Existing large steam power plant upgraded for hydrogen production
9
Existing large steam power plant upgraded for hydrogen production Leandro Galanti ⇑ , Alessandro Franzoni, Alberto Traverso, Aristide F. Massardo TPG – DiMSET, Università di Genova, via Montallegro 1, 16145 Genova, Italy article info Article history: Received 9 November 2009 Received in revised form 16 March 2010 Accepted 21 November 2010 Available online 18 December 2010 Keywords: Economic Coal Biomass Hydrogen Gasification Pyrolysis abstract This paper presents and discusses the results of a complete thermoeconomic analysis of an integrated power plant for co-production of electricity and hydrogen via pyrolysis and gasification processes fed by various coals and mixture of coal and biomass, applied to an existing large steam power plant (ENEL Brindisi power plant – 660 MW e ). Two different technologies for the syngas production section are con- sidered: pyrolysis process and direct pressurized gasification. Moreover, the proximity of a hydrogen pro- duction and purification plants to an existing steam power plant favors the inter-exchange of energy streams, mainly in the form of hot water and steam, which reduces the costs of auxiliary equipment. The high quality of the hydrogen would guarantee its usability for distributed generation and for public transport. The results were obtained using WTEMP thermoeconomic software, developed by the Thermo- chemical Power Group of the University of Genoa, and this project has been carried out within the frame- work of the FISR National project ‘‘Integrated systems for hydrogen production and utilization in distributed power generation’’. Ó 2010 Elsevier Ltd. All rights reserved. 1. Introduction The growing attention being paid to the environmental impact of industrial civilization and increased sensitivity to global warming are forcing to search for alternative solutions which can significantly reduce carbon dioxide emissions into the atmosphere [1–3]. Nowadays the utilization of coal has strong attractions from an economic point of view: coal is a widely available, low cost energy source which greatly reduces our dependence on the oil-exporting countries. On the other hand coal utilization is limited by environ- mental problems: the specific CO 2 emission from the use of this fuel is extremely high compared with that of natural gas. More- over, the high concentration of sulphur forces us to adopt expen- sive plants for exhaust post-treatment in order to comply with the limits on atmospheric emissions imposed by national and international legislation. Many thermodynamic and economic studies have been carried out on polygeneration [4–6] including hydrogen production [7–9] and on the production of energy from coal with low CO 2 emissions, using ‘‘pre-combustion capture’’ [10,11], ‘‘post-combustion cap- ture’’ [12,13], and ‘‘oxy-fuel’’ [14,15] strategies. In this context the aim of this project is to investigate the feasi- bility of a new concept regarding integrated systems for hydrogen and electricity co-production from coal and biomass. Therefore, the main objective of this paper is to evaluate the economic impact of integrating a hydrogen production system with a traditional exist- ing steam power plant. The option of mixed biomass and coal fuel is also considered because of the avoided CO 2 emissions. The results were obtained using Web-based ThermoEconomic Modular Program (WTEMP) software [16], developed by the Ther- mochemical Power Group (TPG) of Dipartimento di Macchine, Sistemi Energetici e Trasporti (DiMSET) of the University of Genoa, Italy. This work has been carried out in the framework of the National FISR project ‘‘Integrated systems for hydrogen production and exploitation in distributed power generation’’ [17]; in collabora- tion with ENEL-Produzione-Ricerca, Consorzio Pisa Ricerche, RIELLO, CRS4, ENITECNOLOGIE, Università degli Studi di Napoli, CNR – Istituto di Ricerche sulla Combustione di Napoli. 2. WTEMP software The Web-based ThermoEconomic Modular Program (WTEMP) software was developed by the Thermochemical Power Group (TPG) of Dipartimento di Macchine, Sistemi Energetici e Trasporti of the University of Genoa, Italy, in the last 20 years [16]. Recent developments to WTEMP software [18] have addressed the follow- ing critical aspects, which are encountered in energy system analysis: Determining the mathematical model that best represents the system characteristics. 0306-2619/$ - see front matter Ó 2010 Elsevier Ltd. All rights reserved. doi:10.1016/j.apenergy.2010.11.033 ⇑ Corresponding author. Tel.: +39 010 3532463; fax: +39 010 3532566. E-mail addresses: [email protected] (L. Galanti), alessandro.franzoni@ unige.it (A. Franzoni), [email protected] (A. Traverso), [email protected] (A.F. Massardo). Applied Energy 88 (2011) 1510–1518 Contents lists available at ScienceDirect Applied Energy journal homepage: www.elsevier.com/locate/apenergy
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Existing large steam power plant upgraded for hydrogen production

Applied Energy 88 (2011) 1510–1518
Contents lists available at ScienceDirect
Applied Energy
journal homepage: www.elsevier .com/ locate/apenergy
Existing large steam power plant upgraded for hydrogen production
Leandro Galanti ⇑, Alessandro Franzoni, Alberto Traverso, Aristide F. MassardoTPG – DiMSET, Università di Genova, via Montallegro 1, 16145 Genova, Italy
a r t i c l e i n f o
Article history:Received 9 November 2009Received in revised form 16 March 2010Accepted 21 November 2010Available online 18 December 2010
Keywords:EconomicCoalBiomassHydrogenGasificationPyrolysis
0306-2619/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.apenergy.2010.11.033
⇑ Corresponding author. Tel.: +39 010 3532463; faxE-mail addresses: [email protected] (L. G
unige.it (A. Franzoni), [email protected] (A. T(A.F. Massardo).
a b s t r a c t
This paper presents and discusses the results of a complete thermoeconomic analysis of an integratedpower plant for co-production of electricity and hydrogen via pyrolysis and gasification processes fedby various coals and mixture of coal and biomass, applied to an existing large steam power plant (ENELBrindisi power plant – 660 MWe). Two different technologies for the syngas production section are con-sidered: pyrolysis process and direct pressurized gasification. Moreover, the proximity of a hydrogen pro-duction and purification plants to an existing steam power plant favors the inter-exchange of energystreams, mainly in the form of hot water and steam, which reduces the costs of auxiliary equipment.The high quality of the hydrogen would guarantee its usability for distributed generation and for publictransport. The results were obtained using WTEMP thermoeconomic software, developed by the Thermo-chemical Power Group of the University of Genoa, and this project has been carried out within the frame-work of the FISR National project ‘‘Integrated systems for hydrogen production and utilization indistributed power generation’’.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
The growing attention being paid to the environmental impactof industrial civilization and increased sensitivity to globalwarming are forcing to search for alternative solutions which cansignificantly reduce carbon dioxide emissions into the atmosphere[1–3].
Nowadays the utilization of coal has strong attractions from aneconomic point of view: coal is a widely available, low cost energysource which greatly reduces our dependence on the oil-exportingcountries. On the other hand coal utilization is limited by environ-mental problems: the specific CO2 emission from the use of thisfuel is extremely high compared with that of natural gas. More-over, the high concentration of sulphur forces us to adopt expen-sive plants for exhaust post-treatment in order to comply withthe limits on atmospheric emissions imposed by national andinternational legislation.
Many thermodynamic and economic studies have been carriedout on polygeneration [4–6] including hydrogen production [7–9]and on the production of energy from coal with low CO2 emissions,using ‘‘pre-combustion capture’’ [10,11], ‘‘post-combustion cap-ture’’ [12,13], and ‘‘oxy-fuel’’ [14,15] strategies.
In this context the aim of this project is to investigate the feasi-bility of a new concept regarding integrated systems for hydrogen
ll rights reserved.
: +39 010 3532566.alanti), alessandro.franzoni@raverso), [email protected]
and electricity co-production from coal and biomass. Therefore, themain objective of this paper is to evaluate the economic impact ofintegrating a hydrogen production system with a traditional exist-ing steam power plant. The option of mixed biomass and coal fuelis also considered because of the avoided CO2 emissions.
The results were obtained using Web-based ThermoEconomicModular Program (WTEMP) software [16], developed by the Ther-mochemical Power Group (TPG) of Dipartimento di Macchine,Sistemi Energetici e Trasporti (DiMSET) of the University of Genoa,Italy.
This work has been carried out in the framework of the NationalFISR project ‘‘Integrated systems for hydrogen production andexploitation in distributed power generation’’ [17]; in collabora-tion with ENEL-Produzione-Ricerca, Consorzio Pisa Ricerche,RIELLO, CRS4, ENITECNOLOGIE, Università degli Studi di Napoli,CNR – Istituto di Ricerche sulla Combustione di Napoli.
2. WTEMP software
The Web-based ThermoEconomic Modular Program (WTEMP)software was developed by the Thermochemical Power Group(TPG) of Dipartimento di Macchine, Sistemi Energetici e Trasportiof the University of Genoa, Italy, in the last 20 years [16]. Recentdevelopments to WTEMP software [18] have addressed the follow-ing critical aspects, which are encountered in energy systemanalysis:
� Determining the mathematical model that best represents thesystem characteristics.

Nomenclature
ASU air separation unitCECI chemical engineering plant cost indexCOE cost of electricity (€/kWh)ENPREF electrical net profit of reference power plant (€)ENPPLANT electrical net profit of integrated power plant (€)FC fixed carbon ratioFCR annual fixed charge rate percent (takes into account
depreciation, insurance, interest on loans and taxes)IRR internal rate of return (%)LHV low heating value (kJ/kg)N number of operating hours per year (h/year)NG natural gas
Pel electrical power (kW, MW)Pth thermal power (kW, MW)PEC purchased equipment cost (€)PBP pay back period (year)REF reference steam power plantSNP syngas net profit (€)SPP steam power plantTCI total capital investment (€)_Z€
r capital cost of unit r (€/s)geq equivalent efficiencyUr operating and maintenance factor of unit rNr purchased equipment cost (PEC) of unit r (€)
Table 1Coals and biomass properties.
Weight %, dry Ashland South African Sulcis Biomass (poplar)
C 75.19 70.4 60.08 50.7H 4.44 4.0 4.39 6.35N 1.21 1.6 1.46 0.25S 0.82 0.59 6.76 0.05O 7.75 7.98 7.7 40.64Cl 0.09 0.03 0.11 0.01
Moisture 3.0 8.0 11.5 20.0Volatile matter 32.2 26.7 42.4 85.0FC 57.3 57.9 38.1 13.0Ash 10.5 15.4 19.5 2.0
LHV (MJ/kg) 29.36 27.44 23.54 17.3
L. Galanti et al. / Applied Energy 88 (2011) 1510–1518 1511
� Dealing with the complexity of some power plants made up ofhundreds of components and thousands of variables.� Automatically optimizing the energy system using groups of
decision variables.
WTEMP adopts a modular approach and a standard componentinterface, which allows the user to build complex cycle configura-tions in a short time and to estimate the thermoeconomic perfor-mance at once using thermodynamic and economic models. Thisapproach maintains the flexibility and the rapid extendibility of li-brary components (more than 80 modules are available at the mo-ment). In WTEMP each component is defined by three subroutines,which describe its thermodynamic, exergetic and thermoeconomicproperties at on-design conditions. The subroutines are executedaccording to the following three cascaded steps:
� Thermodynamic analysis.� Exergy analysis.� Thermoeconomic analysis.
This paper focuses on the thermodynamic (summarizing the de-tailed thermodynamic models and results already reported in aprevious paper [19]) and thermoeconomic analysis of the plants.
3. Systems description
In this paper, various plant layouts are considered, in order toinvestigate the behaviour of a traditional coal-burning stationwhen integrated with a hydrogen production plant. The referencethermoelectric power plant (referred to as ‘‘REF’’ in what follows)is the 660 MWe ENEL coal-fired plant at Brindisi, which is able toachieve 41.2% efficiency [20].
The plants considered in this paper are identified by the follow-ing letters:
� The first letter identifies the process in the syngas productionsection: the pyrolysis process (P) or gasification process (G).� The second letter identifies the fuel used in the syngas produc-
tion section: coal (C) and biomass mixed with coal (B) (25% bio-mass/75% coal by weight).� The third letter identifies the technology used for hydrogen sep-
aration: pressure swing adsorption unit (P) or dense membraneunit (M).
Table 1 shows properties of the coal types used in the simula-tions (Ashland, South African, Sardinian Sulcis coal) and biomass(poplar).
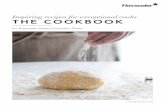
Fig. 1 shows the plant configuration for an atmospheric pyroly-sis system integrated with the steam power plant. The reference
system for syngas production section is the 800 kWth ENEL pyroly-sis plant located at Bastardo (near Perugia, Italy). A detailed modelof the plant was created using system data provided by ENEL [20].The heat needed to bring about devolatilization of the coal is pro-vided by re-circulated hot sand. The hot sand is obtained inside thecombustor reactor through the reaction between char, separated inthe preceding cyclone, and air. Volatile pyrolysis products (syngasand tar) are separated from the char and sand, and sent to a tarcracking unit to improve the hydrogen composition. A portion ofthe syngas produced is sent to the pyrolyzer, where it acts as a flui-dising gas for the solid material. The pyrolysis process takes placein reducing conditions at a temperature of about 750 �C. The syn-gas produced is compressed to 25 bar and sent to an acid gas re-moval and sulphur recovery section. The method used for acidgas removal is the Selexol process, which is based on physicalabsorption and admits only pressurized syngas [17,21].
The decision to introduce this technology into the system wasmainly due to the high partial pressure of the H2S to be removedfrom the syngas and the lower energy required for physical re-moval compared with a chemical process.
Purified syngas is then sent to a reformer section to convert thehigh concentration of methane produced in the pyrolytic processinto hydrogen. To avoid the presence of CO in the syngas produced,a double shift section (high and low temperature) is provided.Hydrogen is finally separated from the syngas in a PSA unit.
Fig. 2 shows the general layout of the integrated system usingthe gasification process. The gasifier unit considered is a pressur-ized gasifier integrated with an ASU and fed by coal-slurry or bio-mass. Steam for the gasification process is provided by the steampower plant.
The syngas produced passes through a purification section(scrubber) and is sent to a double shift section (high and low tem-perature). Shift reactors can tolerate considerable amounts of H2S

Fig. 1. General scheme of the integrated system: syngas production (pyrolysis) – syngas treatment section – steam power plant.
1512 L. Galanti et al. / Applied Energy 88 (2011) 1510–1518
(up to 100 ppm) [22] and can guarantee complete hydrolysis ofCOS. The syngas is sent to the acid gas removal and sulphur recov-ery section and subsequently two technologies, PSA unit and palla-dium dense membrane, are considered for hydrogen separation.
The layout with dense membrane unit needs an additional com-pression stage for increasing hydrogen pressure to the same valueof the hydrogen which comes out from PSA unit.
Water and steam requirements, necessary for cooling and heat-ing the complete systems, are provided by the adjacent thermo-electric power plant as shown in Figs. 1 and 2.
Detailed thermodynamic models and analysis results have beenalready reported in [19]. Summarizing the thermodynamic results,gasification is more effective when compared to the pyrolysis pro-cess in terms of hydrogen and syngas production, as reported inTable 2 and in Fig. 3. On the other hand, the negative impact ofthe integration of the steam power plant with the gasification pro-cess on electrical efficiency is greater than in the layout with pyro-lysis integrated systems. Indeed, as the size of the syngasproduction process increases, electrical efficiency is increased bya larger pyrolysis plant, due to the heat recovered from the charcombustor exhausts, whereas it is decreased for larger gasificationsystems, since the heat recovery cannot compensate for the largeamount of steam drawn from the steam cycle. From Table 2 it isplain to calculate the reduction of carbon dioxide emission dueto the use of mixture of coal and biomass as fuel respect to systemsfed by coal.
Fig. 4 shows equivalent efficiency, defined as the ratio betweenthe sum of net electrical and chemical (syngas and hydrogen) prod-ucts against the thermal power input:
geq ¼Pel þ Pth � Pthsyngas
Pthcoal biomass ðinletÞ
ð1Þ
Thus the equivalent efficiency takes into account also the usablechemical products of the system in addition to the electrical powergeneration. Chemical products of the systems are accounted for onan LHV basis. In this case, the syngas considered is made up of thegaseous residue from the PSA or membrane unit.
It is evident that integrated pyrolysis systems show a lowerequivalent efficiency than integrated gasification systems. This isbasically due to the greater production of hydrogen and syngasin the gasification process compared to the pyrolysis process.The use of biomass seriously affects the equivalent efficiency,reducing the syngas and hydrogen production in the gasificationsystem (but with lower CO2 emissions, which is not highlightedin Fig. 4).
4. Thermoeconomical analysis
After the thermodynamic analysis, WTEMP automatically car-ries out the exergy and thermoeconomic analyses, including theinternal functional diagram analysis [23,24]. For the purpose ofthis paper, only the overall plant economic analysis and capitalcosts are presented and discussed. WTEMP software is providedwith ‘‘cost/costing equations’’ [25–27], that evaluate individualcomponent capital costs on the basis of the geometrical and man-ufacturing variables (cost equation) or on the basis of the perfor-mance and stream variables (costing equation).

Fig. 2. General scheme of the integrated system: syngas production (gasification) – syngas treatment section – steam power plant.
Table 2Syngas composition (mass fractions) at PSA inlet/outlet for layouts fed by South African coal and by South African coal mixed with biomass: 200 MWth plant size.
South African coal SA coal + biomass
Pyroliser Gasifier Gasifier
PSA in PSA out PSA in PSA out PSA in PSA out
CH4 0.0045 0.0048 0.0007 0.0008 0.0004 0.0004H2O 0.0565 0.0610 0.0005 0.0006 0.0005 0.0005N2 0.0061 0.0066 0.0196 0.0207 0.0197 0.0207CO2 0.8390 0.9055 0.9112 0.9616 0.9165 0.9644CO 0.0028 0.0030 0.0042 0.0045 0.0026 0.0028H2 0.0913 0.0192 0.0635 0.0117 0.0606 0.0109
_m syngas (kg/s) 3.28 3.04 19.27 18.25 17.89 17
H2 production (kg/s) 0.24 1.02 0.89
LHV (kJ/kg) 11,200 2600 7700 1500 7300 1400
L. Galanti et al. / Applied Energy 88 (2011) 1510–1518 1513
4.1. Cost evaluation
Much efforts have been put into updating, refining and verifyingthe cost/costing functions of plant components: this was per-formed thanks to the contribution of the industrial partners ofthe project [20,25] (this topic will be addressed by the authors ina future specific article). Determining these functions is rathercomplicated since it is difficult to fully consider every factor thatcontributes to estimating the final purchase cost of a component.They have to take into account thermodynamic parameters of theplant and factors covering every type of item. Furthermore, they
have to be updated to take into account developments in perfor-mance improvement and market prices. In particular there is aneed to evaluate the capital cost for each unit (purchased equip-ment cost – PEC) as a function of its product and sizing variables.The following equation has been used to evaluate the capital costrate of a unit ‘‘r’’:
_Z€r ¼
Nr � FCR �Ur
3:6� 105 � Nð2Þ
assuming

HYDROGEN PRODUCTION
0
20
40
60
80
100
120
140
160
180
50 100 150 200 250 300Pyrolyser-Gasifier_thermal_input [MWt]
Ther
mal
_Hyd
roge
n_Pr
oduc
tion
[MW
t]
PCP_Ashland
PCP_SouthAfrica
PCP_Sulcis
GCP_Ashland
GCP_SouthAfrica
GCP_Sulcis
GBP
Fig. 3. Thermal hydrogen production vs. thermal input.
EQUIVALENT EFFICIENCY
0.38
0.39
0.40
0.41
0.42
0.43
0.44
50 100 150 200 250 300Pyrolyser-Gasifier_thermal_input [MWt]
Effic
ienc
y
REF
PCP
GCP
GCM
GBP
GBM
SIMPLE SPP
SPP_PYROLYSIS INTEGRATED
SYSTEMS
SPP_GASIFICATION INTEGRATED
SYSTEMS
SPP_GASIFICATION INTEGRATED SYSTEMS
FEED BY COAL/BIOMASS
Fig. 4. Equivalent efficiency vs. pyrolysis–gasification thermal input.
Table 3Main economic assumptions.
Inflation 3.0%Nominal escalation rate of PEC 3.0%Nominal escalation of fuel and other supplies 3.0%Construction initial year (1st January) 2007Construction time 1 yearPlant economic life 30 years
Average income tax rate 30%Fuel price (coal) 2e�6 €/kJFuel price (biomass) 4.72e�6 €/kJSale price of electric power 2.7e�5 €/kJ
Purchased equipment cost installation 0.56 of PECMaintenance/operating factor 1.073Reference year for costs 2007Equivalent operating hours at nominal load 8000 h
1514 L. Galanti et al. / Applied Energy 88 (2011) 1510–1518
FCR = 18.7%.Ur = 1.073.N = 8000 h/year.
These values can be easily modified to take into account differ-ent financial scenarios. Every price estimated has been escalated toupdated prices by means of an escalation index. The index used inthis analysis is the chemical engineering plant cost index [28].Costs can be updated through the following general equation:
N2007 ¼ Nj �CECI2007
CECIjð3Þ
Estimating the cost of purchased equipment is obviously the firststep in any detailed estimate of the costs of a power system.
The total capital investment (TCI) is calculated by adding thecapital cost necessary for purchasing the land, building all the nec-essary facilities, installing the required machinery, controls andequipment, and additional outlays, such as start-up, licences,working capital (estimated as fixed percentages of the PEC, rangeof ratio factors used in accordance with [29]), to the purchasedequipment cost (PEC), which is provided by the cost equations.
The financial assumptions and the cost of money are then usedto carry out the cost analysis for the entire life of the plant. Byassuming all the specific variable costs, the annual maintenancecost (7.3% of the annual capital cost), the specific revenues from

L. Galanti et al. / Applied Energy 88 (2011) 1510–1518 1515
the electricity sold to the grid, and assuming annual escalationrates for each of these, the through-life cost analysis is performedand relevant investment parameters are estimated.
In Table 3, the most representative economic assumptions arestated (note: these values change over time, refer to the first yearof operation).
Main thermoeconomic assumptions have been made in accor-dance with [29,30]. The price of electricity and the prices of coaland biomass (including transport costs) are based on informationprovided directly by ENEL S.p.A.
4.2. Thermoeconomic results
A sensitivity analysis on pyrolysis and gasification section sizewas conducted. The cost of electricity for pyrolysis and gasification200 MWth size plants fed by South African coal and biomass are re-ported in Fig. 5.
The first column represents the cost of electricity for the refer-ence steam power plant. PC plants show an increase in cost ofabout 0.35 c€/kWh, while GCP and GCM plants show an increaseof about 1.08 c€/kWh. This rise is basically due to the capital costof plants and in particular, in GC plants, due to pressurized gasifierand ASU components. The introduction of biomass into GBP andGBM systems maintains the COE basically equal to GCP and GCMlayouts respectively.
The electricity costs shown in Figs. 5 and 6 are evaluated assign-ing no value to hydrogen production; the whole of the capital costsare consequently classified as electricity costs.
Cost of electricity
0.00
0.01
0.02
0.03
0.04
0.05
0.06
REF PC GCP GCM GBP GBM
CO
E [
/kW
h]
Variable CostsCapital Costs
Fig. 5. Cost of electricity in first operating year: 200 MWth plant size.
0,00
0,01
0,02
0,03
0,04
0,05
0,06
REF PC
GC
PG
CM
GBP
GBM REF PC
GC
PG
CM
GBP
GBM REF PC
100 150
CO
E [
/kW
h]
100 150
Fig. 6. Total cost
Fig. 6 shows the total cost of electricity, divided into capitalcosts and variable costs (e.g. fuel, solvent, make up water, etc.),for different thermal inputs to the pyrolysis and gasification sec-tions, on the basis of South African coal and coal/biomass mixtures.
It can be observed that the COE of PC plants does not raise sig-nificantly if the size of the pyrolysis section is increased, and thatthe total cost of PC plants appears to be around 5–10% more thanthat of the reference steam power plant. Total costs of GC and GBplants, on the other hand, rise further, as the size increases, be-tween 15% and 30% more than the REF plant.
Different cost curves are mainly due to the higher capital costs(red columns) of gasification systems (principally owing to pres-surized gasifier and ASU unit installations).
Hydrogen costs are calculated as:
H2COST ¼ ENPREF � ENPPLANT � SNPH2produced
ð4Þ
syngas net profit (SNP) is calculated assuming the same sale pricefor syngas produced (per calorific value) as for natural gas.
This expression has been defined in order to restore the pre-existing net profit of the steam power plant, after the integrationwith the new hydrogen production section. This has been consid-ered the minimum acceptable income to return the cost of hydro-gen production.
In Fig. 7 hydrogen costs for different size plants are reportedand compared with the cost of natural gas (NG). It is evident thatthe cost of hydrogen produced from PC, GC and GB plants is aboutdouble that of natural gas, except for PC plants with pyrolyzer ther-mal input less than 150 MWth, where the cost of hydrogen comesout more than double. The hydrogen cost from coal gasification(GCP and GCM plants) is almost 90% higher than the cost of naturalgas, while the hydrogen cost from pyrolysis plants (PC) and fromgasifier plants fed by coal mixed with biomass (GBP and GBM) iseven higher, at about 19 €/GJ (that is about 2.3 €/kg). The hydrogenselling price therefore needs to be around 2–2.5 €/kg (that is 17–21 €/GJ) to repay the production costs of the original investment.
The hydrogen cost for PC and GC plants fed by Ashland and Sar-dinian Sulcis coals shows a similar pattern to plants running onSouth African coal. In particular, the hydrogen selling price neededfor Sardinian Sulcis coal, which has a high percentage of sulphurand consequently produces less hydrogen, is between 4 and8 €/GJ (corresponding to 0.5–1.0 €/kg) higher (at least +25%compared with other coals or mixed-fuel feeding).
Thermoeconomic analysis shows that costs of hydrogenproduced by pyrolysis and gasification systems are broadly
GC
PG
CM
GBP
GBM REF PC
GC
PG
CM
GBP
GBM
200 250
200 250
Variable
Capital
GBM
GBP
GCM
GCP
PC
REF
of electricity.

Hydrogen cost
0
5
10
15
20
25
30
35
50 100 150 200 250 300Pyrolyser-Gasifier_thermal_input [MWt]
Hyd
roge
n co
st [
/GJ] NG
PC
GCP
GCM
GBP
GBM
Fig. 7. Hydrogen cost.
Total Capital Investment
600
700
800
900
1000
50 100 150 200 250 300
Pyrolyser-Gasifier_thermal_input [MWt]
TCI [
M
REF
PC
GCP
GCM
GBP
GBM
Fig. 8. Total capital investment: different layouts.
1516 L. Galanti et al. / Applied Energy 88 (2011) 1510–1518
comparable, but that the costs change in quite different ways withvariation of size. It can be observed that in pyrolysis plants, largersize significantly improves the cost of hydrogen, making it moreeconomic than in gasification systems of comparable size. In gasi-fication systems, on the other hand, it remains more or less con-stant at around 16–18 €/GJ (that is 1.9–2.2 €/kg). Hydrogen fromplants fed by a mixture of coal and biomass is about 15% moreexpensive.
Capital costs do not increase with hydrogen production in PCsystems as they do in GC systems. This explains why the cost ofhydrogen decreases with larger PC plants while remaining steadyfor GC systems. The fact that capital costs of PC systems increaseless in proportion to hydrogen production makes large pyrolysisplants, producing cheaper hydrogen, more attractive.
In gasification systems, however, the hydrogen cost basically re-mains constant as the size is scaled up, because the increase inhydrogen production is balanced by higher capital costs that in-crease proportionally to hydrogen production, due to the large flowrate that passes through the pressurized gasifier, the ASU unit andall treatment sections. The larger amount of hydrogen produced bygasification processes is not sufficient to achieve a hydrogen costcompetitive with natural gas, which still, in fact, costs less thanhalf the price.
Total capital investment is shown in Fig. 8 for different plantsand sizes.
Biomass price (in €/kJ) is twice as expensive than coal, asshown in Table 3. However, total capital investment is not verymuch affected by the biomass price for the reason that biomassaccounts for only 25% of the whole fuel flow rate, and is almostsulphur free. Furthermore GC plants fed by mixed fuel producea lower volume of syngas from the gasifier for treatment and puri-fication, with a consequent reduction in components costs in thesyngas treatment section which fully compensates for the smallrise in fuel cost.
It is also evident from Fig. 8 that layouts with a dense mem-brane unit for hydrogen separation are more reasonable (5–10 M€ less) than layouts with a pressure swing adsorption unit.That is due to the lower capital cost of the membrane unit.
PC and GC plants fed by the other coals are less competitivethan plants running on South African coal, basically due to higherinitial capital investment. The fundamental disadvantage ofSardinian Sulcis fuelled systems consists in the higher syngastreatment section costs: the greater percentage of sulphur in thesyngas requires larger desulphurization components (H2S removalby physical absorption, Claus/SCOT unit and a flue gas desulphuri-zation section incorporated in the steam generator).

Fig. 9. Internal rate return/payback period vs. total capital investment: H2 selling price is the one of NG (left side) or zero value (right side).
19.6%
47.1%
1.2%
2.5%
1.0%
0.8%
0.6%
0.5%
Gasifier
Steam Turbines
Steam Generator
Scrubber
Water regeneration
Alternator
Reactor Water-Gas Shift
Air Separation Unit
Condenser
Pressure Swing Adsorption
H2S Removal
Pumps
Sulfur recovery process
2.5%
23.8%
55.9%1.3%2.3%
4.6%2.0%
1.6%
1.5%
0.9%
0.6%
0.8%
0.4%
1.8%
9.0%
Pyrolysis Reactor
Steam Turbines
Steam Generator
Reformer-CH4
Water regeneration
Alternator
Reactor Water-Gas Shift
TAR Cracking
Condenser
Pressure Swing Adsorption
H2S Removal
Pumps
Sulfur recovery process
Others
6.4%
2.8%4.6%3.8%
4.4%
4.6%
6.7%
Others
Fig. 10. Component cost (%) of total amount for 200 MWth plants size with PSA: pyrolysis (left side) and gasification (right side).
L. Galanti et al. / Applied Energy 88 (2011) 1510–1518 1517
Fig. 9 shows the internal rate of return and the payback periodcompared with the total capital investment for different plantsizes, hydrogen production technologies and fuels (South Africancoal or mixed-fuel coal/biomass) considering H2 selling price thesame as NG (8.60E�06 €/kJ that is 0.43 €/kg) or a zero value.
The reasonably low TCI combined with satisfactory equivalentefficiencies of the small-sized GC plants make them interestinginvestments, using mixed fuels as well. On the other hand, thegraph shows that large-sized pyrolysis plants are also suitabledue to the shorter time needed to repay the investment: however,it should be taken into account that this technology is still in pro-gress. GC layouts, by contrast, have a high rate of syngas andhydrogen production, and consequently a high equivalent effi-ciency. Even so, they are in fact less profitable, especially for largesizes. PC layouts are penalized by the low equivalent efficiencies,whereas GC layouts are penalized by high capital costs.
Fig. 10 shows the split of capital cost among the main compo-nents of a 200 MWth plant size of both layouts (PCP and GCP). Inboth systems the steam power plant section accounts for well overhalf of the full amount. The total capital cost of the steam powerplant is not very much affected by incorporating PC technology be-cause the pyrolysis reactor, the tar cracking and the syngas treat-ment section together amount to scarcely 10% of the totalinvestment.
In GC systems, on the other hand, it is plain that the syngas pro-duction and treatment sections play an important role in the totalamount (together they come to almost 25% of the total invest-ment). In fact the syngas production section represents about15% of the full cost of the project, and furthermore the treatment
section (including PSA unit) accounts for almost 10%, due to thehigh flow rates of the gases coming out of the gasifier needingtreatment.
5. Conclusions
A thermoeconomic analysis of integrated systems forco-production of electricity (from a traditional steam power plant)and hydrogen (from pyrolysis and gasification processes) has beenconducted.
The economic analysis shows interesting results in terms ofhydrogen cost: the gasification process proves to be more expen-sive for ‘‘large’’-sized hydrogen production sections. This is dueto higher capital costs (pressurized gasifier and ASU significantlyimpact on the total capital costs) and to the revenue reductioncaused by the loss of electrical efficiency in the existing steampower plant (although it shows a higher equivalent efficiencydue to the more efficient hydrogen conversion process) increasingthe size. The incorporation of a pyrolysis process, however, doesnot have a great effect on capital costs, although the amount ofsyngas and hydrogen production is quite poor compared with gas-ification (Table 2). The hydrogen cost, primarily, is affected by thetotal plant capital costs; therefore, increasing the syngas produc-tion section size, the hydrogen produced in the layout with thepyrolyzer appears more profitable.
In terms of return on investment, the integration of PC plantsappears more attractive. A larger pyrolysis plant is better than asmaller one because the hydrogen cost decreases considerably

1518 L. Galanti et al. / Applied Energy 88 (2011) 1510–1518
and achieves the production cost attained by GC plants: GC plants,on the other hand, can be an attractive solution for incorporatingrelatively ‘‘small’’-sized hydrogen production sections.
Two different technologies for syngas/hydrogen separation, PSAand dense membrane unit, have been analyzed. Neither of themappeared preferable: it may be pointed out that membrane costis somewhat cheaper but the technology is not yet fully developed;a definite conclusion cannot be drawn at this stage.
With regard to mixed biomass and coal fuel in gasification pro-cess (GB systems), the total capital costs do not change signifi-cantly, while the hydrogen cost is slightly increased due to thehigher cost of the biomass fuel compared to coal. However, suchconfigurations benefit from: reduction in exhaust post-treatmentcosts due to lower sulphur content and lower carbon dioxideemissions.
Acknowledgments
This project has been financed by the National contract FISR2002, ‘‘Integrated systems for hydrogen production and exploita-tion in distributed power generation’’.
The authors would like to thank Juri Riccardi (ENEL) for collab-orating on in this project.
References
[1] IPCC special report. Carbon dioxide capture and storage; 2005.[2] Hetland J, Zheng L, Shisen X. How polygeneration schemes may develop under
an advanced clean fossil fuel strategy under a joint sino-European initiative.Appl Energy 2009;86(2):219–29.
[3] Hetland J, Kvamsdal HM, Haugen G, Major F, Kårstad V, Tjellander G.Integrating a full carbon capture scheme onto a 450 MWe NGCC electricpower generation hub for offshore operations: presenting the Sevan GTWconcept. Appl Energy 2009;86(11):2298–307.
[4] Li H, Hong H, Jin H, Cai R. Analysis of a feasible polygeneration system forpower and methanol production taking natural gas and biomass as materials.Appl Energy 2010;87(9):2846–53.
[5] Qian Y, Liu J, Huang Z, Kraslawski A, Cui J, Huang Y. Conceptual design andsystem analysis of a poly-generation system for power and olefin productionfrom natural gas. Appl Energy 2009;86(10):2088–95.
[6] Wang Z, Zheng D, Jin H. Energy integration of acetylene and powerpolygeneration by flowrate-exergy diagram. Appl Energy 2009;86(3):372–9.
[7] Khan MJ, Iqbal MT. Analysis of a small wind-hydrogen stand-alone hybridenergy system. Appl Energy 2009;86(11):2429–42.
[8] Feng X, Wang L, Min S. Industrial emergy evaluation for hydrogen productionsystems from biomass and natural gas. Appl Energy 2009;86(9):1767–73.
[9] Liu Q, Hong H, Yuan J, Jin H, Cai R. Experimental investigation of hydrogenproduction integrated methanol steam reforming with middle-temperaturesolar thermal energy. Appl Energy 2009;86(2):155–62.
[10] Fantini V, Mazzocchi L, Moia F, Prandoni V, Savoldelli P. Pre-feasibility study ofa flexible hydrogen-electricity co-production IGCC coal-fed plant with CO2
capture and sequestration. In: Third international conference on clean coaltechnologies for our future, Cagliari, Italy, 15–17 May; 2007.
[11] Chiesa P, Consonni S, Kreutz T, Williams R. Co-production of hydrogen,electricity and CO2 from coal with commercially ready technology. Part A:performance and emissions. Int J Hydrogen Energy 2005;30(7):747–67.
[12] Abu-Zahra MRM, Schneiders LHJ, Niederer JPM, Feron PHM, Versteeg GF. CO2
capture from power plants: part I. A parametric study of the technicalperformance based on monoethanolamine. Int J Greenhouse Gas Control2007;1(1):37–46.
[13] Abu-Zahra MRM, Schneiders LHJ, Niederer JPM, Feron PHM, Versteeg GF. CO2
capture from power plants: part II. A parametric study of the economicalperformance based on monoethanolamine. Int J Greenhouse Gas Control2007;1(2):135–42.
[14] Donatini F, Gigliucci G, Schiavetti M, Riccardi J, Gabbrielli R. Simulazione dellacombustione oxy-fuel in una caldaia super critica a carbone. 60� Congresso ATI– Roma; 2005.
[15] Valero A, Usón S. Oxy-co-gasification of coal and biomass in an integratedgasification combined cycle (IGCC) power plant. Energy 2006;31(10–11):1643–55.
[16] Agazzani A, Massardo AF, Frangopoulos CA. Environmental influence on thethermoeconomic optimization of a combined plant with NOx abatement.ASME Trans, J Eng Gas Turbine Power 1998;120:557–65.
[17] National FISR project. Integrated systems for hydrogen production andexploitation in distributed power generation, internal reports; 2006–2008.
[18] Traverso A, Massardo AF, Cazzola W, Lagorio G. Widget–temp: a novel webbased approach for thermoeconomic analysis and optimization ofconventional and innovative cycles. ASME paper GT 2004-54115; 2004.
[19] Franzoni A, Galanti L, Traverso A, Massardo AF. Integrated systems forelectricity and hydrogen co-production from coal and biomass. Int JThermodyn 2009;12(2):97–104.
[20] ENEL S.p.A. Internal FISR project communication; 2007.[21] Korens N, Simbeck DR, Wilhelm DJ. Process screening analysis of alternative
gas treating and sulfur removal for gasification. SFA Pacific Inc., final report,prepared for US DOE; 2002.
[22] Daza PV, Ray JL. ELCOGAS IGCC in Puertollano: six years experience with COShydrolysis catalyst. IChemE gasification conference, Brighton; May 2004.
[23] Agazzani A, Massardo AF. A tool for thermoeconomic analysis andoptimization of gas, steam, and combined plants. ASME Trans, J Eng GasTurbine Power 1997;119:885–92.
[24] Massardo AF, Scialò M. Thermoeconomic analysis of gas turbine based cycle.ASME Trans, J Eng Gas Turbine Power 2000;122.
[25] ENI S.p.A. Refining and marketing division. Internal FISR projectcommunication; 2008.
[26] Chiesa P, Consonni S, Kreutz T, Williams R. Co-production of hydrogen,electricity and CO2 from coal with commercially ready technology. Part B:economic analysis. Int J Hydrogen Energy 2005;30(7):769–84.
[27] Aspelund A, Gundersen T. A liquefied energy chain for transport and utilizationof natural gas for power production with CO2 capture and storage – part 1 andpart 2: the offshore and the onshore processes. Appl Energy 2009;86(6):781–804.
[28] Chemical engineering. <www.che.com> [last visit: October 2009].[29] Bejan A, Tsatsaronis G, Moran M. Thermal design & optimisation. Wiley-
Interscience Publication, John Wiley & Sons Inc.; 1996.[30] Updated cost and performance estimates for clean coal technologies including
CO2 capture–2006. Palo Alto, CA: EPRI; 2007 [1013355].