Evaluation of molten pool geometry with induced plasma plume absorption in laser-material...
7
International Journal of Machine Tools & Manufacture 47 (2007) 971–977 Evaluation of molten pool geometry with induced plasma plume absorption in laser-material interaction zone Giovanni Tani, Luca Tomesani, Giampaolo Campana , Alessandro Fortunato DIEM (Department of Mechanical Construction Engineering), University of Bologna, Viale Risorgimento 2, 40136, Bologna (BO), Italy Received 2 December 2005; received in revised form 12 July 2006; accepted 18 July 2006 Available online 28 September 2006 Abstract The presence of plasma affects laser material processing technology because, according to process parameters, a large portion of the energy emitted by the laser source is absorbed by the plasma plume without hitting the workpiece. The only way to avoid a significant reduction in process efficiency, due to plasma absorption, is thus to decrease the plasma formation by controlling the working parameters. An original analytical system for the prediction of the actual energy transmitted to the workpiece was developed by modelling the plasma plume physical state related to the process parameters. In this way, by determining the laser beam energy lost in the plasma plume and the conduction energy transmitted to the workpiece, an evaluation of the laser material interaction could be carried out. The developed model allows to evaluate the geometry of the molten pool by means of the computation of the interface between the solid and the remelted material. The effect of the plasma plume presence, by comparison with a modelisation without plasma implemented in similar way by the authors, was to reduce the molten pool and in particular the penetration depth and it permits to have close simulation results to experimental data. For the model validation several experiments were performed on an austenitic stainless steel with a CW CO 2 laser source. The experimental activity was developed by varying process speed and power level up to 1200 W when in the range of conduction welding. r 2006 Elsevier Ltd. All rights reserved. Keywords: Laser conduction welding; Laser welding modelling; Molten pool geometry; Plasma plume absorption. 1. Introduction The effect of energy absorption by plasma in high-power laser material processing is not insignificant; nevertheless the modelling of this phenomenon is very expensive in terms of mathematical representation and calculation time. It is well known that, in laser fusion cutting, plasma formation concerns a thin layer of material on the upper surface of the kerf, as referred in [1], due to the fact that the main working mechanism is melting while just a little portion of material vaporizes. For this reason a simplified management of plasma modelling could be satisfactory. In laser welding, instead, plasma formation is a more critical phenomenon caused by vapour-metal and shielding gas interaction with laser, which leads to both absorption of a portion of the laser power [2] and to defocusing the beam [3]. Different models have been proposed for deep penetration laser welding. In some papers the keyhole geometry was predicted completely and all the different physical phenomena involved were considered while the effect of plasma absorption was evaluated by means of an average constant coefficient [4–6]. In more recent studies plasma formation and absorption were modelled in a more detailed way, but calculation time became very expensive [7,8]. The aim of the present paper is the study of plasma formation and energy absorption in laser material proces- sing in the case of conduction welding. The analytical model proposed here is based on an energy balance equation where plasma absorption is considered by means of a variable coefficient, which is a function of the process parameters and of the interaction zone. For this purpose, the interaction zone was divided ARTICLE IN PRESS www.elsevier.com/locate/ijmactool 0890-6955/$ - see front matter r 2006 Elsevier Ltd. All rights reserved. doi:10.1016/j.ijmachtools.2006.07.003 Corresponding author. Tel.: +390512093456; fax: +390512093412. E-mail address: [email protected] (G. Campana).
Transcript of Evaluation of molten pool geometry with induced plasma plume absorption in laser-material...

ARTICLE IN PRESS
0890-6955/$ - se
doi:10.1016/j.ijm
�CorrespondE-mail addr
International Journal of Machine Tools & Manufacture 47 (2007) 971–977
www.elsevier.com/locate/ijmactool
Evaluation of molten pool geometry with induced plasma plumeabsorption in laser-material interaction zone
Giovanni Tani, Luca Tomesani, Giampaolo Campana�, Alessandro Fortunato
DIEM (Department of Mechanical Construction Engineering), University of Bologna, Viale Risorgimento 2, 40136, Bologna (BO), Italy
Received 2 December 2005; received in revised form 12 July 2006; accepted 18 July 2006
Available online 28 September 2006
Abstract
The presence of plasma affects laser material processing technology because, according to process parameters, a large portion of the
energy emitted by the laser source is absorbed by the plasma plume without hitting the workpiece. The only way to avoid a significant
reduction in process efficiency, due to plasma absorption, is thus to decrease the plasma formation by controlling the working
parameters.
An original analytical system for the prediction of the actual energy transmitted to the workpiece was developed by modelling the
plasma plume physical state related to the process parameters. In this way, by determining the laser beam energy lost in the plasma plume
and the conduction energy transmitted to the workpiece, an evaluation of the laser material interaction could be carried out.
The developed model allows to evaluate the geometry of the molten pool by means of the computation of the interface between the
solid and the remelted material. The effect of the plasma plume presence, by comparison with a modelisation without plasma
implemented in similar way by the authors, was to reduce the molten pool and in particular the penetration depth and it permits to have
close simulation results to experimental data.
For the model validation several experiments were performed on an austenitic stainless steel with a CW CO2 laser source. The
experimental activity was developed by varying process speed and power level up to 1200W when in the range of conduction welding.
r 2006 Elsevier Ltd. All rights reserved.
Keywords: Laser conduction welding; Laser welding modelling; Molten pool geometry; Plasma plume absorption.
1. Introduction
The effect of energy absorption by plasma in high-powerlaser material processing is not insignificant; neverthelessthe modelling of this phenomenon is very expensive interms of mathematical representation and calculation time.
It is well known that, in laser fusion cutting, plasmaformation concerns a thin layer of material on the uppersurface of the kerf, as referred in [1], due to the fact that themain working mechanism is melting while just a littleportion of material vaporizes. For this reason a simplifiedmanagement of plasma modelling could be satisfactory.
In laser welding, instead, plasma formation is a morecritical phenomenon caused by vapour-metal and shieldinggas interaction with laser, which leads to both absorption
e front matter r 2006 Elsevier Ltd. All rights reserved.
achtools.2006.07.003
ing author. Tel.: +390512093456; fax: +390512093412.
ess: [email protected] (G. Campana).
of a portion of the laser power [2] and to defocusing thebeam [3]. Different models have been proposed for deeppenetration laser welding. In some papers the keyholegeometry was predicted completely and all the differentphysical phenomena involved were considered while theeffect of plasma absorption was evaluated by meansof an average constant coefficient [4–6]. In more recentstudies plasma formation and absorption were modelledin a more detailed way, but calculation time became veryexpensive [7,8].The aim of the present paper is the study of plasma
formation and energy absorption in laser material proces-sing in the case of conduction welding.The analytical model proposed here is based on an
energy balance equation where plasma absorption isconsidered by means of a variable coefficient, which is afunction of the process parameters and of the interactionzone. For this purpose, the interaction zone was divided

ARTICLE IN PRESSG. Tani et al. / International Journal of Machine Tools & Manufacture 47 (2007) 971–977972
into elementary surfaces and the energy balance, such asthe evaluation of the plasma absorption, was written foreach element. Furthermore, the surface absorption of laserpower was evaluated using the Fresnel law.
The model was implemented in Mathematicas and thecalculation time for a complete evaluation of the 3Dinteraction zone geometry is very competitive compared toFEM modelling.
The effect of different process parameters on the moltenpool geometry, such as the incident laser power andprocess speed, were investigated either through experi-mental trials or by means of the model output.
2. Analytical modelling
The analytical models, presented here, are based on asystem of equations defined in the laser-material interac-tion zone. They were considered and developed for laserconduction welding without considering the gap effect andshielding gas.
In the proposed model, it was supposed that the laserenergy crosses a stationary vapour-plasma plume, causedby metal vaporisation, which absorbs a portion of energydue to the effect of the electron–ion inverse bremsstrahlungprocess, and impinges perpendicularly on the materialsurface where it is partially absorbed according to theFresnel law.
The shape and the dimension of the vapour-plasmaplume above the molten pool are evaluated by knowing itsphysical conditions such as: vapour-plasma temperature T,absorption coefficient m, vapour-plasma density rv, iondensity ni, refractive index n and velocity of the vapour-plasma phase _Sv. The following Eqs. (1) and (2) wereobtained by reducing the system introduced in [9,10] andsolving it by considering vapour-plasma temperature T andtemperature in the liquid–vapour interface Ts as variablesrelated to the process parameters like laser power P andspeed V. Eq. (1) could be written as
TðT sÞ ¼ T1 þZ� T s
Zc2c1
rvðT sÞ
_SvðT sÞ, (1)
where TN is the atmospheric temperature, rv, _Sv are afunction of Ts while Z, c1, c2 are constants and theremaining symbols are already introduced.
Eq. (2) is:
ln T s ¼ ln Z�
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiS:
vðT sÞc1
rvðT sÞ
sn2i ðT ;T sÞc7
nðT ;T sÞT3=2ðxþ ln TÞ, (2)
where c7 and x are constants.Once the vapour-plasma plume is fully defined, it was
possible to calculate the geometry of the laser-materialinteraction zone by considering the actual amount of thelaser energy which hits the working pieces.
Eq. (3) represents the power balance, see Ref. [11]:
ZAxy
Z u¼x
u¼�1
AP exp ð�mhpÞ
pR2f V
exp �u2 þ y2
R2f
� �du
� �dxdy
¼
ZAxy
2cpsðTm � T1ÞðPe=2Þ0:3
Rf
x
Vdxdy
þ
ZAxy
½rlðLm þ cpsðTm � T1ÞÞ�Sðx; yÞdxdy
þ
ZAxy
ðrl Sv
:ðcppðT s � TvÞ þ Lv
þ cplðTv � TmÞÞðx=V ÞÞdxdy. ð3Þ
The member on the left is the portion of the laser energyimpinging the workpiece surface, where Axy is the surfaceelement inside the laser-material interaction zone, A, hp,and Rf are the absorption coefficients of the melt surfaceaccording to Fresnel law, the vapour-plasma height and theradius of the focused laser beam, respectively. The firstterm in the member on the right is the energy lost due toconduction evaluated as in [12], where Tm and Tv are themelting and the vaporisation temperature for the consid-ered material, respectively, cps is the coefficient of thermalconductivity for solid material, Pe is the Peclet numberequal to ðR�f V Þ=a, where a is the thermal diffusivity. Thesecond and the third terms in the member on the right arethe energy spent for melting, vaporisation and plasmaformation. The meaning of the remaining symbols are: rl isthe liquid metal density, S ¼ z� zf is the penetration depthreferred to the position of the focus with respect to the topsurface of the workpiece where zf is the position of thefocus, Lm and Lv are the latent heat for melting andvaporizing the working material, respectively, cpl, cpp arethe coefficients of thermal conductivity for liquid materialand metallic vapour, respectively.The coordinate reference frame, Oxyz, is fixed to the laser
beam axis, as in Crissolouris for the steady-state process[13]. The workpiece surface was divided into squareelements and Eq. (3) was applied to each element.A second analytical model was developed in which the
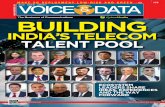
energy balance does not consider the vaporisation andplasma formation in order to compare the results andbetter evaluate the effect of the plasma absorption onmolten pool geometry.In Fig. 1 the typical output of the models are shown.
They illustrate the solid surface of the workpiece with anindentation where the molten pool was formed. Inparticular, Fig. 1(a) shows the boundary surface of themolten pool when vapour-plasma formation is notconsidered and the whole process energy is used to meltthe working material. In Fig. 1(b) the boundary surface ofthe molten pool is shown when the plasma absorption isconsidered.Figs. 2 and 3 show the predicted penetration depths, the
temperature T and the absorption values m of the plasmaand the temperature predicted for the surface Ts in the case

ARTICLE IN PRESS
-0.0005-0.00025
0
0.00025
0.0005
y (m)
0.0005
0.000250
-0.00025-0.0005
-0.001
x (m
)
0
-0.00025
-0.0005
-0.00075
z (m
)
-0.0005
-0.000250
0.00025
0.0005
y (m)0.0005
0.000250
-0.00025-0.0005
-0.001
x (m
)
0
-0.00025
-0.0005
-0.00075
z (m
)
(a)
(b)
Fig. 1. Solid–liquid interface by analytical model (a) without considering
plasma and (b) when considering plasma formation.
Distance from beam axis - x (mm)
Dis
tanc
e fr
om to
p su
rfac
e z
(mm
)
-1.5 -1 -0.5 0 0.5 1 1.50.0750
-0.600
-0.450
-0.300
-0.150
0.000
Fig. 2. Centerline plane of the laser-material interaction zone: in evidence
the line representing the interface between molten pool and solid material.
P ¼ 600W, V ¼ 1m/min.
Distance from beam axis - x (mm)
Pla
sma
plum
e ab
sorp
tivity
µ (
1/m
)
-1 -0.5 0 0.5 10
10
20
30
40
50
60
Distance from beam axis - x (mm)
plas
ma
Tem
p. T
and
Sur
face
Tem
p. T
s (°
K)
-1 -0.5 0 0.5 10
1000
2000
3000
4000
5000
6000
(a)
SurfaceTemperature Ts
(b)
PlasmaTemperature T
Fig. 3. (a) Absorption coefficient values in the centerline plane of the
laser-material interaction zone. P ¼ 800W, V ¼ 1m/min. (b) Plasma
temperature T and surface temperature Ts in the centerline plane of the
laser-material interaction zone. P ¼ 600W, V ¼ 1m/min.
Nor
mal
ised
inte
nsity
pow
er p
er u
nit a
rea
100
90
8070
60
504030
2010
0
-0.50
x [mm]
0.00 0.50-0.50
0.00
0.50
y [m
m]
Fig. 4. Normalised intensity power distribution in the focused laser beam
of the fast axial flux CW CO2 laser source.
G. Tani et al. / International Journal of Machine Tools & Manufacture 47 (2007) 971–977 973

ARTICLE IN PRESSG. Tani et al. / International Journal of Machine Tools & Manufacture 47 (2007) 971–977974
of laser power and speed equal to 600W and 1m/min,respectively.
3. Experimental
The workpiece material was an AISI 304 austeniticstainless-steel plate. The energy source was a 3 kW CWCO2 fast axial flow laser, with a power density distributionthat was measured by means of a LaserScope UFF 100s.The laser beam was focused by means of a parabolicreflective 901 optics with 174mm focal length and the spotdiameter of the focussed beam is 400 mm. Fig. 4 shows thenormalised power density distribution in the focused laserbeam.
Several penetrations were made upon each specimen byvarying the laser power from 200 up to 1200W and thespeed from 0.5 to 2.0m/min. No shielding gas was used inorder to enhance plasma formation.
After the machining, macrosections of the laser materialinteraction zone were prepared according to the standardprocedures by cutting a portion of the weld bead in thetransverse section. The maximum penetration depths,‘‘Pd’’, were measured by means of an optical microscopyand they are shown as a function of the laser beam inFig. 5. In the same figure two micrographies are shown inorder to display the transverse shape of the weld bead for
Experimental penetration depth "Pd
0.900
0.800
0.700
0.600
0.500
0.400
0.300
0.200
0.100
0.000
Exp
erim
enta
l pen
etra
tion
dept
h P
d (m
m)
200 400 600 800
Laser Power P (
0.5 m/min
1.0 m/min
2.0 m/min
Pd
Fig. 5. Experimental penetration depths and sh
low and high value inside the considered range of the laserbeam power.
4. Results and discussion
The validation of the analytical model was performed bycomparing the predicted and the experimental depths ofthe molten pool. In Figs. 6–8 the comparisons betweenexperimental and predicted measures are shown.The theoretical depths without considering the plasma
effect are also presented in order to highlight the plasmaenergy absorption.It is worth observing that in laser conduction welding a
linear dependence between power and depths is alwayspredicted when plasma formation is not considered. In allcases predicted penetration depths are greater than theexperimental ones. For laser power values smaller than350–400W, the difference between the two theoreticalmodels, one provided with plasma effect and the otherwithout, are not remarkable; the difference becomessignificant when laser power exceeds 400W. When theplasma absorption is considered, the predicted penetrationdepths are closer to the experimental ones.By comparing the experimental and theoretical data with
plasma effect, it can be noted that in the power field upto 400W and between 800 and 1200W the model gives agood prediction of depth values. In the power range of
" vs Laser power "P"
1000 1200
W)
Pd
ape of the bead in the transverse sections.

ARTICLE IN PRESS
Experimental penetration depth "Pd" vs Laser power "P"2.50
2.00
1.50
1.00
0.50
0.00
max
imum
pen
etra
tion
dept
h (m
m)
200 400 600 800 1000300 500 700 900 1100 1200
Laser power (W)
with plasma absorption(V=1.0 m/min)
without plasma absorption(V=1.0 m/min)
experimental depths (V=1.0 m/min)
Fig. 7. Comparison between experimental and calculated depths as a
function of laser power for process speed equal to 1.0m/min.
Experimental penetration depth "Pd" vs Laser power "P"
4.123.623.122.622.121.621.120.620.12
max
imum
pen
etra
tion
dept
h (m
m)
200 400 600 800 1000300 500 700 900 1100 1200
Laser Power (W)
with plasma absorption(V=0.5 m/min)
without plasma absorption(V=0.5 m/min)
experimental depths (V=0.5 m/min)
Fig. 8. Comparison between experimental and calculated depths as a
function of laser power for process speed equal to 0.5m/min.
6500.00
6000.00
5500.00
5000.00
Pla
sma
Tem
p. T
(°K
)
600 800 1000 1200
Laser Power (W)
Max Plasma Temperature T(V=0.5 m/min)
Max Plasma Temperature T(V=1.0 m/min)
Max Plasma Temperature T(V=2.0 m/min)
4000.00
3750.00
3500.00
3250.00
3000.00
Sur
face
Tem
p. T
s (°
K)
600 800 1000 1200
Laser Power (W)
Max Surface TemperatureTs (V=1.0 m/min)
Max Surface TemperatureTs (V=2.0 m/min)
Max Surface TemperatureTs (V=0.5 m/min)
(a)
(b)
Fig. 9. (a) Maximum plasma temperature T and (b) surface temperature
Ts as a function of the laser power.
Experimental penetration depth "Pd" vs Laser power "P"
1.20
1.00
0.80
0.60
0.40
0.20
0.00
max
imum
pen
etra
tion
dept
h (m
m)
200 300 400 600 800500 700 900 1000 1100 1200
Laser power (W)
without plasma absorption(V=2.0 m/min)
with plasma absorption(V=2.0 m/min)
experimental depths(V=2.0 m/min)
Fig. 6. Comparison between experimental and calculated depths as a
function of laser power for process speed equal to 2.0m/min.
G. Tani et al. / International Journal of Machine Tools & Manufacture 47 (2007) 971–977 975
400–800W, the largest differences are found, hence thepredicted penetration depths are deeper compared to theexperimental ones. These results probably depend onthe plasma plume instability and the proposed modelundervalues the power absorption.
The physical state of plasma is shown in terms of itsmaximum temperature as a function of laser power P andworking speed V in Fig. 9 together with the maximumsurface temperature Ts. As expected the plasma becomes
hotter when laser power increases while the surfacetemperature decreases.In Fig. 10 the plasma absorptivity coefficient m is shown
as a function of the plasma temperature T and curves forconstant laser power are plotted in order to evidence boththe process parameters. The plasma absorptivity increaseswhile laser power increases while it decreases if the processspeed increases.In Fig. 11 (a) and (b), respectively, the laser intensity
absorbed by the plasma plume, ‘‘Iabsplas’’, and the laserintensity absorbed by the working material, ‘‘Idisp’’, arecalculated as a function of the position inside the laser-material interaction zone. In Fig. 12 the maximum valuesfor both are shown.Then, in Fig. 13 is shown the efficiency E of the process
obtained as E ¼ Idisp/(Idisp+Iabsplas).

ARTICLE IN PRESS
80.00
70.00
60.00
50.00
40.00
30.00
20.00
Pla
sma
Abs
orpt
ivity
µ (
1/m
)
5000.00 5500.00 6000.00 6500.00
Plasma Temperature T (°K)
Max Plasma Abs.(V=0.5 m/min)
Max Plasma Abs.(V=1.0 m/min)Max Plasma Abs.(V=2.0 m/min)
P=1200 W
P=1000 W
P=800 W
P=600 W
Fig. 10. Maximum absorption coefficient m as a function of the plasma
temperature T and laser power P.
Distance from Beam Axis
2×109
4×109
3×109
2×109
1×109
1.5×109
1×109
5×108
[W/m
2 ]
-0.0005 0 0.0005
x [mm]
0.001
Irea
lpla
s
[W/m
2 ]
-0.0005 0 0.0005 0.0001
x [mm]
Idis
p
Distance from Beam Axis
(a)
(b)
Fig. 11. (a) Laser intensity absorbed by plasma plume (Irealplas). (b) Laser
intensity energy absorbed by the working material (Idisp).
5.05E+09
4.04E+09
3.03E+09
2.02E+09
1.01E+09
1.00E+06
Max
labs
Pla
s an
d Id
isp
(W/m
2 )
600 800 1000 1200
Laser Power (W)
labsPlas(V=1.0 m/min)
Idsip (V=1.0m/min)
labsPlas(V=2.0 m/min)
ldsip (V=2.0m/min)
labsPlas(V=0.5 m/min)
Idsip (V=0.5m/min)
Fig. 12. Comparison between maximum laser intensity absorbed by
plasma plume (Irealplas) and maximum laser intensity energy absorbed by
the working material (Idisp) as a function of process parameters.
100.00
80.00
60.00
40.00
20.00
0.00
Effi
cien
cy E
(°K
)
600 800 1000 1200
Laser Power (W)
Efficiency E (V=0.5 m/min)
Efficiency E (V=1.0 m/min)
Efficiency E (V=2.0 m/min)
Fig. 13. Efficiency as a function of the process parameters laser power P
and speed V.
G. Tani et al. / International Journal of Machine Tools & Manufacture 47 (2007) 971–977976
5. Conclusion
An original analytical model to predict the weld poolgeometry by considering the plasma plume absorption inlaser-material interaction zone was developed. In particu-lar, by knowing the process parameters, this implementa-tion makes it possible to completely determine:
�
the physical state of the plasma plume, when stationarycondition and local thermodynamic equilibrium (LTE)are considered. All the physical parameters are afunction of the position inside the laser-material
ARTICLE IN PRESSG. Tani et al. / International Journal of Machine Tools & Manufacture 47 (2007) 971–977 977
interaction zone and in this manner a variable absorp-tion coefficient m related to process parameters wasdetermined;
� the geometry of the molten pool in welding processaffected by the plasma plume presence and thus themaximum penetration depths.
The model permits to explore the process parameters inorder to achieve best efficiency.
The model shows good performance in the field of laserconduction welding when considering low laser powerintensities and for laser power greater than 800W up to thelimiting condition for the formation of the keyhole. In thiscases it was possible to achieve the best accuracy in theprediction of the penetration depths with errors between10% and 15%. When the laser power is between 400 up to800W the model predicts too large penetration depths witha large error and further investigations will be necessary.
Acknowledgements
The authors would like to thank MIUR for financialsupport and Dr. Luca Leuzzi for software development.
References
[1] P. Sheng, L. Cai, Analysis of laser evaporative and fusion cutting,
Journal of Manufacturing Science and Engineering 118 (1996)
225–234.
[2] C. Tix, U. Gratzke, G. Simon, Absorption of the laser beam by the
plasma in deep laser beam welding of metals, Journal of Applied
Physics 78 (1995) 6448–6453.
[3] M. Beck, P. Berger, H. Hugel, The effect of plasma formation on
beam focusing in deep penetration welding with CO2 laser, Journal of
Physics D: Applied Physics 28 (1995) 2430–2442.
[4] A. Kaplan, A model of deep penetration laser welding based on
calculation of the keyhole profile, Journal of Physics D: Applied
Physics 27 (1994) 1805–1814.
[5] V. Semak, A. Matsunawa, The simulation of front keyhole wall
during laser welding, Journal of Physics D: Applied Physics 30 (1997)
798–809.
[6] R. Fabbro, K. Chouf, Dynamical description of the keyhole in deep
penetration laser welding, Journal of Laser Application 12 (2000)
142–147.
[7] H. Wang, X. Chen, Three-dimensional modelling of the laser-induced
plasma plume characteristics in laser welding, Journal of Physics D:
Applied Physics 36 (2003) 628–639.
[8] H. Wang, X. Chen, Prediction of the laser-induced plasma
characteristics in laser welding: a new modelling approach including
a simplified keyhole model, Journal of Physics D: Applied Physics 36
(2003) 1634–1643.
[9] S. Sankaranarayanan, A. Kar, Nonlinear effects of laser-plasma
interaction on melt-surface temperature, Journal of Physics D:
Applied Physics 32 (1999) 777–784.
[10] K. Hornung, Liquid metal coexistence properties from corresponding
states and third law, Journal of Applied Physics 46 (6) (1975)
2548–2557.
[11] G. Tani, L. Tomesani, G. Campana, Prediction of melt geometry in
laser cutting, Applied Surface Science 208–209 (2003) 142–147.
[12] W. Schulz, D. Becker, J. Franke, R. Kemmerling, G. Herziger, Heat
conduction losses in laser cutting of metals, Journal of Physics D:
Applied Physics 26 (1993) 1357–1363.
[13] G. Crissolouris, Laser Machining: Theory and Practise, Springer,
Berlin, 1991.