FABRICATION OF STD11 CAST STEEL BLADE CONTAINING ...
15
ttp://iaeme.com/Home/journal/IJARET 430 [email protected] h International Journal Advanced Research Engineering a Technology (IJARET) of in nd Volume 12, Issue 2, February 2021, pp.430-444 Article ID: IJARET_12_02_041 Available online ttp://iaeme.com/Home/issue/IJARET?Volume=12&Issue=2 at h ISSN Print: 0976-6480 and ISSN Online: 0976-6499 DOI: 10.34218/IJARET.12.2.2020.041 © IAEME Publication Indexed Scopus FABRICATION OF STD11 CAST STEEL BLADE CONTAINING ADDED CARBIDE-FORMING ELEMENT TI Jei-Pil Wang, Kwon-Hoo Kim and Min-Seong Ko Department of Metallurgical Engineering Pukyung National University, Busan, Republic of Korea Byung-Woo Lee Department of Materials System Engineering Pukyung National University, Busan, Republic of Korea ABSTRACT The study was intended to develop a STD11 cast steel blade with improved mechanical properties instead of the STD11 rolled material that was used as a wheel blade material of a shot blasting machine by precision casting, with the aim of enabling the industry to manufacture new high-strength high-wear resistant alloy tool steel cast steel blade with improved life expectancy despite of strong impact wear, thus realizing economical technology development. The control the size and distribution of coarse eutectic carbides, which are known to be the main cause of strength reduction in cast steels, by adding a small amount of Ti, and the reduction of Cr carbides by the formation of fine TiC carbides to improve mechanical properties were targeted as the core technology of this study. In other words, about 1.5 to 2.0 wt.% of Ti, which is known to have a high effect as a strong carbide-forming, was added to the basic chemical composition of STD11 steel to form TiC carbide, the blade was fabricated by precision casting with an alloy composition with increased carbon from 1.5wt.% to 1.8wt.% to improve the quenching hardenability, and then quenched at 1030℃ and tempered at 170℃ at low temperature to improve hardness and wear resistance. Key words: STD11, cast steel blade, shot blasting machine, TiC Eutectic carbide. Cite this Article: Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee, Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element , Ti International Journal of Advanced Research in Engineering and Technology (IJARET), 12(2 2021, pp. 430-444. ), ttp://iaeme.com/Home/issue/IJARET?Volume=12&Issue=2 h
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of FABRICATION OF STD11 CAST STEEL BLADE CONTAINING ...
ttp://iaeme.com/Home/journal/IJARET 430 [email protected] h
International Journal Advanced Research Engineering a Technology (IJARET) of in nd Volume 12, Issue 2, February 2021, pp.430-444 Article ID: IJARET_12_02_041 Available online ttp://iaeme.com/Home/issue/IJARET?Volume=12&Issue=2 at hISSN Print: 0976-6480 and ISSN Online: 0976-6499 DOI: 10.34218/IJARET.12.2.2020.0 41
© IAEME Publication Indexed Scopus
FABRICATION OF STD11 CAST STEEL BLADE CONTAINING ADDED CARBIDE-FORMING
ELEMENT TI Jei-Pil Wang, Kwon-Hoo Kim and Min-Seong Ko
Department of Metallurgical Engineering Pukyung National University, Busan, Republic of Korea
Byung-Woo Lee Department of Materials System Engineering
Pukyung National University, Busan, Republic of Korea
ABSTRACT The study was intended to develop a STD11 cast steel blade with improved
mechanical properties instead of the STD11 rolled material that was used as a wheel blade material of a shot blasting machine by precision casting, with the aim of enabling the industry to manufacture new high-strength high-wear resistant alloy tool steel cast steel blade with improved life expectancy despite of strong impact wear, thus realizing economical technology development. The control the size and distribution of coarse eutectic carbides, which are known to be the main cause of strength reduction in cast steels, by adding a small amount of Ti, and the reduction of Cr carbides by the formation
of fine TiC carbides to improve mechanical properties were targeted as the core technology of this study. In other words, about 1.5 to 2.0 wt.% of Ti, which is known to
have a high effect as a strong carbide-forming, was added to the basic chemical composition of STD11 steel to form TiC carbide, the blade was fabricated by precision casting with an alloy composition with increased carbon from 1.5wt.% to 1.8wt.% to improve the quenching hardenability, and then quenched at 1030℃ and tempered at 170℃ at low temperature to improve hardness and wear resistance.
Key words: STD11, cast steel blade, shot blasting machine, TiC Eutectic carbide. Cite this Article: Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee, Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element , TiInternational Journal of Advanced Research in Engineering and Technology (IJARET), 12(2 2021, pp. 430-444. ),ttp://iaeme.com/Home/issue/IJARET?Volume=12&Issue=2 h
Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee
ttp://iaeme.com/Home/journal/IJARET 431 [email protected] h
1. INTRODUCTION The blade used in the shot blasting machine is a critical part of the impeller, accounting for most of the cost spent maintaining the shot machine for ensuring its average service life. The development of the blade with excellent durability leads to securing product competitiveness
both in domestic and global market. Reason being that many manufacturers in Korea are making the blade by machining blades made of STD11 (JIS; SKD11) rolled material, quenching
and tempering them. Because of the ease of material access and widespread use of heat treatment, the price of blades is at a similar level worldwide, and there is no such difference in price or performance enough to offset logistics costs due to import and export.[1-3] Therefore,
developing a STD11 steel blade by precision casting by adding specific components that increase wear resistance, instead of the existing STD11 steel rolled material, can be considered an appropriate for increasing durability as well as economy and productivity. However, the mechanical properties of the alloy tool steel STD11 steel rolled material with the bending
strength of 1750MPa are significantly degraded compared to the rolled material with the bending strength of 4000MPa. Therefore, it has been reported that if the size and distribution of carbides, such as M7C3 or M23C6, which are well known as the main cause of the decrease in strength, are controlled, STD11 cast steel can be developed as high-strength and high-wear resistance alloy tool steel.[4-5] Looking at the content of the patent developed by Castem based on these researches, when precision casting of STD11 is conducted by adding an appropriate amount of alloy elements such as Ti, Nb, and V, etc., it disperses Cr carbides, the crystallized eutectic carbides, and forms more finely dispersed MC (M; Ti, Nb, V)-type carbides, thus the
mechanical properties of cast steel can be improved by approximately 20%; and the wear properties can be also improved by approximately 92%.
Currently, the service life of wheel blades manufactured by machining STD11 steel rolled material is at the point of showing wear of more than 3mm, that is an expected service life of up to about 4 weeks based on POSCO in Korea. But if the development of the alloy tool steel
casting of STD11, which can increase the expected life more than 6 weeks, and increase productivity through precision casting, it is thought that exclusive product competitiveness can be achieved both in the domestic and global markets. With increased necessity to manufacture
a high-strength, high-wear resistant STD11 cast steel blade containing Ti with prolonged replacement cycle, in this study, a cast steel blade designed with an alloy composition in which C was slightly increased in STD11 steel was fabricated through precision casting. -8] [7
This study was intended to develop a new high-strength high wear-resistant alloy tool steel blade whose life expectancy has been increased by adding an appropriate amount of Ti, which is known as the most powerful carbide-forming element, to the chemical composition of the existing STD11 rolled material blade by precision casting. In other words, using the method of
improving mechanical properties by reducing Cr carbides by controlling the size and distribution of coarse eutectic M7C3 carbides, which are known to be the main cause of strength reduction in cast steel, about 1.5 wt.% of the alloying element Ti was added to form TiC to disperse eutectic carbides; in order to improve hardenability, a blade with carbon increased from about 1.5 wt.% of the existing STD11 steel to about 1.8 wt.% fabricated by precision casting; and then it was quenched at 1030°C and treated with low temperature tempering at 170°C to improve hardness and wear resistance. Accordingly, the target was set at developing a cast steel wheel blade for shot blast machine with excellent hardness and wear resistance that satisfies the blade replacement cycle of 1344 hours or more and the hardness of above HRC58, as standard product.
Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element Ti
ttp://iaeme.com/Home/journal/IJARET 432 [email protected] h
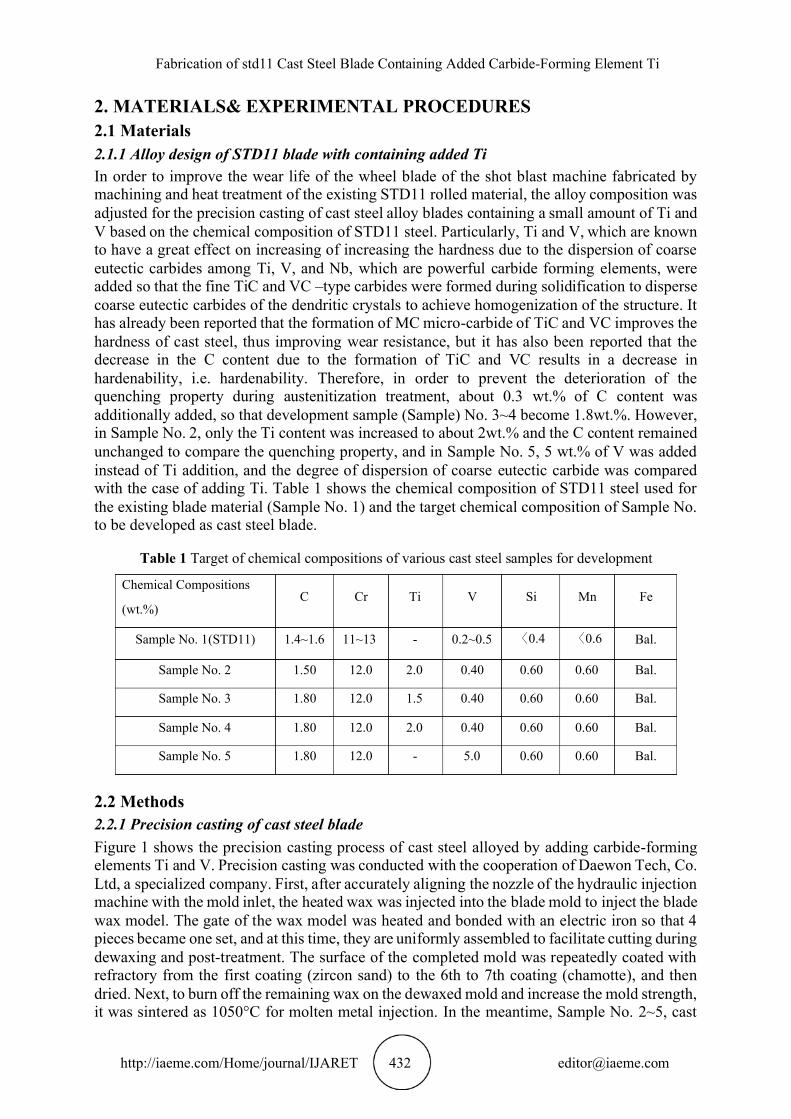
2. MATERIALS& EXPERIMENTAL PROCEDURES 2.1 Materials 2.1.1 Alloy design of STD11 blade with containing added Ti In order to improve the wear life of the wheel blade of the shot blast machine fabricated by machining and heat treatment of the existing STD11 rolled material, the alloy composition was adjusted for the precision casting of cast steel alloy blades containing a small amount of Ti and V based on the chemical composition of STD11 steel. Particularly, Ti and V, which are known to have a great effect on increasing of increasing the hardness due to the dispersion of coarse eutectic carbides among Ti, V, and Nb, which are powerful carbide forming elements, were added so that the fine TiC and VC type carbides were formed during solidification to disperse –
coarse eutectic carbides of the dendritic crystals to achieve homogenization of the structure. It has already been reported that the formation of MC micro-carbide of TiC and VC improves the hardness of cast steel, thus improving wear resistance, but it has also been reported that the
decrease in the C content due to the formation of TiC and VC results in a decrease in hardenability, i.e. hardenability. Therefore, in order to prevent the deterioration of the
quenching property during austenitization treatment, about 0.3 wt.% of C content was additionally added, so that development sample (Sample) No. 3~4 become 1.8wt.%. However, in Sample No. 2, only the Ti content was increased to about 2wt.% and the C content remained unchanged to compare the quenching property, and in Sample No. 5, 5 wt.% of V was added instead of Ti addition, and the degree of dispersion of coarse eutectic carbide was compared with the case of adding Ti. Table 1 shows the chemical composition of STD11 steel used for the existing blade material (Sample No. 1) and the target chemical composition of Sample No. to be developed as cast steel blade.
Table 1 Target of chemical compositions of various cast steel samples for development
Chemical Compositions
(wt.%) C Cr Ti V Si Mn Fe
Sample No. 1(STD11) 1.4~1.6 11~13 - 0.2~0.5 〈0.4 〈0.6 Bal.
Sample No. 2 1.50 12.0 2.0 0.40 0.60 0.60 Bal.
Sample No. 3 1.80 12.0 1.5 0.40 0.60 0.60 Bal.
Sample No. 4 1.80 12.0 2.0 0.40 0.60 0.60 Bal.
Sample No. 5 1.80 12.0 - 5.0 0.60 0.60 Bal.
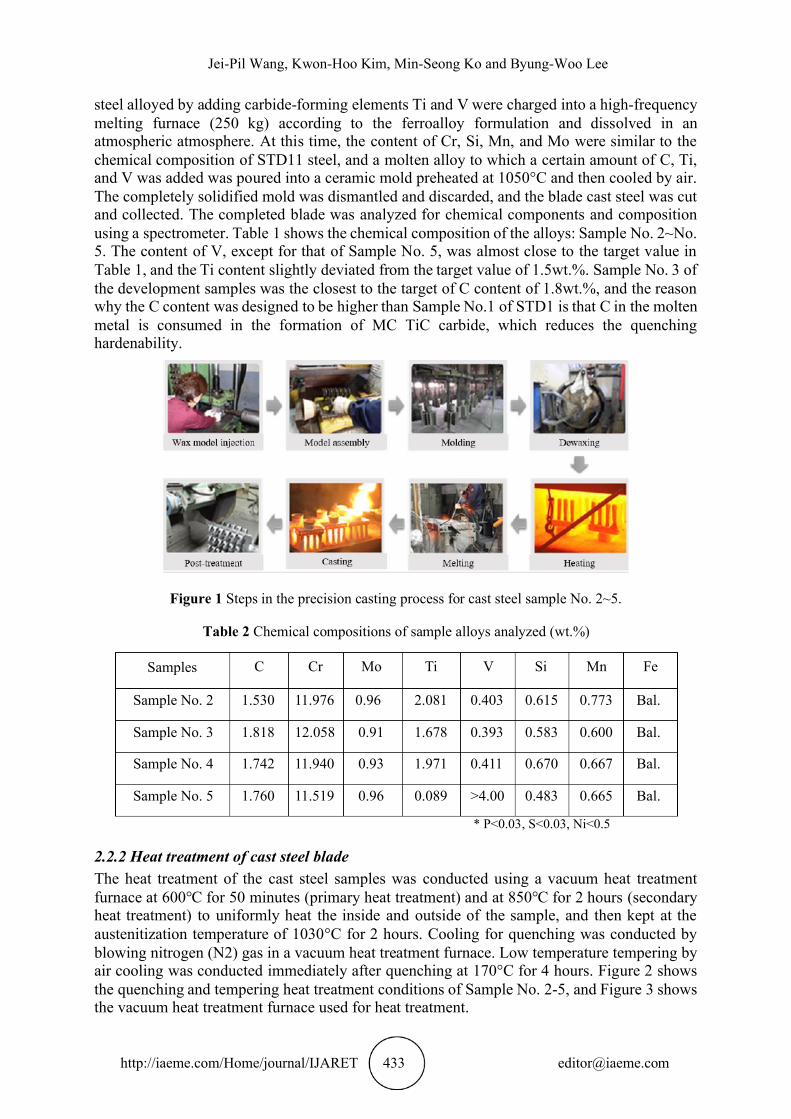
2.2 Methods 2.2.1 Precision casting of cast steel blade Figure 1 shows the precision casting process of cast steel alloyed by adding carbide-forming elements Ti and V. Precision casting was conducted with the cooperation of Daewon Tech, Co. Ltd, a specialized company. First, after accurately aligning the nozzle of the hydraulic injection machine with the mold inlet, the heated wax was injected into the blade mold to inject the blade wax model. The gate of the wax model was heated and bonded with an electric iron so that 4 pieces became one set, and at this time, they are uniformly assembled to facilitate cutting during dewaxing and post-treatment. The surface of the completed mold was repeatedly coated with refractory from the first coating (zircon sand) to the 6th to 7th coating (chamotte), and then dried. Next, to burn off the remaining wax on the dewaxed mold and increase the mold strength, it was sintered as 1050°C for molten metal injection. In the meantime, Sample No. 2~5, cast
Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee
ttp://iaeme.com/Home/journal/IJARET 433 [email protected] h
steel alloyed by adding carbide-forming elements Ti and V were charged into a high-frequency melting furnace (250 kg) according to the ferroalloy formulation and dissolved in an
atmospheric atmosphere. At this time, the content of Cr, Si, Mn, and Mo were similar to the chemical composition of STD11 steel, and a molten alloy to which a certain amount of C, Ti, and V was added was poured into a ceramic mold preheated at 1050°C and then cooled by air. The completely solidified mold was dismantled and discarded, and the blade cast steel was cut and collected. The completed blade was analyzed for chemical components and composition using a spectrometer. Table 1 shows the chemical composition of the alloys: Sample No. 2~No. 5. The content of V, except for that of Sample No. 5, was almost close to the target value in Table 1, and the Ti content slightly deviated from the target value of 1.5wt.%. Sample No. 3 of the development samples was the closest to the target of C content of 1.8wt.%, and the reason why the C content was designed to be higher than Sample No.1 of STD1 is that C in the molten
metal is consumed in the formation of MC TiC carbide, which reduces the quenching hardenability.
Figure 1 Steps in the precision casting process for cast steel sample No. 2~5.
Table 2 Chemical compositions of sample alloys analyzed (wt.%)
* P<0.03, S<0.03, Ni<0.5
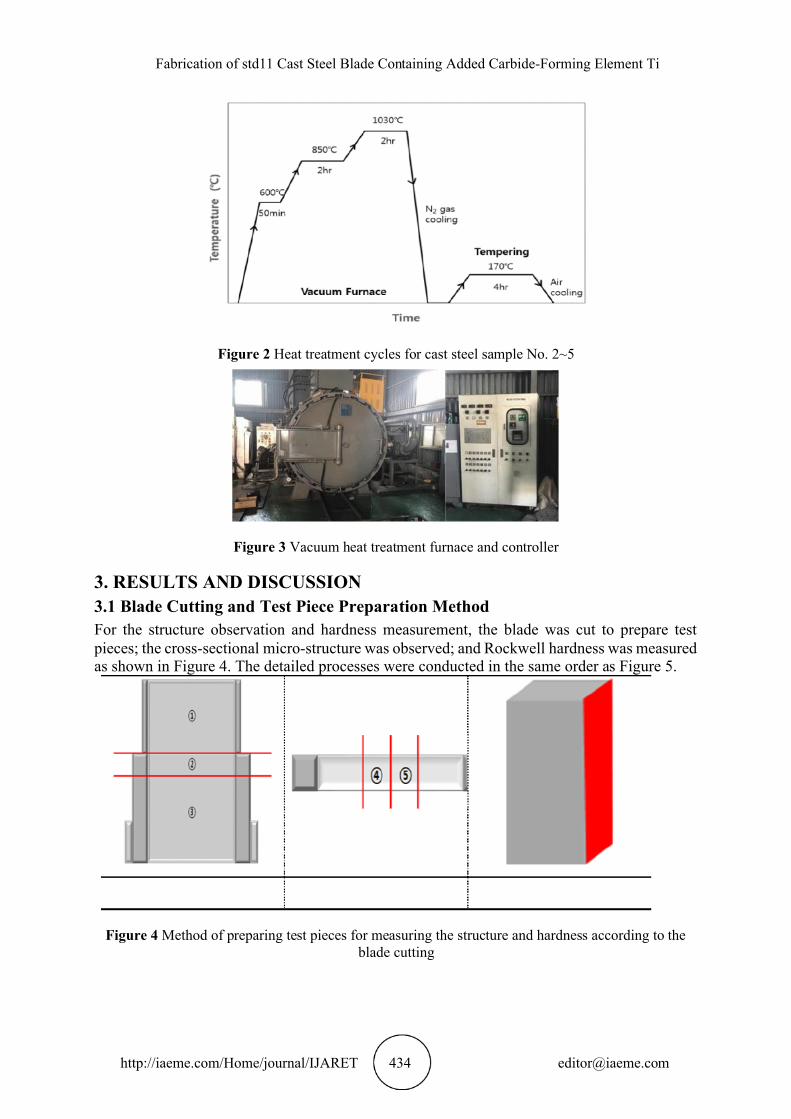
2.2.2 Heat treatment of cast steel blade The heat treatment of the cast steel samples was conducted using a vacuum heat treatment furnace at 600℃ for (primary heat treatment) and at 850℃ for 2 hours50 minutes (secondary heat treatment) to uniformly heat the inside and outside of the sample, and then kept at the austenitization temperature of 1030°C for 2 hours. Cooling for quenching was conducted by blowing nitrogen (N2) gas in a vacuum heat treatment furnace. Low temperature tempering by air cooling was conducted immediately after quenching at 170°C for 4 hours. Figure 2 shows the quenching and tempering heat treatment conditions of Sample No. 2-5, and Figure 3 shows the vacuum heat treatment furnace used for heat treatment.
Samples C Cr Mo Ti V Si Mn Fe
Sample No. 2 1.530 11.976 0.96 2.081 0.403 0.615 0.773 Bal.
Sample No. 3 1.818 12.058 0.91 1.678 0.393 0.583 0.600 Bal.
Sample No. 4 1.742 11.940 0.93 1.971 0.411 0.670 0.667 Bal.
Sample No. 5 1.760 11.519 0.96 0.089 >4.00 0.483 0.665 Bal.
Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element Ti
ttp://iaeme.com/Home/journal/IJARET 434 [email protected] h
Figure 2 Heat treatment cycles for cast steel sample No. 2~5
Figure 3 Vacuum heat treatment furnace and controller
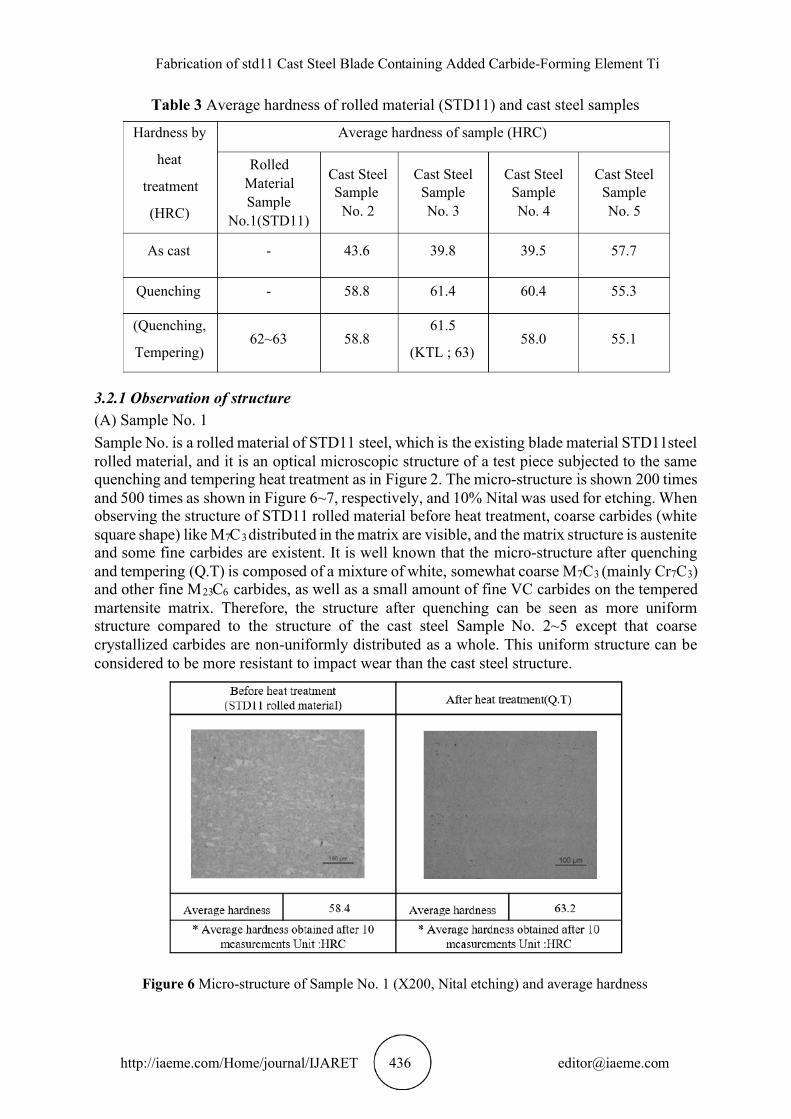
3 RESULTS AND DISCUSSION . 3.1 Blade Cutting and Test Piece Preparation Method For the structure observation and hardness measurement, the blade was cut to prepare test pieces; the cross-sectional micro-structure was observed; and Rockwell hardness was measured as shown in Figure 4. The detailed processes were conducted in the same order as Figure 5.
Figure 4 Method of preparing test pieces for measuring the structure and hardness according to the blade cutting
Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee
ttp://iaeme.com/Home/journal/IJARET 435 [email protected] h
Figure 5 Method of cutting blade sample and making test pieces
Structure observation and hardness measurement were conducted by dividing STD11 steel rolled material and cast steel Sample No.2~5 prepared by precision casting into the state of As cast, Quenching (Q), and Quenching and Tempering (Q.T), respectively. As the samples have a slightly higher hardness, they were cut using a high-speed cutter as shown in Figure 5, and after cutting the central part of the blade, each of the samples was cut into a size of 20 mm (length) X 10 mm (width). The test pieces were polished using sandpaper (emery paper), and the polishing was conducted sequentially using sandpaper No. 100, 320, 600, 800, 1000, 1200, 1500 and 2000. One of the two polished samples was etched using 10% Nital corrosion solution (10cc HNO3 + 90cc H2O), and then the structure was observed with an optical microscope. For the remaining samples, the hardness (HRC) was measured and the average value was obtained after 10 measurements.
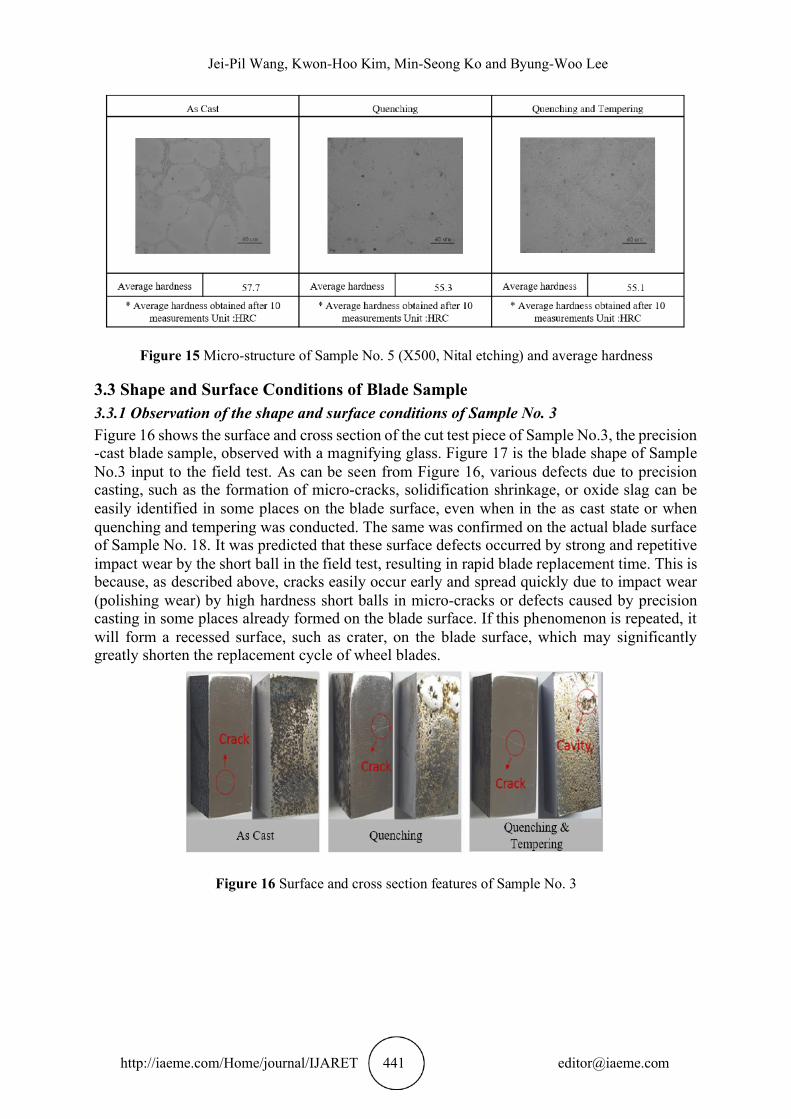
3.2 Hardness measurement and structure observation Table 3 shows the average hardness (HRC) of the rolled material (STD11) and cast steel
samples. As a result of the hardness measurement, it was found the hardness of Sample No. 5 with a large amount of added in the as cast state was as high as HRC57.7, but the rest of samples showed the lowest hardness in the as cast state, and as the matrix became martensitized by the subsequent quenching heat treatment, the hardness increased. Sample No. 5 with the highest C content. 3The quenching hardenability is the sample No. 3 with the highest C content showed
the most excellent quenching hardenability, indicating the highest hardness value, and accordingly, the final hardness by tempering thereafter was the highest in Sample No. 3 in terms of lab measurements. In addition, in the KTL (Korea Testing Laboratory) certification, average hardness of Sample No. 3 treated with quenching and tempering as HRC63, satisfying the quantitative target achievement level (HRC≥58). The samples that exceeded the hardness of the
existing STD11 steel rolled material were Sample No. 2 ~ 4, and Sample No.5 with a large amount of added V did not reach the target hardness.
Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element Ti
ttp://iaeme.com/Home/journal/IJARET 436 [email protected] h
Table 3 Average hardness of rolled material (STD11) and cast steel samples
Hardness by
heat
treatment
(HRC)
Average hardness of sample (HRC)
Rolled Material Sample
No.1(STD11)
Cast Steel Sample
No. 2
Cast Steel Sample No. 3
Cast Steel Sample No. 4
Cast Steel Sample No. 5
As cast - 43.6 39.8 39.5 57.7
Quenching - 58.8 61.4 60.4 55.3
(Quenching,
Tempering) 62~63 58.8
61.5
(KTL ; 63) 58.0 55.1
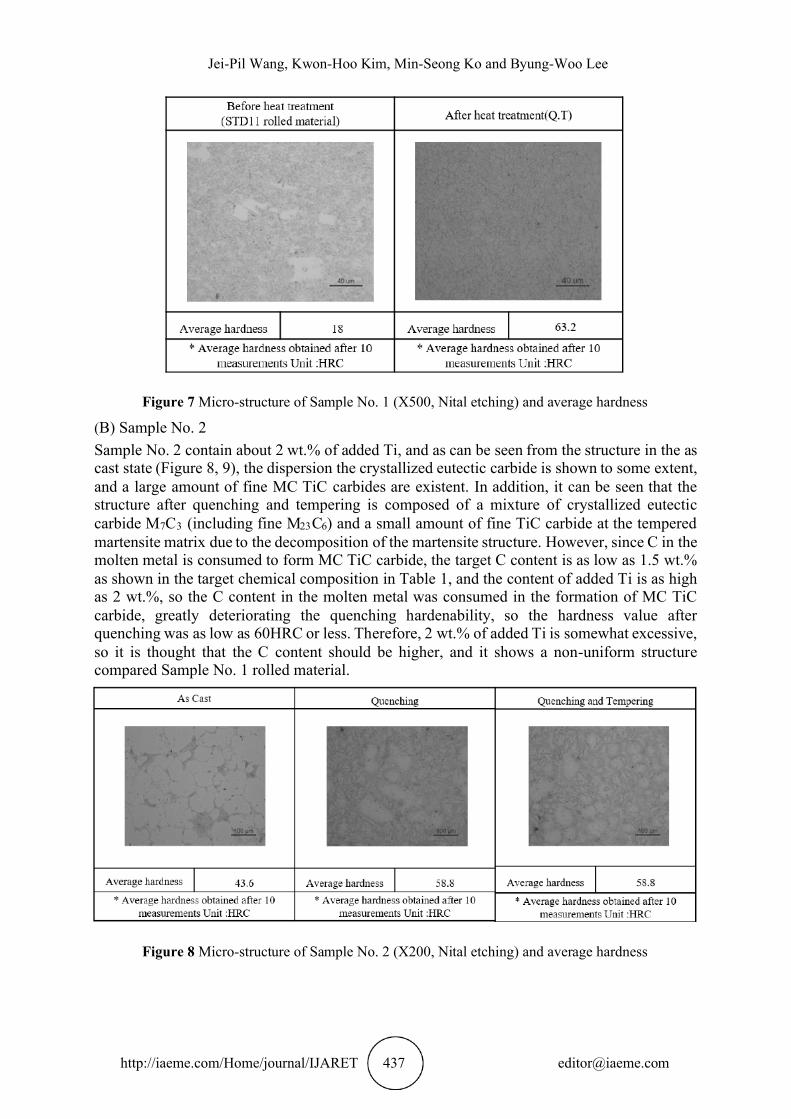
3.2.1 Observation of structure (A) Sample No. 1 Sample No. is a rolled material of STD11 steel, which is the existing blade material STD11steel rolled material, and it is an optical microscopic structure of a test piece subjected to the same quenching and tempering heat treatment as in Figure 2. The micro-structure is shown 200 times and 500 times as shown in Figure 6~7, respectively, and 10% Nital was used for etching. When observing the structure of STD11 rolled material before heat treatment, coarse carbides (white square shape) like M7C3 distributed in the matrix are visible, and the matrix structure is austenite and some fine carbides are existent. It is well known that the micro-structure after quenching and tempering (Q.T) is composed of a mixture of white, somewhat coarse M7C3 (mainly Cr7C3) and other fine M23C6 carbides, as well as a small amount of fine VC carbides on the tempered
martensite matrix. Therefore, the structure after quenching can be seen as more uniform structure compared to the structure of the cast steel Sample No. 2~5 except that coarse
crystallized carbides are non-uniformly distributed as a whole. This uniform structure can be considered to be more resistant to impact wear than the cast steel structure.
Figure 6 Micro-structure of Sample No. 1 (X200, Nital etching) and average hardness
Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee
ttp://iaeme.com/Home/journal/IJARET 437 [email protected] h
Figure 7 Micro-structure of Sample No. 1 (X500, Nital etching) and average hardness
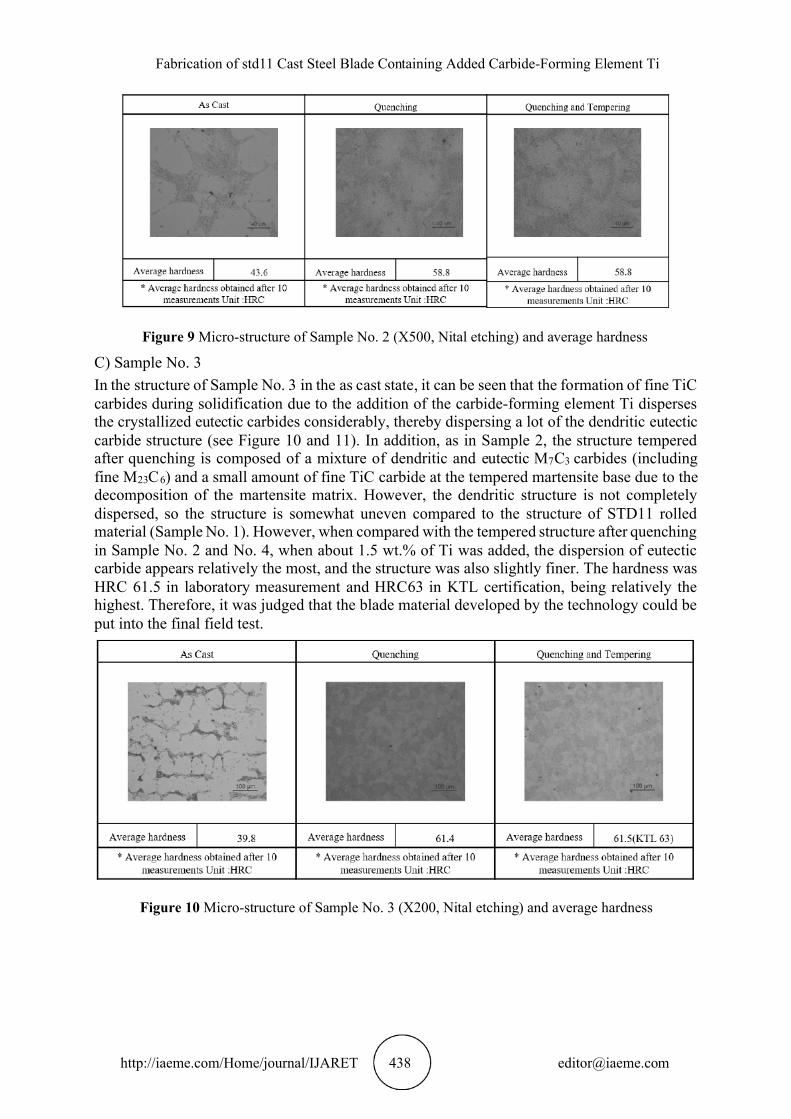
(B) Sample No. 2
Sample No. 2 contain about 2 wt.% of added Ti, and as can be seen from the structure in the as cast state (Figure 8, 9), the dispersion the crystallized eutectic carbide is shown to some extent, and a large amount of fine MC TiC carbides are existent. In addition, it can be seen that the
structure after quenching and tempering is composed of a mixture of crystallized eutectic carbide M7C3 (including fine M23C6) and a small amount of fine TiC carbide at the tempered martensite matrix due to the decomposition of the martensite structure. However, since C in the molten metal is consumed to form MC TiC carbide, the target C content is as low as 1.5 wt.% as shown in the target chemical composition in Table 1, and the content of added Ti is as high as 2 wt.%, so the C content in the molten metal was consumed in the formation of MC TiC
carbide, greatly deteriorating the quenching hardenability, so the hardness value after quenching was as low as 60HRC or less. Therefore, 2 wt.% of added Ti is somewhat excessive, so it is thought that the C content should be higher, and it shows a non-uniform structure compared Sample No. 1 rolled material.
Figure 8 Micro-structure of Sample No. 2 (X200, Nital etching) and average hardness
Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element Ti
ttp://iaeme.com/Home/journal/IJARET 438 [email protected] h
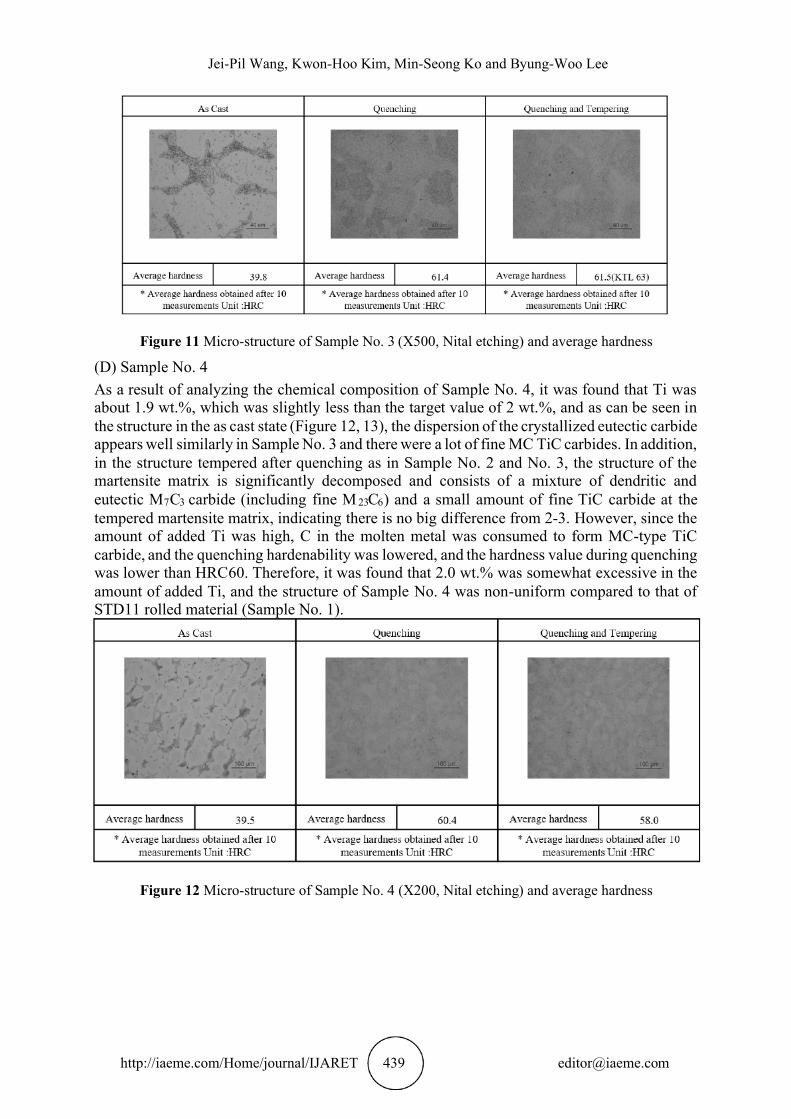
Figure 9 Micro-structure of Sample No. 2 (X500, Nital etching) and average hardness
C) Sample No. 3
In the structure of Sample No. 3 in the as cast state, it can be seen that the formation of fine TiC carbides during solidification due to the addition of the carbide-forming element Ti disperses the crystallized eutectic carbides considerably, thereby dispersing a lot of the dendritic eutectic carbide structure (see Figure 10 and 11). In addition, as in Sample 2, the structure tempered after quenching is composed of a mixture of dendritic and eutectic M7C3 carbides (including fine M23C6) and a small amount of fine TiC carbide at the tempered martensite base due to the decomposition of the martensite matrix. However, the dendritic structure is not completely dispersed, so the structure is somewhat uneven compared to the structure of STD11 rolled material (Sample No. 1). However, when compared with the tempered structure after quenching in Sample No. 2 and No. 4, when about 1.5 wt.% of Ti was added, the dispersion of eutectic carbide appears relatively the most, and the structure was also slightly finer. The hardness was HRC 61.5 in laboratory measurement and HRC63 in KTL certification, being relatively the highest. Therefore, it was judged that the blade material developed by the technology could be put into the final field test.
Figure 10 Micro-structure of Sample No. 3 (X200, Nital etching) and average hardness
Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee
ttp://iaeme.com/Home/journal/IJARET 439 [email protected] h
Figure 11 Micro-structure of Sample No. 3 (X500, Nital etching) and average hardness
(D) Sample No. 4
As a result of analyzing the chemical composition of Sample No. 4, it was found that Ti was about 1.9 wt.%, which was slightly less than the target value of 2 wt.%, and as can be seen in the structure in the as cast state (Figure 12, 13), the dispersion of the crystallized eutectic carbide appears well similarly in Sample No. 3 and there were a lot of fine MC TiC carbides. In addition, in the structure tempered after quenching as in Sample No. 2 and No. 3, the structure of the
martensite matrix is significantly decomposed and consists of a mixture of dendritic and eutectic M7C3 carbide (including fine M 23C6) and a small amount of fine TiC carbide at the tempered martensite matrix, indicating there is no big difference from 2-3. However, since the amount of added Ti was high, C in the molten metal was consumed to form MC-type TiC carbide, and the quenching hardenability was lowered, and the hardness value during quenching was lower than HRC60. Therefore, it was found that 2.0 wt.% was somewhat excessive in the amount of added Ti, and the structure of Sample No. 4 was non-uniform compared to that of STD11 rolled material (Sample No. 1).
Figure 12 Micro-structure of Sample No. 4 (X200, Nital etching) and average hardness
Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element Ti
ttp://iaeme.com/Home/journal/IJARET 440 [email protected] h
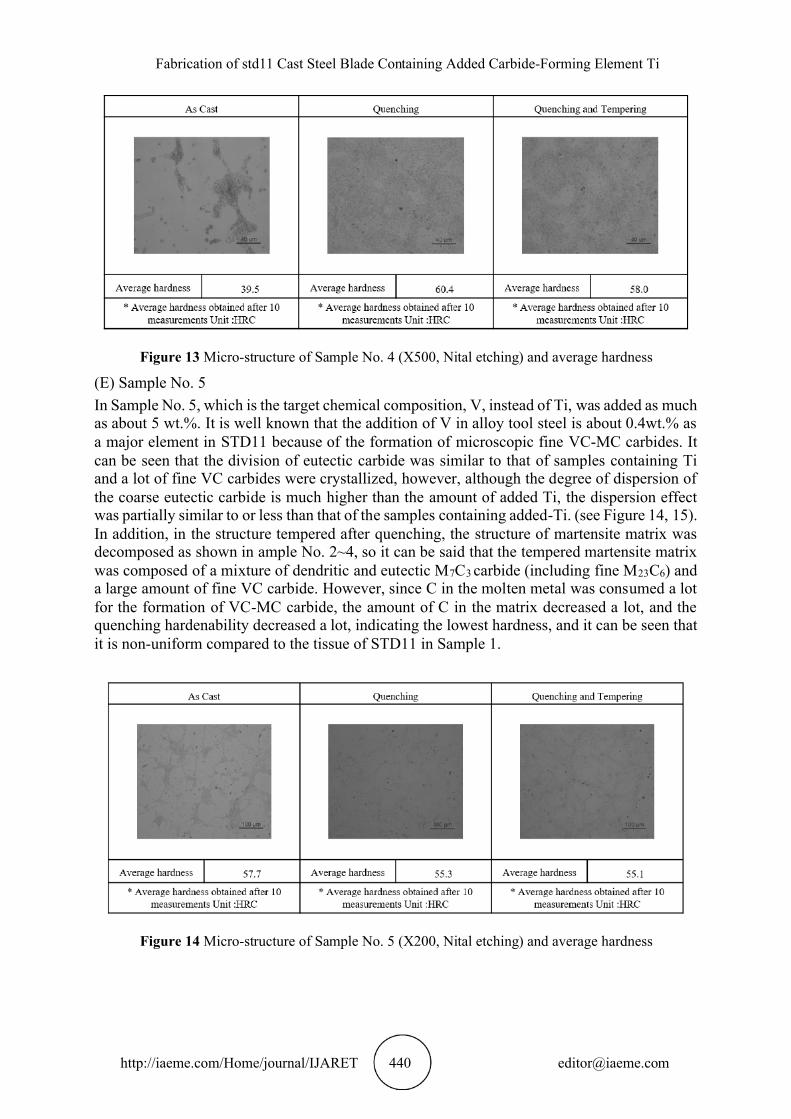
Figure 13 Micro-structure of Sample No. 4 (X500, Nital etching) and average hardness
(E) Sample No. 5
In Sample No. 5, which is the target chemical composition, V, instead of Ti, was added as much as about 5 wt.%. It is well known that the addition of V in alloy tool steel is about 0.4wt.% as a major element in STD11 because of the formation of microscopic fine VC-MC carbides. It can be seen that the division of eutectic carbide was similar to that of samples containing Ti and a lot of fine VC carbides were crystallized, however, although the degree of dispersion of the coarse eutectic carbide is much higher than the amount of added Ti, the dispersion effect was partially similar to or less than that of the samples containing added-Ti. (see Figure 14, 15). In addition, in the structure tempered after quenching, the structure of martensite matrix was decomposed as shown in ample No. 2~4, so it can be said that the tempered martensite matrix was composed of a mixture of dendritic and eutectic M7C3 carbide (including fine M23C6) and a large amount of fine VC carbide. However, since C in the molten metal was consumed a lot for the formation of VC-MC carbide, the amount of C in the matrix decreased a lot, and the quenching hardenability decreased a lot, indicating the lowest hardness, and it can be seen that it is non-uniform compared to the tissue of STD11 in Sample 1.
Figure 14 Micro-structure of Sample No. 5 (X200, Nital etching) and average hardness
Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee
ttp://iaeme.com/Home/journal/IJARET 441 [email protected] h
Figure 15 Micro-structure of Sample No. 5 (X500, Nital etching) and average hardness
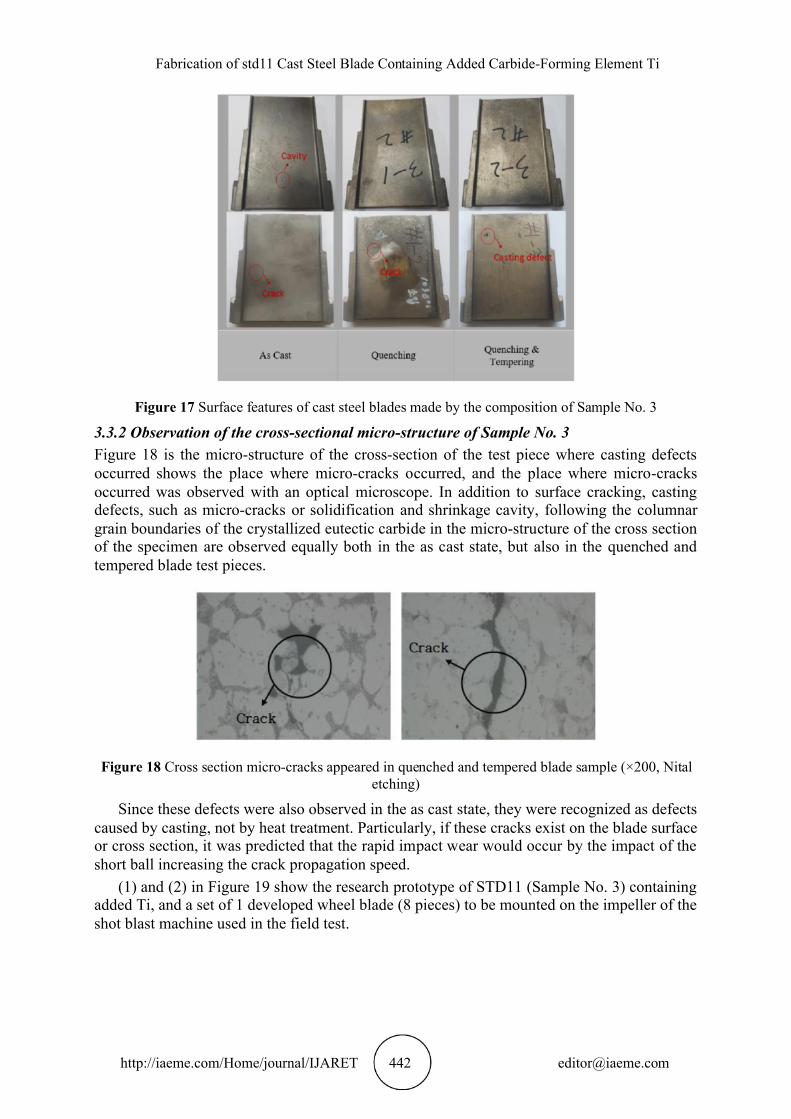
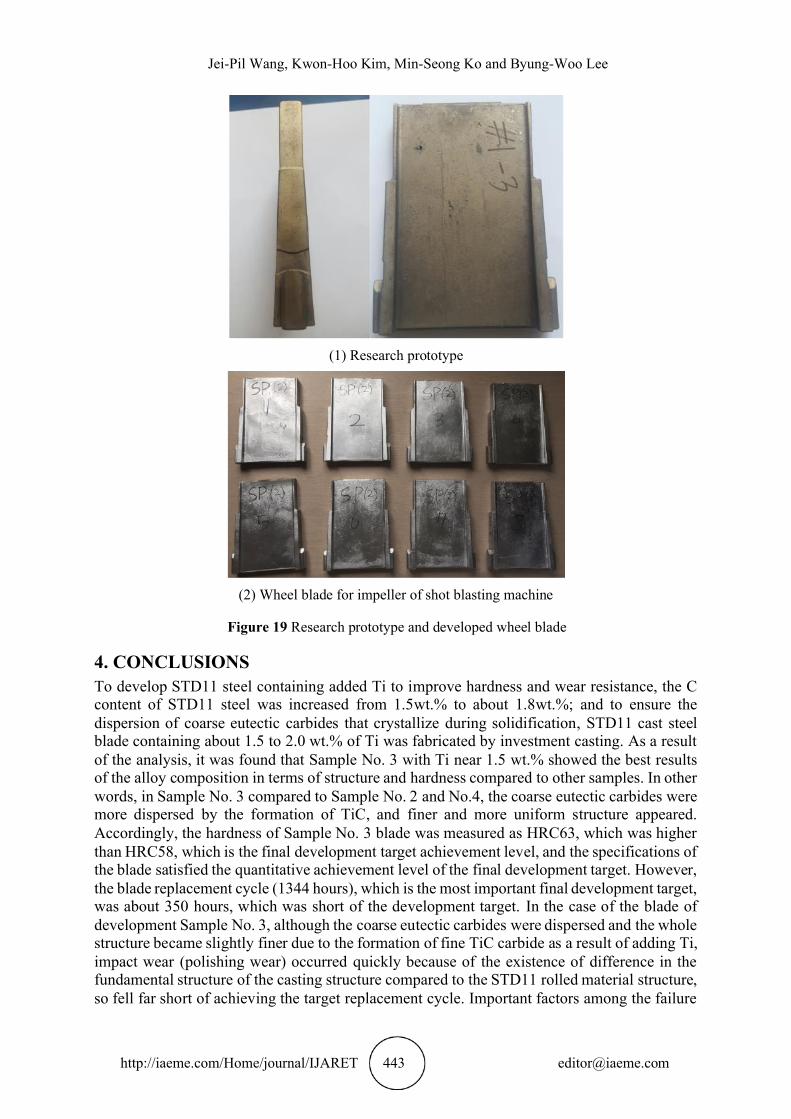
3.3 Shape and Surface Conditions of Blade Sample 3.3.1 Observation of the shape and surface conditions of Sample No. 3 Figure 16 shows the surface and cross section of the cut test piece of Sample No.3, the precision -cast blade sample, observed with a magnifying glass. Figure 17 is the blade shape of Sample No.3 input to the field test. As can be seen from Figure 16, various defects due to precision casting, such as the formation of micro-cracks, solidification shrinkage, or oxide slag can be easily identified in some places on the blade surface, even when in the as cast state or when quenching and tempering was conducted. The same was confirmed on the actual blade surface of Sample No. 18. It was predicted that these surface defects occurred by strong and repetitive impact wear by the short ball in the field test, resulting in rapid blade replacement time. This is because, as described above, cracks easily occur early and spread quickly due to impact wear (polishing wear) by high hardness short balls in micro-cracks or defects caused by precision casting in some places already formed on the blade surface. If this phenomenon is repeated, it will form a recessed surface, such as crater, on the blade surface, which may significantly greatly shorten the replacement cycle of wheel blades.
Figure 16 Surface and cross section features of Sample No. 3
Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element Ti
ttp://iaeme.com/Home/journal/IJARET 442 [email protected] h
Figure 17 Surface features of cast steel blades made by the composition of Sample No. 3
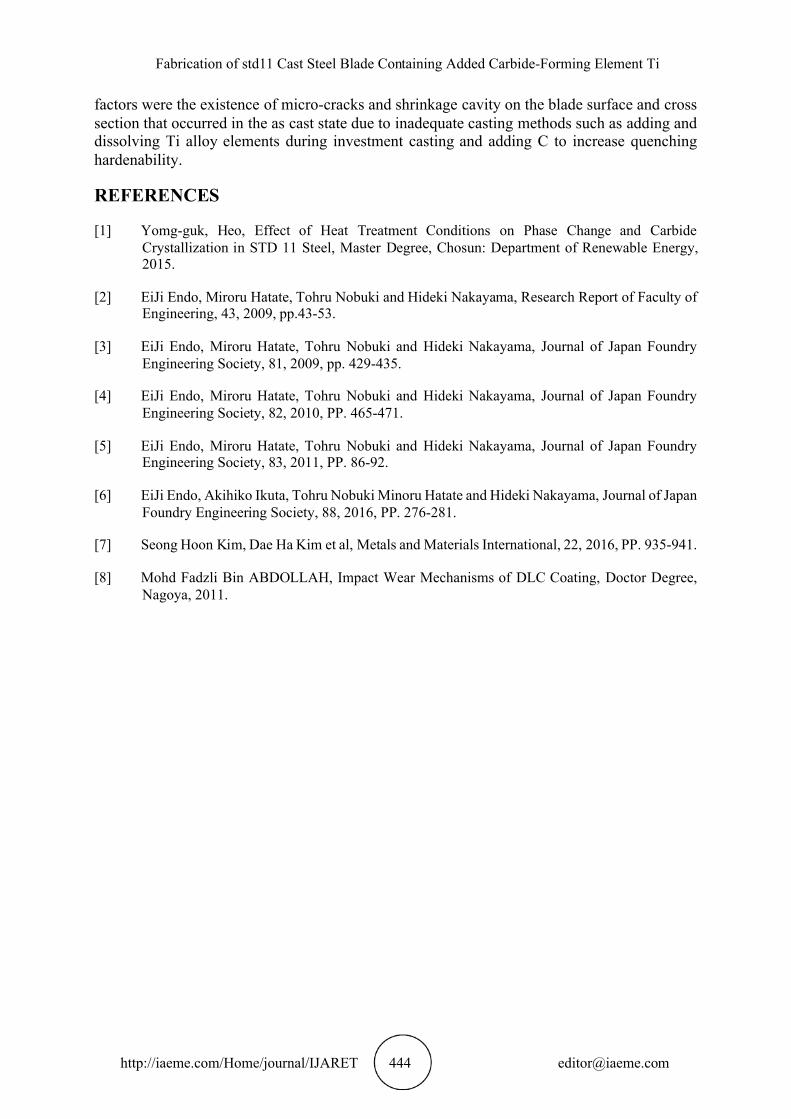
3.3.2 Observation of the cross-sectional micro-structure of Sample No. 3 Figure 18 is the micro-structure of the cross-section of the test piece where casting defects
occurred shows the place where micro-cracks occurred, and the place where micro-cracks occurred was observed with an optical microscope. In addition to surface cracking, casting defects, such as micro-cracks or solidification and shrinkage cavity, following the columnar grain boundaries of the crystallized eutectic carbide in the micro-structure of the cross section of the specimen are observed equally both in the as cast state, but also in the quenched and tempered blade test pieces.
Figure 18 Cross section micro-cracks appeared in quenched and tempered blade sample (×200, Nital etching)
Since these defects were also observed in the as cast state, they were recognized as defects caused by casting, not by heat treatment. Particularly, if these cracks exist on the blade surface or cross section, it was predicted that the rapid impact wear would occur by the impact of the short ball increasing the crack propagation speed.
(1) and (2) in Figure 19 show the research prototype of STD11 (Sample No. 3) containing added Ti, and a set of 1 developed wheel blade (8 pieces) to be mounted on the impeller of the shot blast machine used in the field test.
Jei-Pil Wang, Kwon-Hoo Kim, Min-Seong Ko and Byung-Woo Lee
ttp://iaeme.com/Home/journal/IJARET 443 [email protected] h
(1) Research prototype
(2) Wheel blade for impeller of shot blasting machine
Figure 19 Research prototype and developed wheel blade
4. CONCLUSIONS To develop STD11 steel containing added Ti to improve hardness and wear resistance, the C
content of STD11 steel was increased from 1.5wt.% to about 1.8wt.% and to ensure the ; dispersion of coarse eutectic carbides that crystallize during solidification, STD11 cast steel blade containing about 1.5 to 2.0 wt.% of Ti was fabricated by investment casting. As a result of the analysis, it was found that Sample No. 3 with Ti near 1.5 wt.% showed the best results of the alloy composition in terms of structure and hardness compared to other samples. In other words, in Sample No. 3 compared to Sample No. 2 and No.4, the coarse eutectic carbides were
more dispersed by the formation of TiC, and finer and more uniform structure appeared. Accordingly, the hardness of Sample No. 3 blade was measured as HRC63, which was higher than HRC58, which is the final development target achievement level, and the specifications of the blade satisfied the quantitative achievement level of the final development target. However, the blade replacement cycle (1344 hours), which is the most important final development target, was about 350 hours, which was short of the development target. In the case of the blade of development Sample No. 3, although the coarse eutectic carbides were dispersed and the whole structure became slightly finer due to the formation of fine TiC carbide as a result of adding Ti, impact wear (polishing wear) occurred quickly because of the existence of difference in the fundamental structure of the casting structure compared to the STD11 rolled material structure, so fell far short of achieving the target replacement cycle. Important factors among the failure
Fabrication of std11 Cast Steel Blade Containing Added Carbide-Forming Element Ti
ttp://iaeme.com/Home/journal/IJARET 444 [email protected] h
factors were the existence of micro-cracks and shrinkage cavity on the blade surface and cross section that occurred in the as cast state due to inadequate casting methods such as adding and dissolving Ti alloy elements during investment casting and adding C to increase quenching hardenability.
REFERENCES
[1] Yomg-guk, Heo, Effect of Heat Treatment Conditions on Phase Change and Carbide Crystallization in STD 11 Steel, Master Degree, Chosun: Department of Renewable Energy, 2015.
[2] EiJi Endo, Miroru Hatate, Tohru Nobuki and Hideki Nakayama, Research Report of Faculty of Engineering, 43, 2009, pp.43-53.
[3] EiJi Endo, Miroru Hatate, Tohru Nobuki and Hideki Nakayama, Journal of Japan Foundry Engineering Society, , 2009, pp. 429-435. 81
[4] EiJi Endo, Miroru Hatate, Tohru Nobuki and Hideki Nakayama, Journal of Japan Foundry Engineering Society, , 2010, PP. 465-471. 82
[5] EiJi Endo, Miroru Hatate, Tohru Nobuki and Hideki Nakayama, Journal of Japan Foundry Engineering Society, , 2011, PP. 86-92. 83
[6] EiJi Endo, Akihiko Ikuta, Tohru Nobuki Minoru Hatate and Hideki Nakayama, Journal of Japan Foundry Engineering Society, 88, 2016, PP. 276-281.
[7] Seong Hoon Kim, Dae Ha Kim et al, Metals and Materials International, 22, 2016, PP. 935-941.
[8] Mohd Fadzli Bin ABDOLLAH, Impact Wear Mechanisms of DLC Coating, Doctor Degree, Nagoya, 2011.




















