
Impact of hemicellulose pre-extraction for bioconversion on birch Kraft pulp properties
10
Impact of hemicellulose pre-extraction for bioconversion on birch Kraft pulp properties Jonas Helmerius a , Jonas Vinblad von Walter a , Ulrika Rova a , Kris A. Berglund a , David B. Hodge b, * a Department of Chemical Engineering and Geosciences, Luleå University of Technology, SE-971 87 Luleå, Sweden b Department of Chemical and Engineering and Materials Science, Michigan State University, 48824 East Lansing, MI, USA article info Article history: Received 24 June 2009 Received in revised form 4 March 2010 Accepted 9 March 2010 Available online 8 April 2010 Keywords: Forest biorefinery Hemicellulose extraction Hardwood Xylan Kraft pulping abstract The combination of hemicellulose extraction with chemical pulping processes is one approach to gener- ate a sugar feedstock amenable to biochemical transformation to fuels and chemicals. Extractions of hemicellulose from silver birch (Betula pendula) wood chips using either water or Kraft white liquor (NaOH, Na 2 S, and Na 2 CO 3 ) were performed under conditions compatible with Kraft pulping, using times ranging between 20 and 90 min, temperatures of 130–160 °C, and effective alkali (EA) charges of 0–7%. The chips from select extractions were subjected to subsequent Kraft pulping and the refined pulps were made into handsheets. Several metrics for handsheet strength properties were compared with a reference pulp made without an extraction step. This study demonstrated that white liquor can be utilized to extract xylan from birch wood chips prior to Kraft cooking without decreasing the pulp yield and paper strength properties, while simultaneously impregnating cooking alkali into the wood chips. However, for the alkaline conditions tested extractions above pH 10 resulted in low concentrations of xylan. Water extractions resulted in the highest final concentrations of xylan; yielding a liquor without the presence of toxic or inhibitory inorganics and minimal soluble aromatics that we demonstrate can be successfully enzymatically hydrolyzed to monomeric xylose and fermented to succinic acid. However, water extrac- tions were found to negatively impact some pulp properties including decreases in compression strength, bursting strength, tensile strength, and tensile stiffness while exhibiting minimal impact on elongation and slight improvement in tearing strength index. Ó 2010 Elsevier Ltd. All rights reserved. 1. Introduction Chemical pulp mills can be considered as examples of existing chemical/thermochemical biorefineries that utilize technology developed over the last century to chemically fractionate and con- vert woody biomass into products including pulp, cellulose deriv- atives, extractives such as tall oil, as well as a number of minor products, while the unused biomass fractions, including lignin and hemicellulose solubilized during pulping, are thermochemical- ly converted to heat and power. Currently, North American and European pulp mills are in a period of decreased profitability due to a number of contributing factors including increased competi- tion and higher raw material and energy costs resulting in signifi- cant industry consolidation. One solution to this problem is the diversification of products from the mills that includes directing the hemicelluloses and lignin solubilized during chemical pulping towards the generation of green fuels and chemicals (Huang et al., 2010; Stuart, 2006; van Heiningen, 2006). Much of the recent focus on bioenergy has been on liquid trans- portation fuels with a particular focus on ethanol from lignocellu- losics. Considering that a chemical pulp can be produced with a value in the range of $600/ton, this would require that the ethanol generated from the same carbohydrates contained in this pulp to be valued at greater than approximately $3.50/gal to be economi- cally competitive. Rather than focus on the cellulose fraction of woody biomass that currently has a higher value for its fiber appli- cations, approaches for fuels and chemicals from woody biomass should be directed towards the hemicellulose and lignin fractions that are not utilized in pulp fibers. In general, several broad strategies can be identified to address the utilization of the lignin and hemicellulose fraction in chemical pulp mills. One approach includes gasification of the black liquor after pulping which allows for recovery of the organic components of the biomass in a chemically reduced form that can be catalyti- cally upgraded to renewable fuels and chemicals. Alternatively, these biopolymers can be utilized with more of their original 0960-8524/$ - see front matter Ó 2010 Elsevier Ltd. All rights reserved. doi:10.1016/j.biortech.2010.03.029 Abbreviations: DP n , number average degree of polymerization; DW, dry wood; EA, effective alkali (g alkali as Na 2 O/g dry wood); L/S, liquid–solid separation; L/W, liquor to wood ratio used during pulping; WL, white liquor. * Corresponding author. Tel.: +1 517 353 4508. E-mail address: [email protected] (D.B. Hodge). Bioresource Technology 101 (2010) 5996–6005 Contents lists available at ScienceDirect Bioresource Technology journal homepage: www.elsevier.com/locate/biortech
Transcript of Impact of hemicellulose pre-extraction for bioconversion on birch Kraft pulp properties

Bioresource Technology 101 (2010) 5996–6005
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Impact of hemicellulose pre-extraction for bioconversion on birch Kraftpulp properties
Jonas Helmerius a, Jonas Vinblad von Walter a, Ulrika Rova a, Kris A. Berglund a, David B. Hodge b,*
a Department of Chemical Engineering and Geosciences, Luleå University of Technology, SE-971 87 Luleå, Swedenb Department of Chemical and Engineering and Materials Science, Michigan State University, 48824 East Lansing, MI, USA
a r t i c l e i n f o
Article history:Received 24 June 2009Received in revised form 4 March 2010Accepted 9 March 2010Available online 8 April 2010
Keywords:Forest biorefineryHemicellulose extractionHardwoodXylanKraft pulping
0960-8524/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.biortech.2010.03.029
Abbreviations: DPn, number average degree of polEA, effective alkali (g alkali as Na2O/g dry wood); L/S,liquor to wood ratio used during pulping; WL, white
* Corresponding author. Tel.: +1 517 353 4508.E-mail address: [email protected] (D.B. Hodge
a b s t r a c t
The combination of hemicellulose extraction with chemical pulping processes is one approach to gener-ate a sugar feedstock amenable to biochemical transformation to fuels and chemicals. Extractions ofhemicellulose from silver birch (Betula pendula) wood chips using either water or Kraft white liquor(NaOH, Na2S, and Na2CO3) were performed under conditions compatible with Kraft pulping, using timesranging between 20 and 90 min, temperatures of 130–160 �C, and effective alkali (EA) charges of 0–7%.The chips from select extractions were subjected to subsequent Kraft pulping and the refined pulps weremade into handsheets. Several metrics for handsheet strength properties were compared with a referencepulp made without an extraction step. This study demonstrated that white liquor can be utilized toextract xylan from birch wood chips prior to Kraft cooking without decreasing the pulp yield and paperstrength properties, while simultaneously impregnating cooking alkali into the wood chips. However, forthe alkaline conditions tested extractions above pH 10 resulted in low concentrations of xylan. Waterextractions resulted in the highest final concentrations of xylan; yielding a liquor without the presenceof toxic or inhibitory inorganics and minimal soluble aromatics that we demonstrate can be successfullyenzymatically hydrolyzed to monomeric xylose and fermented to succinic acid. However, water extrac-tions were found to negatively impact some pulp properties including decreases in compression strength,bursting strength, tensile strength, and tensile stiffness while exhibiting minimal impact on elongationand slight improvement in tearing strength index.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Chemical pulp mills can be considered as examples of existingchemical/thermochemical biorefineries that utilize technologydeveloped over the last century to chemically fractionate and con-vert woody biomass into products including pulp, cellulose deriv-atives, extractives such as tall oil, as well as a number of minorproducts, while the unused biomass fractions, including ligninand hemicellulose solubilized during pulping, are thermochemical-ly converted to heat and power. Currently, North American andEuropean pulp mills are in a period of decreased profitability dueto a number of contributing factors including increased competi-tion and higher raw material and energy costs resulting in signifi-cant industry consolidation. One solution to this problem is thediversification of products from the mills that includes directing
ll rights reserved.
ymerization; DW, dry wood;liquid–solid separation; L/W,liquor.
).
the hemicelluloses and lignin solubilized during chemical pulpingtowards the generation of green fuels and chemicals (Huang et al.,2010; Stuart, 2006; van Heiningen, 2006).
Much of the recent focus on bioenergy has been on liquid trans-portation fuels with a particular focus on ethanol from lignocellu-losics. Considering that a chemical pulp can be produced with avalue in the range of $600/ton, this would require that the ethanolgenerated from the same carbohydrates contained in this pulp tobe valued at greater than approximately $3.50/gal to be economi-cally competitive. Rather than focus on the cellulose fraction ofwoody biomass that currently has a higher value for its fiber appli-cations, approaches for fuels and chemicals from woody biomassshould be directed towards the hemicellulose and lignin fractionsthat are not utilized in pulp fibers.
In general, several broad strategies can be identified to addressthe utilization of the lignin and hemicellulose fraction in chemicalpulp mills. One approach includes gasification of the black liquorafter pulping which allows for recovery of the organic componentsof the biomass in a chemically reduced form that can be catalyti-cally upgraded to renewable fuels and chemicals. Alternatively,these biopolymers can be utilized with more of their original

J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005 5997
structural features intact by recovery from liquid phase streamssuch as the black liquor after chemical pulping or from a dedicatedextraction stage prior to pulping.
Approaches that target hemicellulose and lignin recovery arebased on the chemistry of chemical pulping which has the overalleffect of increasing lignin and hemicellulose solubility by theirdepolymerization and/or chemical modification. These approachesall require the utilization of soluble lignins and hemicelluloses in aliquor containing a complex mixture of solubilized organics as wellas the inorganics used in the process which can present processchallenges. Specifically for hemicellulose extraction, there are awide variety of available chemical pretreatments (Yoon et al.,2008; Al-Dajani and Tschirner, 2008; Kenealy et al., 2006; Mosieret al., 2005; Sun and Cheng, 2002) that span the complete rangeof pH and can use a wide range of reagents such as alkali, sulfur,ammonia, or oxygen. These pretreatments all share common fea-tures with chemical pulping that include chemically modifyingand solubilizing a portion of the hemicellulose and lignin.
There are unique constraints placed on the strategy available torecover or utilize the solubilized biopolymers depending on thechemical pulping process employed. The chemistry of sulfite pul-ping allows a number of uses from chemicals in its black liquor.During sulfite pulping lignin is solubilized, while under the slightlyacidic conditions hemicellulose sugars are hydrolyzed to lowermolecular weight oligomeric and monomeric sugars. Ethanol pro-duction from sulfite black liquors from the 6-carbon sugars of soft-wood glucomannans and galactoglucomannans was once practicedmore extensively (Helle et al., 2004). However, due to the gradualphase-out of sulfite mills in favor of Kraft process, only a few sulfitemills remain that continue to practice ethanol fermentation ofhemicellulose hexose monosaccharides. The Kraft process is thedominant chemical pulping process due to the highly efficientchemical recovery, reduced effluent treatment and emissions,and the process robustness to produce a quality pulp from a varietyof feedstocks. In the Kraft process, in addition to lignin a large frac-tion of the hemicellulose is lost to the black liquor stream duringthe cooking procedure (Bhaskaran and von Koeppen, 1970). Thesemodified, solubilized biopolymers in the black liquor stream andtheir degradation products are typically concentrated and com-busted to produce the heat and power requirements for the millwhile the pulping chemicals (NaOH and Na2S) are regeneratedand reused. Considering that polysaccharides such as hemicellu-loses have a low heating value (13.6 MJ/kg) compared with lignin(27.0 MJ/kg) (van Heiningen, 2006), recovery of hemicelluloses atan early stage of the Kraft process followed by biochemical conver-sion into value-added products such as ethanol or succinate (Wer-py and Petersen, 2004; Werpy et al., 2006) might provide a millwith a more diverse product portfolio with potentially improvedeconomics. Using the catalytic power and specificity of enzymesand the coupled enzymatic networks within cellular metabolicpathways, the carbohydrate portion of lignocellulose has the po-tential to be biochemically upgraded. Through metabolic engineer-ing, microbial catalysts can be further optimized for the productionof transportation fuels, biodegradable polymers, and chemicalintermediates (Willke and Vorlop, 2001).
Hardwoods contain a higher proportion of total carbohydrates(holocellulose) to lignin compared softwoods, as well as a moreopen vascular structure, which renders hardwoods more amenableto chemical pretreatment (Polizeli et al., 2005). Silver birch (Betulapendula) is the hardwood species with the most intensive indus-trial utilization in northern Europe and its hemicellulose consistsof primarily acetylated 4-O-methyl glucuronoxylan (xylan), whichcan contribute to more than 20% of the total dry weight of wood.The alkaline peeling reaction degrades glucomannan (the domi-nant softwood hemicellulose) rapidly under alkaline conditions,while de-acetylated, solubilized oligomeric xylan is more stable
due to the 4-O-methyl glucuronic acid side chains. Thus, alkali pre-treatment should be more suitable for hemicellulose extractionfrom hardwoods rather than softwoods (Simonson, 1965). Hotwater pretreatment is a self-catalytic process with the mechanismof hydrolysis based on the cleavage of acetyl and uronic acid ethersubstitutions that result in the formation of acetic and other organ-ic acids which further hydrolyze of polysaccharides to oligomersand monomers possible (Niemelä and Alén, 1999), such that ahot water pretreatment will results in hemicellulose solubilizedas a mixture of oligomers and monomers.
Treatment with alkali at moderate temperatures is a well-established laboratory method for extracting hemicelluloses fromplant cell walls (Dashek, 1997; Vuorinen and Alén, 1998; Ebringe-rová and Heinze, 2000) and is the basis for at least one approach forhemicellulose extraction from wood prior to pulping (Al-Dajaniand Tschirner, 2008). However, the effectiveness of moderate tem-perature alkali extraction is limited for the larger particle sizes thatare utilized in pulping. It is well-established that solubilized poly-saccharides are completely degraded to saccharinic and hydroxyacids by the completion of Kraft pulping (Bhaskaran and von Koep-pen, 1970; Niemelä and Alén, 1999). Data from Axelsson et al.(1962) for soda pulping of B. pendula at 18% effective alkali (EA)suggests that 30% of the xylan is solubilized early in the cook atnumber average degrees of polymerization (DPn) in the range of130–180 and at concentrations of up to 20 g/L before degradation.These results are encouraging, and suggest that a significant por-tion of the xylan can be recovered from pulping liquors duringthe early stages of pulping or for example with a modified liquorimpregnation stage.
A critical process integration challenge for biological conversionof polysaccharides in alkaline pulping liquors is the high concen-tration of both toxic organics (acetate and degradation productsof polysaccharides and lignin) and inorganics (sulfur and sodiumfrom the pulping liquor). One approach to overcome this challengeis by precipitation of polymeric xylan since these high-DP, de-acet-ylated hemicelluloses are significantly less soluble at non-alkalinepH or in other solvents. Examples of how this might translate intoa process includes precipitation of hemicelluloses (N’Diaye et al.,1996) with alcohols (e.g. 2-propanol, methanol, or ethanol) whichis a standard laboratory method for hemicellulose recovery (Pulset al., 2006; Glassner et al., 2000) or alternatively by acidification(e.g. acetic acid, H2SO4, or CO2). This approach would achievetwo technology breakthroughs simultaneously. The first is thatthis separates the hemicellulose from the liquor so that microbialtoxicity to organics and inorganics in the black liquor is overcome.The second is that recovered hemicellulose oligomers can be con-centrated to very high levels for a subsequent enzymatic hydroly-sis and microbial utilization which can result in high producttiters.
Alkali extraction of hemicelluloses from wood chips can be con-sidered as well-integrated with an existing alkaline process such asKraft pulping, since it will lower the alkali charge when cooking,although the effectiveness of hemicellulose extraction and recov-ery is not well-documented for combining pulp production withbioconversion of hemicellulose. Hot water extraction of hemicellu-loses does not present the same integration challenges for the bio-logical integration, however, as this work will investigate, maypresent process integration and product quality challenges forchemical pulping. Examples of how these two approaches mightintegrate with an alkaline pulping process are outlined in Fig. 1.
Specifically, the present work proposes to evaluate the implica-tions of birch hemicellulose extraction prior to Kraft pulping usingboth hot water and Kraft white liquor alkali extractions on the finalpulp quality (as determined by a number of metrics for handsheetproperties) as well as characterize the potential for xylan recoveryfrom these extraction liquors and demonstrate a enzymatic

Fig. 1. Examples of process designs with either hot water (A) or white liquor (B) extraction of xylan prior to Kraft pulping.
5998 J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005
hydrolysis and biological conversion of extracted xylan to succi-nate, a metabolite with the potential of a platform chemical.
2. Methods
2.1. Hemicellulose extraction
Xylan extractions were performed in autoclave cylinders (3 L)fastened on a rotating wheel inside a glycol bath set at the targettemperature. Silver birch (B. pendula) grown in northern Swedenwas chipped to dimensions not exceeding 45 mm � 8 mm � 8 mmand were obtained from Smurfit-Kappa Kraftliner AB (Piteå, Swe-den). These were found to have a composition of 42.5% glucan,23.6% xylan, 6.3% acid soluble lignin, 14.3% acid insoluble lignin,5.0% extractives, and 7.0% acetate, using the methods of Sluiteret al. (2008a). Autoclave cylinders were weighed and filled withwood chips (100 g based on dry wood) and steamed at 110 �C for10 min, then reweighed to measure water content inside the reac-tor. After steaming, make up water plus white liquor with a com-position according to Table 1 or water alone were added toachieve a liquid to wood (L/W) ratio of 3:1. The extraction temper-atures were 130, 140, 150 and 160 �C with hold times of 20, 30, 60and 90 min after the set temperature was reached. After extractionthe chips were thoroughly washed to remove soluble solids. Totalpulp mass yield, total solids in the extracted liquid, and final liquorpH were measured. The carbohydrate oligomer, monomer, andacetate composition of the extracted liquor were determined as de-scribed by Sluiter et al. (2008b) using an HPLC (Perkin–Elmer)equipped with refractive index detection and an Aminex HPX-87H column (BioRad) using a mobile phase of 0.005 M H2SO4 in
Table 1Composition of white liquor (WL) and green liquor (GL) and different loads on drywood (DW).
WL(g/L)
WL 3% EA(g/100 g, DW)
WL 5% EA(g/100 g, DW)
WL 7% EA(g/100 g, DW)
Effective alkali (EA) 113.6 3.00 5.00 7.00Total alkali 159.1 4.20 7.00 9.80Active alkali 139.2 3.68 6.13 8.58NaOH 88.0 2.32 3.87 5.42Na2CO3 19.9 0.52 0.87 1.22Na2S 51.2 1.35 2.25 3.15Causticity (%) 81.6Sulfidity (%) 36.8
water at a flowrate of 0.6 mL/min, a column temperature of65 �C, and an injection volume of 20 lL.
2.2. Kraft cooking
For five selected conditions, the hemicellulose extractions wereperformed in the same manner as described above, with the differ-ence that no washing was performed and a larger total mass wasused (330 g of dry solids). The extracted liquid inside the autoclavecylinders was removed and weighed. White liquor and water wereprepared and added to the autoclave cylinders, corresponding to anL/W ratio of 3.5:1 and yielding a total final EA of 21%. Referencecooking without xylan extraction was also performed with a 21%EA charge following steaming at 110 �C for 10 min before insertioninto the glycol bath. The glycol bath was heated to 85 �C, and theautoclave cylinders were put inside. The heating procedure in-creased the temperature with 1 �C/min to 120 �C. This temperaturewas constant for 30 min and then further increased to 160 �C with1 �C/min. The total heating procedure took 100 min. When the de-sired H-factor was reached, the cylinders were removed and cooledrapidly in a water bath. The black liquor was removed and thecooked chips were then washed.
2.3. H-factor vs. Kappa number correlation
In order to compare different xylan extractions followed byKraft pulping, a basis of consistent comparison in terms of deligni-fication or Kappa number (K-number) must be used, and thereforea correlation in terms of cooking extent using an H-factor wasdeveloped. For this, a range of 16–18 in K-number was targetedfor eight reference cooking trials with H-factors ranging from 300to 600. Overall, the conditions for pre-Kraft pulping extractionschosen as a guideline consisted of one batch each of water-ex-tracted chips or 3% EA-extracted chips at a 92% yield, H-factor of300, three batches of water-extracted chips at 95% yield (H-factor200, 350 and 500), and a reference curve for Kraft pulping withoutpre-extraction. For the 95% water extraction and Kraft pulping ref-erence curve, the data were fitted with exponential curves to yielda correlation between the K-number and the H-factor as to deter-mine the required cooking time at the specified temperature.Based on the two water and alkali extractions at different yields,a similar curve was estimated so that all xylan-extracted samplescould be pulped to a consistent K-number irrespective of yield.K-number was evaluated using standard methods (ISO 302:2004).

J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005 5999
2.4. Refining and preparation of cooked material
The resulting pulp was refined twice at low consistency in a lab-oratory disc refiner (PFI mill) using 0.3 and 0.1 mm disc gaps forthe respective passes. The wet pulp was centrifuged for 10 min,and then the cake was put into a large blender to homogenizethe samples. After 5 min the pulp was collected and weighed.The dry content was also measured to determine the yield. Sam-ples for K-number analysis were prepared.
2.5. Sheet formation and paper testing
All methods used follow the standard protocols of the Interna-tional Organization for Standardization (ISO) and the ScandinavianPulp, Paper and Board Testing Committee (SCAN-P). To analyze pa-per qualities, dilute pulp samples were refined to varying degreesand formed into handsheets (ISO 5264-2 and ISO 5269-1). Draina-bility or freeness of the pulps were determined (ISO 5267-1) inModified Shopper-Riegler degrees (�MSR). Handsheets were re-duced in size using a circular cutter, with a diameter of 20 cm,and the weight was recorded. Other standard analyses that wereperformed on the handsheets included thickness and bulk density(ISO 5270), air permeance (SCAN-P 85:02), Bendtsen roughness(ISO 8791-2), brightness (ISO 2470), tear strength (ISO 1974), shortspan compression test or SCT (ISO 9895), tensile testing: tensilestrength index, elongation, tensile energy absorbance index, tensilestiffness index (ISO 1924-2), and bursting strength (SCAN-P 24:99).
2.6. Enzymatic hydrolysis and fermentation
Enzymatic hydrolysis of water-extracted xylan was performedusing the commercial enzyme preparations Pulpzyme HC (alkalineendoxylanase) at the high enzyme loading of 7.8 mg protein/g xy-lan (as assayed by the Bradford method) and Celluclast 1.5 L (bothfrom Novozymes A/S, Bagsværd, Denmark) at 22.5 mg protein/gxylan. The inclusion of the Celluclast 1.5 L was due to the presenceof its minor activities for acetylxylan esterase, a-glucuronidase,endoxylanase, and b-xylosidase (Niels Erik Krebs Lange, Novo-zymes, personal communication). Birch xylan hydrolyzates wereprepared by water hydrolysis as described previously at 160 �Cfor 90 min only with a L/W of 2.1:1 resulting in a hydrolyzate con-taining 53.2 g/L of total hemicellulose sugars (as xylose) of which29.4% was monomeric xylose and the remainder was polymeric xy-lan. Hydrolyzates were treated with 0.05 g/mL commercial acti-
Table 2Results of screening xylan extractions where xylose concentrations presented are after a sehighlighted; effective alkali (EA), white liquor (WL), not determined (n.d.).
EA Time (min) Yield (%) Xylan (g
130 �C 140 �C 150 �C 160 �C 130 �C
0% Water 20 99.0 99.2 98.9 98.0 0.330 99.9 99.0 98.1 94.7 0.460 98.9 99.3 95.8 84.3 0.590 99.1 98.1 91.5 76.9 0.8
3% 20 96.3 94.1 94.1 93.7 n.d.30 95.3 94.9 94.4 92.7 n.d.60 93.3 95.6 92.3 91.1 n.d.90 93.5 92.6 92.0 88.7 n.d.
5% 20 92.0 95.3 90.1 86.8 1.030 92.2 93.8 88.5 85.7 1.160 92.0 92.9 86.5 83.9 1.290 90.8 92.8 86.3 84.1 1.2
7% 20 87.9 87.9 86.0 83.5 n.d.30 88.2 86.8 82.7 81.9 n.d.60 86.8 85.8 82.3 80.6 n.d.90 83.9 84.3 82.6 80.0 n.d.
vated carbon (ColorSorb G5, Jacobi Carbons, Kalmar, Sweden)according to Hodge et al. (2009) and subsequently 520 mL ofdetoxified hydrolyzate were filter-sterilized (0.45 lm pore size)and added to a sterile 1.0 L working volume bioreactor (Applikon,Schiedam, The Netherlands). The pH was next adjusted to 5.5 with12% (v/v) NH4OH and the enzymes were added and saccharifica-tion was allowed to proceed with periodic sampling. At the com-pletion of the enzymatic saccharification of the xylan, anadditional 50 mL containing both inoculum (metabolically engi-neered succinate fermentor Escherichia coli AFP 184) and fermenta-tion media (based on final reactor concentrations of K2HPO4, 1.4 g/L; KH2PO4, 0.6 g/L; (NH4)2SO4, 3.3 g/L; MgSO4 � 7H2O, 0.4 g/L;15 g/L corn steep liquor from Sigma–Aldrich) were added to thereactor with succinate fermentation and quantification performedas described previously (Hodge et al., 2009).
3. Results
3.1. Xylan extraction
In order to assess the potential of using the xylose contained inhardwood 4-O-methyl glucuronoxylan (xylan) as a feedstock forbioconversion to fuels or chemicals and the effect of its removalon pulp properties, a number of trials were performed to extractxylan prior to pulping. This screening was used to identify condi-tions fulfilling equipment and process integration constraints, suchas yield, final pH, and concentration of total xylan. Following this,xylan-extracted chips were subjected to a Kraft cook to the desiredK-number and pulp quality testing was performed.
Table 2 presents the results of the extractions in terms of yield,final pH, and xylan concentration (determined as xylose). Glucanconcentration in the extracted liquids did not exceeded 1.14 g/Lin any extractions performed (data not shown), and the xylan + xy-lose concentration ranged from 0.09 to 29.10 g/L. Increasing theeffective alkali (EA) charge using white liquor resulted in a de-creased xylan yield. Using 3% EA resulted in mass yields of between89% and 96%. The yield using 5% EA was between 84% and 95%, andthe yield further decreased to 80–88% when using 7% EA. Water xy-lan extractions at 150 and 160 �C using 60 and 90 min extractiontime resulted in the highest final concentrations of xylan. The high-est xylan concentration obtained in this set of studies was 29.1 g/Lat the cost of high material losses (76.9% mass yield after xylanextraction). When using alkali extraction, the final xylan
condary hydrolysis of the extracted liquid. The conditions chosen for further study are
/L) as xylose Final pH
140 �C 150 �C 160 �C 130 �C 140 �C 150 �C 160 �C
0.3 0.5 1.2 5.0 4.8 4.4 4.20.6 0.8 3.5 4.9 4.5 4.1 3.81.0 3.1 17.2 4.5 4.5 3.8 3.32.1 10.4 29.1 4.3 3.9 3.5 3.1
1.3 1.4 2.4 9.4 9.3 8.4 6.8n.d. 1.5 n.d. 9.0 8.8 8.5 5.91.8 2.3 4.0 8.2 6.8 5.9 5.41.8 2.9 5.8 7.1 6.2 5.6 5.1
1.3 0.9 1.4 10.8 9.9 9.9 9.71.3 1.1 1.4 10.4 9.6 9.7 9.51.5 1.7 2.5 9.6 9.6 9.3 9.21.9 2.8 2.9 9.4 9.0 9.0 8.3
1.0 n.d. 1.4 11.9 10.7 10.6 9.9n.d. n.d. n.d. 11.2 10.3 10.2 9.60.6 n.d. 1.6 10.2 9.8 9.6 9.30.9 n.d. 1.7 9.9 9.6 9.3 9.0
y = 1678.4x -0.771
y = 2196.4x - 0.765
R² = 0.893625
30
35
ber
0
5
10
15
20
25
30
35
40
g Xy
lan
Rec
over
ed /
100
g Xy
lan
in W
ood
g Total Solids Extracted / 100 g Wood
0% EA (water)3% EA (WL)5% EA (WL)7% EA (WL)
0
2
4
6
8
10
12
Fina
l pH
g Total Solids Extracted / 100 g Wood
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25 0 5 10 15 20 25 0 5 10 15 20 25
g A
ceta
te S
olub
ilize
d/ 1
00 g
Woo
d
g Total Solids Extracted / 100 g Wood
A CB
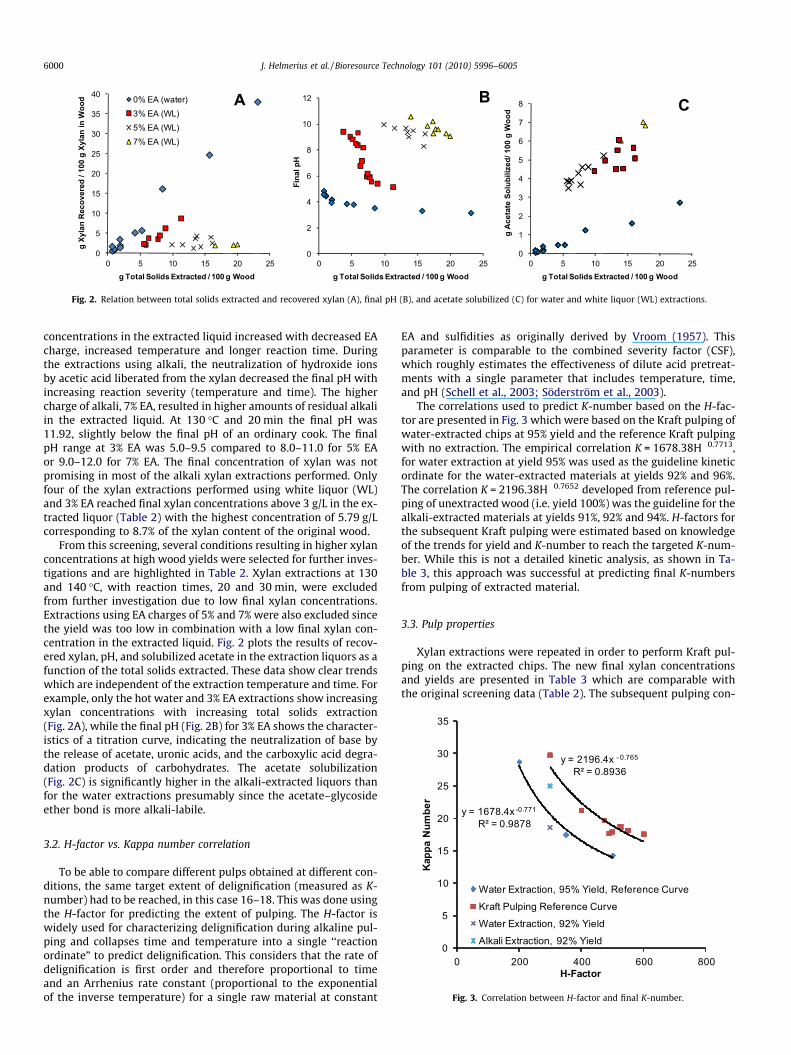
Fig. 2. Relation between total solids extracted and recovered xylan (A), final pH (B), and acetate solubilized (C) for water and white liquor (WL) extractions.
6000 J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005
concentrations in the extracted liquid increased with decreased EAcharge, increased temperature and longer reaction time. Duringthe extractions using alkali, the neutralization of hydroxide ionsby acetic acid liberated from the xylan decreased the final pH withincreasing reaction severity (temperature and time). The highercharge of alkali, 7% EA, resulted in higher amounts of residual alkaliin the extracted liquid. At 130 �C and 20 min the final pH was11.92, slightly below the final pH of an ordinary cook. The finalpH range at 3% EA was 5.0–9.5 compared to 8.0–11.0 for 5% EAor 9.0–12.0 for 7% EA. The final concentration of xylan was notpromising in most of the alkali xylan extractions performed. Onlyfour of the xylan extractions performed using white liquor (WL)and 3% EA reached final xylan concentrations above 3 g/L in the ex-tracted liquor (Table 2) with the highest concentration of 5.79 g/Lcorresponding to 8.7% of the xylan content of the original wood.
From this screening, several conditions resulting in higher xylanconcentrations at high wood yields were selected for further inves-tigations and are highlighted in Table 2. Xylan extractions at 130and 140 �C, with reaction times, 20 and 30 min, were excludedfrom further investigation due to low final xylan concentrations.Extractions using EA charges of 5% and 7% were also excluded sincethe yield was too low in combination with a low final xylan con-centration in the extracted liquid. Fig. 2 plots the results of recov-ered xylan, pH, and solubilized acetate in the extraction liquors as afunction of the total solids extracted. These data show clear trendswhich are independent of the extraction temperature and time. Forexample, only the hot water and 3% EA extractions show increasingxylan concentrations with increasing total solids extraction(Fig. 2A), while the final pH (Fig. 2B) for 3% EA shows the character-istics of a titration curve, indicating the neutralization of base bythe release of acetate, uronic acids, and the carboxylic acid degra-dation products of carbohydrates. The acetate solubilization(Fig. 2C) is significantly higher in the alkali-extracted liquors thanfor the water extractions presumably since the acetate–glycosideether bond is more alkali-labile.
R² = 0.9878
0
5
10
15
20
0 200 400 600 800
Kap
pa N
um
H-Factor
Water Extraction, 95% Yield, Reference Curve
Kraft Pulping Reference Curve
Water Extraction, 92% Yield
Alkali Extraction, 92% Yield
Fig. 3. Correlation between H-factor and final K-number.
3.2. H-factor vs. Kappa number correlation
To be able to compare different pulps obtained at different con-ditions, the same target extent of delignification (measured as K-number) had to be reached, in this case 16–18. This was done usingthe H-factor for predicting the extent of pulping. The H-factor iswidely used for characterizing delignification during alkaline pul-ping and collapses time and temperature into a single ‘‘reactionordinate” to predict delignification. This considers that the rate ofdelignification is first order and therefore proportional to timeand an Arrhenius rate constant (proportional to the exponentialof the inverse temperature) for a single raw material at constant
EA and sulfidities as originally derived by Vroom (1957). Thisparameter is comparable to the combined severity factor (CSF),which roughly estimates the effectiveness of dilute acid pretreat-ments with a single parameter that includes temperature, time,and pH (Schell et al., 2003; Söderström et al., 2003).
The correlations used to predict K-number based on the H-fac-tor are presented in Fig. 3 which were based on the Kraft pulping ofwater-extracted chips at 95% yield and the reference Kraft pulpingwith no extraction. The empirical correlation K = 1678.38H�0.7713,for water extraction at yield 95% was used as the guideline kineticordinate for the water-extracted materials at yields 92% and 96%.The correlation K = 2196.38H�0.7652 developed from reference pul-ping of unextracted wood (i.e. yield 100%) was the guideline for thealkali-extracted materials at yields 91%, 92% and 94%. H-factors forthe subsequent Kraft pulping were estimated based on knowledgeof the trends for yield and K-number to reach the targeted K-num-ber. While this is not a detailed kinetic analysis, as shown in Ta-ble 3, this approach was successful at predicting final K-numbersfrom pulping of extracted material.
3.3. Pulp properties
Xylan extractions were repeated in order to perform Kraft pul-ping on the extracted chips. The new final xylan concentrationsand yields are presented in Table 3 which are comparable withthe original screening data (Table 2). The subsequent pulping con-

Table 3Properties for the cooking and resulting K-number, yield, and also recovered xylan from the xylan extractions performed prior to cooking. Calculated K-numbers in parentheses.
Cond. Extraction Pulping
Time (min) Temp. (�C) Yield (%) Xylan (g/L) EA (%) H-factor Time (min) EA (%) Yield (%) Kappa number
Ref. – – 100 – – 500 164 21 51.7 17.91 90 150 92 11.75 0 365 143 21 46.9 16.7(17.7)2 60 150 96 4.56 0 400 149 21 48.5 17.5(16.5)3 60 160 91 3.62 3 486 162 18 50.5 16.7(17.3)4 60 150 92 2.63 3 486 162 18 50.4 17.7(17.3)5 20 160 94 1.73 3 520 169 18 47.8 17.5(16.4)
24
25
26
27
28
29
30
31
20 30 40 50 60
Bri
gh
tnes
s (%
ISO
)
80
660
1240
1820
2400
20 30 40 50 60
Air
Per
mea
nce
(m
l/min
)
Reference
Condition 1
Condition 2
Condition 3
Condition 4
Condition 5
700
750
800
850
900
20 30 40 50 60
Den
sity
(kg
/m³)
0
1
2
3
20 30 40 50 60
Freeness (°MSR)
Ten
sile
en
erg
y ab
s. in
dex
(kJ
/kg
)
4
6
8
10
12
20 30 40 50 60
Tear
ing
str
eng
th in
dex
(N
m²/
kg)
1
2
3
4
5
20 30 40 50 60
Elo
ng
atio
n (
%)
20
25
30
35
20 30 40 50 60Co
mp
ress
ion
str
eng
ht
ind
ex (
Nm
/g)
0
2
4
6
8
20 30 40 50 60
Freeness (°MSR)
Bu
rsti
ng
str
eng
th in
dex
(M
N/k
g)
20
40
60
80
100
20 30 40 50 60
Ten
sile
str
eng
th in
dex
(kN
m/k
g)
40
90
140
190
240
20 30 40 50 60
Ben
dts
en r
ou
gh
nes
s (m
l/min
)
6
7
8
9
20 30 40 50 60
Freeness (°MSR)
Ten
sile
sti
ffn
ess
ind
ex (
MN
m/k
g)
0
500
1000
1500
2000
2500
3000
20 30 40 50 60
Bea
tin
g E
ner
gy
(Rev
olu
tio
ns) A B C
G H I
J K L
D E F
Fig. 4. Handsheet properties as a function of freeness.
J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005 6001
ditions based on the correlations developed from Fig. 3 and resultsare also given in Table 3. These were all performed to give both atotal EA charge of 21% and yield a final K-number in the range of16–18. A reference pulp for these conditions without any extrac-tion was also performed as a basis for comparison of pulp proper-
ties. The predicted K-number is given in parenthesis next to themeasured K-number in Table 3 and shows that the correlation isvalid.
The properties of handsheets from all the extracted pulps andthe reference pulp normalized in terms of the freeness (�MSR)

6002 J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005
are plotted in Fig. 4. From this figure, the significant differences inpulp properties between extraction conditions are obvious for sub-plots 4A, 4D, 4 J, 4I, 4 K, corresponding to beating energy, bright-ness, compression strength index, tensile strength index, andtensile stiffness index.
As plotted in Fig. 4A, the reference material had the highestfreeness with increased refining (beating energy). The material ob-tained using conditions 2 and 4, were close to the reference at allrevolutions. The other xylan-extracted samples did not have thesame increase in freeness, indicating losses of hemicelluloses andless internal fibrillation with increased refining. Table 3 shows thatother factors also influence the result in freeness since the draina-bility should increase with increasing yield after cooking, indicat-ing that more refining is needed for samples 3, 5 and also 1 toreach the same value of freeness as the reference. The density isdependent on the amount of fines, and extent of fibrillation. Thereference sample had the highest density (Fig. 4B), together withsamples using conditions 2, 4 and 1. Air permeance (Fig. 4C) is clo-sely connected to the density since denser sheets have higher airresistance. The materials that had the highest density also hadthe lowest value of air permeance.
Brightness decreased with increased freeness (Fig. 4D). The ref-erence sheets had lower values at all revolutions even though ithad the highest K-number 17.9 (Table 3). The differences in the xy-lan-extracted samples cannot be explained by differences in K-number. At higher refining energy the brightness decreased withincreased freeness. For the Bendtsen roughness, more flexibilityand fines create a smother surface, allowing less air through thesurface structure, and this property (Fig. 4E) is strongly correlatedwith the air permeance (Fig. 4C).
Fig. 4F shows that the tearing strength index increased more inthe xylan-extracted materials than the reference material with in-creased refining. Reference sample and condition 4 had lower val-ues of tearing index, indicating more flexible fibers. Tearing indexincreased with increased extraction time for the water-extractedsamples. Increased temperature increased the tear index for the al-kali xylan-extracted materials and shorter extraction times at thesame temperature also increased tear index.
The reference pulp had the highest values of compression(Fig. 4G), even though the compression for sheets obtained undercondition 4 increased rapidly and has almost the same value atmaximum freeness and refining. The water-extracted materialshad lower values of compression than the alkali-extracted materi-als, and the compression strength index decreased with increasingextraction time for the water-extracted samples. The elongationdoes not show significant differences between conditions (Fig. 4H).
At all pulp freeness values, the reference material had highesttensile strength index (Fig. 4I). At higher values of freeness the ex-tracted materials at conditions 2 and 4 increased more in tensilestrength index than the reference. Tensile strength index decreasedwith increasing extraction time in the water-extracted samples. Ashorter extraction time at the same temperature decreased thetensile strength index for alkali-extracted samples. Condition 4 isslightly lower in tensile strength index then the reference. Fig. 4Jshows the tensile energy absorption index and how it changedwith freeness. The reference, conditions 2 and 4 have the highestenergy absorption at the same freeness, indicating more flexible fi-bers. Tensile energy absorption index decreased with increasingextraction time in the water xylan-extracted samples. Increasedextraction temperature decreased the tensile energy absorption in-dex at the same freeness for the alkali-extracted materials and ashorter extraction time at the same temperature decreased alsothe tensile energy absorption index. Fig. 4K shows that the tensilestiffness is higher for condition 4 than the reference sample. Ten-sile stiffness index decreased with increasing extraction time inthe water-extracted samples. Increased temperature decreased
the tensile stiffness index for the alkali-extracted samples and ashorter extraction time at the same temperature also decreasedthe tensile stiffness index. The burst strength is highest in the ref-erence material and condition 4 (Fig. 4L). This is due to more bond-ing between the fibers. Water-extracted materials have lowervalues of burst strength than alkali-extracted materials. Burststrength index decreased with increasing extraction time in thewater-extracted samples.
Pulps from conditions 2 (water-extracted) and 4 (alkali-ex-tracted) are the most similar in terms of the properties discussedso far to the reference sample. Water-extracted material using con-dition 1 (Table 3) had the highest value of tearing strength index,which is interesting since it had the highest final concentrationof xylan, 11.75 g/L in extracted liquid. The reference sample hadthe highest K-number, 17.9 (Table 3), but the lowest value ofbrightness at all freeness levels (Fig. 4D). Condensation of ligninat low residual alkali in the xylan extraction might contribute toa darker sheet or alternatively may be due to less dense materialabsorbing more light. Compression (Fig. 4G) is the opposite of elon-gation (Fig. 4H), and more flexible fibers increases the bonding thatincreases the resistance against compression. Elongation increaseswith increasing shrinkage and higher moisture content also in-creases the elongation properties. Less flexible fibers contains per-haps more moisture since it avoids breakage from the capillaryforces upon drying. This could explain why the water-extractedmaterials from conditions 1 and 2 have slightly better elongationproperties compared to the reference. The tensile strength indexincreases with less shrinkage, and the higher values from the refer-ence sample and four are due to more flexible fibers (Fig. 4I). Fiberflexibility and strength are the most significant factors when itcomes to the tensile strength. The reference and pulps from condi-tion 4 have more flexible fibers, with more bonding giving moreenergy absorption (Fig. 4J). The tensile stiffness (Fig. 4K) indicatesthat water-extracted birch wood chips can give unsatisfactorybending stiffness due to low tensile stiffness. Bursting strength in-dex (Fig. 4K) showed almost the same result as tensile strength in-dex, sample 4 and reference sample are similar in properties due tomore bonding between the fibers. Alkali-extracted sample (condi-tion 4) and reference sample showed similar properties for all pa-per tests performed.
3.4. Enzymatic hydrolysis and fermentation
Enzymatic hydrolysis and fermentation of the xylan to succinicacid by a metabolically engineered E. coli was performed to dem-onstrate the feasibility of at least one of the extraction approacheswith regard to biological process integration. The enzymatichydrolysis of water-extracted xylan to xylose is presented inFig. 5A which shows saccharification of polymeric, partially acety-lated 4-O-methyl glucuronoxylan to monomeric xylose at a yield of75% monomers with an unoptimized enzyme cocktail (Sørensenet al., 2007), demonstrating that enzymatic depolymerization is afeasible approach. This same enzyme-treated hydrolyzate (dilutedto about 90% of its original xylose concentration due to addition ofthe inoculum and media) was further subjected to fermentation tosuccinate by a metabolically engineered E. coli (Fig. 5B) whichshows that during the aerobic growth phase (left of dashed line)both acetate and xylose are consumed as substrates for cell growth,while under anaerobic conditions (right of the dashed line) theremaining xylose is completely converted to succinate at a yieldof approximately 0.73 g succinate/g xylose. The findings that ace-tate can be utilized as a carbon source is significant in that the aer-obic growth phase acts as a detoxification for the acetate. Somedetoxification of the water-extracted xylan was necessary to re-move toxic soluble aromatics from the hydrolyzate, however, tox-icity is not a significant concern for this process configuration.

0
5
10
15
20
25
30
35
40
45
0 10 20 30 40 50
Con
cent
ratio
n (g
/L)
Time (h)
Glucose
Xylose
Acetate
0
5
10
15
20
25
30
35
40
0
5
10
15
20
25
30
35
40
0 20 40 60 80
Cel
l Bio
mas
s (O
D55
0)
Con
cent
ratio
n (g
/L)
Time (h)
Xylose
Acetate
Succinate
Cell Biomass
A B
Fig. 5. Enzymatic hydrolysis of hot water-extracted xylan (A) and its fermentation to succinate by metabolically engineered E. coli AFP 184 (B).
J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005 6003
Fermentation of alkali-extracted, ethanol precipitated xylan wasnot performed due to the large volumes of hydrolyzate requiredto perform this fermentation in a 1 L reactor.
4. Discussion
Hemicellulose extraction prior to pulping in a Kraft mill func-tions effectively as a pretreatment of the wood chips. As an exam-ple, acidic hemicellulose extractions prior to alkaline pulping arefeasibly performed commercially in mills producing viscose (dis-solving) pulps used for cellulose derivatives, often as an acid sulfitestage. The ideal hemicellulose extraction step should result in highsugar concentrations at high pulp yields, while causing minimalinterference with the subsequent pulping process. High sugar con-centrations in the final extracted liquors are essential for an eco-nomically feasible conversion of sugar to a desired fermentationproduct. There are a number of daunting challenges or process con-straints for integrating biological catalysis of carbohydrates intoalkaline chemical pulping. These are derived both from the chal-lenges to the chemical pulping and biological conversion.
For this process, a number of specific criteria for effective pro-cess integration can be identified. One is that this extraction causeminimal impact on the overall process and the quality of theresulting pulp. Second, it is important to obtain high final hemicel-lulose sugar concentrations in the extracted liquor while minimiz-ing the loss in pulp yield due to the equipment requirements bothfor downstream bioconversion of the hemicellulose sugars and thepulping process. Third, the pH after extraction must not be too lowthat uneven impregnation of the chips by alkali occurs. Fourth, thegeneration of compounds that are inhibitory to microbial process-ing such as acetic acid, sugar degradation products, soluble aro-matics and lignin degradation products, and the inorganics(sulfur and sodium) in the extracted liquor need to be consideredfor process integration if the same liquid phase is to be used duringthe biological conversion.
Irrespective of the extraction method proposed, processchanges and equipment requirements need to be considered. Forexample, the effect of extraction liquors on the alkali impregnationof chips, subsequent cooking requirements, changes in chemicalrecovery, as well as subsequent recovery and concentration of xy-
lan for fermentations, must all be considered in tandem. Both hotwater and acid extraction affect the alkali charge during cookingand therefore demand more extensive process changes in the Kraftpulp mill. Acidic pH will affect the penetration of white liquor intochips, resulting in an uneven cook since acidic groups must under-go neutralization and consume base. At low pH dissolved lignincondenses creating problems during both cooking and bleaching.If the liquor used for extractions have approximately the samecomposition as the liquor used in the cooking process, then theextraction step can act as an impregnation step and decrease theeffective alkali (EA) requirements during the subsequent Kraftcook. The composition of the extracted liquor and desired fermen-tation product yield a number of different process solutions. Lowconcentrations of xylan in the extracted liquor increase the costsdue to equipment requirements for concentrating xylan in the li-quor by either evaporation or ultrafiltration (Kenealy et al., 2006).
For the utilization of alkali-extracted xylan, proposed ap-proaches include xylan precipitation by either solvent addition oracidification as is currently practiced in processes recovering ligninfrom alkaline black liquors. For example if ethanol is one of the fer-mentation products, a fraction of the ethanol product could beused to precipitate xylan from the extracted liquor (Fig. 1B), simul-taneously separating hemicellulose sugars from the toxic compo-nents of the liquor, with the potential for alcohol recovery whenthe liquor passed through the black liquor evaporator chain.
Water extractions conducted in this study with temperatureand reaction times not exceeding 160 �C and 90 min, occurred atmildly acidic conditions caused by liberation of acetic acid fromthe hemicellulose. Under these conditions, further hydrolysis ofhemicelluloses resulted in primarily oligomeric, partially acety-lated xylan. These relatively mild extraction conditions largely pre-vent the degradation of xylose by dehydration to furfural andsubsequently formic acid (Palmqvist and Hahn-Hagerdal, 2000).Both water and alkali extraction resulted in a maximum glucoseconcentrations no greater than 1.14 g/L, indicating minimal cellu-lose degradation to monomers during extraction, although someacid hydrolysis of cellulose may result in decreases in celluloseDP, contributing to the fiber strength losses.
The correlation between xylan recovered (Fig. 2A) and final pH(Fig. 2B) is very clear in that as pH drops from 10 to less than 6, thecorresponding xylan recovery increases with the same trend as is

6004 J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005
the case for water extractions. Furthermore, it should be noted thatthis begins to increase the xylan concentrations to values high en-ough to warrant further studies. Alkali extractions under more se-vere extraction conditions potentially extract more xylan than isquantified, but due to degradation to saccharinic and lower molec-ular weight carboxylic acids the final xylan concentrations werelow. If yield and final xylan concentration are compared betweenthe different white liquor extractions (Table 2), the degradationof xylan apparently increased with increased EA charge, tempera-ture, and time.
The treatment of fibers for pulp production through refining isvery important and results in fibrillation, hydration, and fines.More flexible fibers create more crossing–linking or hydrogenbonding potential between polysaccharide chains, increasing thepaper strength. Hemicelluloses located at the surface are anotherfactor that increases paper strength (Fellers and Norman, 1996),especially tensile strength and burst strength and contribute toswelling, internal fibrillation, which increases flexibility and con-tact area between the fibers. The hemicellulose content can also af-fect tearing strength since it contributes to more bonding betweenthe fibers and increases flexibility of the paper sheet. This is be-cause hemicellulose polymers are more amorphous and have ahigher surface area to weight ratio than either cellulose microfi-brils or plant cell wall surfaces (fibers), and as such promote fi-ber–fiber bonding (Karlsson, 2006). During alkali pulping,solubilized hemicelluloses re-precipitate as the pH drops and arere-deposited on fibers (Hannuksela and Holmbom, 2002) such thatremoval of these hemicelluloses will clearly impact subsequent fi-ber properties.
Under alkaline conditions the acetyl group in hardwood xylan isquickly saponified (Fig. 2C) while the 4-O-methyl glucuronic acidgroup at C-2 position stabilizes the xylan chain against the alkalinepeeling reaction. With increasing temperature and pH this stabiliz-ing group is removed allowing the peeling reaction to continue(Simonson, 1965) and degradation of sugars occurs. During mildacid hydrolysis, as occurs during hot water pretreatment, Fig. 2Cshows significantly less cleavage of acetyl groups. It has been dem-onstrated previously that more than half of the acetyl groups canremain bound to the xylan backbone after steam pretreatment ofbirch (Ebringerová and Heinze, 2000). The action of acetyl ester-ases liberating acetate from acetylated xylan is demonstrated inFig. 5A, which shows a rapid initial increase in the acetate concen-tration. The total monomeric xylose liberated is approximately 75%of the theoretical maximum (53.2 g/L xylose for this case) indicat-ing the cooperative activity of b-xylosidases and a-glucuronidases.Unpublished data from our laboratory indicates that hydrolysis ofdeactylated 4-O-methyl glucuronoxylan by only endoxylanase re-sults in incomplete hydrolysis to low DP xylan oligomer fragments.
5. Conclusions
In this study, it was demonstrated that it is possible to usewhite liquor to extract xylan from birch wood chips prior to Kraftpulping without decreasing the pulp yield and paper strengthproperties while simultaneously achieving an impregnation of al-kali into the wood chips. However, for the conditions tested, it isnot possible to attain a liquor containing xylan at industriallyattractive concentrations for recovery or microbial conversion. Byusing hot water extractions of xylan prior to Kraft cooking it waspossible to obtain a liquor with higher xylan titers and minimaldegradation of xylan at the expense of decreases in compressionstrength, tensile strength, tensile stiffness and burst strength.Due to the presence of pH gradients in chip pores, obtaining ahomogenous cook may be problematic. One important feature ofthe water extraction is that this integrates well with downstream
biological processing in that there are few additional processrequirements for the subsequent bioconversion of the extracted li-quor (although some detoxification may be necessary) as demon-strated by the enzymatic hydrolysis and succinate fermentation.This can be contrasted with alkali extraction processes, which inte-grate well with existing Kraft pulping, but integrate poorly withthe downstream biological processing in that some xylan is de-graded and that recovered xylan requires removal from the liquorsince potentially sodium is inhibitory or toxic to biological conver-sion and/or product recovery. Overall, this implies that waterextraction yielding high concentrations of xylan might be a morepromising solution, if decreases in pulp strength properties canbe accepted.
Acknowledgements
This research was supported by Kiram AB, Regional EU funding,and the Research Council of Norrbotten. The authors are grateful toCurt Lindström at the Techcenter, Smurfit Kappa Kraftliner AB,Piteå, Sweden, for technical assistance.
References
Al-Dajani, W., Tschirner, U., 2008. Pre-extraction of hemicelluloses and subsequentKraft pulping. Part I. Alkaline extraction. TAPPI J. 7, 3–8.
Axelsson, S., Croon, I., Enström, B., 1962. Dissolution of hemicelluloses duringsulphate pulping. Sven. Papperstidn. 65, 693–697.
Bhaskaran, T.A., von Koeppen, A., 1970. The degradation of wood carbohydratesduring sulphate pulping. Holzforschung 24, 14–19.
Dashek, W.V., 1997. Isolation, assay, and characterization of plant carbohydrates.In: Dashek, W.V. (Ed.), Methods in Plant Biochemistry and Molecular Biology.CRC Press, New York, pp. 29–47.
Ebringerová, A., Heinze, T., 2000. Xylan and xylan derivatives – biopolymers withvaluable properties. 1. Naturally occurring xylans structures, isolationprocedures and properties. Macromol. Rapid Commun. 21, 542–556.
Fellers, C., Norman, B., 1996. Pappersteknik, third ed. Department of Pulp and PaperChemistry and Technology, Royal Institute of Technology, Stockholm.
Glassner, W.G., Kaar, W.E., Jain, R.K., Sealey, J.E., 2000. Isolation options for non-cellulosic heteropolysaccharides (HetPS). Cellulose 7, 299–317.
Hannuksela, T., Holmbom, B., 2002. Sorption of mannans to different fiber surfaces:an evolution of understanding. In: Gatenholm, P., Tenkanen, M. (Eds.),Hemicellulose: Science and Technology. Oxford University Press, New York.
Helle, S.S., Murray, A., Lam, J., Cameron, D.R., Duff, S.J.B., 2004. Xylose fermentationby genetically modified Saccharomyces cerevisiae 259ST in spent sulphite liquor.Bioresour. Technol. 92, 163–171.
Hodge, D.B., Andersson, C.A., Berglund, K.A., Rova, U., 2009. Detoxificationrequirements for bioconversion of softwood dilute acid hydrolyzates tosuccinic acid. Enz. Microb. Technol. 44, 309–316.
Huang, H.J., Ramaswamy, S., Al-Dajani, W.W., Tschirner, U., 2010. Process modelingand analysis of pulp mill-based integrated biorefinery with hemicellulose pre-extraction for ethanol production: a comparative study. Bioresour. Technol.1012, 624–631.
Karlsson, H., 2006. Fiber Guide. Fiber Analysis and Process Applications in the Pulpand Paper Industry, first ed. Elanders Tofters AB, Stockholm, Sweden.
Kenealy, W.R., Houtman, C.J., Laplaza, J., Jeffries, T.W., Horn, E.G., 2006.Pretreatments for converting wood into paper and chemicals. In:Argyropoulos, D.S. (Ed.), Materials, Chemicals, and Energy from ForestBiomass. Oxford University Press, New York, pp. 392–408.
Mosier, N., Wyman, C., Dale, B., Elander, R., Lee, Y.Y., Holtzapple, M., Ladisch, M.,2005. Features of promising technologies for pretreatment of lignocellulosicbiomass. Bioresour. Technol. 96, 673–686.
N’Diaye, S., Rigal, L., Larocque, P., Vidal, P.F., 1996. Extraction of hemicelluloses frompoplar, Populus tremuloides, using an extruder-type twin-screw reactor: afeasibility study. Bioresour. Technol. 57, 61–67.
Niemelä, K., Alén, R., 1999. Characterization of pulping liquors. In: Sjöström, E., Alén,R. (Eds.), Analytical Methods in Wood Chemistry, Pulping, and Papermaking.Springer-Verlag, Berlin, pp. 193–232.
Palmqvist, E., Hahn-Hagerdal, B., 2000. Fermentation of lignocellulosichydrolysates. II: Inhibitors and mechanisms of inhibition. Bioresour. Technol.74, 25–33.
Polizeli, M.L.T.M., Rizzatti, A.C.S., Monti, R., Terenzi, H.F., Jorge, J.A., Amorim, D.S.,2005. Xylanases from fungi: properties and industrial applications. Appl.Microbiol. Biotechnol. 67, 577–591.
Puls, J., Schröder, N., Stein, A., Janzon, R., Saake, B., 2006. Xylans from oat spelts andbirch kraft pulp. Macromol. Symp. 232, 93–97.
Schell, D.J., Farmer, J., Newman, M., McMillan, J.D., 2003. Dilute-sulfuric acidpretreatment of corn stover in pilot-scale reactor: an investigation of yields,kinetics, and enzymatic digestibilities of solids. Appl. Biochem. Biotechnol. 105,69–85.

J. Helmerius et al. / Bioresource Technology 101 (2010) 5996–6005 6005
Simonson, R., 1965. The hemicellulose in the sulfate pulping process, part 3: theisolation of hemicellulose fractions from birch sulfate cooking liquors. Sven.Papperstidn. 68, 275–280.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., Crocker, D., 2008.Determination of structural carbohydrates and lignin in biomass. NRELTechnical Report: NREL/TP-510-42618.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., 2008b.Determination of sugars, byproducts, and degradation products in liquidfraction process samples. NREL Technical Report: NREL/TP-510-42623.
Söderström, J., Pilcher, L., Galbe, M., Zacchi, G., 2003. Combined use of H2SO4 andSO2 impregnation for steam pretreatment of spruce in ethanol production. Appl.Biochem. Biotechnol. 105–108, 127–140.
Sørensen, H.R., Pedersen, S., Jørgensen, C.T., Meyer, A.S., 2007. Enzymatic hydrolysisof wheat arabinoxylan by a recombinant ‘‘minimal” enzyme cocktail containingb-xylosidase and novel endo-1,4-b-xylanase and a-L-arabinofuranosidaseactivities. Biotechnol. Prog. 23, 100–107.
Stuart, P., 2006. The forest biorefinery: survival strategy for Canada’s pulp and papersector. Pulp Pap. Can. 107, 13–16.
Sun, Y., Cheng, J.Y., 2002. Hydrolysis of lignocellulosic materials for ethanolproduction: a review. Bioresour. Technol. 83, 1–11.
van Heiningen, A., 2006. Converting a Kraft pulp mill into an integrated forestbiorefinery. Pulp Pap. Can. 107, 38–43.
Vroom, K.E., 1957. The H factor: a means of expressing cooking times andtemperatures as a single variable. Pulp Pap. Can. 58, 228–231.
Vuorinen, T., Alén, R., 1998. Carbohydrates. In: Sjöström, E., Alén, R. (Eds.),Analytical Methods in Wood Chemistry, Pulping, and Papermaking. Springer-Verlag, New York, pp. 37–71.
Werpy, T., Petersen, G., 2004. Top Value Added Chemicals from Biomass, vol. I. USDepartment of Energy, Oak Ridge, TN.
Werpy, T.A., Frye, J.G., Holladay, J.E., 2006. Succinic acid – a model building block forchemical production from renewable resources. In: Kamm, B., Gruber, P.R.,Kamm, M. (Eds.), Biorefineries – Industrial Processes and Products 2. Wiley –VCH, Weinham, Germany, pp. 367–379.
Willke, T., Vorlop, K.-D., 2001. Biotechnological production of itaconic acid. Appl.Microbiol. Biotechnol. 56, 289–295.
Yoon, S.H., van Heiningen, A., Krishnagopalan, G.A., 2008. Kraft pulping integratedwith mild alkaline pre-extraction of southern mixed hardwoods. In: 2008 TAPPIEngineering, Pulping and Environmental Conference, Portland, Oregon.




















