Gas-lift digester configuration effects on mixing effectiveness
10
Available at www.sciencedirect.com journal homepage: www.elsevier.com/locate/watres Gas-lift digester configuration effects on mixing effectiveness Khursheed Karim a, , Gregory J. Thoma a , Muthanna H. Al-Dahhan b a Ralph E. Martin Department of Chemical Engineering, University of Arkansas, 3202 Bell Engineering Center, Fayetteville, AR 72701, USA b Department of Energy Environmental and Chemical Engineering, Washington University, Saint Louis, MO 63130, USA article info Article history: Received 30 September 2006 Received in revised form 20 March 2007 Accepted 30 March 2007 Available online 13 June 2007 Keywords: Baffle Digester Draft tube Gas-lift Mixing abstract Computational fluid dynamics simulations were used to study the effect of bottom configuration and a hanging baffle on the mixing inside a gas-lift digester filled with non- Newtonian sludge. The Navier–Stokes and continuity equations were solved numerically using commercially available finite element method-based solver. The results from this simulation were found to be in good agreement with previously reported experimental findings. At a gas recirculation rate of 84.96 l/h, the poorly mixed zones inside a flat bottom digester were about 33.6% of the digester volume, while in the case of digesters with 251 and 451 conical bottoms poorly mixed zones were about 31.9% and 29.6%, respectively. The power law viscosity index, n, did not have a significant effect on the mixing pattern under the conditions studied. Introduction of a hanging baffle in combination with a 451 hopper bottom resulted in reduction of the poorly mixed zone by a factor of three compared to a flat bottom without baffle configuration. Although the introduction of a hanging baffle was able to significantly reduce the size of the poorly mixed zones inside a gas-lift digester, further optimization of the digester geometry may lead to additional improvements. & 2007 Elsevier Ltd. All rights reserved. 1. Introduction The fact of limited fossil fuel resources, coupled with the concern of increasing environmental pollution due to the use of fossil fuels, has led to the exploration of renewable energy sources. Biomass is a large and geographically widespread renewable energy resource, which includes animal wastes (from cattle, poultry and hog farms), crop/agricultural resi- dues (e.g. bagasse from sugarcane, corn fiber, rice straw and hulls, and nutshells), wood, wood waste (e.g. sawdust, timber slash, and mill scrap), municipal waste, etc. Anaerobic digestion of biomass (animal wastes, crop/agricultural resi- dues, municipal sludge, etc.) using microorganisms is an effective means of generating methane rich biogas—a poten- tial source of energy. Anaerobic digestion technology for methane production from biomass has been known since the 17th century and has been used in the USA since the 1970s. However, the failure rate for anaerobic digesters is still very high (Lusk, 1998). These failures are believed to be mainly due to poor design, construction, operation, as well as inadequate mixing. Digester mixing is needed to break scum, to prevent stratification, and to homogenize the contents of digesters (substrate and microorganisms, temperature, and pH). Mixing of an anaerobic digester can be accomplished by mechanical mixers, biogas recirculation, or by slurry recirculation. Digesters mixed by biogas recirculation, known as gas-lift digesters, are becoming popular and many successful studies have been reported in the literature (Morgan and Neuspiel, 1958; Kontandt and Roediger, 1977; Lee et al., 1995; Reinhold and Markl, 1997; Karim et al., 2005; Borole et al., 2006). ARTICLE IN PRESS 0043-1354/$ - see front matter & 2007 Elsevier Ltd. All rights reserved. doi:10.1016/j.watres.2007.03.042 Corresponding author. Tel.: +1 479 5752484; fax: +1 479 5757926. E-mail address: [email protected] (K. Karim). WATER RESEARCH 41 (2007) 3051– 3060
Transcript of Gas-lift digester configuration effects on mixing effectiveness

ARTICLE IN PRESS
Available at www.sciencedirect.com
WAT E R R E S E A R C H 4 1 ( 2 0 0 7 ) 3 0 5 1 – 3 0 6 0
0043-1354/$ - see frodoi:10.1016/j.watres
�Corresponding auE-mail address:
journal homepage: www.elsevier.com/locate/watres
Gas-lift digester configuration effects on mixingeffectiveness
Khursheed Karima,�, Gregory J. Thomaa, Muthanna H. Al-Dahhanb
aRalph E. Martin Department of Chemical Engineering, University of Arkansas, 3202 Bell Engineering Center, Fayetteville, AR 72701, USAbDepartment of Energy Environmental and Chemical Engineering, Washington University, Saint Louis, MO 63130, USA
a r t i c l e i n f o
Article history:
Received 30 September 2006
Received in revised form
20 March 2007
Accepted 30 March 2007
Available online 13 June 2007
Keywords:
Baffle
Digester
Draft tube
Gas-lift
Mixing
nt matter & 2007 Elsevie.2007.03.042
thor. Tel.: +1 479 5752484;[email protected] (K. Kar
a b s t r a c t
Computational fluid dynamics simulations were used to study the effect of bottom
configuration and a hanging baffle on the mixing inside a gas-lift digester filled with non-
Newtonian sludge. The Navier–Stokes and continuity equations were solved numerically
using commercially available finite element method-based solver. The results from this
simulation were found to be in good agreement with previously reported experimental
findings. At a gas recirculation rate of 84.96 l/h, the poorly mixed zones inside a flat bottom
digester were about 33.6% of the digester volume, while in the case of digesters with 251
and 451 conical bottoms poorly mixed zones were about 31.9% and 29.6%, respectively.
The power law viscosity index, n, did not have a significant effect on the mixing pattern
under the conditions studied. Introduction of a hanging baffle in combination with a 451
hopper bottom resulted in reduction of the poorly mixed zone by a factor of three
compared to a flat bottom without baffle configuration. Although the introduction of
a hanging baffle was able to significantly reduce the size of the poorly mixed zones
inside a gas-lift digester, further optimization of the digester geometry may lead to
additional improvements.
& 2007 Elsevier Ltd. All rights reserved.
1. Introduction
The fact of limited fossil fuel resources, coupled with the
concern of increasing environmental pollution due to the use
of fossil fuels, has led to the exploration of renewable energy
sources. Biomass is a large and geographically widespread
renewable energy resource, which includes animal wastes
(from cattle, poultry and hog farms), crop/agricultural resi-
dues (e.g. bagasse from sugarcane, corn fiber, rice straw and
hulls, and nutshells), wood, wood waste (e.g. sawdust, timber
slash, and mill scrap), municipal waste, etc. Anaerobic
digestion of biomass (animal wastes, crop/agricultural resi-
dues, municipal sludge, etc.) using microorganisms is an
effective means of generating methane rich biogas—a poten-
tial source of energy. Anaerobic digestion technology for
r Ltd. All rights reserved.
fax: +1 479 5757926.im).
methane production from biomass has been known since the
17th century and has been used in the USA since the 1970s.
However, the failure rate for anaerobic digesters is still very
high (Lusk, 1998). These failures are believed to be mainly due
to poor design, construction, operation, as well as inadequate
mixing. Digester mixing is needed to break scum, to prevent
stratification, and to homogenize the contents of digesters
(substrate and microorganisms, temperature, and pH). Mixing
of an anaerobic digester can be accomplished by mechanical
mixers, biogas recirculation, or by slurry recirculation.
Digesters mixed by biogas recirculation, known as gas-lift
digesters, are becoming popular and many successful studies
have been reported in the literature (Morgan and Neuspiel,
1958; Kontandt and Roediger, 1977; Lee et al., 1995; Reinhold
and Markl, 1997; Karim et al., 2005; Borole et al., 2006).

ARTICLE IN PRESS
Gas inlet pipe
(0.64 cm internal diameter)
Sealing
Gas Recirculation
29.5
cm
22.2
cm
Sludge level
4.4 cm
14 c
m
Draft tube
Hangers
20.32 cm
4 c
m
3.25 cm plane
18.57 cm plane
Bottom
Computational Geometry
Axis of symmetry
4.4 cm
14 c
m4 c
m 4.4 cm
14 c
m4 c
m
Hanging baffle
configuration
θ
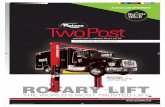
Fig. 1 – Bench-scale 8-in flat bottom digester. The figure on the right shows the computational geometry used for the 2D axial
symmetric CFD simulations.
-0.01
0
0.01
0.02
0.03
0.04
0 0.02 0.04 0.06 0.08 0.1 0.12
Radius (m)
Axia
l V
elo
city (
m/s
)
Grid size 2mm
Grid size 1mm
Grid size 0.5mm
Grid size 2mm
Grid size 1mm
Grid size 0.5mm
-0.04
-0.02
0
0.02
0.04
0.06
0.08
0.1
0 0.02 0.04 0.06 0.08 0.1 0.12
Radius (m)
Axia
l V
elo
city (
m/s
)
Fig. 2 – Axial velocity profile for 28.32 l/h gas recirculation
rate at (A) 3.25 cm and (B) 18.75 cm above the digester
bottom for the mesh sizes of 2, 1, and 0.5 mm.
WAT E R R E S E A R C H 4 1 ( 2 0 0 7 ) 3 0 5 1 – 3 0 6 03052
In a gas-lift reactor many parameters can influence the
mixing efficacy, including biogas recycling rate, bottom
clearance of the draft tube, slope of the hopper bottom, draft
tube to tank diameter ratio, position of the biogas injection
(sparger) and its design, solids loading rate, etc. (Couvert
et al., 1999; Kojima et al., 1999). The importance of mixing in
achieving efficient biogas production has been noted by many
researchers (Casey, 1986; Lee et al., 1995; Smith et al., 1996).
However, no information is available in the literature about
the optimum mixing intensity and duration other than a
power input of 0.2–0.3 HP/1000 cu ft (5.26–7.91 W/m3), which
has been empirically recommended by the EPA for proper
digester mixing (US EPA, 1979).
Recently an effort was made by Karim et al. (2004) to
characterize the mixing inside a gas-lift flat bottom digester
containing mixed primary and secondary sludge, using
non-invasive flow-sensing techniques, computer automated
radioactive particle tracking (CARPT) and computed tomo-
graphy (CT). The flat bottom configuration was found to
have solids deposition at the bottom close to the digester
wall. The study further revealed that the unmixed zones
(i.e., the regions in the digester relatively isolated from the
main recirculation pattern through the draft tube) could not
be reduced significantly even after increasing the gas
recirculation rate from 28.32 to 84.96 l/h. Most of the released
gas through a single-point sparger was confined inside the
draft tube, and there was almost no gas hold-up in the
annular section. To identify an optimal digester configuration
with improved mixing (reduction in separated recirculation
zones) more experiments need to be performed. Since the

ARTICLE IN PRESS
WAT E R R E S E A R C H 41 (2007) 3051– 3060 3053
experimentation with the non-invasive techniques, CARPT
and CT (Karim et al., 2004), is time consuming and costly,
computational fluid dynamics (CFD) simulations can be used
as an alternative approach for digester configuration optimi-
zation. However, CFD simulations need to be validated
against experimental findings before they can be implemen-
ted with confidence. In one of such effort Vesvikar et al. (2005)
performed CFD simulations for an air–water system and
compared their results with the experimental findings of
Karim et al. (2004). The simulated flow pattern inside the
reactor agreed reasonably well with the experimental ob-
servation; however, the simulated velocity data did not match
with the experimentally observed velocity results. One of the
possible reasons behind this finding could be the fact that
Vesvikar et al. (2005) did not consider the non-Newtonian
characteristics of the digester slurry.
The present paper is focused on simulating the mixing of a
non-Newtonian fluid (sludge) in the bench-scale gas-lift
digester reported by Karim et al. (2004) using CFD. Although
non-ideal properties of sludge were considered in the present
exercise, some simplification of the problem was made based
-0.04
-0.02
0
0.02
0.04
0.06
0 0.02 0.04
Axia
l V
elo
city (
m/s
)A
xia
l V
elo
city (
m/s
)A
xia
l V
elo
city (
m/s
)
E
-0.08
-0.04
0
0.04
0.08
0.12
0.16
0 0.02 0.04
Radial
-0.02
0
0.02
0.04
0.06
0.08
0 0.02 0.04
Fig. 3 – Plot showing comparison of computed and experimenta
gas recirculation rates at 3.25 cm above the digester bottom. Th
on earlier findings. Karim et al. (2004) experimentally
observed that most of the released gas was confined inside
the draft tube, and there was almost no gas hold-up in the
annular section. Based on this observation, the mixing
pattern inside the gas-lift digester was simulated as a single
phase using an inlet velocity at the top of the draft tube as a
boundary condition. The paper reports the comparison of the
CFD simulation results with the experimental findings of
Karim et al. (2004), and discusses the effect of gas recircula-
tion rate, reactor bottom configuration, and a hanging baffle
on the flow pattern inside the gas-lift digester.
2. Digester geometry
The geometry of the digester used for the CFD simulations
was same as the one reported by Karim et al. (2004), which is
reproduced with some modification in Fig. 1. As shown in the
figure, the digester consisted of a 20.32-cm (8-in) diameter
cylindrical tank with a flat bottom, and was equipped with an
axial draft tube (4.4 cm internal diameter). For all simulations
0.06 0.08 0.1 0.12
CFD
xperimental (Karim et al.,2004)
CFD
Experimental (Karim et al.,2004)
CFD
Experimental (Karim et al.,2004)
0.06 0.08 0.1 0.12
Position (m)
0.06 0.08 0.1 0.12
l axial velocity profiles for (A) 28.32, (B) 56.64 and (C) 84.96 l/h
e draft tube has a radius of 2.2 cm.

ARTICLE IN PRESS
WAT E R R E S E A R C H 4 1 ( 2 0 0 7 ) 3 0 5 1 – 3 0 6 03054
the draft tube inlet was located 4 cm above the bottom of the
digester. The gas was sparged in the draft tube through a
small tube (0.5 cm inner diameter, 0.65 cm outer diameter)
positioned in the center of the draft tube. Initially the
mixing pattern inside the digester was simulated for three
different gas flow rates (Qg) of 28.32, 56.64, and 84.96 l/h (1, 2
and 3 ft3/h). The corresponding superficial gas velocities
inside the draft tube were 0.51, 1.02, and 1.55 cm/s, which is
equivalent to superficial gas velocities of 0.02, 0.05, and
0.07 cm/s with respect to the tank cross section. The simula-
tions were performed to evaluate the effects of digester
bottom configurations (flat, 251 and 451 hopper) and a hanging
baffle on the mixing pattern and dead zones distribution.
3. Mathematical model
Digester sludges are generally considered to have non-New-
tonian properties (Seyssiecq et al., 2003). Therefore, for the
modeling purpose the liquid inside the digester (digestant)
was assumed to have power law viscosity for pseudoplastic
-0.08
-0.04
0
0.04
0.08
0.12
0.16
0.2
0 0.02 0.04Axia
l V
elo
city (
m/s
)
-0.08
-0.04
0
0.04
0.08
0.12
0.16
0.2
Axia
l V
elo
city (
m/s
)
-0.08
-0.12
-0.04
0
0.04
0.08
0.12
0.16
0.2
Axia
l V
elo
city (
m/s
)
0 0.02 0.04
0 0.02 0.04
Radia
Fig. 4 – Plot showing comparison of computed and experimental
gas recirculation rate at 18.75 cm above the digester bottom. Th
and dilatant conditions with constant density close to that of
water. Solutions for the flow field in the digester were sought
for non-Newtonian fluid using the incompressible Navier–
Stokes application mode in Comsols 3.2, a commercial finite
element package. The instantaneous transport equations of
mass and momentum conservation can be written as follows:
r � u ¼ 0, (1)
rquqt�r � Zðruþ ðruÞTÞ þ rðu � rÞuþrp ¼ F, (2)
where Z denotes the dynamic viscosity (M L�1 T�1), u the
velocity vector (LT�1), r the density of the fluid (M L�3), p
the pressure (M L�1 T�2) and F is a body force term (M L�2 T�2).
The expression for the viscosity can be selected from the
power law model according to Eq. (3).
t ¼ m0kgn, (3)
where s is the shear stress, m0 is a constant viscosity, g is the
corresponding shear rate, k is the consistency and n is the
power index. For n ¼ 1, the power law reduces to Newtonian
form. For no1, the power law describes pseudoplastic, or
0.06 0.08 0.1 0.12
CFD
Experimental (Karim et al., 2004)
CFD
Experimental (Karim et al., 2004)
CFD
Experimental (Karim et al., 2004)
0.06 0.08 0.1 0.12
0.06 0.08 0.1 0.12
l Position (m)
axial velocity profiles for (A) 28.32, (B) 56.64, and (C) 84.96 l/h
e draft tube has a radius of 2.2 cm.

ARTICLE IN PRESS
WAT E R R E S E A R C H 41 (2007) 3051– 3060 3055
shear thinning behavior, and for n41, dilatant or shear
thickening behavior is described.
Karim et al. (2004) experimentally observed that most of the
released gas was confined inside the draft tube, and there was
almost no gas hold-up in the annular section. Therefore, in
the present study the mixing pattern inside the gas-lift
digester, but outside the draft tube, was simulated as a single
phase, and the liquid velocity at the top of the draft tube was
used as a boundary condition. The flow inside the draft tube
was assumed to be at steady state. The liquid recirculation
velocity through the draft tube was calculated from a
correlation (Eq. (4)) reported by Kojima et al. (1999). As per
the correlation the liquid recirculation velocity through a
short draft tube,
U ¼ 0:401� vg �DT
DiD
!224
35
0:564
�ðD2
T �Do2D Þ
Di2D
" #�0:182
, (4)
where U denotes the liquid recirculation velocity (m/s)
through the draft tube, vg denotes the superficial gas velocity
with respect to tank diameter (m/s), DT is tank diameter (mm),
DiD is the inner diameter (mm), and Do
D is the outer diameter of
the draft tube (mm).
4. Properties of fluid/digestant and boundaryconditions
Understanding of the rheological properties of sludge is not
only important in the design of pumping and piping facilities
Fig. 5 – Plot showing (A) experimental velocity filed (reproduced
84.96 l/h gas recirculation rate. The draft tube has a radius of 2.
but also critical for controlling treatment processes like
digester mixing. However, this important property has not
received the deserved attention until recently, mainly due to
the difficulties associated with the measurement of viscosity
of biological sludges. Animal waste slurries or municipal
waste sludge is a biological suspension of particles having
irregular shapes and various sizes that change with time and
with environmental conditions. Dilute slurry may have
rheological properties very close to water (Newtonian beha-
vior); however, with increasing solids concentration, it
exhibits non-Newtonian flow character.
Since the results of this simulation are compared with the
experimental findings of Karim et al. (2004), it would have
been best to use their reported fluid properties. Unfortunately,
the rheological properties of the fluid used in that study were
not measured. Therefore, the fluid properties used in the
present simulations were taken to be similar to those of
sewage sludges, as described by James and Jayaranaiwachira
(2000). In the case of pseudoplastic conditions r, m0, k, and n
were assumed to have values as 1005 kg/m3, 1 Pa s, 0.009, and
0.8, respectively. For dilatant conditions r, m0, k, and n were
assumed to have values of 1100 kg/m3, 1 Pa s, 0.008, and 1.2,
respectively.
Simulations were solved for a 2D axially symmetric reactor
with a uniform upward velocity given by Eq. (4) at the top of
the draft tube, no slip at all walls, and a neutral condition at
the bottom of the draft tube. The neutral condition is defined
by a vanishing total stress tensor, which models the fluid
behavior as if there were no boundaries present at that
surface.
from Karim et al., 2004) and (B) computed velocity field for
2 cm.

ARTICLE IN PRESS
WAT E R R E S E A R C H 4 1 ( 2 0 0 7 ) 3 0 5 1 – 3 0 6 03056
5. Results and discussion
5.1. Mesh independence of the solution
To show the mesh independence of the numerical solution,
axial velocity profiles at 3.25 and 18.75 cm above the tank
Fig. 6 – Velocity field for 251 and 451 conical bottom digesters (A
baffle.
bottom for 28.32 l/h gas recirculation rate for three different
global mesh sizes of 2, 1, and 0.5 mm are shown in Fig. 2. The
smallest mesh size of 0.5 mm resulted in 1,454,133 degrees of
freedom, which required 38 h runtime on a 16 GB RAM UNIX
server. A mesh size of 0.25 mm in the inlet region was also
tested, but the simulation could not converge due to memory
constraints. Although reasonable overall grid independence
and B) without hanging baffle and (C and D) with hanging

ARTICLE IN PRESS
WAT E R R E S E A R C H 41 (2007) 3051– 3060 3057
was achieved at 0.5 mm grid size, slight grid dependence was
observed just below the draft tube (at the radial positions less
than 0.015m, Fig. 2A), and above the draft tube close to the
digester wall (at 0.09 m radial position, Fig. 2B). As mentioned
earlier the draft tube had an internal radius of 0.022m, and was
positioned 0.04 m above the digester bottom. Nonetheless, the
simulated velocity profiles were observed to be consistent with
the CARPT data as shown in Fig. 3. Since the purpose of this
study was to evaluate the effect of digester geometry on the
flow field outside the draft tube, which was observed to be
consistent across the mesh sizes tested, the remaining
simulations were solved with a mesh having a maximum
element size of 1 mm. A comparison of the simulation results
with experimental data is reported in the following section.
5.2. Effect of gas recirculation rates
The effect of three different gas recirculation rates of 28.32,
56.64 and 84.96 l/h on the axial velocity profile as a function of
radial position at 3.25 and 18.75 cm above the digester bottom
(i.e., 0.75 cm below and above the draft tube) is shown in
Figs. 3 and 4. Fig. 4 shows a positive velocity above the draft
tube region and a negative velocity close to the wall of the
digester. Negative velocity indicates that the flow direction
near the digester tank wall was downward. The magnitude of
the upward and downward velocities increased with increas-
ing gas flow rates although the flow pattern was not
significantly affected. Specifically the recirculation patterns
Fig. 7 – Velocity contours and streamlines for the flat bottom geo
Numerical values on the figure show velocity in m/s. The shade
and apparent degree of mixing was not noticeably changed.
The computed magnitude of the velocity in the region outside
the draft tube was very close to the experimental data of
Karim et al. (2004), as shown in Figs. 3 and 4. This confirms
the validity of the results obtained using the simplifications
discussed earlier, and in particular the estimation of the draft
tube velocity using Eq. (4). Fig. 5 presents a comparison of the
experimentally observed velocity field (Fig. 5A, reproduced
from Karim et al., 2004) with the computed velocity field
(Fig. 5B). The experimentally observed overall flow pattern
was clearly reproduced through the simulation. Both plots
show a large zone at the bottom where there is poor mixing of
the reactor contents as indicated by very low velocities.
5.3. Effect of bottom configuration
Conical bottoms have been found to be effective in improving
mixing effectiveness (Choi et al., 1996). In the present study
the effect of two conical bottom configurations, with 251 and
451 cone angles were simulated. In order to maintain the
same design HRT, the height of the digester was increased to
offset the loss in volume associated with the conical bottom.
The draft tube position and length were not changed. The
velocity fields, for a pseudoplastic sludge material are shown
in Figs. 6A and B. The figures demonstrate that the conical
bottoms resulted in only slight improvement (up to 4%
reduction in poorly mixed zone, as explained under the last
subsection) in the mixing compared to the flat bottom
metry (A) without hanging baffle and (B) with hanging baffle.
d area is the area considered to be poorly mixed.

ARTICLE IN PRESS
WAT E R R E S E A R C H 4 1 ( 2 0 0 7 ) 3 0 5 1 – 3 0 6 03058
configuration. A lack of sensitivity to conical bottoms was
also observed while considering the digestant as a dilatant
fluid, and thus the flow fields for dilatant case are not
presented in this paper.
5.4. Effect of hanging baffle
Since the change in the bottom configuration of the digester
had only limited effect in improving mixing, we chose to
evaluate the inclusion of an inclined baffle hanged from the
digester’s roof (referred in the text as hanging baffle). Figs. 6A
and B show that the simulated velocity fields had eddy
formation at the top of the digester (upper right region) as
Fig. 8 – Velocity contours and streamlines for 251 (A and B) an
hanging baffle. Numerical values on the figure show velocity in
the fluid begins to circulate back to the bottom entrance of the
draft tube. Therefore, it was envisioned that the introduction
of a hanging baffle in the eddy zone should force the flow to
move closer to the digester wall, which will eventually
minimize the poorly mixed zone inside the digester. To test
this hypothesis, simulations were performed for flat and
conical bottom configurations with a hanging baffle of 5.5 cm
length and inclined at 451 to the digester walls. The simulation
results, shown in Figs. 6C and D, clearly demonstrate the
benefit of the hanging baffle. As anticipated, the introduction
of the hanging baffle forced the flow to move close to the
digester wall, and considerably reduced the proportion of
poorly mixed zones as explained in the following section.
d 451 (C and D) conical bottom digesters with and without
m/s.

ARTICLE IN PRESS
WAT E R R E S E A R C H 41 (2007) 3051– 3060 3059
5.5. Evaluation of mixing effectiveness
Digesters are designed to operate with a specified hydraulic
residence time (HRT). This ensures that there is sufficient
time for the biological processes to adequately treat the
influent material. The efficacy of the digester is reduced by
either short-circuit flow or by regions of the digester that do
not actively mix—that is regions of flow field that may
circulate at low velocities but are disconnected from the
main recirculation pattern through the draft tube as shown by
the closed streamline in the lower right region of the digester
in Figs. 7A and B.
The size and the settling velocity of activated sludge flocs
collected from full-scale wastewater treatment plants are
reported to be in the range of 0.06–12 mm and 0.02–2 cm/s,
respectively (Li and Ganczarczyk, 1987; Lee et al., 1996; Li and
Yuan, 2002). An approach to designate poorly mixed regions
in the digester is to identify the regions where the magnitude
of the axial velocity is lower than the settling velocity of the
floc. In the present study a typical mean floc settling velocity
was taken as 0.32 cm/s. The rationale behind adopting this
approach to identify poor mixing is that if the axial fluid
velocity is greater than the settling velocity, there will be
sufficient drag on the floc to carry it with the fluid flow. On the
other hand, if the settling velocity is larger than the fluid
velocity, then floc settling will occur in these regions. There-
fore, quantification of the poorly mixed zones in the digester
was accomplished by calculating the area enclosed by the
larger of: (i) the first stream line outside of the closed loop
streamlines, which mostly includes the region of low axial
velocity near the digester bottom, or (ii) the contour of the
magnitude of axial velocity equal to the settling velocity—as
shown by the shaded regions in Figs. 7 and 8. The figures
clearly show that the addition of the baffle results in a
compression of the closed streamlines, but lesser compres-
sion of the axial velocity contour. Axial velocity contours were
plotted for the absolute value of the axial velocity equal to the
settling velocity of the floc (0.32 cm/s). The poorly mixed
zones accumulate solids reducing the digester HRT below the
design value, which will ultimately lead to digester failure.
The effects of the digester bottom configuration and intro-
duction of a hanging baffle on the mixing effectiveness was
evaluated, and a summary of the percentage of the poorly
mixed zones inside the digester has been presented in
Table 1. Data presented in the table show that the change in
Table 1 – Summary results of CFD simulations with andwith out baffle for different digester bottom configura-tions
Bottom configuration Percentage of digester volumecalculated to be poorly mixed
Without baffle (%) With baffle
Flat bottom 33.6 21.4
251 conical bottom 31.9 15.8
451 conical bottom 29.6 11.7
digester bottom configuration resulted in about 2–4% reduc-
tion in the poorly mixed zone. However, the introduction of a
hanging baffle reduced the percentage of poorly mixed zones
by 12%, 16% and 18% in the case of flat, 251 and 451 bottom
digesters, respectively. Therefore, it is clear from the findings
of this study that a combination of a hopper bottom and a
hanging baffle would significantly improve the mixing
efficacy inside gas-lift digesters.
6. Conclusions
The fluid dynamics simulation based on the assumption of
single-phase flow outside the draft tube was successfully
used to identify the flow pattern in a gas lift digester.
Simulation results were found to be in good agreement with
the experimental finding of Karim et al. (2004). At the gas
recirculation rate of 84.96 l/h, the poorly mixed zones in the
case of flat bottom digester was about 33.6%, while in the case
of digesters with 251 and 451 conical bottoms it was about
31.9% and 29.6%, respectively. The power law viscosity index,
n, did not show significant effect on the mixing pattern under
the conditions studied. Introduction of a hanging baffle to
direct some of the fluid energy towards the poorly mixed
region in the lower corner of the digester resulted in
significant reduction of the poorly mixed zones. In combina-
tion with the 451 conical bottom, introduction of a hanging
baffle reduced the poorly mixed zone by a factor of three as
compared to the flat-bottomed without baffle configuration.
Although the introduction of a hanging baffle was able to
significantly reduce the poorly mixed zones inside a gas-lift
digester, further optimization of the digester geometry may
lead to additional improvements.
R E F E R E N C E S
Borole, A.P., Klasson, K.T., Ridenour, W., Holland, J., Karim, K.,Al-Dahhan, M.H., 2006. Methane production in a 100-L upflowbioreactor by anaerobic digestion of farm waste. Appl.Biochem. Biotechnol. 131 (1–3), 887–896.
Choi, K.H., Chisti, Y., Moo-Young, M., 1996. Comparative evalua-tion of hydrodynamics and gas-liquid mass transfer charac-teristics in bubble column and air lift slurry reactors. Chem.Eng. J. 62, 223–229.
Couvert, A., Roustan, M., Chatellier, P., 1999. Two-phase hydro-dynamic study of a rectangular air-lift loop reactor with aninternal baffle. Chem. Eng. Sci. 54 (21), 5245–5252.
James, A.E., Jayaranaiwachira, V., 2000. Simulation of non-new-tonian fluids in anaerobic digesters. In: Proceedings of XIIIthInternational Congress on Rheology, 20–25 August, Cambridge,UK, pp. 229–231.
Karim, K., Varma, R., Vesvikar, M., Al-Dahhan, M.H., 2004. Flowpattern visualization of a simulated digester. Water Res. 38(17), 3659–3670.
Karim, K., Hoffmann, R., Klasson, K.T., Al-Dahhan, M.H.,2005. Anaerobic digestion of animal waste: waste strengthversus impact of mixing. Bioresour. Technol. 96 (16),1771–1781.
Kojima, H., Sawai, J., Uchino, H., Ichige, T., 1999. Liquid circulationand critical gas velocity in slurry bubble column with shortsize draft tube. Chem. Eng. Sci. 54, 5181–5187.

ARTICLE IN PRESS
WAT E R R E S E A R C H 4 1 ( 2 0 0 7 ) 3 0 5 1 – 3 0 6 03060
Kontandt, H.G., Roediger, A.G., 1977. Engineering operation andeconomics of methane gas production. In: Schlegel, H.G.,Barnea, J. (Eds.), Microbial Energy Conversion. Pergamon Press,Oxford, pp. 379–392.
Lee, D.J., Chen, G.W., Liao, Y.C., Hsieh, C.C., 1996. On the freesettling test for estimating activated sludge floc density. WaterRes. 30, 541–550.
Lee, S.R., Cho, N.K., Maeng, W.J., 1995. Using the pressure of biogascreated during anaerobic digestion as the source of mixingpower. J. Ferment. Bioeng. 80 (4), 415–417.
Li, D.H., Ganczarczyk, J.J., 1987. Stroboscopic determination ofsettling velocity, size and porosity of activated sludge flocs.Water Res. 21, 257–262.
Li, X., Yuan, Y., 2002. Settling velocities and permeabilities ofmicrobial aggregates. Water Res. 36, 3110–3120.
Lusk, P., 1998. Methane Recovery from Animal Manures:A Current Opportunities Casebook, third ed. NREL/SR-580-25145. Golden, CO: National Renewable Energy Laboratory.
Work performed by Resource Development Associates,Washington, DC.
Morgan, P.F., Neuspiel, P.J., 1958. Environmental control ofanaerobic digestion with gas diffusion. In: McCabe, J.,Eckenfelder, W.W. (Eds.), Biological Treatment for Sewage andIndustrial Wastes, vol. 2. Reinhold, New York.
Reinhold, G., Markl, H., 1997. Model-based scale-up and perfor-mance of the Biogas Tower Reactor for anaerobic waste-watertreatment. Water Res. 31 (8), 2057–2065.
Seyssiecq, I., Ferrasse, J.-H., Roche, N., 2003. State-of-the-art:rheological characterisation of wastewater treatment sludge.Biochem. Eng. J. 16 (1), 41–56.
US EPA, 1979. Process Design Manual for Sludge Treatment andDisposal. EPA 625/1-79-011, Cincinnati, Ohio.
Vesvikar, M.S., Varma, R., Karim, K., Al-Dahhan, M., 2005. Flowpattern visualization in a mimic anaerobic digester: experi-mental and computational studies. Water Sci. Technol. 52(1–2), 537–543.