Tercera edición, julio de 1992 Segunda edición, febrero de 1992
Upload
independentCategory
view
1download
0
IMPLEMENTING ADVANCED MANUFACTURING TECHNOLOGY:
THE PERSPECTIVE OF A NEWLY INDUSTRIALIZED COUNTRY (MALAYSIA)
H A M I D N O O R I
Wilfrid Laurier University
This paper documents the experience of a developing country with the implementation of AMT. The study focuses on three Malaysian manufacturing sectors and is based on a guideline which outlines an optimal process for technology adoption, from assessing the initial technology need, through utilization and commercialization. It was found that a firm' s ability to efficiently adopt AMT involves an assessment of internal factors such as strategy and human organization and external factors like government support and relationships. It was determined that as the sophistication of technology increases, the need for such external support increases. Firm's expected benefit from advanced tech- nologies exceeded actual benefits, however, overall, they found the adoption of advanced technologies was successful. Firms experienced increased quality, reduced costs, faster turnaround, greater capacity among other improvements. In addition, it was interesting to note that the attitudes of managers in Malaysia were similar to those of managers in industrialized countries. For example, they both stress the same internal and external factors and their importance to successful implementation of advanced technologies. It seems, however, that managers of industrialized countries stress them to a greater extent which may account for their greater success.
I N T R O D U C T I O N
The f i rms that operate in developing , and/or newly industr ia l ized countries, face m a n y
uncertaint ies when ventur ing into the m o d e m global business environment . Wil l they be
able to survive and adjust to this cont inuously changing rea lm? More important ly, can
they mee t the chal lenge o f strategically implement ing advanced manufac tur ing technol-
Direct all correspondence to: Hamid Noori, Laurier Business School, Wilfrid Laurier University, Waterloo, Ontario, N2L 3C5 Canada; Fax: (519) 884-0201; E-mail: [email protected].
The Journal of High Technology Management Research, Volume 8, Number 1, pages 1-20 Copyright© 1997 by JAI Press, Inc. All rights of reproduction in any form reserved. ISSN: 1047-8310.

2 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. 1/1997
ogy (AMT) in an environment where the ability to adapt has become the measure of success? It is imperative that firms keep pace with new technical ideas provided that the technology is cost effective and in support of their core competencies. Global and company strengths must continually be assessed and used to readapt the organization into a fast response company. Thus, a process is needed where response to recognized needs is punctual, and a search and acquisition of the correct technology is fast and effective.
This paper focuses on the success and challenges of AMT adoption in a sample of Malaysian manufacturing companies from the automotive, telecommunications and home electronics industrial sectors. The research is based on a comprehensive case study of selected companies and uses a seven-step adoption guideline to document the experience of these firms with AMT. The study was conducted in two phases from January to August of 1994 under the auspices of The Standard and Industrial Research Institute of Malaysia (SIRIM). SIRIM is one of ten technology implementing agencies under Malaysia's Minis- try of Science, Technology and the Environment (MOSTE). In this study, the responses of top management were recorded using two questionnaires and extensive interviews during tours of company facilities.
The structure of the paper is as follows. Section 2 begins with a brief description of the situation in Malaysia, commenting on some background of Malaysian industry and the level of government participation.
Section 3 includes a brief description of the literature and outlines a seven step frame- work for technology adoption. Section 4 is the methodology section. It begins by describ- ing the sample of companies and outlines the structure of the survey that was given to them. Section 5 outlines general findings from the analysis of the data and is followed by the final section, Section 6, which contains the conclusions of the paper and reviews potential areas for research.
THE SITUATION IN MALAYSIA
Malaysia is currently one of the fastest growing countries in South East Asia. Malaysia-based companies are realizing the importance of alliances and other factors pertaining to the successful implementation of AMT. The Malaysian government has played a key role in the promotion and execution of newer technologies among local manufacturing companies, through the establishment of the Ministry of Science, Technology and the Environment (MOSTE). Under the direction of MOSTE are ten implementing agencies whose functions differ significantly, while at the same time having some overlap. All are geared toward help- ing the nation's economy and local companies grow. One of these agencies, the Standards and Industrial Research Institute (SIRIM), is a premier research institute, recognized for its technical capabilities and in-house expertise. The main objectives of SIRIM are to develop processes, products and technologies for industry, to provide technical services for industry and the public, and to promote standardization and quality in industry.
SIRIM recognized the need for a technology center to carry out R&D activities related to AMT and as a result, the Advanced Manufacturing Technology Center (AMTC) was established in January of 1990. The mandate of the AMTC is to enhance the global competitiveness of small and medium scale industries through the upgrading of industrial technological capabilities. Its primary objectives are to conduct R&D, contract research projects and to develop new innovations in product design and process development. The center is composed of core technological groups, each specializing in a different technical

Adwmced Manufiwturing Technology 3
area. In addition to providing continual upgrading of technical knowledge, it provides consulting services, seminars, courses and training programs. The center is staffed with trained technical staff from both internal and external sources.
Successes in Malaysia's Manufacturing Sector
The manufacturing sector has experienced significant growth in recent years, averag- ing more than 13 percent from 1987 to 1994. The result has been a very positive impact on the overall economy. As of 1993 the sector employed approximately 1.8 million workers which is almost one quarter of the nation's workforce. In addition, the coun- try's balance of payments has been influenced positively with 59 percent of exports being manufactured goods. Two industries within the manufacturing sector that have contributed significantly to this success are the automotive and home electronics indus- tries which are elaborated upon next.
The automotive industry in Malaysia has grown significantly over the past decade. In 1985 the industry employed 7,700 workers and had gross manufactured exports of RM 566 million, while in 1990, there were 15,200 workers with over RM 26,000 million in exports. !
Much of this growth can be attributed to supportive actions of the Malaysian govern- ment. In 1982, the government coordinated a joint venture between Malaysian companies and local and foreign investors, to set up a fully-integrated car manufacturer dubbed Proton. In 1985, one year ahead of schedule, the first car came off the assembly line. Not only has this car captured 80 percent of Malaysia's passenger-car market, but its local content was 47 percent compared to 35 percent for other locally assembled vehicles. This success is attributable to two factors: government subsidies and the aggressive marketing campaign of a Malaysian distributor. In 1994 a second national car was introduced. Both of these projects are providing a base for the development of engineering and peripheral industries which are essential to Malaysia's industrialization program.
The Malaysian government has also recognized the economic importance of the elec- tronics industry and consequently, has provided financial support to diversify produc- tion of electronics products. While employment in the industry has grown extensively, from 71,000 in 1985 to approximately 150,000 in 1990, it has been slower than the growth of output. For example, gross manufactured exports of RM 6,500 million in 1985 rose to RM 26,500 million by 1990. This reflects increased productivity in the electronics industry due to progressive automation and high capital investments. In addi- tion, the government has introduced tax incentives for electronics projects based on the percentage of local material content. As a result, more effective forward and backward linkages between the three subsections, electronics components, consumer electronics and industrial electronics, have been developed.
The Creation of the Support Net
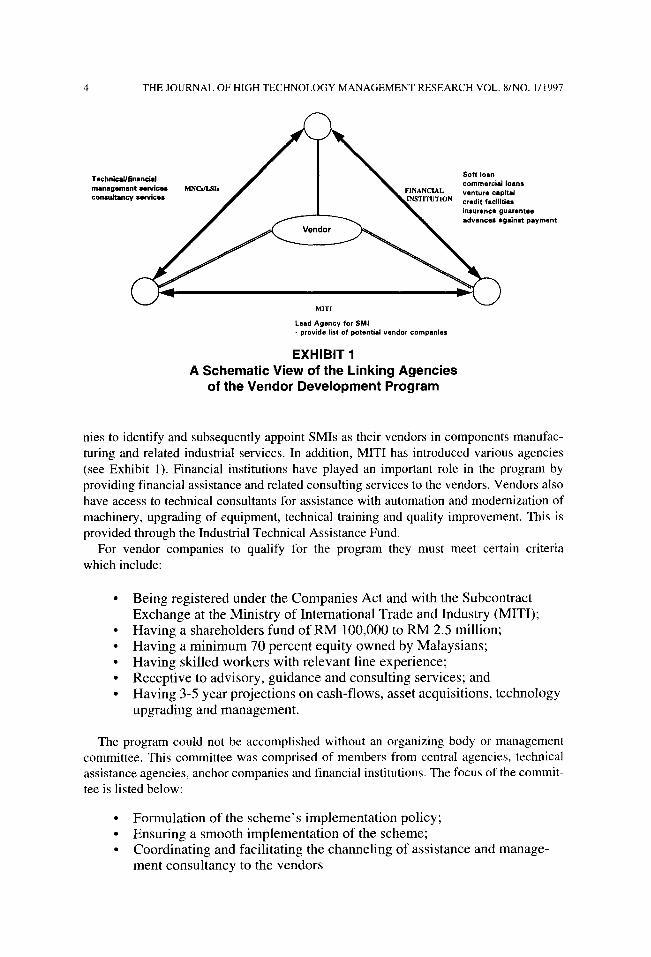
Currently, the Malaysian Ministry of International Trade and Industry (MITI) has set up a Vendor Development Program (VDP) whose main objective is to develop local small and medium industries (SMI) into modern, dynamic and competitive sectors. Seven Malaysian industries are currently key players in the program which allows for large scale industries (LSIs) and multinational corporations (MNCs) to be used in conjunction with SMI subcontractors. MITI, acting as lead agency, helps LSIs and foreign owned compa-
4 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. 1/1997
;ymant
MITI
Lead Agency for SM] - p r o v i d e l is t of potential vendor companies
EXHIBIT 1 A Schematic View of the Linking Agencies
of the Vendor Development Program
nies to identify and subsequently appoint SMIs as their vendors in components manufac- turing and related industrial services. In addition, MITI has introduced various agencies (see Exhibit 1). Financial institutions have played an important role in the program by providing financial assistance and related consulting services to the vendors. Vendors also have access to technical consultants for assistance with automation and modernization of machinery, upgrading of equipment, technical training and quality improvement. This is provided through the Industrial Technical Assistance Fund.
For vendor companies to qualify for the program they must meet certain criteria which include:
• Being registered under the Companies Act and with the Subcontract Exchange at the Ministry of International Trade and Industry (MITI);
• Having a shareholders fund o f RM 100,000 to RM 2.5 million; • Having a minimum 70 percent equity owned by Malaysians; • Having skilled workers with relevant line experience; • Receptive to advisory, guidance and consulting services; and • Having 3-5 year projections on cash-flows, asset acquisitions, technology
upgrading and management.
The program could not be accomplished without an organizing body or management committee. This committee was comprised of members from central agencies, technical assistance agencies, anchor companies and financial institutions. The focus of the commit- tee is listed below:
• Formulation of the scheme's implementation policy; • Ensuring a smooth implementation of the scheme; • Coordinating and facilitating the channeling of assistance and manage-
ment consultancy to the vendors

Advanced Manufacturing Technology 5
Because program involvement is on a voluntary basis, the LSIs involved obviously anticipate benefits from participation. One of these benefits is cost reductions, since components are procured locally. In addition, they receive a reliable sourcing program and a sense of national contribution by providing market opportunities for local vendors. By the end of January 1994, a total of twenty-three anchor companies (either Malaysian owned or foreign owned) had joined the VDP. At the same time, the sales of the thirty-nine vendor companies participating in the VDP exceeded RM 187 million.
T H E S T U D Y
This study focuses on a comprehensive case study of a sample of three emerging and dynamic Malaysian manufacturing sectors: automotive, telecommunications and home electronics. These industries were selected since they are highly engineering intensive and focus on designing new products and processes. They also exhibit extensive supplier-client relationships. The study uses a seven-step adoption guideline and expands on already existing mechanisms for the implementation of AMT. The guideline was used as the basis for a survey conducted to document the experiences of firms with AMT. The responses were recorded using two questionnaires, during comprehensive interviews with top management, and during tours of company facilities. Survey and interview informa- tion was tabulated and results are presented.
A Brief Review of the Literature
The successful implementation of AMT is by no means a simple procedure. The related literature offers insights into fine tuning the process and avoiding likely pitfalls. This liter- ature can be categorized into four main areas. These include: a) organizational effects of technology change, b) interdepartmental conflict; c) project management and implementa- tion; and d) management of innovation (see Noori, 1995b). In each of these areas certain general conclusions can be drawn, all of which have relevance for this paper:
a) Problems with departmental coordination during AMT implementation have been discussed for a variety of functional areas (see Brody, 1985; Ettlie, 1985; Fournier & Noori, 1991 a, 1991 b; Senker, 1984; Suchman & Wynn, 1984). The theme of the above literature is that the successful implementation of advanced technologies depends more on organizational than on technical adaptation.
b) Marjchrzak (1988), and Walton and Dutton (1989) have researched the areas of interdepartmental conflict, power, status and politics in the multi-functional firm. In many companies, important differentials of status, compensation, and capabili- ties distinguish the design and production functions. The principal conclusion from this literature is that for the organizational functions to work together, and therefore achieve effective integration of systems, these differentials must be reduced.
c) The management and implementation of AMT across company functional areas is another major topic in the literature and is discussed by Brown (1983), Child (1984), Kolodny (1980), Lardner (1985), Munro and Noori, (1988), Souder and Chakravarti (1980), and Rubenstein and Ginn (1985). The successful introduction of AMT depends on the appropriate interaction of design and production as well as

6 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. l/1997
d)
manufacturing, marketing, finance and vendors. The key lesson of this literature is that when environmental and technological uncertainty are high, the traditional over-the-wall approach to implementing AMT has to be replaced with a coordi- nated team effort. Another major area of the literature deals with the management of innovation and examines issues dealing with the management of organizations in continually changing and uncertain environments. Both Bechhard (1977) and Bourgeois (1985) agree that products and the technological systems used to produce them must and do continually change due to market pressures. This suggests that a balance between flexibility and stability is required in order for firms to adjust to and antic- ipate changing conditions.
Much of the literature concerns dealing with the multitude of problems that can be encountered during technology adoption. A majbr product of the examination and analysis of these problems has been the development of a seven-step framework for implementing AMT. This framework which attempts to simplify the complications arising from the acquisition and implementation of AMT, is based on previous research as well as a series of publications by Industry, Science and Technology Canada. Exhibit 2 highlights the relationship between the seven steps.
The Seven-Phase Technology Adoption Guideline
Origin of Technology Need. This first phase is concerned with why AMT should be sought. The first and most obvious reason is to better cater to the manufacturing company's customer needs and wants. The nature of AMT depends on the goal being pursued. Compet- itive and environmental change may force companies to seek new technologies.
Specific production problems or the need to enhance the general product and process flex- ibility may further inspire technical change. Technology may also be the basis for improved products to maintain an edge over competitors. Whatever the reason for pursuing AMT, companies should ensure that the technology they choose is consistent with their overall strategy as defined in their global mission statement. Once the specific origin is found for a technological need then the next decision criteria is that of what is required from it.
Category of Technology Required. During this phase, companies must look at those factors related to the specific type of equipment needed. Equipment can be catego- rized by way of a combination of many factors such as the quality and control of the prod- uct required, or by inputs needed to fulfill the technology dynamics. In addition the need for any management/production control systems required to accompany production/equip- ment systems will help determine the class of technology. At this point the practicalities of design of the processes can be identified in order to satisfy constraints placed on the
~ Origin o f ~ Category o~ ,~echnology ~ - ~ Techn°l°gY~T-chnolo~. ~ ~ \Technology \ Technolegy~.~Technology .~.~ Search \ • Search ~ " J ~ . .u.y ~ T e c h n o l o a v ~ Utilization/~ Sources and/2~ Acquisition /2~Acauisl~ti~ n .~,~Comm~rrJ~li-,~ Need / ~ " Required /41~ Process / ' ~ " ' ~ Process . . . . . . . . . . . . . . . . . . . . . . . . /~1 v Resources / 4 v ' / , ~ . . . . . /~ 'zat ion /
EXHIBIT 2 A Seven-Phase Technology Adoption Guideline

Advanced Manufacturing Technology 7
manufacturing plant, such as the facility layout and available resources. Once this has been accomplished, the search for new technology can be implemented.
Technology Search Process. Companies must be fast and decisive, knowing exactly what requirements and constraints are placed on the technology being sought, where to look for it and how to acquire it. Companies should mobilize and delegate responsibilities for finding the new technology. Management should organize a program or implement teams that scan technology information communication flows for techno- logical opportunities. This allows firms to take a broad view and may include some or all
of the following activities:
• Defining the objectives and assigning responsibilities • Establishing a budget to help narrow the search for company abilities • Identifying key sector and cross-sector knowledgeable contacts and
sources • Developing a time schedule of important dates, deadline, etc.
Technology Search Sources and Resources. Global manufacturing companies must become more aware of their surroundings and the key success factors required for their individual industry. As the 1990's progress and trade barriers decrease, companies are real- izing that alliances and trade partnerships are becoming an asset, allowing some to become market leaders. By using available resources such as alliances to increase a company's technological information, they will become more aware of the available options. Sources such as suppliers, industry associations, government specialists and research and develop- ment centers can all be used. Data can also be obtained from trade literature which may reference shows, meetings or seminars and technological newsletters.
Technology Acquisition Process. At this stage of bringing in new technology the company should be totally committed to its strategy. Assessments of the technical config- urations, patent, standards and liabilities should be completed. Also a financial analysis including market research and legal issues must be implemented. Once the final results of the tests are completed, a conclusion can be made as to whether or not the technology is adequate. If the manufacturing technology is deemed not appropriate for the required needs at this stage, then the original strategy should be reanalyzed.
Technology Acquisition. At this stage, the company will have agreed to the purchase of the new equipment and should be ready to introduce it to company personnel. Any licenses or patents, materials, equipment, software or any other essentials needed to operate should be purchased. Arrangements should be made so that company personnel are trained to use the new technology when it comes on line. Experts and consultants can be recruited to help implement the technology and ensure that it runs as smoothly as possi- ble. Again, the details of this stage are intensely company specific.
Technology Utilization~Commercialization. As more companies form leaner global operations they create additional sectors to perform specific functions. When incorporating technology into an organization these new departments must know exactly what their role is with respect to the new machinery. Delegation of responsibilities for the transport of the
8 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. 1/1997
equipment, the training of operators, servicing and warranties should take place. Staff, production and material requirements should be available upon request so that implemen- tation and start-up of the equipment does not fall behind deadlines. Once financing, plan- ning and approvals are made then the new technology should be ready to go into operation.
Influencing Elements
The task of choosing the appropriate technology can be further simplified by analyzing five major variables (Noori, 1994b ). Companies that coordinate their analysis of these variables with each phase of the guideline of technology adoption will be able to address the majority of influencing elements. These five variables are:
• Complex i ty : The greater the complexity, in general, the greater the degree of automation required.
• Prec is ion: The greater the precision required, in general, the greater the degree of automation required.
• Ba tch or Lot Size: The larger the lot size, in general, the less the degree of flexibility required in the manufacturing process and equipment.
• Divers i ty : The greater the diversity of models, in general, the more flexi- bility is needed.
While the proposed guideline does not apply generically across all types of business, it can easily be modified to become firm specific. 2 Consideration of the above five variables will prove useful for making such modifications.
METHODOLOGY
The Empirical Method
The empirical analysis presented in this section is based on the conceptual model discussed in the previous section. The approach was to address the problem of technol- ogy adoption by dividing the decision into two parts: the issues concerning the acquisi- tion of AMT and the questions related to the implementation of the technology. Specifically, two questionnaires were constructed for collecting information from the sample companies. Many of the measures chosen for the two questionnaires were based on a more comprehensive study completed in 1992 under the auspices of NRC and reported earlier (see Noori, 1995b). The first questionnaire contained broad and specific questions related to choice of the appropriate technology and the justification process used. The second questionnaire was, on the other hand, designed to take into account issues related to technology implementation.
The two questionnaires were structured such that specific options were given as replies for each question. This facilitated objective comparisons of companies across the sample. In addition, definitions of the different types of manufacturing technologies questioned, such as CAD, CAM and Just-In-Time, were provided to help achieve consis- tent opinions of these features from all companies sampled. 3 Finally, all information was tabulated and analyzed.

Advanced Manufacturing Technology 9
The initial questionnaire surveyed information on three different areas. The first section dealt with background information concerning the time of incorporation, revenues gener- ated and number of employees was collected. Next, information on a firm's AMT adop- tion, including production capabilities and capacity was collected. Information was also collected on the production style, control systems and the type of technology used by the company. Finally, information on company strategy, illustrating global and domestic operation objectives was surveyed. The goal was to understand a sample company's posi- tion with respect to their competition and future divestitures. This first questionnaire was followed by a visit where the questionnaire was discussed, additional questions were asked and a tour of the plant facilities was conducted. Next, a second questionnaire on AMT implementation was administered, which the companies completed independently and forwarded to SIRIM shortly after the original visit. This questionnaire surveyed data on any new technology the company planned to incorporate into their current operations. More specifically the questionnaire investigated the effect on certain company factors from the investment in and implementation of AMT. These factors can be captured under three general categories: (I)Technical (process related), (ii) Human and Organizational and (iii) Strategic. It is important to understand these factors since they are related inde- pendently and collaboratively to profitability (see Noori & Gillen, 1995).
The Data Sample Characteristics
In total, 19 companies were targeted for this study, 7 anchors and 12 vendors. An anchor company is a manufacturer of final products, while a vendor company supplies parts and components to the anchor companies. The companies in each category were grouped by industry, either automotive, telecommunications or home electronics. Exhibit 3 illustrates a schematic view of the relationship between the anchor companies and the vendor compa- nies with regard to intensity of technology and status of ownership. Intensity of technology refers to the level of capital expenditure committed to advanced technology.
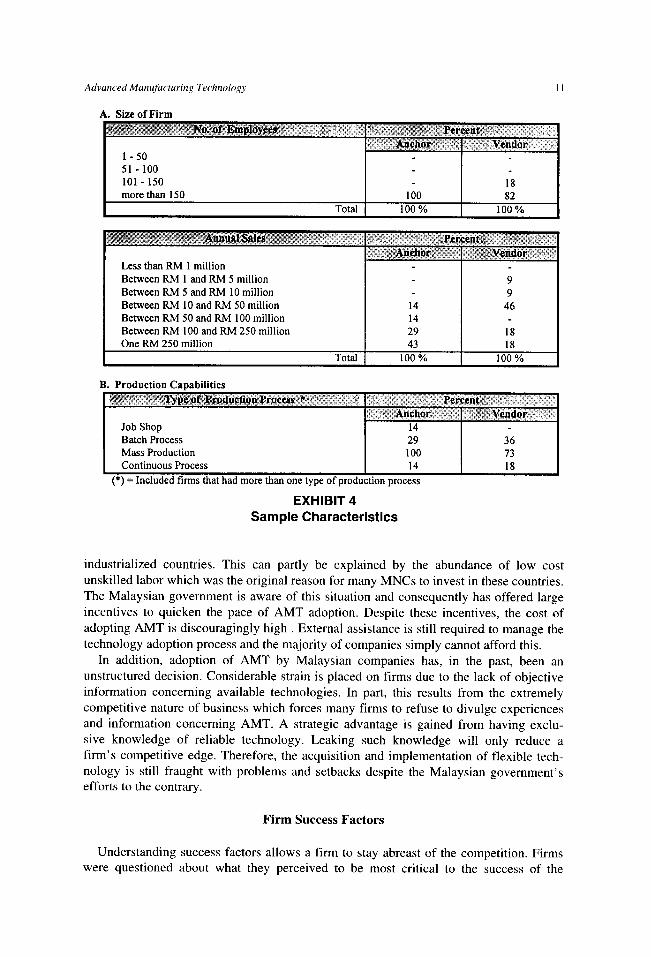
Two measures of firm size were obtained: the number of employees in a firm and its annual turnover. A firm with over 150 employees was considered to be a medium to large sized firm. The majority of companies analyzed in this study were medium to large, since it is more realistic for these companies to engage in extensive technology acquisition compared with smaller firms. In addition, larger size firms are more likely to look beyond domestic markets toward global expansion. The annual turnover measures confirmed that companies were medium to large size. The majority of vendor companies had an average turnover of between RM 10 million and RM 50 million, whereas most of the anchor companies had turnover in excess of RM 250 million (see Exhibit 4). Section B of Exhibit 4 shows the type of production process grouped into one of four categories. These were job shop, batch process, mass production and continuous process. The table shows that the majority of both anchor and vendor companies fall into the batch manufacturing and mass production/assembly categories.
Types of Technologies
The questionnaire requested information on the types of flexible, software driven technologies that the firm had invested in during the previous five years and those tech- nologies they were planning to invest in over the subsequent five years. Some of the
10 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. 1/1997
SAMPLE ANCHOR COMPANIES FOR ATM STUDY
S&MPLBVEHDOR COMPANIES FOR AMTSTUDY
EXHIBIT 3 Schematic Relation Between Anchor and Vendor Companies
AMTs listed as possible choices in the questionnaire included CAD/CAM, FMS, JIT, CIM, NC, NCN, AMH, group technology, robotics and expert systems.
The most common technologies that anchor firms had invested in were CAD (86%), CNC (57%) and Robotics (57%). Vendor companies invested primarily in CNC (73%), NC (45%) and Robotics (45%) (see Exhibit 5). It is interesting to note that, although there is a difference between the products anchor and vendor firms offer, over the next five years the top technology that both are planning to invest in is CAD. Seventy-one percent of anchor firms and 82% of vendor firms plan to invest in CAD technology. Also, 71% of anchor firms plan to invest in CAE and FMS while 73% of vendor firms plan to invest in each of FMS, CNC and Computer Integrated Manufacturing.
Therefore, it can be concluded that although the sample firms used a wide range of flex- ible automation, much of it was mature and outmoded. Although the majority of firms were planning to invest a significant amount into more sophisticated and advanced types of technologies, in past the implementation of AMT occurred mostly in isolation rather than as part of an integrated system solution.
GENERAL RESULTS
Not surprisingly, Malaysian companies still require further development before they can match the technical pace of industrialized countries. In general, flexible technologies in newly industrialized countries are much older and less sophisticated than they are in
11
Total
Advanced Manufacturing Technology
A. Size of Firm
1-50 51-100 101-150 more thanl50
18 100 82
100% 100%
Less than RM 1 million Between RM 1 and RM 5 million Between RM 5 and RM 10 million Between RM 10 and RM 50 million Between RM 50 and RM 100 million Between RM 100 and RM 250 million One RM 250 million
14 14 29 43
9 9
46
18 18
Total 100 % 100 %
B. Production Capabilities
] Mass Production 73 [ Continuous Process
(*) = Included firms that had more than one type of production process
EXHIBIT 4 Sample Characteristics
industrialized countries. This can partly be explained by the abundance of low cost unskilled labor which was the original reason for many MNCs to invest in these countries. The Malaysian government is aware of this situation and consequently has offered large incentives to quicken the pace of AMT adoption. Despite these incentives, the cost of adopting AMT is discouragingly h igh . External assistance is still required to manage the technology adoption process and the majority of companies simply cannot afford this.
In addition, adoption of A M T by Malaysian companies has, in the past, been an unstructured decision. Considerable strain is placed on firms due to the lack of objective information concerning available technologies. In pan, this results from the extremely competi t ive nature of business which forces many firms to refuse to divulge experiences and information concerning AMT. A strategic advantage is gained from having exclu- sive knowledge of reliable technology. Leaking such knowledge will only reduce a f i rm's competi t ive edge. Therefore, the acquisition and implementation of flexible tech- nology is still fraught with problems and setbacks despite the Malaysian government 's efforts to the contrary.
F i r m S u c c e s s F a c t o r s
Understanding success factors allows a firm to stay abreast of the competition. Firms were questioned about what they perceived to be most critical to the success of the

12 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. l/1997
Design and Engineering
Computer Aided Design (CAD). Computer Aided Manufacturing (CAM) Computer Aided Engineering (CAE)
Fabrication and Assembly
Numerical Control Machine (NC) Flexible Manufacturing System (FMS) Computerized Numerical Control (CNC) Robotics.
Automated Material Handling
AS/RS and AGVs.
Interpretation and Control
Computer Integrated Manufacturing Machine Intelligence / Expert Systems
86 43 29
29 43 57 57
29
43 14
27 18 18
45 9 73 45
45
71 43 71
71 21 29
57
57 57
82 64 64
18 73 73 55
55
73 45
(*)= Included firms that have (or planned to invest in) more than one type of technology.
EXHIBIT 5 Types of Technology Invested
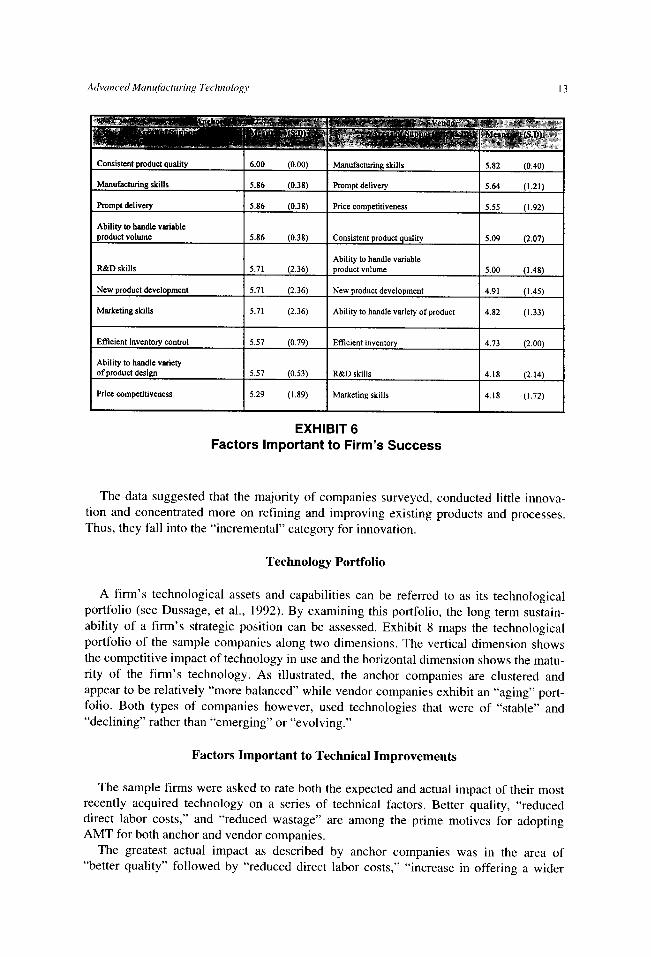
company. The ranking of these factors on a scale of 1 (not important) to 6 (very impor- tant), reflects the importance of each to firm prosperity. As illustrated in Exhibit 6, both the anchor and vendor companies in the case study ranked factors such as "quality," "manufacturing skill" and "prompt delivery" fairly high. At the other end of the scale they ranked "research and development," "product design," and "manufacturing skills" as less important.
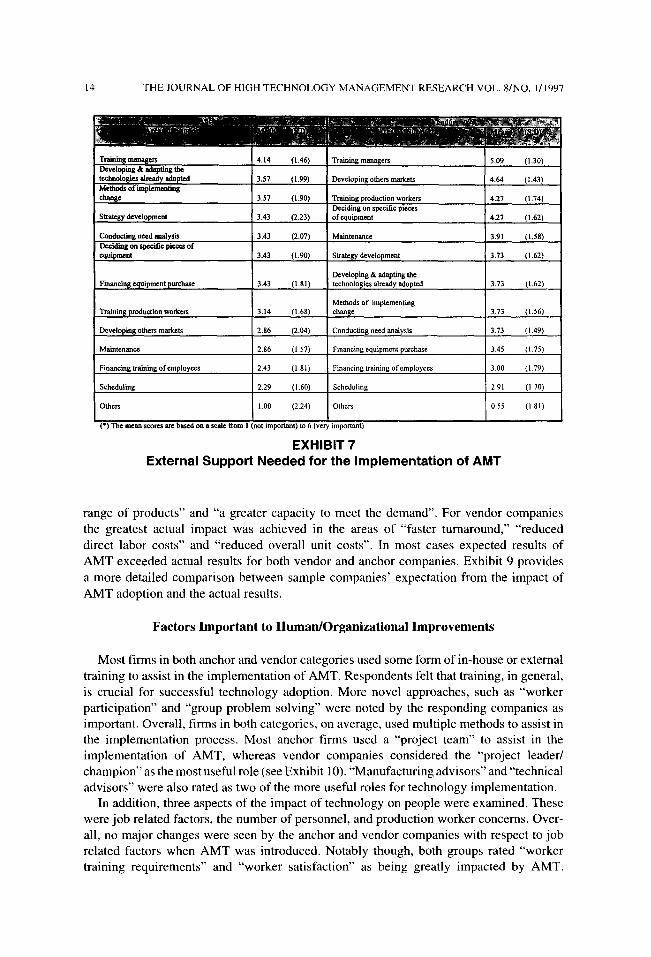
In addition to internal success factors, the case study identified the importance of exter- nal support systems. These supports were ranked on the same scale as indicated. As can be concluded from Exhibit 7, the most important factor to both anchor and vendor companies was "training managers". Results indicated that firms need to be assisted with "strategy development," "needs analysis" and "change implementation," which are all steps in the technology adoption guideline. It was found that the need for outside assistance increases as technology gets more sophisticated. This finding was common to both anchor and vendor companies, irrespective of their grouping and type of ownership.
Types of Technical Innovat ions
Generally, innovation for firms can be classified in four different ways (see Henderson & Clark, 1990). "Incremental" innovations imply refining and improving existing prod- ucts and processes. "Radical" innovations refer to the introduction of totally new concepts. "Modular" innovations involve changes in the core components without altering a product ' s overall architecture. "Architectural" innovations deal with linking together the existing technology and components in a new way.
Advanced Manufiwturing Technology 13
Manufacturing skills 5.86 (0.38) Prompt delivery 5.64 (1.21)
Prompt delivery 5.86 (0.38) Price competitiveness 5.55 (1.92)
Ability to handle variable product volume 5.86 (0.38) Consistent product quality 5.09 (2.07)
Ability to handle variable R&D skills 5.71 (2.36) product volume 5.00 (1.48)
New product development 5.71 (2.36) New product development 4.91 (1.45)
Marketing skills 5.71 (2.36) Ability to handle variety of product 4.82 (1.33)
Efficient inventory control 5.57 (0.79) Efficient inventory 4.73 (2.00)
Ability to handle variety of product design 5.57 (0.53) R&D skills 4.18 (2.14)
Price competitiveness 5.29 (1.89) Marketing skills 4.18 (1.72)
EXHIBIT 6 Factors Important to Firm's Success
The data suggested that the majority of companies surveyed, conducted little innova- tion and concentrated more on refining and improving existing products and processes. Thus, they fall into the "incremental" category for innovation.
Technology Portfolio
A firm's technological assets and capabilities can be referred to as its technological portfolio (see Dussage, et al., 1992). By examining this portfolio, the long term sustain- ability of a firm's strategic position can be assessed. Exhibit 8 maps the technological portfolio of the sample companies along two dimensions. The vertical dimension shows the competitive impact of technology in use and the horizontal dimension shows the matu- rity of the firm's technology. As illustrated, the anchor companies are clustered and appear to be relatively "more balanced" while vendor companies exhibit an "aging" port- folio. Both types of companies however, used technologies that were of "stable" and "declining" rather than "emerging" or "evolving."
Factors Important to Technical Improvements
The sample firms were asked to rate both the expected and actual impact of their most recently acquired technology on a series of technical factors. Better quality, "reduced direct labor costs," and "reduced wastage" are among the prime motives for adopting AMT for both anchor and vendor companies.
The greatest actual impact as described by anchor companies was in the area of "better quality" followed by "reduced direct labor costs," "increase in offering a wider
14 T H E J O U R N A L O F H I G H T E C H N O L O G Y M A N A G E M E N T R E S E A R C H V O L . 8 / N O . l / 1 9 9 7
Training managers Developing & adapting the technologies already adopted
4.14 (1.46) Training managers
Developing others markets
5.09 (1.30)
(2.23)
3.57 (1.99) 4.64 (1.43) Methods of implementing change 3.57 (1.90) Training production workers 4.27 (1.74)
3.43 Deciding on specific pieces of equipment Strategy development
Conducting need analysis
Conducting need analysis
4.27 (1.62)
3.43 (2.07) Maintenance 3.91 (1.58) Deciding on specific piec~ of equipment 3.43 (1.90) Strategy development 3.73 (1.62)
Developing & adapting the Financing equipment purch&se 3.43 (1.81) technologies already adopted 3.73 (1.62)
Methods of implementing Training produotion workers 3.14 (1.68) change 3.73 (1.56)
Developing others markets 2.86 (2.04) 3.73 (1.49)
Maintenance 2.86 (1.57) Financing equipment purchase 3.45 (I .75)
Financing training of employees 2.43 (1.81) Financing training of employees 3.00 (1.79)
Scheduling 2.29 (1.60) Scheduling 2,91 (1.70)
Others 1.00 (2.24) Others 0.55 (I.8l)
(*) The mean scores are based on a scale from I (not important) to 6 (vel important)
EXHIBIT 7 External Support Needed for the Implementation of AMT
range of products" and "a greater capacity to meet the demand". For vendor companies the greatest actual impact was achieved in the areas of "faster turnaround," "reduced direct labor costs" and "reduced overall unit costs". In most cases expected results of AMT exceeded actual results for both vendor and anchor companies. Exhibit 9 provides a more detailed comparison between sample companies' expectation from the impact of AMT adoption and the actual results.
Factors Important to Human/Organizat ional Improvements
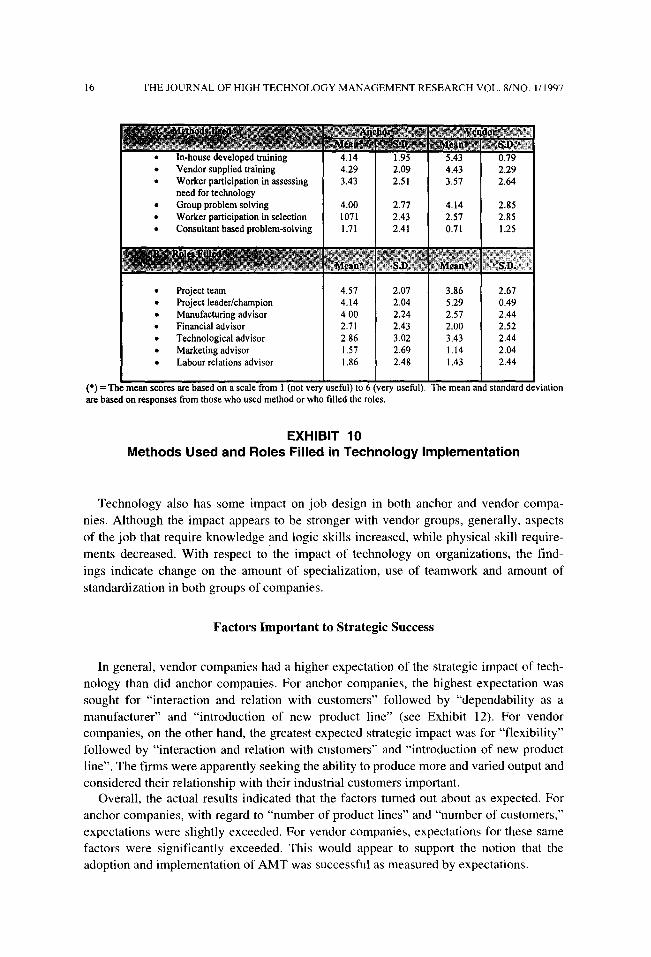
Most firms in both anchor and vendor categories used some form of in-house or external training to assist in the implementation of AMT. Respondents felt that training, in general, is crucial for successful technology adoption. More novel approaches, such as "worker participation" and "group problem solving" were noted by the responding companies as important. Overall, firms in both categories, on average, used multiple methods to assist in the implementation process. Most anchor firms used a "project team" to assist in the implementation of AMT, whereas vendor companies considered the "project leader/ champion" as the most useful role (see Exhibit 10). "Manufacturing advisors" and"technical advisors" were also rated as two of the more useful roles for technology implementation.
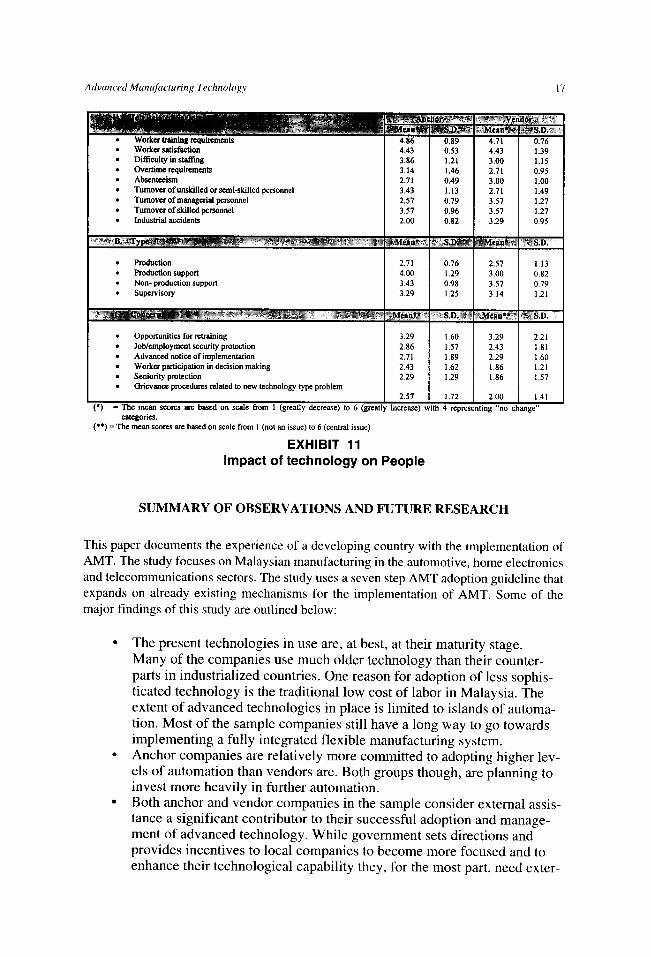
In addition, three aspects of the impact of technology on people were examined. These were job related factors, the number of personnel, and production worker concerns. Over- all, no major changes were seen by the anchor and vendor companies with respect to job related factors when AMT was introduced. Notably though, both groups rated "worker training requirements" and "worker satisfaction" as being greatly impacted by AMT.

Advanced Manufacturing Technology 15
i - • 0 > .
Technology ~ ~ taO
a Single or ~ t- a Few Firms m 0
By All Firms
I V e n ~ "
~_o m o t o e .
Emerging Evolving Stable Dec l in ing Obsolete
Technology Maturity
EXHIBIT 8 Technology Portfolio of the Sample Companies
Anchor companies ranked "industrial accidents" and "turnover of managerial personnel" as not being significantly affected by AMT implementation. Vendor companies indicated "turnover of unskilled personnel" as not being significantly impacted by AMT implemen- tation. These results are summarized in Exhibit 11.
• Greater capacity (quantity) 4.43 0.79 5.00 ' 1.15 3.71 0.95 4.71 0.76 • Better capacity utilization 4.00 0.82 4.86 0.69 4.14 0.69 5.14 0.69
• Wider range o f product 4.57 0.98 4.86 0.69 3.14 1.07 3.71 1.38 • Mote complex operations 4.14 1.35 4.43 1.27 3.71 1.38 4.57 1.62 • Bcucr quality (tolerance) 4.86 1.21 5.29 0.95 4.00 1.41 5.14 0.89 • Faster turnaround (cycle time) 4.14 1.35 4.86 1.07 4.00 0.95 5.00 1.00 • Lower unit costs 3.57 1,51 4.57 0.79 4.71 0.53 4.86 0.69 • Reduce direct labour costs 4.71 0.95 5.00 0.82 4.43 0,76 5.29 0.76 • Reduce raw material cosls 3.43 1.27 4.71 0.49 4.41 1.71 4.14 1.95 • Reduce wustage 4.29 1.38 5.14 0,69 2.71 1.11 4.57 1.39 • Reduce set-up times 3.86 1.46 4.86 0.89 3.71 1.49 4.86 1.07 • Lower maintenance 4.43 0.96 4.43 0.79 3.86 1.57 4.57 0.96 • Lower finished inventor/ 3.86 1.07 4.14 1.07 4.00 1.15 4.00 1.4 I • Lower work in progress inventor/ 4.14 1.21 4.57 0.98 4.14 1.46 4.86 1.07
• Mote skilled production workers 4.43 0,96 5.14 0.69 4.86 0.69 5.14 1,07 • Morn skilled maintenunce workers 4.14 1.35 4.57 1.27 4.71 0.76 5.43 1.13 * Greater flexibility 4.29 1.11 5.00 0.82 4.43 0.79 5.43 0.79
~Mean~!', ~ M e a ~ : - W,~S~D~ ~ M e a ~ ~:~S.D~-~ M e a n S;D, • Overall profitability 4.14 1.07 4.86 0.69 4.56 0.98 4.86 1.07
Each o f the technical factors were measured in terms of the expected impact of the new technology and the actual impact of the new technology. A six point scale was used where I represented "no" impact. Note: The calculations are based on the individual responses. Only companies who answered both the actual and expect impact questions arc included.
EXHIBIT 9 Factors Important for Technical Improvement
16 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. l/1997
• In-house developed training 4.14 1.95 5.43 0.79 • Vendor supplied training 4.29 2.09 4.43 2.29 • Worker participation in assessing 3.43 2.51 3.57 2.64
need for technology • Group problem solving 4.00 2.77 4.14 2.85 • Worker participation in selection 1071 2.43 2.57 2.85 • Consultant based problem-solving 1.71 2.41 0.71 1.25
• Project team 4.57 2.07 3.86 2.67 • Project leader/champion 4.14 2.04 5.29 0.49 • Manufacturing advisor 4.00 2.24 2.57 2.44 • Financial advisor 2.71 2.43 2.00 2.52 • Technological advisor 2.86 3.02 3.43 2.44 • Marketing advisor 1.57 2.69 1.14 2.04 • Labour relations advisor 1.86 2.48 1.43 2.44
(*) = The mean scores are based on a scale from 1 (not very useful) to 6 (very useful). The mean and standard deviation are based on responses from those who used method or who filled the roles.
EXHIBIT 10 Methods Used and Roles Filled in Technology Implementation
Technology also has some impact on job design in both anchor and vendor compa-
nies. Although the impact appears to be stronger with vendor groups, generally, aspects
of the job that require knowledge and logic skills increased, while physical skill require-
ments decreased. With respect to the impact of technology on organizations, the find-
ings indicate change on the amount of specialization, use of teamwork and amount of
standardization in both groups of companies.
F a c t o r s I m p o r t a n t to S t r a t e g i c S u c c e s s
In general, vendor companies had a higher expectation of the strategic impact of tech-
nology than did anchor companies. For anchor companies, the highest expectation was
sought for "interaction and relation with customers" followed by "dependability as a
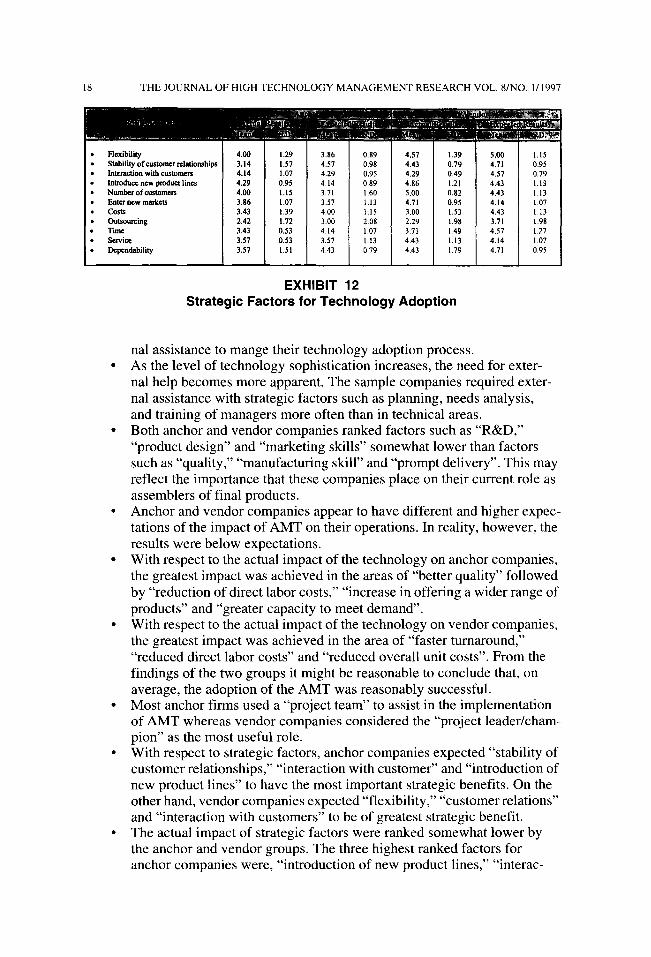
manufacturer" and "introduction of new product line" (see Exhibit 12). For vendor
companies, on the other hand, the greatest expected strategic impact was for "flexibility"
followed by "interaction and relation with customers" and "introduction of new product
line". The firms were apparently seeking the ability to produce more and varied output and
considered their relationship with their industrial customers important. Overall, the actual results indicated that the factors turned out about as expected. For
anchor companies, with regard to "number of product lines" and "number of customers,"
expectations were slightly exceeded. For vendor companies, expectations for these same
factors were significantly exceeded. This would appear to support the notion that the
adoption and implementation of AMT was successful as measured by expectations.
Advanced Manufacturing Technology 17
• Worker training mquiremants 4.86 ' 0.89 4.71 0.76 • Worker satisfaction 4.43 0.53 4.43 1.39 • Difficulty in statYmg 3.86 1.21 3.00 1.15 • Overtime rexluimracots 3.14 1.46 2.71 0.95 • Absenteeism 2.71 0.49 3.00 1.00 • Turnover o f unskilled or semi-skilled personnel 3.43 1.13 2.71 1.49 • Turnover o f managerial porsonnel 2,57 0.79 3.57 1.27 • Turnover o f skilled personnel 3.57 0.96 3.57 1.27 • Industrial accidents 2.00 0.82 3.29 0.95
• Production 2,71 0.76 2,57 1.13 • Production support 4.00 1.29 3.00 0,82 • Non- production support 3,43 0.98 3.57 0.79 • Supervisory 3.29 1.25 3.14 1.21
• Opportunities for retraining 3.29 1.60 3.29 2.21 • Job/employment security protection 2.86 1.57 2.43 1.81 • Advanced notice of implementation 2.71 1.89 2.29 i .60 • Worker participation in decision making 2.43 1.62 1.86 1.21 • Seniority protection 2.29 1.29 1.86 1.57 • Grievance procedures related to new technology type problem
2.57 1.72 2.00 1.41 (*) ffi The mean scores are based on scale from 1 (greatly decrease) to 6 (greatly increase) with 4 representing "no change"
categories. (**) = The mean scores arc based on scale from I (not an issue) to 6 (central issue)
EXHIBIT 11 Impact of technology on People
S U M M A R Y OF OBSERVATIONS AND FUTURE RESEARCH
This paper documents the experience of a developing country with the implementation of AMT. The study focuses on Malaysian manufacturing in the automotive, home electronics and telecommunications sectors. The study uses a seven step AMT adoption guideline that expands on already existing mechanisms for the implementation of AMT. Some of the major findings of this study are outlined below:
• The present technologies in use are, at best, at their maturity stage. Many of the companies use much older technology than their counter- parts in industrialized countries. One reason for adoption of less sophis- ticated technology is the traditional low cost of labor in Malaysia. The extent of advanced technologies in place is limited to islands of automa- tion. Most of the sample companies still have a long way to go towards implementing a fully integrated flexible manufacturing system.
• Anchor companies are relatively more committed to adopting higher lev- els of automation than vendors are. Both groups though, are planning to invest more heavily in further automation.
• Both anchor and vendor companies in the sample consider external assis- tance a significant contributor to their successful adoption and manage- ment of advanced technology. While government sets directions and provides incentives to local companies to become more focused and to enhance their technological capability they, for the most part, need exter-
18 T H E J O U R N A L O F H I G H T E C H N O L O G Y M A N A G E M E N T R E S E A R C H V O L . 8 / N O . l / 1 9 9 7
• Flexibility 4.00, • Stability of customer relationships 3.14 • Interaction with customers 4.14 • Introduce new product lines 4.29 • Number o f customers 4.00 • Enter new markets 3.86 • Costs 3.43 • Outsourcing 2.42 • Time 3.43 • Service 3.57 • Dependability 3.57
1 1 9 3.86 0.89 4.57 1.39 5.00 1.57 4.57 0.98 4.43 0.79 4.71 0.95 I 1.07 4.29' 0.95 4.29' 0.49 4.57 0.79 ' 0.95 4.14 0.89 4.86 1.21 4.43 1.13 1.15 3.71 1.60 5.00 0.82 4.43 1.13 1.07 3.57 1.13 4.71 0.95 4.14 1.07 1.39 4.00 1.15 3.00 1.53 4.43 1.13 1.72 3.00 2.08 2.29 1.98 3.71 1.98 0.53 4.14 1.07 3.71 1.49 4.57 1.27 0.53 3.57 1.13 4.43 1.13 4.14 1.07 1.51 4.43 039 4.43 1.79 4.71 0.95
EXHIBIT 12 Strategic Factors for Technology Adoption
nal assistance to mange their technology adoption process. • As the level of technology sophistication increases, the need for exter-
nal help becomes more apparent. The sample companies required exter- nal assistance with strategic factors such as planning, needs analysis, and training of managers more often than in technical areas.
• Both anchor and vendor companies ranked factors such as "R&D," "product design" and "marketing skills" somewhat lower than factors such as "quality," "manufacturing skill" and "prompt delivery". This may reflect the importance that these companies place on their current role as assemblers of final products.
• Anchor and vendor companies appear to have different and higher expec- tations of the impact of AMT on their operations. In reality, however, the results were below expectations.
• With respect to the actual impact of the technology on anchor companies, the greatest impact was achieved in the areas of "better quality" followed by "reduction of direct labor costs," "increase in offering a wider range of products" and "greater capacity to meet demand".
• With respect to the actual impact of the technology on vendor companies, the greatest impact was achieved in the area of "faster turnaround," "reduced direct labor costs" and "reduced overall unit costs". From the findings of the two groups it might be reasonable to conclude that, on average, the adoption of the AMT was reasonably successful.
• Most anchor firms used a "project team" to assist in the implementation of AMT whereas vendor companies considered the "project leader/cham- pion" as the most useful role.
• With respect to strategic factors, anchor companies expected "stability of customer relationships," "interaction with customer" and "introduction of new product lines" to have the most important strategic benefits. On the other hand, vendor companies expected "flexibility," "customer relations" and "interaction with customers" to be of greatest strategic benefit.
• The actual impact of strategic factors were ranked somewhat lower by the anchor and vendor groups. The three highest ranked factors for anchor companies were, "introduction of new product lines," "interac-

Advanced Manuj~wturing Technology 19
tion with cus tomers" and "flexibili ty". For vendor companies these were "number of customers ," "introduction of new product lines" and "entering new markets ."
This study reveals that, in general, Malaysian manufacturing firms need further devel- opment to compete with firms of industrialized countries. What is interesting to note, however, is that the attitudes of managers and government in Malaysia have many resem- blances to those of industrialized countries as reported in previous studies (see, for exam- ple Noori, 1995a). While they exert different weights, they both display an awareness of the same internal and external factors necessary for successful implementation of advanced technologies. This awareness is displayed through government efforts to develop and promote advanced technologies and through firm willingness to adopt them. It seems, however, that managers of industrialized countries stress these internal and external factors to a greater extent which may account for their success. Nevertheless, it appears that Malaysia, though not industrialized, is industrializing and one day may become a major competitor in the global economy.
Based on this research, a number of important issues present themselves as potential questions of research interest:
• Given the gove rnmen t ' s current role of setting directions and providing incentives for technical enhancement , what should be its role in terms of enhancing the technological adoption process?
• More research needs to be conducted on determining the impetus for moving f rom an aging technology portfolio to one which is more evolu- t ionary in nature.
• What is the level and extent of R & D in Malaysia, and how does it impact on the role these companies see themselves as fulfilling.
• As the level of technology becomes more sophisticated, more research will need to be conducted on education and training, particularly for SMEs.
A C K N O W L E D G M E N T S
The support and assistance of SIRIM in completing this project is fully acknowledged. Several staff members from SIRIM (Hasbullah A. Rahman, Mohd. Afendi Abdul Razak, Mohd, Ghazali Md. Yunos, Norlinda Md. Zawawi, Sakinah Ramli, Siti Khamnah Hashim, Victor Devadass) were directly involved with the case studies and data collection. Their contributions and the assistance of John Ramseyer in the completion of this manuscript is greatly appreciated. The preparation of this report was supported by a grant from Social Sciences and Humanities Research Council of Canada under Grant No. 804-90-0047.
NOTES
1. RM stands for the Malaysian Ringette. RM1 is approximately US$0.4. 2. Not all companies may need to address every issue stated or go through each individual phase sequentially. Depending on the firm, management may judge that some phases may be of no impact and therefore feel it is unnecessary to work through those particular stages. 3. These definitions were taken from the Society of Manufacturing Engineering's CAD/ CAM encyclopedia.

20 THE JOURNAL OF HIGH TECHNOLOGY MANAGEMENT RESEARCH VOL. 8/NO. 1/1997
REFERENCES
Beckhard, R., & Harris, R. (1977). Organizational transitions: Managing complex change. Reading, MA: Addison-Wesley.
Bourgeois, L.J., III. (1985). Strategic perceived uncertainty and economic performance in volatile environments. Academy of Management Journal, 28(3).
Brody, H. (1985, May). Overcoming barriers to automation. High Technology, 4146. Brown, L.D. (1983). Managing conflict at organizational interfaces. Reading, MA: Addison
Wesley. Child, J. (1984). New technology and developments in management organizations. Omega, •2(3),
211-223. Dussage, P., Hart, S., & Ramanantsoa, B. (1992). Strategic technology management. New York,
N.Y.: John Wiley and Sons. Ettlie, J.E. (1985). The implementation of programmable manufacturing innovations. Unpublished
Paper, Ann Arbor, Michigan: Center for Social and Economic Issues, Industrial Technology Institute, March.
Fournier, B., & Noori, N. (1991a). Lessons from technology implementation: Case studies of 13 Canadian manufacturers. Proc. ASAC Conference, Niagara Falls, Ontario, May 31-June 2, pp. 107-117.
Fournier, B., & Noori, H. (1991b). Technology adoption, how Canadian companies are measuring up. Proc. ASAC Conference, Niagara Falls, Ontario, May 31-June 2, pp. 13-23.
Henderson, R.M., & Clark, K.B. (1990). Architectural innovation: The reconfiguration of existing product technologies and the failure of established firms. Administrative Quarterly, 35(1), 12.
Kolodny, H.F. (1980, September). Matrix organization designs and new product success. Research Management, 29-33.
Lardner, J.F. (1985, Spring). A new manufacturing strategy: Reintegration. Operations Management Review, 3-8.
Majchrzak, A. (1988). The human side of factory automation. San Francisco: Jossey-Bass Publishers. Munro, H., & Noori, H. (1988). Measuring commitment to new technology adoption: Integrating
push and pull concepts, lEE Transactions in Engineering Management, 35(2), 63-70. Noori, H., & Gillen, D. (1995). A performance measuring tool for capturing the impact of AMT.
International Journal of Production Research, 33(7), 2037-2048. Noori, H, (1995a). A performance measuring tool for capturing the impact of AMT. International
Journal of Production Research, 33(7), 2037-2048. Noori, H. (1995b). Modeling successful technology implementation. International Journal of Vehi-
cle Design, 16(2/3), 101-125. Noori, H. (1994a). A study of technological change in three selected industries in Malaysia: Part A
and Part B. An Internal Report, SIRIM, Malaysia. Noori, H. (1994b). AMT management and research: How do Malaysian companies measure Up?
SIRIM, Malaysia. Noori, H. (1990). Managing the dynamics of new technology issues in manufacturing Management.
Prentice-Hall, Inc. Rubenstein, A.H., & Ginn, M.E. (1985). Project management at significant interfaces in the R&D
innovation process. In Burton V. Dean (ed.), Project Management, Amsterdam, North-Holland.
Senker, P. (1984). Implications of CAD/CAM for management. Omega, 12(3), 225-231. Souder, W.E., & Chakravarti, A.K. (1980). Managing the coordination of marketing and R&D in the
innovation process. TIMS Studies in the Management Sciences, 15, 135-150. Suchman L., & Wynn, E. (1984). Procedures and problems in the office. Office: Technology and
People, 2, 133-154. Walton, R.E., & Dutton, J.M. (198). The management of interdepartmental conflict: A model and
review. Administrative Science Quarterly, 14(4), 522-542.
Copyright © 2022 FDOKUMEN