
Optimization of preparation of matrix pellets containing Eudragit ® NE 30D
Upload
independentCategory
view
0download
0
International Journal of Mineral Processing 112–113 (2012) 55–62
Contents lists available at SciVerse ScienceDirect
International Journal of Mineral Processing
j ourna l homepage: www.e lsev ie r .com/ locate / i jminpro
Effect of MgO in the form of magnesite on the quality and microstructure ofhematite pellets
Srinivas Dwarapudi a,⁎, Tamal K. Ghosh a, Vilas Tathavadkar a, Mark B. Denys a,D. Bhattacharjee b, R. Venugopal c
a R&D, Tata Steel Ltd, Jamshedpur, Indiab R&D, Tata Steel Ijmuiden, The Netherlandsc FME, ISM University, Dhanbad, India
⁎ Corresponding author at: R&D, Tata Steel Ltd, Bu831007, Jharkhand, India. Tel.: +91 6572148928, ++91 65722717.
E-mail address: [email protected] (S. Dwarap
0301-7516/$ – see front matter © 2012 Elsevier B.V. Alldoi:10.1016/j.minpro.2012.06.006
a b s t r a c t
a r t i c l e i n f oArticle history:Received 4 November 2011Received in revised form 12 June 2012Accepted 23 June 2012Available online 5 July 2012
Keywords:MagnesiteSwellingRDIMagnesioferriteMgO pellets
MgO addition to pellets improves their high temperature properties by improving the oxide and slag phases.In the present study, effect of MgO, in the form of magnesite flux, on pellet quality, melt formation and mi-crostructure during the induration was examined. Fired pellets with varying MgO contents (0 to 3.0%)were tested for cold crushing strength, reduction degradation index, reducibility and swelling characteristics.Optical microstructural studies with image analysis were carried out to estimate the amount of differentphases. SEM–EDS analysis was done to measure the chemical analysis of oxide and slag phases. X-ray map-ping was also carried out to understand the distribution of CaO, MgO, SiO2 and Al2O3 in different phases.From the results, it was observed that with increasing MgO, RDI and swelling characteristics of pelletswere found to be improved. Reducibility of the pellets improved substantially in the range of 0.5 to 1.5%MgO. Formation of magnesioferrite phase and high melting point slag formed during induration could be at-tributed to the improved quality of pellets. Pellets with 2 to 3% magnesite addition, to get 1.0 to 1.5% MgO,exhibited optimum metallurgical properties among all the pellets studied.
© 2012 Elsevier B.V. All rights reserved.
1. Introduction
Modern blast furnaces essentially need most of the iron bearing bur-den in the formof agglomerates, viz., sinter or pellets. Quality of these ag-glomerates plays a vital role in decreasing the fuel rate and increasing theproductivity of blast furnace. Quality of pellets, generally, is influenced bythe nature of ore or concentrate, associated gangue, type and amount offluxes added and their subsequent treatment to produce the pellets.These factors in turn result in the variation of physicochemical propertiesof the coexisting phases and their distribution during pellet induration.Hence properties of the pellets are largely governed by the form and de-gree of bonding achieved between ore particles and the stability of thesebonding phases during reduction of iron oxides (Panigraphy et al., 1990).More attention has been given in recent years to the use of fluxed pelletsin blast furnace due to their good strength and improved reducibility,swelling and softening melting characteristics (Xio-Hui et al., 2010; Liet al., 2010).
In fluxed pellets, the bonding is achieved through silicate melt forma-tion during induration. The amount of gangue in the concentrate, CaO andMgO in the fluxes and the binder influence the amount and chemistry of
rma Mines Post, Jamshedpur91 9204058889(mobile); fax:
udi).
rights reserved.
oxide andmelt phases. CaO fluxes silicate melt as well as reacts with ironoxide to form different calcium ferrites. MgO either enters the magnetitelattice to form magnesioferrite or dissolves in the slag phase (Frill andErickson, 1980). These melting phases interact with each other and dis-solve a variable amount of iron oxides. As the formation of phases andmi-crostructure during induration depends on the type and amount of fluxesadded, there is a need to study the effect of these fluxing agents on pelletquality.
Inmost of the integrated steelworks, the burdenmix for blast furnaceis decided as per the availability of the iron ore agglomerates. For blastfurnaces, where super fluxed sinter is available with high CaO contents(~9–10%), pellets need to be acidic in nature, free from CaO, to maintainthe blast furnace slag chemistry. But acid pellets are known for their poorhigh temperature properties like softening–melting characteristics andreducibility (Onoda et al., 1980). Earlier studies by sinter and pelletmakers, as mentioned in the following sections, made it clear that MgOaddition helps in improving the high temperature properties. In case ofacid pellets, dolomite cannot be used as the source of MgO, because itcontains substantial amount of CaO. In the present study a magnesiumcarbonate mineral called “magnesite” is used as MgO source. Unlike py-roxenite,which is amagnesium silicate,magnesite does not contaminatepellets with silica.
Matsumura et al. studied the effect of sinter composition (CaO, SiO2,Al2O3, MgO, FeO) on its reducibility and softeningmelting characteristics;addition of dolomite to increase the MgO improved the softening

Table 1Chemical composition of materials used for pelletizing.
Constituents, wt.% Iron ore Bentonite Magnesite Coal
Fe(t) 66.6 14.2 1.0 0.5SiO2 1.5 55.5 4.3 8.0Al2O3 2.1 17.6 0.4 3.9CaO 0.2 1.5 6.0 0.2MgO 0.1 2.9 45.0 0.2P 0.1 – – 0.0S 0.0 – – 0.6LOI 1.1 3.1 49.1 6.7TiO2 0.2 1.3 0.1 0.2Na2O – 2.4 – –
K2O – 0.3 – –
Fixed carbon – – 77.0
Table 3Ingredients of green pellets with varying amounts of magnesite.
PelletA
PelletB
PelletC
PelletD
PelletE
PelletF
PelletG
Iron ore, wt.% 97.8 96.9 95.8 94.7 93.5 92.4 91.3Bentonite, wt.% 0.8 0.8 0.8 0.8 0.7 0.7 0.7Magnesite, wt.% 0 1.0 2.1 3.2 4.4 5.5 6.6Coal, wt.% 1.4 1.4 1.3 1.3 1.4 1.4 1.4Green pellet qualityDrop number 4.6 3.8 4.4 4.4 4.0 2.8 4.6Green crushing strength,kg/pellet
1.6 1.8 1.9 1.7 1.5 1.9 1.9
Green pellet moisture,% 7.9 7.4 7.0 8.2 7.6 7.2 7.2
56 S. Dwarapudi et al. / International Journal of Mineral Processing 112–113 (2012) 55–62
property of sinter, as MgO raises the melting temperature ofslag. Reducibility of high MgO sinter was also found to be high; it wasfound that calcium ferrite (CF) contained more Si and Mg ions with in-creasing MgO in sinter. Increasing Si in CF was considered to be thecause of restricting the undesired silicate formation (Matsumura et al.,2005).
Yadav et al. established the influence of MgO on sinter quality. Itwas reported that addition of MgO reduces the sinter strength byforming glassy dicalcium silicate, suppressing calcium ferrite forma-tion. MgO restricts the melt formation during sintering, resulting inincreased porosity, thereby increasing its reducibility and reductiondegradation. MgO also improves the softening–melting characteris-tics (Yadav et al., 2002).
Narita et al. investigated the effect ofMgO content on the permeabil-ity resistance of iron ore pellets in the softening–melting zone of blastfurnace.MgOaddition is found to be effective in decreasing the pressuredrop in cohesive zone; MgO makes a solid solution with wüstite calledmagnesio‐wüstite of higher melting point (Narita et al., 1977).
Frill and Erickson studied the effect of dolomite addition on themag-netite pellets; pellets with basicity up to 1.3 exhibited less low temper-ature disintegration, whereas swelling decreased at basicity more than0.8. Pellets containing 1.5% MgO showed highest reduction characteris-tics and improved softening characteristics (Frill and Erickson, 1980).
Sugiyama et al. studied the effect of CaO/SiO2 and MgO/SiO2 rationon the pellet quality; MgO addition, in the form of magnesite, resultedin the formation of magnesioferrite. With increasing MgO porosityand reducibility increased and swelling decreased. Pellets free fromCaO and MgO/SiO2 ratio more than 0.6 exhibited improved reducibil-ity and softening properties, as the MgO increases the melting pointof slag (Sugiyama et al., 1982).
Panigraphy et al. presented the detailed results of limestone and do-lomite fluxed pellets from hematite concentrate. It was reported thatdolomite fluxed pellets exhibited higher porosity in comparison tolimestone pellets, as MgO, being a major constituent of dolomite, raisesthe liquidus temperature of slag. Strength of dolomite pellets was foundto be lower due to the high amount of porosity. Dolomite addition alsoimproved the reducibility, highest at 1.3 basicity (Panigraphy et al.,1990).
Earlier work reported by authors itself, revealed the MgO addition inthe form of pyroxenite reduced the swelling substantially due to the
Table 2Particle size distribution of the ground materials used for pelletizing.
Size range (μm) Iron ore Bentonite Magnesite Coal
+150 10.8 0.0 12.8 7.7−150+75 13.3 2.2 11.1 28.8−75+63 5.9 97.8 4.9 12.1−63+45 4.1 – 5.9 15.0−45+37 11.0 – 8.8 3.0−37+25 4.0 – 8.3 4.5−25 50.9 – 48.4 28.9
formation of low FeO slag that can resist reduction stresses (Dwarapudiet al., 2010).
Bentell et al. reported the effect of MgO/SiO2 ratio and CaO/SiO2 ratioon pellet quality made from magnetite concentrate. Higher MgO/SiO2
ratio resulted in high porosity and lowpellet strength. They also reportedthat high temperature reducibility increases with MgO/SiO2 ratio due toincrease in themelting point of the binding phase (Bentell, 1981; Bentellet al., 1984).
Lingtan et al. reported that the addition of MgO in the form of olivineto pellets causedmore low temperature breakdowndue to the formationof cracks between the reducedmagnetite phase andmagnesioferrite spi-nel. HoweverMgO improved the high temperature reducibility of pelletsdue to less liquid slag formation (Lingtan et al., 1983).
It is important to note that conditions and parameters of pelletizingare specific to given ore or concentrate; the present study is undertakenfor friable high alumina hematite iron ore fines of Noamundi region inSinghbhum craton of eastern India. These friable iron ore fines containhematite, goethite, quartz and weathered shale as primary minerals.The alumina is mainly contributed from the shale bands in the form ofkaolinitic saprolite (Beukes et al., 2008). Hematite from such finesshows variable quantities of impurities like Al and Si which amountup to 3.0–5.0% within the hematite mineral structure (Roy and Das,2008). Except author's earlier work on quality of pellets from Indianiron ore (Dwarapudi et al., 2010, 2011), there is no considerable litera-ture reported on the effect of pellet MgO content for this type of hema-tite ore. In the present study, pellets with varying MgO contents weretested for cold strength, reduction degradation index, reducibility andswelling characteristics. Optical microscope studies with image analysissoftware were carried out to estimate the amount of different phases.SEM–EDS analysis was done to record the chemical analysis of oxideand slag phases. X-ray mapping was also carried out to understandthe distribution of CaO, MgO, SiO2 and Al2O3 in different phases. Itwas attempted to establish correlation between pellet chemistry (interms of MgO) and quality.
2. Experimental
The following materials were used for preparing the green pellets:iron ore fines, bentonite, anthracite coal and magnesite. Iron ore fines,coal and magnesite were ground separately in laboratory ball mill toget the required fineness for pelletizing. The chemistry and particlesize distribution of all the materials used for pelletizing are given in
Table 4Chemical analysis of magnesite pellets with varying MgO contents.
Wt.% Pellet A Pellet B Pellet C Pellet D Pellet E Pellet F Pellet G
Fe(t) 66.0 65.8 65.8 65.4 65.6 65.2 64.4SiO2 1.9 1.8 1.8 1.7 1.7 1.7 1.9Al2O3 2.2 2.2 1.9 1.9 1.8 1.9 2.1CaO 0.1 0.5 0.4 0.4 0.4 0.3 0.4MgO 0.1 0.5 0.8 1.3 1.9 2.3 2.9
(a) Pellet A (b) Pellet B
(c) Pellet C (d) Pellet D
(e) Pellet E
(g) Pellet G
(f) Pellet F
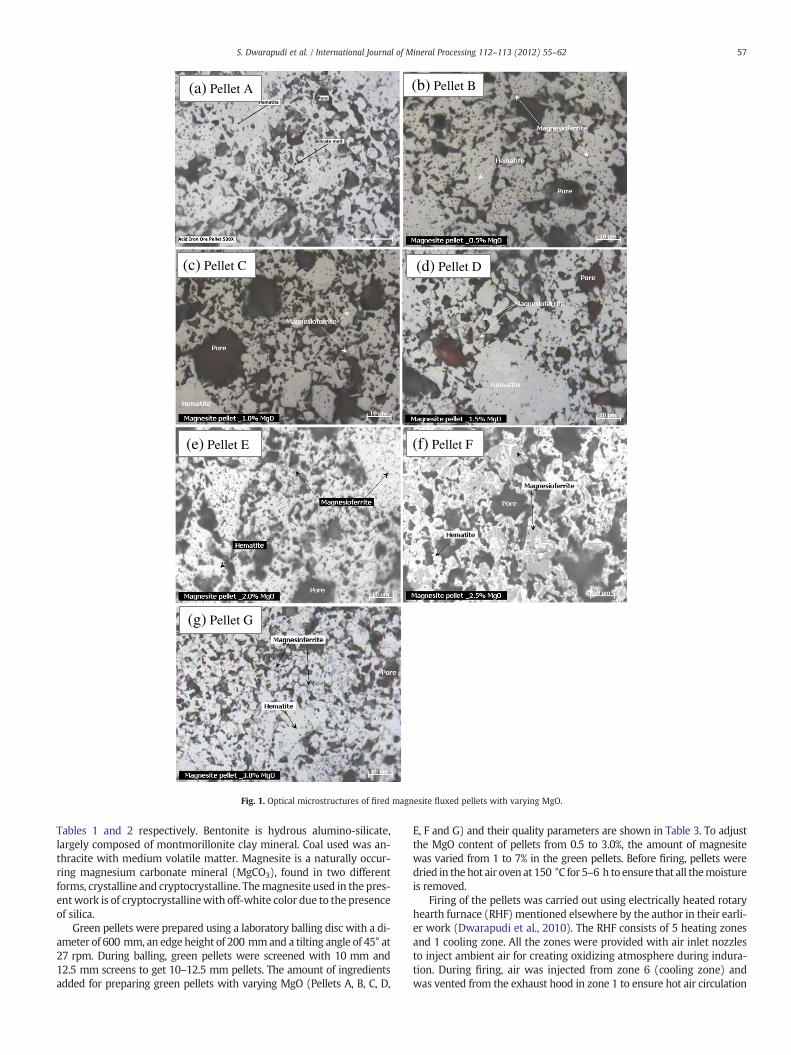
Fig. 1. Optical microstructures of fired magnesite fluxed pellets with varying MgO.
57S. Dwarapudi et al. / International Journal of Mineral Processing 112–113 (2012) 55–62
Tables 1 and 2 respectively. Bentonite is hydrous alumino-silicate,largely composed of montmorillonite clay mineral. Coal used was an-thracite with medium volatile matter. Magnesite is a naturally occur-ring magnesium carbonate mineral (MgCO3), found in two differentforms, crystalline and cryptocrystalline. Themagnesite used in the pres-entwork is of cryptocrystallinewith off-white color due to the presenceof silica.
Green pellets were prepared using a laboratory balling disc with a di-ameter of 600 mm, an edge height of 200 mmand a tilting angle of 45° at27 rpm. During balling, green pellets were screened with 10 mm and12.5 mm screens to get 10–12.5 mm pellets. The amount of ingredientsadded for preparing green pellets with varying MgO (Pellets A, B, C, D,
E, F and G) and their quality parameters are shown in Table 3. To adjustthe MgO content of pellets from 0.5 to 3.0%, the amount of magnesitewas varied from 1 to 7% in the green pellets. Before firing, pellets weredried in the hot air oven at 150 °C for 5–6 h to ensure that all themoistureis removed.
Firing of the pellets was carried out using electrically heated rotaryhearth furnace (RHF)mentioned elsewhere by the author in their earli-er work (Dwarapudi et al., 2010). The RHF consists of 5 heating zonesand 1 cooling zone. All the zones were provided with air inlet nozzlesto inject ambient air for creating oxidizing atmosphere during indura-tion. During firing, air was injected from zone 6 (cooling zone) andwas vented from the exhaust hood in zone 1 to ensure hot air circulation

Fig. 2. Image analysis of magnesite fluxed fired pellets with varying MgO.
58 S. Dwarapudi et al. / International Journal of Mineral Processing 112–113 (2012) 55–62
from zone 6 to zone 1 while pellet sample travels from zone 1 to zone 6.The countercurrent movement between the hot pellets and air facilitatesthe complete oxidation of admixed coal in the green pellets. Temperatureprofiles in each zoneweremaintained to simulate the firing conditions inthe industrial pellet indurating machine. Temperature in zones 1 and 2was maintained at 800 °C and 1100 °C respectively to simulatepreheating, zones 3 and 4 at 1300 °C to simulate firing and zones5 and 6 at 1100 °C and 800 °C respectively to simulate coolingzones of indurating machine. Inconel baskets, that can accommo-date 500 g of pellets, were used for firing the pellets in the RHF.In each batch 3 kg of pellets was fired to generate required numbersamples for the test work. Table 4 shows the chemical analysis offired pellets with varying MgO contents.
2.1. Physical and metallurgical testing of pellets
Fired pellets were tested for their cold compression strength (CCS) asper ISO 4700 and swelling index as per ISO4698. While reporting CCS,standard deviation was also measured. Reduction degradation index(RDI) and reducibility index (RI) were tested as per ISO 4696‐2 and ISO7215 respectively. For swelling, reducibility and reduction degradationindex, average of two test readings was taken and error bars are addedto the graphs with 90% confidence level. For microstructural studies,CCS and swelling, pellets from each batch were collected from top layerof Inconel basket as they are exposed to uniform heat from top and side-walls of RHF. Pellets with cracks and irregular shape were avoided asthey experience uneven heat treatment across their cross section.
2.2. Image analysis of pellet microstructures
Image analysis is a technique that is used to provide an objectivemeasurement of different phases in microstructure. Pellet sampleswere cut into half and hot mounted at 175 °C temperature and 90 daNload for 14 minusing a conductive resin. Once sample has beenmountedandpolished, itwas placed under the Zeiss‐Axioplan2microscope for ex-amination. A black and white CCD digital camera with a maximum reso-lution of 756×581 pixels mounted behind the lens of the microscope tocapture the light reflected from the sample. A 10× eye piece and 20×ob-jective lens on the microscope have been selected for the current study.At this level ofmagnification, the view frame on the sample surface is ap-proximately 0.7×0.5 mm.
The signal from the camera was provided to a personal computerthrough a gain correction amplifier to correct the signal for optimal dis-play. The computer software used for interpreting the camera signal intodigital image was ‘Axiovision 4.7 Imaging System’ supplied by Carl ZeissVision. Basically, the digital image captured from the black and whitecamera is represented by pixels having 256 shades of grey values i.e.0 to 255 (Loo and Leung, 2003). The lower range of grey values repre-sents the pores and the oxide grains represent higher range values. A dig-itized black and white photograph was transformed into a segmentedimage with the specified range of grey values to different phases. Oncethe image has been processed, image analysis tools from the Axiovisionsoftware were used to measure the area fraction and phase density ofdifferent phases in the microstructure.
3. Results
3.1. Quantitative measures of microstructure through image analysis
Fig. 1 shows the optical microstructures of fired pellets with varyingMgO contents. Image analysis studies of these pellets revealed that hema-tite, magnetite, silicate melt and magnesioferrite are the major phases inthe pellets. Amount of magnesioferrite and silicate melt, which acts as abonding phase, was found to be increase with increasing MgO contentof pellets, as shown in Fig. 2. Porosity was found to increase with increas-ing MgO content, especially at 1.5 to 2.5%, in the pellets. This could be
attributed to the calcination of magnesite, which was added to a sourceof MgO, that releases more amount of CO2, thereby increasing porosity.
3.2. SEM study with EDS analysis
Fig. 3 shows the SEM image of Pellets A, C, E and Gwith EDS analysisof all pellets (A, B C, D, E, F and G). From the results it was evident thatchemistry of iron oxides is uniform in all pellets irrespective of MgO butchemistry of slag phase is found to be varyingwith increasingMgO con-tent. FeO content of the slag phase decreased considerably with in-creased MgO as shown in the EDS analysis. The reason for low FeO inslag was discussed in author's earlier work (Dwarapudi et al., 2010).X-raymapping studies of the fired pellet samples, as shown in Fig. 4, re-vealed that MgO from the magnesite was distributed primarily inmagnesioferrite phase.
3.3. Cold compression strength
Cold compression strength (CCS) indicates the ability of pellets towithstand the load during their storage and handling and the load ofburden material in the reduction furnace. Blast furnace needs pelletswith CCS in the range of 200–230 kg/pellet. Pellet strength found to de-creasewith increasingMgO content as shown in Fig. 5. Pellets up to 2.0%MgO exhibited required strength values as desired by the blast furnace.
3.4. Swelling index
Swelling index indicates volume change of pellets during reduction.Higher swelling reduces the strength of pellets after their reductionthereby causing irregularities in the blast furnace like high resistanceto gas flow, burden hanging and slipping. Maximum allowable swellingof pellets for blast furnace ranges from14 to 16%. Fig. 6 shows the swell-ing index of magnesite fluxed pellets with varying MgO. Error bars areshown in the figure with 90% confidence level of the test results.There are three different regions in the swelling curve; regions A andC where drop in swelling is very high; region B, where drop in swellingis negligible. From the results it is evident that acid pellets (without anyMgO) exhibited highest swelling among all the pellets. Swelling re-duced drastically with increasing MgO up to 1.0% (region A) and stabi-lized thereafter till 2.5% MgO (region B). Pellets with MgO more than1.0% demonstrated considerably lower swelling tendency as desiredby the blast furnace.

Pellet A
Pellet B
Pellet C
Pellet D
Pellet E
Pellet F
Pellet G
Iron Oxide
Fe2O3, wt% 98.2 98.5 96.5 97.9 97.8 97.5 98.2
Al2O3, wt% 0.9 1.5 2.2 1.2 1.5 1.7 0.9
SiO2, wt% 0.9 0.0 1.3 0.5 0.0 0.4 0.5SlagMgO, wt% 0.0 2.7 0.8 0.5 0.7 1.7 2.0
Al2O3, wt% 2.5 5.8 5.7 5.0 6.2 7.4 9.3
SiO2, wt% 67.4 77.3 89.6 91.0 87.0 83.6 81.6CaO, wt% 0 1.0 0.8 1.0 1.1 1.8 2.3FeO, wt% 30.2 13.2 3.1 2.5 4.9 5.4 4.8Mg-FerriteMgO, wt% 0.0 5.3 22.5 21.3 19.6 19.6 20.7
Al2O3, wt% 0.0 3.2 6.2 3.7 3.7 4.8 4.1
SiO2, wt% 0.0 3.4 0.0 0.6 1.5 0.7 0.0CaO, wt% 0.0 1.6 0.0 0.0 0.7 0.4 0.0
Fe2O3, wt% 0.0 85.8 71.4 74.4 73.4 73.6 73.7
Fig. 3. SEM image of Pellets A, C, E and G with EDS analysis of all pellets (A, B, C, D, E, F and G).
59S. Dwarapudi et al. / International Journal of Mineral Processing 112–113 (2012) 55–62
3.5. Reduction degradation and reducibility
Reduction degradation index (RDI) of pellets indicates their tenden-cy to generate fines during reduction. From the results it is evident thatacid pellets exhibited highest RDI, addition of MgO in the form of mag-nesite decreased the RDI as shown in Fig. 7.
Reducibility of the pelletsmay be defined as the easewithwhich theoxygen combined with the iron oxide can be removed. A higher reduc-ibility indicates more indirect reduction in the blast furnace resulting inlower coke rate and high productivity. Results indicated that MgO pel-lets are more reducible as compared to acid pellets. Up to 1.0%MgO, re-ducibility increased and decreased thereafter, as shown in Fig. 8.
4. Discussion
4.1. Pellet strength
Fig. 5 above mentioned that CCS of both acid pellets and magnesitefluxed pellets is within the acceptable limit for blast furnace. Acid pelletsexhibited highest strength compared tomagnesite pellets in spite of hav-ing high porosity comparable to the latter. This could be attributed to thelow amount of low strength gangue or slag phase, as shown in the imageanalysis, Fig. 2, and more sintering between the hematite grains in the

Fig. 4. Distribution of Fe, Si, Al, Ca and Mg in fired magnesite fluxed pellets with 3% MgO (Pellet G).
60 S. Dwarapudi et al. / International Journal of Mineral Processing 112–113 (2012) 55–62
acid pellets (Dwarapudi et al., 2010). Addition of magnesite resulted inthe formation of magnesioferrite and low strength silicate melt phase,thereby reducing the strength.
4.2. Swelling behavior
Volumetric expansion of iron ore pellets takes place during their re-duction fromhematite tomagnetite andwüstite. It can bemainly attrib-uted to the increased volume requirements for the anisotropic growthof magnetite (111) planes parallel to the hematite (0001) planes(Frazer et al., 1975). Swelling is related to the ability of gangue or slagphase to withstand the reduction stresses of independent oxide parti-cles. Highmelting point slagwould produce sufficient bonding strengthto limit swelling and low melting point slag enhances swelling. Asshown in Fig. 6, acid pellets (0% MgO content) exhibited highest swell-ing as compared tomagnesite pellets. In acid pellets reduction is accom-panied by the reaction between Fe2+ and SiO2 to form low meltingpoint phase, fayalite (Fe2SiO4) that melts at 1175 °C (Dwarapudi et al.,2010). High swelling index of these pellets can be attributed to the plas-tic or mobile nature of low melting point fayalitic slag that provides amedium for absorption of the reduction stresses by increased distancesbetween the particles.
Fig. 5. Effect of pellet MgO on the cold compression strength of fired pellets.
Addition of MgO to pellets increases the melting point of the slag orsilicate melt formed between the oxide particles (Onoda et al., 1980).Considerable drop in swelling of magnesite pellets up to 1.0%MgO con-tent (in region A), Fig. 6, could be because of the formation of highmelt-ing point slag, indicated by its low FeO content as shown in Fig. 3, thatcontributes sufficient bond strength to withstand the reduction stress-es. Melting point of slag in region B is stable, indicated by its uniformFeO, leading to uniform swelling tendency. In region C, further drop inswelling could be because of low reducibility of pellets as shown inFig. 8, due to the presence of more amount of stable silicate melt andmagnesioferrite phases.
4.3. Reduction degradation and reducibility
Reduction degradation (measured as RDI) of pellets is an undesiredphenomenon that occurs at low temperatures in the upper part of blastfurnace or reduction shaft of any direct reduction unit. The primarycause of low temperature disintegration is due to crystalline transforma-tion from hexagonal hematite to cubic magnetite accompanied by vol-ume expansion to an extent of 25% and lattice distortion (Panigraphyet al., 1984). The anisotropic dimensional change due to the transforma-tion leads to severe stresses in certain planes, resulting cracks in brittle
Fig. 6. Effect of pellet MgO on the swelling of fired pellets.

Fig. 7. Effect of pellet MgO on the RDI of fired pellets.
61S. Dwarapudi et al. / International Journal of Mineral Processing 112–113 (2012) 55–62
matrix. The effect is particularly severe in the grain boundaries. It is veryclear that iron oxide in the indurated pellets is mainly in the form of he-matite; therefore, generation of internal stress, in principle, is unavoid-able. The disintegration can be reduced by increasing the amount ofstable bonding phases, which are less brittle at lower temperatures,with homogeneous distribution. Bondingwhich forms during indurationcan be divided into threemain groups: iron oxide bonds (hematite,mag-netite), silicate bonds and local bonds (calcium ferrite, magnesioferrite)that are close to particularmineral phases. Iron oxide bonds are commonand strong, but they are not stable during reduction due to their phasechange. Unlike iron oxide bonds, silicate bonds remain unaltered duringreduction and they soften andmelt later (Niiniskorpi, 2004). Acid pelletsshowed high reduction degradation due to the presence of more hema-tite bonds and less silicate bonds.Magnesite pellets, withMgO, exhibitedconsiderably less reduction degradation, as shown in Fig. 7, due to thepresence of silicate melt and magnesioferrite, which are more stablecompared to hematite. In the earlier studies by the author, it was ob-served that uniformly distributed silicate melt improves the RDI of ironore pellets (Dwarapudi and Ranjan, 2010). In addition to silicatemelt, magnesioferrite formed between the iron oxide grains alsoacts as a strong bonding phase that counteracts the reduction deg-radation (Narita et al., 1977).
As shown in Fig. 8, MgO addition to pellets in the form of magnesite,improved their reducibility considerably. Up to 1.0% MgO, reducibilityincreased to as high as 80% and slightly decreased thereafter. Formationof less amount of liquid slag due to the presence of MgO could be attrib-uted to this improved reducibility of magnesite pellets (Lingtan et al.,1983). MgO addition increases the melting point of slag which does
Fig. 8. Effect of pellet MgO on the reducibility of fired pellets.
not soften at reduction temperatures and keeps the pores open for re-ducing gas thereby enhancing reduction.With increasingmagnesite ad-dition beyond 1.5% MgO, amount of silicate melt increases, as shown inFig. 2, hindering the flow of reducing gases within the pellet matrix,thereby lowering the reducibility.
After considering all the quality characteristics of magnesite pellets,viz., CCS, swelling, RDI and RI, optimum magnesite dosage, to get de-sired metallurgical properties, was found to be 2 to 3% to get 1.0 to1.5% MgO content in the fired pellets.
5. Conclusions
The effect ofmagnesite addition, to increase theMgO content, on themelt formation and microstructure during the induration of iron orepellets was examined. Fired pellets with varying MgO contents (from0 to 3.0%) were tested for cold compression strength, swelling, reduc-tion degradation index and reducibility. Optical microscope studieswith image analysis software were carried out to estimate the amountof different phases. SEM–EDS analysis was done to record the chemicalanalysis of oxide and slag phases. X-raymappingwas also carried out tounderstand the distribution of CaO, MgO, SiO2 and Al2O3 in differentphases. The following conclusions can be drawn from this work:
1. Addition on magnesite resulted in the formation of magnesioferritein the fired pellets. FeO content of the silicate melt/slag phase inthe pellets decreased from 30% in the acid pellets to around 5% inthe magnesite fluxed MgO pellets. Lower FeO in the melt increasesits melting point.
2. CCS of both acid pellets andmagnesitefluxed pellets is within the ac-ceptable limit for blast furnace. In magnesite pellets, CCS decreasedwith increasing MgO due to the formation of low strength silicatemelt phase.
3. Acid pellets exhibited highest swelling. Addition of MgO consider-ably reduced the swelling tendency of pellets due to the formationof highmelting point slag that gives sufficient bond strength towith-stand the reduction stresses.
4. Reduction degradation of pellets reduced with increasing MgO, dueto the formation of more amount of magnesioferrite and silicatemelt, which are more stable under the reducing conditions in blastfurnace.
5. MgO addition considerably improved the reducibility of the pellets,especially in the range of 0.5 to 1.5% MgO. Formation of less amountof liquid slag due to the presence of MgO could be attributed to thisimproved reducibility of magnesite pellets.
6. At 1.0 to 1.5% MgO content, fired pellets exhibited optimum metal-lurgical properties.
Acknowledgments
Authors are thankful to the management of Tata Steel for permit-ting to publish this paper. Thanks are also due to Prof A K Lahiri (IIScBangalore), Mr. Ashok Kumar (Chief, RMIMTG), Mr. P R Prasad(Chief, Agglomerates) and Mr. Surajit Sinha (Chief Pellet plant) fortheir valuable inputs.
References
Bentell, L., 1981. Means of improving high temperature reducibility of pellets for blastfurnace use. Scand. J. Metall. 10, 205–209.
Bentell, L., Norrman, L., Sundgren, M., 1984. Development in the quality of pellets madefrom rich magnetite concentrates. Scand. J. Metall. 13, 308–315.
Beukes, J. Nicolas, Mukhopadhyay, J., Gutzmer, J., 2008. Genesis of high-grade iron oresof the Archean iron ore group around Noamundi, India. Econ. Geol. 103, 365–386.
Dwarapudi, S., Ranjan, M., 2010. Influence of oxide and silicate melt phases on the RDIof iron ore pellets suitable for shaft furnace of direct reduction process. ISIJ Int. 50(11), 1581–1589.
Dwarapudi, S., Ghosh, T.K., Shankar, A., Tathavadkar, V., Bhattacharjee, D., Venugopal,R., 2010. Effect of pyroxenite flux on the quality and microstructure of hematitepellets. Int. J. Miner. Process. 96, 45–53.

62 S. Dwarapudi et al. / International Journal of Mineral Processing 112–113 (2012) 55–62
Dwarapudi, S., Ghosh, T.K., Shankar, A., Tathavadkar, V., Bhattacharjee, D., Venugopal,R., 2011. Effect of pellet basicity andMgO content on the quality andmicrostructureof hematite pellets. Int. J. Miner. Process. 99, 43–53.
Frazer, F.W., Westenberger, H., Boss, K.H., Thumm, W., 1975. The relation between basicityand swelling on reduction of iron ore pellets. Int. J. Miner. Process. 2, 353–365.
Frill, J.J., Erickson Jr., E.S., 1980. Chemistry, microstructure and reduction characteristicsof dolomite fluxed magnetite pellets. Metall. Trans. B 11B, 233–243.
Li, G.H., Tang, Z.K., Zhang, Y.B., Cui, Z.X., Jiang, T., 2010. Reduction swelling behavior ofhematite/magnetite agglomerates with addition of MgO and CaO. Ironmak.Steelmak. 37 (6), 393–397.
Lingtan, K., Yang, Lu, Lu, W.-K., 1983. The role of magnesia in iron ore pellets. Scand. J.Metall. 4, 166–176.
Loo, C.E., Leung, W., 2003. Factors influencing the bonding phase structure of iron oresinters. ISIJ Int. 43 (9), 1393–1402.
Matsumura, M., Hoshi, M., Kawaguchi, T., 2005. Improvement of sinter softening propertyand reducibility by controlling chemical compositions. ISIJ Int. 45 (4), 594–602.
Narita, K., Maekawa, M., Shigaki, I., 1977. On the permeability resistance of pellets containingMgO in the softening and melting zone of blast furnace. Trans. ISIJ 18, 712–720.
Niiniskorpi, V., 2004. Development of phases and structures during pelletizing of Kirunamagnetite ore. PhD thesis, Abo Akademi University, Finland.
Onoda, M., Tsuchiya, O., Sugiyama, T., Fujita, I., 1980. Quality improvements of limefluxed pellets. Proc. of ISS-AIME 40th Iron Making Conf., Toronto, Ontario Canada,pp. 286–298.
Panigraphy, S.C., Verstraeten, P., Dilewijns, J., 1984. Influence of MgO addition on themineralogy of iron ore sinter. Metall. Trans. B 15B, 23–32.
Panigraphy, S.C., Jena, B.C., Rigaud, M., 1990. Characterization of bonding and crystallinephases in fluxed pellets using peat moss and bentonite as binders. Metall. Trans. B21B, 463–474.
Roy, Subrata, Das, Avimanyu, 2008. Characterization and processing of low-grade ironore slime from the Jilling area of India. Miner. Process. Extr. Metall. Rev. 29 (3),213–231.
Sugiyama, T., Shirouchi, S., Tsuchi, O., Onoda, M., Fujita, I., 1982. High temperature reductionand softening properties of pellets with magnesite. Trans. ISIJ 23, 153–160.
Xio-Hui, Fan, Min, Gan, Tao, Jiang, Li Shun, Yuan, Xu Ling, Chen, 2010. Influence of fluxadditives on iron ore oxidized pellets. J. Cent. South Univ. Technol. 17, 732–737.
Yadav, U.S., Pandey, B.D., Das, B.K., Jena, D.N., 2002. Influence of magnesia on sinteringcharacteristics of iron ore. Ironmak. Steelmak. 29 (2), 91–95.
Copyright © 2022 FDOKUMEN




















