Progress of hybrid nanocomposite materials for thermoelectric ...

Fatigue Behavior of a Nanocomposite Under a Fighter Aircraft Spectrum Load Sequence
C.M. Manjunathaa, Ramesh Bojjab and N. Jagannathanc
Fatigue and Structural Integrity Group, Structural Technologies Division
CSIR-National Aerospace Laboratories, Bangalore 560017, India
[email protected], [email protected], [email protected]
[Received: 27 July 2012, revised: November 30, 2012; accepted: January 12, 2013]
Keywords: Fiber reinforced composite, Rubber particle, Silica nanoparticle, FALSTAFF, Spectrum fatigue.
Abstract. Two different E-glass fiber reinforced plastic (GFRP) composite laminates having quasi
isotropic [(+45/-45/0/90)2]S layup sequence were fabricated viz., GFRP with neat epoxy matrix
(GFRP-neat) and GFRP with modified epoxy matrix (GFRP-nano) containing 9 wt. % of CTBN
rubber micro-particles and 10 wt.% of silica nano-particles. Standard fatigue test specimens were
machined from the laminates and end-tabbed. Spectrum fatigue tests under a standard fighter
aircraft load spectrum, mini-FALSTAFF, were conducted on both the composites at various
reference stress levels and the experimental fatigue life expressed as number of blocks to fail, were
determined. The stiffness of the specimen was determined from the load-displacement data
acquired at regular intervals during the fatigue test. The matrix cracks development in the test
specimens with fatigue cycling was determined through optical photographic images. The fatigue
life of GFRP-nano composite under mini-FALSTAFF load sequence was observed to be enhanced
by about four times when compared to that of GFRP-neat composite due to presence of micro- and
nano particles in the matrix. The stiffness degradation rate and matrix crack density was
considerably lower in GFRP-nano composite when compared to that of GFRP-neat composite. The
underlying mechanisms for improved fatigue performance of GFRP-nano composite are discussed.
Introduction
Fiber reinforced plastic (FRP) composite materials find wide usage in various structural
applications such as airframe, wind turbine, ship hull etc., because of their high specific strength
and stiffness in compliance with tailorability. Such composite materials experience variable
amplitude or spectrum fatigue loads in service. Hence, fatigue-durability of the composite materials
under spectrum loads is one of the important concerns in structural applications.
Efforts have been made in recent times to improve the mechanical properties of FRP composites
by incorporation of second phase fillers in the epoxy matrix. Addition of various shaped such as
particulate, fibrous and layered second phase fillers in the epoxy has been shown to improve the
mechanical properties of composites [1-3]. Improvements in strength, stiffness and fracture
toughness [3-5] of polymer composites have been achieved by addition of particles such as
nanosilica. Carbon nano tube (CNT) inclusion in the epoxy shows increase in the matrix-dominated
inter laminar shear strength (ILSS) of FRPs [6], and tensile strength and toughness of epoxies [7].
Beneficial effect of incorporation of SiC particles, carbon nano fibers and nano clay on the
mechanical properties of epoxies, has all been emphasized in recent investigation [8-10].
Significant enhancement in fatigue behavior of rubber particle modified epoxies has been well
established [11-13]. Similarly, epoxy containing silica nanoparticles has also been shown to exhibit
improved fatigue life [14] and reduced fatigue crack growth rate [15]. Influence of carbon
nanotubes and carbon nanofibers on the fatigue behaviour of epoxies has been investigated by
several authors [16,17]. Once again, large increase in fatigue life and reduction of crack speeds has
been observed in these materials due to nanotube/nanofiber pull out and crack bridging.
Journal of Nano Research Vol. 24 (2013) pp 58-66Online available since 2013/Sep/18 at www.scientific.net© (2013) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/JNanoR.24.58
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 117.213.244.212-18/09/13,16:25:03)

Recent investigations have shown that use of modified epoxies in FRPs exhibit improved fatigue
properties of FRPs as well. Addition of 1wt. % of multi walled carbon nano tubes (MWCNTs) to
the polymer matrix of GFRP composite laminate improves the high-cycle fatigue strength by 60–
250% [18]. Carbon nano fiber (CNF) reinforced composites collectively possess improved fatigue
properties over their unmodified counterparts [19]. Addition of silica nano particles [20,21] and
nanoclay [22] into epoxy matrix has been shown to enhance the fatigue properties of FRP
composites.
Recently, authors have observed that either addition of 9 wt.% rubber micro particles [23] or 10
wt.% silica nano particles [21] in the epoxy matrix enhance the fatigue life of a GFRP composite by
about three to four times. Further, we have shown that [24] the constant amplitude fatigue behavior
of hybrid GFRP composite containing both 9 wt.% micron-rubber and 10 wt.% nano-silica particles
in the epoxy matrix, is also significantly improved.
Most of the fatigue studies on modified epoxies and FRPs with such modified epoxies have been
limited to constant amplitude fatigue behavior. Very few studies have been made on the spectrum
fatigue behavior of composites with modified epoxy matrices. Recently, we have studied the fatigue
behavior of the GFRP hybrid composite under a three-step block load sequence [25]. It was
observed that under both increasing and decreasing block load sequence, the fatigue life of GFRP
composite is enhanced by incorporation of micron-rubber and nano-silica particles in the epoxy
matrix. This study aims at investigating the fatigue behavior of a GFRP-nano composite under a
standard mini-FALSTAFF spectrum load sequence.
Experimental
Materials and Processing. The materials used and the process employed in manufacturing of
GFRP composites are briefly explained in this section. However, detailed description of these
materials and processing can be found in Ref. [24]. The epoxy resin used was LY556. The silica
(SiO2) nano particles were obtained as a colloidal silica sol with a concentration of 40 wt.% in
LY556. The reactive liquid rubber was a carboxyl-terminated butadiene-acrylonitrile (CTBN)
rubber, obtained as a 40 wt.% CTBN- LY556 epoxy adduct. The anhydride curing agent was HE
600. The E-glass fibre cloth was a non-crimp-fabric (NCF) with an aerial weight of 450 g/m2.
The required quantity of the neat epoxy resin, the calculated quantities of silica nano particle-
epoxy resin and CTBN-epoxy adduct, to give the required levels of 10 wt.% added silica and 9
wt.% of CTBN rubber, respectively in the final resin, were all individually weighed and degassed at
50 0C and 0.1 atm. All the resins were then mixed together and the stoichiometric amount of curing
agent was added to the mixture, stirred and degassed once again. The resin mixture was then used
to prepare GFRP composite laminates.
The composite laminates were manufactured by the ‘Resin Infusion under Flexible Tooling’
(RIFT) technique [26]. Glass fibre fabric cloth pieces, about 330 mm square, were cut and laid up
in a quasi-isotropic sequence [(+45/-45/0/90)2]S with a fluid distribution mesh. The resin mixture
was infused into the glass-cloth lay-up at 50 0C and 0.1 atm., cured at 100
0C for 2 hours and post-
cured at 150 0C for 10 hours, maintaining the vacuum throughout the curing cycle. The resulting
2.5-2.7 mm thick GFRP composite laminates had a fiber volume fraction of about 57%. Two types
of composite laminates were prepared following the above procedure viz. GFRP with neat epoxy
matrix (GFRP-neat) and GFRP with hybrid epoxy matrix containing 9 wt.% of rubber micro
particles and 10 wt.% of silica nano particles (GFRP-nano).
Bulk Epoxy Microstructure. The atomic force microscopic (AFM) phase images of the bulk
epoxy polymers are shown in Fig. 1 [24]. The rubber particles were evenly distributed and had an
average size of about 0.5 to 1 µm. The silica particles of about 20 nm in diameter were somewhat
agglomerated to give a ‘necklace-type’ structure with an average width of about 1 µm.
Journal of Nano Research Vol. 24 59

(a) Unmodified epoxy (b) Modified epoxy
Fig. 1. The Atomic Force Microscopic Phase Images of the Bulk Epoxy [24].
Tensile Properties. Tensile properties of both GFRP composites were determined according to
ASTM D3039 test standard [27] specifications. About 250 mm long and constant rectangular cross
sectioned (25 mm x 2.7 mm) specimens were cut from the laminate and end-tabbed. The tensile
tests were performed in a 100 kN computer controlled screw-driven test machine with a constant
crosshead speed of 1 mm/min. Five replicate tests were conducted for both materials and the
average properties determined for GFRP composites investigated are shown in Table 1. The GFRP-
nano composite was observed to exhibit higher tensile strength, by about 6%, but lowered tensile
modulus, by about 9%, when compared to GFRP-neat composite. It has been observed that
addition of 10 wt.% silica nano particles alone increase the tensile properties of GFRP composite
[21] and inclusion of 9 wt.% rubber micro particles alone reduce them [23]. However, presence of
both these partiles appear to contribute in increasing the strength but reducing the modulus.
Table 1. Tensile Properties of the GFRP Composites Investigated.
Mechanical Property Material %
change GFRP-neat GFRP-nano
Ultimate tensile strength, σUTS [MPa] 365 ± 13 386 ± 11 + 5.75
Tensile modulus, ET [GPa] 17.5 ± 0.1 15.9 ± 1.1 - 9.15
Fatigue Testing. Fatigue tests on both GFRP-neat and GFRP-nano composites were conducted
under a standard spectrum load sequence. The load sequence considered in this investigation was a
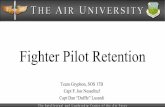
fighter aircraft loading standard for fatigue evaluation, mini-FALSTAFF [28-30] shown in Fig. 2.
It is a short version of standard FALSTAFF load spectrum, which is a standardized variable-
amplitude test load sequence developed for the fatigue analysis of materials used for fighter aircraft.
In Fig. 2, the normalized stress is plotted against peak/trough points of load sequence. One block of
this load sequence consists of 18,012 reversals at 32 different stress levels and represents loading
equivalent of 200 flights. The stress sequence for our experiments was obtained by multiplying
with a constant reference stress value, σref for all the peak/trough points in the entire block.
Spectrum fatigue tests with various reference stress levels were conducted on both GFRP
composites. The geometry and dimensions of the test specimens employed for spectrum fatigue
tests are shown in Fig. 3. Tests were conducted in a computer controlled 50 kN servo-hydraulic test
machine. Sinusoidal waveform with an average frequency of 3 Hz (6 reversals per second) was
employed in the tests. For any given reference stress, the number of load blocks required to fail the
test specimen, Nb was determined. Whenever a specimen failed in-between a full block, it was
rounded-off to the nearest complete block number.
CTBN
SiO2
1 µµµµm 1 µµµµm
60 Journal of Nano Research Vol. 24
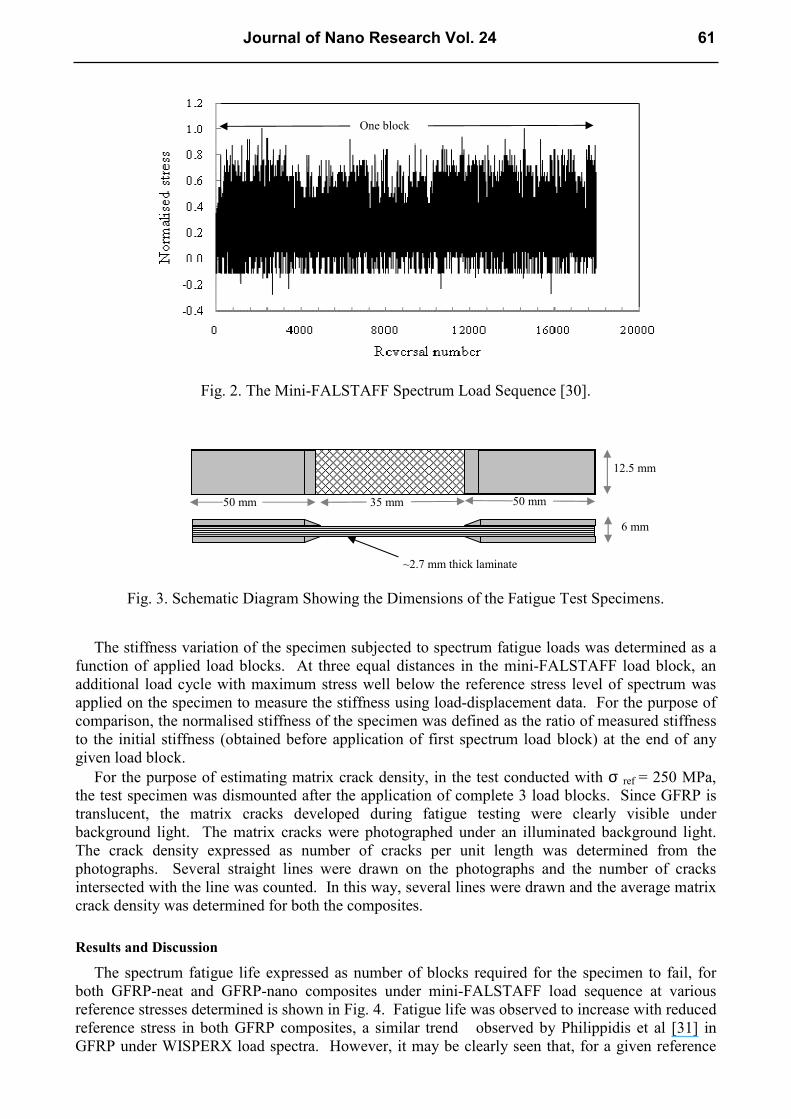
Fig. 2. The Mini-FALSTAFF Spectrum Load Sequence [30].
Fig. 3. Schematic Diagram Showing the Dimensions of the Fatigue Test Specimens.
The stiffness variation of the specimen subjected to spectrum fatigue loads was determined as a
function of applied load blocks. At three equal distances in the mini-FALSTAFF load block, an
additional load cycle with maximum stress well below the reference stress level of spectrum was
applied on the specimen to measure the stiffness using load-displacement data. For the purpose of
comparison, the normalised stiffness of the specimen was defined as the ratio of measured stiffness
to the initial stiffness (obtained before application of first spectrum load block) at the end of any
given load block.
For the purpose of estimating matrix crack density, in the test conducted with σ ref = 250 MPa,
the test specimen was dismounted after the application of complete 3 load blocks. Since GFRP is
translucent, the matrix cracks developed during fatigue testing were clearly visible under
background light. The matrix cracks were photographed under an illuminated background light.
The crack density expressed as number of cracks per unit length was determined from the
photographs. Several straight lines were drawn on the photographs and the number of cracks
intersected with the line was counted. In this way, several lines were drawn and the average matrix
crack density was determined for both the composites.
Results and Discussion
The spectrum fatigue life expressed as number of blocks required for the specimen to fail, for
both GFRP-neat and GFRP-nano composites under mini-FALSTAFF load sequence at various
reference stresses determined is shown in Fig. 4. Fatigue life was observed to increase with reduced
reference stress in both GFRP composites, a similar trend observed by Philippidis et al [31] in
GFRP under WISPERX load spectra. However, it may be clearly seen that, for a given reference
50 mm 35 mm 50 mm
12.5 mm
6 mm
~2.7 mm thick laminate
One block
Journal of Nano Research Vol. 24 61
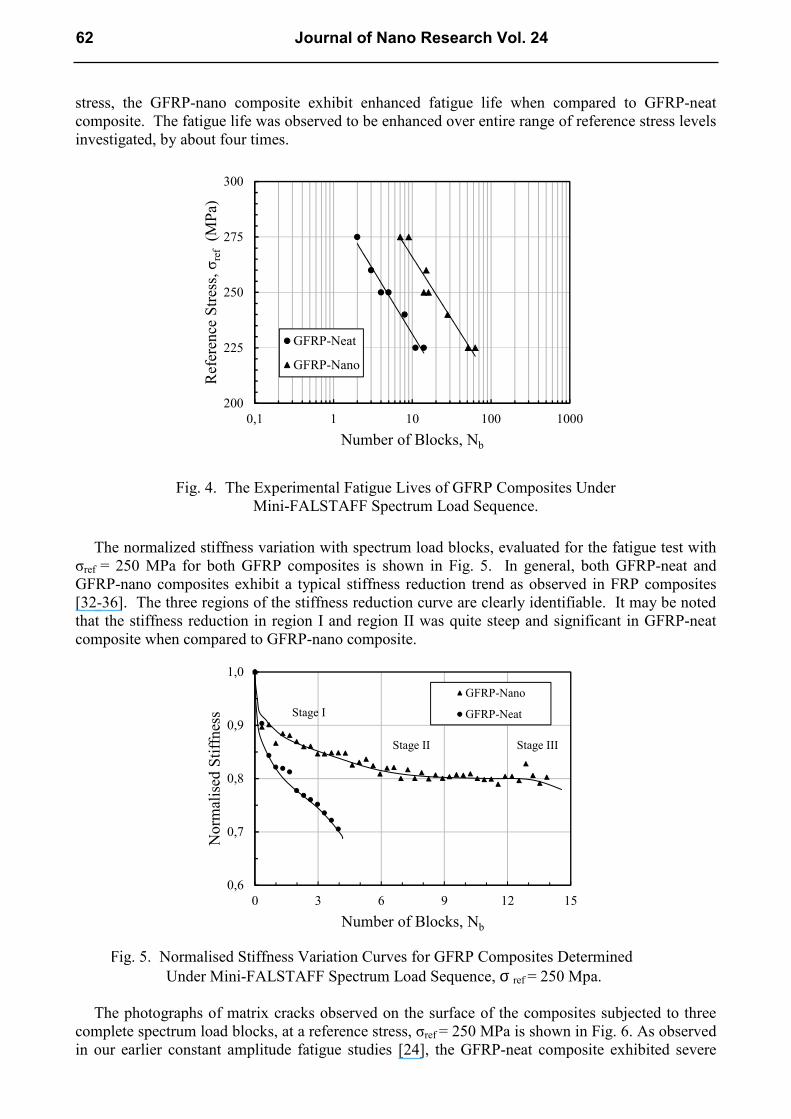
stress, the GFRP-nano composite exhibit enhanced fatigue life when compared to GFRP-neat
composite. The fatigue life was observed to be enhanced over entire range of reference stress levels
investigated, by about four times.
Fig. 4. The Experimental Fatigue Lives of GFRP Composites Under
Mini-FALSTAFF Spectrum Load Sequence.
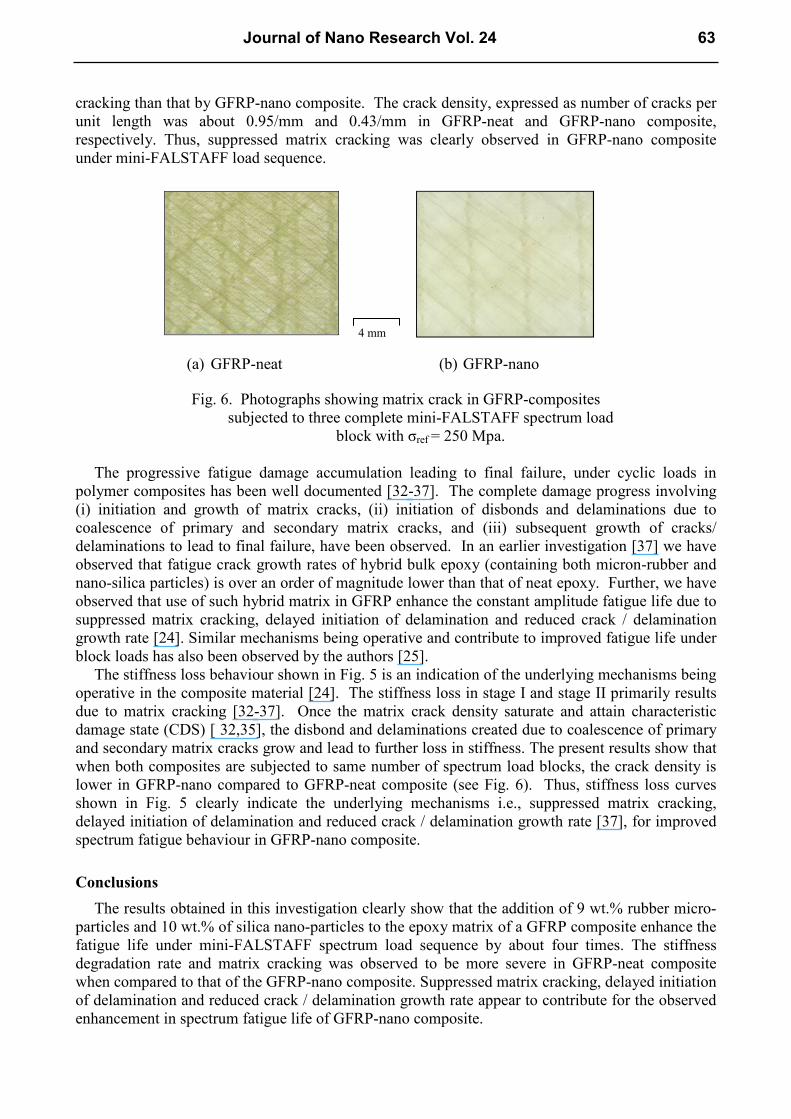
The normalized stiffness variation with spectrum load blocks, evaluated for the fatigue test with
σref = 250 MPa for both GFRP composites is shown in Fig. 5. In general, both GFRP-neat and
GFRP-nano composites exhibit a typical stiffness reduction trend as observed in FRP composites
[32-36]. The three regions of the stiffness reduction curve are clearly identifiable. It may be noted
that the stiffness reduction in region I and region II was quite steep and significant in GFRP-neat
composite when compared to GFRP-nano composite.
Fig. 5. Normalised Stiffness Variation Curves for GFRP Composites Determined
Under Mini-FALSTAFF Spectrum Load Sequence, σ ref = 250 Mpa.
The photographs of matrix cracks observed on the surface of the composites subjected to three
complete spectrum load blocks, at a reference stress, σref = 250 MPa is shown in Fig. 6. As observed
in our earlier constant amplitude fatigue studies [24], the GFRP-neat composite exhibited severe
200
225
250
275
300
0,1 1 10 100 1000
Ref
eren
ce S
tres
s, σ
ref
(MP
a)
Number of Blocks, Nb
GFRP-Neat
GFRP-Nano
0,6
0,7
0,8
0,9
1,0
0 3 6 9 12 15
Norm
alis
ed S
tiff
nes
s
Number of Blocks, Nb
GFRP-Nano
GFRP-NeatStage I
Stage II Stage III
62 Journal of Nano Research Vol. 24
cracking than that by GFRP-nano composite. The crack density, expressed as number of cracks per
unit length was about 0.95/mm and 0.43/mm in GFRP-neat and GFRP-nano composite,
respectively. Thus, suppressed matrix cracking was clearly observed in GFRP-nano composite
under mini-FALSTAFF load sequence.
(a) GFRP-neat (b) GFRP-nano
Fig. 6. Photographs showing matrix crack in GFRP-composites
subjected to three complete mini-FALSTAFF spectrum load
block with σref = 250 Mpa.
The progressive fatigue damage accumulation leading to final failure, under cyclic loads in
polymer composites has been well documented [32-37]. The complete damage progress involving
(i) initiation and growth of matrix cracks, (ii) initiation of disbonds and delaminations due to
coalescence of primary and secondary matrix cracks, and (iii) subsequent growth of cracks/
delaminations to lead to final failure, have been observed. In an earlier investigation [37] we have
observed that fatigue crack growth rates of hybrid bulk epoxy (containing both micron-rubber and
nano-silica particles) is over an order of magnitude lower than that of neat epoxy. Further, we have
observed that use of such hybrid matrix in GFRP enhance the constant amplitude fatigue life due to
suppressed matrix cracking, delayed initiation of delamination and reduced crack / delamination
growth rate [24]. Similar mechanisms being operative and contribute to improved fatigue life under
block loads has also been observed by the authors [25].
The stiffness loss behaviour shown in Fig. 5 is an indication of the underlying mechanisms being
operative in the composite material [24]. The stiffness loss in stage I and stage II primarily results
due to matrix cracking [32-37]. Once the matrix crack density saturate and attain characteristic
damage state (CDS) [ 32,35], the disbond and delaminations created due to coalescence of primary
and secondary matrix cracks grow and lead to further loss in stiffness. The present results show that
when both composites are subjected to same number of spectrum load blocks, the crack density is
lower in GFRP-nano compared to GFRP-neat composite (see Fig. 6). Thus, stiffness loss curves
shown in Fig. 5 clearly indicate the underlying mechanisms i.e., suppressed matrix cracking,
delayed initiation of delamination and reduced crack / delamination growth rate [37], for improved
spectrum fatigue behaviour in GFRP-nano composite.
Conclusions
The results obtained in this investigation clearly show that the addition of 9 wt.% rubber micro-
particles and 10 wt.% of silica nano-particles to the epoxy matrix of a GFRP composite enhance the
fatigue life under mini-FALSTAFF spectrum load sequence by about four times. The stiffness
degradation rate and matrix cracking was observed to be more severe in GFRP-neat composite
when compared to that of the GFRP-nano composite. Suppressed matrix cracking, delayed initiation
of delamination and reduced crack / delamination growth rate appear to contribute for the observed
enhancement in spectrum fatigue life of GFRP-nano composite.
4 mm
Journal of Nano Research Vol. 24 63
Acknowledgements
Authors wish to thank Mr. Shyam Chetty, Director and Dr. Satish Chandra, Head, Structural
Technologies Division, CSIR-National Aerospace Laboratories, Bangalore, India for their constant
support and encouragement during this work. Part of this work, including fabrication of material,
was carried out in the Dept. of Mechanical Engineering, Imperial College, London, UK. Authors
thank Prof. AJ Kinloch and Dr. AC Taylor, Imperial College, London, UK for their support and
encouragement. The technical support staff members of the Department of Mechanical Engineering
and the Composite Centre of Aerospace Department, Imperial College, London, UK and the
Materials Evaluation Lab, FSIG, STTD, CSIR-NAL, Bangalore are thanked for their assistance in
experimental work.
References
[1] E.T. Thostenson, C. Li, T.-W. Chou, Nanocomposites in context, Compos. Sci, Tech. 65 (2005)
491-516.
[2] F. Hussain, M. Hojjati, M. Okamoto, R.E. Gorga, Polymer-matrix nanocomposites, processing,
manufacturing, and application: an overview, J. Compos. Mater. 40 (2006) 1511-1575.
[3] A. Kinloch, R. Mohammed, A. Taylor, C. Eger, S. Sprenger, D. Egan, The effect of silica nano
particles and rubber particles on the toughness of multiphase thermosetting epoxy polymers, J.
Mater. Sci. 40 (2005) 5083-5086.
[4] J. Ma, M.-S. Mo, X.-S. Du, P. Rosso, K. Friedrich, H.-C. Kuan, Effect of inorganic
nanoparticles on mechanical property, fracture toughness and toughening mechanism of two epoxy
systems, Polymer, 49 (2008) 3510-3523.
[5] S.-Y. Fu, X.-Q. Feng, B. Lauke, Y.-W. Mai, Effects of particle size, particle/matrix interface
adhesion and particle loading on mechanical properties of particulate–polymer composites,
Compos. Part B: Engg. 39 (2008) 933-961.
[6] F.H. Gojny, M.H.G. Wichmann, B. Fiedler, W. Bauhofer, K. Schulte, Influence of nano-
modification on the mechanical and electrical properties of conventional fibre-reinforced
composites, Compos. Part A: App. Sci.Manufact. 36 (2005) 1525-1535.
[7] Z. Spitalsky, D. Tasis, K. Papagelis, C. Galiotis, Carbon nanotube–polymer composites:
Chemistry, processing, mechanical and electrical properties, Prog. Polymer Sci. 35 (2010) 357-401.
[8] N. Chisholm, H. Mahfuz, V.K. Rangari, A. Ashfaq, S. Jeelani, Fabrication and mechanical
characterization of carbon/SiC-epoxy nanocomposites, Compos. Struct. 67 (2005) 115-124.
[9] Y. Zhou, F. Pervin, S. Jeelani, P.K. Mallick, Improvement in mechanical properties of carbon
fabric–epoxy composite using carbon nanofibers, J. Mater. Process. Tech. 198 (2008) 445-453.
[10] Y. Zhou, V. Rangari, H. Mahfuz, S. Jeelani, P.K. Mallick, Experimental study on thermal and
mechanical behavior of polypropylene, talc/polypropylene and polypropylene/clay nanocomposites,
Mater. Sci. Engg A. 402 (2005) 109-117.
[11] H.R. Azimi, R.A. Pearson, R.W. Hertzberg, Fatigue of rubber-modified epoxies: effect of
particle size and volume fraction, J. Mater. Sci. 31 (1996) 3777-3789.
[12] A. Lowe, O.-H. Kwon, Y.-W. Mai, Fatigue and fracture behaviour of novel rubber modified
epoxy resins, Polymer. 37 (1996) 565-572.
[13] M. Imanaka, S. Motohashi, K. Nishi, Y. Nakamura, M. Kimoto, Crack-growth behavior of
epoxy adhesives modified with liquid rubber and cross-linked rubber particles under mode I
loading, Int. J. Adhes. Adhesi. 29 (2009). 45-55.
64 Journal of Nano Research Vol. 24
[14] G.-T. Wang, H.-Y. Liu, N. Saintier, Y.-W. Mai, Cyclic fatigue of polymer nanocomposites,
Eng. Fail. Analy. 16 (2009) 2635-2645.
[15] H.-Y. Liu, G. Wang, Y.-W. Mai, Cyclic Fatigue Crack Propagation of Nanoparticle Modified
Epoxy,Compos. Sci. Techn. 72 (2012) 1530-1538.
[16] N. Yu, Z.H. Zhang, S.Y. He, Fracture toughness and fatigue life of MWCNT/epoxy
composites, Mater. Sci. Engg A. 494 (2008) 380-384.
[17] D.R. Bortz, C. Merino, I. Martin-Gullon, Carbon nanofibers enhance the fracture toughness and
fatigue performance of a structural epoxy system, Compos. Sci.Tech.71 (2011) 31-38.
[18] C. Grimmer, C. Dharan, High-cycle fatigue of hybrid carbon nanotube/glass fiber/polymer
composites, J. Mater. Sci. 43 (2008) 4487-4492.
[19] D.R. Bortz, C. Merino, I. Martin-Gullon, Augmented fatigue performance and constant life
diagrams of hierarchical carbon fiber/nanofiber epoxy composites, Compos. Sci.Tech. 72 (2012)
446-452.
[20] L. Böger, J. Sumfleth, H. Hedemann, K. Schulte, Improvement of fatigue life by incorporation
of nanoparticles in glass fibre reinforced epoxy, Compos. Part A: App. Sci. Manufact. 41 (2010)
1419-1424.
[21] C.M. Manjunatha, A.C. Taylor, A.J. Kinloch, S. Sprenger, The tensile fatigue behaviour of a
silica nanoparticle-modified glass fibre reinforced epoxy composite, Compos. Sci. Tech.70 (2010)
193-199.
[22] S.U. Khan, A. Munir, R. Hussain, J.-K. Kim, Fatigue damage behaviors of carbon fiber-
reinforced epoxy composites containing nanoclay, Compos. Sci. Tech. 70 (2010) 2077-2085.
[23] C.M. Manjunatha, A.C. Taylor, A.J. Kinloch, S. Sprenger, The Tensile Fatigue Behaviour of a
GFRP Composite With Rubber Particle Modified Epoxy Matrix, J. Reinf. Plast. Compos. 29 (2010)
2170-2183.
[24] C.M. Manjunatha, S. Sprenger, A.C. Taylor, A.J. Kinloch, The Tensile Fatigue Behavior of a
Glass-fiber Reinforced Plastic Composite Using a Hybrid-toughened Epoxy Matrix, J. Compos.
Mater. 44 (2010) 2095-2109.
[25] C.M. Manjunatha, N. Jagannathan, K. Padmalatha, A.J. Kinloch, A.C. Taylor, Improved
variable-amplitude fatigue behavior of a glass-fiber-reinforced hybrid-toughened epoxy composite,
J. Reinf. Plast. Compos. 30 (2011) 1783-1793.
[26] J. Summerscales, T.J. Searle, Low-pressure (vacuum infusion) techniques for moulding large
composite structures”, Proc. Inst.Mech. Eng. Part L: J. Mater. Des. Appl. 219 (2005) 45-58.
[27] ASTM Standard D3039/D 3039M-08, 2008, Standard Test Method for Tensile Properties of
Polymer Matrix Composite Materials, ASTM International, West Conshohocken, PA, 2008, DOI:
10.1520/D3039_D3039M-08, http://www.astm.org.
[28] G. M. Van Dijk, J. B. de Jonge, Introduction to a fighter aircraft loading standard for fatigue
evaluation FALSTAFF, in: National Aerospace Laboratory NLR, Netherlands, NLR MP 75017 U,
1975.
[29] FALSTAFF, Description of a fighter aircraft loading standard for fatigue evaluation' Joint
Pubhcatlon of F+W, Switzerland, LBF, Germany, NLR, The Netherlands and IABG, Germany,
1976.
[30] P. Heuler, H. Klätschke, Generation and use of standardised load spectra and load–time
histories, Int. J. Fat 27 (2005) 974-990.
Journal of Nano Research Vol. 24 65

[31] T.P. Philippidis, A.P. Vassilopoulos, Life prediction methodology for GFRP laminates under
spectrum loading, Compos. Part A: Appl. Sci. Manufact. 35 (2004) 657-666.
[32] R. Talreja, Fatigue of Composite Materials: Damage Mechanisms and Fatigue-Life Diagrams,
Proc. Royal Soc. Lon. A. Math.Phy. Sci. 378 (1981) 461-475.
[33] J.S. Tate, A.D. Kelkar, Stiffness degradation model for biaxial braided composites under
fatigue loading, Compos. Part B: Engg. 39(2008) 548-555.
[34] K.L. Reifsnider, R. Jamison, Fracture of fatigue-loaded composite laminates, Int. J. Fat. 4
(1982) 187-197.
[35] S.W. Case, K.L. Reifsnider, “Fatigue of Composite Materials”, in: I. Milne, R.O. Ritchie, B.
Karihaloo (Eds.) Comprehensive structural integrity. Vol. 4: Cyclic loading and fatigue, Elsevier
Science, Amsterdam, 2003.
[36] A. Gagel, D. Lange, K. Schulte, On the relation between crack densities, stiffness degradation,
and surface temperature distribution of tensile fatigue loaded glass-fibre non-crimp-fabric
reinforced epoxy, Compos. Part A: App. Sci. Manufact. 37 (2006) 222-228.
[37] C.M. Manjunatha, N. Jagannathan, K. Padmalatha, A.C. Taylor, A.J. Kinloch, The effect of
micron-rubber and nano-silica particles on the fatigue crack growth behavior of an epoxy polymer,
Int. J. Nanosci. 10 (2011) 1095-1099.
66 Journal of Nano Research Vol. 24

Journal of Nano Research Vol. 24 10.4028/www.scientific.net/JNanoR.24 Fatigue Behavior of a Nanocomposite under a Fighter Aircraft Spectrum Load Sequence 10.4028/www.scientific.net/JNanoR.24.58
Copyright © 2022 FDOKUMEN