From wood to fuels: Integrating biofuels and pulp production
11
GEN PUBLISHING INC., A MARY ANN LIEBERT INC. COMPANY • VOL. 2 NO. 1 • SPRING 2006 INDUSTRIAL BIOTECHNOLOGY 55 REVIEW Arthur J. Ragauskas1 † , Máté Nagy 1 , Dong Ho Kim 2 , Charles A. Eckert 3 , Jason P. Hallett 3 , and Charles L. Liotta 1 1 School of Chemistry and Biochemistry 2 Institute of Paper Science and Technology 3 School of Chemical and Biomolecular Engineering Georgia Institute of Technology, Atlanta, Georgia 30332 † Corresponding author Phone (404) 894-9701 Fax (404) 894-4778 E-mail [email protected] Key Words: Cellulose, Hemicellulose, Lignin, Extractives, Tall Oil, Turpentine, Bioethanol, Biodiesel, Pulp, Biorefinery Abstract Bioethanol currently contributes ~2% to the total US transportation fuels mix, and another ~0.01% is based on biodiesel. To make a sub- stantial contribution to the United States’ energy portfolio, biofuels production needs to grow substantially over the next decade by a factor of 10 or more. Although the contribution of agro-energy crops and agriculture waste for biofuels production is being intensively developed, the potential of the forest products industry to contribute to this effort has been generally underestimated. The forest products industry is one of a few nationally based industries that have the necessary skill set and infrastructure available to process sufficient biomass for the rapid short-term development and commercialization of biofuel and biochemical technologies. On an annual basis, the US pulp and paper industry collects and processes approximately 108 million tons of wood for the production of pulp and paper in a sustainable manner. Wood extractives from pulping provide approximately 700 million liters of turpentine and tall oil annually that could be employed for biodiesel applications. Wood chip preextraction technologies could make available to the biofuels industry about 14 million tons of hemi- celluloses annually while at the same time enhancing the production of kraft pulps. This review highlights the chemical resources available from wood and summarizes which biomaterials are needed for pulp production and which could be utilized for biofuels, with a special emphasis on select hemicelluloses that are currently degraded during kraft pulping that could be utilized for bioethanol production. The review further describes the operational considerations by which the biofuels and pulp manufacturing industries could synergistically operate together. Introduction enry Ford and Rudolph Diesel are well known for their con- tribution to the industrial revolution and modern automotive history. What is frequently overlooked is that they both envisaged, at one time, that their engines would be powered by biofuels such as bioethanol and peanut oil, respectively 1,2 . Until recently, the need for biofuels remained generally a low priority, as petroleum supply and demand curves were satisfactorily addressed. Nonetheless, global petroleum demands have increased steadily from 57 x 10 6 barrels/day in 1973, to 82 x 10 6 barrels/day in 2004 3 . By 2025, projected economic growth is anticipated to increase global demands for liquid fuels by another ~50% 3 . The impact of this growth in demand, as well as limited global production capacity, has been foretold by several organizations and individuals 4 . For example, a 1995 study by Oak Ridge National Laboratory predicted the impact of a 2005 supply shock driving prices from $20/bbl to $50/bbl 5 . The gasoline lines and price increases following Hurricanes Katrina and Rita in 2005 reinforce the predictions of these studies and act as a harbinger for the future unless we readdress our energy transportation policies and technologies. Coupled with these concerns, the contribution of combustion CO 2 from fossil fuels to climate change has been noted in several recent reviews 6 . As described in a recent publication by Hoffert et al, future reductions in the ecological footprint of energy generation will reside in a multifaceted approach that includes the use of hydrogen, wind, From wood to fuels Integrating biofuels and pulp production H
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of From wood to fuels: Integrating biofuels and pulp production

G E N PU B LI S H I NG I NC. , A M A RY A N N L I E B E RT I NC. CO M PA NY • VOL. 2 NO. 1 • S PR I NG 2006 INDUSTRIAL BIOTECHNOLOGY 55
R E V I E W
Arthur J. Ragauskas1†, Máté Nagy1, Dong Ho Kim2,Charles A. Eckert3, Jason P. Hallett3, and Charles L. Liotta1
1School of Chemistry and Biochemistry2Institute of Paper Science and Technology3School of Chemical and Biomolecular EngineeringGeorgia Institute of Technology, Atlanta, Georgia 30332
†Corresponding authorPhone (404) 894-9701Fax (404) 894-4778 E-mail [email protected]
Key Words: Cellulose, Hemicellulose, Lignin, Extractives, Tall Oil,Turpentine, Bioethanol, Biodiesel, Pulp, Biorefinery
AbstractBioethanol currently contributes ~2% to the total US transportation
fuels mix, and another ~0.01% is based on biodiesel. To make a sub-stantial contribution to the United States’ energy portfolio, biofuelsproduction needs to grow substantially over the next decade by a factorof 10 or more. Although the contribution of agro-energy crops andagriculture waste for biofuels production is being intensively developed,the potential of the forest products industry to contribute to this efforthas been generally underestimated. The forest products industry isone of a few nationally based industries that have the necessary skillset and infrastructure available to process sufficient biomass for therapid short-term development and commercialization of biofuel andbiochemical technologies. On an annual basis, the US pulp and paperindustry collects and processes approximately 108 million tons ofwood for the production of pulp and paper in a sustainable manner.Wood extractives from pulping provide approximately 700 millionliters of turpentine and tall oil annually that could be employed forbiodiesel applications. Wood chip preextraction technologies couldmake available to the biofuels industry about 14 million tons of hemi-
celluloses annually while at the same time enhancing the production ofkraft pulps. This review highlights the chemical resources availablefrom wood and summarizes which biomaterials are needed for pulpproduction and which could be utilized for biofuels, with a specialemphasis on select hemicelluloses that are currently degraded duringkraft pulping that could be utilized for bioethanol production. Thereview further describes the operational considerations by which thebiofuels and pulp manufacturing industries could synergisticallyoperate together.
Introductionenry Ford and Rudolph Diesel are well known for their con-tribution to the industrial revolution and modern automotivehistory. What is frequently overlooked is that they bothenvisaged, at one time, that their engines would be powered
by biofuels such as bioethanol and peanut oil, respectively1,2. Untilrecently, the need for biofuels remained generally a low priority, aspetroleum supply and demand curves were satisfactorily addressed.
Nonetheless, global petroleum demands have increased steadilyfrom 57 x 106 barrels/day in 1973, to 82 x 106 barrels/day in 20043.By 2025, projected economic growth is anticipated to increase globaldemands for liquid fuels by another ~50%3. The impact of thisgrowth in demand, as well as limited global production capacity, hasbeen foretold by several organizations and individuals4. For example,a 1995 study by Oak Ridge National Laboratory predicted the impactof a 2005 supply shock driving prices from $20/bbl to $50/bbl5. Thegasoline lines and price increases following Hurricanes Katrina andRita in 2005 reinforce the predictions of these studies and act as aharbinger for the future unless we readdress our energy transportationpolicies and technologies.
Coupled with these concerns, the contribution of combustion CO2from fossil fuels to climate change has been noted in several recentreviews6. As described in a recent publication by Hoffert et al, futurereductions in the ecological footprint of energy generation will residein a multifaceted approach that includes the use of hydrogen, wind,
From wood to fuelsIntegrating biofuels and pulp production
H
nuclear, solar power, fossil fuels from which carbon is sequestered,and biofuels7. In the short term, the marketplace and societal concernssuggest that biofuels are one of the most attractive solutions for ourtransportation energy needs. Given that ~70% of US petroleumconsumption is transportation-related and ~25% is for materials andchemicals, it is clear that efficient production of biofuels and bio-materials will become one of this generation’s grand challenges8.
In the US, bioethanol currently contributes ~2% to the total trans-portation fuels mix, and ~0.01% is based on biodiesel. The proposedReliable Fuels Act would ban the use of methyl tertiary-butyl ether(MBTE) as a motor fuel additive for four years after enactment andrequire all motor fuels sold by a refiner, blender, or importer to containspecified amounts of a renewable fuel. The Congressional BudgetOffice expects that this renewable fuel standard would largely be metby adding ethanol to gasoline, resulting, on an annual average basis,in 6 billion gallons of renewable fuel consumed9.
As outlined in the USDA-DOE Billion Ton report, the United States’agriculture and forestry reserves have the potential to address aboutone third of this nation’s current petroleum demand10. This increasein biofuels would require approximately a 10- to 15-fold increase inbiofuel production capacity. Shifting societal dependency frompetroleum resources to renewable biomass resources has been pro-posed to have several positive ramifications, including enhancednational security, improved balance of trade, rural employment
opportunities, and environmental performance parameters, includingnet reductions in CO2 emissions. Although the contribution of agrocrops for biofuels production has been intensively examined, thepotential for the forest products industry to contribute to this efforthas not garnered as much interest11. This review article examinesnear-term opportunities for the forest products industry to contributeto the burgeoning biofuels industry12.
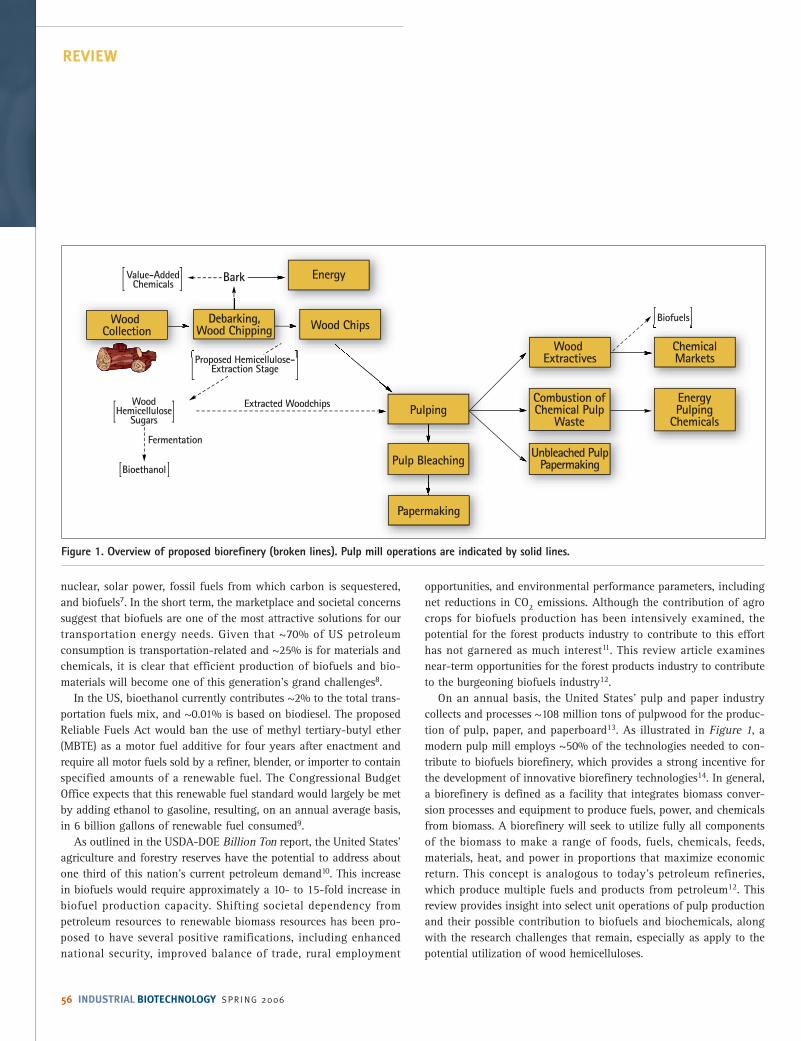
On an annual basis, the United States’ pulp and paper industrycollects and processes ~108 million tons of pulpwood for the produc-tion of pulp, paper, and paperboard13. As illustrated in Figure 1, amodern pulp mill employs ~50% of the technologies needed to con-tribute to biofuels biorefinery, which provides a strong incentive forthe development of innovative biorefinery technologies14. In general,a biorefinery is defined as a facility that integrates biomass conver-sion processes and equipment to produce fuels, power, and chemicalsfrom biomass. A biorefinery will seek to utilize fully all componentsof the biomass to make a range of foods, fuels, chemicals, feeds,materials, heat, and power in proportions that maximize economicreturn. This concept is analogous to today's petroleum refineries,which produce multiple fuels and products from petroleum12. Thisreview provides insight into select unit operations of pulp productionand their possible contribution to biofuels and biochemicals, alongwith the research challenges that remain, especially as apply to thepotential utilization of wood hemicelluloses.
Figure 1. Overview of proposed biorefinery (broken lines). Pulp mill operations are indicated by solid lines.
Pulp Bleaching
Papermaking
Energy
Wood Extractives
ChemicalMarkets
Combustion ofChemical Pulp
Waste
Unbleached PulpPapermaking
Wood ChipsDebarking,Wood Chipping
Wood Collection
BarkValue-AddedChemicals
WoodHemicellulose
Sugars
Extracted Woodchips
Fermentation
Bioethanol
Pulping
Biofuels
EnergyPulping
Chemicals
Proposed Hemicellulose-Extraction Stage
56 INDUSTRIAL BIOTECHNOLOGY S PR I NG 2006
REVIEW

G E N PU B LI S H I NG I NC. , A M A RY A N N L I E B E RT I NC. CO M PA NY • VOL. 2 NO. 1 • S PR I NG 2006 INDUSTRIAL BIOTECHNOLOGY 57
Basic biomass resources from woodWood is composed primarily of cellulose, hemicellulose, lignin,
and small amounts of extractives15. Table 1 summarizes the typicaldistribution of major chemical constituents for several dominantwood resources as determined by Timell16a,b,c.
Recent studies have extended this work to other important pulpand paper wood resources including Picea abies and Acaciamangium17,18.
Of the three major biopolymers that constitute wood, lignin isdistinctly different from the other macromolecular polymers19. Ligninis an amorphous polyphenolic polymer that is synthesized by enzy-matic dehydrogenative polymerization of 4-hydroxyphenylpropanoid units (Figure 2)20. A review by Meister21 suggested themost likely lower limit for the degree of polymerization (DP) for soft-wood lignin is approximately 60 phenyl propanoid units yielding aMW of ~11 000. Recent studies by Guerra et al have measured soft-wood DP values of 90–10022.
The predominant polysaccharide in wood is cellulose, which is ahomopolymer of (1�4)-linked β-D-glucopyranosyl units with adegree of polymerization of approximately 10 000 and a relativelyhigh degree of crystallinity averaging 50–70%23,24.
The major hemicelluloses in softwoods are galactoglucomannansand arbinoglucuronoxylan, and minor amounts of arabinogalactan,xyloglucan, and other glucans (Figure 3). The predominant hemicel-luloses for hardwoods are glucomannan and glucuronoxylan, withlesser amounts of galactans and glucans.
Hardwood glucuronoxylan and softwood arabinoglucuronoxylanboth have a backbone of (1�4)-linked β-D-xylopyranosyl units butexhibit differences in branching and substitution patterns. In theformer, the C2-OH and C3-OH are partially acetylated (i.e., 3.5–7.0 acetylgroups/10 xylose) and lesser amounts of (1�2)-linked pyranoid 4-O-methyl-α-D-glucuronic acid units. For softwoods, the xylan polymer isnot acetylated and typically is branched with (1�2)-linked pyranoid4-O-methyl-α-D-glucuronic acid and (1�3)-linked α-L-arabinofura-nosyl units, with an arabinose : uronic acid : xylose ratio of ~1 : 2 : 8.
Galactoglucomannan is far more important than arabinoglucurono-xylan to the hemicellulose chemistry of softwoods, contributing 15–20%of the dry wood mass. This polysaccharide is comprised of (1�4)-linkedβ-D-glucopyranosyl and D-mannopyranosyl units that are partiallyacetylated at the C2-OH and C3-OH and partly substituted by (1�6)-linked β-D-galactopyranosyl units. Softwoods generally have twodifferent types of galactoglucomannans, one being highly branched,with a ~1 : 1 : 3 ratio of galactose : glucose :mannose, and another thatis less branched, with a ~0.1 : 1 : 3 ratio galactose : glucose :mannose. Inhardwoods, the glucomannan polymer has little or no branching, with
REVIEW
Figure 2. Phenyl propane precursors for softwood (SW) and hardwood(HW) lignin
ConiferylAlcoholSW/HW
CoumarylAlcoholSW/HW
SinapylAlcohol
HW
OH OH OH
OCH3 OCH3H3CO
OH OH OH
Table 1. Major chemical constituents of wood
Wood macromolecules†
Wood Species Cellulose Lignin Hemicelluloses(%) (%) (%)
Softwoods
Picea glauca 41 27 31
Abies balsamea 42 29 27
Pinus strobus 41 29 27
Tsuga canadensis 41 33 23
Thuja occidentalis 41 31 26
Hardwoods
Acer rubrum 45 24 29
Ulmus americana 51 24 23
Populus tremuloides 48 21 27
Betula papyrifera 42 19 38
Fagus grandifolia 45 22 29
†All samples were analyzed extractives-free.

a typical glucose:mannose ratio of ~1:1.525.A recent series of publications by Willför et al have provided one
of the most definitive analyses of carbohydrates present in industriallyimportant wood resources26,27. Representative data from this study issummarized in Table 2.
Overview of pulp manufacturing and bioresources for biorefinery
In 2002, North American pulp manufacturers produced approxi-mately 62 million tons of paper and paperboard from 61 million tonsof softwood pulpwood and 44 million tons of hardwood pulpwood28.Prior to any pulping operations, wood needs to be debarked and inmost cases chipped. The bark and waste wood is burned in a furnaceto capture its energy value, which on a national basis generated 316trillion BTU in 200229. The chemical constituents of wood bark havebeen determined for many species and have been shown to includecarbohydrates, fatty acids, resin acids, sterols, stilbenes, low molecularweight phenols, and tannins. Several research groups have begun toreexamine the chemistry of inner and outer bark with advancedanalytical tools to identify value-added chemicals that could be pre-extracted prior to combustion30. Recent publications have identifiedseveral promising chemicals from the bark of trees commonly employedfor pulp production, including tannins for antioxidants, stilbenes thatcould serve as antimicrobials, and betulinol for emulgators31,32,33.
58 INDUSTRIAL BIOTECHNOLOGY S PR I NG 2006
REVIEW
Figure 3. Representative hemicelluloses of wood
OO
O OAcO
O
HOOH
O
HOO
OO
HO
OH
O-XylanO
HO
O
O
OH
O
H3COHO
OHHO 2C O
HO
HOOH
Softwood - arabinoglucuronoxylan
OO
HOOH
OO
HO
OHO
OH
O
AcO
OH
OO
HO
OHOH
OH
O
O
HO HO
OH
HO
Softwood - galactoglucomannan
Hardwood - glucomannan
OO
HOOH
OO
HO
OHOH
OH
O
HOOH
OO
HO
OHOH
OH
O
Table 2. Relative distribution of hemicellulose sugars in select wood resources26,27
Wood Species Ara Xyl Gal Clc Man Rha GlcA GalA 4-O-MeGlcA Total† %
Softwoods
Picea abies
sapwood 0.14 0.61 0.17 0.37 1.00 0.02 0.03 0.16 0.10 24.6
heartwood 0.17 0.69 0.28 0.35 1.00 0.03 0.04 0.20 0.12 24.9
Pinus banksiana
sapwood 0.18 0.57 0.18 0.40 1.00 0.02 0.05 0.13 0.10 27.2
heartwood 0.22 0.75 0.37 0.43 1.00 0.03 0.06 0.17 0.14 29.3
Hardwood
Betula pendula
stemwood 0.02 1.00 0.06 0.08 0.04 0.02 0.01 0.10 0.16 33.6
Populus tremuloides
sapwood 0.03 1.00 0.04 0.11 0.05 0.03 0.01 0.12 0.13 29.1
heartwood 0.03 1.00 0.04 0.12 0.09 0.03 0.01 0.12 0.13 28.8†mass sugar units/mass dry wood

G E N PU B LI S H I NG I NC. , A M A RY A N N L I E B E RT I NC. CO M PA NY • VOL. 2 NO. 1 • S PR I NG 2006 INDUSTRIAL BIOTECHNOLOGY 59
After debarking and chipping, wood samples are typically processedinto pulp by one of two competing technologies. In brief, the woodcan be defiberlated mechanically into mechanical pulp with +90%yields, thereby utilizing all three of the major wood biopolymers34. It iswell known that thermomechanical pulping (TMP) of softwoods resultsin the dissolution galactoglucomannans and some acidic arabino-galactans35, along with some wood resins, triglycerides, lignin, andlignans. NMR analysis of O-acetylated galactomannans isolated fromspruce TMP with hot water indicated that this polysaccharide consistedof (1�4)-linked β-D-mannopyranosyl and β-D-glucopyranosyl unitsin a 10.0-to-(1.9–2.6) ratio, with the former being acetylated on C2-OHand C3-OH units36. On average, every 10th mannopyranosyl wassubstituted at the C6-OH with an α-D-galactopyranosyl unit. A low DPO-acetylated glucomannan has also been isolated and characterizedfrom the process streams of aspen mechanical pulping operations37.Willför et al have reported that softwood TMP process water containsapproximately 11 kg carbohydrates/ton of processed TMP and 1 kg ofextractives; a combination of resin treatment followed ultrafiltrationwas shown to provide 5 kg polysaccharide/ton TMP processed38,39.With an average TMP mill producing ~250 tons of pulp/day, thisprovides a relatively clean source of galactoglucomannans that couldbe utilized for fuels or value-added chemicals.
In the United States, chemical pulping is the dominant pulp manu-facturing technology, utilizing NaOH and NaSH (i.e., kraft pulpingreagents) to delignify wood. A typical kraft pulp mill will manufacture35 000 tons of air-dried pulp per year, which requires approximately630 000 tons of wood. Typical kraft pulping conditions for bleachpulp grades are summarized in Table 3. Changes in wood fiber com-position during kraft pulping are summarized in Table 440.
Valuable by-products of kraft pulping resinous woods, such aspine, are the production of turpentine and tall oil. The former isrecovered primarily from the relief gases during kraft pulping.Turpentine is known to contain α-pinene, camphene, and limonene,
which are utilized for assorted chemical products, includingfragrances, polymer additives, and solvents43. A recent paper byForan highlighted that North America kraft operations generate150–170 million liters of crude sulfate turpentine annually44. Studieshave demonstrated that this bioresource could be used as a dieselfuel additive45.
Tall oil consists of saponified fatty and resin acids, which arerecovered from kraft pulping liquors. Typical yields are dependent onthe wood furnish employed, but Southern USA softwood kraft pulpmills usually yield ~34 kg of tall oil/ton wood, whereas Canadianmills have reported values of 50% less46. These extracts are used in awide range of products, including soap, lubricants, and paper sizingagents. The determination that these extracts are a rich source ofsitosterol and sitostanol, which are key intermediates for functionalfood additives47, has renewed interest in the analysis of tall oil com-ponents for other value-added compounds48. A recent publication byThorp49 has also highlighted the potential of tall oil as a viableresource for biodiesel, with a national production-rate potential of530 million liters per year. The processing of tall oil into a high qualitydiesel additive has been researched in the laboratory and pilot-scaled. The later studies included promising road tests by CanadaPost Corporation50,51. Given that many kraft pulp mills alreadycollect these extractives, their future utilization for fuels will bebased on competing economic considerations.
Pulp production benefits from hemicelluloseextraction
The loss of select wood polysaccharides during kraft pulping is anatural outcome of kraft pulping conditions. As summarized in Table 4,kraft pulping of softwood pulps leads to an extensive removal of
REVIEW
Table 3. Typical softwood and hardwood kraft pulping conditions forbleaching grades41
Softwood Hardwood
Active alkali on dry wood 17–21% 14–18%
Liquor sulfidity (Na2S) 25% 25%
Max. cooking temperature/°C 170 170
Total cooking time/min 110–175 60–95
Kraft cook completed at lignin content 5% 2%
Yield 48–43 49–47
Table 4. Typical wood chemical distribution for wood before andafter kraft pulping42
Component Wood Components Kraft PulpComponents
Pine Birch Pine Birch(as a % of original wood)
Cellulose 38–40 40–41 35 34
Glucomannan 15–20 2–5 5 1
Xylan 7–10 25–30 5 16
Other carbohydrates 0–5 0–4 — —
Lignin 27–29 20–22 2–5 1.5–3
Extraneous compounds 4–6 2–4 0.25 < 0.5

glucomannans52, and, for hardwoods, a loss of xylans53. During kraftpulping, these extracted hemicelluloses are degraded into low-valueisosaccharinic acids54,55. The sugars and lignin extracted during kraftpulping56 are subsequently concentrated and incinerated in a recoveryfurnace. The extracted hemicelluloses provide ~25% of energyresources for a recovery furnace, as the bulk of the energy is derivedfrom the combustion of lignin57,58. Although the recovery furnacehas been refined through the generations, it remains the singlelargest capital investment in a kraft pulp mill and is not amenable toincremental increases in production. Hence, for several pulp mills,the capacity of the recovery furnace dictates the pulp mill’s productioncapacity. The replacement of recovery furnaces with black liquorgasifiers and Fischer Tropsch or turbines units has also been proposedas a means of extracting extra value from kraft cooking liquors andis under active investigation49.
The hemicelluloses extracted during kraft pulping are a naturalresource for bioethanol production, as they do not contribute topaper production. Based on basic kraft pulping principles, it is antic-ipated that preextraction of these “waste” hemicelluloses prior tokraft pulping could substantially improve pulp mill operations by:
• improving the overall kraft pulping process by reducing kraftcooking times,
• enhancing kraft cooking liquor impregnation, yieldingimproved pulp properties, and
• improving pulp production capacity for kraft pulp mills thatare recovery-furnace limited.
These process benefits and biofuels possibilities are strong driversfor the development of wood hemicellulose preextraction technologiesfor kraft pulp mills.
An important consideration that must be taken into account withany preextraction of wood chips prior to kraft pulping is the need todevelop a system that is readily integrated with modern pulpingoperations and will not deteriorate the quality of kraft pulps. A keyphysical parameter in the production of many grades of paper is thestrength of the final paper sheet. It has been well documented that ifthe DP of cellulose is decreased beyond its normal ~1 600 post pulpingto ~700 after bleaching59, the strength properties of the sheet aredegraded. This relationship is due to the fact that cellulose is theprimary load-bearing element in a lignocellulosic fiber and has adirect relationship to the fiber strength, which contributes to paperstrength. Hence, any hemicellulose preextraction technologyemployed prior to kraft pulping needs to minimize the hydrolysis ofcellulose. Furthermore, several researchers have noted that hemi-cellulose content is related to paper bond strength, which has beenattributed to the adhesive properties of hemicellulose. Studies by
Page and others suggest that for kraft pulps with an α-cellulosecontent higher than ~80%, a decrease in paper sheet strength propertiesoccurs60,61,62. This product specification defines a limit for hemicellu-lose preextraction technologies.
Hemicellulose preextractionThe preextraction of hemicelluloses from wood prior to kraft
pulping has been extensively studied and practiced since the early1930s for the production of dissolving grades of pulps63. In general,this grade of pulp requires a +90% cellulose content, which can beachieved by sulfite pulping or a modified kraft pulping process. Ineach case, the product is relatively pure cellulose, and this grade istypically used for products such as rayon, cellophane, and celluloseacetate64. The pioneering studies of Richter demonstrated that acidicor water prehydrolysis of wood prior to kraft pulp is a viable alter-native approach to preparing dissolving pulps65. The use of water asa prehydrolysis stage relies on the in situ hydrolysis of acetategroups on the hemicellulose chains yielding acetic acid. The liberatedacid lowers the solution pH to a range of 4–3. This results in thehydrolysis and solubilization of hemicelluloses. A detailed study bySears et al documented that at 175°C, the water extraction of pinesignificantly outperformed steam at removing hemicelluloses, by afactor of ~366. The water extraction procedure provided, on average,a higher molecular weight hemicellulose. Analysis of the southernpine water prehydrolysates indicates that it contained 9.9% ligninand 70.9% carbohydrates, with relative amounts of sugars varyingaccording to mannose > xylose > glucose > galactose > arabinose.Control of the prehydrolysis parameters is an important considera-tion, as more vigorous conditions will degrade the fiber resource. Forexample, Nguyen at al have reported that the use of 0.4% sulfuricacid and steam temperatures of 200–230°C resulted in 90–95% hemi-cellulose hydrolysis of Pseudotsuga menziesii woodchips, along with20% of the cellulose67.
Gustavsson et al examined the application of an initial pH 1.4prehydrolysis of mechanically refined Populus tremula followed by aseries of differing alkaline extractions which provided a 9% yield ofpolymer 4-O-methylglucuronoxylan after ultrafiltration68. Theextraction of wood hemicelluloses with sodium, potassium, and lithiumhydroxide has also been examined, although frequently these studiesare accomplished with holocellulose or kraft pulps. Under alkalineconditions reported by Scott, pine pulp xylans were preferentiallyextracted over glucomannans69. The addition of borate to the alkalinesolution was shown to enhance the extraction of the glucomannansat room temperature. Tyminski and Timell also utilized sodiumhydroxide-boric acid solutions at 80°C to extract glucomannans in
60 INDUSTRIAL BIOTECHNOLOGY S PR I NG 2006
REVIEW

G E N PU B LI S H I NG I NC. , A M A RY A N N L I E B E RT I NC. CO M PA NY • VOL. 2 NO. 1 • S PR I NG 2006 INDUSTRIAL BIOTECHNOLOGY 61
80% yield from holocellulose Picea glauca, which they note was notas efficient with Pinus70.
The results of published prehydrolysis studies provide a wealth ofinformation for the removal of hemicelluloses for wood. In general,water prehydrolysis is more effective at removing hemicellulosesthan steam prehydrolysis, especially for softwoods. All prehydrolysistreatments also extract low levels of lignin and extractives. A keyconsideration for extracting hemicelluloses prior to kraft pulping fornondissolving grades of paper is the need to yield a wood furnishthat still yields excellent physical strength pulp properties. This willundoubtedly require an optimization of hemicellulose preextractiontechnologies providing optimal removal of hemicelluloses for biofuelproduction and sufficient retention of select hemicelluloses for theproduction of high quality kraft pulps.
Clearly, there is a need for innovative high-efficiency hemicelluloseextraction technologies for wood. Several research groups havebegun to address this challenge. Gabrielii et al studied the extractionof hemicelluloses from disk-refined aspen with 0.05 M HCl followedby dilute ammonium hydroxide and finally sodium hydroxide71. Theapproach removed approximately 55% of the wood hemicelluloses,which were subsequently purified and recovered after treatment withhydrogen peroxide, ultrafiltration, and spray-drying. The recoveredmaterial was reported to contain 65.2% xylan, 6.4% lignin, and 2.6%ash. Lundqvist et al observed improved hemicellulose extractionyields using microwave-induced heat-fractionation of milled Piceaabies wood72. Employing reaction temperatures of 180–200°C forseveral minutes yielded xylan- and mannan-based oligosaccharides,and polysaccharides with an 87% yield of mannans. Characterizationof the extracted material indicated a ratio of Man : Glu : Gal : Xyl : Araof 1.0 : 0.3 : 0.1 : 0.3 : 0.1. If an alkali solution was used in place ofwater in the microwave treatment, the extracted polysaccharidemolecular weight shifted from 3 800 to 14 000, but the yielddecreased to 3% when using an impregnation pH of 12.3. Palm andZacchi also reported comparable extraction efficiencies usingmicrowave treatment of spruce. Furthermore, these researchersdemonstrated that a steam extraction for the same time and temper-ature employed for the microwave treatment was ~50% less effectiveat extracting hemicelluloses73,74.
Of course, the energy requirements for microwave-assistedextraction of hemicelluloses and the difficulty of pulp millimplementation are issues of concern. However, it may be possible topreheat water-impregnated chips in a traditional manner to anelevated temperature of ~100°C and then employ dielectricmicrowave heating for a short time period in a flow-through reactor,to enhance hemicellulose extraction.
An alternative approach is the National Renewable EnergyLaboratory’s organosolv fractionation technology, which utilizes aternary mixture of methyl isobutyl ketone, ethanol, and water in thepresence of low concentrations of sulfuric acid (i.e., 2.0–0.2 wt %) toeffect a separation of cellulose, hemicellulose, and lignin. The methodtypically requires a treatment temperature of 140°C for 1 hour. Thisapproach has worked well to fractionate hardwoods, yielding high-purity cellulose and selectively dissolving lignin and hemicellulose75.However, the method proves difficult with softwoods, requiring moreacid, higher temperatures, and longer retention times, resulting inpoor cellulose pulps. For integration into a kraft biorefinery, theorganosolv extraction method would need to be studied further.
The use of supercritical carbon dioxide (scCO2) as an effectivereplacement for organic solvent extraction technologies has been welldocumented76. However, it requires high pressures and exhibits limitedsolvation of high molecular weight compounds77. Near critical water,250–350°C, offers exciting possibilities as a benign solvent for theextraction and processing of wood-derived components. As water isheated to near its critical region, the fluid expands and takes on severaluseful properties78,79. It dissolves both salts and organic chemicals,enabling homogeneous aqueous/organic reactions80,81. Further, theseparation following the reaction becomes simple: cooling the mixturecauses the organic chemicals to come out of solution82. Also, as thetemperature is increased, the dissociation constant for water, KW, goesup by orders of magnitude; the water itself is both a natural base andacid and can catalyze reactions, avoiding subsequent neutralizationand salt disposal83. Biofine Inc. has demonstrated the potential of thisapproach by utilizing a high-temperature, dilute-acid hydrolysisprocess that converts cellulosic biomass to levulinic acid and deriva-tives84. It is anticipated that near critical water could be utilized todevelop novel tunable solvents for the selective extraction and frac-tionation of lignin and hemicelluloses. The later component could alsobe depolymerized into fermentable solution of hexoses and pentoses.
Alternatively, recent developments in ionic liquids may, in thefuture, be employed to design new hemicellulose extraction protocols85.These liquids represent a new class of solvents with nonmolecular,ionic character that are liquids at room temperature. Many ionicliquids form biphasic systems, which give rise to the possibility ofmultiphase extraction procedures that could facilitate easy isolationand recovery of biopolymers. Swatloski et al recently documentedthe ability of select ionic liquids to solubilize cellulose86, and Li et alhave reported that 1-butyl-3-methylimidazolium chloride can beemployed to dissolve wood87. These studies hold the promise for thedevelopment of new hemicellulose extraction technologies based onionic liquids.
REVIEW

Conversion of preextracted hemicelluloses tobioethanol
There are basically two techniques available for the conversion ofwood hemicelluloses into a fermentable sugar solution. The first is anacid hydrolysis process which would relinquish monosaccharides forthe production of ethanol via fermentation88,89,90. Alternatively,extracted wood polysaccharides could be enzyamtically hydrolyzedand fermented to ethanol91. Depending on what technologies areoptimized for the preextraction of hemicelluloses from wood chips,an acid hydrolysis of polysaccharides to hexoses and pentoses maybe preferred.
The enzymatic hydrolysis of pretreated cellulosic biomass hasbeen commercialized recently for the processing of wheat straw tobioethanol and is being actively pursued for other agricultural wasteresources92. An important consideration for hemicellulose preextractionand depolymerization treatment protocol is to minimize by-productsthat are inhibitors of the fermentation of sugars to ethanol, such asfurans, carboxylic acids, and phenolic compounds93. Some inhibitorsare present in the raw material, but others can be formed during thehydrolysis process94. The nature, composition, and concentration ofthese compounds are dependent on the hydrolysis conditions andmay have a profound influence on the fermentation production rateof biofuels from the hydrolysate95,96. There are several strategies fordealing with the inhibitors in hydrolysates. First, the hydrolysisconditions may be optimized not only with respect to maximal sugaryields but also to generating reduced amounts of inhibitorcompounds97. Detoxification prior to fermentation is another option,including alkali, sulfite, evaporation, anion exchange, or enzymatictreatments98,99,100.
The hydrolyzed hemicellulose sugar solution will finally need toundergo fermentation for the production of ethanol. The microor-ganisms that are able to ferment sugars to ethanol can be eitheryeasts101,102 or bacteria103. Recent advances in genetic engineering,forced evolution, and mutation and selection strategies haveenhanced the biological utilization of hexoses and pentoses for thebiological production of ethanol. The well-documented fermentationof wood hydrolysates to ethanol provides a strong technical basisfrom which practical fermentation technologies can be designed forthe conversion of preextracted wood hemicelluloses to ethanol. Forexample, Taherzadeh et al have reported the fermentation of dilute-acid hydrolysates from alder, aspen, birch, willow, pine, and spruceusing Saccharomyces cerevisiae. These wood hydrolysates containedvarying amounts of xylose, glucose, and mannose, and the efficiencyof fermentation varied substantially, depending upon wood speciesemployed104. The use of other yeast105 and fungi106 for the produc-
tion of ethanol from wood hydrolysates has also been reported, andtheir efficiencies and cost-performance properties continue to beenhanced107,108.
Summary The forest products industry could provide a significant contribution
to the United States’ biofuels industry. A kraft biorefinery operationwould provide for an optimal utilization of wood and its componentsfor the production of biofuels, biochemicals, biopower, and pulp. Thepreextraction of select hemicelluloses from kraft wood chips prior topulping has the potential to deliver approximately 14 million tons ofpolysaccharides annually to the biofuels industry on a national basis.Furthermore, this resource is already collected and shipped tocentralized locations, which eliminates the need to develop newcollection systems. Previous research studies have already establishedthe viability of extracting hemicelluloses from wood chips prior tokraft pulping for dissolving pulps. The challenge for thebiofuels and forest products industries is to develop optimizedpreextraction technologies that provide a hemicellulose stream forbiofuels production and a lignocellulosics stream for pulp production.This vision will, undoubtedly, require a cooperative research programwith multipartner stakeholders. These efforts have already begun andwill accelerate in the near future, given the significant benefits to allinterested parties.
AcknowledgmentsThe authors acknowledge the support of key sponsors including
NSF Performance for Innovation Program (Award # EEC0525746),National Research Initiative of the USDA Cooperative State Research,Education and Extension Service, grant number 2003-35504-13620,and the IPST@GT student fellowship program.
RR E F E R E N C E S
1. Ford H. Ford Predicts Fuel from Vegetation. New York Times. Sept. 20, 24 (1925).
2. Nitske WR. Rudolph Diesel Pioneer of the Age of Power Univ of Oklahoma Press(1974).
3. Energy Information Administration. www.eia.doe.gov/emeu/international/petroleu.html#IntlConsumption (Jan. 29, 2006).
4. Hirsch RL, Bezdek R, and Wendling R. Peaking of world oil production and itsmitigation. AIChE Journal 52(1), 2-8 (2006).
5. Davis SC and Diegel SW. Transportation Energy Book 24 Oak Ridge NationalLaboratory (2004). See also www.ornl.gov/info/ornlreview/v38_1_05/article04.shtml(Jan 29, 2006).
6. Pacala S and Socolow R. Stabilization wedges: Solving the climate problem forthe next 50 years with current technologies. Science 305(5686), 968-972 (2004).
62 INDUSTRIAL BIOTECHNOLOGY S PR I NG 2006
REVIEW

G E N PU B LI S H I NG I NC. , A M A RY A N N L I E B E RT I NC. CO M PA NY • VOL. 2 NO. 1 • S PR I NG 2006 INDUSTRIAL BIOTECHNOLOGY 63
7. Hoffert MI, Caldeira K, Benford G, Criswell DR, Green C, Herzog H, Jain AK,Kheshgi HS, Lackner KS, Lewis JS, Lightfoot HD, Manheimer W, Mankins JC, MauelME, Perkins LJ, Schlesinger ME, Volk T, and Wigley TML. Advanced technology pathsto global climate stability: Energy for a greenhouse planet. Science 298(5595), 981-987 (2002).
8. A Strategy: Moving America Away from Oil. The Arlington Institute, Arlington, VA(2002).
9. GovTrack.us. www.govtrack.us/congress/bill.xpd?bill=s109-606 (Jan. 29, 2006).
10. Perlack RD, Wright LL, Turhollow AF, Graham RL, Stokes BJ, and Erbach DC.Biomass as feedstock for a bioenergy and bioproducts industry: The technical feasi-bility of a billion-ton annual supply. US Department of Energy (2005). Available atDOE Scientific and Technical Information, www.osti.gov/bridge (Jan. 29, 2006).
11. Bothast RJ and Saha C. Ethanol production from agricultural biomass sub-strates. Adv Appl Microbiol 44, 261-288 (1997).
12. Ragauskas AJ, Williams CK, Davison BH, Britovsek G, Cairney J, Eckert CA,Frederick W Jr, Hallett JP, Leak DJ, Liotta CL, Mielenz JR, Murphy R, Templer R, andTschaplinski T. The path forward for biofuels and biomaterials. Science 311(5760),484-489 (2006).
13. Ince P. US fiber supply, steady and secure. Solutions 39-44 (2002).
14. Kamm B and Kamm M. Principles of biorefineries. Appl Microbiol Biotechnol64(2), 137-145 (2004).
15. Baeza J and Freer J. Wood and Cellulosic Chemistry, 2nd ed. Marcel Dekker Inc.New York, New York (2001).
16a. Timell TE. Recent progress in the chemistry of wood hemicelluloses. Wood SciTechnol 1(1), 45-70 (1967).
16b. Isenberg IH, Harder ML, and Louden L. Pulpwoods of the United States andCanada, Volume I – Confers 3rd ed. Institute of Paper Chemistry, Appleton,Wisconsin (1980)
16c. Isenberg IH, Harder ML, and Louden, L. Pulpwoods of the United States andCanada, Volume II – Confers 3rd ed. Institute of Paper Chemistry, AppletonWisonsin (1980)
17. Bertaud F and Holmbom B. Chemical composition of earlywood and latewoodin Norway spruce heartwood, sapwood and transition zone wood. Wood SciTechnol 38(4), 245-256 (2004).
18. Pinto PC, Evtuguin DV, and Pascoal NC. Chemical composition and structuralfeatures of the macromolecular components of plantation Acacia mangium wood.J Agric Food Chem 53(20), 7856-7862 (2005).
19. Brunow G, Lundquist K, and Gellerstedt G. Lignin: Analytical methods in woodchemistry. In: Pulping and Papermaking. Sjostrom E (ed.), 77-124. Springer, Berlin,Germany (1999).
20. Halpin C. Redesigning lignin for industry and agriculture. Biotechnol Genet EngRev 21, 229-245 (2004).
21. Meister JJ. Modification of lignin. J Macromol Sci Poly Rev C42(2), 235-289 (2002).
22. Guerra A, Xavier A, Hai A, Filpponen I, Lucia L, and Argyropoulos D. Differentwood species offer different yields, lignin structures, and molecular weights whenisolated with the same method. Submitted to J Agric Food Chem.
23. Thygesen A, Oddershede J, Lilholt H, Thomsen AB, and Stahl K. On the determi-nation of crystallinity and cellulose content in plant fibers. Cellulose 12(6), 563-576 (2005).
24. Newman RH. Homogeneity in cellulose crystallinity between samples of Pinusradiata wood. Holzforschung 58(1), 91-96 (2004).
25. Alen R. Structure and chemical composition of wood. In: Papermaking Scienceand Technology. Stenius P (ed.). 3, 11-57. Fapet Oy, Helsinki, Finland (2000).
26. Willför S, Sundberg A, Hemming J, and Holmbom B. Polysaccharides in someindustrially important softwood species. Wood Sci Technol 39(4), 245-257 (2005).
27. Willför S, Sundberg A, Pranovich A, and Holmbom B. Polysaccharides in someindustrially important hardwood species. Wood Sci Technol 39(8), 601-617 (2005).
28. Rudder G. Pulp and Paper North American Fact Book 2002. Paperloop, SanFrancisco, CA (2002).
29. Energy Information Administration. www.eia.doe.gov/emeu/mecs/mecs2002/data02/excel/table3.5_02.xls (Jan. 29, 2006).
30. Kylliainen O and Holmbom B. Chemical composition of components in sprucebark waters. Paperi ja Puu 86(4), 289-292 (2004).
31. Ohara S. Utilization of bark and bark extractives. Mokuzai Kogyo 56(5), 209-215(2001).
32. Tisler V and Muck T. Inks based on polystilbene spruce bark extract. Adv Col SciTechnol 2(3), 191-196 (1999).
33. Kuznetsov BN, Efremov AA, Levdanskii VA, Kuznetsova SA, Polezhayeva NI,Shilkina TA, and Krotova IV. The use of non-isobaric pre-hydrolysis for the isolationof organic compounds from wood and bark. Bioresour Technol 58(2), 181-188 (1996).
34. Salmen L, Lucander M, Harkonen E, and Sundholm J. Fundamentals of mechan-ical pulping. In: Papermaking Science and Technology. Gullichsen J (ed.), 5, 34-65.Fapet Oy, Helsinki, Finland (1999).
35. Thornton J, Ekman R, Holmbom B, and Orsa F. Polysaccharides dissolved fromNorway spruce in thermomechanical pulping and peroxide bleaching. J Wood ChemTechnol 14(2), 159-175 (1994).
36. Hannuksela T and Herve du PC. NMR structural determination of dissolved O-acetylated galactoglucomannan isolated from spruce thermomechanical pulp.Carbohydr Res 339(2), 301-312 (2004).
37. Teleman A, Nordstrom M, Tenkanen M, Jacobs A, and Dahlman O. Isolation andcharacterization of O-acetylated glucomannans from aspen and birch wood.Carbohydr Res 338(6), 525-534 (2003).
38. Willför S, Rehn P, Sundberg A, Sundberg K, and Holmbom B. Recovery of water-soluble acetylgalactoglucomannans from mechanical pulp of spruce. Tappi J 2(11),27-32 (2003).
39. Willför S, Sjöholm R, Laine C, Roslund M, Hemming J, and Holmbom B.Characterisation of water-soluble galactoglucomannans from Norway spruce woodand thermomechanical pulp. Carbohyd Polym 52(2), 175-187 (2003).
40. Pu Y, Lucia L, Ragauskas AJ, Naithani V, and Jameel H. High-selectivity oxygendelignification of SW and HW kraft pulps with tailored bleachability properties. In:TAPPI Fall Technical Conference: Engineering, Pulping & PCE&I. 540-549. Chicago, IL(2003).
41. Yang R, Lucia L, Ragauskas A, and Jameel H. Oxygen degradation and spectro-scopic characterization of hardwood kraft lignin. Ind Eng Chem Res 41(24), 5941-5948 (2002).
42. Gullichsen J. Chemical Pulping. In: Papermaking Science and Technology, Book6A. Fogelholm CJ (ed.), Fapet Oy, Helsinki, Finland (1999).
43. Plocek T. Turpentine: A global perspective. Perfumer & Flavorist 23(4), 1-2, 4, 6 (1998).
44. Foran CD. Impact of recent pulp-mill modifications on sulfur contents in crudesulfate turpentine. Tappi J 78(6), 93-101 (1995).
45. Kaplan C. Engine performance and exhaust emission tests of sulfate turpentineand no. 2 diesel fuel blend. Petrol Sci Technol 23(11-12), 1333-1339 (2005).
REVIEW

46. Smook, GA. Recovery of pulping liquors. In Handbook for Pulp & PaperTechnologists. Kocurek, MJ (ed.) 146 – 148. TAPPI, Atlanta, GA (1987).
47. Vikström F, Holmbom B, and Hamunen A. Sterols and triterpenyl alcohols in commonpulpwoods and black liquor soaps. Holz als Roh- und Werkstoff 63(4), 303-308 (2005).
48. Markovits RA, Markovits SA, and Diaz MAF. Process for refining a raw materialcomprising black liquor soap, crude tall oil or tall oil pitch. Eur Pat Appl (2005).
49. Thorp B. Biorefinery offers industry leaders business model for major change.Pulp Pap 79(11), 35-39 (2005).
50. Liu DDS, Monnier J, Gourigny G, Kriz J, Hogan E, and Wong A. Production ofhigh quality cetane enhancer from depitched tall oil. Petrol Sci Technol 16(5 & 6),597-609 (1998).
51. Coll R, Udas S, and Jacoby WA. Conversion of the rosin acid fraction of crudetall oil into fuels and chemicals. Energ Fuel 15(5), 1166-1172 (2001).
52. Suckling ID, Allison RW, Campion SH, McGrouther KG, and McDonald AG.Monitoring cellulose degradation during conventional and modified kraft pulping.J Pulp Pap Sci 27(10), 336-341 (2001).
53. Kim DH, Allison L, Carter B, Hou Q, Courchene C, Ragauskas AJ, and Sealey J.Profiling the wood and pulping properties of southern pine thinning resources.Tappi J 4(1), 21-25 (2005).
54. Casebier RL and Hamilton JK. Alkaline degradation of glucomannans and galac-toglucomannans. Tappi J 48(11), 664-669 (1965).
55. Gustavsson CAS and Al-Dajani WW. The influence of cooking conditions on thedegradation of hexenuronic acid, xylan, glucomannan, and cellulose during kraftpulping of softwood. Nord Pulp Pap Res 15(2), 160-67 (2000).
56. Chakar FS and Ragauskas AJ. Review of current and future softwood kraftlignin process chemistry. Ind Crop Prod 20(2), 131-141 (2004).
57. Monzie-Giullemet D, Raoux H, and Monzie P. Fractionation and determinationof the organic constituents of black liquors. Chim Biochim Lignine, CelluloseHemicelluloses, Actes Symp Intern 191-211. Grenoble, France (1964).
58. Masura V. Combustion heat of black liquor components during kraft pulping.Vyskumne Prace z Odboru Papiera a Celulozy 43(V2-V24), V7-V12 (1988).
59. Yanagisawa M, Shibata I, and Isogai A. SEC-MALLS analysis of softwood kraftpulp using LiCl/1,3-dimethyl-2-imidazolidinone as an eluent. Cellulose 12(2), 151-158 (2005).
60. Page DH and Seth RS. Strength and Chemical Composition of Wood PulpFibres. The 8th Fundamental Research Symposium. 77-91. Oxford, UK (1985).
61. Molin U and Teder A. Importance of cellulose/hemicellulose-ratio for pulpstrength. Nord Pulp Pap Res 17(1), 14-19, 28 (2002).
62. Schönberg C, Oksanen T, Suurnäkki A, Kettunen H, and Buchert J. The impor-tance of xylan for the strength properties of spruce kraft pulp fibres.Holzforschung 55(6), 639-644 (2001).
63. Lonnberg B. New development in cellulose technology. In: In Polysaccharides (2ndEdition). Dumitriu S (ed.) 1035-1054. Marcel Dekker Inc., New York, New York (2005).
64. Moreira DCM, Colodette J, and Foelkel, CEB. Basic aspects of the production ofdissolving pulp, II: A review. Papel 59(9), 66-73 (1998).
65. Richter GA. Some aspects of prehydrolysis pulping. Tappi J 39, 193-210 (1956).
66. Sears KD, Beélik A, Casebier RL, Engen RJ, Hamilton JK, and Hergert HL.Southern pine prehydrolyzates; Characterization of polysaccharides and ligninfragments. J Polym Sci Pol Sym 36, 425-443 (1971).
67. Nguyen QA, Tucker MP, Boynton BL, Keller FA, and Schell DJ. Dilute acid pre-treatment of softwoods. Appl Biochem Biotechnol 70-72, 77-87 (1998).
68. Gustavsson M, Bengtsson M, Gatenholm P, Glasser W, Teleman A, and DahlmanO. Isolation, characterisation and material properties of 4-O-methylglucuronoxylanfrom aspen. In: Biorelated Polymers: Sustainable Polymer Science and Technology,1st Coimbra. 41-52. Ischia, Italy (2000).
69. Scott RW. Influence of cations and borate on the alkaline extraction of xylanand glucomannan from pine pulps. J Appl Polym Sci 38(5), 907-914 (1989).
70. Tyminski A and Timell TE. The constitution of a glucomannan from white spruce(Picea glauca). J Am Chem Soc 82, 2823-2827 (1960).
71. Gabrielii I, Gatenholm P, Glasser WG, Jain RK, and Kenne L. Separation, charac-terization and hydrogel-formation of hemicellulose from aspen wood. CarbohydPolym 43(4), 367-374 (2000).
72. Lundqvist J, Jacobs A, Palm M, Zacchi G, Dahlman O, and Stalbrand H.Characterization of galactoglucomannan extracted from spruce (Picea abies) byheat-fractionation at different conditions. Carbohyd Polym 51(2), 203-211 (2002).
73. Palm M and Zacchi G. Extraction of hemicellulosic oligosaccharides from spruceusing microwave oven or steam treatment. Biomacromolecules 4(3), 617-623 (2003).
74. Palm M and Zacchi G. Separation of hemicellulosic oligomers from steam-treated spruce wood using gel filtration. Sep Purif Technol 36(3), 191-201 (2004).
75. Bozell JJ, Black SK, and Myers M. Clean fractionation of lignocellulosics - a newprocess for preparation of alternative feedstocks for the chemical industry. In: 8thInternational Symposium on Wood and Pulping Chemistry, 697-704. Helsinki,Finland (1995).
76. Lu J, Lazzaroni MJ, Hallett JP, Bommarius AS, Liotta CL, and Eckert CA. Tunable sol-vents for homogeneous catalyst recycle. Ind Eng Chem Res 43(7), 1586-1590 (2004).
77. Wai CM, Gopalan AS, and Jacobs HK. An introduction to separations andprocesses using supercritical carbon dioxide. In: ACS Symposium Series (2003),860(Supercritical Carbon Dioxide), 2-8, Am Chem Soc (2003).
78. Eckert CA, Liotta CL, Bush D, Brown J, and Hallett J. Sustainable Reactions inTunable Solvents. J Phys Chem B 108, 18108-18118 (2004).
79. Eckert CA, Bush D, Brown JS, and Liotta CL. Tuning solvents for sustainableTechnology. Ind Eng Chem Res 39(12), 4615-4621 (2000).
80. Lazzaroni MJ, Bush D, Brown JS, and Eckert CA. High pressure vapor and liquidequilibria of some carbon dioxide and organic binary systems. J Chem Eng Data50(1), 60-65 (2005).
81. Wyatt VT, Bush D, Lu J, Hallett JP, Liotta CL, and Eckert CA. Determination ofsolvatochromic solubility parameters for the characterization of gas-expanded liq-uids. J Supercritical Fluids 36(1), 16-22 (2005).
82. Lesutis HP, Gläser R, Griffith K, Liotta CL, and Eckert CA. Near critical water: Abenign medium for catalytic reactions. Ind Eng Chem Res 40, 6063-6067 (2001).
83. Nolen SA, Liotta CL, Eckert CA, and Gläser R. The catalytic opportunities ofnear-critical water: A benign medium for conventionally acid and base catalyzedorganic synthesis. Green Chem 663-669 (2003).
84. Fitzpatrick SW. US Patent 5,608,105 (1997).
85. Moens L and Khan N. Application of room-temperature ionic liquids to thechemical processing of biomass-derived feedstocks. NATO Science Series, II:Mathematics, Physics and Chemistry 92, 157-171 (2003).
86. Swatloski RP, Spear SK, Holbrey JD, and Rogers RD. Dissolution of cellulosewith ionic liquids. J Am Chem Soc 124(18), 4974-4975 (2002).
64 INDUSTRIAL BIOTECHNOLOGY S PR I NG 2006
REVIEW

G E N PU B LI S H I NG I NC. , A M A RY A N N L I E B E RT I NC. CO M PA NY • VOL. 2 NO. 1 • S PR I NG 2006 INDUSTRIAL BIOTECHNOLOGY 65
87. Li X, Simonsen J, and Li K. Wood dissolution and the regeneration of its compo-nents using ionic liquids. In: 227th Am Chem Soc National Meeting Abstracts.Anaheim, California (2004).
88. Nguyen QA, Tucker MP, Keller FA, and Eddy FP. Two-stage dilute-acid pretreat-ment of softwoods. Appl Biochem Biotechnol 84-86, 561-576 (2000).
89. Kim KH. Two-stage dilute acid-catalyzed hydrolytic conversion of softwoodsawdust into sugars fermentable by ethanologenic microorganisms. J Sci Food Agr85(14), 2461-2467 (2005).
90. Wright JD and Power AJ. Comparative technical evaluation of acid hydrolysis processesfor conversion of cellulose to alcohol. Energy from Biomass and Wastes 949-971 (1987).
91. Wyman CE and Goodman BJ. Biotechnology for production of fuels, chemicals,and materials from biomass. Appl Biochem Biotechnol 39-40, 41-59 (1993).
92. Tolan JS. Conversion of cellulosic biomass to ethanol using enzymatic hydroly-sis. In: 226th Am Chem Soc National Meeting Abstracts, New York, New York (2003).
93. Palmqvist E and Hahn-Hägerdal B. Fermentation of lignocellulosic hydrolysates,I: Inhibition and detoxification. Bioresour Technol 74(1), 17-24 (2000).
94. Klinke HB, Thomsen AB, and Ahring BK. Inhibition of ethanol-producing yeastand bacteria by degradation products produced during pre-treatment of biomass.Appl Microbiol Biotechnol 66(1), 10-26 (2004).
95. Taherzadeh MJ, Gustafsson L, Niklasson C, and Lidén G. Physiological effects of5-hydroxymethylfurfural on Saccharomyces cerevisiae. Appl Microbiol Biotechnol53(6), 701-708 (2000).
96. Taherzadeh MJ, Gustafsson L, Niklasson C, and Lidén G. Inhibition effects offurfural on aerobic batch cultivation of Saccharomyces cerevisiae growing onethanol and/or acetic acid. J Biosci Bioeng 90(4), 374-380 (2000).
97. Larsson S, Palmqvist E, Hahn-Hägerdal B, Tengborg C, Stenberg K, Zacchi G, andNilvebrant NO. The generation of fermentation inhibitors during dilute acid hydrol-ysis of softwood. Enzyme Microb Tech 24(3/4), 151-159 (1999).
98. Alriksson B, Horváth IS, Sjöede A, Nilvebrant NO, and Jönsson LJ. Ammoniumhydroxide detoxification of spruce acid hydrolysates. Appl Biochem Biotechnol121-124, 911-922 (2005).
99. Horváth IS, Sjoede A, Alriksson B, Jönsson LJ, and Nilvebrant NO. Critical condi-tions for improved fermentability during overliming of acid hydrolysates fromspruce. Appl Biochem Biotechnol 121-124, 1031-1044 (2005).
100. Persson P, Larsson S, Jönsson LJ, Nilvebrant NO, Sivik B, Munteanu F, ThörnebyL, and Gorton L. Supercritical fluid extraction of a lignocellulosic hydrolysate ofspruce for detoxification and to facilitate analysis of inhibitors. Biotechnol Bioeng79(6), 694-700 (2002).
101. Kuyper M, Hartog MMP, Toirkens MJ, Almering MJH, Winkler AA,van Dijken JP,and Pronk JT. Metabolic engineering of a xylose-isomerase-expressingSaccharomyces cerevisiae strain for rapid anaerobic xylose fermentation. FEMSYeast Res 5(4-5), 399-409 (2005).
102. Kuyper M, Toirkens MJ, Diderich JA, Winkler AA, van Dijken JP, and Pronk JT.Evolutionary engineering of mixed-sugar utilization by a xylose-fermentingSaccharomyces cerevisiae strain. FEMS Yeast Res 5(10), 925-934 (2005).
103. Senthilkumar V and Gunasekaran P. Bioethanol production from cellulosicsubstrates: Engineered bacteria and process integration challenges. J Scientific IndRes 64(11), 845-853 (2005).
104. Taherzadeh MJ, Eklund R, Gustafsson L, Niklasson C, and Lidén G.Characterization and fermentation of dilute-acid hydrolyzates from wood. Ind EngChem Res 36(11), 4659-4665 (1997).
105. Sreenath HK and Jeffries TW. Production of ethanol from wood hydrolyzate byyeasts. Bioresour Technol 72(3), 253-260 (1999).
106. Millati R, Edebo L, and Taherzadeh MJ. Performance of Rhizopus, Rhizomucor,and Mucor in ethanol production from glucose, xylose, and wood hydrolyzates.Enzyme Microb Tech 36(2-3), 294-300 (2005).
107. Zaldivar J, Nielsen J, and Olsson L. Fuel ethanol production from lignocellulose:A challenge for metabolic engineering and process integration. Appl MicrobiolBiotechnol 56(1-2), 17-34 (2001).
108. Brandberg T, Franzén CJ, and Gustafsson L. The fermentation performance ofnine strains of Saccharomyces cerevisiae in batch and fed-batch cultures in dilute-acid wood hydrolysate. J Biosci Bioeng 98(2), 122-125 (2004).
REVIEW