IMPLEMENTACIÓN DE LA METODOLOGÍA 5S PARA ...
90
FACULTAD DE INGENIERÍA Carrera de Ingeniería Empresarial IMPLEMENTACIÓN DE LA METODOLOGÍA 5S PARA MEJORAR LA PRODUCTIVIDAD EN EL TALLER DE CONFECCIÓN DE UNA EMPRESA TEXTIL DE LIMA Trabajo de Investigación para optar el Grado Académico de Bachiller en Ingeniería Empresarial BRANDER ROMARIO TRUJILLO MEZA (0000-0002-1580-746X) Lima – Perú 2021
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of IMPLEMENTACIÓN DE LA METODOLOGÍA 5S PARA ...
FACULTAD DE INGENIERÍA
Carrera de Ingeniería Empresarial
IMPLEMENTACIÓN DE LA METODOLOGÍA 5S
PARA MEJORAR LA PRODUCTIVIDAD EN EL
TALLER DE CONFECCIÓN DE UNA EMPRESA
TEXTIL DE LIMA
Trabajo de Investigación para optar el Grado Académico
de Bachiller en Ingeniería Empresarial
BRANDER ROMARIO TRUJILLO MEZA
(0000-0002-1580-746X)
Lima – Perú
2021

Trujillo Meza, Brander Romario
I
DEDICATORIA
Dedico a mi madre, hermano y
hermanas.

Trujillo Meza, Brander Romario
II
AGRADECIMIENTO
.
Agradezco a los dueños de la
empresa y a los colaboradores
por el apoyo al desarrollo del
presente trabajo de
investigación.

Trujillo Meza, Brander Romario
III
TABLA DE CONTENIDO
DEDICATORIA I
AGRADECIMIENTO II
TABLA DE CONTENIDO III
LISTA DE TABLAS V
LISTA DE FIGURAS VI
RESUMEN VIII
ABSTRACT IX
CAPITULO I: GENERALIDADES. 1
Problema de investigación. 1
Realidad problemática. 1
Formulación del problema. 6
Justificación. 6
Objetivos. 7
Objetivo General. 7
Objetivos Específicos. 7
CAPITULO II: MARCO TEÓRICO. 8
Antecedentes. 8
Bases teóricas. 9
Definición de términos básicos. 17
CAPITULO III: DISEÑO METODOLÓGICO 18
Formulación de la Hipótesis. 18
Identificación de Variables. 18
Operacionalización de Variables. 18
Población. 20
Muestra. 20
Diseño de Investigación. 20
Técnicas e Instrumentos de recolección de datos. 20
Métodos y Procedimientos de análisis de datos. 21

Trujillo Meza, Brander Romario
IV
CAPITULO IV: DESARROLLO. 22
Evaluación del taller de confección 22
Redistribución de máquinas 26
Seiri – Clasificar 30
Seiton – Ordenar 31
Seiso – Limpiar 33
Seiketsu – Estandarizar 35
Shitsuke – Disciplina 36
CAPITULO V: RESULTADOS. 39
Redistribución de las máquinas de coser 39
Evaluación Pretest 41
Evaluación Post test 47
Variable independiente 52
Variable dependiente 56
Prueba Paired test 58
CAPITULO VI: DISCUSIÓN DE RESULTADOS. 61
CAPITULO VII: CONCLUSIONES. 63
CAPITULO VIII: RECOMENDACIONES. 64
REFERENCIAS. 65
ANEXOS. 67

Trujillo Meza, Brander Romario
V
LISTA DE TABLAS
Tabla 1 Causas del Problema Identificado 3
Tabla 2 Problemas más frecuentes de la empresa 4
Tabla 3 Significado de las 5s 11
Tabla 4 Evaluación Pretest 5S 41
Tabla 5 Auditoría Pretest 5S 43
Tabla 6 Productividad Antes de la Implementación de las 5S 45
Tabla 7 Productividad Antes de la Implementación 5S 46
Tabla 8 Evaluación Post test 5S 47
Tabla 9 Evaluación del Nivel de Cumplimiento Post test 5s 49
Tabla 10 Productividad después de la Implementación 5S 50
Tabla 11 Productividad Después de la Implementación 5S 51
Tabla 12 Cumplimiento Pretest y Post test 5S 52
Tabla 13 Evaluación del Nivel de Cumplimiento Antes de la Implementación 53
Tabla 14 Evaluación del Nivel de Cumplimiento Después de la Implementación 54
Tabla 15 Productividad Antes y Después de la Implementación 5S 56
Tabla 16 Productividad Antes y Después de la Implementación 5S 57
Tabla 17 Estadísticos de Pruebas Muestras Emparejadas 58
Tabla 18 Estadísticos Descriptivos Paire Test 59
Tabla 19 Prueba de Muestra Emparejada 59

Trujillo Meza, Brander Romario
VI
LISTA DE FIGURAS
Figura 1 Situación Actual del Taller .......................................................................... 2
Figura 2 Diagrama de Ishikawa .................................................................................. 4
Figura 3 Diagrama de Pareto ...................................................................................... 5
Figura 4 Proceso de la Primera S (Clasificar) .......................................................... 11
Figura 5 Proceso de la Segunda S (Ordenar) ........................................................... 13
Figura 6 Proceso de la Tercera S (Limpiar) ............................................................. 13
Figura 7 Proceso de la Cuarta S (Estandarizar) ....................................................... 14
Figura 8 Proceso de la Quinta S (Disciplina) ........................................................... 15
Figura 9 Criterios de Evaluación de Paired Test...................................................... 16
Figura 10 Layout del taller de confección ............................................................... 23
Figura 11 Distribución Actual de las Máquinas de Coser ....................................... 23
Figura 12 Proceso de confección a nivel funcional ................................................. 25
Figura 13 Distribución Actual de las Máquinas de Coser ....................................... 26
Figura 14 Distribución Propuesta de las Máquinas de Coser .................................. 28
Figura 15 Situación Actual Seiri .............................................................................. 30
Figura 16 Implementación del Seiri ......................................................................... 31
Figura 17 Situación Actual Seiton ........................................................................... 32
Figura 18 Implementación del Seiton ...................................................................... 33
Figura 19 Situación Actual Seiso ............................................................................. 34
Figura 20 Implementación del Seiso ........................................................................ 34
Figura 21 Situación Actual Seiketsu ........................................................................ 35
Figura 22 Implementación del Seiketsu ................................................................... 36
Figura 23 Situación Actual Shitsuke ........................................................................ 37
Figura 24 Implementación del Shitsuke .................................................................. 38
Figura 25 Evaluación Pretest 5S .............................................................................. 41
Figura 26 Evaluación General Pretest 5S ................................................................ 42
Figura 27 Productividad Antes de la Implementación 5S........................................ 46
Figura 28 Evaluación Post test 5S............................................................................ 47
Figura 29 Evaluación General Post test 5S ............................................................. 48
Figura 30 Productividad Después de la Implementación 5S ................................... 51
Figura 31 Nivel de Cumplimiento Pretest y Post test 5S ......................................... 52
Figura 32 Nivel de Cumplimiento Pretest................................................................ 55

Trujillo Meza, Brander Romario
VII
Figura 33 Nivel de Cumplimiento Post test 5S ........................................................ 55
Figura 34 Productividad Antes y Después de la Implementación 5S ...................... 56
LISTA DE ANEXOS
Anexo A: Distribución actual de las máquinas de coser 67
Anexo B: Capacitación general de las 5S 68
Anexo C: Diagnóstico de los procesos actuales 69
Anexo D: Análisis de la primera etapa 70
Anexo E: Análisis de la segunda etapa 71
Anexo F: Análisis de la tercera etapa 72
Anexo G: Análisis de la cuarta etapa 73
Anexo H: Análisis de la quinta etapa 74
Anexo I: Evaluación pretest 5S 75
Anexo J: Evaluación Post test 5S 76
Anexo K: Evaluación de la productividad antes de la implementación 5S 77
Anexo L: Evaluación de la productividad después de la implementación 5S 78
Anexo M: Productividad antes y después de la implementación 5S 79
Anexo N: Prueba de Paired test 80

Trujillo Meza, Brander Romario
VIII
RESUMEN
Se investigó mediante un diseño preexperimental de tipo aplicada la
implementación de la metodología 5S para mejorar la productividad en el taller de
confección de una empresa textil de Lima. La muestra estuvo constituida por la
cantidad de chompas para niños confeccionados diariamente (jornada de 8 horas de
lunes a viernes y 7 horas los sábados) durante un periodo de un mes. Se emplearon
como instrumentos: observación cualitativa directa, reunión abierta y Paired test. Los
resultados indican que la implementación de la metodología 5S mejoró la
productividad en un 8%, es decir, la productividad antes de la implementación de la
metodología fue 64% y después de la implementación fue de 72%. También se
encontró que la implementación de esta metodología mejoró en un 10% la eficacia,
siendo antes de la implementación 85% y después de la implementación 95%. De
igual modo, el tiempo confeccionado en el taller antes de la implementación de la
metodología fue del 75% y después de la implementación de la metodología
manteniéndose en 75%. Los resultados de la investigación determinaron que se
acepta la Hipótesis, es decir la implementación de la metodología 5s mejora la
productividad del taller de confección. La evaluación Paired test para la comparación
de escenarios (pretest y post test), mostró que la media de producción en un día antes
de la implementación de la metodología 5s fue de 196,35 chompas y la media
después de la implementación fue de 219,58 chompas, por ende, hubo una diferencia
de cantidad de producción media por día de 23,23 chompas.
Palabras clave: metodología 5S, productividad, eficacia, eficiencia.
Trujillo Meza, Brander Romario
IX
ABSTRACT
The implementation of the 5S methodology to improve productivity in the
garment workshop of a textile company in Lima was investigated through an applied
pre-experimental design. The sample consisted of the number of children's sweaters
made daily (8-hour day from Monday to Friday and 7 hours on Saturdays) during a
period of one month. The following instruments were used: direct qualitative
observation, open meeting and Paired test. The results indicate that the
implementation of the 5S methodology improved productivity by 8%, that is,
productivity before the implementation of the methodology was 64% and after the
implementation was 72%. It was also found that the implementation of this
methodology improved effectiveness by 10%, being 85% before implementation and
95% after implementation. Similarly, the time made up in the workshop before the
implementation of the methodology was 75% and after the implementation of the
methodology remained at 75%. The results of the research determined that the
Hypothesis is accepted the implementation of the 5s methodology improves the
productivity of the clothing workshop. The evaluation Paired test for the comparison
of scenarios (pre-test and post-test), showed that the average of production in a day
before the implementation of the methodology 5s was 196.35 sweaters and the
average after the implementation was 219.58 sweaters, therefore, there was a
difference of quantity of average production per day of 23.23 sweaters.
Keywords: 5S methodology, productivity, effectiveness, efficiency.

Trujillo Meza, Brander Romario
1
CAPITULO I: GENERALIDADES.
Problema de investigación.
Realidad problemática.
Existen empresas alrededor del mundo entero cuyos trabajadores están
propensos a riesgos de accidentes en el lugar de trabajo, además, cuya percepción del
clima y los riesgos laborales son tomados como uno de los factores de sus
desempeños, es decir, en su productividad. “Diariamente alrededor de 860,000
personas sufren lesiones en el trabajo” (Organización Internacional del Trabajo,
2019).
A nivel global se evidencia el avance y desarrollo de la moda y con proyección
de crecimiento transfronterizo. “Las exportaciones del sector textil a nivel mundial
está liderada por los países del primer mundo, liderando ese rango, países como
China con 112 mil millones de dólares anuales, seguido por la Unión Europea con 75
mil millones de dólares, finalizando este rango México, con 3 mil millones de
dólares” (Statista, 2018).
En América Latina también hay empresas que cuentan con poca precaución en el
lugar de trabajo, es decir, el trabajador es expuesto constantemente a sufrir algún tipo
de accidente en su lugar de trabajo, además, la productividad del trabajador se ve
afectado por la mala gestión y precaución en el centro de trabajo. “Hay 770 nuevos
casos diarios de personas con enfermedades profesionales causados por diferentes
agentes de riesgo” (Organización Panamericana de Salud, 2017).
En el Perú los accidentes laborales son en gran medida ocasionados por malas
condiciones del lugar de trabajo, esto es debido a la gran informalidad en el empleo.
El gran porcentaje del empleo informal hacen que los lugares del trabajo no sean
supervisados y monitoreados por las entidades del estado y las condiciones laborales
no cumplan con lo mínimo en la seguridad laboral.

Trujillo Meza, Brander Romario
2
Los accidentes laborales han venido en crecimiento como informa el Ministerio
de Trabajo y Promoción de Empleo (MTPE) “sostiene que se registraron 20,876
accidentes laborales, siendo Lima Metropolitana con cifras más altas alcanzando los
14,931 accidentes” (Ministerio de Trabajo y Promoción de Empleo).
Para la gran mayoría de las empresas cuyo giro es la textilería (confección de
prendas) es importante tener presente que el cliente es el centro de la ejecución, es
decir, mejorar la calidad de los productos que se ofrecen en el mercado a través de la
implementación de nuevas tecnologías y metodología de innovación y mejora
continua. La empresa en estudio es una textilería que confecciona prendas para niños
(chompas, pantalones, shorts y polos). La empresa está ubicada en el área de Lima
Metropolitana, cuya presencia en el mercado de confecciones es desde el año 2009.
Se ha encontrado que las actividades principales en el taller de confección no se
han estado llevando en condiciones adecuadas, las cuales generan potenciales riesgos
físicos y que exista clima labora inadecuado. La problemática que envuelve en el
taller de confección de la empresa involucra a; los trabajadores, los que son
responsables de coser y máquinas de coser.
Nota. Fuente: elaboración propia
En la figura anterior, se muestra los problemas de organización en el taller de
confección de la empresa. Debido a las indagaciones realizadas se ha observado que,
Figura 1
Situación Actual del Taller

Trujillo Meza, Brander Romario
3
Existe una percepción de los trabajadores a sufrir accidentes físicos debido a que falta
un sistema de organización. También, la falta de un sistema de señalizaciones y la
organización de los insumos hace que la productividad de los personales baje. Por otra
parte, no existe un lugar asignado para realizar cada tipo de actividad.
Tabla 1
Causas del Problema Identificado
Causas Descripción
Causa 1 Falta de implementación de metodologías
Causa 2 Falta de capacitación al personal
Causa 3 Falta de estandarización de procesos
Causa 4 Mal manejo de los desperdicios
Causa 5 Falta del MOF (Manual de Funciones)
Nota. Fuente: elaboración propia
En la tabla anterior, se describe las causas que generan la baja productividad
dentro del taller de confección y en toda la empresa. Además, la percepción de los
trabajadores de sufrir algún accidente físico. Estos problemas están relacionados con
la clasificación de los materiales para confeccionar, organizar los insumos, la
limpieza, la estandarización y el hábito de cultivar las buenas prácticas del sector.
En efecto, estas condiciones afectan a la productividad de la empresa, para
realizar las actividades concernientes en el proceso de confección. El entorno
saludable y las condiciones de trabajo en la empresa está determinada por la
incertidumbre de la actividad productiva, que repercute negativamente en la
estabilidad económica y la sostenibilidad de la empresa en estudio, es decir, la
empresa está sujeta a constantes modificaciones y mejoras para que se mantenga en
flote y competitivos en el sector textil.

Trujillo Meza, Brander Romario
4
Nota. Fuente: elaboración propia
En el diagrama mostrado se describe las causas que producen la baja
productividad de la empresa.
Las causas descritas son consideradas las más frecuentes que generan la baja
productividad en el taller de confección, estas causas son evaluados con la finalidad
de determinar las causas que generan el 80% de la baja productividad.
Tabla 2
Problemas más frecuentes de la empresa
Problemática Frecuencia Porcentaje Acumulado
Metodologías 20 30% 30%
Estandarización de
procesos 17 25% 55%
Capacitación 12 18% 73%
Desperdicios 9 13% 87%
Falta de MOF 9 13% 100%
Nota. Los datos mostrados en la tabla se obtuvieron en un pedido de un mes (del 01 al
31 de julio de 2019). Fuente: elaboración propia
Figura 2
Diagrama de Ishikawa

Trujillo Meza, Brander Romario
5
Los problemas más frecuentes que están presentes en la empresa son las que se
mencionan en la tabla mostrada. La metodología es una de las causas que se repiten
con mayor frecuencia, es decir, no hacen uso de metodologías para su gestión.
Estandarización de procesos, es otro de los problemas que se consideran con
repetición con mayor frecuencia. La capacitación, el uso de los desperdicios de
confección y la falta de MOF (Manual de Funciones) son apreciados causas con
mayor frecuencia, pero con menor repetición que las dos primeras.
Nota. Fuente: elaboración propia
En el diagrama de Pareto que se muestra se determina que el 80% de la baja
productividad provienen de la falta de uso de metodologías y la estandarización de
procesos.
La falta de uso de metodologías tiene una puntuación promedio de frecuencia es
de 20 puntos, la estandarización de los procesos y los procedimientos con una
puntuación promedio de 17 puntos, la falta de capacitación a los trabajadores
involucrados en el taller de confección (tanto a los operarios y administrativos)
alcanza una puntuación de 12 puntos en promedio, tanto el uso de los desperdicios
de los desperdicios en el taller y la falta del MOF (Manual de Funciones) alcanza
una puntualización de repetición de 9 puntos.
0%
20%
40%
60%
80%
100%
120%
0
5
10
15
20
25
Metodologías Estandarizaciónde procesos
Capacitación Desperdicios Falta de MOF
Figura 3
Diagrama de Pareto

Trujillo Meza, Brander Romario
6
Según la evolución de los puntajes de las causas que generan la problemática
encontrada se identifica dos que generan en mayor porcentaje. En efecto, el 80% de
la baja productividad son generados por dos (2) de las causas descritas; las cuales
son la falta de uso de metodologías y la falta de estandarización de los procesos y los
procedimientos.
Formulación del problema.
Problema general.
¿La implementación de la metodología 5S mejora la productividad en el taller de
confección de la empresa textil de Lima?
Problemas específicos.
¿Cómo la implementación de la metodología 5S mejora la eficacia del taller de
confección de la empresa textil de Lima?
¿Cómo la implementación de la metodología 5S mejora el tiempo confeccionado
del taller de confección de la empresa textil de Lima?
Justificación.
La presente investigación surge de la necesidad de reducir los desperdicios,
mejorar el proceso de confección, reorganizar la distribución de las máquinas de
coser e implementar mejores prácticas para mejorar la gestión de las causas que se
han encontrado. Por ende, incrementar la productividad en el taller de confección de
la empresa se lleva mediante la implementación de la metodología 5S.
Mediante la implementación de la metodología 5S se busca mejorar y establecer
un mejor ambiente de trabajo, repercutiendo en la adquisición de nuevos
conocimientos e incrementando el desempeño de los trabajadores de la empresa.
Además, tendrán a la mano nuevos métodos de trabajos los cuales ayudarán a
realizar sus actividades en un ambiente organizado, limpio, estandarizado y la
aplicación de mejores prácticas de trabajo.
La presente investigación servirá en la medida que se materialice y ayude a
solucionar el problema de la empresa en investigación, cuya problemática es la baja
productividad. Además, la implementación de la metodología 5S tendrá uso práctico
Trujillo Meza, Brander Romario
7
dado que la solución propuesta para mejorar el problema identificado en este estudio
se puede replicar y llevar a cabo la aplicación de esta metodología en otros estudios
de investigación, es decir, las conclusiones de la presente investigación darán pie
para que se inicien estudios en este tema.
Además, el presente trabajo de investigación se justifica dado que dentro del
campo de la Ingeniería Empresarial se utilizó una metodología de innovación y
mejora continua, el cual es la metodología 5S para mejorar la productividad dentro
del taller de confección de la empresa en estudio. De la misma manera, se empleará
el análisis de Paired test para comparar y determinar la mejora en el escenario
posterior a la implementación, es decir, comparando la productividad antes y
después de la implementación de la metodología 5S.
En el presente proyecto de investigación se muestra los resultados frente a la
problemática expuesta. De la misma manera, al finalizar el estudio se podrá dar a
conocer los beneficios de la implementación de esta metodología, como también,
describir el proceso del desarrollo y ejecución a lo largo de la implementación de la
metodología.
Objetivos.
Objetivo general.
Implementar la metodología 5S para mejorar la productividad en el taller de
confección de la empresa textil de Lima.
Objetivos específicos.
Determinar de qué manera la implementación de la metodología 5S mejora la
eficacia del taller de confección de la empresa textil de Lima.
Determinar de qué manera la implementación de la metodología 5S mejora el
tiempo confeccionado del taller de confección de la empresa textil de Lima.

Trujillo Meza, Brander Romario
8
CAPITULO II: MARCO TEÓRICO.
Antecedentes.
(Chacón & Ochoa, 2019) en su investigación titulada “Aplicación de la
metodología de las 5s para mejorar la productividad en el taller de confección de la
empresa Enmanuel L.O, distrito de Comas, 2019”. Cuyo objetivo general fue
determinar como la aplicación de la metodología de las 5S’s mejora la productividad
en el taller de confección. El diseño de la investigación fue de tipo
cuasiexperimental. El resultado fue la mejora a un 65.67% de la productividad, el
porcentaje del tiempo confeccionado y eficacia en un 74.26% y 88.32%
respectivamente.
(Aquino, 2019) en su trabajo titulado “Lean Manufacturing y productividad de
la empresa Rj confecciones, San Martin de Porres, 2018”. Cuyo objetivo general fue
determinar la mejora de la productividad mediante la implementación de Lean
Manufacturing mediante la técnica de 5S. El diseño de la investigación fue
cuasiexperimental, con un enfoque cuantitativo longitudinal. El resultado de la
investigación fue el incremento de la productividad en 12%.
(Román, 2019) en su investigación titulada "Aplicación de la metodología 5s
para mejorar la productividad del taller de confección de la empresa inversiones
Roxx E.I.R.L. Comas, 2019". Cuyo objetivo general fue determinar cómo la
metodología 5s mejora la productividad en el área de confección de la empresa
Inversiones Roxx E.I.R.L. Comas, 2019. El diseño de la investigación fue
cuasiexperimental de tipo aplicado. El resultado de la investigación fue el
incremento de la productividad en 10%, siendo la productividad antes de la
implementación del 75% y después del 85%.
(Carbonel & Prieto, 2019) en su investigación titulada “Análisis diagnóstico y
presupuesto de mejora en el área de confecciones de una empresa textil”. Cuyo
objetivo general fue mejorar la productividad del taller de Confecciones de una
empresa textil. El diseño de la investigación fue preexperimental de tipo aplicada.
Los resultados obtenidos en la investigación fueron el incremento de la capacidad
productiva en 19% en el taller, reducción del 6.5% del tiempo de una operación y el
incremento de la productividad en 12%.

Trujillo Meza, Brander Romario
9
(Sierra, 2018) en su investigación titulada “Aplicación de las 5S para
incrementar la productividad del taller de Confección de Colchones en la empresa
DORMIFLEX SAC, San Antonio 2018. Cuyo objetivo general fue incrementar la
productividad del taller de Confección de Colchones en la empresa DORMIFLEX
SAC, San Antonio 2018. El diseño fue preexperimental de tipo aplicada. El resultado
de la investigación fue el incremento de la productividad en 17,91%.
Bases teóricas.
Las 5S:
Es una metodología de cinco (5) pasos surgida en la industria japonesa, cuyos
iniciales de sus nombres empiezan con “S” y de allí el nombre de 5S. El fin de esta
metodología es mantener el lugar de trabajo limpio y en mejora continua.
“Consiste en desarrollar actividades de orden/limpieza y detención de anomalías
en el puesto de trabajo, que por su sencillez permiten la participación de todos a
nivel individual/grupal, mejorando el ambiente de trabajo y la seguridad de las
personas” (Sacristán, 2005, p. 54).
Las 5s también es aplicada como una metodología de innovación y mejora
continua, esto gracias a que esta estrategia les estandariza las buenas prácticas que
son soportados por la disciplina de las personas.
“La estrategia de las 5S es una metodología de trabajo desarrollada por la
industria japonesa después de la II Guerra Mundial […] las industrias en general
fueran casi totalmente destruidas, enfrentando en aquel entonces una sensible baja en
la economía y en la producción de bienes y servicios” (Rodriguez, 2010, p. 11).
“La implantación de 5S en Pymes se considera necesaria e imprescindible para
la supervivencia de la empresa durante el paso del tiempo. Mediante ella se eliminan
mudas/despilfarros que no aportan valor al producto final, es decir, aquello por lo
que el cliente está dispuesto a pagar” (Manzano & Gisbert, 2016, p. 17).
La herramienta 5S pretende evitar estas mudas mediante la implantación de un
estándar de orden y limpieza en el puesto de trabajo, estableciendo unas rutinas
básicas de mantenimiento del puesto. La metodología 5s impulsa a construir buenas
prácticas y hábitos dentro del lugar de trabajo para que estos a medida que se
sostiene en un lapso considerable se conviertan en una ventaja de ejecución dado que
esta herramienta de gestión pertenece a la familia de Lean Manufacturing y esta debe

Trujillo Meza, Brander Romario
10
ser la primera herramienta en ser implementada en las empresas para posteriormente
incorporar nuevas herramientas lean de gestión.
“Lean Manufacturing es un modelo de gestión basado en producir bienes y
servicios ajustados a la demanda asegurando la calidad de sus productos, con la
máxima rapidez y al mínimo coste posible […] es necesaria para la puesta en marcha
de esta, para de ese modo mejorar en el resto de las áreas” (Manzano & Gisbert,
2016, p. 18).
Seiri o separar, se refiere a separar los objetos o los ítems que son innecesarios
quedando así en el lugar de trabajo todos los objetos que se emplearán para el trabajo
permitiéndonos eliminar o asignarle un lugar adecuado a aquellos que no son
necesarios para la elaboración del producto y/o servicio o algún resultado.
Seiton u ordenar, que nos indica que una vez se haya realizado la separación y
la clasificación de los objetos se debe ordenar con un sistema que se adapte con la
persona que usa el objeto en cuestión, esto nos permite asignar un lugar para cada
cosa y una cosa en un lugar.
Seiso o limpieza, después de haber realizado la categorización de los objetos se
debe pasar a inspeccionar y limpiar todos los ítems necesarios con la que se cuenta
para elaborar el producto.
Seiketsu o estandarización, esto nos permite que las tres etapas anteriores se
deben mantener con las buenas prácticas que se hayan implementado en las
respectivas etapas, las personas lo deben mantener los estándares que fueron
insertados en cada etapa para que no se pierda la mejora continua.
Shitsuke o disciplina, que nos indica que la metodología está soportada e
impulsada por las personas, es decir, para que la funcionalidad de la metodología sea
efectiva y beneficiosa para la implementación las personas deberán ser conscientes y
mantener en un ciclo continuo las prácticas que fueron insertados en cada etapa
anterior.
“Para realizar con éxito la implantación de la herramienta lean de las 5S en la
empresa será necesario contar con un equipo de trabajo motivado, de ese modo los
resultados serán visibles en un menor espacio de tiempo y, por lo tanto, el personal
tendrá un aliciente de motivación mucho mayor” (Manzano & Gisbert, 2016, p. 21).

Trujillo Meza, Brander Romario
11
Tabla 3
Significado de las 5s
Principio Significado
Seiri Clasificar
Seiton Ordenar
Seiso Limpiar
Seiketsu Estandarizar
Shitsuke Disciplina
Nota. Fuente: Lean Manufacturing : implantación 5S. Adaptado de Manzano &
Gisbert (2016).
Seiri o clasificar.
La primera etapa para implementar la metodología de las 5S es separar los
elementos necesarios de todo lo innecesario y darle al último un destino adecuado.
“Consiste en separar los elementos necesarios de los innecesarios y retirar los
últimos del lugar de trabajo […] y establecer un sistema de control que facilite la
identificación y el retiro o eliminación de los elementos que no se utilizan”
(Rodríguez, 2010, p. 18).
Para llevar a cabo las actividades espacio de trabajo según su utilización,
identificarlos y separarlos aquellos que son necesarios de los que no son
considerados como necesario.
Nota. Fuente: Manual de las 5s: Estrategia de gestión para la mejora continua.
Adaptado de Rodriguez (2010).
Figura 4
Proceso de la Primera S (Clasificar)

Trujillo Meza, Brander Romario
12
De tal forma que, se eliminan elementos innecesarios en el área de trabajo y se
controla el flujo de los elementos en la zona de trabajo mejorando y ampliando la
capacidad del espacio de trabajo.
“La tarjeta roja se debe colocarse en aquel objeto del cual se dude acerca de su
utilización, de este modo se descubre si es necesario en la zona de trabajo, se debe
reubicar o se debe eliminar” (Manzano & Gisbert, 2016, p. 22).
Con la aplicación de la primera etapa la empresa puede adquirir de diversos
beneficios, es decir, la implantación de la primera s en el lugar de trabajo traería
diversos beneficios y estas se incrementarían a medida que se vayan implementando
las etapas faltantes, los beneficios de la implementación del seiri o de clasificar son:
• Libera espacios ocupados por cosas innecesarias.
• Facilita la visualización de los insumos.
Seito u ordenar.
La segunda etapa de la implementación es asignar un lugar a cada ítem u objeto
necesario y que estas se mantengan en el lugar asignado. Manzano y Gisbert (2016)
afirman:
“Se definen las ubicaciones y se establecen las identificaciones necesarias para
cada objeto. Mediante las identificaciones se mejora la búsqueda y retorno del objeto
en el espacio de trabajo, de ese modo cada objeto tiene su sitio y existe un sitio para
cada objeto” (Manzano & Gisbert, 2016, p. 22).
Después de haber realizado la clasificación de los ítems u objetos en la primera
etapa se pasará a darle un destino adecuado a los objetos que se hayan descartado su
uso, y que una vez que los elementos innecesarios han sido eliminados, entonces se
procede a organizar el lugar de trabajo. Para realizar el ordenamiento de los
elementos necesarios se requiere definir el sitio más adecuado para colocarlos de
acuerdo con la funcionalidad.

Trujillo Meza, Brander Romario
13
Las decisiones con respecto a la disposición de los objetos serán propiciadas por
cada trabajador y estos lo asignarán de la manera que a ellos lo convengan, es decir,
la ubicación de los objetos dependerá de cada trabajador.
Nota. Fuente: Manual de las 5s: Estrategia de gestión para la mejora continua.
Adaptado de Rodriguez (2010).
Seiso o limpiar.
La tercera etapa de la metodología es concerniente a limpiar, limpiar todos los
objetos y eliminar las posibles fuentes de estas, de acuerdo con Manzano y Gisbert
(2016) afirman:
“La limpieza debe ser constante, debe ser una práctica que todos los trabajadores
deben incorporar en sus rutinas. Así mismo, seiso incluye la integración de la
limpieza diaria como parte de inspección del puesto de trabajo […] y defectos
encontrados que a sus posibles consecuencias” (Manzano & Gisbert, 2016, p. 24).
Los beneficios de implementar la tercera etapa de la metodología son diversos,
entre ellos podemos mencionar los siguientes:
• Reduce el riesgo potencial de accidentes
• Incrementa la vida útil de los objetos
Nota. Fuente: Manual de las 5s: Estrategia de gestión para la mejora continua.
Adaptado de Rodriguez (2010).
Figura 5
Proceso de la Segunda S (Ordenar)
Figura 6
Proceso de la Tercera S (Limpiar)

Trujillo Meza, Brander Romario
14
Seiketsu o estandarizar.
En esta etapa se debe mantener los logros que se hayan obtenido en las tres
etapas anteriores, es decir, la cuarta etapa debe ser la rutina de todo trabajador de
mantener los estándares y las prácticas que se hayan implementado en los pasos
anteriores.
“La limpieza estandarizada difiere de la organización, orden y limpieza. Estos
tres primeros pilares son más bien actividades, algo que “hacemos”. En contraste, la
limpieza estandarizada no es una actividad, es un estado, significa mantener
consistentemente la organización, orden y limpieza” (Rodríguez, 2010, p. 24).
Esta etapa refleja la estandarización de cada etapa anterior, es decir, se debe
adoptar la mentalidad o una rutina de mantener y conservar los estándares anteriores,
en esta etapa se define como crear un estado óptimo de las tres primeras “S”, con el
fin de mantener los logros alcanzados, por medio del establecimiento y respeto a las
normas que permitan elevar los niveles de productividad en el lugar de trabajo.
Nota. Fuente: Manual de las 5s: Estrategia de gestión para la mejora continua.
Adaptado de Rodriguez (2010).
Shitsuke o disciplina.
La última etapa de la implementación de la metodología es crear hábitos en
todos los colaboradores para que pueda aplicar con productividad todo lo establecido
en las etapas anteriores, la creación de los hábitos requiere de un proceso constante
en su desarrollo.
“La última de las “S” que corresponde a la de disciplina es mediante la cual se
procura normalizar la aplicación del trabajo y convertir en hábito todos aquellos
estándares establecidos en el punto anterior” (Manzano & Gisbert, 2016, p. 25).
En la última etapa de la implementación de la metodología 5s se debe contribuir
a los hábitos de los trabajadores o de todos los involucrados. Así mismo, mantener
las buenas prácticas que se han desarrollado durante las etapas anteriores, de la
Figura 7
Proceso de la Cuarta S (Estandarizar)

Trujillo Meza, Brander Romario
15
misma manera, inculcar una mentalidad de mejora continua y de buenas prácticas a
todos los involucrados de la empresa y en especial a los trabajadores que están
directamente conectados.
La empresa debe crear buenos hábitos y de gestión en todos sus colaboradores
para que la metodología funcione con productividad, para que las etapas anteriores
funcionen correctamente los trabajadores deberán ser conscientes de todos los logros
obtenidos en cada etapa y deberán mantener con constante mejora.
Nota. Fuente: Manual de las 5s: Estrategia de gestión para la mejora continua.
Adaptado de Rodriguez (2010).
Productividad.
“La productividad es una medida de capacidad, es la producción entre el tiempo,
es una especie de potencia integral de gente y equipos, que se consume por un
tiempo para materializar la energía, y tiene un costo, que se convierte en
rentabilidad” (Lopez, 2013, p. 16).
“La productividad es lograr los mejores resultados considerando los recursos
empleados para generarlos, […] la medición de la productividad resulta de valorar
adecuadamente los recursos empleados para producir o generar ciertos resultados”
(Humberto, 2014, p. 20).
Eficiencia
“La eficiencia es la relación entre los resultados alcanzados y los recursos
utilizados, […] optimizar los recursos y procurar que no haya desperdicio de
recursos” (Humberto, 2014, p. 20)
Tiempo confeccionado=TE/TP X 100%
TE: Tiempo Empleado
TP: Tiempo Programado
Figura 8
Proceso de la Quinta S (Disciplina)

Trujillo Meza, Brander Romario
16
Eficacia
“La eficacia es el grado en que se realizan las actividades planeadas y se
alcanzan los resultados planeados, […] la eficiencia se puede ver como la capacidad
de lograr el efecto que se desea o se espera” (Humberto, 2014, p. 20)
Eficacia=CP1/CP2 x 100%
CP1: Cantidad Producida
CP2: Cantidad Programada
Paired test
“Una prueba t de muestras pareadas compara la media de dos grupos
emparejados de personas o casos, o compara la media de un solo grupo, examinado
en dos puntos diferentes en equipo. Si el mismo grupo se prueba de nuevo, en la
misma medida, la prueba t se llama prueba t de medidas repetidas” (Ross & Willson,
2017, p. 17).
Nota. Fuente: Basic and Advanced Statistical Test. Adaptado de Ross &
Willson (2017).
Existen tres posibilidades de evaluar los escenarios, es decir, las medias de los
escenarios a comparar. El escenario a, no rechazamos la Hipótesis H0 evaluada; en
los escenarios b y c, Se rechazan la Hipótesis H0.
Diseño preexperimental
“Un diseño preexperimental consiste en tratar un grupo y después aplicar una
medición a una o más variables acotando la evaluación.
Figura 9
Criterios de Evaluación de Paired Test
Trujillo Meza, Brander Romario
17
Se realizará las evaluaciones en dos etapas, antes y después de la
implementación para comparar los resultados obtenidos” (Hernández, Fernández, &
Baptista, 2014, p. 95).
Evaluación de la Hipótesis
Hipótesis: H0
“H0 nos dice que el valor de μ1 no es significativamente diferente de μ2 con un
nivel α de significancia” (Walpole, Myers, Myers, & Ye, 2012).
μ1: Valor promedio de la muestra 1 (escenario 1)
μ2: Valor promedio de la muestra 2 (escenario 2)
Hipótesis: H1
“H1 nos dice que el valor de μ1 y μ2 son significativamente diferentes con un
nivel α de significancia” (Walpole, Myers, Myers, & Ye, 2012).
μ1: Valor promedio de la muestra 1 (escenario 1)
μ2: Valor promedio de la muestra 2 (escenario 2)
Definición de términos básicos.
5S: “Metodología que consiste en desarrollar actividades de orden/limpieza y
detención de anomalías en el puesto de trabajo” (Sacristán, 2005).
Clasificar: “Consiste en separar los elementos necesarios de los innecesarios y
retirar los últimos del lugar de trabajo […] y establecer un sistema de control que
facilite la identificación” (Rodríguez, 2010).
Ordenar: “Se definen las ubicaciones y se establecen las identificaciones necesarias
para cada objeto” (Manzano & Gisbert, 2016).
Limpiar: “La limpieza debe ser constante, debe ser una práctica que todos los
trabajadores deben incorporar en sus rutinas” (Manzano & Gisbert, 2016).
Estandarizar: “La limpieza estandarizada no es una actividad, es un estado, significa
mantener consistentemente la organización, orden y limpieza” (Rodríguez, 2010).
Disciplina: “Normalizar la aplicación del trabajo y convertir en hábito todos
aquellos estándares establecidos en el punto anterior” (Manzano & Gisbert, 2016).

Trujillo Meza, Brander Romario
18
CAPITULO III: DISEÑO METODOLÓGICO
Formulación de la Hipótesis.
H0: La implementación de la metodología 5S mejora la productividad en el
taller de confección de la empresa textil de Lima.
H1: La implementación de la metodología 5S no mejora la productividad en el
taller de confección de la empresa textil de Lima.
Identificación de Variables.
Variable dependiente
La variable dependiente de la presente investigación es la productividad en el
taller de confección. Esta es considerada como una variable dependiente dado que
los resultados de esta variable se verán afectados por la implementación de la
metodología 5S.
Variable independiente
La variable independiente de la presente investigación es la implementación de
la metodología 5S. Esta es considerada como variable independiente porque su
implementación afectará a la productividad en el taller de confección.
Operacionalización de Variables.

Trujillo Meza, Brander Romario
19
Variable Definición operacional Dimensiones Indicadores Fórmula
Metodología 5S
Metodología de mejora continua
que busca crear una cultura
laboral enfocada en orden y
limpieza para mejorar la
productividad de la empresa.
Clasificar
Ordenar
Limpiar
Estandarizar
Disciplina
Nivel de cumplimiento de Clasificar
Nivel de cumplimiento de Ordenar
Nivel de cumplimiento de Limpiar
Nivel de cumplimiento de Estandarizar
Nivel de cumplimiento de Disciplina
Nivel de cumplimiento de 5S
NC =𝑃𝐴
𝑃𝐸 𝑋 100%
Donde:
NC: Nivel de Cumplimiento
PA: Puntaje Alcanzado
PE: Puntaje Esperado
Productividad
Es la relación entre los
productos obtenidos (output) y
los recursos empleados (input)
en un determinado lapso.
Tiempo de
confección
Eficacia
Tiempo confeccionado
Tiempo confeccionado
TC =𝑇𝐸
𝑇𝑃 𝑋 100%
TE: Tiempo Empleado
TP: Tiempo Programado
Eficacia
Eficacia
Eficacia =𝐶𝑃1
𝐶𝑃2 𝑥 100%
CP1: Cantidad Producida
CP2: Cantidad Programada

Trujillo Meza, Brander Romario
20
Población.
La presente investigación tiene por población a la cantidad de chompas para
niños confeccionados diariamente durante dos periodos, (pretest y post test). Primer
periodo (pretest) desde el 1 de julio hasta 30 julio y el segundo periodo (post test)
desde 2 de septiembre hasta 31 de septiembre de 2019.
Muestra.
La muestra tomada para la presente investigación será igual a la cantidad de
población, es decir, cantidad de chompas para niños confeccionados diariamente
(jornada de 8 horas de lunes a viernes y 7 horas los sábados) durante dos periodos,
(pretest y post test). Primer periodo (pretest) desde el 1 de julio hasta 30 julio y el
segundo periodo (post test) desde 2 de septiembre hasta 31 de septiembre de 2019.
Diseño de Investigación.
El diseño de la investigación es preexperimental, dado que se implementará la
variable independiente, metodología 5S, de la investigación. Además, la variable es
tratada en una sola muestra o se aplicará en una sola empresa, es decir, el diseño de
un solo grupo con una muestra.
La presente investigación es de tipo aplicada, dado que se busca en relación con
la implementación de la metodología 5S dar solución a la problemática encontrada.
Además, es de nivel explicativo dado que está dirigido a responder el efecto que
tiene la implementación de la metodología propuesta en el taller de confección de
una empresa textil de Lima, es decir, en la productividad.
Técnicas e Instrumentos de recolección de datos.
Para la recolección de los datos de la presente investigación se acudió a distintas
técnicas e instrumentos, las cuales se mencionan:
Observación cualitativa directa
Esta técnica es utilizada para observar los procesos actuales del taller de
confección, así como observar el estado actual de taller y de las máquinas de coser.
Esta técnica consistió en pararse en un lugar neutral y observar todas las acciones
que se realizan dentro del taller de confección. El instrumento utilizado para el
modelo de lo observado fue Flowdia Diagramas 2.0.

Trujillo Meza, Brander Romario
21
Reunión abierta
Se realizó una reunión abierta con el supervisor del taller con la finalidad de
obtener datos sobre la cantidad de prendas confeccionadas, los cuales fueron
necesarios para la evaluación con la aplicación de estadística de comparación de
escenarios Paired test.
Paired Test
Esta prueba estadística se utilizará para la comparación de los dos escenarios
(antes y después de la implementación de la metodología) conteniendo la misma
cantidad de muestras tanto antes de la implementación como después. Esto nos
permitirá determinar si efectivamente habrá una mejora significativa después de la
implementación de la metodología 5s.
Métodos y Procedimientos de análisis de datos.
En la presente investigación para el procesamiento y análisis de los datos se
empleará SPSS Statistics 25. Además, se empleará comparativo de observaciones
(fotos) para poder corroborar la información o las observaciones que se realizan en
cada etapa de la implementación, es decir se corroboran mediante fotos de antes y
después de la implementación de la metodología. Esta técnica se aplicará para todas
las etapas de la implementación.
La metodología se aplicará en seis etapas, las cuales constarán de seis
capacitaciones. La primera capacitación se realizará en conceptos generales,
introducción a la metodología.
La segunda capacitación se llevará para empezar con la primera etapa de la
implementación, en esta capacitación se dará a conocer la primera parte.
La tercera capacitación se llevará a cabo para dar seguimiento y control de la
primera parte.
La cuarta capacitación se llevará a cabo para dar seguimiento y control de la
segunda parte, así mismo para capacitar a los involucrados acerca de la tercera etapa
de la metodología.
La quinta y la sexta capacitación se llevará a cabo para dar seguimiento y
control de la primera, segunda, tercera y cuarta etapa.

Trujillo Meza, Brander Romario
22
CAPITULO IV: DESARROLLO.
Evaluación del taller de confección
La empresa cuenta con diez (10) máquinas de confección; dos (2) máquinas
rectas, dos (2) máquinas remalladoras, dos (2) máquinas recubridoras, una (1)
máquina elastiquera, una (1) máquina tapetera, una (1) máquina corta cinta y una (1)
cortadora.
Recta: Esta máquina de confección se utiliza para coser los bolsillos, etiquetado
y realizar el acabado de las prendas.
Remalladora: Esta máquina de confección lo emplean para realizar el acabado
completo de todas las prendas.
Recubridora: Esta máquina de confección se emplea para coser basta y recubrir
las tiras en las prendas.
Elastiquera: Esta máquina de confección lo emplean para realizar el acabado y
poner elásticos en todas las prendas.
Tapetera: Esta máquina de confección se emplea para poner los elásticos a las
prendas que requieran de ello y que lo llevan.
Corta Cinta: Esta máquina de confección se emplea para realizar el cortado de
las cintas para las prendas que los necesiten.
Cortadora: Esta máquina de confección se emplea para realizar los cortes
(cortado de moldes) para todas las prendas.
Distribución de la planta.
La planta de confección de la empresa cuenta está distribuido en 4 zonas. Zona
de cortado, se realizan el cortado de los lotes que serán confeccionados; zona de
confección, en esta zona se confeccionan los lotes que fueron previamente cortados;
zona de limpieza, en esta se realizan el acabado de las prendas que fueron
confeccionados y la zona de acabado en la cual se realizan el planchado, embolsado
y empaquetado.
A continuación, se muestra el layout de la planta de confección de la empresa,
mostrando sus cuatro (4) zonas dentro del taller.

Trujillo Meza, Brander Romario
23
Nota. Fuente: elaboración propia
Distribución de las máquinas.
La distribución actual de las máquinas no sigue un orden específico o un orden
establecido, según el administrador de la planta el orden fue establecido al azar, es
decir, las máquinas han sido colocados de forma aleatoria.
A continuación, se muestra el layout donde se muestra las ubicaciones de las
máquinas de confección de la empresa, se muestra las diez (10) zonas dentro del
taller.
Nota. Fuente: elaboración propia
Figura 10
Layout del taller de confección
Figura 11
Distribución Actual de las Máquinas de Coser

Trujillo Meza, Brander Romario
24
Proceso de confección a nivel funcional.
El proceso actual de confección a nivel funcional (actividad) será evaluado para
conocer el flujo que atraviesa las prendas en la confección.
El proceso a nivel funcional es igual para todo tipo de prendas que se
confeccionan, es decir, se siguen y realizan las mismas actividades para que se
confeccionen las prendas.
El proceso de confección de una prenda pasa por cinco áreas para sacar un
producto final, el proceso inicia en la compra de tela y termina en el empaquetado de
estos.
Adquisición, en esta se gestiona la compra de tela que va desde contactar con el
proveedor hasta almacenar las telas.
El corte, una vez realizado la compra (telas almacenadas en el depósito) se
pasan a realizar sacar el molde y posteriormente cortarlos.
La confección, realizado el cortado y trasladado a la zona de confección en esta
área se confeccionan el lote que está en proceso.
El acabado, en esta se realizan el limpiado de hilos y demás imperfecciones para
posteriormente realizar el control de calidad y pasar al área de empaquetado.
El empaquetado, en esta área se realizan el doblado, planchado y empaquetado
para trasladarlo a la zona de despacho para su posterior venta del lote terminado.

Trujillo Meza, Brander Romario
25
Nota. Fuente: elaboración propia
Figura 12
Proceso de confección a nivel funcional

Trujillo Meza, Brander Romario
26
Redistribución de máquinas
Distribución actual.
La distribución actual de las máquinas de coser ha sido clasificados y ordenados
de forma aleatoria. La zona de confección consta de dos zonas (como se aprecia en la
imagen) en la primera zona de confección hay tres máquinas de coser que se
encuentran distribuidos con una máquina remalladora y dos máquinas rectas.
En la segunda zona de confección se encuentran distribuidos siete máquinas de
coser (cortadora, remalladora, recubridora, remalladora, recubridora, elastiquera y
tapetera) las máquinas de esta zona están distribuidos en el orden descrito. Al igual
que en la primera zona las máquinas de coser de esta zona han sido distribuidos de
forma aleatoria, es decir, no hay un análisis de distribución y de orden.
Nota. Fuente: elaboración propia
Distribución propuesta.
La empresa tiene en su cartera de productos cuatro tipos de prendas (pantalones,
chompas, polos y shorts) el análisis de los procesos de cada prende fueron analizados
en el capítulo cuatro. Se tomará cada análisis de cada prende para su posterior
propuesta de distribución de las máquinas de coser.
Figura 13
Distribución Actual de las Máquinas de Coser
Trujillo Meza, Brander Romario
27
La distribución propuesta para la organización de las máquinas de coser se
centra en los cuatro procesos individuales y conjuntas de los productos, el proceso
para cada tipo de prenda son distintos y la mayoría de estos comparten máquinas
comunes en su confección, por ello se analiza cada tipo de prenda.
El proceso para confeccionar un polo sigue la secuencia empieza con la máquina
recta, después pasa por la máquina remalladora y por último pasa por recubridora
(polos con cuello) y los polos sin cuello pasan primero por la máquina remalladora y
después por la recubridora.
El proceso para confeccionar un short sigue otro proceso a nivel de máquinas, es
decir, el proceso comparte el proceso a nivel funcional pero no a nivel de máquinas.
El proceso a nivel de máquinas inicia por la máquina recta, luego pasa por la
remalladora, después pasa a la recubridora y por último por la elastiquera.
El proceso a nivel de máquinas para confeccionar una chompa sigue otro flujo
que los demás, comparte el proceso a nivel de actividad, pero el proceso que pasa a
nivel de máquinas es distinto. Para confeccionar una chompa primero pasa por la
máquina remalladora y después por la recubridora.
El proceso para confeccionar un pantalón a nivel funcional sigue el mismo
proceso que los demás, sin embargo, el proceso a nivel de máquinas es distinto. La
primera máquina para confeccionar un pantalón es la máquina recta, después pasa
por la máquina remalladora, luego de terminar asa a la máquina recubridora y al final
por la máquina elastiquera.
Cabe señalar que los procesos de cada prenda a nivel funcional y a nivel de
máquinas fueron elaborados con la colaboración de los trabajadores y el
administrador. Los procesos a nivel de máquina fueron evaluados apara proponer la
redistribución de las plantas, es decir, rediseñar la organización de las máquinas.
La distribución de las máquinas propuestas se adjunta en la siguiente imagen.
Esta distribución fue analizada tomando en cuenta los cuatro procesos, facilidad de
proceso a nivel actividad y tomando en cuenta el proceso a nivel funcional.
Trujillo Meza, Brander Romario
28
Nota. Fuente: elaboración propia
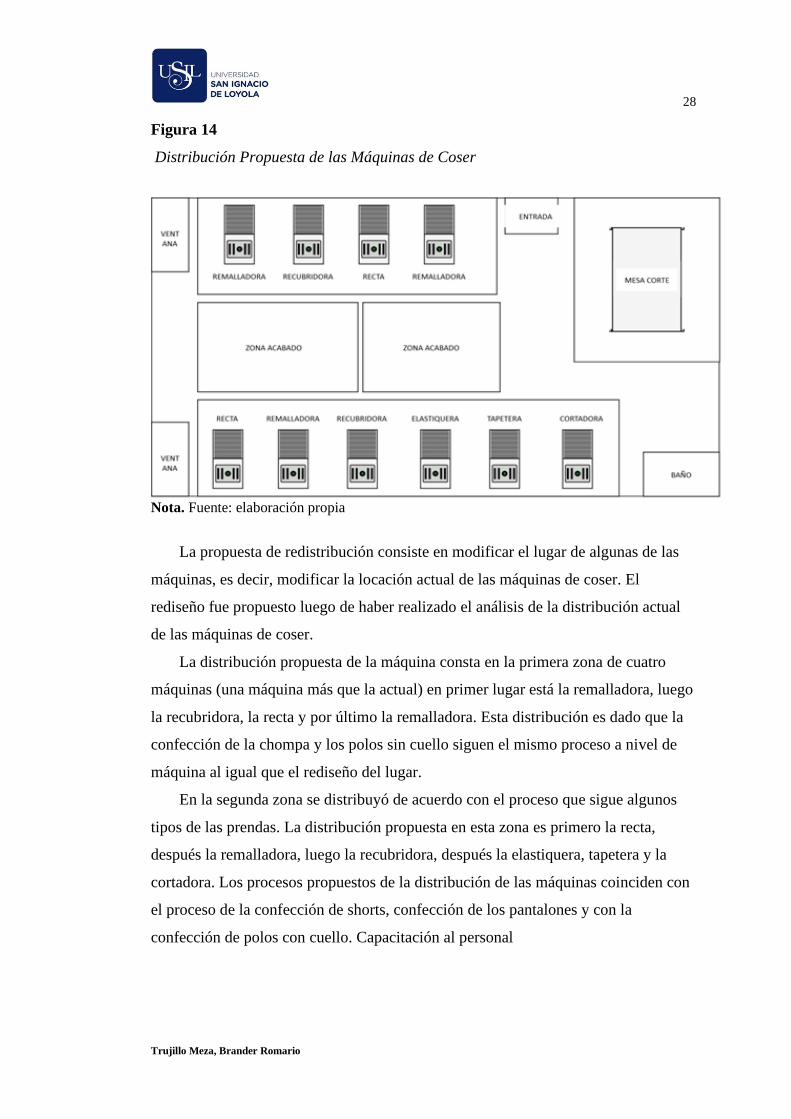
La propuesta de redistribución consiste en modificar el lugar de algunas de las
máquinas, es decir, modificar la locación actual de las máquinas de coser. El
rediseño fue propuesto luego de haber realizado el análisis de la distribución actual
de las máquinas de coser.
La distribución propuesta de la máquina consta en la primera zona de cuatro
máquinas (una máquina más que la actual) en primer lugar está la remalladora, luego
la recubridora, la recta y por último la remalladora. Esta distribución es dado que la
confección de la chompa y los polos sin cuello siguen el mismo proceso a nivel de
máquina al igual que el rediseño del lugar.
En la segunda zona se distribuyó de acuerdo con el proceso que sigue algunos
tipos de las prendas. La distribución propuesta en esta zona es primero la recta,
después la remalladora, luego la recubridora, después la elastiquera, tapetera y la
cortadora. Los procesos propuestos de la distribución de las máquinas coinciden con
el proceso de la confección de shorts, confección de los pantalones y con la
confección de polos con cuello. Capacitación al personal
Figura 14
Distribución Propuesta de las Máquinas de Coser

Trujillo Meza, Brander Romario
29
La capacitación o entrenamiento de los personales involucrados se llevó en dos
ocasiones cada uno con una duración de cuarenta y cinco minutos. Los temas que se
trataron en ambos entrenamientos fueron temas generales e introductorio al sistema
de la metodología de las 5s.
En la primera capacitación se presentó las generalidades de la metodología,
introducción al concepto de cada etapa, conceptos y principios generales (ver anexo
B). Se estableció el cronograma general para los posteriores entrenamientos y las
fechas de implementación de cada etapa de la metodología.
En la segunda sesión se connotó en el objetivo de la metodología y que se
buscaba con la implementación, así como dar a conocer los objetivos específicos de
la metodología en modo general (ver anexo C). Cabe mencionar que se presentó los
objetivos que se buscaba con todo el personal de la empresa.
Se llevó a cabo una capacitación general, en la cual se detalló y se dio a conocer
las generalidades de la metodología. Se capacitó en lo que es la introducción a la
metodología, aspectos generales, los objetivos generales que se quieren alcanzar
tanto objetivos de la metodología como de la empresa. También se capacitó en los
beneficios que conlleva la implementación de la metodología, beneficios generales y
beneficios parciales, en cada etapa de la implementación.
Se capacitó en cada etapa, la implementación está separado en cinco fases. Las
capacitaciones de cada fase se llevan en cada etapa de la implementación, es decir, al
inicio de cada etapa se capacita a los trabajadores responsables e involucrados en el
taller de confección.
Se capacita a todos los involucrados de la empresa, se capacitó en seis
oportunidades. La primera capacitación se llevó a cabo para dar a conocer a cerca de
las generalidades de la metodología, la segunda capacitación se realizó previo a la
implementación de la primera etapa, la segunda se realizó después de terminar la
implementación de la primera etapa, la tercera se llevó a cabo antes de iniciar la
segunda etapa, la cuarta capacitación antes de iniciar la tercera etapa, la quinta
capacitación antes de iniciar la cuarta etapa y la última capacitación antes de la
implementación de la última “s” de la metodología.

Trujillo Meza, Brander Romario
30
Seiri – Clasificar
Capacitación sobre seiri.
La capacitación de la primera etapa de la implementación de la metodología 5s
se realizó en la primera sesión, la capacitación se realizó a todos los trabajadores
involucrados en conceptos generales, presentación de los objetivos de la primera
etapa y los beneficios de esta.
En materia del concepto general de clasificar (primera etapa de la metodología)
se dispuso a conocer a los capacitados la introducción, se introdujo a los trabajadores
en la primera etapa de la metodología, de la misma forma se presentó de la
disposición de la de las fechas de implementación (ver anexo D).
En la primera sesión a los trabajadores de la primera etapa se presentó los
objetivos de la primera etapa. Se inculcó a los colaboradores en los objetivos lo que
se quería lograr con la implementación de esta etapa, se presentó lo que se buscaba y
los objetivos.
Situación actual.
En la imagen se muestra la situación antes de la implementación de la primera
etapa (clasificar) de la metodología.
Nota. Fuente: elaboración propia
Figura 15
Situación Actual Seiri

Trujillo Meza, Brander Romario
31
Implementación del seiri.
La implantación de la primera etapa de la metodología (clasificar) se llevó a
cabo con la ayuda de todos los trabajadores involucrados en el taller de confección
de la empresa. La primera etapa de la implementación fue realizada por los
trabajadores (ellos tomaron las decisiones de separar los materiales que se necesitaba
para coser las prendas, separaron aquellas que utilizan con regularidad).
Se utiliza la tarjeta roja como una etiqueta para darle destino y los detalles de
aquellos que los trabajadores separaron y decidieron que eran innecesarias.
En las imágenes se muestra la situación después de la implementación de la
primera etapa de la metodología.
Nota. Fuente: elaboración propia
Seiton – Ordenar
Capacitación sobre seiton.
La capacitación se realizó a los trabajadores involucrados del taller, se les
capacitó en la segunda sesión, consistió en presentar los conceptos relacionados con
la segunda etapa, los objetivos que se quería lograr y los beneficios de la
implementación de la segunda etapa.
Se dio a conocer los conceptos necesarios para que se implemente la segunda
“s” de la metodología, los conceptos se orientaron para que todos los trabajadores
pudieran implementar con la supervisión del administrador y el facilitador (ver
anexo E).
Figura 16
Implementación del Seiri

Trujillo Meza, Brander Romario
32
De la misma forma se dio a conocer los beneficios que generan la
implementación de la segunda “s” en el taller de confección, se presentó los
beneficios parciales con la implementación de la etapa y como estos
complementaban con los beneficios generales que se verían reflejados después de la
implementación de la metodología (ver anexo E).
Situación actual.
En la imagen se muestra la situación antes de la implementación de la segunda
etapa (ordenar) de la metodología en el taller de confección de la empresa.
Nota. Fuente: elaboración propia
Implementación del seiton.
La segunda etapa de la implementación de la metodología (ordenar) se llevó a
cabo en dos fases. La primera, se les asignaron un lugar a cada ítem que se quedaron
como necesarios, es decir, se aplicó el principio de la asignación de cada cosa en un
sitio y un sitio para cada cosa. La segunda, a todos aquellos que son considerados
como necesarios y que les hayan asignado un lugar se les etiquetó con la finalidad
de identificar con facilidad, aplicando el principio de cada objeto con su etiqueta y
una etiqueta para cada objeto.
En la se muestra después que se haya implementado la segunda etapa, ordenar,
de la metodología y se aprecia el estado del taller después que se implementó.
Figura 17
Situación Actual Seiton

Trujillo Meza, Brander Romario
33
Nota. Fuente: elaboración propia
Seiso – Limpiar
Capacitación sobre seiso.
La capacitación de la tercera etapa (limpieza) de la metodología se dio a conocer
conceptos a cerca de la matriz de responsabilidades para las limpiezas parciales y
generales. Así como se capacitó en conceptos de la tercera etapa, se presentó los
objetivos y los beneficios de implementar esta etapa.
La presentación de conceptos de la tercera etapa de la metodología fue
concerniente con objeto de la tercera “s”, conceptos de la matriz de
responsabilidades y como estas responsabilidades se deberían ser asignados, cabe
mencionar que los trabajadores fueron los que presentaron el cronograma para la
limpieza parcial, limpieza de las máquinas una vez a la semana (ver anexo F).
Situación actual.
En la imagen se muestra la situación antes de la implementación de la tercera
etapa (limpiar) de la metodología en el taller de confección de la empresa.
Figura 18
Implementación del Seiton

Trujillo Meza, Brander Romario
34
Nota. Fuente: elaboración propia
Implementación del seiso.
La implementación de la tercera etapa consta de dos fases, cronograma parcial
de limpieza (matriz de responsabilidades) que los trabajadores se comprometieron.
La primera matriz, esta es asignado de acuerdo con un torno asignado a cada
trabajador para una limpieza parcial (un día particular para limpiar las máquinas de
confección).
La segunda matriz constata una matriz de limpieza general (la limpieza general
se realiza cada fin de semana, sábados). En esta matriz se asigna al responsable de
limpieza para que realice la limpieza de las máquinas y el taller en general.
En la imagen se adjunta los detalles de responsabilidades designadas para la
limpieza de las máquinas de coser y la limpieza dl taller en general.
Nota. Fuente: Elaboración propia
Figura 19
Situación Actual Seiso
Figura 20
Implementación del Seiso

Trujillo Meza, Brander Romario
35
Seiketsu – Estandarizar
Capacitación sobre seiketsu.
La capacitación de la cuarta “s” se realizó con la partición de todos los
involucrados, en esta capacitación se dieron a conocer los conceptos de la cuarta fase
de la metodología, los objetivos a cumplir y los beneficios que se logran con la
implementación de la cuarta “s”.
Los conceptos que se presenta en esta capacitación fueron relacionados con la
estandarización de las buenas prácticas y como mantener los logros que se
obtuvieron en las etapas anteriores, así como la presentación de la herramienta
KANBAN para la planificación y control de los trabajos de estandarización y
mantenimiento de los logros y objetivos planteados (ver anexo G).
Se presentó los objetivos que se querían logran con la implementación de la
cuarta etapa, objetivos parciales (objetivos exclusivos de la cuarta etapa) y los
objetivos generales (con la implementación de la metodología), estos fueron
acordados por todos los participantes en la capacitación (ver anexo G).
De la misma forma se presentó los beneficios que se lograrían al culminar la
implementación de la cuarta etapa, los beneficios de esta etapa son a mediano y largo
plazo y este fue inculcado a todos los participantes (ver anexo G).
Situación actual.
En la imagen se muestra la situación antes de la implementación de la cuarta
etapa (estandarizar) de la metodología en el taller de confección de la empresa.
Nota. Fuente: elaboración propia
Figura 21
Situación Actual Seiketsu

Trujillo Meza, Brander Romario
36
Implementación del seiketsu.
La cuarta etapa de la implementación consta de cuatro temas: mantener los
estándares de clasificar, ordenar y la limpieza, así como la implementación del
cuadro de KANBAN.
Mantener los estándares que se lograron en la primera etapa (clasificar), es decir,
realizar periódicamente el ejercicio de la clasificación. Mantener los logros que se
obtuvieron la segunda etapa (ordenar), es decir, periódicamente realizar la ordenanza
después de la clasificación.
Nota. Fuente: elaboración propia
Shitsuke – Disciplina
Capacitación sobre shitsuke.
La capacitación de la quinta etapa de la metodología fue realizada con
participación de todos los trabajadores y el administrador. En esta capacitación se
presentó los conceptos de la quinta etapa, los objetivos que se alcanzarían y los
beneficios que la implementación de la quinta fase generaría, así como la
herramienta de reunión de retrospectiva y la proposición de una plantilla para su
ejecución.
La capacitación de los conceptos de la quinta fase se presentó con énfasis en la
creación d hábitos para mantener y ejecutar todos los estándares y buenas prácticas
de las etapas anteriores de forma correcta.
Figura 22
Implementación del Seiketsu

Trujillo Meza, Brander Romario
37
Se presentó los objetivos que se querían lograr al culminar la implementación de
la quinta etapa tanto los objetivos parciales (específicamente de esta etapa) y los
objetivos generales de la metodología (ver anexo H).
De la misma manera se presentó y establecieron los beneficios que se obtendrían
al culminar la implementación de esta etapa y por ende la culminación de toda la
etapa. En esta etapa los beneficios son a mediano y largo plazo, esto es debido a que
implica la creación de hábitos y la ejecución de forma correcta todas las etapas de la
metodología (ver anexo H).
Situación actual.
En la imagen se muestra la situación antes de la implementación de la quinta
etapa (disciplina) de la metodología en el taller de confección de la empresa.
Nota. Fuente: elaboración propia
Implementación del shitsuke.
La implementación de la quinta etapa de la metodología abarca la ejecución de
forma estandarizada y correcta de las etapas anteriores y crear hábitos en todos los
involucrados. Los trabajadores crear los hábitos de realizar todos los hábitos de
forma correcta.
Al finalizar cada lote se tiene una reunión de retrospectiva (reunión con todos
los trabajadores) con la finalidad de evaluar el trabajo realizado, evaluar las mejoras
y proponer nuevas formas de mejorar. En la imagen se adjunta el modelo de
retrospección que se planteó y que lo están usando el equipo de confección.
Figura 23
Situación Actual Shitsuke

Trujillo Meza, Brander Romario
38
Nota. Fuente: elaboración propia
Figura 24
Implementación del Shitsuke

Trujillo Meza, Brander Romario
39
CAPITULO V: RESULTADOS.
Redistribución de las máquinas de coser

Trujillo Meza, Brander Romario
40
Distribución antes de la implementación Distribución después de la implementación

Trujillo Meza, Brander Romario
41
Evaluación Pretest
Evaluación pretest 5S
Para avaluar el escenario pretest de la variable independiente se ha tomado un
mes (julio 2019) una muestra de cuatro (4) semanas.
Tabla 4
Evaluación Pretest 5S
5S Pretest
Clasificar 33%
Ordenar 44%
Limpiar 42%
Estandarizar 13%
Disciplina 33%
Nota. Fuente: elaboración propia
En el anexo I se describe de forma detallada los seguimientos que se han
realizado de las cinco (5) etapas de la metodología, es decir, la evaluación que se ha
realizado antes de la implementación de la metodología 5S.
Nota. Fuente: elaboración propia
33%
44%42%
13%
33%
Clasificar Ordenar Limpiar Estandarizar Disciplina
Pretest 5s
Figura 25
Evaluación Pretest 5S

Trujillo Meza, Brander Romario
42
En el anexo J se describe de manera detallada el comportamiento porcentual de
las cinco etapas de la metodología antes de la implementación, es decir, la muestra
evaluada.
Nota. Fuente: elaboración propia
Figura 26
Evaluación General Pretest 5S

Trujillo Meza, Brander Romario
43
Tabla 5
Auditoría Pretest 5S
Descripción Criterios de evaluación Sem1 Sem2 Sem3 Sem4
Clasificar
Se cuenta solo con lo necesario
para trabajar a simple vista 2 2 2 2
No se ven cosas o materiales en
otras áreas o lugares diferentes a su
lugar asignado
1 1 1 1
Se pude saber cuáles son los
objetos necesarios en el área 1 1 1 1
No se ven partes o materiales en
otras áreas o lugares diferentes a su
lugar asignado
1 1 1 1
Ordenar
Las áreas están debidamente
identificadas 2 2 2 2
Los equipos y utensilios están en su
lugar asignado 2 2 2 2
Existen lugares marcados para todo
el material de que llega o sale 0 0 0 0
Limpiar
Las máquinas se encuentran
visiblemente limpias 2 2 2 2
El área en general luce limpia y
segura 2 2 2 2
Se cuenta con el equipo de limpieza
completo y es fácil de obtener 1 1 1 1
Estandarizar
Se tienen estándares de colores bien
identificados y conocidos 0 0 0 0
Existen letreros para identificar las
áreas 1 1 1 1
Todos en el área conocen las 5´s y
las practican cotidianamente 0 0 0 0
Los contenedores de basura están
señalizados y están al alcance de
todos
1 1 1 1
Disciplina Se mantienen los procedimientos 1 1 1 1
Total 35% 35% 35% 35%
Nota. Fuente: elaboración propia

Trujillo Meza, Brander Romario
44
Evaluación pretest productividad
Para calcular la productividad del taller antes de la implementación de la
metodología 5s se empleará el tiempo confeccionado y la eficacia.
Productividad = Tiempo confeccionado x Eficacia
Tiempo confeccionado:
TU=TE/TP X 100%
TE: Tiempo Empleado
TP: Tiempo Programado
Eficacia
Eficacia=CP1/CP2 x 100%
CP1: Cantidad Producida
CP2: Cantidad Programada
Para calcular el tiempo programado y la producción total diaria se tomarán la
cantidad total del personal en la confección y sus horarios de trabajo.
Tiempo programado = Cantidad de trabajadores x horario de trabajo
La empresa cuanta con 7 trabajadores en el taller de confección cuyos horarios
de trabajo son de 8 horas con 1 hora de refrigerio de lunes a viernes, y los sábados de
7 horas (no se considera tiempo de refrigerio).
Tiempo empleado = Cantidad de trabajadores x tiempo estándar
La empresa considera dentro de sus políticas un suplemento del 15% por
normativas internas; con todos sus trabajadores dentro de la confección.
La cantidad de prendas programadas son establecidas por criterio y con una data
histórica que lleva el administrador.
La cantidad producida se calcula la producción diaria con todos los trabajadores
del taller, es decir, su producción real diaria.
Por ende,

Trujillo Meza, Brander Romario
45
Productividad = Tiempo confeccionado x Eficacia
Tiempo confeccionado = Tiempo empleado / Tiempo programado
Eficacia = Cantidad producida / Cantidad programada
Tabla 6
Productividad Antes de la Implementación de las 5S
Fecha Producción
real diario Producción
Programada Eficacia
Tiempo
empleado
(minutos)
Tiempo
programado
(minutos)
Tiempo
usado Prod.
01-Jul 196 230 85% 315 420 75% 64%
02-Jul 193 230 84% 315 420 75% 63%
03-Jul 198 230 86% 315 420 75% 65%
04-Jul 198 230 86% 315 420 75% 65%
05-Jul 195 230 85% 315 420 75% 64%
06-Jul 197 230 86% 315 420 75% 64%
08-Jul 196 230 85% 315 420 75% 64%
09-Jul 194 230 84% 315 420 75% 63%
10-Jul 195 230 85% 315 420 75% 64%
11-Jul 198 230 86% 315 420 75% 65%
12-Jul 197 230 86% 315 420 75% 64%
13-Jul 195 230 85% 315 420 75% 64%
15-Jul 198 230 86% 315 420 75% 65%
16-Jul 197 230 86% 315 420 75% 64%
17-Jul 198 230 86% 315 420 75% 65%
18-Jul 198 230 86% 315 420 75% 65%
19-Jul 198 230 86% 315 420 75% 65%
20-Jul 196 230 85% 315 420 75% 64%
22-Jul 197 230 86% 315 420 75% 64%
23-Jul 196 230 85% 315 420 75% 64%
24-Jul 195 230 85% 315 420 75% 64%
25-Jul 193 230 84% 315 420 75% 63%
26-Jul 198 230 86% 315 420 75% 65%
27-Jul 195 230 85% 315 420 75% 64%
29-Jul 198 230 86% 315 420 75% 65%
30-Jul 196 230 85% 315 420 75% 64%
Prom 196 230 85% 315 420 75% 64%
Nota. Fuente: elaboración propia

Trujillo Meza, Brander Romario
46
En la tabla superior, se describe el estado evaluado de la productividad de la
empresa antes de la implementación de la metodología. Siendo, 75% el tiempo
confeccionado, eficacia 85% y productividad 64%. Se observa un índice promedio
bajo de productividad dentro del taller de confección antes de la implementación de
la metodología 5S. En el anexo K se aprecia el formato para medir la productividad.
La productividad del taller se mide por la eficacia y el tiempo confeccionado
dentro del taller, en la siguiente tabla se aprecia el porcentaje promedio de los
mismos.
Tabla 7
Productividad Antes de la Implementación 5S
Eficacia Tiempo confeccionado Productividad
85% 75% 64%
Nota. Fuente: elaboración propia
Nota. Fuente: elaboración propia
85%
75%
64%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
Eficacia Eficiencia Productividad
Productividad Pretest
Figura 27
Productividad Antes de la Implementación 5S
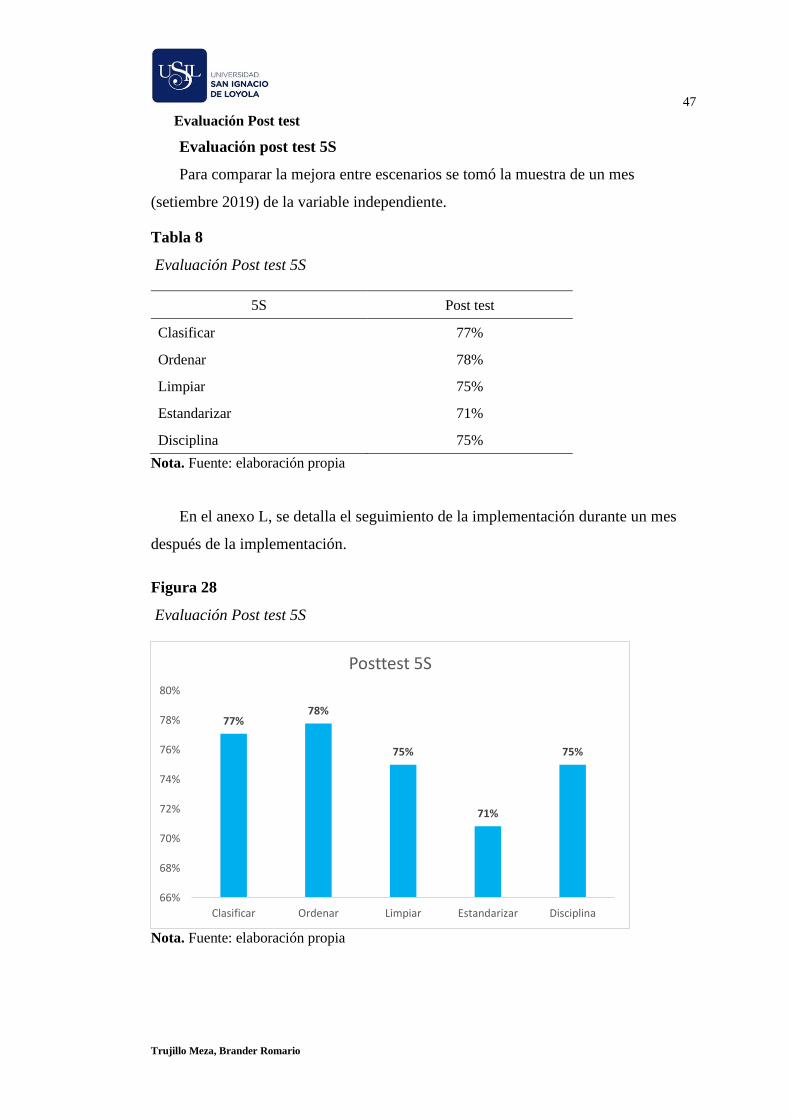
Trujillo Meza, Brander Romario
47
Evaluación Post test
Evaluación post test 5S
Para comparar la mejora entre escenarios se tomó la muestra de un mes
(setiembre 2019) de la variable independiente.
Tabla 8
Evaluación Post test 5S
5S Post test
Clasificar 77%
Ordenar 78%
Limpiar 75%
Estandarizar 71%
Disciplina 75%
Nota. Fuente: elaboración propia
En el anexo L, se detalla el seguimiento de la implementación durante un mes
después de la implementación.
Nota. Fuente: elaboración propia
77%78%
75%
71%
75%
66%
68%
70%
72%
74%
76%
78%
80%
Clasificar Ordenar Limpiar Estandarizar Disciplina
Posttest 5S
Figura 28
Evaluación Post test 5S

Trujillo Meza, Brander Romario
48
En la figura siguiente se muestra el porcentaje alcanzado durante el monitoreo
de la metodología 5s. Se muestra el porcentaje durante los cuatro (4) semanas
monitoreadas con la comparativa de la metodología y el objetivo propuesto.
Nota. Fuente: elaboración propia
Figura 29
Evaluación General Post test 5S

Trujillo Meza, Brander Romario
49
Tabla 9
Evaluación del Nivel de Cumplimiento Post test 5s
Descripción Criterios de evaluación Sem1 Sem2 Sem3 Sem4
Clasificar
Se cuenta solo con lo necesario
para trabajar a simple vista 2 3 2 3
No se ven cosas o materiales en
otras áreas o lugares diferentes a su
lugar asignado
2 2 2 3
Se pude saber cuáles son los
objetos necesarios en el área 2 2 2 3
Ordenar
Las áreas están debidamente
identificadas 2 3 2 3
Los equipos y utensilios están en su
lugar asignado 2 3 2 3
Existen lugares marcados para todo
el material de que llega o sale 2 2 2 2
Limpiar
Las máquinas se encuentran
visiblemente limpias 2 2 2 3
El área en general luce limpia y
segura 2 3 2 3
Un programa de limpieza se
conoce, está presente y se lleva a
cabo
2 2 2 3
Se cuenta con el equipo de limpieza
completo y es fácil de obtener 2 2 2 2
Estandarizar
Se tienen estándares de colores bien
identificados y conocidos 2 2 2 2
Existen letreros para identificar las
áreas 2 2 2 2
Todos en el área conocen las 5´s y
las practican cotidianamente 2 3 2 2
Los contenedores de basura están
señalizados y están al alcance de
todos
2 3 2 2
Disciplina Se mantienen los procedimientos 2 2 2 3
Total 67% 79% 67% 88%
Nota. Fuente: elaboración propia
Evaluación post test productividad
Para calcular la productividad después de la implementación de la metodología
5S se utiliza las siguientes fórmulas:

Trujillo Meza, Brander Romario
50
Tabla 10
Productividad después de la Implementación 5S
Fecha Producción
real diario
Producción
Programada Eficacia
Tiempo
empleado
(minutos)
Tiempo
programado
(minutos)
Tiempo
usado Prod.
02-Set 224 230 97% 315 420 75% 73%
03-Set 217 230 94% 315 420 75% 71%
04-Set 219 230 95% 315 420 75% 71%
05-Set 224 230 97% 315 420 75% 73%
06-Set 221 230 96% 315 420 75% 72%
07-Set 218 230 95% 315 420 75% 71%
09-Set 223 230 97% 315 420 75% 73%
10-Set 225 230 98% 315 420 75% 73%
11-Set 219 230 95% 315 420 75% 71%
12-Set 221 230 96% 315 420 75% 72%
13-Set 220 230 96% 315 420 75% 72%
14-Set 218 230 95% 315 420 75% 71%
16-Set 221 230 96% 315 420 75% 72%
17-Set 220 230 96% 315 420 75% 72%
18-Set 215 230 93% 315 420 75% 70%
19-Set 217 230 94% 315 420 75% 71%
20-Set 220 230 96% 315 420 75% 72%
21-Set 215 230 93% 315 420 75% 70%
23-Set 222 230 97% 315 420 75% 72%
24-Set 222 230 97% 315 420 75% 72%
25-Set 222 230 97% 315 420 75% 72%
26-Set 216 230 94% 315 420 75% 70%
27-Set 218 230 95% 315 420 75% 71%
28-Set 215 230 93% 315 420 75% 70%
30-Set 222 230 97% 315 420 75% 72%
31-Ago 215 230 93% 315 420 75% 70%
Prom 220 230 95% 315 420 75% 72%
Nota. Fuente: elaboración propia
En la tabla anterior, se muestra el tiempo confeccionado, eficacia y la
productividad después de la implementación de la metodología. Siendo; eficacia
95%, tiempo confeccionado 75% y la productividad 72%. En el anexo K se aprecia
el formato para medir la productividad.
Para calcular la productividad se mide el tiempo confeccionado y la eficacia
dentro del taller de confecciones de la empresa después de la implementación de la
metodología 5S.

Trujillo Meza, Brander Romario
51
Tabla 11
Productividad Después de la Implementación 5S
Eficacia Tiempo confeccionado Productividad
95% 75% 72%
Nota. Fuente: elaboración propia
Nota. Fuente: elaboración propia
95%
75%72%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Eficacia Eficiencia Productividad
Productividad Post test
Figura 30
Productividad Después de la Implementación 5S

Trujillo Meza, Brander Romario
52
Variable independiente
En la siguiente tabla se describe el análisis descriptivo de las cinco (5) etapas de
la metodología 5S. Evaluación de escenarios pretest y post test.
Tabla 12
Cumplimiento Pretest y Post test 5S
5S Pretest Post test
Clasificar 33% 77%
Ordenar 44% 78%
Limpiar 42% 75%
Estandarizar 13% 71%
Disciplina 33% 75%
Nota. Fuente: elaboración propia
La comparación de escenarios de la metodología 5S en cada una de sus etapas se
muestra que; clasificar paso de 33% a 77%, ordenar de 44% a 78%, limpiar de 42% a
75%, estandarizar de 13% a 71% y disciplina de 33% a 75%.
Nota. Fuente: elaboración propia
33%
44% 42%
13%
33%
77% 78% 75%71%
75%
Clasificar Ordenar Limpiar Estandarizar Disciplina
Pretest vs Post test 5S
Pretest Post test
Figura 31
Nivel de Cumplimiento Pretest y Post test 5S

Trujillo Meza, Brander Romario
53
Tabla 13
Evaluación del Nivel de Cumplimiento Antes de la Implementación 5S
Descripción Criterios de evaluación Sem1 Sem2 Sem3 Sem4
Clasificar
Se cuenta solo con lo necesario
para trabajar a simple vista 2 2 2 2
No se ven cosas o materiales en
otras áreas o lugares diferentes a su
lugar asignado
1 1 1 1
Se pude saber cuáles son los
objetos necesarios en el área 1 1 1 1
Ordenar
Las áreas están debidamente
identificadas 2 2 2 2
Los equipos y utensilios están en su
lugar asignado 2 2 2 2
Existen lugares marcados para todo
el material de que llega o sale 0 0 0 0
Limpiar
Las máquinas se encuentran
visiblemente limpias 2 2 2 2
El área en general luce limpia y
segura 2 2 2 2
Un programa de limpieza se
conoce, está presente y se lleva a
cabo
0 0 0 0
Se cuenta con el equipo de limpieza
completo y es fácil de obtener 1 1 1 1
Estandarizar
Se tienen estándares de colores bien
identificados y conocidos 0 0 0 0
Existen letreros para identificar las
áreas 1 1 1 1
Todos en el área conocen las 5´s y
las practican cotidianamente 0 0 0 0
Los contenedores de basura están
señalizados y están al alcance de
todos
1 1 1 1
Disciplina Se mantienen los procedimientos 1 1 1 1
Total 35% 35% 35% 35
%
Nota. Fuente: elaboración propia

Trujillo Meza, Brander Romario
54
Tabla 14
Evaluación del Nivel de Cumplimiento Después de la Implementación 5S
Descripción Criterios de evaluación Sem1 Sem2 Sem3 Sem4
Clasificar
Se cuenta solo con lo necesario
para trabajar a simple vista 2 3 2 3
No se ven cosas o materiales en
otras áreas o lugares diferentes a su
lugar asignado
2 2 2 3
Se pude saber cuáles son los
objetos necesarios en el área 2 2 2 3
Ordenar
Las áreas están debidamente
identificadas 2 3 2 3
Los equipos y utensilios están en su
lugar asignado 2 3 2 3
Existen lugares marcados para todo
el material de que llega o sale 2 2 2 2
Limpiar
Las máquinas se encuentran
visiblemente limpias 2 2 2 3
El área en general luce limpia y
segura 2 3 2 3
Un programa de limpieza se
conoce, está presente y se lleva a
cabo
2 2 2 3
Se cuenta con el equipo de limpieza
completo y es fácil de obtener 2 2 2 2
Estandarizar
Se tienen estándares de colores bien
identificados y conocidos 2 2 2 2
Existen letreros para identificar las
áreas 2 2 2 2
Todos en el área conocen las 5´s y
las practican cotidianamente 2 3 2 2
Los contenedores de basura están
señalizados y están al alcance de
todos
2 3 2 2
Disciplina Se mantienen los procedimientos 2 2 2 3
Total 67% 79% 67% 88%
Nota. Fuente: elaboración propia

Trujillo Meza, Brander Romario
55
Para comparar la evaluación antes (pretest) y después (post test) se muestra la
comparativa de las cinco etapas en cada escenario comparando con el nivel objetivo
durante las cuatro semanas que se evaluó en cada etapa.
Nota. Fuente: elaboración propia
Nota. Fuente: elaboración propia
Figura 32
Nivel de Cumplimiento Pretest
Figura 33
Nivel de Cumplimiento Post test 5S
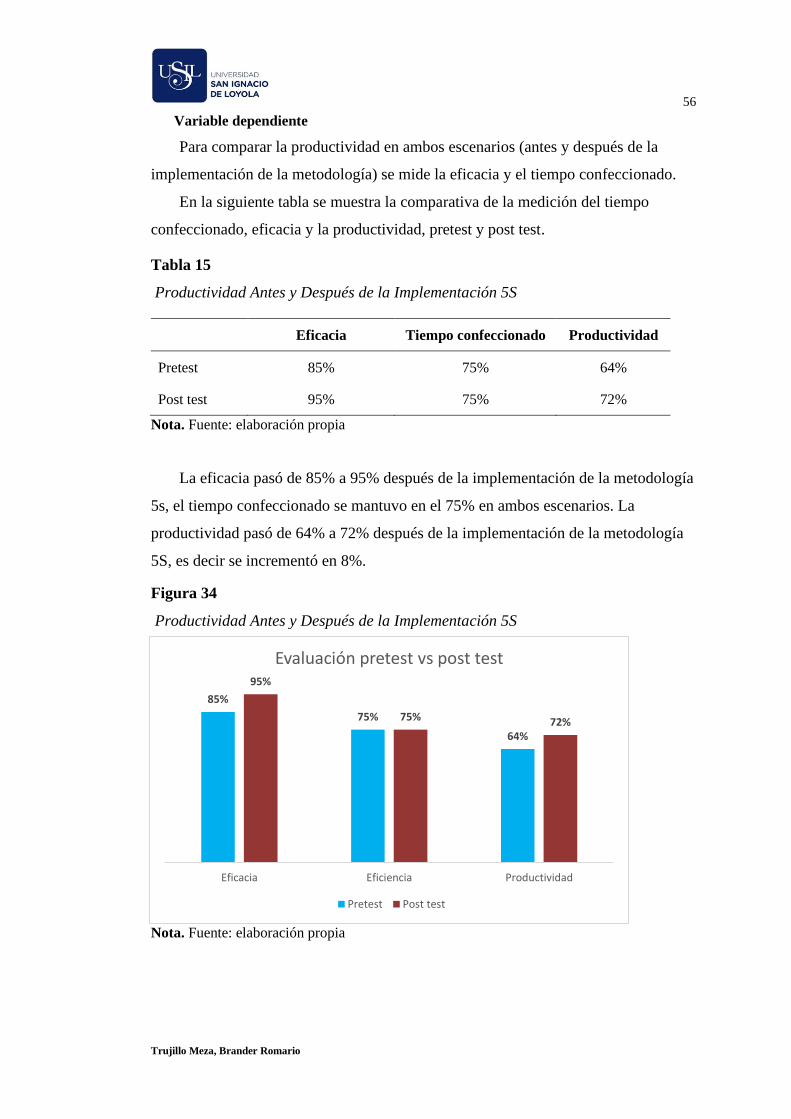
Trujillo Meza, Brander Romario
56
Variable dependiente
Para comparar la productividad en ambos escenarios (antes y después de la
implementación de la metodología) se mide la eficacia y el tiempo confeccionado.
En la siguiente tabla se muestra la comparativa de la medición del tiempo
confeccionado, eficacia y la productividad, pretest y post test.
Tabla 15
Productividad Antes y Después de la Implementación 5S
Eficacia Tiempo confeccionado Productividad
Pretest 85% 75% 64%
Post test 95% 75% 72%
Nota. Fuente: elaboración propia
La eficacia pasó de 85% a 95% después de la implementación de la metodología
5s, el tiempo confeccionado se mantuvo en el 75% en ambos escenarios. La
productividad pasó de 64% a 72% después de la implementación de la metodología
5S, es decir se incrementó en 8%.
Nota. Fuente: elaboración propia
85%
75%
64%
95%
75% 72%
Eficacia Eficiencia Productividad
Evaluación pretest vs post test
Pretest Post test
Figura 34
Productividad Antes y Después de la Implementación 5S

Trujillo Meza, Brander Romario
57
Tabla 16
Productividad Antes y Después de la Implementación 5S
Ítem Antes Después
1 64% 73%
2 63% 71%
3 65% 71%
4 65% 73%
5 64% 72%
6 64% 71%
7 64% 73%
8 63% 73%
9 64% 71%
10 65% 72%
11 64% 72%
12 64% 71%
13 65% 72%
14 64% 72%
15 65% 70%
16 65% 71%
17 65% 72%
18 64% 70%
19 64% 72%
20 64% 72%
21 64% 72%
22 63% 70%
23 65% 71%
24 64% 70%
25 65% 72%
26 64% 70%
Promedio 64% 72%
Nota. Fuente: elaboración propia
De la tabla anterior, la productividad promedio se incrementó de 64% a 72%
después de la implementación de la metodología 5s.

Trujillo Meza, Brander Romario
58
Prueba Paired test
Con la finalidad de comparar los escenarios de la productividad en el taller de
confección, escenarios comparativos de antes y después de la implementación de la
metodología 5S se empleó la prueba Paired test, la cual permitirá determinar si el
tiempo confeccionado en la muestra observada es significativa.
Para ello se plantea las siguientes Hipótesis:
H0: µ1 = µ2
H1: µ1 ≠ µ2
Donde:
“H0 nos dice que el valor de μ1 no es significativamente diferente de μ2 con un
nivel α de significancia” (Walpole, Myers, Myers, & Ye, 2012).
“H1 nos dice que el valor de μ1 y μ2 son significativamente diferentes con un
nivel α de significancia” (Walpole, Myers, Myers, & Ye, 2012).
Planteada las Hipótesis se cargó los datos o las cantidades diarias de confección
para su análisis en SPSS Statistics 25 con la finalidad de analizar y comparar dos
escenarios, es decir, comparar las cantidades confeccionadas durante un mes antes de
la implementación de la metodología 5s y un mes después de la implementación.
Tabla 17
Estadísticos de Pruebas Muestras Emparejadas
Media N Desviación
Desv. Error
promedio
Cantidad de chompas
confeccionados por día en
Julio 2019
196,35 26 1,599 ,314
Cantidad de chompas
confeccionados por día en
Septiembre 2019
219,58 26 3,022 ,593
Nota. Fuente: elaboración propia
De la tabla anterior, la diferencia de media aritmética entre ambos escenarios es
significativo dado que la media de producción en un día antes de la implementación
de la metodología 5s fue de 196,35 chompas y la media después de la
implementación de la metodología 5s fue de 219,58 chompas.
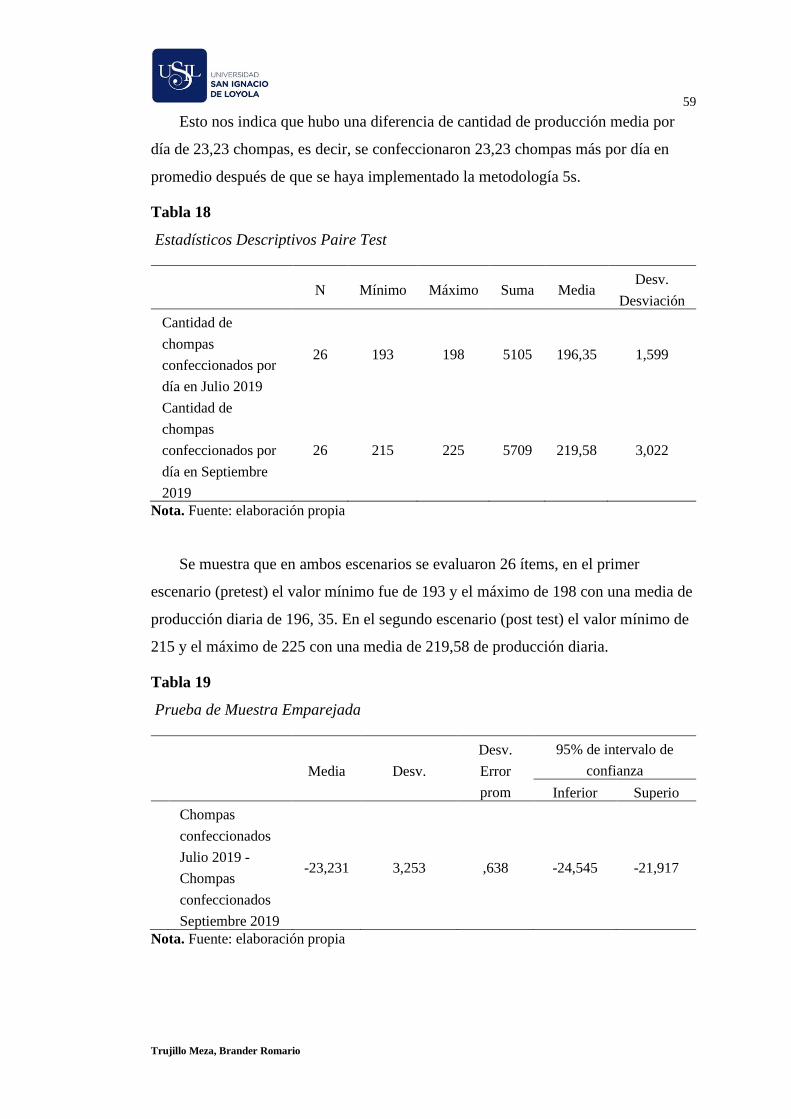
Trujillo Meza, Brander Romario
59
Esto nos indica que hubo una diferencia de cantidad de producción media por
día de 23,23 chompas, es decir, se confeccionaron 23,23 chompas más por día en
promedio después de que se haya implementado la metodología 5s.
Tabla 18
Estadísticos Descriptivos Paire Test
N Mínimo Máximo Suma Media
Desv.
Desviación
Cantidad de
chompas
confeccionados por
día en Julio 2019
26 193 198 5105 196,35 1,599
Cantidad de
chompas
confeccionados por
día en Septiembre
2019
26 215 225 5709 219,58 3,022
Nota. Fuente: elaboración propia
Se muestra que en ambos escenarios se evaluaron 26 ítems, en el primer
escenario (pretest) el valor mínimo fue de 193 y el máximo de 198 con una media de
producción diaria de 196, 35. En el segundo escenario (post test) el valor mínimo de
215 y el máximo de 225 con una media de 219,58 de producción diaria.
Tabla 19
Prueba de Muestra Emparejada
Media Desv.
Desv.
Error
prom
95% de intervalo de
confianza
Inferior Superio
Chompas
confeccionados
Julio 2019 -
Chompas
confeccionados
Septiembre 2019
-23,231 3,253 ,638 -24,545 -21,917
Nota. Fuente: elaboración propia

Trujillo Meza, Brander Romario
60
Realizado el análisis Paired test para las chompas se llega a la conclusión: Bajo
los criterios de evaluación nos encontramos con el caso b, es decir, se rechaza la H0,
dado que el intervalo está entre dos valores negativos.
Por lo tanto, rechazamos la H0 y tomamos la H1 la cual es H1: µ1 ≠ µ2.
Con un nivel de confianza del 95% en el escenario 2 (chompas confeccionadas
por día en el mes de septiembre de 2019) se confeccionaron entre 21,92 y 24,55
chompas más por día que en el escenario 1 (chompas confeccionadas por día en el
mes de Julio de 2019).

Trujillo Meza, Brander Romario
61
CAPITULO VI: DISCUSIÓN DE RESULTADOS.
De acuerdo con los resultados obtenidos en la presentación investigación
“Implementación de la metodología 5s para mejorar la productividad en el taller de
confección de una empresa textil” se evidencia mejoras en la productividad, así
como en sus dimensiones (eficacia y el tiempo confeccionado).
Los resultados obtenidos respecto a la Hipótesis general (la implementación de
la metodología 5s mejora el porcentaje del tiempo confeccionado) coincide con lo
que obtuvo (Chacón & Ochoa, 2019) en su investigación titulada “Aplicación de la
metodología de las 5s para mejorar la productividad en el taller de confección de la
empresa Enmanuel L.O, distrito de Comas, 2019”. Dado que, en el presente trabajo
se llegó a concluir que la implementación de la metodología 5s incrementó la
productividad de 64% a 72% y la eficacia de 85% a 95% y el resultado general al
que llegó el autor fue la mejora a un 65.67% de la productividad, el tiempo
confeccionado y la eficacia en un 74.26% y 88.32% respectivamente.
Así como, los resultados obtenidos en este estudio coinciden con lo que obtuvo
(Carbonel & Prieto, 2015) en su investigación titulada “Análisis diagnóstico y
presupuesto de mejora en el área de confecciones de una empresa textil. Dado que,
en la presente investigación se llegó a concluir que la implementación de la
metodología 5s mejora la productividad, mejorando la eficacia de 85% a 95% y la
productividad de 64% a 72% y el resultado general al que llegó el autor fue el
incremento de la capacidad productiva en 19% en el taller, reducción del 6.5% del
tiempo de una operación e incremento en la productividad de mano de obra de 12%.
De la misma manera, los resultados obtenidos respecto a la mejora de la
productividad mediante la implementación de la metodología 5s coincide con lo que
encontró (Sierra, 2018) en su investigación titulada “Aplicación de las 5S incrementa
la productividad del taller de Confección de Colchones en la empresa DORMIFLEX
SAC, San Antonio 2018. Dado que, en el presente trabajo la implementación de la
metodología 5S mejoró la productividad en un 8% y el resultado general al que llegó
el autor fue el incremento de 17,91% en su productividad.
Trujillo Meza, Brander Romario
62
También, los resultados de la presente investigación coinciden con lo que
encontró (Aquino, 2018) en su trabajo titulado “Lean Manufacturing y productividad
de la empresa Rj confecciones, San Martin de Porres, 2018”. Dado que, en la
presente investigación, implementación de la metodología 5S en el taller de
confección en el que la eficacia incrementó al 10% pasando de 85% a 95% y el
porcentaje del tiempo confeccionado manteniéndose en 75%, así como la
productividad incrementó en 8% pasando de 64% a 72% y el resultado general al que
llegó el auto fue el incremento de la productividad en la empresa en 12%.

Trujillo Meza, Brander Romario
63
CAPITULO VII: CONCLUSIONES.
En la investigación realizada se llegó a la conclusión general de que la
implementación de la metodología 5S mejoró la productividad en el área de
confecciones de la empresa, incrementando la productividad de 8% en el taller de
confección. Se contaba con una productividad de 64% antes de la implementación y
72% después de la implementación de la metodología 5S.
De igual modo, respecto a los objetivos específicos, la implementación de la
metodología 5S mejora la eficacia y el tiempo confeccionado en el taller, se concluye
y evidencia que la implementación de la metodología mejora la eficacia del taller de
confección de la empresa. Puesto que, la eficacia antes de la implementación de la
metodología fue de 85% y después de la implementación fue de 95%, llegando a
concluir que tuvo un incremento de 10%. El tiempo confeccionado en el taller antes
de la implementación de la metodología fue del 75% y después de la implementación
de la metodología manteniéndose en 75%.
Los resultados de la investigación determinan que se acepta la Hipótesis, es
decir la implementación de la metodología 5s mejora la productividad del taller de
confección. La evaluación Paired test para la comparación de escenarios (pretest y
post test), muestra que la media de producción en un día antes de la implementación
de la metodología 5s fue de 196,35 chompas y la media después de la
implementación de la metodología 5s fue de 219,58 chompas. Esto nos indica que
hubo una diferencia de cantidad de producción media por día de 23,23 chompas, es
decir, se confeccionaron 23,23 chompas más por día en promedio después de que se
haya implementado la metodología 5s.

Trujillo Meza, Brander Romario
64
CAPITULO VIII: RECOMENDACIONES.
Al corroborarse que la implementación de la metodología 5S mejora la
productividad, se recomienda a los futuros estudios enfocarse en investigaciones
descriptivos relacionados a la utilidad y el desarrollo de esta metodología en todos
los sectores empresariales con la finalidad de proporcionar información cuantificado
que servirán como referencia para emprendedores, dueños de negocios o
profesionales interesados que quieran implementar metodología de innovación y
mejora continua.
De la misma manera, se recomienda difundir y extender el estudio en otros
sectores con la finalidad de mostrar y contrastar una visión holística y singular de
cómo las metodologías de innovación y mejora continua ayudan a tener mejor
rendimiento y competitividad a las organizaciones. Así como, enfocar las
investigaciones de las variables de la presente investigación, metodología 5s y la
productividad, a todas las empresas grandes, medianas y pequeñas de textilería, de
esta manera conocer los beneficios que proporciona la implementación de la
metodología 5S en toda la industria textil.
Se recomienda continuar investigando sobre las diferentes variables intra
organísmicas respecto a la metodología 5S y demás metodologías de innovación y
mejora continua para que sea sostenible en el tiempo. Además, establecer los
mecanismos dirigidos a promover el desarrollo y sostenibilidad de las metodologías
para el sector textil, así como, diseñar investigaciones que puede ser conducidos por
las buenas prácticas de estas metodologías.
Trujillo Meza, Brander Romario
65
REFERENCIAS.
Aquino, Z. (2019). Lean manufacturing y productividad en la empresa RJ
Confecciones, San Martin de Porres, 2018. (Tesis de grado). Universidad
Cesar Vallejo, Lima. Obtenido de
http://repositorio.ucv.edu.pe/handle/20.500.12692/24893
Carbonel, P., & Prieto, M. (2019). Análisis diagnóstico y presupuesto de mejora en
el área de confecciones de una empresa textil. (Tesis de grado). Pontificia
Universidad Catoloca del Perú, Lima. Obtenido de
http://tesis.pucp.edu.pe/repositorio/handle/20.500.12404/6210
Chacón, A., & Ochoa, E. (2019). Aplicación de la metodología de las 5s’s para
mejorar la productividad en el área de confección de la empresa Enmanuel
L.O, distrito de Comas, 2019. (Tesis de grado). Universidad Cesar Vallejo,
Lima. Obtenido de http://repositorio.ucv.edu.pe/handle/20.500.12692/46479
Hernández Sampieri, R., Fernández Collado, C., & Baptista Lucio, M. (2014).
Metodología de la Investigación. México: Mc Graw Hill.
Humberto, P. (2014). Calidad y productividad. Mexico: Mc Graw Hill.
Lopez, J. (2013). + Productividad. Mexico: Palibrio.
Manzano, M., & Gisbert, V. (2016). Lean Manufacturing : implantación 5S. Mexico:
3C Tecnología.
Ministerio de Trabajo y Promoción de Empleo. (s.f.). Anuario estadístico sectorial.
Lima: MTPE. Obtenido de
http://www2.trabajo.gob.pe/archivos/estadisticas/anuario/Anuario_2016_020
717.pdf
Organización Internacional del Trabajo. (2019). Seguridad y salud en el centro del
trabajo del futuro. Ginebra: OIT. Obtenido de
https://www.ilo.org/safework/events/safeday/WCMS_686762/lang--
es/index.htm
Organización Panamericana de Salud. (2017). OPS/OMS estima que hay 770 nuevos
casos diarios de personas con enfermedades profesionales en las Américas.
Washington DC: OPS. Obtenido de https://www.paho.org/es

Trujillo Meza, Brander Romario
66
Rodriguez, J. (2010). Manual de las 5s: Estrategia de gestión para la mejora
continua. Honduras: Agencia de Cooperación Internacional del Japón.
Román, R. (2019). Aplicación de la metodología 5s para mejorar la productividad
del área de confección de la empresa Inversiones ROXX E.I.R.L. Comas,
2019. (Tesis de grado). Universidad Cesar Vallejo, Lima. Obtenido de
http://repositorio.ucv.edu.pe/handle/20.500.12692/40662
Ross, A., & Willson, V. (2017). Basic and Advanced Statistical Tests. Rotterdam:
SensePublishers.
Sacristán, F. (2005). Las 5S. Orden y limpieza en el puesto de trabajo. Madrid:
Fundación Confimetal.
Sierra, C. (2018). Aplicación de las 5S para incrementar la productividad en la línea
de confección de colchones en la empresa Dormiflex SAC, San Antonio
2018. (Tesis de grado). Universidad Cesar Vallejo, Lima. Obtenido de
https://hdl.handle.net/20.500.12692/31969
Statista. (2018). La moda online en el mundo. Madrid: Statista. Obtenido de
https://es.statista.com/sectores/1180/tema/1559/moda-y-complementos/
Walpole, R., Myers, R., Myers, S., & Ye, K. (2012). Probabilidad y estadística para
ingeniería y ciencias. Mexico: Norma.

Trujillo Meza, Brander Romario
67
ANEXOS.
Anexo A: Distribución actual de las máquinas de coser

Trujillo Meza, Brander Romario
68
Anexo B: Capacitación general de las 5S

Trujillo Meza, Brander Romario
69
Anexo C: Diagnóstico de los procesos actuales

Trujillo Meza, Brander Romario
70
Anexo D: Análisis de la primera etapa

Trujillo Meza, Brander Romario
71
Anexo E: Análisis de la segunda etapa
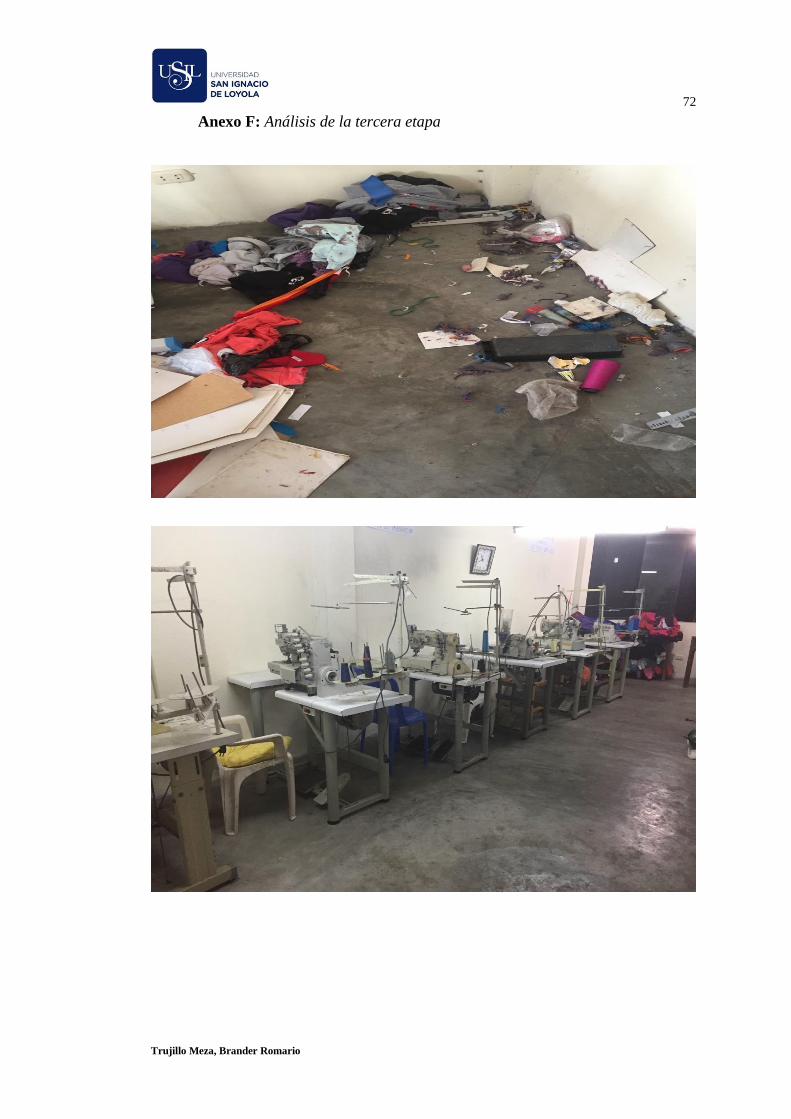
Trujillo Meza, Brander Romario
72
Anexo F: Análisis de la tercera etapa

Trujillo Meza, Brander Romario
73
Anexo G: Análisis de la cuarta etapa

Trujillo Meza, Brander Romario
74
Anexo H: Análisis de la quinta etapa

Trujillo Meza, Brander Romario
75
Anexo I: Evaluación pretest 5S
Descripción Criterios de evaluación Sem1 Sem2 Sem3 Sem4
Clasificar
Se cuenta solo con lo necesario
para trabajar a simple vista 2 2 2 2
No se ven cosas o materiales en
otras áreas o lugares diferentes a su
lugar asignado
1 1 1 1
Se pude saber cuáles son los
objetos necesarios en el área 1 1 1 1
Ordenar
Las áreas están debidamente
identificadas 2 2 2 2
Los equipos y utensilios están en su
lugar asignado 2 2 2 2
Existen lugares marcados para todo
el material de que llega o sale 0 0 0 0
Limpiar
Las máquinas se encuentran
visiblemente limpias 2 2 2 2
El área en general luce limpia y
segura 2 2 2 2
Un programa de limpieza se
conoce, está presente y se lleva a
cabo
0 0 0 0
Se cuenta con el equipo de limpieza
completo y es fácil de obtener 1 1 1 1
Estandarizar
Se tienen estándares de colores bien
identificados y conocidos 0 0 0 0
Existen letreros para identificar las
áreas 1 1 1 1
Todos en el área conocen las 5´s y
las practican cotidianamente 0 0 0 0
Los contenedores de basura están
señalizados y están al alcance de
todos
1 1 1 1
Disciplina Se mantienen los procedimientos 1 1 1 1
Total 35% 35% 35% 35%

Trujillo Meza, Brander Romario
76
Anexo J: Evaluación Post test 5S
Descripción Criterios de evaluación Sem1 Sem2 Sem3 Sem4
Clasificar
Se cuenta solo con lo necesario
para trabajar a simple vista 2 3 2 3
No se ven cosas o materiales en
otras áreas o lugares diferentes a su
lugar asignado
2 2 2 3
Se pude saber cuáles son los
objetos necesarios en el área 2 2 2 3
Ordenar
Las áreas están debidamente
identificadas 2 3 2 3
Los equipos y utensilios están en su
lugar asignado 2 3 2 3
Existen lugares marcados para todo
el material de que llega o sale 2 2 2 2
Limpiar
Las máquinas se encuentran
visiblemente limpias 2 2 2 3
El área en general luce limpia y
segura 2 3 2 3
Un programa de limpieza se
conoce, está presente y se lleva a
cabo
2 2 2 3
Se cuenta con el equipo de limpieza
completo y es fácil de obtener 2 2 2 2
Estandarizar
Se tienen estándares de colores bien
identificados y conocidos 2 2 2 2
Existen letreros para identificar las
áreas 2 2 2 2
Todos en el área conocen las 5´s y
las practican cotidianamente 2 3 2 2
Los contenedores de basura están
señalizados y están al alcance de
todos
2 3 2 2
Disciplina Se mantienen los procedimientos 2 2 2 3
Total 67% 79% 67% 88%

Trujillo Meza, Brander Romario
77
Anexo K: Evaluación de la productividad antes de la implementación 5S
Fecha Producción
real diario
Producción
Programada Eficacia
Tiempo
empleado
(minutos)
Tiempo
programado
(minutos)
Tiempo
usado Prod
01-Jul 196 230 85% 315 420 75% 64%
02-Jul 193 230 84% 315 420 75% 63%
03-Jul 198 230 86% 315 420 75% 65%
04-Jul 198 230 86% 315 420 75% 65%
05-Jul 195 230 85% 315 420 75% 64%
06-Jul 197 230 86% 315 420 75% 64%
08-Jul 196 230 85% 315 420 75% 64%
09-Jul 194 230 84% 315 420 75% 63%
10-Jul 195 230 85% 315 420 75% 64%
11-Jul 198 230 86% 315 420 75% 65%
12-Jul 197 230 86% 315 420 75% 64%
13-Jul 195 230 85% 315 420 75% 64%
15-Jul 198 230 86% 315 420 75% 65%
16-Jul 197 230 86% 315 420 75% 64%
17-Jul 198 230 86% 315 420 75% 65%
18-Jul 198 230 86% 315 420 75% 65%
19-Jul 198 230 86% 315 420 75% 65%
20-Jul 196 230 85% 315 420 75% 64%
22-Jul 197 230 86% 315 420 75% 64%
23-Jul 196 230 85% 315 420 75% 64%
24-Jul 195 230 85% 315 420 75% 64%
25-Jul 193 230 84% 315 420 75% 63%
26-Jul 198 230 86% 315 420 75% 65%
27-Jul 195 230 85% 315 420 75% 64%
29-Jul 198 230 86% 315 420 75% 65%
30-Jul 196 230 85% 315 420 75% 64%
Prom 196 230 85% 315 420 75% 64%

Trujillo Meza, Brander Romario
78
Anexo L: Evaluación de la productividad después de la implementación 5S
Fecha Producción
real diario
Producción
Programada Eficacia
Tiempo
empleado
(minutos)
Tiempo
programado
(minutos)
Tiempo
usado Prod
02-Set 224 230 97% 315 420 75% 73%
03-Set 217 230 94% 315 420 75% 71%
04-Set 219 230 95% 315 420 75% 71%
05-Set 224 230 97% 315 420 75% 73%
06-Set 221 230 96% 315 420 75% 72%
07-Set 218 230 95% 315 420 75% 71%
09-Set 223 230 97% 315 420 75% 73%
10-Set 225 230 98% 315 420 75% 73%
11-Set 219 230 95% 315 420 75% 71%
12-Set 221 230 96% 315 420 75% 72%
13-Set 220 230 96% 315 420 75% 72%
14-Set 218 230 95% 315 420 75% 71%
16-Set 221 230 96% 315 420 75% 72%
17-Set 220 230 96% 315 420 75% 72%
18-Set 215 230 93% 315 420 75% 70%
19-Set 217 230 94% 315 420 75% 71%
20-Set 220 230 96% 315 420 75% 72%
21-Set 215 230 93% 315 420 75% 70%
23-Set 222 230 97% 315 420 75% 72%
24-Set 222 230 97% 315 420 75% 72%
25-Set 222 230 97% 315 420 75% 72%
26-Set 216 230 94% 315 420 75% 70%
27-Set 218 230 95% 315 420 75% 71%
28-Set 215 230 93% 315 420 75% 70%
30-Set 222 230 97% 315 420 75% 72%
31-Ago 215 230 93% 315 420 75% 70%
Prom 220 230 95% 315 420 75% 72%

Trujillo Meza, Brander Romario
79
Anexo M: Productividad antes y después de la implementación 5S
Ítem Antes Después
1 64% 73%
2 63% 71%
3 65% 71%
4 65% 73%
5 64% 72%
6 64% 71%
7 64% 73%
8 63% 73%
9 64% 71%
10 65% 72%
11 64% 72%
12 64% 71%
13 65% 72%
14 64% 72%
15 65% 70%
16 65% 71%
17 65% 72%
18 64% 70%
19 64% 72%
20 64% 72%
21 64% 72%
22 63% 70%
23 65% 71%
24 64% 70%
25 65% 72%
26 64% 70%
Promedio 64% 72%

Trujillo Meza, Brander Romario
80
Anexo N: Prueba de Paired test