Numerical Modelling of Lean Duplex Stainless Steel Hollow ...

Available online at www.sciencedirect.com
202 (2008) 3367–3377www.elsevier.com/locate/surfcoat
Surface & Coatings Technology
High temperature wear and friction properties of duplex surfacetreated bearing steels
Sukru Taktak ⁎, Sukru Ulker, Ibrahim Gunes
Afyon Kocatepe University, Technical Education Faculty, Department of Metal Education, Afyonkarahisar, Turkey
Received 17 August 2007; accepted in revised form 11 December 2007Available online 23 December 2007
Abstract
Duplex treatments by thermo reactive diffusion (TRD) chromizing and puls plasma nitriding were carried out on AISI 52100 and 8620 bearingsteels. Tribological behaviors of TRD chromized and duplex treated bearing steels were investigated against Al2O3 ball in ball-on-disc system atroom temperature and 500 °C. The samples were pack chromized in a furnace at temperature of 1000 °C for 5 h. After chromizing, the sampleswere puls plasma nitrided for 5 h at 500 °C. The coated steels were characterized using scanning electron microscopy (SEM), energy dispersive X-ray spectroscopy (EDX), X-ray diffraction (XRD), scratch and microhardness testing. Plasma nitriding of chromized steels increased the totalthickness of the compound layer. The subsequent plasma nitriding increased the surface hardness to 2135 HK0.025 due to the formation of CrN andCr2N. The surface hardness and scratch resistance of coating can be increased with duplex treatment of chromizing followed by plasma nitriding,resulting in high wear resistance. Tribological tests indicated that puls plasma nitriding process decreased the coefficient of friction values andwear rate of the chromized steels at room temperature and 500 °C. Also, examination of the worn surface of the samples showed that particularlyat high temperature, the oxidized compact layer occurs and tribo-oxidation played an important role in oxidation behaviour of the steels after theduplex treatment.© 2007 Elsevier B.V. All rights reserved.
Keywords: TRD chromizing; Plasma nitriding; Duplex treatment; High temperature wear
1. Introduction
Mechanical components and tools are facing higher perfor-mance requirements. Creating hard surface coatings having goodwear, corrosion and oxidation resistance make it possible to formmulticomponent and composite coatings with high servicecharacteristics. Such layers can be obtained by combining dif-ferent surface engineering processes. Duplex diffusion treatmentsmake it possible to change the chemical and phase composition ofthe layers more easily and effectively and to reduce the number ofsuch defects as porosity and to increase the strength of theiradhesionwith the substrate. A proper choice of coatingmay resultin significant performance improvements [1].
In the TRD (thermo-reactive deposition/diffusion) process,the carbon and nitrogen in the steel substrate diffuse into a
⁎ Corresponding author. Tel.: +90 272 2281311; fax: +90 272 2281319.E-mail address: [email protected] (S. Taktak).
0257-8972/$ - see front matter © 2007 Elsevier B.V. All rights reserved.doi:10.1016/j.surfcoat.2007.12.015
deposited layer with a carbide-forming element (CFE) or nitrideforming element (NFE) such as vanadium, niobium, tantalum,chromium, molybdenum, or tungsten. The diffused carbon ornitrogen react with the CFE and NFE in the deposited coating soas to form a dense and metallurgically bonded carbide or nitridecoating at the substrate surface [2–4].
Chromium nitride (CrN) has become recently very popular ascoating material for tools and similar products [5,6]. Chromiumnitride coatings have been successfully made using various typesof physical vapor deposition (PVD) processes, such as cathodicarc deposition [7,8], reactive ion plating [9], magnetron sput-tering [10,11] and duplex treatment of chromizing, electroplat-ing and plasma nitriding [12,13].
In TRD chromizing process, chromized layer consisted ofvarious chromium carbides such as Cr23C6, Cr7C3 and Cr3C2.Duplex process, involving a combination of chromizing andnitriding has been evaluated by a number of investigators. Atprevious studies, Cr7C3, Cr23C6 dominated layers obtained byTRD chromizing were nitrided and it was observed that multi
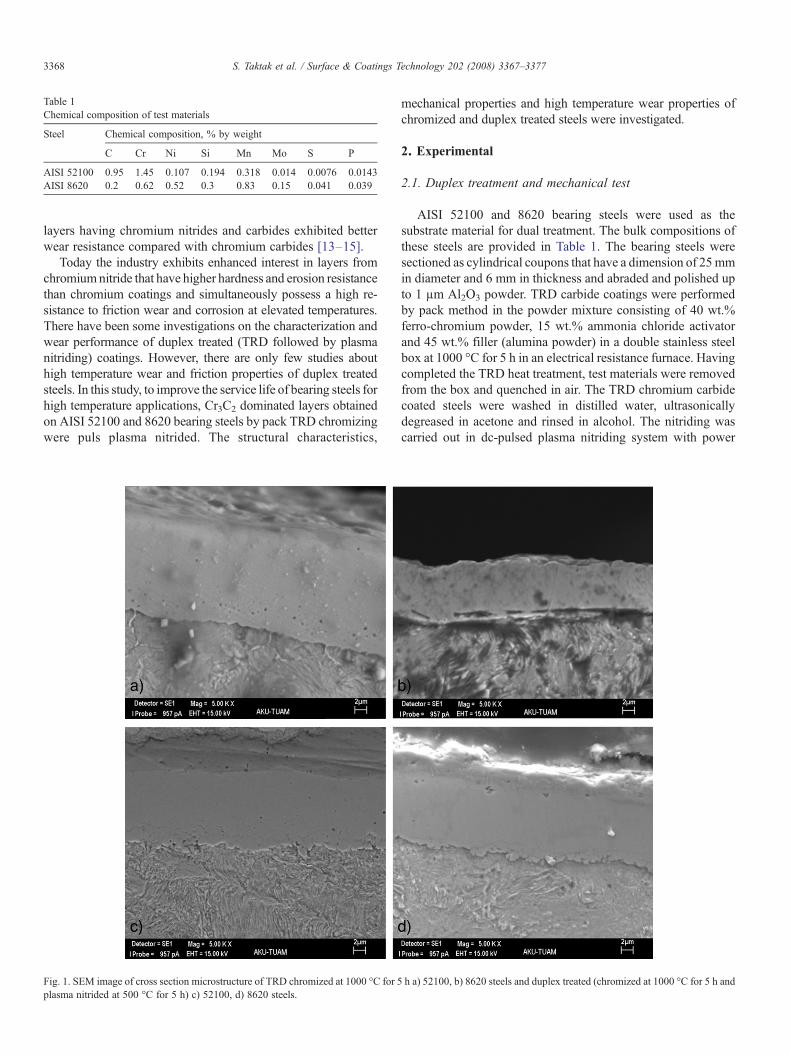
Table 1Chemical composition of test materials
Steel Chemical composition, % by weight
C Cr Ni Si Mn Mo S P
AISI 52100 0.95 1.45 0.107 0.194 0.318 0.014 0.0076 0.0143AISI 8620 0.2 0.62 0.52 0.3 0.83 0.15 0.041 0.039
3368 S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
layers having chromium nitrides and carbides exhibited betterwear resistance compared with chromium carbides [13–15].
Today the industry exhibits enhanced interest in layers fromchromiumnitride that have higher hardness and erosion resistancethan chromium coatings and simultaneously possess a high re-sistance to friction wear and corrosion at elevated temperatures.There have been some investigations on the characterization andwear performance of duplex treated (TRD followed by plasmanitriding) coatings. However, there are only few studies abouthigh temperature wear and friction properties of duplex treatedsteels. In this study, to improve the service life of bearing steels forhigh temperature applications, Cr3C2 dominated layers obtainedon AISI 52100 and 8620 bearing steels by pack TRD chromizingwere puls plasma nitrided. The structural characteristics,
Fig. 1. SEM image of cross section microstructure of TRD chromized at 1000 °C for 5plasma nitrided at 500 °C for 5 h) c) 52100, d) 8620 steels.
mechanical properties and high temperature wear properties ofchromized and duplex treated steels were investigated.
2. Experimental
2.1. Duplex treatment and mechanical test
AISI 52100 and 8620 bearing steels were used as thesubstrate material for dual treatment. The bulk compositions ofthese steels are provided in Table 1. The bearing steels weresectioned as cylindrical coupons that have a dimension of 25mmin diameter and 6 mm in thickness and abraded and polished upto 1 µm Al2O3 powder. TRD carbide coatings were performedby pack method in the powder mixture consisting of 40 wt.%ferro-chromium powder, 15 wt.% ammonia chloride activatorand 45 wt.% filler (alumina powder) in a double stainless steelbox at 1000 °C for 5 h in an electrical resistance furnace. Havingcompleted the TRD heat treatment, test materials were removedfrom the box and quenched in air. The TRD chromium carbidecoated steels were washed in distilled water, ultrasonicallydegreased in acetone and rinsed in alcohol. The nitriding wascarried out in dc-pulsed plasma nitriding system with power
h a) 52100, b) 8620 steels and duplex treated (chromized at 1000 °C for 5 h and
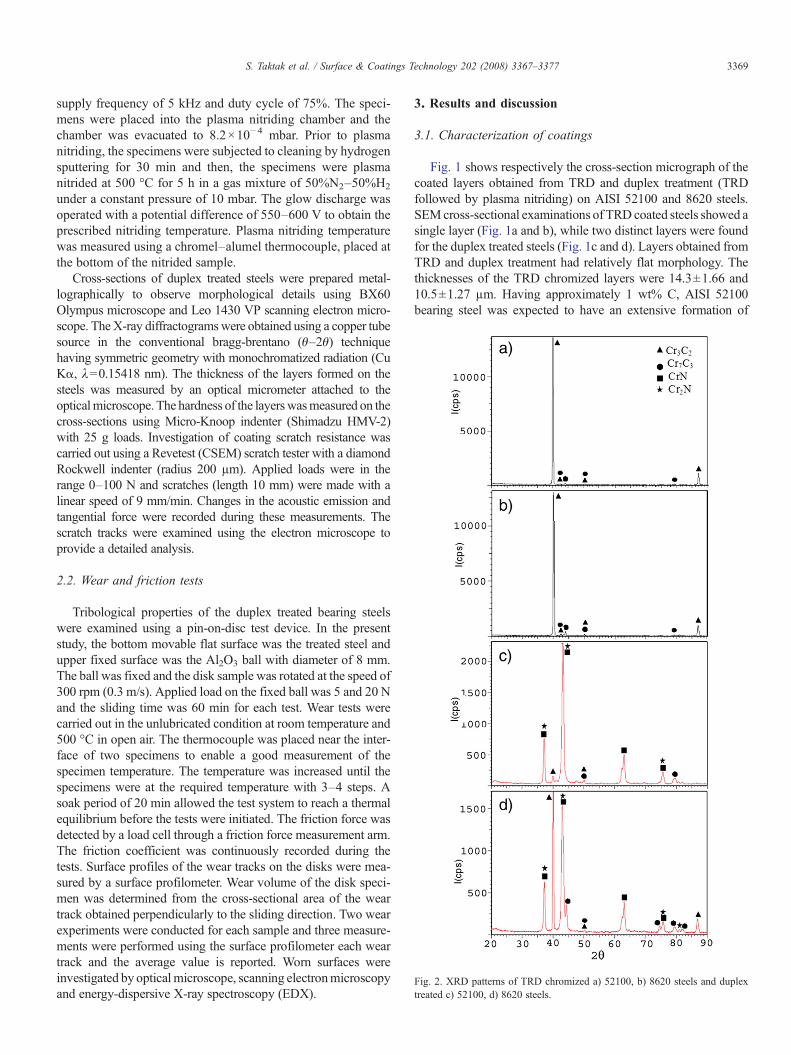
Fig. 2. XRD patterns of TRD chromized a) 52100, b) 8620 steels and duplextreated c) 52100, d) 8620 steels.
3369S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
supply frequency of 5 kHz and duty cycle of 75%. The speci-mens were placed into the plasma nitriding chamber and thechamber was evacuated to 8.2×10−4 mbar. Prior to plasmanitriding, the specimens were subjected to cleaning by hydrogensputtering for 30 min and then, the specimens were plasmanitrided at 500 °C for 5 h in a gas mixture of 50%N2–50%H2
under a constant pressure of 10 mbar. The glow discharge wasoperated with a potential difference of 550–600 V to obtain theprescribed nitriding temperature. Plasma nitriding temperaturewas measured using a chromel–alumel thermocouple, placed atthe bottom of the nitrided sample.
Cross-sections of duplex treated steels were prepared metal-lographically to observe morphological details using BX60Olympus microscope and Leo 1430 VP scanning electron micro-scope. The X-ray diffractogramswere obtained using a copper tubesource in the conventional bragg-brentano (θ–2θ) techniquehaving symmetric geometry with monochromatized radiation (CuKα, λ=0.15418 nm). The thickness of the layers formed on thesteels was measured by an optical micrometer attached to theopticalmicroscope. The hardness of the layerswasmeasured on thecross-sections using Micro-Knoop indenter (Shimadzu HMV-2)with 25 g loads. Investigation of coating scratch resistance wascarried out using a Revetest (CSEM) scratch tester with a diamondRockwell indenter (radius 200 µm). Applied loads were in therange 0–100 N and scratches (length 10 mm) were made with alinear speed of 9 mm/min. Changes in the acoustic emission andtangential force were recorded during these measurements. Thescratch tracks were examined using the electron microscope toprovide a detailed analysis.
2.2. Wear and friction tests
Tribological properties of the duplex treated bearing steelswere examined using a pin-on-disc test device. In the presentstudy, the bottom movable flat surface was the treated steel andupper fixed surface was the Al2O3 ball with diameter of 8 mm.The ball was fixed and the disk sample was rotated at the speed of300 rpm (0.3 m/s). Applied load on the fixed ball was 5 and 20 Nand the sliding time was 60 min for each test. Wear tests werecarried out in the unlubricated condition at room temperature and500 °C in open air. The thermocouple was placed near the inter-face of two specimens to enable a good measurement of thespecimen temperature. The temperature was increased until thespecimens were at the required temperature with 3–4 steps. Asoak period of 20 min allowed the test system to reach a thermalequilibrium before the tests were initiated. The friction force wasdetected by a load cell through a friction force measurement arm.The friction coefficient was continuously recorded during thetests. Surface profiles of the wear tracks on the disks were mea-sured by a surface profilometer. Wear volume of the disk speci-men was determined from the cross-sectional area of the weartrack obtained perpendicularly to the sliding direction. Two wearexperiments were conducted for each sample and three measure-ments were performed using the surface profilometer each weartrack and the average value is reported. Worn surfaces wereinvestigated by optical microscope, scanning electronmicroscopyand energy-dispersive X-ray spectroscopy (EDX).
3. Results and discussion
3.1. Characterization of coatings
Fig. 1 shows respectively the cross-section micrograph of thecoated layers obtained from TRD and duplex treatment (TRDfollowed by plasma nitriding) on AISI 52100 and 8620 steels.SEMcross-sectional examinations of TRD coated steels showed asingle layer (Fig. 1a and b), while two distinct layers were foundfor the duplex treated steels (Fig. 1c and d). Layers obtained fromTRD and duplex treatment had relatively flat morphology. Thethicknesses of the TRD chromized layers were 14.3±1.66 and10.5±1.27 µm. Having approximately 1 wt% C, AISI 52100bearing steel was expected to have an extensive formation of
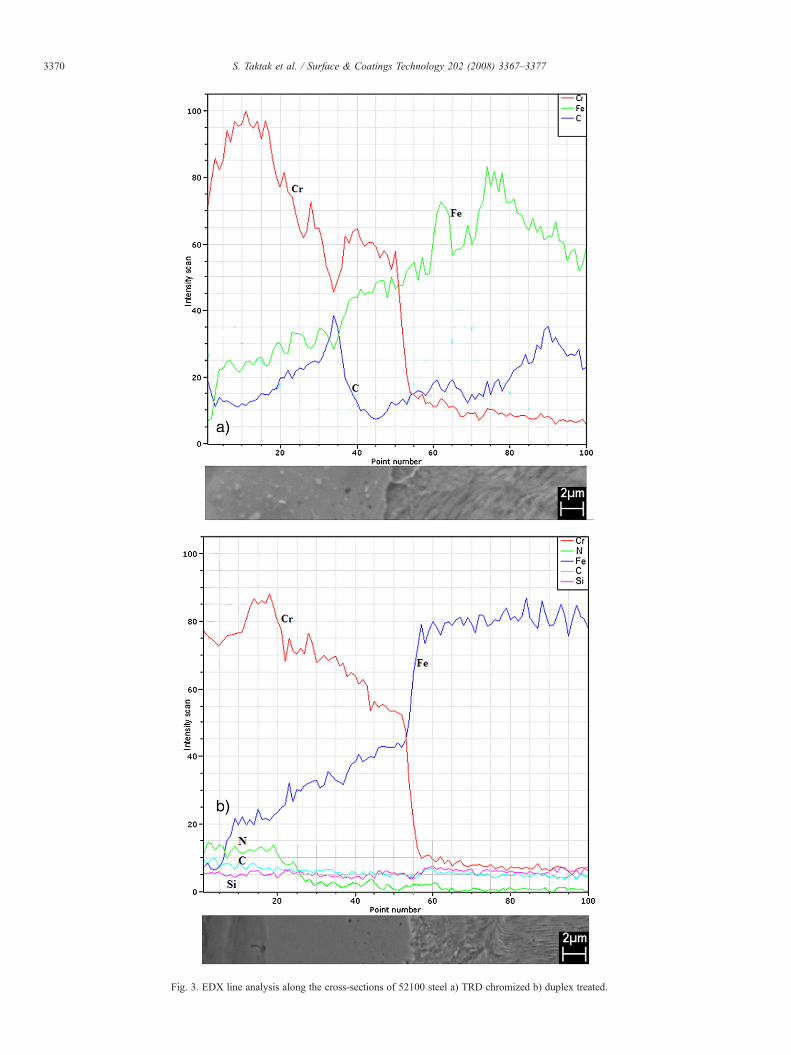
Fig. 3. EDX line analysis along the cross-sections of 52100 steel a) TRD chromized b) duplex treated.
3370 S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
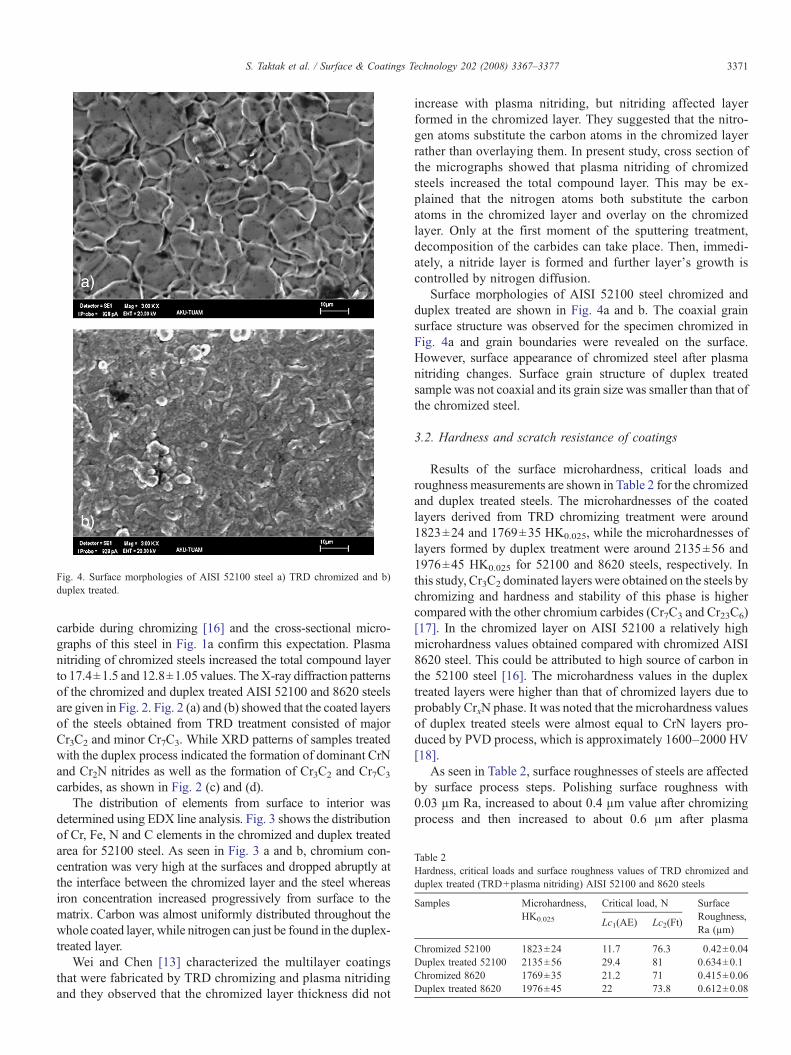
Fig. 4. Surface morphologies of AISI 52100 steel a) TRD chromized and b)duplex treated.
Table 2Hardness, critical loads and surface roughness values of TRD chromized andduplex treated (TRD+plasma nitriding) AISI 52100 and 8620 steels
Samples Microhardness,HK0.025
Critical load, N SurfaceRoughness,Ra (µm)
Lc1(AE) Lc2(Ft)
Chromized 52100 1823±24 11.7 76.3 0.42±0.04Duplex treated 52100 2135±56 29.4 81 0.634±0.1Chromized 8620 1769±35 21.2 71 0.415±0.06Duplex treated 8620 1976±45 22 73.8 0.612±0.08
3371S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
carbide during chromizing [16] and the cross-sectional micro-graphs of this steel in Fig. 1a confirm this expectation. Plasmanitriding of chromized steels increased the total compound layerto 17.4±1.5 and 12.8±1.05 values. The X-ray diffraction patternsof the chromized and duplex treated AISI 52100 and 8620 steelsare given in Fig. 2. Fig. 2 (a) and (b) showed that the coated layersof the steels obtained from TRD treatment consisted of majorCr3C2 and minor Cr7C3. While XRD patterns of samples treatedwith the duplex process indicated the formation of dominant CrNand Cr2N nitrides as well as the formation of Cr3C2 and Cr7C3
carbides, as shown in Fig. 2 (c) and (d).The distribution of elements from surface to interior was
determined using EDX line analysis. Fig. 3 shows the distributionof Cr, Fe, N and C elements in the chromized and duplex treatedarea for 52100 steel. As seen in Fig. 3 a and b, chromium con-centration was very high at the surfaces and dropped abruptly atthe interface between the chromized layer and the steel whereasiron concentration increased progressively from surface to thematrix. Carbon was almost uniformly distributed throughout thewhole coated layer, while nitrogen can just be found in the duplex-treated layer.
Wei and Chen [13] characterized the multilayer coatingsthat were fabricated by TRD chromizing and plasma nitridingand they observed that the chromized layer thickness did not
increase with plasma nitriding, but nitriding affected layerformed in the chromized layer. They suggested that the nitro-gen atoms substitute the carbon atoms in the chromized layerrather than overlaying them. In present study, cross section ofthe micrographs showed that plasma nitriding of chromizedsteels increased the total compound layer. This may be ex-plained that the nitrogen atoms both substitute the carbonatoms in the chromized layer and overlay on the chromizedlayer. Only at the first moment of the sputtering treatment,decomposition of the carbides can take place. Then, immedi-ately, a nitride layer is formed and further layer's growth iscontrolled by nitrogen diffusion.
Surface morphologies of AISI 52100 steel chromized andduplex treated are shown in Fig. 4a and b. The coaxial grainsurface structure was observed for the specimen chromized inFig. 4a and grain boundaries were revealed on the surface.However, surface appearance of chromized steel after plasmanitriding changes. Surface grain structure of duplex treatedsample was not coaxial and its grain size was smaller than that ofthe chromized steel.
3.2. Hardness and scratch resistance of coatings
Results of the surface microhardness, critical loads androughness measurements are shown in Table 2 for the chromizedand duplex treated steels. The microhardnesses of the coatedlayers derived from TRD chromizing treatment were around1823±24 and 1769±35 HK0.025, while the microhardnesses oflayers formed by duplex treatment were around 2135±56 and1976±45 HK0.025 for 52100 and 8620 steels, respectively. Inthis study, Cr3C2 dominated layers were obtained on the steels bychromizing and hardness and stability of this phase is highercompared with the other chromium carbides (Cr7C3 and Cr23C6)[17]. In the chromized layer on AISI 52100 a relatively highmicrohardness values obtained compared with chromized AISI8620 steel. This could be attributed to high source of carbon inthe 52100 steel [16]. The microhardness values in the duplextreated layers were higher than that of chromized layers due toprobably CrxN phase. It was noted that the microhardness valuesof duplex treated steels were almost equal to CrN layers pro-duced by PVD process, which is approximately 1600–2000 HV[18].
As seen in Table 2, surface roughnesses of steels are affectedby surface process steps. Polishing surface roughness with0.03 µm Ra, increased to about 0.4 µm value after chromizingprocess and then increased to about 0.6 µm after plasma
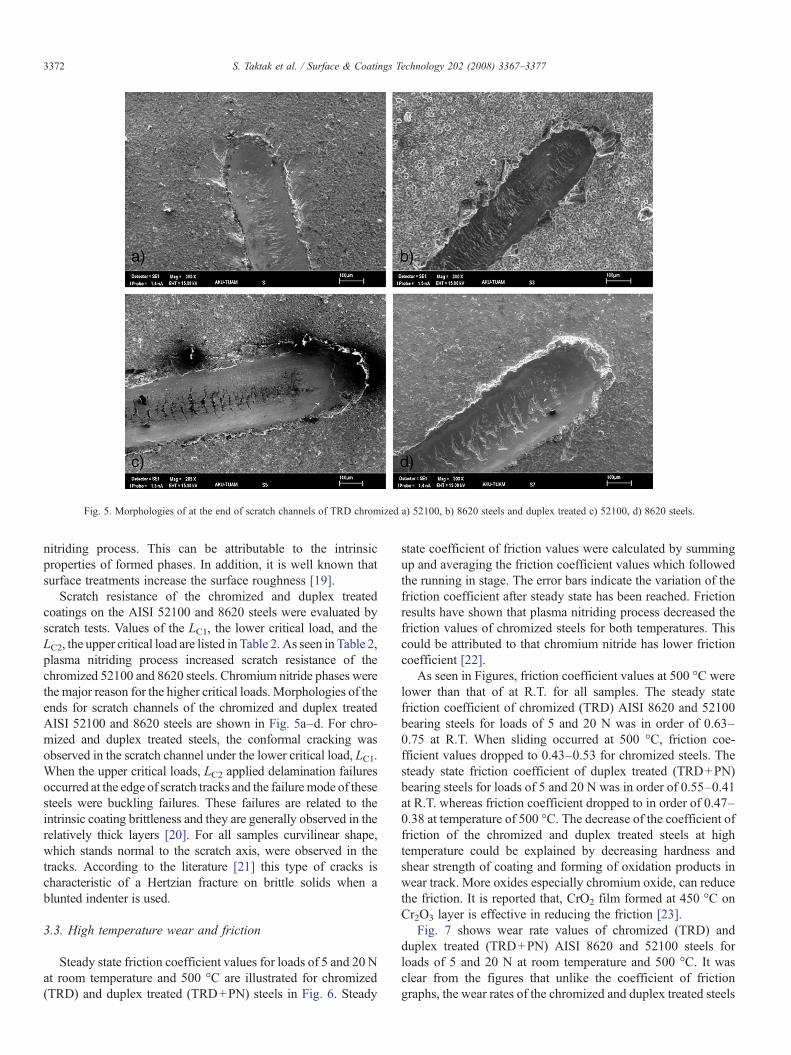
Fig. 5. Morphologies of at the end of scratch channels of TRD chromized a) 52100, b) 8620 steels and duplex treated c) 52100, d) 8620 steels.
3372 S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
nitriding process. This can be attributable to the intrinsicproperties of formed phases. In addition, it is well known thatsurface treatments increase the surface roughness [19].
Scratch resistance of the chromized and duplex treatedcoatings on the AISI 52100 and 8620 steels were evaluated byscratch tests. Values of the LC1, the lower critical load, and theLC2, the upper critical load are listed in Table 2. As seen in Table 2,plasma nitriding process increased scratch resistance of thechromized 52100 and 8620 steels. Chromium nitride phases werethe major reason for the higher critical loads. Morphologies of theends for scratch channels of the chromized and duplex treatedAISI 52100 and 8620 steels are shown in Fig. 5a–d. For chro-mized and duplex treated steels, the conformal cracking wasobserved in the scratch channel under the lower critical load, LC1.When the upper critical loads, LC2 applied delamination failuresoccurred at the edge of scratch tracks and the failure mode of thesesteels were buckling failures. These failures are related to theintrinsic coating brittleness and they are generally observed in therelatively thick layers [20]. For all samples curvilinear shape,which stands normal to the scratch axis, were observed in thetracks. According to the literature [21] this type of cracks ischaracteristic of a Hertzian fracture on brittle solids when ablunted indenter is used.
3.3. High temperature wear and friction
Steady state friction coefficient values for loads of 5 and 20 Nat room temperature and 500 °C are illustrated for chromized(TRD) and duplex treated (TRD+PN) steels in Fig. 6. Steady
state coefficient of friction values were calculated by summingup and averaging the friction coefficient values which followedthe running in stage. The error bars indicate the variation of thefriction coefficient after steady state has been reached. Frictionresults have shown that plasma nitriding process decreased thefriction values of chromized steels for both temperatures. Thiscould be attributed to that chromium nitride has lower frictioncoefficient [22].
As seen in Figures, friction coefficient values at 500 °C werelower than that of at R.T. for all samples. The steady statefriction coefficient of chromized (TRD) AISI 8620 and 52100bearing steels for loads of 5 and 20 N was in order of 0.63–0.75 at R.T. When sliding occurred at 500 °C, friction coe-fficient values dropped to 0.43–0.53 for chromized steels. Thesteady state friction coefficient of duplex treated (TRD+PN)bearing steels for loads of 5 and 20 N was in order of 0.55–0.41at R.T. whereas friction coefficient dropped to in order of 0.47–0.38 at temperature of 500 °C. The decrease of the coefficient offriction of the chromized and duplex treated steels at hightemperature could be explained by decreasing hardness andshear strength of coating and forming of oxidation products inwear track. More oxides especially chromium oxide, can reducethe friction. It is reported that, CrO2 film formed at 450 °C onCr2O3 layer is effective in reducing the friction [23].
Fig. 7 shows wear rate values of chromized (TRD) andduplex treated (TRD+PN) AISI 8620 and 52100 steels forloads of 5 and 20 N at room temperature and 500 °C. It wasclear from the figures that unlike the coefficient of frictiongraphs, the wear rates of the chromized and duplex treated steels
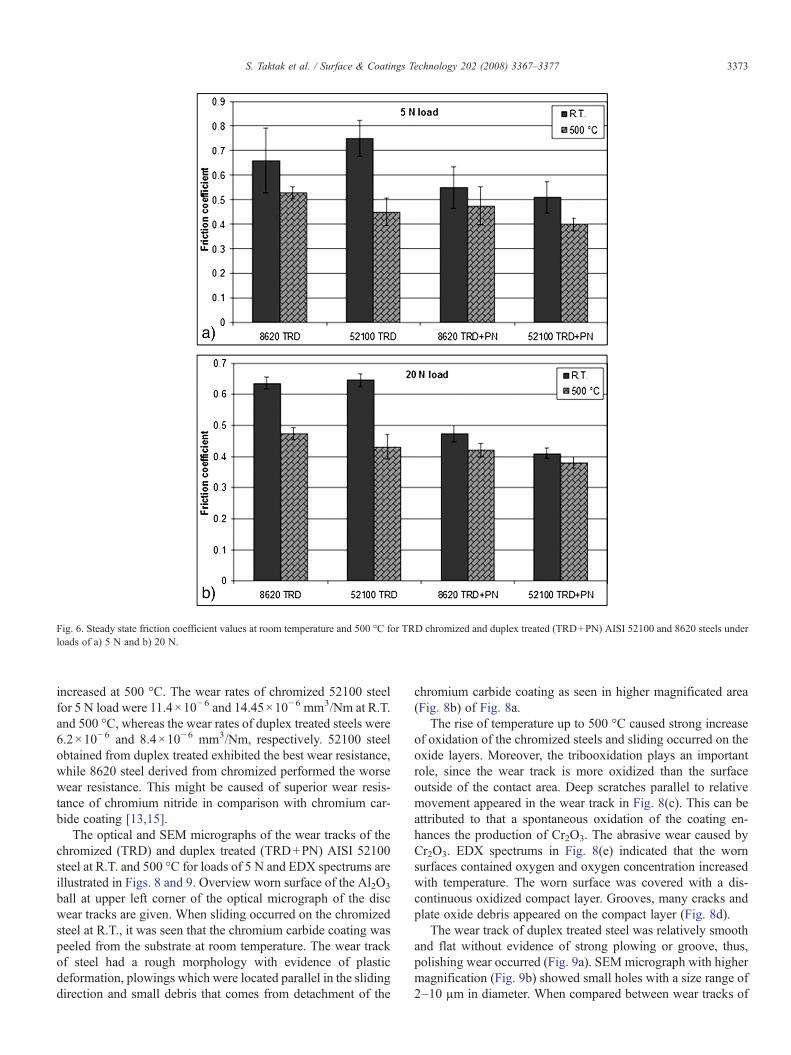
Fig. 6. Steady state friction coefficient values at room temperature and 500 °C for TRD chromized and duplex treated (TRD+PN) AISI 52100 and 8620 steels underloads of a) 5 N and b) 20 N.
3373S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
increased at 500 °C. The wear rates of chromized 52100 steelfor 5 N load were 11.4×10−6 and 14.45×10−6 mm3/Nm at R.T.and 500 °C, whereas the wear rates of duplex treated steels were6.2×10−6 and 8.4×10−6 mm3/Nm, respectively. 52100 steelobtained from duplex treated exhibited the best wear resistance,while 8620 steel derived from chromized performed the worsewear resistance. This might be caused of superior wear resis-tance of chromium nitride in comparison with chromium car-bide coating [13,15].
The optical and SEM micrographs of the wear tracks of thechromized (TRD) and duplex treated (TRD+PN) AISI 52100steel at R.T. and 500 °C for loads of 5 N and EDX spectrums areillustrated in Figs. 8 and 9. Overview worn surface of the Al2O3
ball at upper left corner of the optical micrograph of the discwear tracks are given. When sliding occurred on the chromizedsteel at R.T., it was seen that the chromium carbide coating waspeeled from the substrate at room temperature. The wear trackof steel had a rough morphology with evidence of plasticdeformation, plowings which were located parallel in the slidingdirection and small debris that comes from detachment of the
chromium carbide coating as seen in higher magnificated area(Fig. 8b) of Fig. 8a.
The rise of temperature up to 500 °C caused strong increaseof oxidation of the chromized steels and sliding occurred on theoxide layers. Moreover, the tribooxidation plays an importantrole, since the wear track is more oxidized than the surfaceoutside of the contact area. Deep scratches parallel to relativemovement appeared in the wear track in Fig. 8(c). This can beattributed to that a spontaneous oxidation of the coating en-hances the production of Cr2O3. The abrasive wear caused byCr2O3. EDX spectrums in Fig. 8(e) indicated that the wornsurfaces contained oxygen and oxygen concentration increasedwith temperature. The worn surface was covered with a dis-continuous oxidized compact layer. Grooves, many cracks andplate oxide debris appeared on the compact layer (Fig. 8d).
The wear track of duplex treated steel was relatively smoothand flat without evidence of strong plowing or groove, thus,polishing wear occurred (Fig. 9a). SEM micrograph with highermagnification (Fig. 9b) showed small holes with a size range of2–10 µm in diameter. When compared between wear tracks of
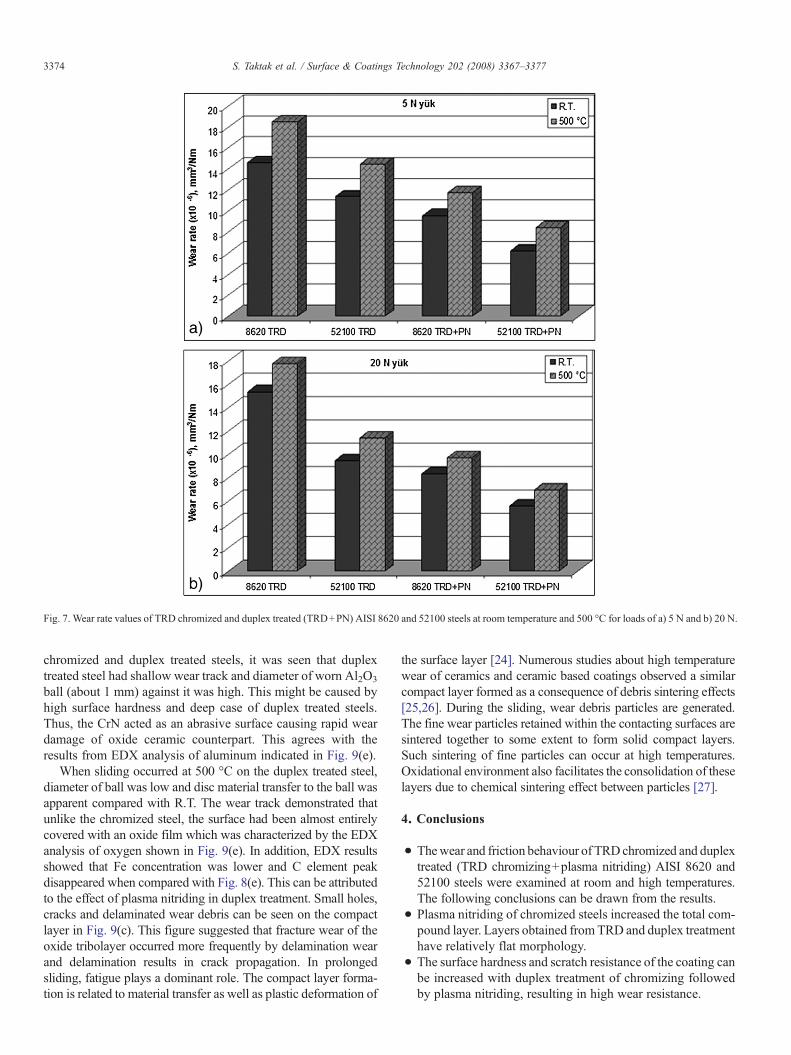
Fig. 7. Wear rate values of TRD chromized and duplex treated (TRD+PN) AISI 8620 and 52100 steels at room temperature and 500 °C for loads of a) 5 N and b) 20 N.
3374 S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
chromized and duplex treated steels, it was seen that duplextreated steel had shallow wear track and diameter of worn Al2O3
ball (about 1 mm) against it was high. This might be caused byhigh surface hardness and deep case of duplex treated steels.Thus, the CrN acted as an abrasive surface causing rapid weardamage of oxide ceramic counterpart. This agrees with theresults from EDX analysis of aluminum indicated in Fig. 9(e).
When sliding occurred at 500 °C on the duplex treated steel,diameter of ball was low and disc material transfer to the ball wasapparent compared with R.T. The wear track demonstrated thatunlike the chromized steel, the surface had been almost entirelycovered with an oxide film which was characterized by the EDXanalysis of oxygen shown in Fig. 9(e). In addition, EDX resultsshowed that Fe concentration was lower and C element peakdisappeared when compared with Fig. 8(e). This can be attributedto the effect of plasma nitriding in duplex treatment. Small holes,cracks and delaminated wear debris can be seen on the compactlayer in Fig. 9(c). This figure suggested that fracture wear of theoxide tribolayer occurred more frequently by delamination wearand delamination results in crack propagation. In prolongedsliding, fatigue plays a dominant role. The compact layer forma-tion is related to material transfer as well as plastic deformation of
the surface layer [24]. Numerous studies about high temperaturewear of ceramics and ceramic based coatings observed a similarcompact layer formed as a consequence of debris sintering effects[25,26]. During the sliding, wear debris particles are generated.The fine wear particles retained within the contacting surfaces aresintered together to some extent to form solid compact layers.Such sintering of fine particles can occur at high temperatures.Oxidational environment also facilitates the consolidation of theselayers due to chemical sintering effect between particles [27].
4. Conclusions
• Thewear and friction behaviour of TRDchromized and duplextreated (TRD chromizing+plasma nitriding) AISI 8620 and52100 steels were examined at room and high temperatures.The following conclusions can be drawn from the results.
• Plasma nitriding of chromized steels increased the total com-pound layer. Layers obtained from TRD and duplex treatmenthave relatively flat morphology.
• The surface hardness and scratch resistance of the coating canbe increased with duplex treatment of chromizing followedby plasma nitriding, resulting in high wear resistance.
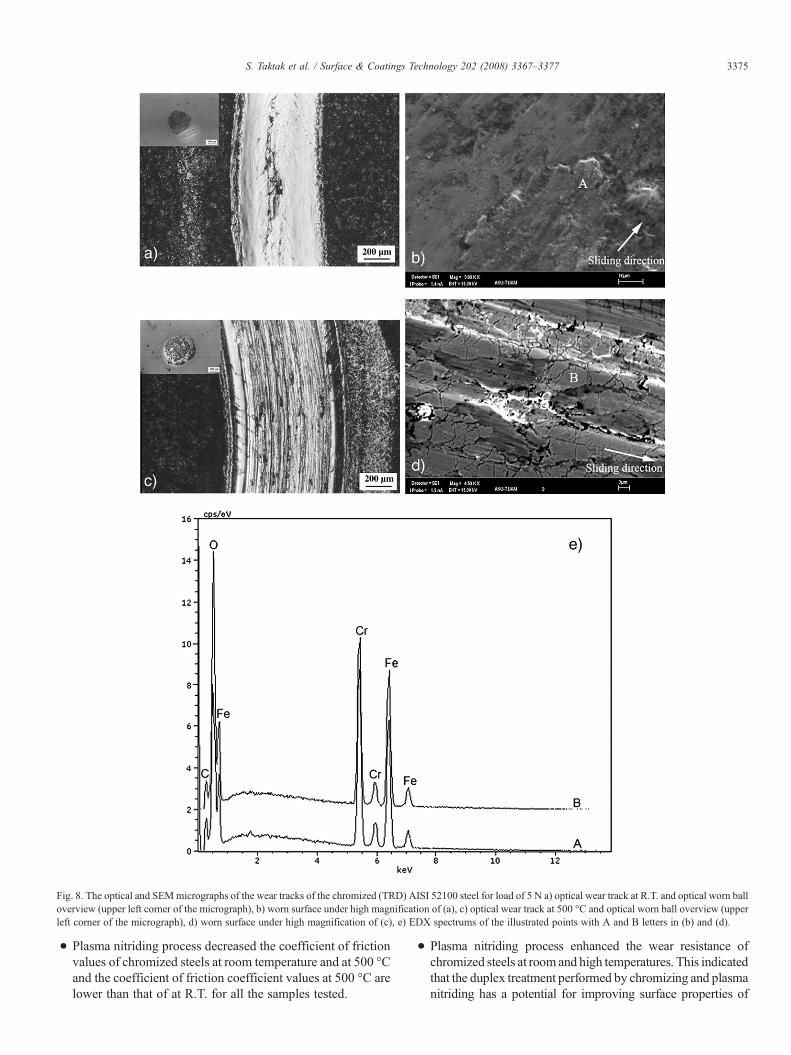
Fig. 8. The optical and SEMmicrographs of the wear tracks of the chromized (TRD) AISI 52100 steel for load of 5 N a) optical wear track at R.T. and optical worn balloverview (upper left corner of the micrograph), b) worn surface under high magnification of (a), c) optical wear track at 500 °C and optical worn ball overview (upperleft corner of the micrograph), d) worn surface under high magnification of (c), e) EDX spectrums of the illustrated points with A and B letters in (b) and (d).
3375S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
• Plasma nitriding process decreased the coefficient of frictionvalues of chromized steels at room temperature and at 500 °Cand the coefficient of friction coefficient values at 500 °C arelower than that of at R.T. for all the samples tested.
• Plasma nitriding process enhanced the wear resistance ofchromized steels at room and high temperatures. This indicatedthat the duplex treatment performed by chromizing and plasmanitriding has a potential for improving surface properties of

Fig. 9. The optical and SEMmicrographs of the wear tracks of the duplex treated (TRD+PN) AISI 52100 steel for loads of 5 N a) optical wear track at R.T. and opticalworn ball overview (upper left corner of the micrograph), b) worn surface under high magnification of (a), c) optical wear track at 500 °C and optical worn ball overview(upper left corner of the micrograph), d) worn surface under high magnification of (c), e) EDX spectrums of the illustrated points with A and B letters in (b) and (d).
3376 S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
steels. The wear resistance of chromized and duplex treatedsteels decreased at temperature of 500 °C.
• In case of chromized steels, at room and high temperaturestypical three body abrasive wear and plastic deformationwere observed. At 500 °C discontinuous oxidized compact
layer was observed and sliding occurred on the oxide layers.The tribooxidation plays an important role.
• In case of duplex treated steels, at room temperature polishingwas the major wear mechanism. At high temperature, thesurface had been almost entirely covered with oxide films as a

3377S. Taktak et al. / Surface & Coatings Technology 202 (2008) 3367–3377
result of increased sintering and oxidation of the wear debris.The dominant wear mechanism was oxidative mild wear.
Acknowledgement
This research was carried out under project number 104M213in the framework of the Career Research programme of TheScientific and Technical ResearchCouncil of Turkey (TUBITAK).
References
[1] K. Holmberg, A. Matthews, D. Dowson (Eds.), Coatings Tribology,Tribology Series, vol. 28, Elsevier, Amsterdam, 1990, p. 1.
[2] T. Arai, Heat treating, ASM Handbook, vol. 4, ASM International, Ohio,1991, p. 448.
[3] T. Arai, Development of Carbide and nitride coatings by thermo-reactivedeposition and diffusion, in: T.S. Sudarshan, D.G Bhat, H. Hinderman (Eds.),Proceed. of 3. Int. Surf.Modif. Technol., 1989, p. 587, Neuchatel, Switzerland.
[4] T. Arai, J. Heat Treat. 1/2 (1979) 15.[5] M.A. Djouadi, C. Nouveau, P. Beer, M. Lambertin, Surf. Coat. Technol.
133/134 (2000) 478.[6] G. Berg, C. Friedrich, E. Broszeit, C. Berger, Surf. Coat. Technol. 86/87
(1996) 184.[7] J.W. Lee, J.G. Duh, J.H. Wang, Surf. Coat. Technol. 168 (2/3) (2003) 223.[8] D.Y. Wang, K.W. Weng, Surf. Coat. Technol. 137 (1) (2001) 31.
[9] D.B. Lee, Y.C. Lee, S.C. Kwon, Surf. Coat. Technol., 141 (2/3) (2001) 227.[10] J.J. Olaya, S.E. Rodil, S. Muhl, E. Sanchez, Thin Solid Films, 474 (1/2)
(2005) 119.[11] T. Polcar, T. Kubart, R. Novák, L. Kopecký, P. Široký, Surf. Coat.
Technol., 193 (1/3) (2005) 192.[12] D. Kim, M. Kim, K.S. Nam, D. Chang, S.C. Kwon, Surf. Coat. Technol.
169/170 (2003) 650.[13] C.Y. Wei, F.S. Chen, Mater. Chem. Phys. 90 (2005) 178.[14] V.H. Baggio-Scheid, G. de Vasconcelos, M.A.S. Oliveira, B.C. Ferreira,
Surf. Coat. Technol. 163/164 (2003) 313.[15] D.Y. Chang, S.Y. Lee, S.G. Kang, Surf. Coat. Technol. 116/119 (1999) 391.[16] J.W. Lee, J.G. Duh, Surf. Coat. Technol. 177/178 (2004) 525.[17] D.Y. Wang, K.W. Weng, C.L. Chang, W.Y. Ho, Surf. Coat. Technol. 120/
121 (1999) 622.[18] T. Hurkmans, D.B. Lewis, J.S. Brooks, W.D. Münz, Surf. Coat. Technol.
86/87 (1996) 192.[19] S. Taktak, Mater. Design 28 (2007) 1836.[20] P.J. Burnett, D.S. Rickerby, Thin Solid Films 154 (1987) 403.[21] B.R. Lawn, J. Am. Ceram. Soc. 81 (8) (1998) 1977.[22] S.J. Bull, D.S. Rickerby, Surf. Coat. Technol. 43/44 (1990) 732.[23] H.S. Ahn, O.K. Kwon, Wear 225/229 (1999) 814.[24] J. Jiang, F.H. Stott, M.M. Stack, Wear 256 (2004) 973.[25] Q. Yang, T. Senda, N. Kotani, A. Hirose, Surf. Coat. Technol. 184 (2004)
270.[26] S. Taktak, Surf. Coat. Technol. 201 (2006) 2230.[27] J. Jiang, FH. Stott, MM. Stack, Tribol. Int. 31 (5) (1998) 245.
Copyright © 2022 FDOKUMEN