardancy performance of melamine. On the other hand high nitrogencontent is also a significant drawback of melamine because highly toxic gases areemitted in flame. For example, organic nitrogen has a tendency to build hydrogencyanide in case of low oxygen combustion and nitrogen oxides in case of well ven-tilated combustion [29, 30].
The cone calorimeter is the most widely used apparatus for analysing thebehaviour of materials when exposed to heat and a source of ignition. Evaluatingcombustion performance of materials using the cone calorimeter brings essentialadvantages, such as availability of quantitative data which can be used further forproducts classification. Composite materials can be tested in the form of finalproduct, and samples can be analysed under imitated real-fire conditions [31].
The aim of the present paper is to evaluate the effectiveness of different fireretardants, such as melamine, zinc borate, APP and graphite using cone calorime-try for wood–polypropylene composites.
2. Experiments
2.1. Materials
The thermoplastic matrix in the studied composite was commercially availablerecyclable polypropylene supplied by Ineos Polyolefins (Eltex P HY001P). Themelt flow index of the polypropylene was 45 g/10 min (230�C), the melting pointwas 161�C and the density 910 kg m-3. Maleated polypropylene (MAPP; OR-EVAC� CA 100; Arkema) was used as the coupling agent (MFI 10 g/10 min/190�C, melting point 167�C). The wood fibre used was conifer with the density of1,580 kg/m3. The chips were converted into fibre with a hammer mill combinedwith a chipper hammer mill apparatus. The equipment consisted of four chipperblades and a hammer mill on the same axis. The chipper-blade protrusion was setto 2 mm. The particle size was mesh 18 according to the sieve analysis (d90).Struktol TPW 113 was used as the lubricating agent.
Four different fire retardants were obtained: zinc borate (Chemtura, Bahnhof-platz 65,CH-8500 Frauenfeld, Switzerland), melamine (EcoChem Technologies,Nijverheidsstraat 48 D, B-2260 Oevel, Belgium), APP (EcoChem Technologies,Nijverheidsstraat 48 D, B-2260 Oevel, Belgium), and a pre-commercial productcontaining mainly graphite and APP.
2.2. Manufacturing the WPCs
The composites including different fire retardants were compared with a referencesample, which did not contain any fire retardant. The reference sample contained64 % of the same wood fibre as the composites containing fire retardants, 30 %of polypropylene, 3 % of MAPP and 3 % of a lubricant. The amount of wood inthe reference sample was different from the composites containing fire retardants,because the added fire retardants had to be replaced. The compositions of the dif-ferent compounds are listed in Table 1.
Reaction-to-Fire Properties of Wood–Polypropylene Composites 55

Table
1Com
posi
teForm
ula
tions
(Perc
entby
Weig
ht)
Composite
PP(w
t%)
Woodfibre
(WF)(w
t%)
ZB
(wt%
)
Melamine
(wt%
)
APP
(wt%
)
Pre-commercial
product
(wt%
)
Couplingagent
(MAPP)(w
t%)
Lubricant
(wt%
)
PP/W
F(reference)
30
64
––
––
33
PP/W
F/ZB
30
44
20
––
–3
3
PP/W
F/ZB
30
34
30
––
–3
3
PP/W
F/M
elamine
30
44
–20
––
33
PP/W
F/M
elamine
30
34
–30
––
33
PP/W
F/A
PP
30
44
––
20
–3
3
PP/W
F/A
PP
30
34
––
30
–3
3
PP/W
F/pre-commercialproduct
30
44
––
–20
33
PP
polypropylene,
WFwoodfibre,ZB
zincborate,APPammonium
polyphosphate,MAPP
maleatedpolypropylene
56 Fire Technology 2015

The wood material, plastic and additives were compounded using a Weber CE7.2 conical twin screw extruder (Hans Weber Maschinenfabrik, Kronach, Ger-many). The gravimetric feeding system included a main feeder connected with sidefeeders for each individual component. All components were fed into the extruderthrough the main feeder. The temperature of the mixing zone in the barrel waskept at 190�C and the die temperature at approximately 180�C. The screw speedwas maintained at 13 rpm.
2.3. Fire Testing
A FTT (Fire Testing Technology) cone calorimeter was used for the reaction-to-fire tests according to ISO 5660. The board specimens for the tests were100 mm 9 100 mm 9 5 mm in size. The samples were exposed in the horizontalorientation to an external heat flux of 50 kW/m2 with 25 mm height of the coneheater above the sample surface. The samples were wrapped in aluminum foil,covering the sides and the bottom. The exhaust system flow rate was 24 l/s. Thecone data presented in this paper are the averages of five replicated experiments.During the tests, the following parameters were obtained: heat release rate (HRR),ignition time (IT), total heat release (THR), specific extinction area (SEA), aver-age effective heat of combustion (AEHOC), average CO values, total smoke pro-duction (TSP) and mass loss rate (MLR).
The improvement of the reaction-to-fire properties of the tested samples wasalso assessed according to the fire classification of construction products based onthe Euroclass system. This system classifies construction products as A-F classes,where Euroclasses A1 and A2 correspond to noncombustible material, and, thenthe classes going down to F for unclassified material [EN 13823].
The use of cone tools from the software package allowed predicting SBI resultsby means of cone calorimeter tests. Cone calorimeter files from the file menu wereimported for processing within the program. The browsing function allows select-ing the cone calorimeter and type of input file. The cone calorimeter files wereimported into the software where the HRR curves of the cone calorimeter testswere shown and then the calculation was performed. The simulation of the SBItest results was chosen after introducing the heat flux level—50 kW/m2. After thecalculation, the scalar simulation results could be seen on the screen. The class ofeach sample was defined according to the fire growth rate values (FIGRA), W/s.
3. Results and Discussion
The flammability properties of wood–polypropylene composites with variousflame retardant formulations have been studied using the cone calorimetry. TheHRR curves versus the time of all composites are presented in Figure 1. The high-est HRR has been obtained with the composite that did not contain any fire retar-dant. Incorporation of all fire retardants except of melamine has decreased thepeak heat release rate (PHRR) of the composite material significantly. A partialsubstitution of wood with fire retardants has resulted not only in significant reduc-tion of the first peak HRR but also a violent decrease of the second peak HRR.
Reaction-to-Fire Properties of Wood–Polypropylene Composites 57
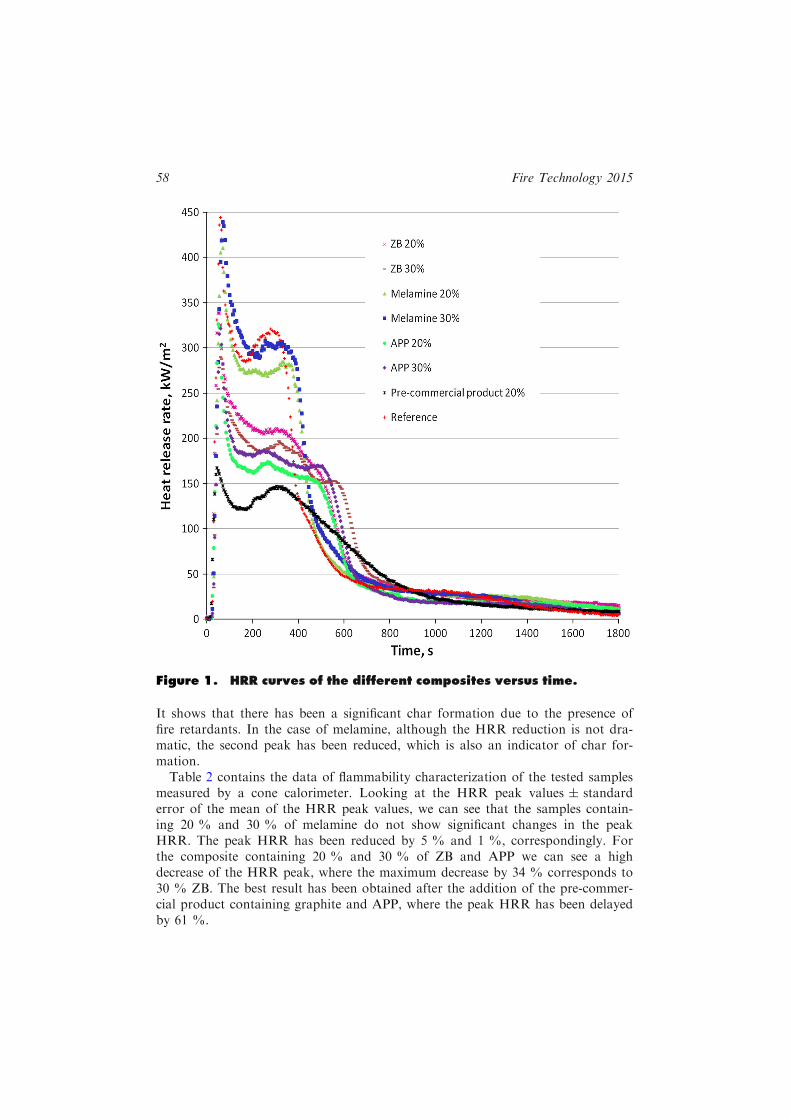
It shows that there has been a significant char formation due to the presence offire retardants. In the case of melamine, although the HRR reduction is not dra-matic, the second peak has been reduced, which is also an indicator of char for-mation.
Table 2 contains the data of flammability characterization of the tested samplesmeasured by a cone calorimeter. Looking at the HRR peak values ± standarderror of the mean of the HRR peak values, we can see that the samples contain-ing 20 % and 30 % of melamine do not show significant changes in the peakHRR. The peak HRR has been reduced by 5 % and 1 %, correspondingly. Forthe composite containing 20 % and 30 % of ZB and APP we can see a highdecrease of the HRR peak, where the maximum decrease by 34 % corresponds to30 % ZB. The best result has been obtained after the addition of the pre-commer-cial product containing graphite and APP, where the peak HRR has been delayedby 61 %.
Figure 1. HRR curves of the different composites versus time.
58 Fire Technology 2015

Table 2Cone Calorimeter Data of Composites With and Without FireRetardants
Fire retardant in
composite
HRR peak
(first peak), kW/m2 ±
standard error of the mean
Ignition time (IT),
s ± standard error
of the mean
Average
EHOC
(MJ/kg)
Average
CO (kg/kg)
SEA
(m2/kg)
PP/WF (reference) 442 ± 11 21.6 ± 1.1 27 0.396 234
20 % ZB 340 ± 9 20.8 ± 0.6 28 0.678 239
30 % ZB 292 ± 3 25.2 ± 1.0 28 0.540 215
20 % Melamine 422 ± 7 25.6 ± 1.4 26 0.457 115
30 % Melamine 440 ± 6 24.6 ± 1.4 27 0.412 143
20 % APP 328 ± 10 21.6 ± 0.7 21 0.758 440
30 % APP 322 ± 15 25.0 ± 0.9 21 0.796 670
20 % Pre-commercial
product
172 ± 12 17.6 ± 0.7 20 0.862 146
Figure 2. THR versus time for different formulations.
Reaction-to-Fire Properties of Wood–Polypropylene Composites 59

It can be seen in Table 2 that the addition of 20 % of ZB and 20 % of APPhas not affected the IT. The addition of 30 % of these chemicals has increased theIT by 16 %. The same result has been obtained with the addition of 20 % and30 % of melamine. The worst result is seen with the addition of the graphite/APPformulation, the IT being decreased by 18 %. The only fire retardants to changethe effective heat of combustion (EHOC) significantly are APP and the pre-com-mercial product containing graphite and APP. Compared with the reference sam-ple, the composite containing APP and the graphite/APP formulation havedecreased the EHOC by 21 % and 25 %, correspondingly. The remaining fireretardants have not changed the EHOC significantly.
The changes of the average CO and SEA are mainly dependent on the fireretardant used in the composition. It can be seen in Table 2 that the samples con-taining melamine show the lowest SEA values. The SEA values of the samplescontaining melamine have decreased to 115–143 m2/kg from the 234 m2/kg of thereference sample, while the corresponding CO values have increased slightly. Thepresence of ZB in the composites does not show significant changes in SEA, butthe CO values are perceptibly increased. The samples containing APP demonstratethe highest SEA and considerable increase in CO values. The composite withgraphite/APP has the highest CO value among all the samples, while the SEAvalue has decreased considerably.
In Figure 2, the THR for the reference and fire retardants containing com-pounds is shown plotted against time. Improvement of the THR is not observed
Figure 3. TSP versus time curve for different composites.
60 Fire Technology 2015
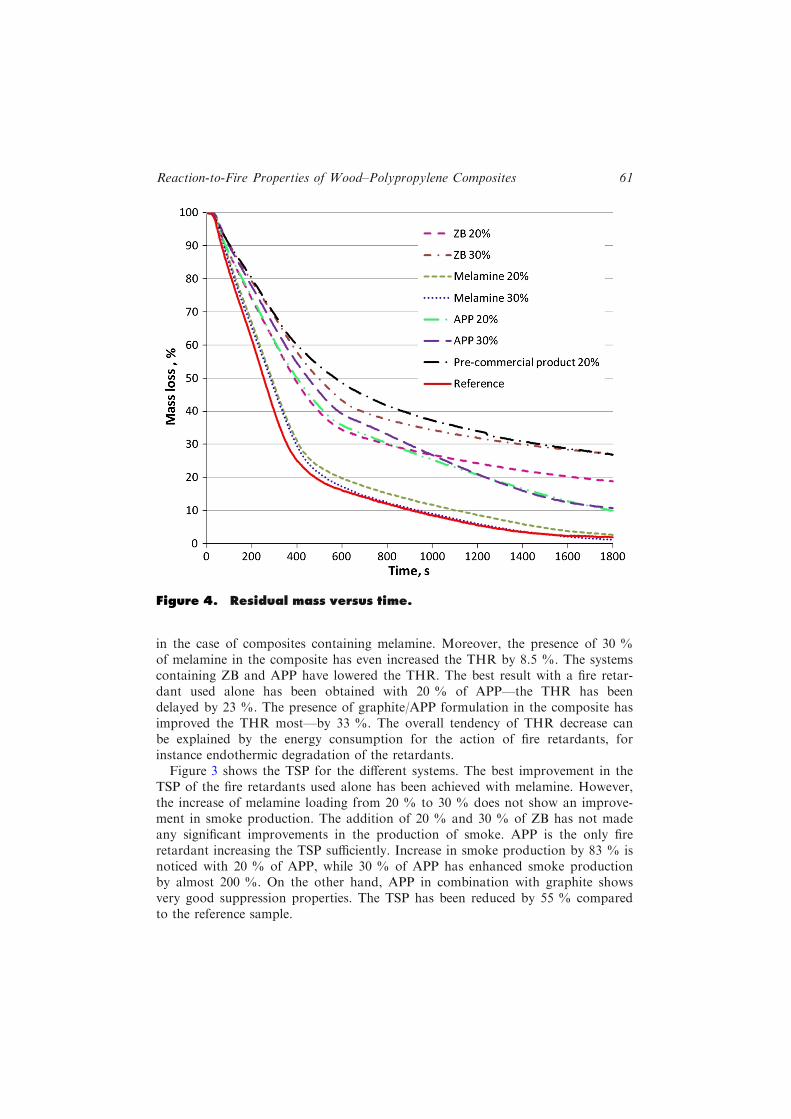
in the case of composites containing melamine. Moreover, the presence of 30 %of melamine in the composite has even increased the THR by 8.5 %. The systemscontaining ZB and APP have lowered the THR. The best result with a fire retar-dant used alone has been obtained with 20 % of APP—the THR has beendelayed by 23 %. The presence of graphite/APP formulation in the composite hasimproved the THR most—by 33 %. The overall tendency of THR decrease canbe explained by the energy consumption for the action of fire retardants, forinstance endothermic degradation of the retardants.
Figure 3 shows the TSP for the different systems. The best improvement in theTSP of the fire retardants used alone has been achieved with melamine. However,the increase of melamine loading from 20 % to 30 % does not show an improve-ment in smoke production. The addition of 20 % and 30 % of ZB has not madeany significant improvements in the production of smoke. APP is the only fireretardant increasing the TSP sufficiently. Increase in smoke production by 83 % isnoticed with 20 % of APP, while 30 % of APP has enhanced smoke productionby almost 200 %. On the other hand, APP in combination with graphite showsvery good suppression properties. The TSP has been reduced by 55 % comparedto the reference sample.
Figure 4. Residual mass versus time.
Reaction-to-Fire Properties of Wood–Polypropylene Composites 61

In Figure 4, the residual mass versus time curves for the compound without afire retardant and compounds having different fire retardants are shown. It can beseen that the composition without the addition of any fire retardant, as well as thecomposition containing melamine have been almost totally burnt by the end ofthe test. The final residual weight for the composition containing graphite/APPformulation is about 27 wt%. The final residual weights of the samples containing20 % and 30 % of ZB are almost equal to the weight of the loaded fire retardant,with only a small amount of burnt fire retardant additive (1.2–2.8 wt%). Theamount of residual weight obtained with the addition of APP is about 10 wt%.As the additive loading was 20 wt% and 30 wt%, a considerable part of the fireretardant was consumed.
The Euroclass of each sample was defined according to the fire growth rate val-ues (FIGRA), W/s. It can be seen in Table 3 that there is no significant improve-ment of the reaction to fire performance for the samples containing 20 % and30 % of melamine and the samples containing 20 % of ZB. These samples, aswell as the reference sample show class E according to the Euroclass system. Theaddition of 30 % of ZB has promoted a decrease of FIGRA to some extent, suffi-cient to get class D. The samples containing APP and Graphite/APP have alsoachieved the Euroclass D classification. Table 3 shows that the composite contain-ing graphite/APP formulation has the lowest FIGRA value. This coincides wellwith the cone calorimeter HRR data presented in Table 2.
4. Conclusion
The fire retardancy behaviour of wood–polypropylene composites containing dif-ferent fire retardants was studied with a cone calorimeter. Comparisons of theexperimental data between different formulations were made in terms of HRR,THR, IT, TSP, yields of CO, and MLR in the cone calorimeter. The improvementof the reaction-to-fire properties of the tested samples was also assessed accordingto the fire classification of construction products based on the Euroclass system.The following conclusions can be made on the basis of the flammability study:
Table 3Simulated FIGRA and SBI Classification Results from ConeToolsSoftware
Composition FIGRA, W/s ± standard error of the mean Class
PP/WF (reference) 1,131 ± 64 E (FIGRA > 750 W/s)
20 % ZB 919 ± 40 E (FIGRA > 750 W/s)
30 % ZB 637 ± 12 D (250 £ FIGRA £ 750 W/s)
20 % Melamine 942 ± 24 E (FIGRA > 750 W/s)
30 % Melamine 1,022 ± 37 E (FIGRA > 750 W/s)
20 % APP 728 ± 52 D (250 £ FIGRA £ 750 W/s)
30 % APP 643 ± 71 D (250 £ FIGRA £ 750 W/s)
20 % Pre-commercial product 455 ± 22 D (250 £ FIGRA £ 750 W/s)
62 Fire Technology 2015

The best improvement of the peak HRR on the cone calorimeter tests wasachieved with 30 % of zinc borate (ZB), although other characteristics, such asIT, THR and TSP did not show the best improvement.
The cone results indicated that melamine did not reduce the peak HRR, andthe increase in IT was comparable with other fire retardants. Moreover, 30 % ofmelamine increased the THR of the composite material. However, melamineshowed the best smoke suppression properties, as the TSP values were reduced themost.
The peak HRR was reduced after the addition of APP. The use of 20 % and30 % of APP did not show a difference in the peaks. The peak HRR was reducedin both cases by �26 %. However, the IT was improved only with the use of30 % APP. The best THR improvement between the fire retardants used alonewas observed with APP. On the other hand, the cone results indicated that APPalone increased the smoke production and CO value significantly.
The combination of graphite with APP improved the flammability characteriza-tion of the WPC greatly. The lowest peak HRR, THR and TSP were noted whena graphite/APP formulation was used. However, there were two shortcomings.The IT became shorter and the CO value was increased.
There was almost no improvement in the reaction to fire performance for sam-ples containing 20 % and 30 % of melamine and samples containing 20 % of ZB.These samples, as well as the reference sample showed class E. The addition of30 % of ZB and 20 % and 30 % of APP promoted a decrease of fire growth rate(FIGRA) to some extent, being sufficient to get class D. It has to be mentionedthat the highest class predicted for the tested samples was class D. A significantreduction and the best FIGRA value were achieved with samples containinggraphite/APP.
References
1. Li B, He J (2004) Investigation of mechanical property, flame retardancy and thermaldegradation of LLDPE-wood–fibre composites. Polym Degrad Stab 83:241–243
2. Stark NM, White RH, Mueller S, Osswald T (2010) Evaluation of various fire retar-
dants for use in wood flour-polyethylene composites. Polym Degrad Stab 95:1–23. Najafi SK, Hamidinia E, Tajvidi M (2006) Mechanical properties of composites from
sawdust and recycled plastics. J Appl Polym Sci 100:3641
4. Taylor A, Yadama V, Englund K, Harper D (2009) Wood plastic composites—a pri-mer. Univ Tenn:4
5. Malvar LJ, Tichy R, Pendleton DE (2001) Fire issues in engineered wood compositesfor naval waterfront facilities. In: 46th international SAMPE symposium and exhibi-
tion, Long Beach, pp 1–26. Garcia M, Hidalgo J, Garmendia I, Garcia-Jaca J (2009) Wood–plastics composites
with better fire retardancy and durability performance. Composites A 40:1772–1774
7. Manikandan Nair KC, Thomas S, Groeninckx G (2001) Thermal and dynamic mechan-ical analysis of polystyrene composites reinforced with short sisal fibres. Compos SciTechnol 61:2519
8. Le Bras M, Duquesne S, Fois M, Grisel M, Poutch F (2005) Intumescent polypropyl-ene/flax blends: a preliminary study. Polym Degrad Stab 88:80
Reaction-to-Fire Properties of Wood–Polypropylene Composites 63

9. Kozlowski R, Wladyka-Przybylak M (2008) Flammability and fire resistance of com-posites reinforced by natural fibers. Polym AdvTechnol 19:446–451
10. Stark NM, Mueller SA, White RH, Osswald TA (2009) Effect of fire retardants on heat
release rate of wood flour-polyethylene composites. In: 10th international conference onwood and biofiber plastic composites, pp 103–104
11. Roth M, Schwarzinger C, Mueller U, Schmidt H (2007) Determination of reactionmechanisms and evaluation of flame retardants in wood-melamine resin-composites. J
Anal Appl Pyrol 79:306–30712. Sain M, Park SH, Suhara F, Law S (2004) Flame retardant and mechanical properties
of natural fibre–PP composites containing magnesium hydroxide. Polym Degrad Stab
83:363–36413. Anon (2007) EFRA, The European flame retardants association, flame retardants, fre-
quently asked questions: 2, 22
14. Suppakarn N, Jarukumjorn K (2009) Mechanical properties and flammability of sisal/PP composites: effect of flame retardant type and content. Composites B 40:614
15. Shen KK, Kochesfahani S, Jouffret F (2008) Zinc borates as multifunctional polymeradditives. Adv Polym Technol 19:474
16. Haurie L, Fernandez AI, Velasco JI, Chimenos JM, Lopez Cuesta JM, Espiell F (2007)Thermal stability and flame retardancy of LDPE/EVA blends filled with synthetic hyd-romagnesite/aluminium hydroxide/montmorillonite and magnesium hydroxide/alumin-
ium hydroxide/montmorillonite mixtures. Polym Degrad Stab 92:1082–108717. Chen L, Wang YZ (2010) A review on flame retardant technology in China. Part I:
development of flame retardants. Polym Adv Technol 21:2–7, 9, 11, 13
18. Anon (1996) Additives for polymers, zinc borates as fire retardant alternatives. Elsevier,USA, p 3
19. Baysal E, Yalinkilic MK, Altinok M, Sonmez A, Peker H, Colak M (2007) Some physi-cal, biological, mechanical, and fire properties of wood polymer composite (WPC) pre-
treated with boric acid and borax mixture. Constr Build Mater 21:188020. Anon (1995) Additives for polymers, zinc borate in wood composites. Elsevier, USA,
p 6
21. Childs PE (2003) Phosphorus: from urine to fire, Part 5: phosphates in fire retardants.http://www.ul.ie/�childsp/CinA/Issue65/TOC38_Phosporous.htm. Accessed 21 Nov2012
22. Demir H, Arkıs E, Balkose D, Ulku S (2005) Synergistic effect of natural zeolites onflame retardant additives. Polym Degrad Stab 89:478–479, 482
23. Schartel B, Braun U, Schwarz U, Reinemann S (2003) Fire retardancy of polypropyl-ene/flax blends. Polymer 44:6242
24. Li J, Li B, Zhang X, Su R (2001) The study of flame retardants on thermal degradationand charring process of manchurian ash lignin in the condensed phase. Polym DegradStab 72:493–498
25. Matko S, Toldy A, Keszei S, Anna P, Bertalan G, Marosi G (2005) Flame retardancyof biodegradable polymers and biocomposites. Polym Degrad Stab 88:139
26. Lu SY, Hamerton I (2002) Recent developments in the chemistry of halogen-free flame
retardant polymers. Prog Polym Sci 27:1663–1665, 1686, 1688–1689, 169827. Troitzsch J (2004) Plastics flammability handbook, Principles, regulations, testing and
approval, 3rd edn. Munich, p 22, 83, 158–160, ISBN 1-56990-356-528. Rakotomalala M, Wagner S, Doring M (2010) Recent developments in halogen free
flame retardants for epoxy resins for electrical and electronic applications, Materials,ISSN 1996-1944, p 4308, 4310–4311
29. Horrocks AR, Price D (2001) Fire retardant materials, ISBN 1 85573-419-2, p 118
64 Fire Technology 2015

30. Kodolov VI (1980) Fire retardants for polymeric materials, UDK 14.841.41:66.097.7M. Chimia, p 107
31. Carpenter K, Janssens M (2005) Using heat release rate to assess combustibility of
building products in the cone calorimeter. Fire Technol 41:82
Reaction-to-Fire Properties of Wood–Polypropylene Composites 65


PUBLICATION IV
Nikolaeva, M. & Kärki, T.
Influence of fire retardants on the reaction-to-fire properties of coextrudedwood-polypropylene composites.
Fire and Materials. Published online in Wiley Online Library.
Reprinted with permission from John Wiley and Sons


Influence of fire retardants on the reaction-to-fire properties ofcoextruded wood–polypropylene composites
Marina Nikolaeva*,† and Timo Kärki
1Fiber Composite Laboratory, Department of Mechanical Engineering, Faculty of Technology, Lappeenranta UniversityOf Technology, P.O. Box 20, 53851 Lappeenranta, Finland
SUMMARY
The reaction-to-fire properties of coextruded wood–plastic composites containing different fire retardants(melamine, zinc borate, ammonium polyphosphate, aluminium trihydroxide, natural flake graphite and ex-pandable graphite) in the shell layer have been studied with the cone calorimetry technique. The effect ofammonium polyphosphate in combination with graphite has also been studied with a cone calorimeter test.A coextruded composite manufactured without any fire retardant addition has been used as a reference. Thefire properties measured in the cone calorimeter are discussed, including the heat release rate, total heatrelease, smoke production, specific extinction area, CO yield and mass loss rate. The results show that theintroduction of fire retardants in the shell layer of coextruded wood–polypropylene composites has afavourable effect on the fire resistance properties of the composite materials. The reaction-to-fire propertieshave been improved according to the fire classification of construction products based on the Euroclass sys-tem. Copyright © 2015 John Wiley & Sons, Ltd.
Received 3 December 2014; Revised 27 January 2015; Accepted 24 February 2015
KEY WORDS: wood–plastic composite; coextrusion; fire retardancy; cone calorimetry
1. INTRODUCTION
Wood–plastic composites (WPCs) represent a new class of materials that combine the best features ofwood and plastic [1–3]. The unique advantage of WPCs is that they can be produced in a variety ofshapes, colours and sizes [4, 5]. Wood flour enhances the strength and stiffness properties of theresultant material [6–8]. Furthermore, WPCs have good durability against insects and fungi, highermoisture resistance than wood, dimensional stability, resistance to decay and low maintenancecosts [6,9]. Good flame retarding properties are necessary for many applications of WPCs. Theseproperties are important especially for applications in the residential construction (mostly fordecking, siding, roof tiles and window frames), transportation and furniture industries [2,9–11].Improving of the flame resistance properties of WPCs in response to safety requirements hasbecome a very important area of study [12]. The traditional method of increasing the fireresistance of composite materials is the addition of fire retardants. Fire retardants reduce the risk ofignition when the material is in contact with a heat source and prevent the spreading of fire toother objects [13].
Melamine and its derivatives (salts with organic or inorganic acids such as boric acid, cyanuric acid,phosphoric acid or pyrophosphoric/polyphosphoric acid and melamine homologues such as melam,melem and melon) are the most widely used nitrogen-containing reagents in fire retardancy [13–16].
*Correspondence to: Marina Nikolaeva, Fiber Composite Laboratory, Department of Mechanical Engineering, Faculty ofTechnology, Lappeenranta University of Technology, PO Box 20, 53851 Lappeenranta, Finland.†E-mail: [email protected]
Copyright © 2015 John Wiley & Sons, Ltd.
FIRE AND MATERIALSFire Mater. 2015Published online in Wiley Online Library (wileyonlinelibrary.com). DOI: 10.1002/fam.2308

Melamine tends to build synergism with phosphorous when compounded with phosphates [2,10,15].Under heat action, melamine is decomposed endothermically and therefore adsorbs the heat from thesystem. Moreover, the products of the decomposing melamine interrupt the chain of free radicalreactions in the gas phase by trapping the free radicals. Furthermore, the products of thedecomposing melamine, mainly nitrogen and ammonia, dilute the fuel gases. Melamine also assiststhe formation of char [2,6,10].
Ammonium polyphosphate (APP) is the ammonium salt of polyphosphoric acid [17]. Under theheating action, APP is decomposed to give polyphosphoric acid and ammonia that in turn create anintumescent protection layer, which prevents the oxidation of the material and increases theformation of char. It has also been reported that APP reduces smoke production and providesresistance to flame spread [2,10]. Additionally, synergism of APP in combinations with nitrogen-containing compounds and zeolite has been observed [18–20].
Zinc borate (ZB) is one of the inorganic compounds used as a fire retardant. The heat decompositionof ZB leads to the creation of a glassy protection layer, which acts as a barrier for polymer chainoxidation [21, 22]. ZB shows the best synergetic effect in combinations with aluminium andmagnesium hydroxides, and good synergism has also been observed in combination with antimonytrioxide [14,22–24]. In addition to fire retardancy properties, borates have good smoke-suppressantproperties [22].
Aluminium trihydroxide (ATH) is widely used as flame retardant. Under the effect of heat (whenthe temperature is raised to 200°C), ATH is decomposed as the result of an endothermic reaction inwhich heat energy is consumed. Moreover, water is released during dehydration, and as aconsequence, the fuel is diluted. The concentrations of oxygen and flammable gases in the gasphase are reduced, as is the temperatures of the material and gas phase. The oxides of metalsderived as a product of decomposition create a nonflammable protective layer on the surface of thematerial [6,18,25–30].
Expandable graphite (EG) has been found to be an efficient fire retardant [14,19,31]. WhenEG is subjected to a high temperature (over 220°C), it expands and creates a protective layer,which increases the fire resistance of the graphite containing a polymeric compound [31–33].As a result of its porous structure, EG can accumulate volatile liquids and gas [31]. Moreover,EG has been found to be an efficient smoke suppressant [19]. It has been reported that EGcan be used in a synergetic system with some non-halogenated compounds, such as APP,phosphorus-containing compounds and ZB [34]. Furthermore, an intumescent system can becreated in combination with APP in the role of the acid source and melamine as the blowingagent [31].
There is a significant amount of information in the literature concerning the fire retardancy of WPCsproduced by a single-layer extrusion process. However, the fire performance of wood–polypropylenecomposites produced by coextrusion has not been studied so far. Coextrusion is the extrusion processof at least two polymer materials through a single die to form a single product with a multilayerstructure [35, 36]. Coextrusion is used in profile extrusion, sheets, films, wire coating, tubing anddifferent packaging applications [36, 37]. Coextrusion has a variety of advantages over thetraditional single extrusion: lowering of quantity of expensive materials, reduction of productioncost, better adhesion between the layers and improved properties of final products. Coextrudedproducts possess better moisture resistance, oxygen barrier properties and increased mechanicalproperties, such as tear strength, toughness and stiffness, compared with products of single-layerextrusion [36–39].
Different properties of WPCs as the core and high-density polyethylene as the shell layer have beenstudied. It has been noted that the moisture resistance and weathering performance of a coextrudedcomposite are improved in comparison with a WPC without a plastic shell layer [40, 41]. Theincorporation of a compatibilizer, a photostabilizer and nanosized titanium dioxide (TiO2) into theshell layer has resulted in further improvement in the colour stability of the composite material.Also, the addition of fillers in the shell layer of coextruded WPCs has had a positive effect on themechanical properties of core–shell-structured composites [38].
The objective of this study is to evaluate the effect of different fire-retardant loadings in the shelllayer on the reaction-to-fire properties of coextruded wood–polypropylene composites.
M. NIKOLAEVA AND T. KÄRKI
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam

2. EXPERIMENTS
2.1. Materials
The thermoplastic matrix in the studied composite was commercially available recyclablepolypropylene supplied by Ineos Polyolefins (Eltex P HY001P; Rolle, Switzerland). The melt flowindex of the polypropylene was 45 g/10min (230°C), the melting point was 161°C and the densitywas 910 kgm�3. Maleated polypropylene (OREVAC® CA 100; Arkema, France) was used as thecoupling agent (MFI 10 g/10min/190°C, melting point 167°C). The wood fibre used in the studywas conifer with the specific gravity of 158 g dm�3. Pulp cellulose was delivered by UPM, Finland.The inorganic filler was talc (Finntalc M30; Mondo Minerals, Kajaani, Finland). Struktol TPW 113(Struktol Company of America, Stow, OH, USA) was used as the lubricating agent, and Bayferrox660N (LANXESS GmbH, Leverkusen, Germany) as the colour pigment.
Six different fire retardants were obtained: ZB (Chemtura, Switzerland), melamine (EcoChemTechnologies, Belgium), APP (EcoChem Technologies, Belgium), ATH (Martinswerk GmbH,Belgium), natural flake graphite (Silvershine, Skaland Graphite AS, Norway) and EG (Pro 1P1, H.C.Carbon GmbH, Germany).
2.2. Compounding and coextrusion of wood–plastic composites
The rawmaterials and formulations used in this study are listed in Table I. The baseWPC formulation wasthe same for the core layers of all the composites. The composites containing different fire retardants in theshell layer were compared with a reference sample, which did not contain any fire retardant in the shelllayer. The amount of materials in the shell layer of the reference sample was different from thecomposites containing fire retardants, because the added fire retardants had to be replaced.
The composites were manufactured with the coextrusion system consisting of a Weber CE 7.2conical twin screw extruder (Hans Weber Maschinenfabrik, Germany) for the core and a BattenfeldCincinnati FiberEX 38 (Battenfeld-Cincinnati Austria GmbH, Austria) for the shell. A target shellthickness of 1.0mm was used. The Weber machine was equipped with six gravimetric and threevolumetric feeders, whereas the Battenfeld machine had one gravimetric feeder. For the production,however, the material passed through one gravimetric feeder only. The manufacturing temperaturefor the core was kept at 176°C, and the manufacturing temperature for the shells at approximately202°C. The screw rotational speed of the extruder for the core layer was maintained at 14 rpm andfor the shell layers at 13 rpm.
2.3. Fire testing
A Fire Testing Technology (West Sussex, UK) cone calorimeter was used for the reaction-to-fire testsaccording to ISO 5660. The board specimens for the tests were 100mm×100mm×5mm in size. Thesamples were exposed in the horizontal orientation to an external heat flux of 50 kW/m2 with a
Table I. Formulations and materials used for the core and shell layers.
Layer Material and content (wt%)
Core PP : WF : talc : MAPP : lubricant : pigment = 20 : 63 : 8 : 5 : 2 : 2Shell 1 PP : PC : talc : MAPP : lubricant = 50 : 34 : 10 : 3 : 3Shell 2 PP : PC : talc : melamine : MAPP : lubricant = 45 : 30.6 : 9 : 10 : 2.7 : 2.7Shell 3 PP : PC : talc : APP : MAPP : lubricant = 45 : 30.6 : 9 : 10 : 2.7 : 2.7Shell 4 PP : PC : talc : APP : natural graphite : MAPP : lubricant = 45 : 30.6 : 9 : 5 : 5 : 2.7 : 2.7Shell 5 PP : PC : talc : APP : expandable graphite : MAPP : lubricant = 45 : 30.6 : 9 : 5 : 5 : 2.7 : 2.7Shell 6 PP : PC : talc : natural graphite : MAPP : lubricant = 45 : 30.6 : 9 : 10 : 2.7 : 2.7Shell 7 PP : PC : talc : ATH : MAPP : lubricant = 45 : 30.6 : 9 : 10 : 2.7 : 2.7Shell 8 PP : PC : talc : ZB : MAPP : lubricant = 45 : 30.6 : 9 : 10 : 2.7 : 2.7
PP, polypropylene; WF, wood flour; PC, pulp cellulose; MAPP, maleated polypropylene; APP, ammoniumpolyphosphate; ATH, aluminium trihydroxide; ZB, zinc borate.
COEXTRUDED WOOD–PLASTIC COMPOSITES: EFFECT OF FIRE RETARDANTS LOADING
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam

25-mm height of the cone heater above the sample surface. The samples were wrapped in aluminiumfoil covering the sides and the bottom. The exhaust system flow rate was 24L/s. The cone datapresented in this paper are the averages of three replicated experiments. During the tests, thefollowing parameters were obtained: heat release rate (HRR), ignition time (IT), total heat release(THR), total smoke release (TSR), specific extinction area (SEA), average CO and CO2 values andmass loss rate.
The improvement of the reaction-to-fire properties of the tested samples was also assessed accordingto the fire classification of construction products based on the Euroclass system. This system classifiesconstruction products as A–F classes, where Euroclasses A1 and A2 correspond to noncombustiblematerial and then the classes go down to F for unclassified material (EN 13823).
The use of the cone tools of the software package allowed predicting the single burning item (SBI)results by means of cone calorimeter tests. The cone calorimeter files in the file menu were imported forprocessing within the program. The browsing function allows selecting the cone calorimeter and typeof input file. The cone calorimeter files were imported into the software where the HRR curves of thecone calorimeter tests were shown, and then the calculation was performed. The simulation of the SBItest results was chosen after introducing the heat flux level – 50 kW/m2. After the calculation, the scalarsimulation results were shown on the screen. The class of each sample was defined according to the firegrowth rate (FIGRA) values, W/s.
3. RESULTS AND DISCUSSION
The flammability properties of coextruded core–shell wood–polypropylene composites with variousflame retardants in the shell layer were studied with cone calorimetry. The HRR curves versus thetime of all composites are presented in Figure 1. The sharp increase of the initial peak HRR for allsamples can be attributed to combustion of the volatiles released from the material’s surface. Thehighest peak HRR was obtained with the composite that did not contain any fire retardant.Incorporation of all fire retardants into the shell layer decreased the peak heat release rate (PHRR) ofthe composite material. The decrease of the PHRR correlates with some actions of the fireretardants. Mainly, it is the creation of a protective char layer, which acts as a barrier for theoxidation of the material. In addition, the decrease of HRR can be explained with endothermicdecomposition of fire retardants under heat action, which in turn promotes the escape of energy
Figure 1. Heat release rate curves of coextruded core–shell wood–plastic composites with various fire retar-dants in the shell layers. APP, ammonium polyphosphate; ATH, aluminium trihydroxide; ZB, zinc borate.
M. NIKOLAEVA AND T. KÄRKI
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam

from the system. The lower HRR in the case of ATH can be also attributed to water release duringdehydration and consequent dilution of the fuel. The second HRR peak can be caused by rapture ofthe char surface and burning out of the whole sample or by thermal feedback of the sample holderleading to an enhancing volume of the pyrolysis zone [19,42].
Table II contains the data of the flammability characterization of the tested samples measured by acone calorimeter. Looking at the HRR peak values, we can see that the maximum decrease correspondsto composites containing APP in the shell layer, where the best result corresponds to 10% APP usedalone, and the PHRR has decreased by 36%. When comparing the efficiency of APP and graphite, itcan be seen that the PHRR of the composite with APP in the shell layer is much lower than thePHRR of the composite with graphite in the shell layer. However, when comparing the effect ofnatural graphite used alone and natural graphite used in combination with APP, it has to be notedthat the PHRR was improved much better with the combination of natural graphite and APP. It maybe concluded that APP acts as an effective fire retardant, whereas graphite works mainly as a heattransfer insulative barrier from the heat source to the composite material. The combination of APPwith EG showed quite similar improvement in the PHRR as the combination of APP with naturalgraphite. Other fire retardants did not show much difference in the decrease of the PHRR, whichwas in the range 11–19%.
The effect of different fire retardants (melamine, ZB and APP) on fire retardancy behaviour ofwood–polypropylene composites produced by a single-layer extrusion method has been studied inour previous work [43]. Loading of 20wt% fire retardants into WPC has caused the decrease ofPHRR between 5% and 26%. In the current work, the presence of 10wt% fire retardants in the shelllayer of WPC resulted in the PHRR decreasing between 16% and 36%. It was also reported that theloading of 10wt% of melamine phosphate, ZB, ATH and APP into conventional polyethylene-basedWPC has caused the decrease of PHRR between 11% and 35% [2], which is comparable with theresults of the present work. Thus, it may be concluded that the presence of fire retardant in the shelllayer might play a predominant role with respect to the effects of the material structural modificationon the flame retardancy.
It can be seen in Table II that the presence of 10% melamine, 10% ATH and 10% ZB in the shelllayer of the composites has not affected the IT almost at all. This can mean that some flammableunprotected materials are still present on the surface of the composite. The addition of thecombination of APP with natural graphite or EG shows an increase in the IT, but not significant.The addition of APP alone, however, has caused a decrease of 15% in the IT. It is proposed thatAPP promotes the degradation processes of wood and lowers its degradation temperature [44]. Thebest result is seen with the addition of natural graphite alone, the IT having been increased by 52%.
In Figure 2, the THR for the reference and fire retardants containing coextruded compounds isshown plotted against time. It is clearly seen that all coextruded composites containing fireretardants in the shell layer have a lower THR compared with the composite without any fireretardant in the shell layer. Coating WPCs with a layer containing 10% APP has resulted in the bestimprovement of the THR (by 12%). The samples containing 10% of natural graphite and 10% of
Table II. Cone calorimeter data of coextruded composites with and without fireretardants.
Shell layer in composite HRR peak (first peak) (kW/m2) IT (s)
Shell 1 – Reference 385.3 ± 30.1 28.7 ± 1.4Shell 2 – Melamine 309.9 ± 8.7 29.7 ± 3.8Shell 3 – APP 246.7 ± 10.0 24.3 ± 2.9Shell 4 – APP+ natural graphite 275.0 ± 7.2 34.3 ± 2.9Shell 5 – APP+ expandable graphite 264.0 ± 7.9 31.0 ± 0.0Shell 6 – Natural graphite 343.3 ± 7.5 43.7 ± 2.9Shell 7 – ATH 336.1 ± 13.7 29.7 ± 1.4Shell 8 – ZB 325.3 ± 20.2 29.0 ± 2.5
APP, ammonium polyphosphate; ATH, aluminium trihydroxide; ZB, zinc borate; HRR, heatrelease rate; IT, ignition time.
COEXTRUDED WOOD–PLASTIC COMPOSITES: EFFECT OF FIRE RETARDANTS LOADING
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam

melamine in the shell layer do not show significant changes in the THR. The THR has been reduced by1.8% and 2.5%, correspondingly. The remaining fire retardants have reduced the THR from 5.5% to7.4%, where the 5.5% decrease corresponds to the composite containing 10% ZB in the shell layerand the 7.4% decrease corresponds to the composite containing 10% ATH in the shell layer. Theoverall tendency of the THR decrease can be explained by the heat energy consumption of the fireretardants (the mechanism of endothermic degradation of the retardants).
Smoke production and emission of toxic gases are the main parameters describing the fire hazardrelated to composite materials. These parameters are presented in Table III. The values of both theSEA, which is determined as the smoke evolved per mass unit of sample burnt, and the TSR are thehighest for the ZB-containing composite. However, in another study, it was reported that ZB worksas an efficient synergist of smoke suppressant for low-density polyethylene/expandable graphitemixture [34]. It can be seen that the composite containing melamine shows the highest decrease ofSEA, TSR and average CO values, which means that melamine is an effective smoke suppressant.The toxicity of the smoke produced was investigated using the parameters of average CO emissionand the CO/CO2 weight ratio, which indicate the completeness of combustion. The maximum
Figure 2. Total heat release of coextruded composites with the shell layers containing varying fire retardants.APP, ammonium polyphosphate; ATH, aluminium trihydroxide; ZB, zinc borate.
Table III. Cone calorimeter data of smoke.
Shell layer in compositeAv.
SEA (m2/kg)CO/CO2
weight ratioAv. CO
emission (kg/kg)Av. CO2
emission (kg/kg)TSR
(kg/kg)
Shell 1 – Reference 228 0.019 0.037 1.960 1404Shell 2 – Melamine 214 0.017 0.033 1.976 1263Shell 3 – APP 260 0.031 0.059 1.905 1388Shell 4 – APP+ natural graphite 233 0.029 0.058 1.991 1286Shell 5 – APP+ expandable graphite 247 0.033 0.065 1.948 1327Shell 6 – Natural graphite 243 0.023 0.049 2.121 1376Shell 7 – ATH 245 0.017 0.035 2.074 1339Shell 8 – ZB 266 0.032 0.063 1.963 1517
APP, ammonium polyphosphate; ATH, aluminium trihydroxide; ZB, zinc borate; SEA, specific extinction area;TSR, total smoke release.
M. NIKOLAEVA AND T. KÄRKI
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam

emission of CO and the CO/CO2 ratio was achieved for the composite containing a combination ofAPP and EG in the shell layer. It is suggested that during degradation, APP releases muchflammable gases, leading to incomplete combustion of wood and hence much amount of CO isformed [44]. The increase of CO production with the presence of graphite can be explained bythermal oxidation of graphite to carbon oxides [45].
In Figure 3, the residual mass versus time curves for the coextruded WPCs without a fire retardantand WPCs having different fire retardants in the shell layer are shown. It can be seen that thecomposition without the addition of any fire retardant in the shell layer has the lowest mass by theend of the test. The 16.3–26.0% residues of the samples containing fire retardants after burning arehigher than the residue of 12.5% from the reference sample. This result was expected, because someamount of wood and plastic in the shell layer of the control sample was replaced by fire retardants,especially in the composite containing EG, which not only forms char but also acts as an insulatingagent, owing to the creation of small air gaps between the graphite layers [46].
Figure 3. Effect of fire retardants content in the shell layers on the mass loss rate of coextruded composites.APP, ammonium polyphosphate; ATH, aluminium trihydroxide; ZB, zinc borate.
Table IV. Simulated FIGRA and SBI classification results from ConeTools software (SP Technical ResearchInstitute of Sweden, Borås, Sweden).
Shell layer in composite FIGRA (W/s) Class
Shell 1 – Reference 771 ± 29 E (FIGRA> 750W/s)Shell 2 – Melamine 586 ± 73 D (250 ≤FIGRA ≤ 750W/s)Shell 3 – APP 487 ± 108 D (250 ≤FIGRA ≤ 750W/s)Shell 4 – APP+ natural graphite 445 ± 34 D (250 ≤FIGRA ≤ 750W/s)Shell 5 – APP+ expandable graphite 437 ± 13 D (250 ≤FIGRA ≤ 750W/s)Shell 6 – Natural graphite 501 ± 24 D (250 ≤FIGRA ≤ 750W/s)Shell 7 – ATH 633 ± 31 D (250 ≤FIGRA ≤ 750W/s)Shell 8 – ZB 587 ± 113 D (250 ≤FIGRA ≤ 750W/s)
APP, ammonium polyphosphate; ATH, aluminium trihydroxide; ZB, zinc borate; FIGRA, fire growth rate; SBI,single burning item.
COEXTRUDED WOOD–PLASTIC COMPOSITES: EFFECT OF FIRE RETARDANTS LOADING
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam

The Euroclasses of tested samples defined according to the FIGRA are shown in Table IV. It can beseen that the control sample that does not contain any fire retardant shows class E of the Euroclasssystem. The addition of all fire retardants has reduced the FIGRA value to some extent, sufficient toobtain class D. The best improvement in the reaction-to-fire performance among the fire retardantscan be seen with all composites containing APP. This coincides well with the cone calorimeter HRRdata presented in Table II.
4. CONCLUSION
The effect of coating WPCs with a shell layer containing different fire retardants using coextrusion onfire resistance was evaluated with a cone calorimeter. Recent research has shown that the fire resistanceof coextruded WPCs can be improved by adding fire retardants in the shell layer. The results of thestudy showed that the peak HRR, THR and smoke production can be decreased and char productioncan be enhanced.
Comparing the different matrices, it was observed that the best improvement of the peak HRR wasachieved with APP loading in the shell layer. However, the IT for the composite containing APP wasthe shortest among the fire retardants. Natural graphite used alone showed the longest IT but did notshow significant improvement in the flame retardancy of the coextruded composite. However,natural graphite showed good improvement in the reaction-to-fire properties of the coextrudedcomposite in combination with APP. It can be also concluded on the basis of the study that there isno significant difference in the improvement peak HRR, THR and IT between combinations of APPwith natural graphite and APP with EG. Melamine, ZB and ATH showed relatively small reductionof peak HRR of the coextruded composites and almost no change in the IT. The smoke hazard offire was the lowest for the coextruded composite with melamine in the shell layer, whereas ZBincreased the TSR in comparison with the control sample. The addition of all fire retardants wasfound to improve the reaction-to-fire properties from class E to class D according to the fireclassification of construction products based on the Euroclass system.
The present study showed that the reaction-to-fire properties of coextruded wood–polypropylenecomposites can be improved with the addition of different fire retardants in the shell layer. However,additional research is required in order to identify to what extent these additives can be profitable.
REFERENCES
1. Li B, He J. Investigation of mechanical property, flame retardancy and thermal degradation of LLDPE–wood–fibrecomposites. Polymer Degradation and Stability 2004; 83:241–243.
2. Stark NM, White RH, Mueller S, Osswald T. Evaluation of various fire retardants for use in wood flour–polyethylenecomposites. Polymer Degradation and Stability 2010; 95:1903–1910.
3. Najafi SK, Hamidinia E, Tajvidi M. Mechanical properties of composites from sawdust and recycled plastics.Journal of Applied Polymer Science 2006; 100:3641.
4. Taylor A, Yadama V, Englund K, Harper D. Wood plastic composites – a primer, the University of Tennessee. 2009:4.5. Malvar LJ, Tichy R, Pendleton DE. Fire issues in engineered wood composites for naval waterfront facilities, 46th
International SAMPE Symposium and Exhibition. Long Beach, CA, 2001; 1–2.6. Garcia M, Hidalgo J, Garmendia I, Garcia-Jaca J. Wood–plastics composites with better fire retardancy and durability
performance. Composites: Part A 2009; 40:1772–1774.7. Manikandan Nair KC, Thomas S, Groeninckx G. Thermal and dynamic mechanical analysis of polystyrene compos-
ites reinforced with short sisal fibres. Composites Science and Technology 2001; 61:2519.8. Le Bras M, Duquesne S, Fois M, Grisel M, Poutch F. Intumescent polypropylene/flax blends: a preliminary study.
Polymer Degradation and Stability 2005; 88:80.9. Kozlowski R, Wladyka-Przybylak M. Flammability and fire resistance of composites reinforced by natural fibers.
Polymers for Advanced Technologies 2008; 19:446–451.10. Stark NM, Mueller SA, White RH, Osswald TA. Effect of fire retardants on heat release rate of wood flour–
polyethylene composites. 10th International Conference on Wood and Biofiber Plastic Composites, 2009; 103–104.11. Roth M, Schwarzinger C, Mueller U, Schmidt H. Determination of reaction mechanisms and evaluation of flame
retardants in wood–melamine resin-composites. Journal of Analytical and Applied Pyrolysis 2007; 79:306–307.12. Sain M, Park SH, Suhara F, Law S. Flame retardant and mechanical properties of natural fibre–PP composites
containing magnesium hydroxide. Polymer Degradation and Stability 2004; 83:363–364.13. Anona, EFRA, The European Flame Retardants Association, flame retardants, frequently asked questions. 2007; 2:20.
M. NIKOLAEVA AND T. KÄRKI
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam

14. Chen L, Wang YZ. A review on flame retardant technology in China. Part I: development of flame retardants.Polymers for Advanced Technologies 2010; 21:2–7, 9, 11, 13.
15. Lu SY, Hamerton I. Recent developments in the chemistry of halogen-free flame retardant polymers. Progress inPolymer Science 2002; 27:1663–1665, 1686, 1688–1689, 1698.
16. Troitzsch J. Plastics Flammability Handbook: Principles, Regulations, Testing and Approval (3rd edn). Munich,2004; 22, 83, 158–160. ISBN 1-56990-356-5
17. Childs PE. Phosphorus: from urine to fire. Part 5: phosphates in fire retardants. 2003, (Available from: http://www.aerofiltri.it/DC_pdf/AS_A_PiFR.pdf) [cited 15.01.2015]
18. Demir H, Arkıs E, Balkose D, Ulku S. Synergistic effect of natural zeolites on flame retardant additives. PolymerDegradation and Stability 2005; 89:478–479, 482.
19. Schartel B, Braun U, Schwarz U, Reinemann S. Fire retardancy of polypropylene/flax blends. Polymer 2003;44:6242–6245.
20. Matko S, Toldy A, Keszei S, Anna P, Bertalan G, Marosi G. Flame retardancy of biodegradable polymers andbiocomposites. Polymer Degradation and Stability 2005; 88:139.
21. Suppakarn N, Jarukumjorn K. Mechanical properties and flammability of sisal/PP composites: effect of flame retar-dant type and content. Composites: Part B 2005; 40:614.
22. Shen KK, Kochesfahani S, Jouffret F. Zinc borates as multifunctional polymer additives. Advances in PolymerTechnology 2008; 19:474.
23. Haurie L, Fernandez AI, Velasco JI, Chimenos JM, Lopez Cuesta JM, Espiell F. Thermal stability and flameretardancy of LDPE/EVA blends filled with synthetic hydromagnesite/aluminium hydroxide/montmorillonite andmagnesium hydroxide/aluminium hydroxide/ montmorillonite mixtures. Polymer Degradation and Stability 2007;92:1082–1087.
24. Anonb, additives for polymers, zinc borates as fire retardant alternatives. Elsevier Science Journals 1996; 7:3.25. Klyosov AA. Wood-plastic composites. 2007; 129:463–464, 467–469, 471–477. ISBN 978-0-470-148491-426. Zhang S, Horrocks AR. A review of flame retardant polypropylene fibres. Progress in Polymer Science 2003;
28:1520–1522, 1526–1529.27. Jang J, Lee E. Improvement of the flame retardancy of papersludge/polypropylene composite. Polymer Testing
2001; 20:8.28. Haurie L, Fernandez AI, Velasco JI, Chimenos JM, Lopez Cuesta JM, Espiell F. Synthetic hydromagnesite as flame re-
tardant. Evaluation of the flame behaviour in a polyethylene matrix. Polymer Degradation and Stability 2006; 91:989.29. Weil ED, Levchik SV, Moy P. Flame and smoke retardants in vinyl chloride polymers – commercial usage and
current developments. Journal of Fire Sciences 2006; 24:217–220.30. Hollingbery LA, Hull TR. The fire retardant behaviour of huntite and hydromagnesite – a review. Polymer Degra-
dation and Stability 2010; 95:2213–2214.31. Shih YF, Wang YT, Jeng RJ, Wei KM. Expandable graphite systems for phosphorus-containing unsaturated polyes-
ters. I. Enhanced thermal properties and flame retardancy. Polymer Degradation and Stability 2004; 86:340.32. Chen CH, Yen WH, Kuan HC, Kuan CF, Chiang CL. Preparation, characterization, and thermal stability of novel
PMMA/expandable graphite halogen-free flame retardant composites. Polymer Composites 2010; 31:18.33. Higginbotham AL, Lomeda JR, Morgan AB, Tour JM. Graphite oxide flame-retardant polymer nanocomposites.
Applied Materials and Interfaces 2009; 1:2257.34. Xie R, Qu B. Synergistic effects of expandable graphite with some halogen-free flame retardants in polyolefin blends.
Polymer Degradation and Stability 2001; 71:375.35. Yao F, Wu Q. Coextruded polyethylene and wood-flour composite: effect of shell thickness, wood loading, and core
quality. Journal of Applied Polymer Science 2010; 118:3594–3595.36. Rauwendaal C. Polymer Extrusion; revised 4th edition. Hanser Verlag: Munchen, Germany, 2001; 567. ISBN-
10: 1-56990-321-637. Ward S. Coextrusion. Rapra Review Report. United Kingdom, 2001; 6. ISBN 0-902348-71-X38. Kim BJ. The effect of inorganic fillers on the properties of wood plastic composites. A Dissertation, the Graduate
Faculty of the Louisiana State University, 2012; 2-3, 36.39. Jin S, Matuana LM. Coextruded PVC/wood–flour composites with WPC cap layers. Journal of Vinyl and Additive
Technology 2008; 14:197.40. Stark NM, Matuana LM. Co-extrusion of WPCs with a clear cap layer to improve color stability. 4 Wood Fibre
Polymer Composites International Symposium. March 3031, Bordeaux, France, 2009; 2–3.41. Stark NM, Matuana LM. Coating WPCs using co-extrusion to improve durability. Coating Wood and Wood Com-
posites: Designing for Durability, July 23-25, Seattle: WA, 2007; 1–3.42. Borysiak S, Paukszta D, Helwig M. Flammability of wood–polypropylene composites. Polymer Degradation and
Stability 2006; 91:3341.43. Nikolaeva M, Kärki T. Reaction-to-fire properties of wood–polypropylene composites containing different fire retar-
dants. Fire Technology 2013; 51:53–65.44. Wang M, Wang X, Li L, Ji H. Fire performance of plywood treated with ammonium polyphosphate and 4A zeolite.
Bioresources 2014; 9:4938–4939.45. Hahn JR. Kinetic study of graphite oxidation along two lattice directions. Carbon 2005; 43:1510.46. Bhagat VJ. Behaviour of Expandable Graphite as a Flame Retardant in Flexible Polyurethane Foam. Research &
Development Center, Cleanline Products Pvt. Ltd.: Pune, India, 2001; 4.
COEXTRUDED WOOD–PLASTIC COMPOSITES: EFFECT OF FIRE RETARDANTS LOADING
Copyright © 2015 John Wiley & Sons, Ltd. Fire Mater. (2015)DOI: 10.1002/fam


PUBLICATION V
Nikolaeva, M. & Kärki, T.
Evaluation of Different Flame Retardant Combinations for Core/Shell StructuredWood-Plastic Composites by Using a Cone Calorimeter.
Advanced Materials Research. 1120-1121: 535-544.
Reprinted with permission from Trans Tech Publications Ltd.


Evaluation of Different Flame Retardant Combinations for Core/Shell Structured Wood-Plastic Composites by Using a Cone Calorimeter
Marina Nikolaeva1, a * and Timo Kärki1, b 1Lappeenranta University of Technology, Faculty of Technology, Department of Mechanical
Engineering, Fiber Composite Laboratory, P.O. BOX 20, 53851 Lappeenranta, Finland
[email protected], [email protected]
*Corresponding author
Keywords: wood-plastic composite, coextrusion, fire retardancy, cone calorimetry
Abstract.The fire retardancy of coextruded wood-plastic composites (WPCs) containing melamine,
ammonium polyphosphate (APP), natural graphite, expandable graphite and carbon nanotubes
(CNTs) in the shell layer was characterized with a cone calorimeter test. A coextruded composite
manufactured without any fire retardant (FR) in the shell layer was used as a reference. The
incorporation of different combinations of FRs in the shell layers of WPCs reduced the peak heat
release rate by 3-43%, depending on the FR combination. Other studied parameters, such as ignition
time, total heat release and mass loss rate were improved after FR systems loading. The best
improvement of flammability characteristics was observed with melamine/natural graphite
combinations, whereas the melamine/expandable graphite system resulted only in slight
improvement of the studied parameters. However, it should be noted that the amount of expandable
graphite loading was 2-4 times lower than the amount of natural graphite loadings. Incorporation of
2 wt.% CNTs in the shell layer did not show any significant improvement in the studied parameters.
The total smoke release and carbon monoxide production were increased with melamine/APP
loading in the shell layer.
Introduction
Coextrusion of wood-plastic composites (WPC) with a multi-layer structure has become one of
the most progressive composite-processing technologies due to its ability to create material with
enhanced performance characteristics and improved properties of the resultant products [1].
Coextrusion is the extrusion process of at least two polymer materials through a single die to form a
single product with a multilayer structure [2-3]. Coextrusion is used in profile extrusion, sheets,
films, wire coating, tubing, and different packaging applications [3, 4]. Coextrusion has a variety of
advantages over the traditional single extrusion: lowering the quantity of expensive materials,
reduction of production cost, better adhesion between the layers, and improved properties of final
products. Coextruded products possess better moisture resistance, oxygen barrier properties,
increased mechanical properties, such as tear strength, toughness and stiffness, compared to
products of single layer extrusion [3-6].
The shell layer plays an important role in modifying the overall coextruded composite properties.
For instance, it has been found that difference in shell thicknesses and material compositions had a
significant effect on the mechanical and thermal properties of coextruded composite materials [7].
Different properties of wood-plastic composites as the core and high-density polyethylene (HDPE)
as the shell layer have been studied. It has been noted that the moisture resistance and weathering
performance of a coextruded composite are improved in comparison to a wood-plastic composite
without a plastic shell layer [8-9]. The flexural properties of coextruded wood-plastic composites
have been studied with a polyvinyl chloride cap layer. The results of this study showed that the
addition of pure plastic with a relatively low modulus and large thermal expansion over a composite
core had a negative effect on the overall composite modulus and thermal stability [10-11]. The
incorporation of a compatibilizer, a photostabilizer and nanosized titanium dioxide (TiO2) into the
shell layer resulted in further improvement in the color stability of the composite material. Also the
Advanced Materials Research Vols 1120-1121 (2015) pp 535-544 Submitted: 2015-04-01© (2015) Trans Tech Publications, Switzerland Accepted: 2015-04-09doi:10.4028/www.scientific.net/AMR.1120-1121.535
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TransTech Publications, www.ttp.net. (ID: 157.24.11.175-21/05/15,14:01:52)
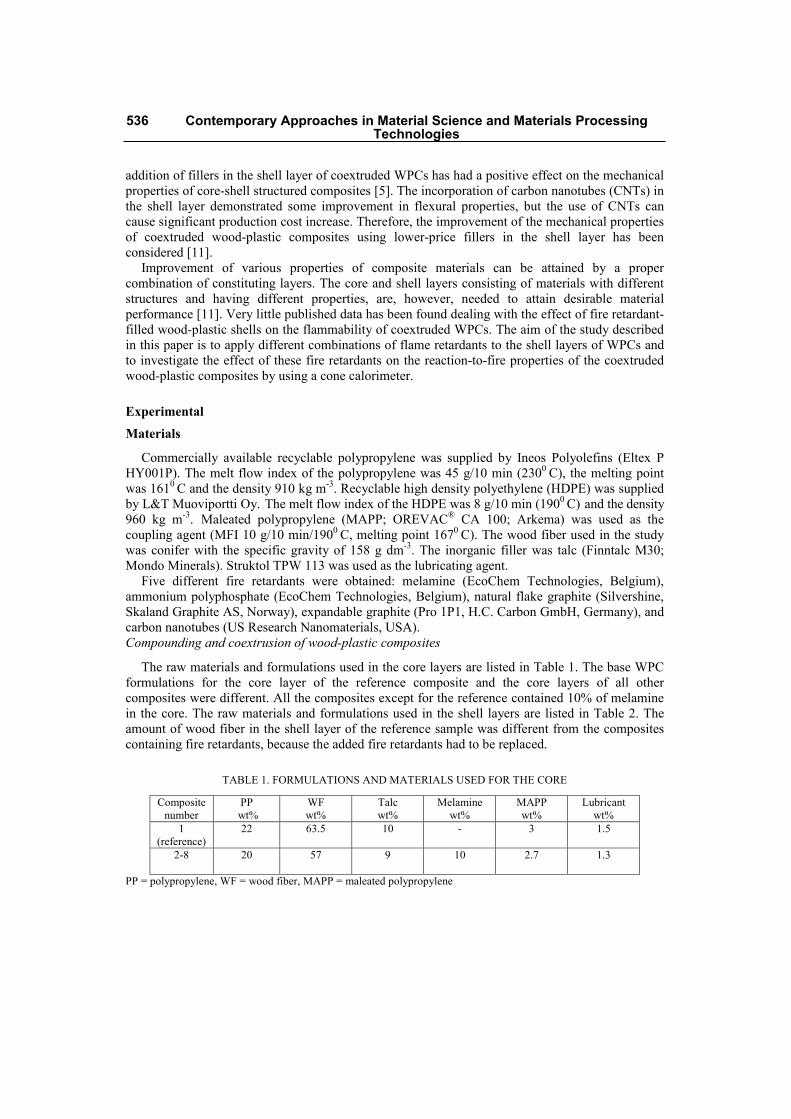
addition of fillers in the shell layer of coextruded WPCs has had a positive effect on the mechanical
properties of core-shell structured composites [5]. The incorporation of carbon nanotubes (CNTs) in
the shell layer demonstrated some improvement in flexural properties, but the use of CNTs can
cause significant production cost increase. Therefore, the improvement of the mechanical properties
of coextruded wood-plastic composites using lower-price fillers in the shell layer has been
considered [11].
Improvement of various properties of composite materials can be attained by a proper
combination of constituting layers. The core and shell layers consisting of materials with different
structures and having different properties, are, however, needed to attain desirable material
performance [11]. Very little published data has been found dealing with the effect of fire retardant-
filled wood-plastic shells on the flammability of coextruded WPCs. The aim of the study described
in this paper is to apply different combinations of flame retardants to the shell layers of WPCs and
to investigate the effect of these fire retardants on the reaction-to-fire properties of the coextruded
wood-plastic composites by using a cone calorimeter.
Experimental
Materials
Commercially available recyclable polypropylene was supplied by Ineos Polyolefins (Eltex P
HY001P). The melt flow index of the polypropylene was 45 g/10 min (2300
C), the melting point
was 1610
C and the density 910 kg m-3
. Recyclable high density polyethylene (HDPE) was supplied
by L&T Muoviportti Oy. The melt flow index of the HDPE was 8 g/10 min (1900
C) and the density
960 kg m-3
. Maleated polypropylene (MAPP; OREVAC®
CA 100; Arkema) was used as the
coupling agent (MFI 10 g/10 min/1900
C, melting point 1670
C). The wood fiber used in the study
was conifer with the specific gravity of 158 g dm-3
. The inorganic filler was talc (Finntalc M30;
Mondo Minerals). Struktol TPW 113 was used as the lubricating agent.
Five different fire retardants were obtained: melamine (EcoChem Technologies, Belgium),
ammonium polyphosphate (EcoChem Technologies, Belgium), natural flake graphite (Silvershine,
Skaland Graphite AS, Norway), expandable graphite (Pro 1P1, H.C. Carbon GmbH, Germany), and
carbon nanotubes (US Research Nanomaterials, USA).
Compounding and coextrusion of wood-plastic composites
The raw materials and formulations used in the core layers are listed in Table 1. The base WPC
formulations for the core layer of the reference composite and the core layers of all other
composites were different. All the composites except for the reference contained 10% of melamine
in the core. The raw materials and formulations used in the shell layers are listed in Table 2. The
amount of wood fiber in the shell layer of the reference sample was different from the composites
containing fire retardants, because the added fire retardants had to be replaced.
TABLE 1. FORMULATIONS AND MATERIALS USED FOR THE CORE
Composite
number
PP
wt%
WF
wt%
Talc
wt%
Melamine
wt%
MAPP
wt%
Lubricant
wt%
1
(reference)
22 63.5 10 - 3 1.5
2-8
20 57 9 10 2.7 1.3
PP = polypropylene, WF = wood fiber, MAPP = maleated polypropylene
536 Contemporary Approaches in Material Science and Materials ProcessingTechnologies
TABLE 2. FORMULATIONS AND MATERIALS USED FOR THE SHELL LAYERS
Shell layer PE
wt%
WF
wt%
Melamine
wt%
APP
wt%
CNTs
wt%
Natural
graphite
wt%
Expandable
graphite
wt%
MAPP
wt%
Lubricant
wt%
1
(reference) 50 44 - - - - - 3 3
2 50 24 10 10 - - - 3 3
3 50 32 10 - 2 - - 3 3
4 50 24 10 - - 10 - 3 3
5 50 29 10 - - - 5 3 3
6 50 14 10 - - 20 - 3 3
7 50 4 20 - - 20 - 3 3
8 50 4 20 20 - - - 3 3
PE = polyethylene, WF = wood fiber, APP = ammonium polyphosphate, CNTs = carbon nanotubes, MAPP = maleated
polypropylene
The composites were manufactured with the coextrusion system consisting of a Weber CE 7.2
conical twin screw extruder (Hans Weber Maschinenfabrik, Germany) for the core, and a Battenfeld
Cincinnati FiberEX 38 for the shell (Battenfeld-Cincinnati Austria GmbH, Austria). Target shell
thickness of 1.0 mm was used. The Weber machine was equipped with six gravimetric and three
volumetric feeders, whereas the Battenfeld machine had one gravimetric feeder. For the production,
however, the material passed through one gravimetric feeder only. The manufacturing temperature
for the core was kept at 1760
C and the manufacturing temperature for the shells at approximately
2020
C. The screw rotational speed of the extruder for the core layer was maintained at 14 rpm and
for the shell layers at 13 rpm.
Fire testing
A Fire Testing Technology (FTT) cone calorimeter was used for the reaction-to-fire tests
according to ISO 5660. After the specimens, 100 mm×100 mm×5 mm in size, were conditioned to
equilibrium at 50% relative humidity and 23oC, each specimen was exposed in the horizontal
orientation to an external heat flux of 50 kW/m2 with the cone heater 25 mm above the sample
surface. The samples were wrapped in aluminum foil covering the sides and the bottom. The
exhaust system flow rate was 24 l/s. The cone data presented in this paper are the averages of three
replicated experiments. During the tests, the following parameters were obtained: heat release rate
(HRR), ignition time (IT), total heat release (THR), total smoke release (TSR), specific extinction
area (SEA), average CO and CO2 values, and mass loss rate (MLR). The improvement of the
reaction-to-fire properties of the tested samples was also assessed according to the fire classification
of construction products based on the Euroclass system. This system classifies construction
products as A-F classes, where Euroclasses A1 and A2 correspond to noncombustible material, and
then the classes go down to F for unclassified material [EN 13823].
The use of the cone tools of the software package allowed predicting the single burning item
(SBI) results by means of cone calorimeter tests. The cone calorimeter files in the file menu were
imported for processing within the program. The browsing function allows selecting the cone
calorimeter and type of input file. The cone calorimeter files were imported into the software where
the HRR curves of the cone calorimeter tests were shown, and then calculation was performed. The
simulation of the SBI test results was chosen after introducing the heat flux level – 50 kW/m2. After
Advanced Materials Research Vols. 1120-1121 537

the calculation, the scalar simulation results were shown on the screen. The class of each sample
was defined according to the fire growth rate values (FIGRA), W/s.
Results and Discussion
The heat release rate (HRR) is the most important parameter which allows evaluating the fire
safety limitations. A high level of heat release corresponds to rapid ignition and spreading of flame.
The peak heat release rate (PHRR) gives information on the intensity of fire and how fast it grows.
PHRR is the maximum heat release rate measured during the testing time. The HRR peaks and
ignition time (IT) measured in the fire test are presented in Table 3, and the plots of heat release rate
versus time are depicted in Fig. 1. The sharp increase of the initial peak HRR for all samples can be
attributed to combustion of the volatiles released from the surface of the material. The highest peak
HRR was obtained with the composite that did not contain any fire retardant in the shell layer.
Incorporation of all fire retardants into the shell layer decreased the peak heat release rate (PHRR)
of the composite material. The decrease of the PHRR correlates with some actions of the fire
retardants. Mainly it is the creation of a protective char layer which acts as a barrier for the
oxidation of the material. In addition, the decrease of HRR can be explained with endothermic
decomposition of fire retardants under heat action, which in turns promotes the escape of energy
from the system. Multi-peaks appear in the HRR curves due to the destruction of the char layer,
leading to the liberation of trapped volatiles and thus to poor protection of the burning composites
[12]. The best improvement in PHRR and IT appears in all composites containing melamine/natural
graphite systems. The maximum decrease in PHRR, by 43%, and maximum increase in IT, by 54%,
is observed with 20 wt.% melamine/20 wt.% natural graphite mixture. It may be concluded that the
combination of melamine with natural graphite acts as an effective fire retardant system. The
combination of 20 wt.% melamine/20% wt. APP also shows essential decrease in PHRR, by 42%. It
has been reported that the combination of nitrogen and phosphorous compounds shows good
synergistic effect in various fire retardant systems [13, 14]. The combination of melamine with
CNTs shows decrease in PHRR by 23%, but do not affect or even reduce the IT. In another study, it
was reported that the addition of 2 wt.% of multi-walled carbon nanotubes slightly reduced the
initial decomposition temperature of polypropylene [15]. The combination of melamine with
expandable graphite shows the worst results. The PHRR is almost the same as for the reference
sample, with only a slight decrease. The ignition time was also reduced by 4% in comparison to the
reference sample. However, it should be noted that the amount of expandable graphite loading was
only 5 wt.%, whereas the amount of APP and natural graphite was 10 wt.% and 20 wt.%. It has
been reported that expandable graphite has low efficiency at loading lower than 10 wt.% [16]. TABLE 3. CONE CALORIMETER DATA OF COEXTRUDED COMPOSITES
Shell layer in composite
HRR peak, kW/m2
(first peak)
Ignition time, s
1-Reference 485.9 ± 8.1
22.7 ± 2.5
2-Mel 10% + APP 10% 401.1 ± 43.8
23.0 ± 0.9
3-Mel 10% + CNTs 2% 376.3 ± 12.4
21.7 ± 1.4
4- Mel 10% + Nat Gr 10%
313.4 ± 13.0 29.7 ± 1.4
5-Mel 10% + Ex Gr 5%
471.8 ± 8.0 21.7 ± 2.9
6-Mel 10% + Nat Gr 20%
295.3 ± 8.5 34.8 ± 3.1
7-Mel 20% + Nat Gr 20%
275.4 ± 13.8 35.0 ± 3.8
8-Mel 20% + APP 20%
283.5 ± 9.0 28.7 ± 1.4
538 Contemporary Approaches in Material Science and Materials ProcessingTechnologies
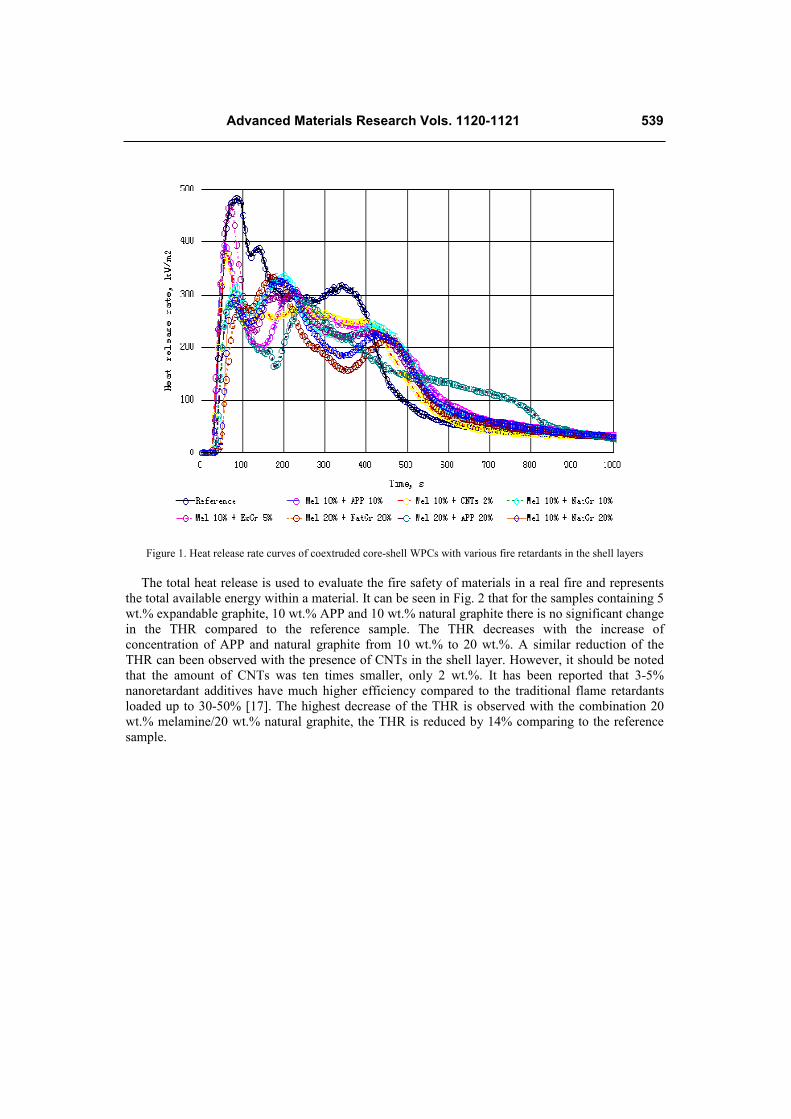
Figure 1. Heat release rate curves of coextruded core-shell WPCs with various fire retardants in the shell layers
The total heat release is used to evaluate the fire safety of materials in a real fire and represents
the total available energy within a material. It can be seen in Fig. 2 that for the samples containing 5
wt.% expandable graphite, 10 wt.% APP and 10 wt.% natural graphite there is no significant change
in the THR compared to the reference sample. The THR decreases with the increase of
concentration of APP and natural graphite from 10 wt.% to 20 wt.%. A similar reduction of the
THR can been observed with the presence of CNTs in the shell layer. However, it should be noted
that the amount of CNTs was ten times smaller, only 2 wt.%. It has been reported that 3-5%
nanoretardant additives have much higher efficiency compared to the traditional flame retardants
loaded up to 30-50% [17]. The highest decrease of the THR is observed with the combination 20
wt.% melamine/20 wt.% natural graphite, the THR is reduced by 14% comparing to the reference
sample.
Advanced Materials Research Vols. 1120-1121 539

Figure 2. Total heat release of coextruded composites with the shell layers containing different fire retardants
Smoke production and emission of toxic gases are the main parameters describing the fire hazard
related to composite materials. These parameters are presented in Table 4. The values of both the
specific extinction area (SEA), which is determined as the smoke evolved per mass unit of sample
burnt, and the total smoke release (TSR) are the highest for the APP-containing composite. It may
be concluded that APP not only promotes the formation of a protective char layer in the condensed
phase, it also takes part in the gaseous phase. It is suggested that during degradation, APP releases
much inflammable gases, leading to incomplete combustion of wood and hence a lot of CO is
formed [18]. The composites with CNTs and expandable graphite show decrease in SEA and TSR.
In another study, it was reported that expandable graphite is efficient in absorbing some gases at
high temperatures [19]. The composite containing natural graphite shows the highest decrease of
SEA and TSR values. The toxicity of the smoke produced was investigated using the parameters of
average CO emission and the CO/CO2 weight ratio, which indicate the completeness of combustion.
The maximum emission of CO and the CO/CO2 ratio was achieved for the composites containing
APP in the shell layer. The composite with CNTs also showed some increase in CO and CO/CO2.
The minimum values appear in the composite materials containing natural graphite and expandable
graphite in the shell layer.
540 Contemporary Approaches in Material Science and Materials ProcessingTechnologies

TABLE 4. CONE CALORIMETER DATA OF SMOKE
Figure 3 shows the weight-loss behaviour of coextruded WPCs without a fire retardant and
WPCs having different fire retardants in the shell layer. The suggested mechanism by which
chemicals work as flame retardants decreasing HRR includes the formation of a char, which acts as
a potential mass and energy transport barrier between the fire and the burning composite. Thus, the
effectiveness of the flame retardant depends on the barrier properties of the created protective char.
It can be seen in Fig. 3 that the composite without FR in the shell layer leaves very small residue –
4% of the initial weight, whereas in the presence of FRs in the shell layer a higher amount of char is
left, 6-18% of the initial weight. The highest MLR among the studied composites containing FR in
the shell layer was observed for the CNTs composite. The more char was formed, the better fire
retardancy was achieved. It is obvious that the samples containing melamine/natural graphite in the
shell layer resulted in the best improvement in the flame retardancy by creating char capable of
inhibiting the flame and decreasing the heat and mass transfer from the composite to the heat
source, preventing further decomposition and thus limiting the weight loss of the composite.
Shell layer
in composite
Av. SEA
(m2/kg)
CO/CO2
weight ratio
Av. CO
emission
(kg/kg)
Av. CO2
emission
(kg/kg)
TSR
(kg/kg)
1-Reference
260 0.019 0.040 2.126 1522
2-Mel 10% + APP 10%
304 0.047 0.087 1.864 1859
3-Mel 10% + CNTs 2%
202 0.023 0.044 1.939 1222
4-Mel 10% + Nat Gr 10%
184 0.018 0.038 2.087 1076
5-Mel 10% + Ex Gr 5%
199 0.019 0.039 2.052 1154
6-Mel 10% + Nat Gr 20%
192 0.019 0.040 2.137 1052
7-Mel 20% + Nat Gr 20%
156 0.019 0.039 2.070 786
8-Mel 20% + APP 20%
318 0.050 0.089 1.767 1864
Advanced Materials Research Vols. 1120-1121 541

Figure 3. Effect of fire retardant content in the shell layers on the mass loss rate of coextruded composites
The Euroclasses of the tested samples defined according to the fire growth rate values (FIGRA)
are shown in Table 5. It can be seen in Table 5 that the FIGRA value is reduced to some extent,
sufficiently to get class D for all the composites containing natural graphite in the shell layer. The
FIGRA value is also significantly reduced for the composites containing 20 wt.% melamine/20
wt.% APP in the shell layer. The composites containing all other fire retardants in the shell layer, as
well as the control sample which did not contain any fire retardant in the shell layer show class E of
the Euroclass system.
TABLE 5. SIMULATED FIGRA AND SBI CLASSIFICATION RESULTS FROM CONETOOLS SOFTWARE
Shell layer in composite FIGRA, W/s Class
1-Reference 1156 ± 98 E (FIGRA>750 W/s)
2-Mel 10% + APP 10% 869 ± 124 E (FIGRA>750 W/s)
3-Mel 10% + CNTs 2% 875 ± 84 E (FIGRA>750 W/s)
4-Mel 10% + Nat Gr 10% 630 ± 109 D (250≤FIGRA≤750 W/s)
5-Mel 10% + Ex Gr 5% 1076 ± 52 E (FIGRA>750 W/s)
6-Mel 10% + Nat Gr 20% 487 ± 26 D (250≤FIGRA≤750 W/s)
7-Mel 20% + Nat Gr 20% 474 ± 14 D (250≤FIGRA≤750 W/s)
8-Mel 20% + APP 20% 530 ± 6 D (250≤FIGRA≤750 W/s)
542 Contemporary Approaches in Material Science and Materials ProcessingTechnologies

Conclusions
The flammability of coextruded wood-plastic composites with various combinations of fire
retardants in the shell layer was evaluated using cone calorimetry analysis. The following
conclusions can be made on the basis of the flammability study:
The maximum decrease in the peak heat release rate (PHRR) was achieved with 20 wt.%
melamine/20 wt.% natural graphite in the shell layer. Other characteristics, such as ignition time
(IT), total heat release (THR), total smoke release (TSR) and mass loss rate (MLR) also showed the
best improvement. The composites containing 10 wt.% melamine/10 wt.% natural graphite and 10
wt.% melamine/20 wt.% natural graphite also resulted in improvement of all the studied parameters.
Incorporation of 20 wt.% melamine/20 wt.% ammonium polyphosphate (APP) in the shell layer
resulted in essential reduction of the PHRR. Notable improvement in IT, THR and MLR was also
observed. However, the cone results indicated that the smoke production and CO value were
significantly increased. The presence of 10 wt.% melamine/10 wt.% APP showed only slight
improvement in flammability properties, and in addition the toxicity and smoke were increased.
The combination of 10 wt.% melamine/5 wt.% expandable graphite showed quite poor
improvement in the reaction-to-fire properties of the composite materials. Favorable action of this
combination was noticed only in the decrease of smoke release.
The cone results indicated that 10 wt.% melamine/2 wt.% carbon nanotubes (CNTs) in the shell
layer reduced the PHRR and THR but did not affect the IT. The MLR was reduced. The smoke
production was reduced, but the CO value was slightly increased.
The Euroclass of each sample was defined with cone calorimeter test simulating tools. It was
found that the European fire class was changed from E to D for all the composites containing
melamine/natural graphite in the shell layer and for the composite with 20 wt.% melamine/20 wt.%
APP. The other samples, as well as reference sample showed class E.
References
[1] R. Huang, X. Xu, S. Lee, Y. Zhang, B.J. Kim, Q. Wu, High density polyethylene composites
reinforced with hybrid inorganic fillers: morphology, mechanical and thermal performance,
Materials. 6 (2013) 4123.
[2] F. Yao, Q. Wu, Coextruded polyethylene and wood-flour composite: effect of shell thickness,
wood loading, and core quality, J Appl Polym Sci. 118 (2010) 3594–3595.
[3] C. Rauwendaal, Polymer extrusion; revised 4th edition, Hanser Verlag, ISBN-10: 1-56990-321-
6, Munchen, Germany, 2001, p. 567.
[4] S. Ward, Coextrusion, Rapra review report, ISBN: 0-902348-71-X, United Kingdom, 2001, p.
6.
[5] B.J. Kim, The effect of inorganic fillers on the properties of wood plastic composites,
Dissertation, Louisiana State University, 2012, pp. 2-3, 36.
[6] Q. Wu, K. Chi, Y. Wub, S. Lee, Mechanical, thermal expansion, and flammability properties of
co-extruded wood polymer composites with basalt fiber reinforced shells, Mater Design. 60
(2014) 334–335.
[7] S. Jin, L.M. Matuana, Coextruded PVC/wood-flour composites with WPC cap layers, J Vinyl
Addit Techn. 14 (2008) 197.
[8] N.M. Stark, L.M. Matuana, Co-extrusion of WPCs with a clear cap layer to improve color
stability, in proceedings: 4th wood fibre polymer composites international symposium: March
30-31, Bordeaux, France, 2009, pp. 2-3.
Advanced Materials Research Vols. 1120-1121 543

[9] N.M. Stark, L.M. Matuana, Coating WPCs using co-extrusion to improve durability, in
proceedings: coating wood and wood composites: designing for durability, July 23-25, Seattle,
WA, 2007, pp. 1-3.
[10] R. Huang, B.J. Kim, S. Lee, Z. Yang, Q. Wu, Co-extruded wood-plastic composites with talc-
filled shells: morphology, mechanical, and thermal expansion performance, Bioresources. 8(2)
(2013) 2283-2284.
[11] B.J. Kim, R. Huang, J. Han, S. Lee, Q. Wu, Mechanical and morphological properties of
coextruded wood plastic composites with glass fiber-filled shell, Polym composite. (2014) 1-2.
[12] G. Huang, S. Wang, P. Song, C. Wua, S. Chen, X. Wang, Combination effect of carbon
nanotubes with graphene on intumescent flame-retardant polypropylene nanocomposites,
Compos Part A. 59 (2014) 22.
[13] M.S. Stark, R.H. White, S.A. Mueller, T.A. Osswald, Evaluation of various fire retardants for
use in wood flour-polyethylene composites, Polym Degrad Stabil. 95 (2010) 1904.
[14] S. Liang, N.M. Neisius, S. Gaan, Recent developments in flame retardant polymeric coatings,
Prog Org Coat. 76 (2013) 1648.
[15] M. Shahvazian, M. Ghaffari, H. Azimi, R. Jahanmardi, Effects of multi-walled carbon
nanotubes on flame retardation and thermal stabilization performance of phosphorus-containing
flame retardants in polypropylene, Int Nano Letter. 2(27) (2012) 3.
[16] P. Wei, S. Bocchini, G. Camino, Flame retardant and thermal behavior of
polylactide/expandable graphite composites, Polymery. 58(5) (2013) 364.
[17] A.A. Klyosov, Wood-plastic composites, ISBN 978-0-470-148491-4, 2007, p. 476.
[18] M. Wang, X. Wang, L. Li, H. Ji, Fire performance of plywood treated with ammonium
polyphosphate and 4A zeolite, Bioresources. 9 (2014) 4939.
[19] D.W. Krassowski, D.A. Hutchings, S.P. Qureshi, Expandable graphite flake as an additive for a
new flame retardant resin, Rrafguard, Fire retardant additive. (2012) 7-8.
544 Contemporary Approaches in Material Science and Materials ProcessingTechnologies

ACTA UNIVERSITATIS LAPPEENRANTAENSIS
598. CHAUDHARI, ASHVINKUMAR. Large-eddy simulation of wind flows over complexterrains for wind energy applications. 2014. Diss.
599. PURHONEN, MIKKO. Minimizing circulating current in parallel-connected photovoltaicinverters. 2014. Diss.
600. SAUKKONEN, ESA. Effects of the partial removal of wood hemicelluloses on theproperties of kraft pulp. 2014. Diss.
601. GUDARZI, DAVOOD. Catalytic direct synthesis of hydrogen peroxide in a novelmicrostructured reactor. 2014. Diss.
602. VALKEAPÄÄ, ANTTI. Development of finite elements for analysis of biomechanicalstructures using flexible multibody formulations. 2014. Diss.
603. SSEBUGERE, PATRICK. Persistent organic pollutants in sediments and fish from LakeVictoria, East Africa. 2014. Diss.
604. STOKLASA, JAN. Linguistic models for decision support. 2014. Diss.
605. VEPSÄLÄINEN, ARI. Heterogenous mass transfer in fluidized beds by computationalfluid dynamics. 2014. Diss.
606. JUVONEN, PASI. Learning information technology business in a changing industrylandscape. The case of introducing team entreneurship in renewing bachelor educationin information technology in a university of applied sciences. 2014. Diss.
607. MÄKIMATTILA, MARTTI. Organizing for systemic innovations – research onknowledge, interaction and organizational interdependencies. 2014. Diss.
608. HÄMÄLÄINEN, KIMMO. Improving the usability of extruded wood-plastic composites byusing modification technology. 2014. Diss.
609. PIRTTILÄ, MIIA. The cycle times of working capital: financial value chain analysismethod. 2014. Diss.
610. SUIKKANEN, HEIKKI. Application and development of numerical methods for themodelling of innovative gas cooled fission reactors. 2014. Diss.
611. LI, MING. Stiffness based trajectory planning and feedforward based vibrationsuppression control of parallel robot machines. 2014. Diss.
612. KOKKONEN, KIRSI. From entrepreneurial opportunities to successful businessnetworks – evidence from bioenergy. 2014. Diss.
613. MAIJANEN-KYLÄHEIKO, PÄIVI. Pursuit of change versus organizational inertia: astudy on strategic renewal in the Finnish broadcasting company. 2014. Diss.
614. MBALAWATA, ISAMBI SAILON. Adaptive Markov chain Monte Carlo and Bayesianfiltering for state space models. 2014. Diss.
615. UUSITALO, ANTTI. Working fluid selection and design of small-scale waste heatrecovery systems based on organic rankine cycles. 2014. Diss.
616. METSO, SARI. A multimethod examination of contributors to successful on-the-joblearning of vocational students. 2014. Diss.

617. SIITONEN, JANI. Advanced analysis and design methods for preparativechromatographic separation processes. 2014. Diss.
618. VIHAVAINEN, JUHANI. VVER-440 thermal hydraulics as computer code validationchallenge. 2014. Diss.
619. AHONEN, PASI. Between memory and strategy: media discourse analysis of anindustrial shutdown. 2014. Diss.
620. MWANGA, GASPER GODSON. Mathematical modeling and optimal control of malaria.2014. Diss.
621. PELTOLA, PETTERI. Analysis and modelling of chemical looping combustion processwith and without oxygen uncoupling. 2014. Diss.
622. NISKANEN, VILLE. Radio-frequency-based measurement methods for bearing currentanalysis in induction motors. 2014. Diss.
623. HYVÄRINEN, MARKO. Ultraviolet light protection and weathering properties of wood-polypropylene composites. 2014. Diss.
624. RANTANEN, NOORA. The family as a collective owner – identifying performancefactors in listed companies. 2014. Diss.
625. VÄNSKÄ, MIKKO. Defining the keyhole modes – the effects on the molten poolbehavior and the weld geometry in high power laser welding of stainless steels. 2014.Diss.
626. KORPELA, KARI. Value of information logistics integration in digital businessecosystem. 2014. Diss.
627. GRUDINSCHI, DANIELA. Strategic management of value networks: how to createvalue in cross-sector collaboration and partnerships. 2014. Diss.
628. SKLYAROVA, ANASTASIA. Hyperfine interactions in the new Fe-basedsuperconducting structures and related magnetic phases. 2015. Diss.
629. SEMKEN, R. SCOTT. Lightweight, liquid-cooled, direct-drive generator for high–powerwind turbines: motivation, concept, and performance. 2015. Diss.
630. LUOSTARINEN, LAURI. Novel virtual environment and real-time simulation basedmethods for improving life-cycle efficiency of non-road mobile machinery. 2015. Diss.
631. ERKKILÄ, ANNA-LEENA. Hygro-elasto-plastic behavior of planar orthotropic material.2015. Diss.
632. KOLOSENI, DAVID. Differential evolution based classification with pool of distancesand aggregation operators. 2015. Diss.
633. KARVONEN, VESA. Identification of characteristics for successful university-companypartnership development. 2015. Diss.
634. KIVYIRO, PENDO. Foreign direct investment, clean development mechanism, andenvironmental management: a case of Sub-Saharan Africa. 2015. Diss.
635. SANKALA, ARTO. Modular double-cascade converter. 2015. Diss.