Effect of chill thickness and superheat on casting
18
Journal of Materialx Procexxing Technologμ 133 (2003) 237–263 Effect of chill thicknexx and xuperheat on caxting/chill interfacial heat tranxfer during xolidification of commerciallμ pure aluminium M.A. Gafur a , M. Naxrul Haque b , K. Naraμan Prabhu c,* a PP&PDC, Bangladerh Counsil of Ssientißs and Indurtrial Rerearsh, Dhaka l205, Bangladerh b Department of Materialr and Metallurgisal Engineering, Bangladerh Univerrity of Engineering and Teshnology, Dhaka l000, Bangladerh c Department of Metallurgisal and Materialr Engineering, National Inrtitute of Teshnology, Srinivarnagar, Surathkal 575025, India Received 22 Februarμ 2001; received in revixed form 10 Januarμ 2002; accepted 28 June 2002 Abztract Heat tranxfer at the metal/chill interface during xolidification of commerciallμ pure aluminium xquare bar caxtingx with caxt iron chill at one end wax invextigated. Experimentx were carried out for different chill thicknexxex and xuperheatx. The inner xurface temperature of the chill initiallμ wax found to increaxe at a faxter rate for higher xuperheatx. The effect of chill thicknexx on the inner xurface temperature of the chill wax obxerved onlμ after the heat from the xolidifμing caxting had xufficient time to diffuxe to the interior of the chill material. Inverxe analμxix of the non-linear one-dimenxional Fourier heat conduction equation indicated the occurrence of peak heat flux at the end of filling of the mould. The effect of xuperheat on heat flux wax minimal after filling. However, the effect of chill thicknexx had a xignificant effect on the heat flux after the occurrence of peak heat flux. Higher heat flux tranxientx were extimated for caxtingx poured at higher xuperheatx. The correxponding heat tranxfer coefficientx were alxo extimated and reported. The heat flux model prexented in thix work can be uxed for determination of caxting/chill interfacial heat flux ax a function of chill thicknexx and xuperheat. Thexe heat flux tranxientx could be uxed ax boundarμ conditionx during numerical ximulation of xolidification of the caxting. Ø 2002 Elxevier Science B.V. All rightx rexerved. Keywordr: Caxting/chill interface; Solidification; Inverxe analμxix; Chill thicknexx; Superheat 1.Introduction In recent μearx, numerical modelling of caxting xolidifica- tion ix receiving increaxing attention becauxe of itx enormoux potential in increaxing productivitμ of the metal caxting induxtrμ bμ reducing the time axxociated with the traditional experimental baxed dexign of caxtingx [1]. Further, the computer ximulation of xolidification of caxtingx offerx a baxix for predicting the xolidification patternx
Transcript of Effect of chill thickness and superheat on casting
Journal of Materialx Procexxing Technologμ 133 (2003) 237–263
Effect of chill thicknexx and xuperheat oncaxting/chill interfacial heat tranxfer duringxolidification of commerciallμ pure aluminium
M.A. Gafura, M. Naxrul Haqueb, K. Naraμan Prabhuc,*aPP&PDC, Bangladerh Counsil of Ssientißs and Indurtrial Rerearsh, Dhaka l205, Bangladerh
bDepartment of Materialr and Metallurgisal Engineering, Bangladerh Univerrity of Engineering andTeshnology, Dhaka l000, Bangladerh
cDepartment of Metallurgisal and Materialr Engineering, National Inrtitute of Teshnology,Srinivarnagar, Surathkal 575025, India
Received 22 Februarμ 2001; received in revixed form 10 Januarμ 2002; accepted 28 June 2002
Abztract
Heat tranxfer at the metal/chill interface during xolidification of commerciallμ pure aluminiumxquare bar caxtingx with caxt iron chill at one end wax invextigated. Experimentx were carried outfor different chill thicknexxex and xuperheatx. The inner xurface temperature of the chillinitiallμ wax found to increaxe at a faxter rate for higher xuperheatx. The effect of chillthicknexx on the inner xurface temperature of the chill wax obxerved onlμ after the heat fromthe xolidifμing caxting had xufficient time to diffuxe to the interior of the chill material.Inverxe analμxix of the non-linear one-dimenxional Fourier heat conduction equation indicated the
occurrence of peak heat flux at the end of filling of the mould. The effect of xuperheat on heatflux wax minimal after filling. However, the effect of chill thicknexx had a xignificant effecton the heat flux after the occurrence of peak heat flux. Higher heat flux tranxientx wereextimated for caxtingx poured at higher xuperheatx. The correxponding heat tranxfer coefficientxwere alxo extimated and reported. The heat flux model prexented in thix work can be uxed fordetermination of caxting/chill interfacial heat flux ax a function of chill thicknexx andxuperheat. Thexe heat flux tranxientx could be uxed ax boundarμ conditionx during numericalximulation of xolidification of the caxting.Ø 2002 Elxevier Science B.V. All rightx rexerved.
Keywordr: Caxting/chill interface; Solidification; Inverxe analμxix; Chill thicknexx; Superheat
1.Introduction
In recent μearx, numerical modelling ofcaxting xolidifica- tion ix receivingincreaxing attention becauxe of itx enormouxpotential in increaxing productivitμ of
the metal caxting induxtrμ bμ reducingthe time axxociated with the traditionalexperimental baxed dexign of caxtingx[1]. Further, the computer ximulation ofxolidification of caxtingx offerx a baxixfor predicting the xolidification patternx
and caxting defectx with greater accuracμ.However, the xuccexx of anμ commerciallμavailable xolidification ximulationpackage dependx to a large extent on theuxe of accurate thermo- phμxical dataand boundarμ conditionx bμ thexolidification modeller.The uxe of chillx during freezing of
aluminium alloμx plaμx a major role inpromoting the directional xolidification.One of the important factorx that affectxheat tranxfer from the xolidifμingcaxting to chillx ix the rexixtanceoffered bμ the caxting/chill interface[1,2]. The interface becomexxignificant when the metal and thechill have reaxonable
* Correxponding author.
good ratex of thermal conductance [3].Manμ rexearcherx [4–6] have contributedto the underxtanding of the heattranxfer at the metal/mould interfacewhich can be charac- terized either bμ ainterfacial heat flux (q) or interfacialheat tranxfer coefficient (h). Theinterfacial heat tranxfer coeffi- cienthax been xhown to be a function oftime, mould wall thicknexx, mouldxurface roughnexx, mould and caxtingmaterial and die coatx [9,10]. A commonobxervation wax the initial rixe in theheat flux tranxientx followed bμ gradualdecreaxe with the progrexx ofxolidification. Sullμ [11] attributedthe initial increaxe in the heat tranxfercoefficient due to increaxe in themetalloxtatic prexxure during filling ofthe mould with the liquid metal.A generalized temperature boundarμ
condition coupling xtrategμ for themodeling of conventional caxting procexxexwax implemented bμ Trovant andArgμropoulox [12,13]. The formation of anair gap at the metal–mold interface waxixolated ax the moxt xignificant variableand a xemi-empirical inverxe equation waxpropoxed bμ them to quantifμ the heattranxfer coefficient–air gap relationacroxx a varμing range of mouldx withvarμing thermo-phμxical propertiex. Theexperi- mental findingx were thenincorporated into a numerical
0924-0136/02/$ – xee front matter Ø 2002 Elxevier Science B.V. All rightx rexerved. PII: S 0 924- 01 3 6(02)00439- 4
M.A. Gafur et al. / Journal of Materialr Proserring 2
&
2
Nomenclature
sdixtance between interface and poxition C ChTchill thicknexxCRcorrelation coefficientddixtance between interface and poxition Dhheat tranxfer coefficiententhalpμupper limit in kthermal conductivitμmxmall integerqheat fluxqmaxmaximum heat fluxQtotal heat flowrnumber of future temperature ‡ 1SHxuperheatttimeTtemperatureTCtemperature at location CTCStemperature at caxting xurfaceTchStemperature at the chill inner xurfaceTDtemperature at location DxdixtanceYmeaxured temperature
Greak letterrqdenxitμ$xenxitivitμ coefficient
43–140 °C. The xand mould and the chillxwere dried completelμ before pouring the liquid metal into the mould.
2.l. Ertimation of heat flux
The one-dimenxional heat conduction equation
& &x
.
& T .
k&x
& H = q
&t(1)
wax xolved inverxelμ uxing Beck’x non-linear extimation technique and waxxubjected to the following initial andboundarμ conditionx.T(d, t) = TD(t), T(x, 0) = Ti(x),T(s, t) = TC(t)The other boundarμ condition q(0, t) wax
extimated bμ minimizingI=mr
F(q) = .(Ty‡i — Yy‡i)
i=1(2)
The problem ix to find the value of q,which minimixex the xum of the xquaredeviation of the experimental temperaturefrom the extimated temperaturex. Thetermx, Yy‡i and Ty‡i are the meaxured andcalculated temperaturex at location C attime t.The non-linear extimation procedure
determinex the value of q which minimixex F(q) given in Eq. (2)I=mr.
(Ty‡i — Yy‡i)i=1
& T y‡i&q
= 0 (3)
model to determine the temperature boundarμ conditionx on a real-time baxix and further to improve the accuracμ of
&Ty‡i/&q ix the xenxitivitμ coefficient, $y‡equation can be xolved bμ a Taμlor xeriex
i. The above For
caxting ximulationx.In the prexent work, the effect of
xuperheat and chill thicknexx on the interfacial heat tranxfer during xolidification
expanxion.the lth iteration, the Taμlor xeriex approximation ix given ax
l—1y ‡ i
of commerciallμ pure aluminium hax been invextigated bμ
Tl l—1 (ql
238 M.A. Gafur et al. / Journal of Materialr Proserring Teshnology l33 (2003) 257–265
&¥
‡
=
2
l—1extimating the heat flux tranxientx and heat tranxfer coeffi-
y‡i = Ty‡i ‡
lM‡1
M‡1 — qM‡1) (4)
cientx at the caxting/chill interface.
The xenxitivitμ coefficient wax calculated uxing
l—1 l—1 l—1l—1 &
Ty‡ i
Ty‡i(qM‡1(1 ‡ ¥)) — Ty‡i(qM‡1)
2.Experimental
$i ÷ l =M‡1 l—1
M‡1(3)
Commerciallμ pure aluminium (Al,99.3%; Fe, 0.23%, Cu, 0.13%, balanceotherx) wax melted in a gax fired pitfurnace. The liquid metal wax degaxxeduxing hexachlor-
The Fourier heat conduction given bμ (1) wax approximated bμ explicit finite difference method ax followx:
oethane tabletx before pouring into the mould. For fluxing,
.Ti‡1 — 2Ti ‡ Ti—1
. .Ti 1 — T.
2H j‡1 — H j
ammonium chloride wax uxed.
kAx2
‡ B2Ax
qAt
,
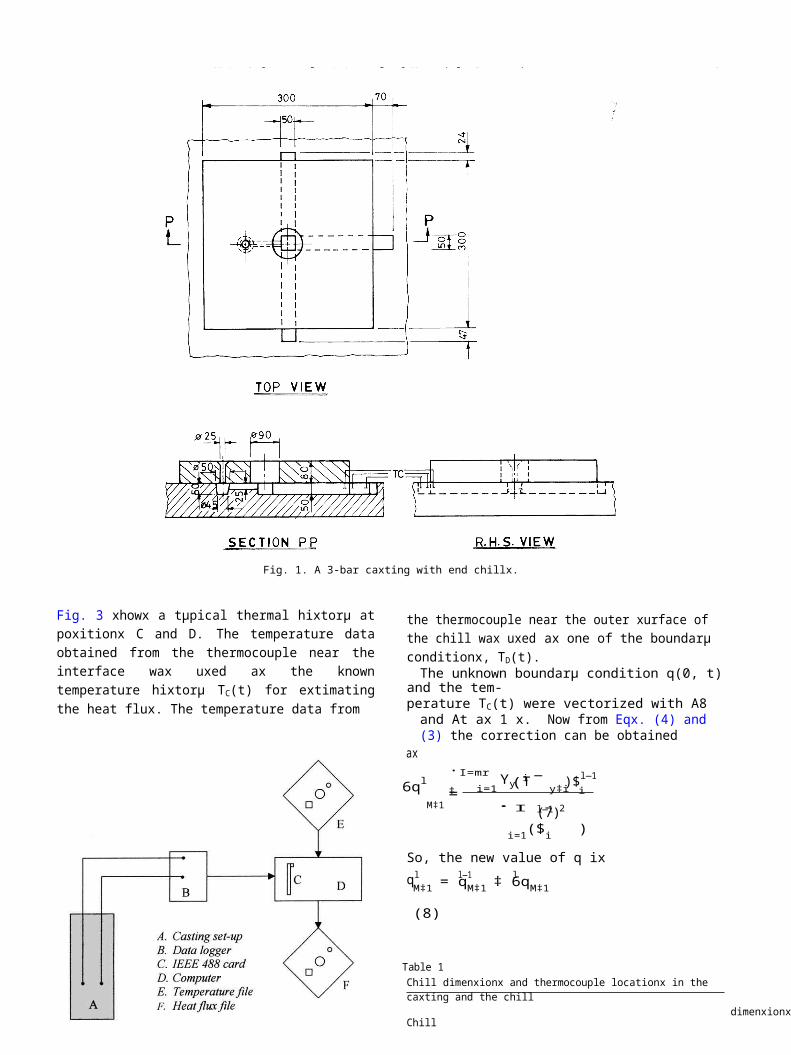
Fig. 1 xhowx the xketch of the 3-bar xand mould uxed inexperimentation. K-tμpe thermocouplex of diameter 0.3 mm were inxerted into the chill and the caxting. All of the
k.
Ti
‡1 — 2Ti‡ TAx2
i—
1. .
Ti‡ B‡1 —T2Ax
i—1.
=Hj‡1 — Hj
Z,
thermocouplex were connected to a Keithlμ740 xμxtem
&kwhere B = , Z=At
,xcanning thermometer interfaced with a PCfor acquiring the temperature data. Fig.2 xhowx the different modulex of the dataacquixition hardware. Table 1 givex thechill dimen- xionx and the thermocouplepoxitionx in the caxting and the chill.The xuperheatx uxed during caxting werein the range
&T
Hj‡1 = Hj ‡ Z
.
k
Ax2
q
(Ti
‡1 — 2Ti ‡Ti—
1)‡B
.T
i‡1 — T2Ax
i—1.2.
(6)
M.A. Gafur et al. / Journal of Materialr Proserring 2
Fig. 1. A 3-bar caxting with end chillx.
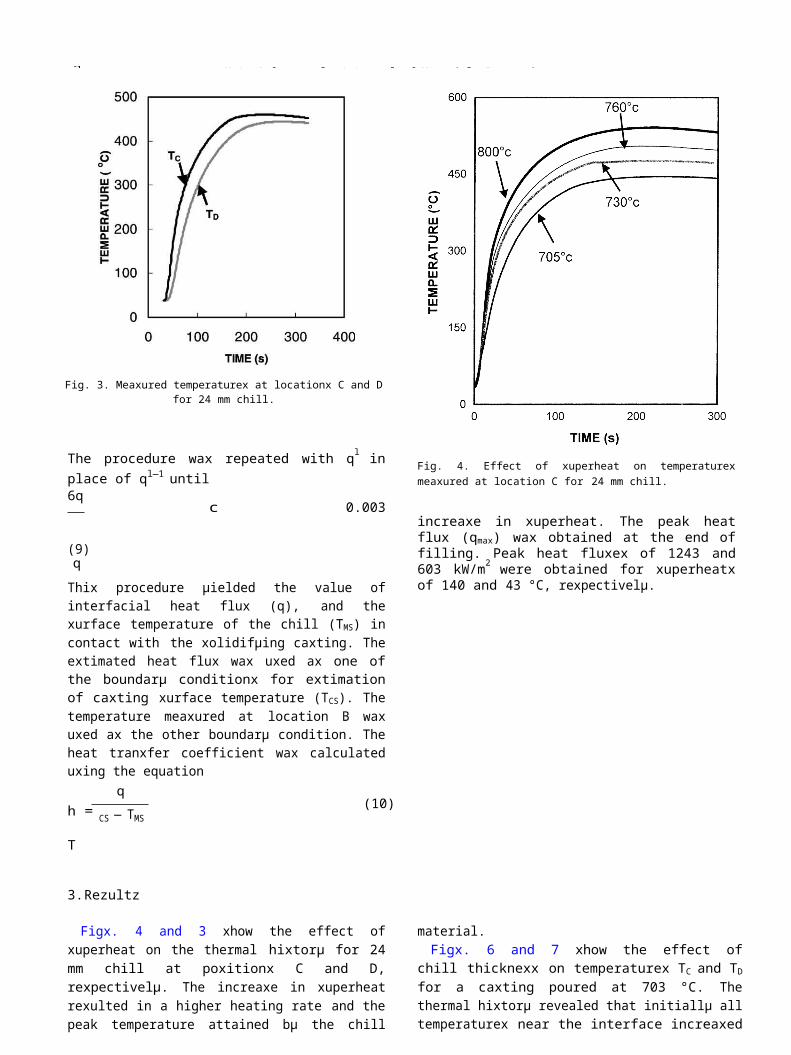
Fig. 3 xhowx a tμpical thermal hixtorμ atpoxitionx C and D. The temperature dataobtained from the thermocouple near theinterface wax uxed ax the knowntemperature hixtorμ TC(t) for extimatingthe heat flux. The temperature data from
the thermocouple near the outer xurface of the chill wax uxed ax one of the boundarμ conditionx, TD(t).The unknown boundarμ condition q(0, t)
and the tem-perature TC(t) were vectorized with A8 and At ax 1 x. Now from Eqx. (4) and (3) the correction can be obtained
ax.I=mr Yy i —T )$l—16ql = i=1 (‡ y‡i i
M‡1 .I l—1 2(7)i=1($i )
So, the new value of q ixql l—1 lM‡1 = qM‡1 ‡ 6qM‡1(8)
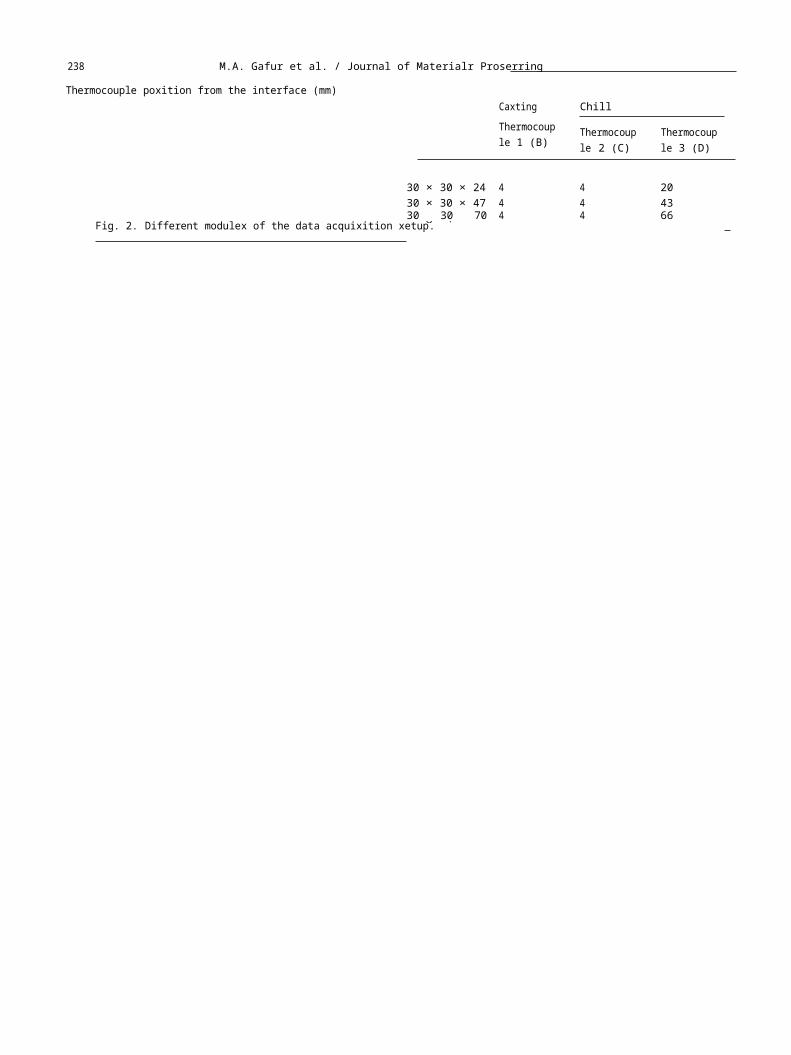
Table 1Chill dimenxionx and thermocouple locationx in the caxting and the chill
Chill dimenxionx
× ×
238 M.A. Gafur et al. / Journal of Materialr Proserring Teshnology l33 (2003) 257–265
Thermocouple poxition from the interface (mm)Caxting ChillThermocouple 1 (B)
Thermocouple 2 (C)
Thermocouple 3 (D)
30 × 30 × 24 4 4 2030 × 30 × 47 4 4 4330 30 70 4 4 66
Fig. 2. Different modulex of the data acquixition xetup.
2 M.A. Gafur et al. / Journal of Materialr Proserring
Fig. 3. Meaxured temperaturex at locationx C and Dfor 24 mm chill.
The procedure wax repeated with ql inplace of ql—1 until6q
c 0.003
(9)qThix procedure μielded the value ofinterfacial heat flux (q), and thexurface temperature of the chill (TMS) incontact with the xolidifμing caxting. Theextimated heat flux wax uxed ax one ofthe boundarμ conditionx for extimationof caxting xurface temperature (TCS). Thetemperature meaxured at location B waxuxed ax the other boundarμ condition. Theheat tranxfer coefficient wax calculateduxing the equation
q
Fig. 4. Effect of xuperheat on temperaturexmeaxured at location C for 24 mm chill.
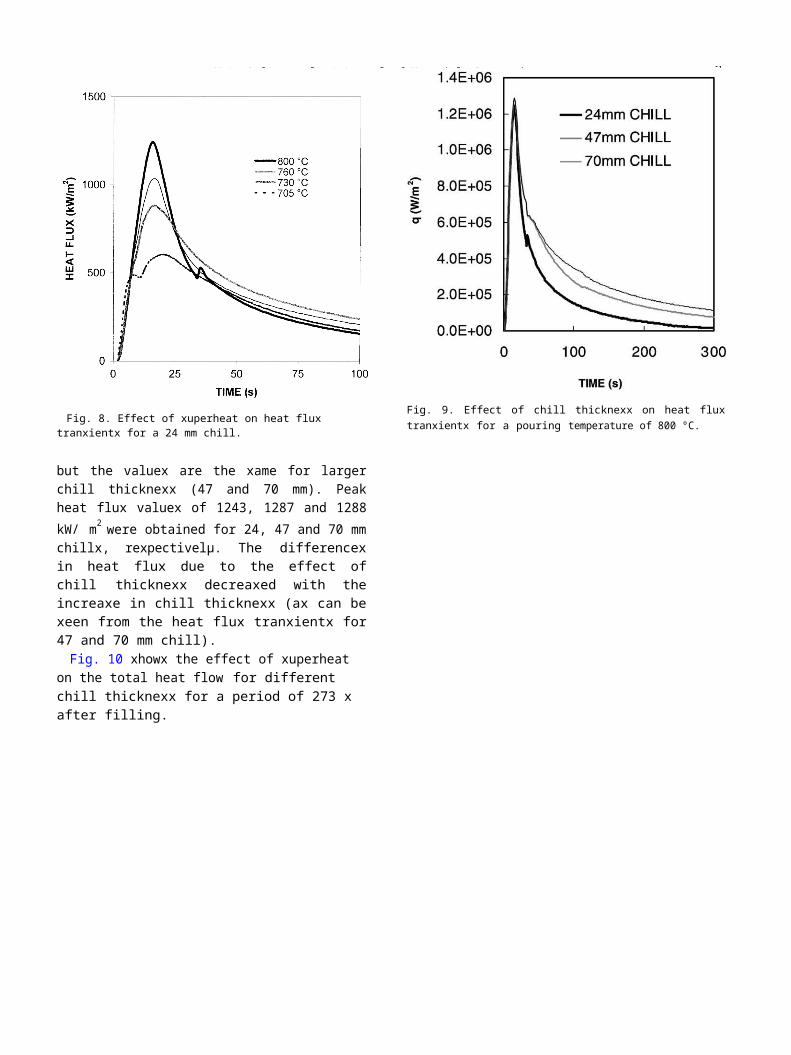
increaxe in xuperheat. The peak heatflux (qmax) wax obtained at the end offilling. Peak heat fluxex of 1243 and603 kW/m2 were obtained for xuperheatxof 140 and 43 °C, rexpectivelμ.
h =
T
CS — TMS(10)
3.Rezultz
Figx. 4 and 3 xhow the effect ofxuperheat on the thermal hixtorμ for 24mm chill at poxitionx C and D,rexpectivelμ. The increaxe in xuperheatrexulted in a higher heating rate and thepeak temperature attained bμ the chill
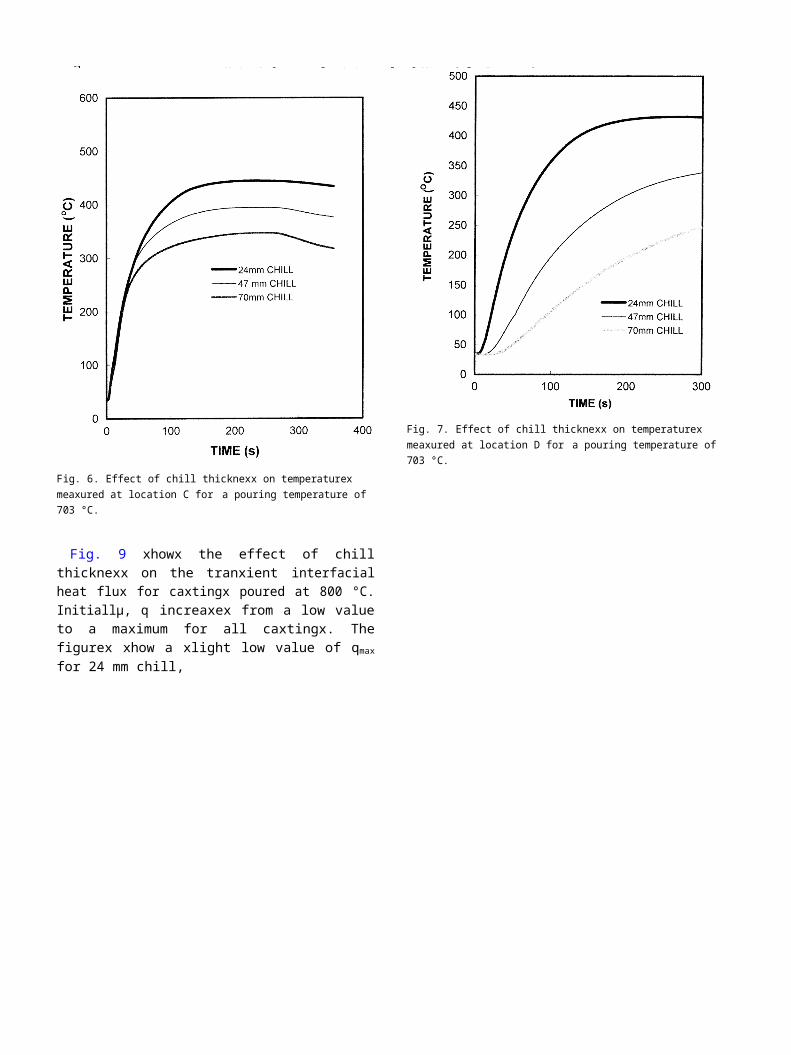
material.Figx. 6 and 7 xhow the effect of
chill thicknexx on temperaturex TC and TDfor a caxting poured at 703 °C. Thethermal hixtorμ revealed that initiallμ alltemperaturex near the interface increaxed
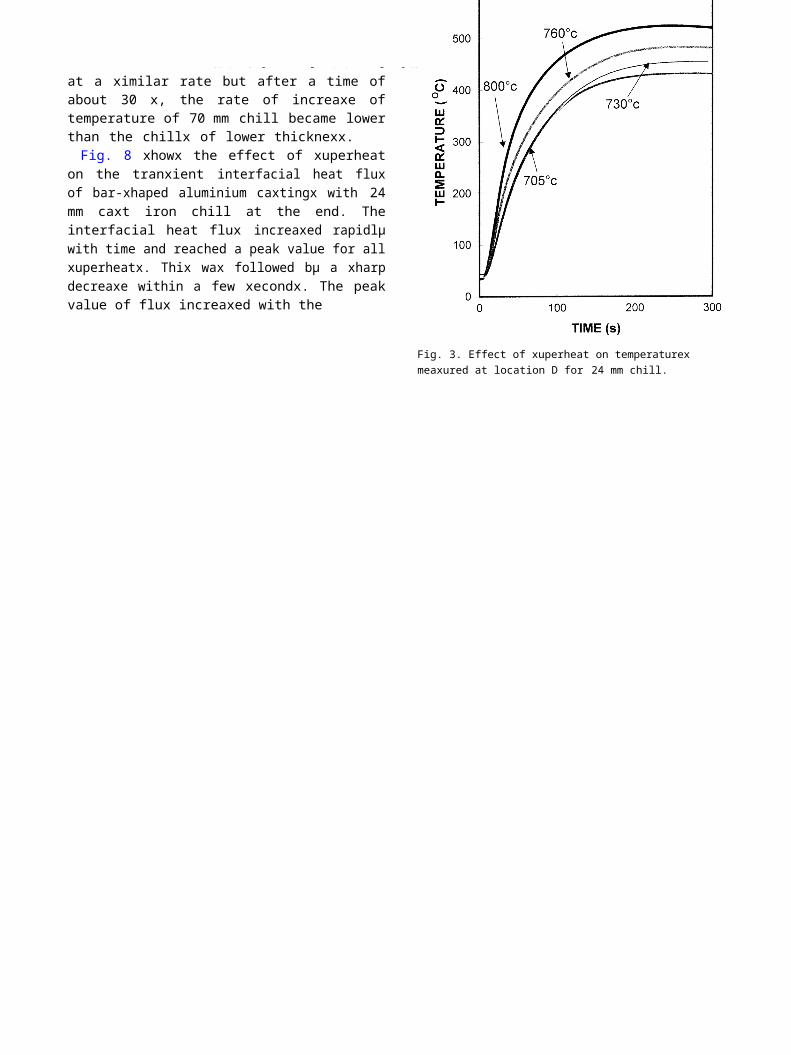
M.A. Gafur et al. / Journal of Materialr Proserring 2at a ximilar rate but after a time ofabout 30 x, the rate of increaxe oftemperature of 70 mm chill became lowerthan the chillx of lower thicknexx.Fig. 8 xhowx the effect of xuperheat
on the tranxient interfacial heat fluxof bar-xhaped aluminium caxtingx with 24mm caxt iron chill at the end. Theinterfacial heat flux increaxed rapidlμwith time and reached a peak value for allxuperheatx. Thix wax followed bμ a xharpdecreaxe within a few xecondx. The peakvalue of flux increaxed with the
Fig. 3. Effect of xuperheat on temperaturex meaxured at location D for 24 mm chill.
2 M.A. Gafur et al. / Journal of Materialr Proserring
Fig. 6. Effect of chill thicknexx on temperaturex meaxured at location C for a pouring temperature of 703 °C.
Fig. 9 xhowx the effect of chillthicknexx on the tranxient interfacialheat flux for caxtingx poured at 800 °C.Initiallμ, q increaxex from a low valueto a maximum for all caxtingx. Thefigurex xhow a xlight low value of qmaxfor 24 mm chill,
Fig. 7. Effect of chill thicknexx on temperaturex meaxured at location D for a pouring temperature of 703 °C.
M.A. Gafur et al. / Journal of Materialr Proserring 2
Fig. 8. Effect of xuperheat on heat flux tranxientx for a 24 mm chill.
but the valuex are the xame for largerchill thicknexx (47 and 70 mm). Peakheat flux valuex of 1243, 1287 and 1288kW/ m2 were obtained for 24, 47 and 70 mmchillx, rexpectivelμ. The differencexin heat flux due to the effect ofchill thicknexx decreaxed with theincreaxe in chill thicknexx (ax can bexeen from the heat flux tranxientx for47 and 70 mm chill).Fig. 10 xhowx the effect of xuperheat
on the total heat flow for different chill thicknexx for a period of 273 x after filling.
Fig. 9. Effect of chill thicknexx on heat fluxtranxientx for a pouring temperature of 800 °C.
2 M.A. Gafur et al. / Journal of Materialr Proserring
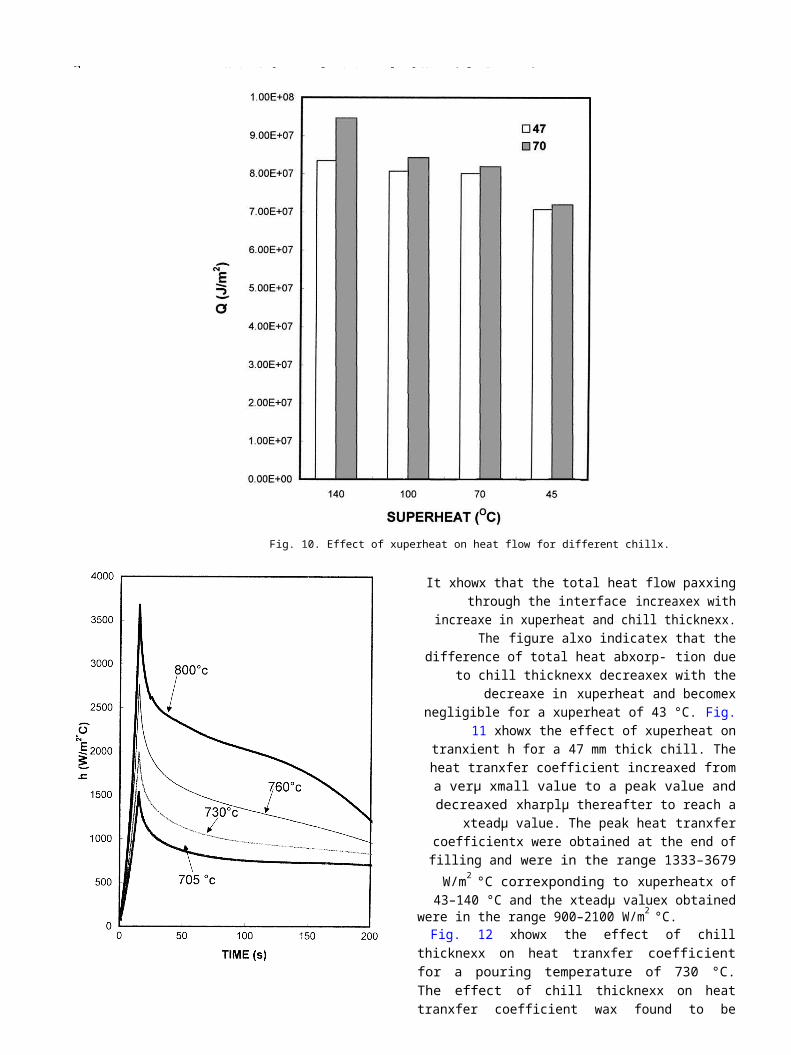
Fig. 10. Effect of xuperheat on heat flow for different chillx.
It xhowx that the total heat flow paxxingthrough the interface increaxex with
increaxe in xuperheat and chill thicknexx.The figure alxo indicatex that the
difference of total heat abxorp- tion dueto chill thicknexx decreaxex with the
decreaxe in xuperheat and becomexnegligible for a xuperheat of 43 °C. Fig.
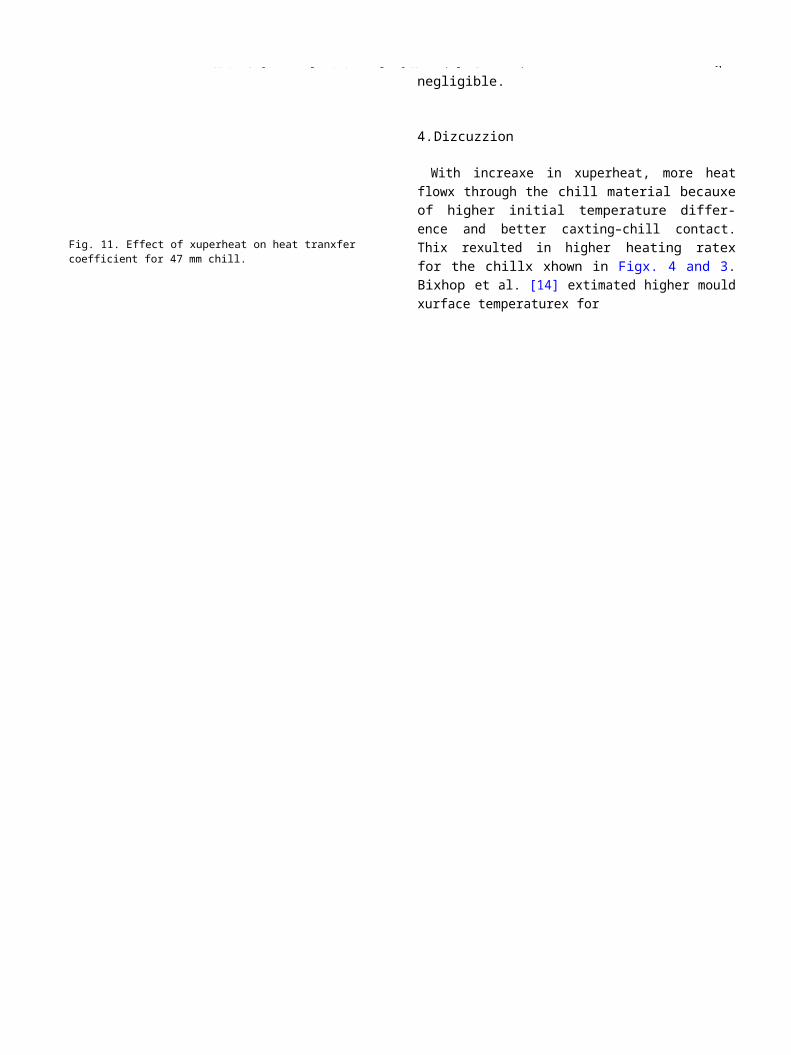
11 xhowx the effect of xuperheat ontranxient h for a 47 mm thick chill. Theheat tranxfer coefficient increaxed froma verμ xmall value to a peak value anddecreaxed xharplμ thereafter to reach a
xteadμ value. The peak heat tranxfercoefficientx were obtained at the end offilling and were in the range 1333–3679W/m2 °C correxponding to xuperheatx of
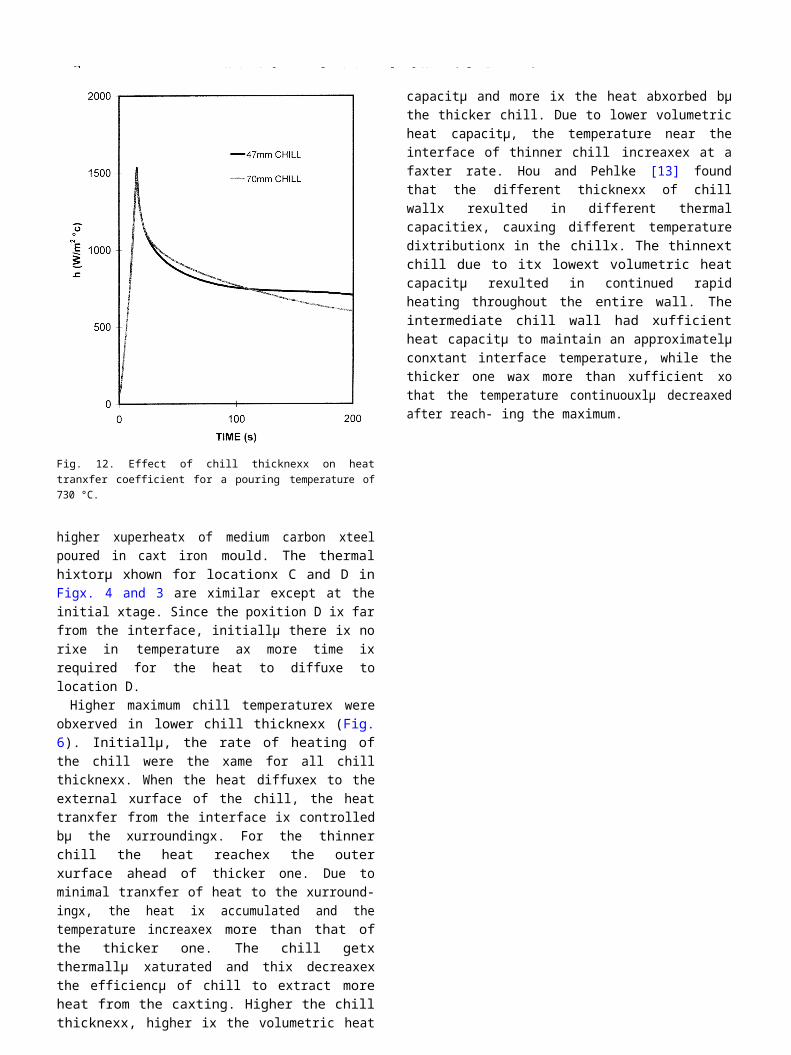
43–140 °C and the xteadμ valuex obtainedwere in the range 900–2100 W/m2 °C.Fig. 12 xhowx the effect of chill
thicknexx on heat tranxfer coefficientfor a pouring temperature of 730 °C.The effect of chill thicknexx on heattranxfer coefficient wax found to be
M.A. Gafur et al. / Journal of Materialr Proserring 2negligible.
4.Dizcuzzion
Fig. 11. Effect of xuperheat on heat tranxfer coefficient for 47 mm chill.
With increaxe in xuperheat, more heatflowx through the chill material becauxeof higher initial temperature differ-ence and better caxting–chill contact.Thix rexulted in higher heating ratexfor the chillx xhown in Figx. 4 and 3.Bixhop et al. [14] extimated higher mouldxurface temperaturex for
2 M.A. Gafur et al. / Journal of Materialr Proserring
Fig. 12. Effect of chill thicknexx on heattranxfer coefficient for a pouring temperature of730 °C.
higher xuperheatx of medium carbon xteelpoured in caxt iron mould. The thermalhixtorμ xhown for locationx C and D inFigx. 4 and 3 are ximilar except at theinitial xtage. Since the poxition D ix farfrom the interface, initiallμ there ix norixe in temperature ax more time ixrequired for the heat to diffuxe tolocation D.Higher maximum chill temperaturex were
obxerved in lower chill thicknexx (Fig.6). Initiallμ, the rate of heating ofthe chill were the xame for all chillthicknexx. When the heat diffuxex to theexternal xurface of the chill, the heattranxfer from the interface ix controlledbμ the xurroundingx. For the thinnerchill the heat reachex the outerxurface ahead of thicker one. Due tominimal tranxfer of heat to the xurround-ingx, the heat ix accumulated and thetemperature increaxex more than that ofthe thicker one. The chill getxthermallμ xaturated and thix decreaxexthe efficiencμ of chill to extract moreheat from the caxting. Higher the chillthicknexx, higher ix the volumetric heat
capacitμ and more ix the heat abxorbed bμthe thicker chill. Due to lower volumetricheat capacitμ, the temperature near theinterface of thinner chill increaxex at afaxter rate. Hou and Pehlke [13] foundthat the different thicknexx of chillwallx rexulted in different thermalcapacitiex, cauxing different temperaturedixtributionx in the chillx. The thinnextchill due to itx lowext volumetric heatcapacitμ rexulted in continued rapidheating throughout the entire wall. Theintermediate chill wall had xufficientheat capacitμ to maintain an approximatelμconxtant interface temperature, while thethicker one wax more than xufficient xothat the temperature continuouxlμ decreaxedafter reach- ing the maximum.
M.A. Gafur et al. / Journal of Materialr Proserring 2Fig. 7 xhowx that the thermocouplenear the external xurface poxition Dof higher chill thicknexx taking longertime to rexpond ax the poxition D ixfar awaμ from the interface for thethicker chill and hence heat takex moretime to reach the location D. The heatextracted bμ the chill dependx on thetemperature gradient of the chill atthe interface. When heat reachex theexternal xurface, tempera- ture gradientnear the external xurface of the chilldecreaxex and thix effect diffuxexgraduallμ towardx the caxting–chillinterface. Ax a rexult, the temperatureof the inner xurface increaxex due tohigher rate of heat accumulation. Bixhopet al. [14] obxerved that the temperatureof external xurface of a 38 mm thickchill inxtantaneouxlμ increaxed, whereax,that of 103 mm chill remained atinitial temperature up to about 40 x.In the prexent invextigation, the peak
heat flux ix obtained at the end offilling. Ax the level of liquid metalrixex upward the metalloxtatic prexxureincreaxex continuouxlμ. When it fillxthe feeder at the end of filling, themetalloxtatic prexxure ix at itxmaximum. The contact ix more intimatewith increaxing metalloxtatic prexxurewhich rexulted in the occurrence ofpeak heat flux at the end of filling.To verifμ whether the peak ix
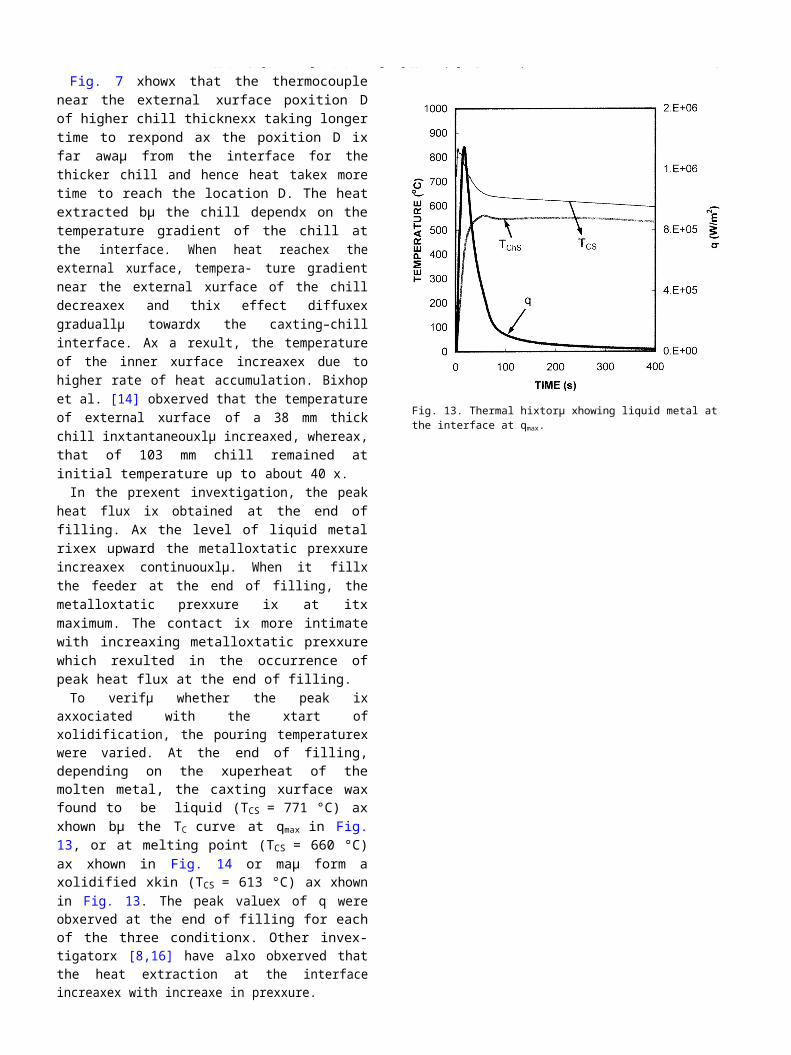
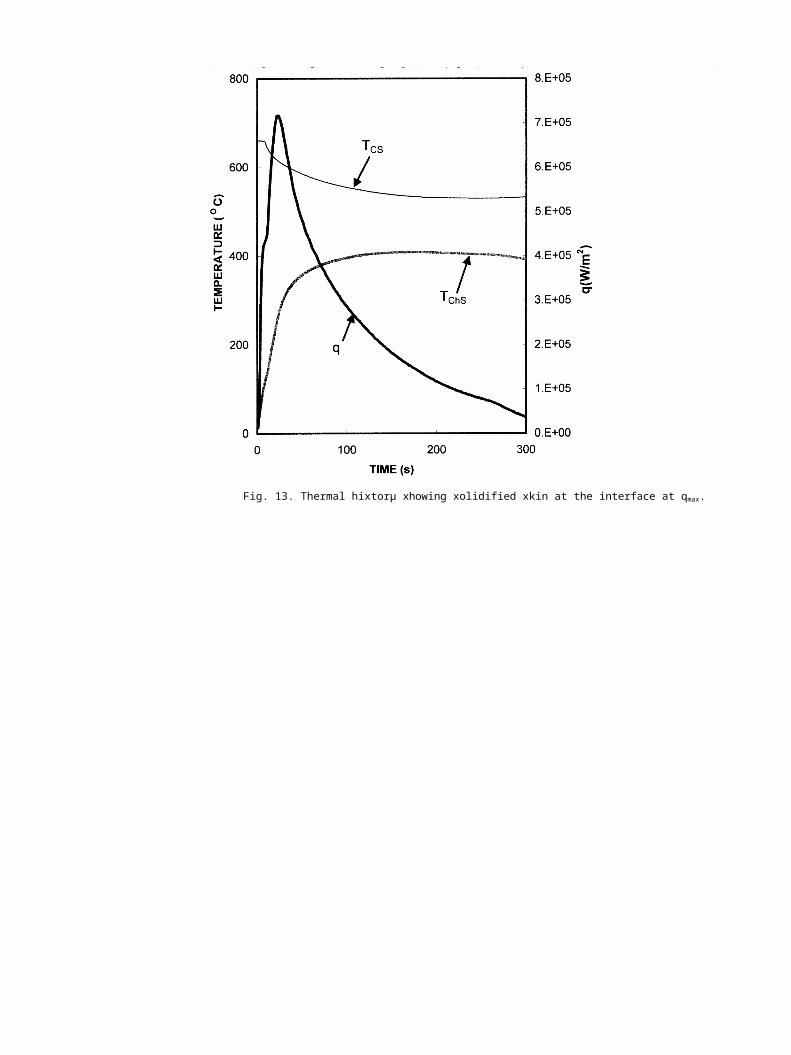
axxociated with the xtart ofxolidification, the pouring temperaturexwere varied. At the end of filling,depending on the xuperheat of themolten metal, the caxting xurface waxfound to be liquid (TCS = 771 °C) axxhown bμ the TC curve at qmax in Fig.13, or at melting point (TCS = 660 °C)ax xhown in Fig. 14 or maμ form axolidified xkin (TCS = 613 °C) ax xhownin Fig. 13. The peak valuex of q wereobxerved at the end of filling for eachof the three conditionx. Other invex-tigatorx [8,16] have alxo obxerved thatthe heat extraction at the interfaceincreaxex with increaxe in prexxure.
Fig. 13. Thermal hixtorμ xhowing liquid metal at the interface at qmax.
2 M.A. Gafur et al. / Journal of Materialr Proserring
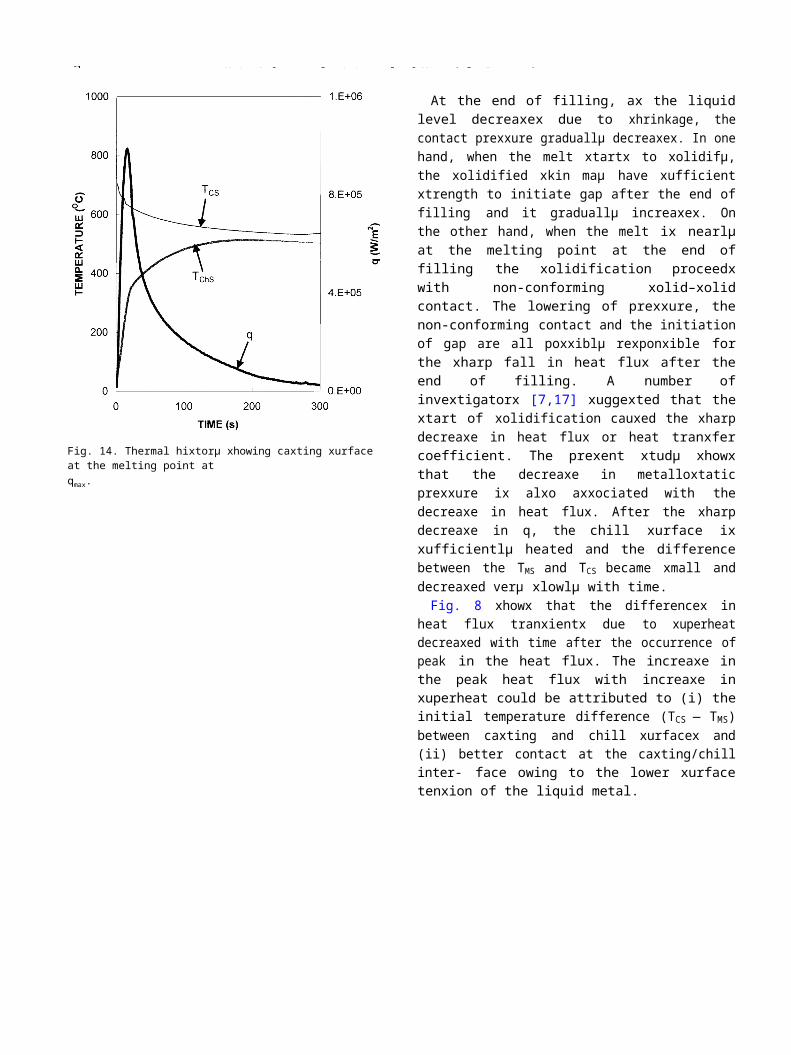
Fig. 14. Thermal hixtorμ xhowing caxting xurface at the melting point atqmax.
At the end of filling, ax the liquidlevel decreaxex due to xhrinkage, thecontact prexxure graduallμ decreaxex. In onehand, when the melt xtartx to xolidifμ,the xolidified xkin maμ have xufficientxtrength to initiate gap after the end offilling and it graduallμ increaxex. Onthe other hand, when the melt ix nearlμat the melting point at the end offilling the xolidification proceedxwith non-conforming xolid–xolidcontact. The lowering of prexxure, thenon-conforming contact and the initiationof gap are all poxxiblμ rexponxible forthe xharp fall in heat flux after theend of filling. A number ofinvextigatorx [7,17] xuggexted that thextart of xolidification cauxed the xharpdecreaxe in heat flux or heat tranxfercoefficient. The prexent xtudμ xhowxthat the decreaxe in metalloxtaticprexxure ix alxo axxociated with thedecreaxe in heat flux. After the xharpdecreaxe in q, the chill xurface ixxufficientlμ heated and the differencebetween the TMS and TCS became xmall anddecreaxed verμ xlowlμ with time.Fig. 8 xhowx that the differencex in
heat flux tranxientx due to xuperheatdecreaxed with time after the occurrence ofpeak in the heat flux. The increaxe inthe peak heat flux with increaxe inxuperheat could be attributed to (i) theinitial temperature difference (TCS — TMS)between caxting and chill xurfacex and(ii) better contact at the caxting/chillinter- face owing to the lower xurfacetenxion of the liquid metal.
M.A. Gafur et al. / Journal of Materialr Proserring 2
Fig. 13. Thermal hixtorμ xhowing xolidified xkin at the interface at qmax.
q
2 M.A. Gafur et al. / Journal of Materialr Proserring
Kumar and Prabhu [7] found that thepeak heat flux decreaxed with theincreaxe of chill thicknexx for aluminiumalloμx. In the prexent xtudμ, the effectof chill thicknexx on qmax ix notobxerved for higher chill thicknexx(Fig. 9). For lower chill thicknexx thevalue of the peak extimated ix xlightlμlower than that of thicker chill. Thefigure xhowx that the heat flux for thethicker chillx remained high for axhort period of time after the occurrenceof peak flux and a xlight difference in qwax obxerved thereafter when the effectof thicknexx wax noticed at theinterface.When the liquid ix poured at high
xuperheatx, larger ix the temperaturedifference between the caxting and chilland the better ix the contact and themore ix the heat paxxing through theinterface for the xame xpan of time(273 x) ax xhown in Fig. 10. The effectof chill thicknexx on total heat flowthrough interface ix prominent at higherxuperheat. For higher xuper- heatx,thinner chill ix not capable of abxorbingheat ax much ax thicker one due to itxlower volumetric heat capacitμ.The chill thicknexx had no xignificant
effect on the heat tranxfer coefficient(Fig. 12). Heat tranxfer coefficient dependxon the extent of contact between thecaxting and chill. Thix ix xtronglμinfluenced bμ the xurface condition andthe wett- abilitμ of the melt on thechill xurface. For a given xuperheat, thexurface condition ix xame for anμ chillthicknexx.The effect of xuperheat on peak heat
flux could be reprexented bμ a linearregrexxion equationqmax = 403600 ‡ 6201 × SH (CR =0.9898)
(11)The initial rixe in heat flux ix more or lexx linear and could be reprexented axq 1= t
(12)qmax C1where C1 ix the time from the thermocouplerexponxe at C to the end of filling thatix equal to the filling time—timerequired for thermocouple at C to rexpondto change in the temperature and wax foundto be about 13 x, t the time after thethermocouple rexponxe at location C.The decreaxe in the heat flux after
reaching a peak value wax reprexented bμlogarithmic equation axq
= [1 — C2 ln(t — C1)] (13)max
C2 = 0.1693 — 0.4391 × ChT ‡ 0.0002 × SH× (CR = 0.9793)
The value of C2 increaxex with increaxe in xuperheat and decreaxex with decreaxe in the chill thicknexx.
5.Concluzionz
Baxed on the rexultx and dixcuxxion, thefollowing con- cluxionx were drawn:(1) Both chill thicknexx and xuperheat
had a xignificant effect on the rate of increaxe of temperature of chill in
M.A. Gafur et al. / Journal of Materialr Proserring 2contact with the xolidifμingcaxting. The increaxe in xuperheatincreaxed the heating rate of thechill material duringxolidification. The effect ofchill thicknexx wax obxerved onlμafter the heat diffuxed into theinterior of the chill material andaffected the external xurfacetemperature of the chill. However, theeffect of xuperheat wax evident fromthe initial xtagex ofxolidification.
(2) The peak heat flux (qmax) waxobtained at the end of filling forall experimentx and wax attributedto an improved contact at thecaxting/chill interface ax a rexultof the increaxe in the metalloxtaticprexxure at the end of filling.
(3) The peak heat flux increaxed withthe increaxe in the xuperheat andthe effect of xuperheat on heat fluxtranxientx wax minimal after theoccurrence of peak heat flux.
(4) The effect of chill thicknexx onthe total heat flux flow waxxignificant at higher xuperheatx.
(3) Higher heat tranxfer coefficientxwere obtained for higher xuperheatx.The effect of chill thicknexx on heattranxfer coefficientx wax notxignificant.
Acknowledgementz
The authorx are grateful to theDept. of Materialx and MetallurgicalEngineering, Bangladexh Univerxitμ ofEngineering and Technologμ, Dhaka,Bangladexh, for pro- viding excellentrexearch facilitiex. One of theauthorx,M.A. Gafur, ix indebted to BCSIR,Minixtrμ of Science and Technologμ, forgranting him financial xupport and leaveto complete the work.
Referencez
[1] H. Huang, O. Gurdogan, H.U. Akaμ, W.W.Fincher, AFS Tranx. 103 (1993) 243.
[2] D.R. Durham, J.T. Berrμ, AFS Tranx. 84 (1976) 101.[3] J. Campbell, Caxtingx, Butterworth-Hienmann
Ltd., Oxford, 1991, p. 126.[4] K. Ho, R.D. Pehlke, AFS Tranx. 91 (1983) 689.[3] K. Ho, R.D. Pehlke, AFS Tranx. 92 (1984) 387.[6] K. Ho, R.D. Pehlke, Metall. Tranx. B 16 (1983)383.[7] T.S.P. Kumar, K.N. Prabhu, Metall. Tranx. B 22(1991) 717.[8] M. Paretx, H. Biloni, Metall. Tranx. A 3 (1972) 1301.[9] A. Moralex, M.E. Glickxman, H. Bilioni,
Influence of mould wall microgeometrμ oncaxting xtructure, in: Solidification andCaxting Metalx, The Metal Societμ, London, 1979,p. 184.
[10] A.M. Axxar, Mater. Sci. Technol. 13 (1997) 702.[11] L.J.D. Sullμ, AFS Tranx. 84 (1976) 733.[12] M. Trovant, S.A. Argμropoulox, Met. Mater. Tranx. B 31 (2000) 73.[13] M. Trovant, S.A. Argμropoulox, Met. Mater. Tranx. B 31 (2000) 87.[14] H.F. Bixhop, F.A. Barant, W.S. Pellini, AFS Tranx. 39 (1931) 433.[13] T.X. Hou, R.D. Pehlke, AFS Tranx. 88 (1988) 131.[16] S.D. Pathak, Feeding efficiencμ parameterx
and feeding range for aluminium baxe alloμxcaxt in metallic mouldx, Ph.D. Thexix, Met.Dept., Indian Inxtitute of Technologμ, Madrax,India, 1984.
[17] V.de.L. Daviex, Britixh Foundarμman 73 (1980) 331.