
EXTRACCIÓN Y REFINACIÓN DE ACEITE CRUDO DE PESCADO
41
EXTRACCIÓN Y REFINACIÓN DE ACEITE CRUDO DE PESCADO Profesor: M. Sc. David Roldán Acero [email protected] FACULTAD DE PESQUERÍA UNIVERSIDAD NACIONAL AGRARIA LA MOLINA
Transcript of EXTRACCIÓN Y REFINACIÓN DE ACEITE CRUDO DE PESCADO

EXTRACCIÓN Y REFINACIÓN DE ACEITE CRUDO
DE PESCADO
Profesor: M. Sc. David Roldán Acero
FACULTAD DE PESQUERÍA
UNIVERSIDAD NACIONAL AGRARIA LA MOLINA
BREVE HISTORIA DE LA INDUSTRIA DE ACEITE DE PESCADO
Hasta principios de la década del 60, el aceite era obtenido de la semilla de algodón
A mediados de la década del 60, disminuyen las áreas de cultivo de algodón y se incrementó el consumo de aceite debido a una mayor población; ante ello el aceite de pescado se presentó como una alternativa de solución.
A principios de 1970, estudios experimentales lograron hidrogenar selectivamente el aceite de pescado y se obtuvo el aceite líquido modificado de pescado (ALMP). El Instituto de nutrición realizó las pruebas de metabolismo, digestibilidad, crecimiento y toxicidad del ALMP.
En 1972, el gobierno autorizó utilizar hasta un máximo de 30% ALMP para la producción de aceite compuesto. En 1975 se incrementó el uso hasta 40% como máximo
En 1980 el aceite hidrogenado de pescado fue utilizado en la producción de grasas de consumo humano (manteca y margarina). También fue utilizado en la elaboración de productos industriales como jabón y detergentes
En la década del 90 es utilizado en la formulación de dietas para animales como fuente de energía de primera calidad. El aceite de pescado pasó de ser un subproducto de la producción de harina de pescado a un producto final que genera un ingreso adicional.
Se demostró que los ácidos grasos del tipo omega 3, especialmente el ácido graso Eicosapentaenoico (EPA) y el Docosahexaenoico (DHA) presentes en el aceite de pescado, permiten reducir y evitar la acumulación de colesterol en la sangre; por ello actualmente se recomienda el consumo de aceite de pescado y sus ácidos grasos poliinsaturados.

DEFINICIÓN
Aceites y Grasas Mezclas de ésteres triglicéridos de ácidos grasos
Son de origen animal o vegetal
Se obtienen por presión, fusión o uso de solventes
La estructura química de un aceite o grasa es la siguiente:
ESTER = ALCOHOL + ACIDO
ACEITE / GRASA = PROPANOTRIOL + ACIDO GRASO
La ecuación desarrollada de esterificación es la siguiente:
CH2OH HOOC.R1 CH2.OOC.R1
CHOH + HOOC.R2 CH.OOC.R2 + 3H2O
CH2OH HOOC.R3 CH2.OOC.R3
Glicerina ácidos grasos Aceite o grasa
Donde R1, R2 y R3 son los radicales de ácidos grasos.
LA DIFERENCIA ENTRE UN ACEITE Y UNA GRASA ESTA DEFINIDA POR LA COMPOSICION CUALITATIVA Y CUANTITATIVA DE SUS ACIDOS GRASOS, EN
ESPECIAL, POR LA PROPORCION DE SUS COMPONENTES
FUENTES DE LOS ACEITES Y GRASAS
Son de origen animal o vegetal
Se encuentran formando parte de la composición de los animales y de las plantas
Semillas oleaginosas como: el algodón, soja, maíz, maní, etc.
Aceites vegetales
Frutos oleaginosos, de mayor importancia: palma, olivo, coco
Cerdos y Vacas
Grasas de animales terrestres
Otros animales domésticos
anchoveta, sardina, jurel, caballa y machete
Aceite de especies marinas hígado de pescado (bacalao)
mamíferos marinos
Anchoveta

CARACTEÍSTICAS GENERALES DEL ACEITE DE PESCADO
Tiene una composición química compleja que depende de diversos factores, como la
estructura de ácidos grasos, los cuales varían considerablemente en función de la
especie de pescado y, en cierta medida, de la composición del plancton con que éste
se alimentó y de la época del año. Todo ello influye en las propiedades del aceite tanto
para sus aplicaciones comestibles como en las técnicas para elaborarlo.
Los aceites de pescado se prestan a una fácil oxidación y se puede alterar hasta
rancidez durante la extracción y el almacenamiento; esta oxidación se acelera por el
calor, la luz y la presencia de catalizadores y puede ser contrarrestada administrando
antioxidantes, o almacenándolos en lugares oscuros.
Debido a sus propiedades nutritivas, entre ellas su gran valor energético, los aceites
resultan elementos indispensables en el régimen de alimentación de hombres y
animales, además de que contienen vitaminas solubles A, D y E.
Los aceites de pescado tienen multitud de aplicaciones; se utilizan principalmente en
la industria de la margarina, grasas de pastelería y aceites comestibles, y para esto se
decoloran; además, gracias a la diversidad de sus propiedades resultan útiles para
otros procesos, en particular para elaborar barnices y aceites secantes. Actualmente
se emplean sus ácidos grasos de tipo Omega en farmacia y medicina y con fines de
investigación científica.

IMPORTANCIA
Los ácidos grasos Omega-3 y omega-6 son conocidos como ácidos grasos esenciales debido a que son importantes para la buena salud, pero el cuerpo no puede producirlos por sí solo, de tal manera que los debe obtener de los alimentos, tales como pescado de agua fría, incluyendo el atún, el salmón y la caballa. También se encuentran en los vegetales de hoja verde, aceite de semillas de linaza y ciertos aceites vegetales.
Se ha demostrado experimentalmente que el consumo de grandes cantidades de omega-3 aumenta considerablemente el tiempo de coagulación de la sangre, lo cual explica por qué en comunidades que consumen muchos alimentos con omega-3 (esquimales, japoneses, etc.) la incidencia de enfermedades cardiovasculares es sumamente baja. Algunas experiencias sugieren también que el consumo de omega-3 tiene efectos benéficos sobre el cerebro. El omega-3 es un objetivo añadido a ciertos alimentos funcionales que son enriquecidos artificialmente con omega-3 como puede ser la leche, la leche de soya, los huevos, etc.

NOMENCLATURA
La nomenclatura de los ácidos grasos se realiza considerando la numeración que se les da a los átomos de carbono, desde el carbono del grupo carboxilo terminal según la siguiente estructura:
3 2 1
CH3 - (C H2)n - CH2 - CH2 - COOH
Los átomos de carbono 2 y 3 frecuentemente son referidos como alfa y beta, respectivamente. El átomo de carbón metílico al final de la cadena carbonada es llamada carbono omega. La posición de un doble enlace es representada por el símbolo . Seguido de un superíndice numerario. Por ejemplo, cis - 9, lo que significa que hay un doble enlace cis entre los carbones 9 y 10.
Alternativamente, la posición de un doble enlace puede ser denotado contando desde el carbono terminal considerando al carbono omega con el número uno. Un ácido graso Omega-3, por ejemplo tiene la siguiente estructura:
1 2 3
CH3 - CH2 - CH = CH - CH2 - R - COOH
ACIDOS GRASOS DE TIPO OMEGA ()

ACIDOS GRASOS POLIINSATURADOS EN ACEITES DE PESCADO
La relación de los principales ácidos grasos poli insaturados presentes en los aceites de pescado son los siguientes:
Nombre común Nombre químico Fórmula global Omega
Oleico 9-octodecenoico C18H34O2 9
Linoleico 9,12-octodecadienoico C18H34O2 6
Linolénico 9,12,15-octadecatrienoico C18H34O2 3
EPA 5,8,11,14,17-eicosapentanoico C20H30O2 3
Araquidónico 5,8,11,14-eicosatetraenoico C20H32O2 6
DHA 4,7,10,13,16,19-docosahexaenoico C22H32O2 3
Clupanodónico 4,8,12,15,19-docosapentaenoico C22H34O2 3

La Familia de omega-3
Forman parte de la estructura de las neuronas, cerebro, retina y nervios
periféricos
Son suplementarios durante la etapa fetal por la madre a través de la placenta y al
nacer por la leche materna
Ayudan a un buen desarrollo y crecimiento del tejido cerebral, a combatir el
cáncer, desarrollo de la vista y funciones del tejido celular, ayudan a regular la
presión sanguínea, la viscosidad de la sangre, enfermedades cardiovasculares,
trombosis, inflamaciones y artritis.
La Familia de omega-6
Esencial para el recubriendo de las células del organismo y participa en
actividades hormonales e inmunológicas
Son indispensables para mantener la piel en estado saludable, ayudándola a
mantenerse suave y flexible además de protegerla de infecciones, regulando su
temperatura y pérdida de agua.

Acido eicosapentaenoico (EPA)
Es miembro de la familia de ácidos grasos omega-3 y se origina de la prostaglandina, la cual controla la circulación de la sangre al igual que otras funciones arteriales. Por otro lado ayuda a reducir el colesterol de baja densidad y ayuda a elevar los niveles de colesterol de alta densidad.
Por otro lado, la prostaglandina es directamente responsable de la producción de plaquetas en la sangre, las cuales actúan como “parches” reforzando las arterias y venas que permiten una buena circulación de la sangre, particularmente en los pequeños capilares del corazón, combate la trombosis y enfermedades del sistema circulatorio.
Ácido Eicosapentaenoico

Acido docosahexaenoico (DHA)
La importancia de este ácido graso radica en que es componente de los tejidos cerebrales del hombre y de la retina de los ojos, además ayuda en la transmisión de impulsos nerviosos al sistema nervioso central.
Las investigaciones realizadas sobre el uso de ácidos grasos de tipo omega en la alimentación humana, indican que el consumo de algún ácido graso omega en especial no es suficiente para mostrar efectos positivos a la salud, al parecer ello se lograría por la proporción o relación que presentan los contenidos de ácidos grasos omega-6 respecto a los omega-3, en los alimentos.
Ácido Docosahexaenoico

EXTRACCION INDUSTRIAL DE ACEITE CRUDO DE PESCADO
En la industria, la producción de aceite de pescado se puede realizar mediante tres métodos:
• Método de extracción por prensado mecánico.
• Método de extracción con solventes.
• Método de extracción por calentamiento o fusión.
Método de extracción por prensado mecánico
Este método corresponde a la línea de licores del procesamiento de producción de harina de pescado.
Método de extracción por solventes
Este método tiene como fundamento la difusión de la materia. Los factores que intervienen en este método de extracción de aceite y que están relacionados con el solvente son:
• Tipo de solvente.
• Cantidad de solvente.
• Tiempo de extracción.
• Temperatura del solvente.
Método de extracción por calentamiento o fusión
Procedimiento antiguo
Utilizado para aprovechar el tejido adiposo subcutáneo de ciertos mamíferos marinos
COMPONENTES DEL ACEITE CRUDO DE PESCADO
Aceite crudo Glicéridos
Otras sustancias o “impureza”
Impurezas:
1. Partículas insolubles. Se incluyen: Restos de materia prima, mucílagos, polvo, materias minerales y trazas de humedad. Son separadas del aceite por medios mecánicos, sedimentación, filtración o centrifugación.
2. Materias en suspensión coloidal: Se incluyen: Fosfolípidos (cefalina y lecitina), hidratos de carbono, mucílagos y complejos proteicos. Son separados con vapor, agua caliente o electrolitos, seguidos de una sedimentación, centrifugación o filtración. Se pueden utilizar adsorbentes u otros agentes depuradores.
3. Materias solubles: Se incluyen: ácidos grasos libres*, mono y diglicéridos, materias colorantes (carotenoides y clorofila), cetonas y aldehídos, esteroles y otras todavía no bien conocidas. Son separados con procedimientos de neutralización, lavado, decoloración con sustancias adsorbentes y winterización
* cuantitativamente el de mayor importancia

El término refinación de aceite involucra una serie de operaciones realizadas con la finalidad de eliminar las impurezas presentes en el aceite crudo. La refinación de aceite crudo de pescado incluye las siguientes operaciones :
Defangado
Degomado Lecitina comercial
acido graso
Pasta de neutralización
glicerina
Estearina comercial
Envasado
Almacenado
Decolorado
Filtrado
Winterizado
Deodorizado
Aceite crudo de pescado
Depurado
Neutralizado
Lavado y secado
FLUJO GENERAL DE REFINACION
DE ACEITE DE PESCADO
REFINACIÓN DE ACEITE CRUDO
DE PESCADO

DEPURADO
Proceso realizado con la finalidad de retirar los compuestos insolubles en el aceite. Se conoce que los sólidos orgánicos residuales en presencia de agua constituyen un excelente medio de cultivo para el crecimiento microbiano y la actividad hidrolítica en el aceite que puede ocasionar:
. Aumento de la acidez
. Aceites con > 3.0 % ácidos grasos libres son considerados de baja calidad
. Disminución del valor comercial.
enzima
C3H5(OOCR)3 + 3HOH C3H5(OH)3 + 3HOOCR
Triglicérido glicerol ácido graso libre
Con el depurado se eliminan:
. Restos sólidos
. Mucílagos, fosfátidos, materias minerales
. Trazas de humedad y restos de solvente

• Defangado = pulido del aceite
elimina por centrifugación restos sólidos residuales de la materia prima
• Desgomado = eliminación por floculación y centrifugación de mucílagos y fosfátidos
Se realiza normalmente en aceite vegetal, en aceites de pescado, solo con sardina (>0,8%) para obtener Lecitina comercial
Problemas de no retirar lecitina:
• Posible decantación en los tanques de almacenamiento,
• Pérdidas elevadas de refinación,
• Dificultad de conservación (acción microbiana),
• Formación de espumas al calentar el aceite.
Por otra parte, la lecitina tiene valor comercial como:
• Emulsionante, en la industria de margarina y chocolate
• Estabilizante, en la industria de bebidas,
• Dispersante, en la industria de pinturas,
• Homogeneizante, en la industria textil y en medicina

Procedimiento del desgomado
La separación de los mucílagos y fosfátidos se puede realizar de la siguiente forma
Utilizando agua y ácido fosfórico
Procedimiento más utilizado a nivel local
Utiliza un tanque con agitación mecánica y sistemas de vapor
El aceite crudo es calentado hasta aproximadamente 80 °C y se mezcla con solución de ácido cítrico o fosfórico (100 ppm). Las gomas lleguen a ser hidratadas (flóculos) y apartadas del aceite.
Relación 5:1, aceite : solución, a la misma temperatura.
Agitación durante 10 a 15 minutos
Durante el proceso ocurre la siguiente reacción:
Fosfátidos + Acido Fosfórico Esteres de ácido Fosfórico + Acido Graso
Reposo para facilitar hidratación (floculación) y precipitación o centrifugación para separar las fases formadas: sólidos, agua y aceite
Parte sólida = lecitina comercial

PROCESO DE DESGOMADO DE ACEITE CRUDO
NEUTRALIZADO
Se conoce que por hidrólisis el aceite se desdobla en
Glicerina se descompone
Ácidos grasos libres aumenta la acidez
incrementa pérdidas de aceite
Neutralizado es un proceso realizado para retirar ácidos grasos libres del aceite depurado, tiene por finalidad reducir la acidez del aceite hasta los límites aceptados para aceites refinados (0,05% agl).
Proceso químico también conocido como saponificación
La reacción permite la formación de una sal conocida como jabón
Agentes neutralizantes:
Álcalis cáusticos, mixtos
Carbonatos
Sustancias amoniacales y sódicas
Etapa más difícil puede producir pérdidas elevadas
Puede comprometer la calidad final del aceite refinado

Actualmente la neutralización con soda cáustica es el método más usado por:
. Sencillez de su procedimiento
. Sencillez de la instalación
. Reducido costo operativo
Neutralización con álcalis cáusticos
El álcali más empleado es el hidróxido de sodio o soda cáustica. Neutraliza y decolora simultáneamente. Puede saponificar parte del aceite neutro
En sistemas continuos se utiliza carbonato y bicarbonato de sodio.
Reacción química de la saponificación es reversible. Las condiciones de presión y temperatura, determinan la dirección de la reacción
R - COOH + NaOH <=====> R - COONa + H2O
Presión atmosférica y temperatura de 60 - 80 C = saponificación
Presión alta (30 atmósferas) y elevada temperatura (>200° C) = hidrólisis
Por ser reversible la saponificación, es influenciada por
. La pureza del aceite o grasa
. La temperatura del proceso de neutralización
. Concentración de la solución alcalina
. Tiempo de saponificación

Neutralización empleando soluciones cáusticas fuertes
Cuando se trabaja con soluciones cáusticas fuertes, la concentración de la lejía (solución
de hidróxido de sodio) varía entre 12 y 20 Be.
Muy utilizado en la neutralización de aceites de pescado
En el País es un procedimiento discontinuo
Industrialmente la neutralización puede realizarse según tres procedimientos:
. Empleando soluciones cáusticas fuertes o concentradas.
. Empleando soluciones cáusticas débiles.
. Empleando soluciones cáusticas mixtas.
Selección de la solución de soda
Es necesario ensayos previos
. Para valorar materia prima inicial
. Proyección de resultados
Métodos utilizados de la American Oil Chemist Society

En planta, inicialmente se obtiene el índice de acidez del aceite crudo o depurado, según la siguiente relación:
I. A. = 56.11 * A * B * f
w
Donde:
A = gasto del KOH de la muestra
B = normalidad de la solución de KOH
f = factor de corrección de la solución de KOH
w = peso de la muestra
El porcentaje de ácidos grasos libres se obtiene de la siguiente forma:
Ácidos grasos libres (%) = I. A. x PM ácido oleico x 100
PM KOH 1000
PM ácido oleico : 282.27
PM KOH : 56.11
Reemplazando:
Ácidos grasos libres (%) = I. A. x 0.5030

PARA TENER EN CUENTA
Normalmente la cantidad estequiométrica de lejía no es suficiente para
neutralizar toda la acidez orgánica presente en el aceite porque parte de dicha
lejía se utiliza para extraer las gomas residuales, sustancias colorantes y
saponificación parcial de los glicéridos. En la práctica se agrega una cantidad
mayor que la calculada.
Es frecuente encontrar que las unidades de la concentración de las lejías para
neutralizar aceites estén dadas en: densidad (d), grados Baumé (°B), Normalidad (N) o
porcentaje en solución (%).
Es común utilizar una de las series de lejías entre 12 y 20 Be clasificadas de dos en
dos grados. Es recomendado emplear lejías de 12 o 14 Be para aceites de baja
acidez.

La Tabla I muestra el contenido real de hidróxido de sodio, de diferentes lejías utilizadas para la
neutralización del aceite
TABLA 1: CONCENTRACION DE DIFERENTES TIPOS DE LEJIAS
Be d % NaOH Normalidad
en solución aproximada
2 1,014 1,20 0,30
4 1,029 2,50 0,62
6 1,046 3,79 0,95
8 1,060 5,20 1,30
10 1,075 6,58 1,65
12 1,091 8,07 2,00
14 1,108 9,50 2,37
16 1,125 11,06 2,76
18 1,142 12,69 3,17
20 1,162 14,35 3,60
22 1,180 16,00 4,00
24 1,200 17,81 4,45
26 1,220 19,65 4,90
28 1,241 21,55 5,39
30 1,263 23,50 5,88
32 1,285 25,50 6,40
Con el porcentaje de ácidos grasos libres que presenta el aceite, la cantidad de la solución de
hidróxido de sodio se determina mediante el empleo de la Tabla II y III
Tabla II : se obtiene la cantidad de lejía para neutralizar los ácidos grasos libres
Tabla III: se obtiene el exceso de la lejía

TABLA 2: DETERMINACION DE
CANTIDAD DE SOLUCION DE
LEJIA PARA NEUTRALIZACION
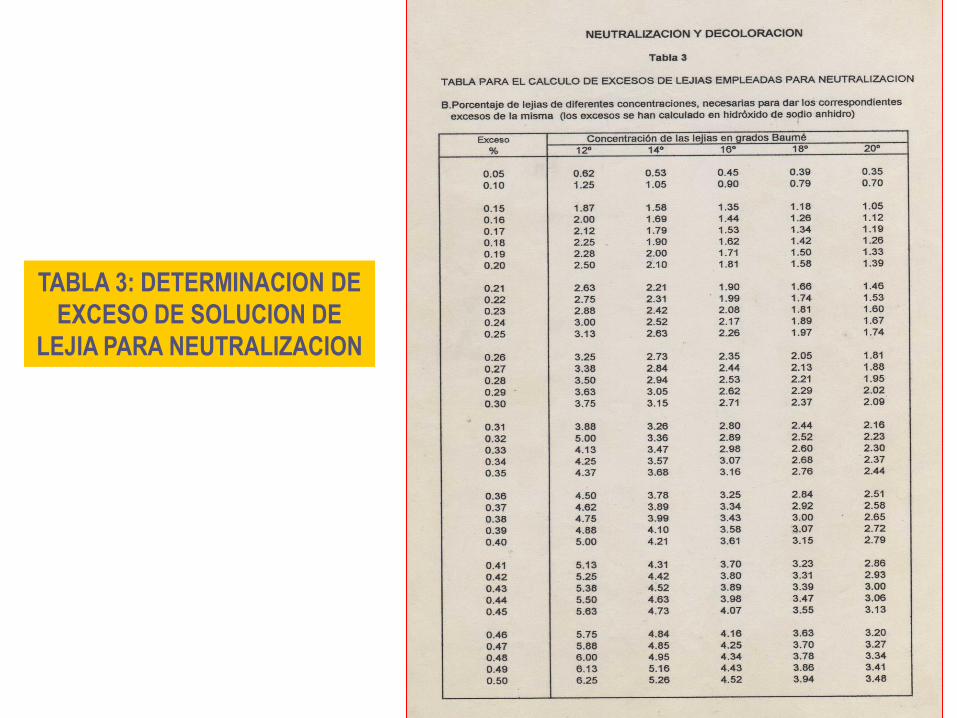
TABLA 3: DETERMINACION DE
EXCESO DE SOLUCION DE
LEJIA PARA NEUTRALIZACION

Procedimiento
1. Se carga el aceite a un tanque con fondo cónico con sistema de agitación y calentamiento con vapor indirecto
Recomendaciones:
Dejar suficiente volumen libre para adicionar la lejía eventualmente algún reactivo auxiliar
Si el tanque tiene para hacer vacío, el aceite es desairado (30-60 minutos)
Es aconsejable dejar salir las burbujas de aire por dos motivos: (a) evitar la oxidación, (b) evitar que los jabones sobrenaden.
2. Se calienta el aceite hasta 30-40 C y se adiciona lejía de 10 a 20 °Be, a la misma
temperatura a través de un sistema de aspersión. La concentración y cantidad de lejía y el
exceso de lejía es calculada previamente. (Tablas No 1, No 2 y No 3, respectivamente)
Recomendaciones:
Agitar constantemente la mezcla aceite y lejía
Tiempo de agitación entre 10 a 20 minutos
Mantener la agitación lenta

3. Se eleva la temperatura hasta unos 60 a 70 C, para aumentar el tamaño de los flóculos o granos de jabón formado
Recomendaciones:
Continuar la agitación lenta
Controlar la temperatura
Evaluar la separación de fases
4. Detener la agitación y decantar (dos a tres horas). Terminada de la decantación se retira primero la fase acuosa con la pasta de neutralización y después el aceite neutralizado.
Posteriormente el aceite neutro es transportado para ser lavado con agua caliente y secado.
Peligros mas graves que presenta esta operación:
. Pérdidas anormales de aceite neutro
. Formación de emulsiones que obstaculizan la separación de los pastas jabonosas .
. Mala decantación del jabón.

Factor de refinación: es el cociente de dividir la pérdida total de la neutralización
entre el porcentaje de ácidos grasos libres del aceite bruto
Ejemplo: Aceite crudo con 3 % de ácidos grasos libres.
Aceite neutro 94% del aceite crudo (rendimiento 94%)
Pérdida por neutralización 6 %
Factor de refinación : 6 / 3 = 2
PARA TENER EN CUENTA
Las pérdidas anormales de aceite neutro se producen cuando los copos de jabón son
demasiado grandes e hinchados. En este caso es aconsejable aumentar la velocidad de
rotación del agitador y aumentar la temperatura del aceite unos 10 C. Sino se consigue un
buen resultado es útil adicionar a la mezcla una solución fuertemente electrolítica, tal como
cloruro sódico.
Un aceite neutralizado típico, debe tener las siguientes características: Acidez
libre:<0.1%, Fosfolípidos: < 10 ppm, Jabón: < 50 ppm, Humedad: < 0,1 %,
Impurezas: ausencia

LAVADO Y SECADO
Después de la neutralización el aceite es lavado y secado
Permite eliminar restos de jabón residual
Se utiliza agua blanda y sistema de vacío en el secado (22 mm de Hg)
Procedimiento de lavado
Se carga el tanque de lavado con una cantidad establecida de aceite neutro y se calienta hasta unos 90 C con vapor indirecto
Posteriormente, se adiciona, mediante ducha, agua blanda caliente a 100 C y se agita de forma simultánea por varios minutos. Es frecuente utilizar la proporción 5:1, aceite : agua
Se detiene la agitación y se retira el agua de lavado por decantación o centrifugación
Recomendación
Realizar, de ser necesario, varios lavados hasta que el contenido de jabón sea de 30 - 50 ppm
Verificación: Se emplea el método de Wolff
Aceite + Acetona + Azul de bromofenol al 1% Titulación HCl 0,01 N
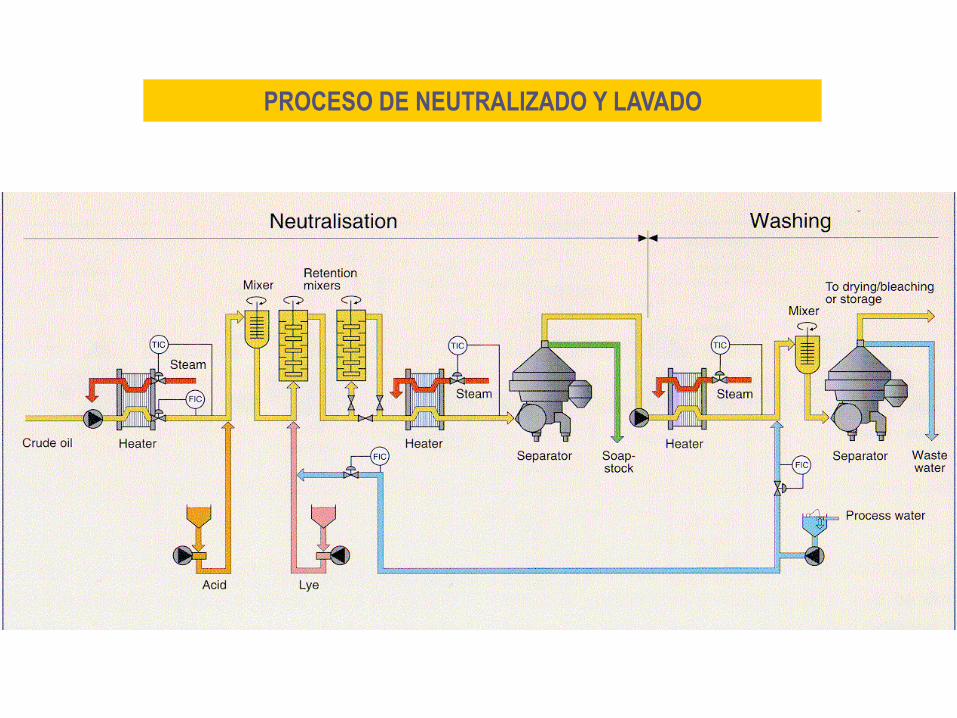
PROCESO DE NEUTRALIZADO Y LAVADO

BLANQUEADO O DECOLORACIÓN
Tiene por finalidad eliminar materias colorantes muy solubles en el aceite como:
Caroteno, Xantofila, Clorofila, otras no definidas y atribuidas al proceso inadecuado, oxidación, almacenamiento, etc.
Se conoce:
Las coloraciones comunes son amarillo, anaranjado o verduzco característico.
Las grasas animales recién extraídas, son de olor blanco o amarillo pálido
La neutralización inicialmente ocasiona una decoloración por uso de lejías
Elevada temperatura en el proceso de extracción
Condiciones que afectan
el color del aceite
Oxidación de compuestos insaponificables (α-tocoferol incoloro al oxidarse origina el croman -5,6 - quinona, de color pardo)

Procedimiento El blanqueado del aceite se basa en el proceso de adsorción
Se realiza en un tanque con agitación y sistema de secado, con frecuencia es el mismo tanque de lavado.
Se utilizan tierras o arcillas adsorbentes naturales o activadas
Sustancias coloreadas restos de goma
Adsorbente
Mucílagos productos de oxidación
Componentes: SiO2, Al2O3, Fe2O3, CaO y MgO, otros Mn2O, K2O y CO2
Características:
Polvo muy fino de color amarillo verdoso o azul grisáceo
En atmósfera seca presenta buena estabilidad y no pierde actividad
Son de pH neutro
Propiedades:
Mínima retención de aceite
Adecuada velocidad de filtración
Sin efectos sobre la calidad del aceite

El tamaño muy pequeño de las partículas y la fina estructura capilar de las
tierras activadas son causa, generalmente, de que éstas absorban y retengan
una elevada proporción de grasa en la torta de prensa. Estos porcentajes son
considerados como pérdidas
Actividad óptima
tierras activadas: 100 a 121° C
tierras naturales: 90 a 99° C
Selección en base a ensayos experimentales de laboratorio
En la práctica: Dosis mínima: 0,2 a 0,4%
Dosis máxima: 1,5 a 2,0%
Tiempo de decoloración de 25 a 30 minutos, hasta un color determinado
Las tierras o arcillas blanqueadoras son retiradas con un filtro prensa
La medida de decoloración se realiza utilizando unidades Gardner , Lovibond y la densidad
óptica a una longitud de onda específica, todas permiten cumplir con especificaciones de
color en aceites de pescado.

FILTROS PRENSA

Sistema de medición con unidades de color Gardner. Este
sistema utiliza una serie de tubos llenados y sellados con
soluciones de Cloruro de Cobalto y Platino de diferentes
concentraciones, las cuales se corresponden a los
conocidos valores de los números 1 al 18 de la escala de
colores de amarillamiento Gardner. Las soluciones son
estandarizadas a 25 ºC (77 ºF). Las evaluaciones
visuales realizadas entre 20 y 30 ºC (68 y 86 ºF) son
sustancialmente correctas. Ej. Color Gardner : 9
El Sistema Lovibond determina el color por comparación
entre el color de la muestra de aceite y los estándares de
vidrios coloreados de amarillo y rojo del colorímetro. La
escala del Lovibond consiste de lecturas en los colores
rojo, amarillo, azul y neutro, aunque las lecturas en el rojo y
en el amarillo son las más usadas. Este método es
aceptado internacionalmente para la medición del color en
aceites y grasas vegetales y animales. Ej. Color Lovibond
45 (rojo); Lovibond 51/4 (rojo/amarillo)
Medidas de color

WINTERIZADO
Procedimiento:
1. El aceite es depositado en un tanque que posee serpentines de enfriamiento con salmuera refrigerada donde se reduce su temperatura muy lentamente (1C por hora, máximo 1,5 C), hasta una temperatura de 5 C acompañado de una agitación para favorecer la producción de cristales pequeños.
2. La cristalización es controlada en tanques a 5-7º C en los que el aceite permanece inmóvil de 24 a 36 Horas
3. Terminado el proceso, es trasladado el aceite al filtro prensa y se separa la parte sólida conocida como “estearina”
La eficiencia de la hibernación se determina con la prueba de frió que consiste en mantener una muestra de aceite a 0º C durante
cinco horas y media sin formación de cristales
La winterización o hibernación es opcional y es una forma muy especializada de cristalización fraccionada cuya finalidad es eliminar los triglicéridos saturados de punto de fusión alto y evitar que el lípido se enturbie al enfriarse. Las fracciones que llegan a cristalizar (glicéridos de ácidos grasos saturados, esteroides, etc.) en la refrigeración causan una apariencia indeseable en los aceites.
La dificultad del winterizado es la recuperación incompleta de los cristales de
ácidos grasos formados debido principalmente a la operación mecánica de la
separación.
Nota
Los aceites empleados en pinturas y otros recubrimientos protectores, se suelen
winterizar para que los glicéridos relativamente saturados no interfieren en el secado
del aceite (originan película blanda y pegajosa)
Algunos aceites se winterizan para conservar su buen aspecto en climas invernales
Se debe destacar que el winterizado se realiza sólo con la finalidad de mejorar la
calidad del aceite sobre todo cuando la comercialización es en lugares fríos.

DESODORIZADO
En la desodorización se eliminan sustancias volátiles responsables de los olores
indeseables del aceite que provienen de las reacciones de oxidación, en su mayoría
son cetonas o aldehídos de peso molecular bajo y en ocasiones ácidos grasos libres
de menos de 12 átomos de carbono que se encuentran en concentraciones muy
bajas (0,001 a 0.01%).
También se eliminan compuestos volátiles responsables del olor y del sabor,
peróxidos y productos de degradación, esteroles y tocoferoles e pesticidas
organofosforados.
El aceite decolorado se desodorizara al vació a temperaturas de 150 a 160 ºC
mediante una corriente de vapor directo que arrastra sustancias volátiles. También
puede ser por inyección de vapor seco al vació en aceites a altas temperaturas (200-
250 ºC durante 90-180 minutos, o 240-250 ºC durante 30 minutos).
ENVASADO
En caso de venta de aceite a granel, una vez
programado el embarque se bombea el aceite refinado
o semi refinado del tanque de almacenamiento hacia
un flexitank ubicado en un contenedor. A solicitud del
cliente se podría envasar este producto en cilindros de
acero recubiertos con una capa epoxy-fenólica.
En caso de venta en cilindros, el tanque de
almacenamiento del aceite refinado o semi refinado es
conectado a un sistema de envasado que esta
conectado a una línea de nitrógeno para que se
inyecte en el producto final y se evite la posibilidad de
oxidación.

Jabón - < 50 ppm
Fósforo - < 2 ppm
Hierro - < 0.2 ppm
Cobre - < 0.01 ppm
FFA - < 0.05%
Humedad - < 0.1%
RANGOS DE CALIDAD DE ACEITE DE PESCADO
REFINADO Y SECO
Humedad : máx. 0.1%
Acidez : máx. 1 mg KOH/g
Índice de Peróxido : máx. 3meq/Kg.
Índice Anisidina : máx. 25
Color Gardner : máx. 7
Pesticidas : Ausencia
Dioxinas : < 2pg/ g
Metales pesados : < 0.1ppm
Ácidos grasos ω3 : 30% (EPA+DHA)




















