Evaluation of supply chain structures through modularization and postponement
16
Theory and Methodology Evaluation of supply chain structures through modularization and postponement Ricardo Ernst, Bardia Kamrad * McDonough School of Business, Georgetown University, Washington, DC 20057, USA Received 1 July 1997; accepted 1 January 1999 Abstract This paper introduces a conceptual framework for evaluating dierent supply chain structures in the context of modularization and postponement. In our analysis, modularization is linked to inbound logistics as the combination of dierent components (or modules) allow for the assembly of the final product. Postponement, however, corresponds with the outbound logistics since it is through the distribution function that customers’ specific demand is satisfied. Given this perspective, we introduce a taxonomy and develop a corresponding framework for the characterization of four supply chain structures, defined according to the combined levels of modularization and postponement: Rigid, Postponed, Modularized and Flexible. We also illustrate the applicability of the resulting framework through quantifying the total cost dierential for utilizing a particular supply chain structure. By quantifying the total cost for employing a particular supply chain structure we can numerically illustrate structural results that allow for an objective comparison among them. As such, our findings substantiate the empirical evidence that vertical integration along the supply chain is not always desirable. A point of emphasis in this paper is the notion that firms may be better o making combined modularization (out- sourcing) and postponement decisions as opposed to separate ones (as they currently do). This also suggests that modularization and postponement decisions need not be independent and that their joint consideration extends op- erational advantages worthy of contemplation. Ó 2000 Elsevier Science B.V. All rights reserved. Keywords: Supply chains; Outsourcing; Modularization; Postponement 1. Introduction The emerging paradigm of globalization and increased competition demands a more ecient utilization of every value-adding operation in most companies and within their functional areas. The functions of product and process design are no exception to this evolution. These technology- specific areas have matured over the years as companies strive to gain a competitive advantage through comprehensive product and process de- velopments that not only cut down response time, but also address their implications down the value European Journal of Operational Research 124 (2000) 495–510 www.elsevier.com/locate/dsw * Corresponding author. Tel.: +1 202 687 4112; fax: +1 202 687 4031. E-mail addresses: [email protected] (B. Kam- rad), [email protected] (R. Ernst). 0377-2217/00/$ - see front matter Ó 2000 Elsevier Science B.V. All rights reserved. PII: S 0 3 7 7 - 2 2 1 7 ( 9 9 ) 0 0 1 8 4 - 8
-
Upload
georgetown -
Category
Documents
-
view
1 -
download
0
Transcript of Evaluation of supply chain structures through modularization and postponement

Theory and Methodology
Evaluation of supply chain structures through modularization andpostponement
Ricardo Ernst, Bardia Kamrad *
McDonough School of Business, Georgetown University, Washington, DC 20057, USA
Received 1 July 1997; accepted 1 January 1999
Abstract
This paper introduces a conceptual framework for evaluating di�erent supply chain structures in the context of
modularization and postponement. In our analysis, modularization is linked to inbound logistics as the combination of
di�erent components (or modules) allow for the assembly of the ®nal product. Postponement, however, corresponds
with the outbound logistics since it is through the distribution function that customers' speci®c demand is satis®ed.
Given this perspective, we introduce a taxonomy and develop a corresponding framework for the characterization of
four supply chain structures, de®ned according to the combined levels of modularization and postponement: Rigid,
Postponed, Modularized and Flexible.
We also illustrate the applicability of the resulting framework through quantifying the total cost di�erential for
utilizing a particular supply chain structure. By quantifying the total cost for employing a particular supply chain
structure we can numerically illustrate structural results that allow for an objective comparison among them. As such,
our ®ndings substantiate the empirical evidence that vertical integration along the supply chain is not always desirable.
A point of emphasis in this paper is the notion that ®rms may be better o� making combined modularization (out-
sourcing) and postponement decisions as opposed to separate ones (as they currently do). This also suggests that
modularization and postponement decisions need not be independent and that their joint consideration extends op-
erational advantages worthy of contemplation. Ó 2000 Elsevier Science B.V. All rights reserved.
Keywords: Supply chains; Outsourcing; Modularization; Postponement
1. Introduction
The emerging paradigm of globalization andincreased competition demands a more e�cient
utilization of every value-adding operation in mostcompanies and within their functional areas. Thefunctions of product and process design are noexception to this evolution. These technology-speci®c areas have matured over the years ascompanies strive to gain a competitive advantagethrough comprehensive product and process de-velopments that not only cut down response time,but also address their implications down the value
European Journal of Operational Research 124 (2000) 495±510www.elsevier.com/locate/dsw
* Corresponding author. Tel.: +1 202 687 4112; fax: +1 202
687 4031.
E-mail addresses: [email protected] (B. Kam-
rad), [email protected] (R. Ernst).
0377-2217/00/$ - see front matter Ó 2000 Elsevier Science B.V. All rights reserved.
PII: S 0 3 7 7 - 2 2 1 7 ( 9 9 ) 0 0 1 8 4 - 8

chain. The expanding scope of decision makingacross temporal, geographical, value chain andfunctional dimensions provides companies with asustainable competitive advantage in terms of cost,quality, innovation and delivery performance.Concurrently, through relentless improvements inthe manufacturing industry over the past decades,companies have bene®tted tremendously throughapplying di�erent managerial approaches (e.g.,JIT, TQM, and FMS). These combined e�orts,however, come at the expense of a correspondingincrease in the level of logistic activities as neededmaterial, parts and products must be moved fromone destination to the next, be it an intra-factorystation or an international market. Supply chainmanagement is responsible for maneuvering this¯ow process through which continued productiv-ity is ensured.
This ¯ow process can be decomposed into twosegments: inbound logistics, concerned with pro-viding all the materials and goods required formaking the products; and outbound logistics,which deals with the ¯ow of the manufacturedproducts from the factories to the hands of thecustomer. Companies recognize that e�ciencies inlogistics have now become as important to stra-tegic planning as are improvements in manufac-turing and marketing.
In this paper we discuss two concepts used inproduct and process design, modularization andpostponement, and probe their respective relationto supply chain structures. The two concepts areclosely interrelated and by implementing themcorrectly, companies can obtain sustainable com-petitive advantages all along the supply chain(procurement, processing and distribution). Al-though both concepts have been individually dis-cussed in the literature before, the combinedpotential of these two approaches is presented inan integrated manner in this paper. As such, theprimary objective of the paper is to introduce aconceptual framework and a taxonomy for eval-uating di�erent supply chain structures in thecontext of modularization and postponement.Here, modularization is linked to the inbound lo-gistics as the combination of di�erent components(or modules) allows the assembly of the ®nalproduct. Postponement, on the other hand, is
associated with the outbound logistics since it isthrough the distribution function that market de-mand is satis®ed. By quantifying the total cost forutilizing a particular supply chain structure wealso exemplify structural results numerically thatallow for an objective comparison among them.
The paper is organized as follows. In the nextsection the two essential concepts to our work,modularization and postponement, are introducedin some detail with a relevant review of the liter-ature. The associated bene®ts of the two conceptsfor the entire supply chain and logistics processesare then explained with a few examples. In Sec-tion 3 a conceptual framework is developedthrough introducing four classes of supply chainstructures (Rigid, Flexible, Postponed and Mod-ularized) as a function of the combined levels ofmodularization and postponement. This essen-tially helps in classifying the aforementioned tax-onomy as well. Section 4 presents a simpleanalytical model to illustrate the total cost of thedi�erent structures and the corresponding struc-tural results, albeit, in an empirical environment.Closing remarks are provided in Section 5.
2. The two concepts
Starr (1965) initially introduced the concept ofModularization in the literature. It implies aproduct design approach whereby the product isassembled from a set of standardized constituentunits. Di�erent assembly combinations from agiven set of standardized units give rise to di�erentend-product models and variations. Thus, modu-lar design e�ectively marries ¯exibility (of the endproduct) with standardization (of constituentparts). It provides opportunities for exploitingeconomies of scope and scale from a product de-sign perspective. The key issue here is to design fore�cient linkage mechanisms in the constituentunits so that any required combination can beconveniently assembled. This implied ¯exibilityhas other related advantages in a manufacturingcontext. In particular, the higher the level ofmodularization, the easier it is to outsource man-ufacturing or its constituent components. In thiscontext, the notion of outsourcing as leveraged
496 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510

through modularization assumes an importantrole in the framework we develop.
The Postponement concept was initially dis-cussed by Alderson (1950), where it was observedthat products tend to become di�erentiated as theyapproach the point of purchase, i.e., as it ¯owsdown the supply chain. Although this ``di�erenti-ation'' improves the marketability, the ``manufac-turability'' of the products become more complex.However, by moving the ``point of departure'' forthe di�erentiated product-models in the manufac-turing process closer toward the point of purchase,bene®ts of consolidation could be exploited whichreduces the complexity in manufacturing. This alsohelps to substantially truncate uncertainty andleads to a reduction in forecast errors by delayingthe date at which one must make a productiondecision associated with a particular demand. Inthis light, postponement may be de®ned as a valueadded process for a set of end products wherebythe common processing requirements among themis maximized. The customized or unique process-ing requirements for each product variety is de-layed (or postponed) as much as possible in thevalue added process. This, in turn, provides scopefor exploiting scale advantages without compro-mising the variety of products (scope advantages)from a process design approach. Chase (1981) andTarondeau (1993) have also discussed this conceptin the context of service systems.
From the above de®nitions it may be noted thatthe fundamental principle in the two concepts isessentially the same ± marrying the advantages ofscale and scope. In our analysis, while modular-ization does this from a product design point ofview, postponement attains it from a process de-sign perspective. Modularization essentially char-acterizes supplier responsibilities in terms of theoutsourcing function. In our view, an integratedproduct±process approach o�ers an increased po-tential for obtaining greater advantages. We willemphasize that most ®rms may be better o�making combined modularization (outsourcing)and postponement decisions, as opposed to sepa-rate decisions, which is the current norm. The ex-isting literature in this area has, by way oftradition, highlighted issues and factors that ®rmsneed to consider in either their outsourcing or their
postponement decisions. By removing this mutualexclusivity, this paper proposes a conceptualframework and taxonomy that helps to emphasizethe combined bene®ts of modularization andpostponement as dependent decisions.
Recent literature has cited numerous articlesaddressing the fact that a product's manufacturingcost (i.e., inbound logistics) is largely determinedby its design. For instance design alone determines80% of the ®nal production cost of the 2,000 partsin the making of a Rolls Royce, and 70% of thecost of manufacturing truck transmissions atGeneral Motors (Corbett, 1986). Concepts such asdesign for manufacturability (Whitney, 1988;Dean and Susman, 1989; Taguchi and Clausing,1990), directly address the importance of consid-ering manufacturing limitations and input. Leeand Billington (1992) contend that the processshould go beyond manufacturing and incorporateissues about order ful®lment (i.e., outbound lo-gistics). In particular, they suggest that companiesshould design for supply chain management moreso than design for manufacturability. Concur-rently, consumers are forcing companies to in-crease the diversity of products. This acutecondition is further intensi®ed by a reduction inproduct life cycles for most existing products. Theresult is an increase in requirements on the ¯exi-bility of manufacturing systems that limit the im-provements in productivity (Taguchi and Nonaka,1986; Wheelwright and Sasser, 1989). Such re-quirements from consumers are increasing both inthe number of details and in diversity which makeit di�cult for companies to anticipate demand.Child et al. (1991) o�er a thorough discussion ofthe operational problems as related to the com-plexity of product variety.
The general notion of postponement has alsobeen studied from di�erent perspectives. For ex-ample, Zinn and Levy (1988) analyze the optimallocation problem for a postponed inventory in amarketing channel. They employ the concept ofspeculative inventory introduced by Buklin (1965)to develop a framework of governance structures.Shapiro and Heskett (1985), Zinn and Bowersox(1988), and Zinn (1990) present other applicationsof the concept in the logistics and distribution sideof business. More recently, however, the problem
R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510 497

has been analyzed as an integrative supply chainmodel by Lee and Billington (1993), Davis (1993)and Lembke and Bassok (1995). The main objec-tive in these models has been to incorporate thecomplexities of the complete supply chain man-agement and its relationship to inventory invest-ment. Speci®c relationships of demands, targetservice levels, substitutability and lead times havealso been considered explicitly within the model'sframework.
However, it should be recognized that the im-plications of these concepts (modularization/post-ponement) extend far beyond the immediate valueaddition processes. The associated bene®ts includethe logistics function in its integrity, inbound andoutbound: plant layout, capacity planning, newproduct development, outsourcing, and reductionsin inventory levels and time distribution of prod-ucts to di�erent market segments.
For instance, the principle of modularization/postponement has been e�ectively used in design-ing plant layout. Magneto±Marelli, an interna-tional automotive component manufacturinggiant, has reorganized its layout at its manufac-turing facilities in France into two broad sections,namely, basic products and model-speci®c lines.The basic product section manufactures compo-nent modules (basic products) which are subse-quently used in multiple (model-speci®c) endproduct lines. This layout pattern simpli®es ma-terial ¯ow and control as it further ampli®es thebene®ts of low inventory in a just-in-time envi-ronment.
The capacity planning approach of Texas In-struments (TI) also illustrates another potentialbene®t. The two broad semiconductor categoriesof TI are low-cost DRAM memory chips and ex-pensive customized microprocessors and other in-tegrated circuits. Quick delivery and service arevery important in this business. TI has developedan ``ingenuous'' capability to ``stretch'' its capacityto accommodate manufacturing of high-end cus-tomized microprocessors. This is e�ected througha specialized product and process design whereby90% of the production process (placing transistorsand chips) is identical for the two product cate-gories; i.e., customization through expensive re-®nement is ``postponed'' to the end of the process.
With this set-up, TI always operates its plant atfull capacity by using production of memory chipsas bu�er: adjusting its volumes in correspondenceto the demand for the customized chips. Thus in1992, it increased its output of customized chipsfrom 10% to 60% of the capacity. This gives TI astrategic and competitive edge in all customersegments. It e�ectively and e�ciently caters to itscustomers of specialized products without a�ectingthe DRAM market segment, which is a commod-ity item ``sold by 13 other hungry manufacturers''(Tully, 1993).
Modularization in product design can helpspeed up the new product development process.Orienting the basic design of new products so as tomaximize the use of existing standardized com-ponent units would mean economy in resourceusage (®nancial and human) as well as reducedtime requirements. It would also imply savings(time and money) in development of correspond-ing processes.
Companies that have successfully exploited thebene®ts of modular design and its consequentstandardization of parts include the Japanese carmaker Suzuki (Friedland, 1994). It has led theindustry in standardizing auto parts and reducingvariations. Two of its latest product models, theWagon R minivan and the Alto, share 70% of theirparts with other Suzuki models. This ``frugal''design strategy is ideally suited for periods ofeconomic downturns when companies are strap-ped for resources but are still unable to scale downtheir innovative e�orts. Additional case examplesinclude Dell Computers, Nike, IBM and GeneralMotors and are given by Tully (1993).
Many companies have also strategically usedthe bene®ts of modularization and outsourcing.One such example is the US automobile manu-facturer Chrysler which designs its cars to be builtin modules (Tully, 1993). Its highly successful LHseries involves a modular design approach: theinterior is composed of four easy-to-install unitsthat are delivered ready as built by separate sup-pliers. This facilitates ``consolidated'' outsourcingactivities like system purchase and black box de-sign which, in turn, are oriented towards exploit-ing advantages of low production costs andadvanced technology.
498 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510

The combined concepts of modularization andpostponement taken together have strategic andtactical implications and advantages. A classicalcase in the logistics advantages of using modular-ization and postponement is Benetton which uses avery convenient combination of contract manu-facturing in their operations strategy (Benetton,1985). For Benetton, 90% of its sales are of stan-dardized items with a seven month advance com-mitted order which are conveniently contractedout based on known stable plans; the remainingdemand pattern of 10% is unpredictable and hencepostponed under in-house manufacturing untiljust ®ve weeks before delivery. This o�ers thecompany strategic and operational ¯exibility.Application of the postponement principle to in-novative packaging design and process could re-sult in increased e�ciency in materials handling,storage and transportation, while providing thecustomer with a better looking package and con-tinued service by maintaining the high ®ll ratetargets (Howard, 1991). This has been applied tothe case of HP DeskJet 500 printers, whereby thepackaging of market speci®c (which resulted in 26versions of 2 basic models) manuals, software andother accessories were ``localized'' by using thebasic principle of ``substitutability'' between ge-neric models (i.e., modularization). The bene®tsincluded a 187% rise in material handling pro-ductivity and a 47% reduction of storage spacerequirements. Lee et al. (1993) presents a case ex-ample of the bene®ts of postponement through anapplication to the distribution of HP printers.Minimal changes in the location of value addition(delocalization) has led to substantial pro®cienciesthrough inventory savings for the company.Standardized products may be rolled out from acentralized facility and then routed to destinationmarkets where a minimal market speci®c valueaddition is undertaken.
In light of the aforementioned examples thelink between these two concepts becomes quiteevident. Simply, this link implies a close relation-ship between product and process design. Asproducts have to be designed to maximize thenumber of common standardized constituent unitsamong a set of end-products, processes must allowfor a ¯ow of discrete steps in the supply chain in
order for the postponement to take place. Theimplication is then clear that outsourcing andpostponement should not be viewed as indepen-dent decisions. The ideal situation is to have thebest of both worlds, economies of scale and scope.Of course, it is not possible to obtain the maxi-mum level of modularization and postponement inevery case. There are either technological restric-tions that impede modularization (e.g., steelmanufacturing), or organizational structures thatconstrain coordination (e.g., decentralized orga-nizational structures that constrain integration).The framework presented in this paper aims atevaluating the di�erent trade-o�s that exist in eachcase.
In the following section we present a taxonomyand a conceptual framework for evaluating supplychain structures. The framework captures thetrade-o�s faced by di�erent supply chains throughcategorization into the two levels of inbound andoutbound logistics.
3. Framework for analysis
Toward characterizing the di�erent supplychain structures, we consider the inbound andoutbound logistics to capture the degree of mod-ularization and postponement. Thus, inboundmodularization is the dimension that captures thedegree of outsourcing and the usage of subcon-tractors for making the components. A low in-bound modularization represents a supply chainwith a high degree of vertical integration. It maybe constrained by either product design speci®ca-tions or by industry structure. A high inboundmodularization, however, is a supply chain highlydecentralized which outsources many of the com-ponents from multiple suppliers.
Outbound postponement captures the extent ofcustomization the supply chain is o�ering. There-fore, a high outbound postponement is a supplychain basically organized around a make-to-orderenvironment where customer demand triggers thecompletion of the ®nal product. A low outboundpostponement is characteristic of a make-to-stockenvironment where an inventory of ®nished prod-ucts is maintained to satisfy customer demand.
R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510 499

Outbound logistics involves a form transformationsince it moves products from the plant to thecustomer.
Zinn and Bowersox (1988) and Lee and Bil-lington (1992) de®ne di�erent levels of postpone-ment according to where in the supply chain theproduct is di�erentiated or customized. Theysummarize the options into time and form post-ponement. In time postponement, one refers todelays in product movement, while form post-ponement refers to the delay in the product's ®nalcon®guration. Note that the concepts (of modu-larization and postponement) are applicable toproducts involving a ¯ow of discrete steps in thesupply chain. In our model we simplify the logis-tics ¯ow pattern by dividing it into three distinctsteps: manufacturing, assembling and packing.Manufacturing involves the production of thecomponent parts. Assembly requires putting to-gether the di�erent components for creating theproduct. Packaging involves the actual packagingand labeling of the ®nal product to satisfy cus-tomer demands. In this simple context, the as-sembly step is viewed as a separating bu�er that,essentially, links inbound (manufacturing) with
outbound (packaging) logistics. The distinctionamong these steps is not trivial: postponing man-ufacturing is quite di�erent from assembly andpackaging. That is why we associate manufactur-ing with modularization and packaging withpostponement. However, given the approach tak-en in the analytical section of this paper, the re-®nement of the steps in the supply chain will bedeferred to future research.
On the basis of our previous depiction of thetwo dimensions of inbound and outbound logisticswe now de®ne four supply chain structures: Rigid,Flexible, Postponed and Modularized (see Fig. 1).The Rigid structure represents the classical verti-cally integrated supply chain where the objective isto exploit economies of scale in production oflarge runs by maintaining large inventories of®nished products. The other extreme is the Flexiblestructure where many subcontractors are used tomake the di�erent components and the assemblyof the ®nal product is in response to a speci®cdemand. Economies due to the commonality e�ectare expected with respect to inventory.
There are also two intermediate structures. TheModularized structure, which has multiple sources
Fig. 1. Framework for supply chain structures M: manufacturing, A: assembly, P: packing.
500 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510

for the components but the output of the assemblyprocess is the ®nished product. This is probablythe most typical supply chain structure for mostindustries (Tully, 1995). Finally, the Postponedstructure that exploits economies of scale in themaking of components but customizes the ®nishedproduct to satisfy speci®c customer or market de-mand.
On this basis, it is not intuitively clear whatsupply chain structure best suits the needs of acompany. We see very rigid structures, companieslike Kamaz (a truck manufacturer), which is ver-tically integrated and basically purchases all theraw materials used in the production of its trucks.Others are more ¯exible, like BMW which buys80% of its car's components 2. Rolls Royce cus-tomizes production and does not assemble or dis-tribute a car until a customer's order is received(Bowersox and Morash, 1989). Arguments in fa-vor or against these concepts can go in either di-rection: from functional specialization andoperational ¯exibility to losing control and infor-mation leaks. In the computer industry, for ex-ample, Apple, IBM and Dell contract their neededcomponents from companies such as SCI Systems,Solectron or Jabil Circuit. Compaq, on the otherhand, manufactures all of its computers in-house 3.In the car industry, GM is the most vertically in-tegrated of the three car companies by producing70% of its components in-house. Chrysler, how-ever, buys 70% of the materials used in each carfrom suppliers (Tully, 1994).
So, what supply chain structure is the most ap-propriate choice for a company. In answering thisquestion appropriately, we note that there is anexplicit trade-o� in cost and service levels that hasto be accounted for. When companies increase thelevel of inbound modularization (e.g., by usingmore modularized contracting), it becomes possi-ble to signi®cantly reduce the ®xed costs involved.Dell, for example, has $2.9 billion in annual reve-nues with $60 million in ®xed assets. It takes $35 ofsales for every dollar of ®xed assets while forCompaq the ®gure is $3 (Tully, 1993, 1995). The
trade-o� has to be in the variable cost (i.e., the perunit variable cost is higher) since some level ofmargin to the subcontractors has to be accountedfor. For the postponement case the situation isreversed. By allowing for a higher outbound post-ponement, companies may incur the extra ®xedcost of maintaining multiple equipment for pack-aging and labeling (e.g., warehouse facilities withmachines to label). However, the variable cost isreduced because of centralized inventories, less riskassociated with lower ®nished goods inventories,and/or bulk shipping from the plants. Zinn andBowersox (1988) and Lee and Billington (1992)present an excellent discussion on similar trade-o�s. The combination of ®xed and variable costsfor the di�erent supply chain structures will beelaborated upon in more detail in the next section.Table 1 illustrates our conceptual framework usingthe companies introduced earlier (see Table 1).
4. Analytical formulation of the framework
In this section we quantify the economic impactof adopting any of the di�erent supply chainstructures introduced earlier. The objective is toderive structural ®ndings that will allow us to il-lustrate comparative results for selecting onestructure over another. In what follows we providea simple analytical framework for evaluating var-ious supply chains on a di�erential cost basis. Theadvantage of this approach, in addition to pro-viding comparative results, is that it allows forincorporation of a host of factors in¯uencing op-erating costs. Of course, this comes at the expenseof increased computational complexity. However,in this paper we are only concerned with the de-velopment of a general framework upon whichother future work can be based.
To focus discussion, consider a company thatsells a product (e.g., ice cream) to two di�erentmarkets (e.g., England and France) with no de-mand correlation between them. The only di�er-ence between the two market requirements is in thepackaging since the labels come in di�erent lan-guages (labels are stickers put on the package).Following our introductory framework, manu-facturing will be associated with the inbound
2 The Economist 5 March 1994.3 The Economist 17 September 1994.
R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510 501

logistics where the ice cream could be either madein house, or could be modularized in standardizedcontainers. Assembly consists of preparing and/or®lling the packages. Finally, packaging consists onlabeling the ice cream for its ®nal destination (i.e.,the two di�erent markets that require di�erent la-bels).
Under the Rigid structure the company makestwo (packaging) runs of ice cream for each of themarkets based on the expected demand for eachmarket (i.e., incur a ®xed cost and a variable costfor labeling in one location). Under the Postponedstructure, the company postpones packaging byhaving a separate labeling process in each of thecountries (i.e., incur a ®xed and variable cost ineach country). Under the Modularized structurethe company subcontracts ice cream production todi�erent dairy companies though, packaging andlabeling for the ®nal markets is performed in-house. Finally, under the Flexible structure thecompany subcontracts making the ice cream,packages it in-house and has a labeling machine ineach of the countries where the postponed ship-ments are labeled according to the market speci-®cations.
The bulk of savings from postponement willarise from a reduction in the variability of demand(assumed Normal) when the company decides topackage ``later''. However, a higher ®xed cost willbe incurred by having two labeling processes asopposed to one. When subcontracting with other(dairy) companies, the ®xed cost of production islower but the variable cost will be higher. Pleasenote that in our setting, the term ¯exibility is as-sociated with ¯exibility of options. Then, for ex-ample, at the inbound logistics, Rigid andPostponed structures will mainly use their existing
equipment for making (i.e., manufacturing) theproducts, while the Modularized and Flexiblecould use di�erent suppliers and even change themfrom time to time (i.e., they have more options).At the outbound logistics, the Rigid and Modu-larized structures will ®nish the ®nal product ear-lier than the Postponed and the Flexible structures.The Postponed and Flexible structures delay theactual ®nishing of the products until more infor-mation about ®nal demand is known and thereforehave more options for changing the mix of ®nishedproducts. When ¯exibility is thought in terms ofcontrol or contractual alternatives, our de®nitionmay not apply.
We are now in a position to set forth an ana-lytic framework for comparison purposes wherethe following notation is introduced:
Let S de®ne the production quantity undereach structure considered. In light of the abovenotation, the total cost under structure i is givenby
i index for the di�erent supply chainstructures R, F, O and P
j index for the two markets A and BFi ®xed cost under structure iVi variable cost under structure iH holding cost per unit for the inventory of
®nished goodsB backorder cost per unit for demand not
satis®ed, where in most realisticapplications B P Vi
f(á) probability distribution of demand(lj, Fj) mean and standard deviation
parameters for the demand in market j
Table 1
Illustration of the framework
Inbound modularization
Low High
Outbound postponement High Postponed Flexible
Texas Instruments, Magneto-Marelli,
Rolls Royce
Dell Computers, Benetton,
Suzuki, Hewlett-Packard
Low Rigid Modularized
Compaq, Kamaz General Motors IBM, Nike, BMW, Chrysler
502 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510

TCi�S� � Fi � Vi�S� � HZ S
0
�S ÿ x�f �x� dx
� BZ 1
S�xÿ S�f �x� dx: �1�
The ®rst two terms in Eq. (1) capture the ®xed andvariable cost of production and packaging. As-sembly is not explicitly captured in the formulationbecause all structures include it in a similar fash-ion. Each supply chain structure will have a dif-ferent combination of parameters to be discussedlater. We assume, as in Zinn and Bowersox (1988),that variable costs re¯ect those that would drop tozero as a consequence of eliminating the product.Fixed costs are de®ned as those that do not changewith the quantity produced. The third and fourthterms capture the total holding and backordercosts, respectively. For simplicity we assume anorder-up-to level inventory policy. Note that Hand B are assumed the same under the four supplychain structures and for the two markets. The totalholding and backorder cost are a function of the®nished goods inventory (outbound logistics) andnot a function of the manufacturing method se-lected.
The quantity to be produced, S may be ex-pressed in two distinct ways depending on the levelof outbound postponement considered. If theoutbound postponement is low (i.e., the structureis rigid or modularized), the company treats eachmarket independently since we have assumed nodemand correlation, and the quantity to be pro-duced is a function of the expected demand. Thisquantity is expressed by
SL � lA � kArA � lB � kBrB �2�where the constants kA and kB depict the servicelevel parameters (measured as deviations of F) formarkets A and B and de®ned according to thestrategic priorities of the company.
If the outbound postponement is high (i.e., thestructure is postponed or ¯exible), the companybene®ts from the commonality e�ect for the safetystock (as in Baker et al., 1986) and the resultingproduction quantity is expressed as
SH � lA � lB ��������������������������k2
Ar2A � k2
Br2B
q: �3�
To simplify matters somewhat, suppose that kB �akA and rB � brA for a; bP 1. It then follows that
SH � lA � lB � kA
�����������������1� a2b2
qrA: �4�
These expressions allow for derivation of the totalcost function for the di�erent supply chain struc-tures. Toward this objective, denote the standardnormal distribution as g(z) and let
Gz�k� �Z 1
k�zÿ k�g�z� dz: �5�
Upon substituting Eq. (5) into Eq. (1), whilemaintaining our assumptions we obtain the fol-lowing expression:
TCR�SL�� FR � VR�lA � lB � kArA � kBrB�� H�rA�kA � Gz�kA�� � rB�kB � Gz�kB���� B�rAGz�kA� � rBGz�kB�� �6�
where by rearranging the terms in the totalcost function for the rigid supply chain structureyields
TCR�SL�� FR � VR�lA � lB � kA�1� ab�rA�� HrA�kA�1� ab� � Gz�kA� � bGz�akA��� BrA�Gz�kA� � bGz�akA��: �7�
Proposition 1. Under the Rigid Supply ChainStructure the service level parameter, kA thatminimizes the total cost satis®es the followingcritical ratio condition:
�1� ab� �Bÿ VR��H � B� � F �kA� � abF �akA� �8�
where F(�) is the cumulative function of f(�).
Proof. It is straightforward to verify that the totalcost function given by Eq. (7) is convex in SL. Theproof follows thereafter.
R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510 503

In a similar fashion we may obtain an expres-sion for the total cost function in the case ofFlexible Supply Chain Structure:
TCF�SH�
� FR � VR lA � lB � kA
�����������������1� a2b2
qrA
� �� HrA kA
�����������������1� a2b2
q�� Gz kA
�����������������1� a2b2
q� ��� BrAGz kA
�����������������1� a2b2
q� �: �9�
Proposition 2. Under the Flexible Supply ChainStructure the service level parameter, kA thatminimizes the total cost satis®es the followingcritical ratio condition:
�Bÿ VF��H � B� � F kA
�����������������1� a2b2
q� ��10�
where, without loss of generality we have assumed inall cases B P Vi , for all i, to ensure the critical ratiois non-negative.
The proof follows in a straightforward manner, asin Proposition 1.
The total cost functions for the modularizedand postponed supply chain structures are similarto the ones derived in Eq. (7) and Eq. (9) byadjusting for the appropriate ®xed and variablecosts. The total cost function for these structuresis di�erent in that the modularized uses the lowoutbound postponement (like the Rigid) while thepostponed uses a high outbound postponement(like the Flexible). In addition, the structural re-sults as provided by Propositions 1 and 2 alsoremain valid and may be extended to account forthe current cases considered by appropriatelyadjusting the corresponding variable costs. Incomparing the four supply chain structures therelationship between ®xed and variable costs foreach of them must be analyzed. The holding andbackorder costs are assumed ®xed in all cases andtherefore have no direct impact on the analysis.As we have already remarked, the rigid structureexploits economies of scale in production andpackaging when making SL units. The ¯exiblestructure, on the other hand, results in a lower
®xed cost for producing the components (since itsubcontracts) while a higher ®xed cost for pack-aging is incurred (two di�erent labeling machinesare required), in order to make SH units. Forcomparison purposes, we assume that the result-ing ®xed cost for the ¯exible supply chain struc-ture is equal to the ®xed cost of the rigid supplychain structure, so that an increase in postpone-ment cost is equally o�set by a correspondingdecrease in subcontracting expense. Similar as-sumptions can also be made regarding the vari-able costs. The other two supply chain structures(Modularization and Postponed) are re¯ective ofintermediary situations as presented in the fol-lowing table; where DF and DV de®ne any twopositive numbers and where their magnitude willbe speci®c to each case. We are aware of the re-striction of these assumptions and use them onlyas a means of simplifying the comparison (forillustrative purposes) among the di�erent supplychain structures. Further research should explorein more detail the range and variability for theseparameters.
These relationships allow us to derive the fol-lowing propositions where their correspondingproofs are deferred to Appendix A.
Proposition 3. Given a service level parameter kA,the total cost for the Flexible Supply Chain Struc-ture can never exceed the total cost for Rigid SupplyChain Structure, i.e.
TCF�SH�6 TCR�SL�: �11�
Proof. See Appendix A.
According to Proposition 3, and given the as-sumptions of our model, there are no situationswhere the rigid supply structure is justi®able relativeto the ¯exible structure. This ®nding is also sup-
Supply chain
structure
Fixed
cost
Variable
cost
Units
produced
Rigid F V SL
Postponed F + DF V ÿ DV SH
Modularized F ÿ DF V + DV SL
Flexible F V SH
504 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510

ported by recent empirical evidence that a majorityof companies are seeking and entering contractualagreements with suppliers in moving towards amake-to-order type arrangement (Zarley, 1995).
Proposition 4. For a given service level parameterkA, the total cost for the Modularized Supply ChainStructure is lower than the total cost for the RigidSupply Chain Structure if the following conditionholds:
TC0�SL�6 TCR�SL� () F =DV P SL: �12�It follows, without loss of generality, that the sameconcept applies to the other case by replacingModularized by Postponed, Rigid by Flexible andSL by SH. That is,
TCP�SH�6 TCF�SH� () F =DV P SH: �13�Result from Proposition 4 are similar to the clas-sical results in the make versus buy decisionswhere the driver is the ratio of ®xed to variablecost relative to the quantity to be produced.
Proposition 5. Let (X,Y) represent any of thefollowing pairwise combinations: (Postponed, Mod-ularized), (Flexible, Modularized), or (Postponed,Rigid). Then, for a given service level parameter kA,the total cost for the X supply chain structure islower than the total cost for the Y supply chainstructure if the following condition holds:
TCX �SH�6 TCY �SL�() FX ÿ FY P VY �SL� ÿ VX �SH� ÿ K; �14�
where
K � HkArA
�����������������1� a2b2
q�ÿ 1� � ab�
�� �H � B�rA Gz kA
�����������������1� a2b2
q� ��ÿ Gz�kA�
ÿ bGz�akA��:
�15�Proof. See Appendix A.
As in Proposition 4, in Proposition 5 the deci-sion is also determined by the relationship between
®xed and variable costs. The di�erence betweenthis case and the previous is that the quantity to bemade is di�erent, i.e., the Postponed structuremakes SH units and the Modularized structuremakes SL units.
5. Numerical illustration
To illustrate the framework developed hereinthe following set of case parameters are employedwhere
By applying Propositions (1) and (2) to theabove case parameters the following table ofsummarized results is obtained:
No direct comparison can be made among thefour supply chain structures since we have com-puted the optimal kA in each case. However, it isinteresting to observe that the rigid structure re-sulted in the highest cost but with the highest
lj 100 units for markets A and BrA 20 unitsF 500$V 3$/unitH 1$/unitB 8$/unitDF 250 (®xed cost is reduced or increased by
50% in the Modularized or Postponedstructures)
DV 1 (variable cost is reduced or increased by33%)
a 1 (safety factor for market B is equal to thesafety factor for market A)
b 3 (variability of demand for market B isthree times the variability for market A)
Supply chain
structure
Optimal
service
level pa-
rameter kA
Optimal
units
produced
Total
cost ($)
Rigid 0.139 211.17 1384.45
Postponed 0.136 208.62 1215.45
Modularized ÿ0.139 188.82 1334.45
Flexible 0.044 202.79 1171.11
R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510 505

service level. The ¯exible structure has the lowestcost and a lower service level than the rigid. Thismight be explained by the commonality e�ect (i.e.,less safety stock is required to obtain a similarservice level).
The Modularized structure is not an attractiveoption for the choice of case parameters used heresince it provides a low level of service with a hightotal cost. The postponed structure o�ers a higherlevel of service with a total cost still under the rigidstructure.
In order to compare the di�erent supply chainstructures we ®x the service level parameter kA at0.1 and calculate the resulting total cost. For thiskA the resulting values of SH, SL and K are206.33, 208.00 and ÿ207.44 respectively.Through changing the values for DF and DV wecan observe how the optimal supply structurechanges.
As expected from Proposition 3, the rigid sup-ply chain structure implies an inferior chainstructure in all cases. Scenario 1, assumes a noincrease in the variable cost case because of usingsubcontractors (e.g., competition among the po-tential suppliers is high). Even though we end upproducing SL units, the Modularized structure ispreferred over any other because of the savingsresult in the overall ®xed costs.
In scenario 2, we assume no increases in the®xed cost for postponing (e.g. no ®xed costrequired for packaging), but a certain reductionin the variable cost because of economies ofscale in transportation of the common product.In this case the postponed supply chain is pre-ferred.
Of further interest is the resulting comparativestatics when considering sensitivity analysis with
respect to the model parameters a or b. Inparticular, given a speci®c supply chain structurewe consider parametric conditions under which aswitch to an alternative structure may be moreeconomical from a di�erential cost perspective.Recalling that by de®nition (i) kB� akA and (ii)rB� bFA, for each of the following comparisons(as shown in Table 2) we ®rst ®x a� 1 andconsider the impact of changing kA and b ontotal cost di�erentials and later by ®xing b� 1we consider cost rami®cation as kA and a arechanged. In this analysis, total cost di�erentialsre¯ect the total cost of a particular structure(e.g. rigid), less the total cost of an alternativestructure considered (e.g. modularized). Totalcost ®gures are calculated by Eq. (1).
An interesting and further consideration withrespect to the above sensitivity analysis and thestructures de®ned in Fig. 1 is a comparison be-tween the rigid and ¯exible structures. As before,we probe parametric conditions under which agiven structure may be a more suitable optionover an alternative structure from a total costdi�erential perspective. For this analysis, a and bare set equal to one as in Table 2 and sensitivityanalysis with respect to the parameters of interestare conducted in the customary fashion. Unlikethe previous cases summarized in Table 2, herethe total cost di�erential function behaves di�er-ently across the range of parameters considered.As a result, and depending on the parametervalues, the choice of a particular structure evolvesas described below:
(i) a� 1. As kA increases from zero and b alsoincreases
(a) Initially the rigid structure is a more cost ef-fective choice.(b) Later, as kA and b continue to increase the¯exible structure is a more economical alterna-tive.While continuing to increase b with kA de-
creasing from zero(a) Initially rigid is a better choice, and(b) Later, the ¯exible structure becomes morecost e�ective.In this particular case, (a� 1), for kA� 0 and
for changing b values, the ¯exible structure is thechoice alternative.
Supply chain
structure
Base case
DF� 250,
DV� 1
Scenario 1
DF� 250,
DV� 0
Scenario 2
DF� 0,
DV� 1
Rigid $1384.67 $1384.67 $1384.67
Postponed $1215.88 $1422.21 $965.88
Modularized $1342.67 $1134.67 $1592.67
Flexible $1172.21 $1172.21 $1172.21
506 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510
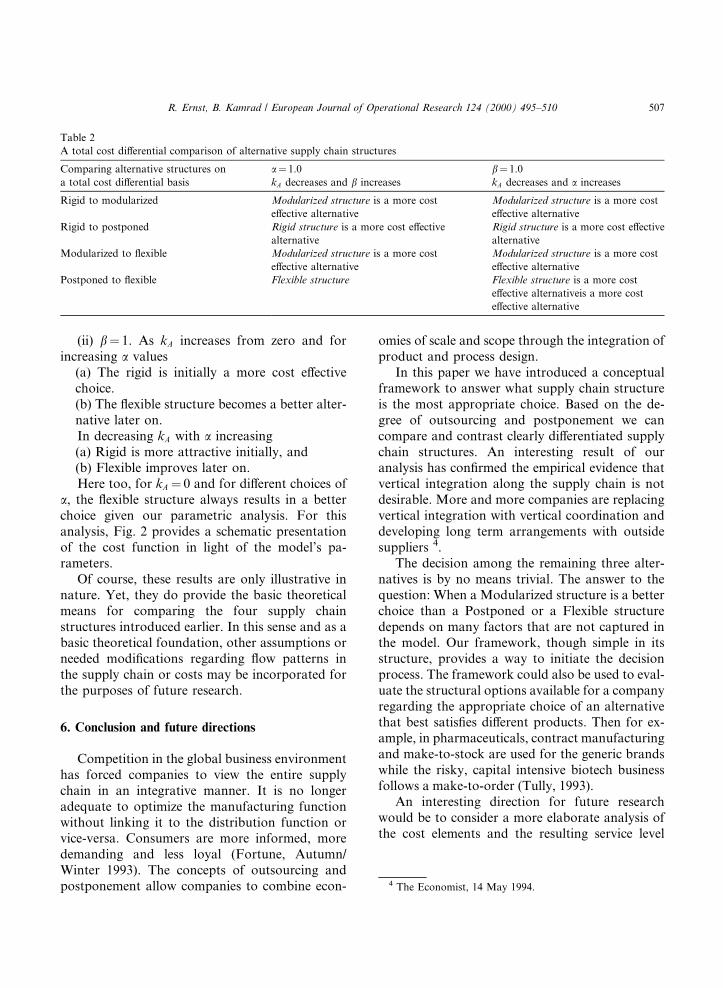
(ii) b� 1. As kA increases from zero and forincreasing a values
(a) The rigid is initially a more cost e�ectivechoice.(b) The ¯exible structure becomes a better alter-native later on.In decreasing kA with a increasing(a) Rigid is more attractive initially, and(b) Flexible improves later on.Here too, for kA� 0 and for di�erent choices of
a, the ¯exible structure always results in a betterchoice given our parametric analysis. For thisanalysis, Fig. 2 provides a schematic presentationof the cost function in light of the model's pa-rameters.
Of course, these results are only illustrative innature. Yet, they do provide the basic theoreticalmeans for comparing the four supply chainstructures introduced earlier. In this sense and as abasic theoretical foundation, other assumptions orneeded modi®cations regarding ¯ow patterns inthe supply chain or costs may be incorporated forthe purposes of future research.
6. Conclusion and future directions
Competition in the global business environmenthas forced companies to view the entire supplychain in an integrative manner. It is no longeradequate to optimize the manufacturing functionwithout linking it to the distribution function orvice-versa. Consumers are more informed, moredemanding and less loyal (Fortune, Autumn/Winter 1993). The concepts of outsourcing andpostponement allow companies to combine econ-
omies of scale and scope through the integration ofproduct and process design.
In this paper we have introduced a conceptualframework to answer what supply chain structureis the most appropriate choice. Based on the de-gree of outsourcing and postponement we cancompare and contrast clearly di�erentiated supplychain structures. An interesting result of ouranalysis has con®rmed the empirical evidence thatvertical integration along the supply chain is notdesirable. More and more companies are replacingvertical integration with vertical coordination anddeveloping long term arrangements with outsidesuppliers 4.
The decision among the remaining three alter-natives is by no means trivial. The answer to thequestion: When a Modularized structure is a betterchoice than a Postponed or a Flexible structuredepends on many factors that are not captured inthe model. Our framework, though simple in itsstructure, provides a way to initiate the decisionprocess. The framework could also be used to eval-uate the structural options available for a companyregarding the appropriate choice of an alternativethat best satis®es di�erent products. Then for ex-ample, in pharmaceuticals, contract manufacturingand make-to-stock are used for the generic brandswhile the risky, capital intensive biotech businessfollows a make-to-order (Tully, 1993).
An interesting direction for future researchwould be to consider a more elaborate analysis ofthe cost elements and the resulting service level
Table 2
A total cost di�erential comparison of alternative supply chain structures
Comparing alternative structures on
a total cost di�erential basis
a� 1.0 b� 1.0
kA decreases and b increases kA decreases and a increases
Rigid to modularized Modularized structure is a more cost
e�ective alternative
Modularized structure is a more cost
e�ective alternative
Rigid to postponed Rigid structure is a more cost e�ective
alternative
Rigid structure is a more cost e�ective
alternative
Modularized to ¯exible Modularized structure is a more cost
e�ective alternative
Modularized structure is a more cost
e�ective alternative
Postponed to ¯exible Flexible structure Flexible structure is a more cost
e�ective alternativeis a more cost
e�ective alternative
4 The Economist, 14 May 1994.
R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510 507

implications. Given the shortening in product lifecycles, some analysis of di�erent demand patternsfor di�erent products and di�erent markets couldalso be useful.
Acknowledgements
The authors thankfully acknowledge helpfulcomments from the referees.
Appendix A
Proof of Proposition 3. Taking the di�erencebetween Eq. (3) and Eq. (4) and rearranging termswe obtain
TCF�SH� ÿ TCR�SL�
� �V � H�kArA
�����������������1� a2b2
qÿ �1� ab�
� �
Fig. 2. Total cost di�erential function when considering a shift from rigid to ¯exible structure.
508 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510

� �H � B�rA Gz kA
�����������������1� a2b2
q� ��ÿ Gz�kA�
ÿ bGz�akA��: �A:1�
We have to prove that this di�erence is alwaysnegative. Given that a; b > 1 and the followingrelationship:�����������������
1� a2b2
q�
����������������������������������1� ab�2 ÿ 2ab
q6
��������������������1� ab�2
q� �1� ab�; �A:2�
guarantees that the ®rst term is negative whenkA > 0.
For the second term we know that Gz(x) is al-ways positive and a decreasing function of x.(Silver and Peterson, 1985). Therefore,
Gz�kA� � bGz�akA� > Gz kA
�����������������1� a2b2
q� ��A:3�
since both kA and akA are smaller than
kA
�����������������1� a2b2
q. Thus, the second term is always
negative.
If kA < 0 the ®rst term in Eq. (A.1) is positive.However, the second term is greater than the ®rstterm since by de®nition Gz�ÿx� � Gz�x� � x (Silverand Peterson, 1985) and B > V . Therefore,
Gz�kA
�����������������1� a2b2
q�P kA
�����������������1� a2b2
q;
Gz�kA�P kA;
Gz�akA�P akA:
�A:4�
Proof of Propositions 4 and 5. The result isobtained by simply taking the di�erence in costbetween the relevant supply chain structures andrearranging terms. Note that K is always <0following the previous proof.
References
Alderson, W., 1950. Marketing e�ciency and the principle of
postponement, Cost and Pro®t Outlook 3.
Baker, K.R., Magazine, M.J., Nuttle, H.L.W., 1986. The e�ect
of commonality on safety stock in a simple inventory model.
Management Science 32 (8), 982±988.
Benetton, 1985. Harvard Business Review, Case No. 685-020.
Bowersox, D.J., Morash, E.A., 1989. The integration of
marketing ¯ows in channels of distribution. European
Journal of Marketing 23 (2), 58±67.
Buklin, L.P., 1965. Postponement, speculation, and the struc-
ture of distribution channels, Journal of Marketing Re-
search 2, 26±31.
Chase, R.B., 1981. The customer contact approach to services:
Theoretical bases and practical extensions. Operations
Research 29 (4), 698±706.
Child, P., Diederichs, R., Sanders, F., Wisioniwski, S., 1991.
The Management of Complexity, Sloan Management Re-
view, pp. 73±80.
Corbett, J., 1986. Design for economic manufacture. Annals of
C.I.R.P. 35 (1), 93.
Davis, T., 1993. E�ective supply chain management, Sloan
Management Review, pp. 35±46.
Dean, J.W., Jr., Susman, G.I., 1989. Organizing for manufac-
turable design, Harvard Business Review, pp. 81±104.
Friedland, J., 1994. Car industry: Mini miracle, Far Eastern
Economic Review, p. 76.
Howard, K.A., 1991. Packaging postponement lowers logistical
costs. In: Logistical Packaging Innovation Symposium
Proceedings, Council of Logistics Management.
Lee, H.L., Billington, C., 1992. Managing supply chain
inventory: Pitfalls and opportunities. Sloan Management
Review 33 (3), 65±73.
Lee, H.L., Billington, G., Carter, B., 1993. Hewlett-Packard
gains control of inventory and service through design for
localization. Interfaces 23 (4), 1±11.
Lembke, R., Bassok, Y., 1995. Multiproduct inventory models
with single item substitution, Working Paper, Department
of Industrial Engineering and Management Science, North-
western University, Evanston, IL.
Shapiro, R.D., Heskett, J.L., 1985. Logistics Strategy: Cases
and Concepts, West Publishing, St. Paul, MN.
Silver, E.A., Peterson, R., 1985. Decision systems for inventory
management and production planning, Wiley, London.
Starr, M.K., 1965. Modular-production: A new concept,
Harvard Business Review, pp. 131±142.
Taguchi, G., Clausing, D., 1990. Robust quality, Harvard
Business Review, pp. 65±75.
Taguchi, H., Nonaka, I., 1986. The new new product develop-
ment game, Harvard Business Review, pp. 137±146.
Tarondeau J.C., 1993. Strategie Industrielle, Vuibert Gestion,
Paris.
Tully, S., 1993. The modular corporation, Fortune, pp. 52±
56.
Tully, S., 1995. Purchasing new muscle. Fortune 20, 75±83.
Wheelwright, S.C., Sasser, W.E., 1989. The new product
development map, Harvard Business Review, pp. 1112±125.
Whitney, D.E., 1988. Manufacturing by design, Harvard
Business Review, pp. 83±91.
Zarley, C., 1995. Manufacturers race to install full build-to-
order capabilities, Computer Reseller News, p. 3.
R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510 509

Zinn, W., 1990. Should you assemble products before an order
is received? Business Horizons 33, 70±73.
Zinn, W., Bowersox, D.J., 1988. Planning physical distribution
with the principle of postponement. Journal of Business
Logistics 9, 117±136.
Zinn, W., Levy, M., 1988. Speculative inventory management:
A total channel perspective. International Journal of
Physical Distribution & Materials Management 18 (5), 34±
39.
510 R. Ernst, B. Kamrad / European Journal of Operational Research 124 (2000) 495±510