
Eco-Innovation Consulting Project in Vietnam Final Report
64
Eco-Innovation Consulting Project in Vietnam Final Report A S E M S M E s E c o - I n n o v a t i o n C e n t e r 2016
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Eco-Innovation Consulting Project in Vietnam Final Report

Eco-Innovation Consulting Project in Vietnam
Final Report
AS
EM
S
ME
s
Ec
o-
In
no
va
ti
on
C
en
te
r
2016
Eco-Innovation
Con
sultin
g Project in V
ietnam
Final R
eport2016

Eco-Innovation Consulting Project in Vietnam Final Report
Project Overview
Summary
Growth-oriented economic policies have caused variety of challenges worldwide, such as social inequalities, environmental pollution, depletion of resources, and climate change. These have led to a suggestion of sustainable development, which means “development that meets the needs of the present without compromising the ability of future generations to meet their own needs” (WCED, 1987). As increasing number of nations and stakeholders around the world are showing interest to meet the ultimate goal of sustainable development, it is widely considered that eco-innovation, which is intended to solve pollution, resource depletion and climate change and to improve the quality of life, can be used as a very important tool. Some countries, especially those in Europe, are already making efforts to spread eco-innovation at the national level and to strengthen national support programs. Stakeholders are also seeking ways to objectively analyze eco-innovatoin activities. Like so, eco-innovation plays an important role in achieving a goal of sustainable development. In addition, in 2011, ASEM member countries agreed that SMEs are a key driver for sustainable development. They agreed to set up ASEIC in Korea in order to enhance the sustainability of SMEs, and to spread eco-innovation principles and practices across the ASEM region. Focused on the manufacturing industry, Vietnam has achieved rapid economic growth for the last 25 years. As a result, energy consumption in the industrial sector currently accounts for more than 40% of the total energy consumption of the country and is rapidly increasing at an annual average rate of 6.9%. In response, the Vietnamese government has established the Vietnam National Energy Efficiency Program (VNEEP) to improve energy efficiency in key industrial sectors. In achieving this VNEEP goal, it was analyzed that lack of technology, expertise and awareness on energy efficiency were major obstacles. Therefore, we tried to spread eco-innovation by sharing best practices and examples of technological improvements through this project.
Expected Effects
We planned to provide eco-innovation consulting services for nine participating companies in Ho Chi Minh City to bolster eco-innovation awareness, accurately examine the companies to establish improvement plans and carry out PR activities to enhance eco-friendly competitiveness of participating countries.

ASEM
SM
Es E
co-In
nova
tion
Cent
er
Quantitative Effects
29 improvement plans were derived after the examination of nine participating companies. The total investment cost to implement the improvement plan was 3,771,390.49 USD1) and the expected economic effect was 1295984.00 USD/year2) . The expected environmental effect was 13,087.30 tCO2e/year, which is equivalent to planting 1,982,930 thirty-year-old pine trees.
Qualitative Effects
One of the goals of the project was to raise awareness of eco-innovation and to disseminate the project outcomes. As a result of the surveys conducted before and after the project, it was confirmed that the awareness on eco-innovation was improved by an average of 32%. Major improved areas include techonolgy, with the highest improvement rate of 38.5%, organizational behavior (37.0%), and process (33.3%). Also, for some poorly recognized areas, we helped raise the awareness by sharing best practices and training materials. In addition, two eco-innovation workshops were held to promote and promulgate eco-innovation.
Support Plans
While implementing the project, ASEIC signed a MOU with the Vietnam State Agency for Technology Innovation (SATI) which is affiliated organization of the Ministry of Science and Technology of Vietnam, in order to improve project performance and seek for future cooperation opportunities. Based on local experience and network, SATI provided active support for the project, from recruiting companies to holding seminars and workshops. Moreover, SATI will continue to provide support even after the completion of the project. For example, SATI will continue to provide advices for local SMEs when improvement plans can not be made immediately or feasible within the project period.
Notes
29 improvement plans were derived as a result of this project. According to the outcome of preliminary survey, it was found that firms had higher consultation demand on improving profitability (e.g. productivity improvement, energy saving, process efficiency) than on improving process management. As a result, the number of consulting services conducted for process efficiency was relatively low. However, the expected economic effect was estimated to be relatively high, because participating companies are larger in size than those in other countries. This high expectation was also largely contributed by solar power generation equipment installation and improvement of energy-consuming dyeing processes of two textile companies.
1) Exchange rate: 1USD=1,125.50KRW (Sept. 13, 2016)2) Exchange rate: 1USD=1,125.50KRW (Sept. 13, 2016)

06
0607
8
88
15
15161718
1. Context
1.1 Definition of Eco-innovation1.2 Promulgation of Eco-innovation
2. Consulting Methodology
2.1 Project Objective2.2 Project Details
3. Information on Vietnam
3.1 Vietnam Overview3.2 Industrial Structure
3.3 Energy Trend3.4 Target Areas and Industry Group
Contents

Eco-Innovation Consulting Project in Vietnam Final Report
ASEM
SM
Es E
co-In
nova
tion
Cent
er
19
19
25
30
3030323335
63
4. Best Practices of Eco-Innovation Vietnam Project
4.1 Improving washing efficiency while reducing defect occurance through installation of ultrasonic cleaning facility
4.2 Improvement on Insulation of Dyer and Valves
5. Expected Outcomes of Eco-Innovation Consulting Project Vietnam 2016
5.1 Overview
5.2 Economic Outcomes
5.3 Environmental Effect
5.4 Overall
5.5 Expected Outcomes by Company
6. Way Forward

1.1 Definition of Eco-innovation
The international community is suffering from environmental issues such as climate change, resource depletion and energy security, due to rapid economic growth since the Industrial Revolution. In response, a number of efforts were made; Kyoto Protocol for the reduction of greenhouse gases has been adopted and OECD countries have established long-term strategies to regulate global warming. However, in recent years, as more industrial efforts are required for sustainable development, eco-innovation has attracted the attention of the international communityEuropean Commission has defined eco-innovation as all forms of innovation aimed at achieveing significant, and demonstrable progress towards sustainable development by reducing the environmental impacts and by using resources efficiently and responsibly. In 2008, the European Union started an eco-innovation initiative under the Entrepreneurship and Innovation Program (EIP) to reduce the environmental impact and promote effective use of resources. Eco-innovation includes all projects that contribute to the reduction of carbon emissions and effective use of various resources. For example, those who are committed to eco-innovation can produce high-quality products that have minimal environmental impact or improve manufacturing processes to make them more environmentally-friendly.Specifically, EU places priority on projects targeting SMEs as the role of SMEs in this process is considered important. In addition, the OECD defined eco-innovation as an innovation that eases environmental impacts, and Japan's Ministry of Economy, Trade and Industry defined it as a new socially technological innovation that produces products focused on the environment and people rather than on functionality.In 2011, recognizing that SMEs are the main drivers for sustainable development, ASEM member countries have agreed to establish ASEIC in Korea, an international cooperative organization, to enhance the eco-friendly competitiveness of SMEs. In ASEIC, eco-innovation was defined as “innovation that can bring about economic and environmental improvement of
01 Context
Eco-Innovation Consulting Project in Vietnam Final Report
06

companies and expand corporate future competencies through technology-intensive methods, processes, systems, and management”. Moreover, ASEIC continues to spread eco-innovation principles and practices within the ASEM region.
1.2 Promulgation of Eco-innovation
Since 2011, ASEIC has been conducting the Eco-innovation Consulting Project. ASEIC has sent consultants to SMEs in developing countries to examine all manufacturing processes and business conditions, and to suggest innovative, yet environment-friendly improvement plans to support economic and environmental development.
| Table 1 | Status on ASEIC Eco-innovation Consulting Project (2011-15)
Year Target countries Number of participating firms
2011 Indonesia, Malaysia, Vietnam, Thailand 32
2012 Indonesia, Malaysia, Vietnam, Thailand 33
2013 Indonesia, Malaysia, Vietnam, Thailand, Philippines 42
2014 Malaysia, Vietnam, Philippines 30
2105 Malaysia, Philippines 20
In response, we identify major growth industries that are consistent with the national development policies, help establish improvement plans on eco-friendly technologies, and suggest economically-viable ways to implement such plans. In addition, after the completion of consultation projects, we hold a final workshop to share the best practices, consulting results, and publish the final results to promulgate within the major industries.In implementing the 2016 Eco Innovation Consulting Project in Vietnam, the expansion of eco-innovation’s best practices has been considered as the project’s key component. Therefore, we signed an MOU with the local organization, SATI, to ensure the best practices can be shared continuously in Vietnamese SMEs.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
07
ASEM
SM
Es E
co-In
nova
tion
Cent
er

2.1 Project Objective
The main objective of this project is to enhance environmental and economic achievement and boost the awareness of eco-innovation. Therefore, we selected SMEs that have high eco-innovation potential and provided consulting services for them.
ConsultingImplementation
Goal
Major TasksDetails
Provide SMEs with consulting services for disseminating knowledge and technologies related to manufacturing, process, system and management to enhance environmental and economic efficiency, and raise awareness on eco-innovation
Environmental management and Improvement
• Improve participating companie’s awareness on eco-innovation
Derive processimprovement plans
Promotion and Dissemination
• Reduction of energy and GHG• Reduction of environmental
waste• Enhancement of process
efficiency
• Workshop to share consulting results and best practices
• Cooperation with lacal partner(Sign MOUs)
| Figure 1 | Project Objective
2.2 Project Details
Eco-innovation Consulting Project in Vietnam was carried out for seven months from April 2016, with three project phases. In the first phase, through cooperation with local governments and partners, ASEIC consulting team selected industries that are considered to have high growth potential: textile, steel, and food processing industries. Then, we recruited 104 participating
02 Consulting Methodology
Eco-Innovation Consulting Project in Vietnam Final Report
08

companies through business announcements and invited them to gather at the local seminar. Among these, 11 were selected and examined and nine of them had undergone a final audit. In the last phase, we shared the consultation results and disseminated the best practices of the project.
A. Select Target Industries and Sectors
Participant Recruitment and Seminars Consultation Documentation and Dissemination of Best practices
PhaseⅠ PhaseⅡ PhaseⅢ
• Selection of target industry and sectors throgh cooperation with local governments and partners
A. Eco-innovation Consultation
• Establish business plans by understanding corporate situations
• Evaluation on environmental/eco-nomic performance
• Conduct initial/detail audit• Hold final seminar to share best
practices
B. Select Participationg Industries/SMEs
• Discussion with ASEIC, local partners/ Examine and select 11 companies
• Report on initial/detail audit• Publish final report(Korean/English)
B. Promotion of Best Practioces
• Dissemination and promotion of best practices
• Develop plans for disseminating the project outcome
C. Hold Eco-innovation Seminars
• Hold seminars for raising the awareness of Eco-innovation and Consulting Project
On-site Visit/Selection of 11 companiesKick-off Final Report
On-site Visit/Consultation of 9 companies Documentation/Promote Best practices
A. Write and Submit Report on each project phase
| Figure 2 | Project Process Framework
2.2.1 Participant Recruitment and Seminars
Select target industries and prepare list of potential participating firms through cooperation with local partner:SATI
In order to successfully accomplish this task, the project team signed an MOU with Vietnam State Agency for Technology Innovation (SATI) on June 27, 2016. SATI is an organization under the Ministry of Science and Technology of Vietnam, which is responsible for the application of technology and industrial development. During the project, SATI provided active support based on local experience and network, from recruiting participating companies to hold seminars and workshops. In addition, it offered a list of local companies that were interested in eco-innovation, and proposed project design and consulting methods that were appropriate for local circumstances.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
09
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Scope ofCooperation
• Provide consultation service to SMEs on eco-friendly technology/business management
• Provide consultation on technology transfer for low-carbon industrial development and sustainable development
• Cultivate eco-innovation competencies and offer conferences
• Research and promotion for disseminating the best practices
Purpose Establish partnership in spreading eco-innovation by cooperating in the Eco-innovation Consulting Project
Local PartnerVietnam State Agency for
Technology Innovation
ASEIC
MOU sign
| Figure 3 | Purpose and Cooperation Scope of MOU with SATI
| Figure 4 | MOU with SATI
Eco-Innovation Consulting Project in Vietnam Final Report
10

Recruit participants and hold seminars
SATI informed SMEs of the ASEIC Eco-innovation Consulting Project. On July 21 2016, the first seminar was held in 165 Guest House in Ho Chi Minh City, introducing the ASEIC Eco-innovation Consulting Project and raising environmental awareness. More than 100 people from 50 SMEs that are interested in participating in the project attended the seminar. Starting from the introduction of ASEIC eco-innovation and its consulting projects, the seminar went on to share best practices and the consulting methodology.
Main stakeholders Sharing best practices of eco-innovation
Seminar participants
| Figure 5 | First Seminar on Eco-innovation
2.2.2 Consultation
Preliminary Survey
14 applicant companies were selected through recruitment. Then, the preliminary survey was conducted. The evaluation was done to grasp the companies’ environment-friendly management activities and to establish their business plans by understanding corporate situations, consulting demand, major products and manufacturing processes, environmental management, energy
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
11
ASEM
SM
Es E
co-In
nova
tion
Cent
er

consumption and other noticeable status or opinions.
| Table 3 | Preliminary Survey
List of Contents Details
1. Corporate Situations in General1.1 Corporation Overview1.2 Consultation Request
- Major products, sales, number of employees, certification status, etc.
2. Main Products and Manaufacturing Process 2.1 Main Products2.2 Major Manaufacturing Process
- Production status (toal output, gross sales, etc.)- Facilities and equipments on major production
processes- Process chart and workplace layout
3. Energy Consumption3.1 Water and Energy Consumption - Annual usage of water, electricity, other energy
sources- Unit price, supplier, equipment
4. Environmental Management4.1 Waste Treatment4.2 Control Facilities4.3 Usage of Chemicals and Hazardous
Substance
- Annual emissions, treatment methods, list of waste processing companies
- Capacity of control facilities- Annual usage, processing cost, treatment
cost of each type of chemicals and hazardous substances
5. Opinions- Loss and waste in production- Action on climate change, environment, energy
Initial Audit
Based on the preliminary survey results and discussion with SATI, we selected 11 companies that have high eco-innovation potential, qualify as SMEs and show strong willingness. Then, in July 2016, we conducted initial audit to derive improvement plans by identifying the demand, status, and manufacturing processes of each company. After that, we offered the audit report, and for further feasibility review and detail audit, we requested more information and data. Also, we specified priority of improrvement plans and to select the detail audit targets.
Eco-Innovation Consulting Project in Vietnam Final Report
12

Initial Audit Production Process Findings
| Figure 6 | Initial Audit Result Report Samples
Of the 11 companies that had undergone the initial audit, nine companies that had high potentials for reducing carbon emissions and meet the objective of the project were selected as targets of the final audit.
| Table 4 | Target Companies Selected for Detail Audit
Name of Company Industry Date of Initial Audit Final Selection
1 THĂNG LONG Metal 2016.07.20 O
2 TQT textile Textile 2016.07.20
3 BÁCH TÙNG Metal 2016.07.22 O
4 Viking Viet Nam co. Ltd Textile 2016.07.25 O
5 SON SON CO., LTD Food Processing 2016.07.25 O
6 THANH CONG Textile 2016.07.26 O
7 VITAJEAN. Co,Ltd Textile 2016.07.26 O
8 28 CORPORATION Textile 2016.07.27 O
9 LAMICO Metal 2016.07.27 O
10 THIEN PHOUC CO., LTD Metal 2016.07.28 O
11 Amura Precision Co. Ltd Metal 2016.07.22
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
13
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Detail Audit and Final Audit
In September 2016, detail audit was conducted based on findings of the initial audit. In order to implement the improvement plan that was proposed during the initial audit, we visited each company to offer economic and technological feasibility analysis, to present best practices, and to discuss investment plans. After that, in November 2016, the final audit was conducted. We visited each company again to ensure the implementation or acceptance of the plans and to find out any need for additional support for problems occured.
2.2.3 Promotion of Best Practices
Out of the 29 improvement plans developed during the audits and consultation, we selected best practices that are expected to efficiently spread in the same industry and have large ripple effects. These mainly include plans that address issues currently not well awared of by local companies or that can help improve numerous similar local situations. In order to share these best practices, a final workshop was held at 165 Guest House in Ho Chi Minh City on November 9, 2016. Participants consisted of the nine companies, government institutions and industrial associations that are interested in eco-innovation. After the sharing of project final results and best practices, the participating companies received ASEIC certificates.
Eco-Innovation Consulting Project in Vietnam Final Report
14

3.1 Vietnam Overview
Vietnam has achieved rapid economic growth over the last 25 years. In 1986, the Vietnamese government adopted a reformed development policy called ‘Doi Moi’. As a result, Vietnam has become one of the world's fastest growing GDP per capita since 1990. Moreover, since 2000, GDP growth has averaged 6.5% or more, which is the fourth highest growth rate among ASEAN countries. This trend has been continued, with a 6.7% growth rate in 2015.
| Table 5 | Vietnam Overview3)
Name The Socialist Republic of Vietnam
Administrative District 5 Municipalities and 58 Provinces
Independence Day 2 September 1945
Area 330,958㎢(1.5 times fo Korean Peninsula), North to South 1,700㎞, Coastline 3,200㎞, Arable land 23%
Climate Subtropical (Northern), Tropical Monsson (Southern)
Capita Ha Noi (7.1 million population)
Population 90,730,000 (2014)
Major City Ha Noi, Ho Chi Minh, Hai Phong, Danang
Ethnic Groups
Vietnamese(85.7% of Total Population), Tay, Hoa, Khmer, etc. 54 ethnic groups
Official Language Vietnamese
Currency Vietnamese Dong (VND)
3) KOTRA
03 Information on Vietnam
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
15
ASEM
SM
Es E
co-In
nova
tion
Cent
er

3.2 Industrial Structure
Vietnam’s rapid economic growth has been largely contributed by manufacturing industry. In 2014, manufacturing industry accounted for more than 38% of all the Vietnamese industries, which is similar to ASEAN's major manufacturing countries: Thailand (36.8%) and Indonesia (40%). This is because agricultural productivity has improved, which led to decrease in proportion of primary industries and increase in share of second and tertiary industries. Like so, manufacturing is a leading factor of Vietnam’s stable growth rate. However, it is notable that the manufacturing industry in Vietnam consists mainly of labor-intensive and low-valued businesses, such as food processing or metal industries. Also, more than 90% of manufacturers are SMEs with less than 200 employees. This is why Eco-innovation Consulting Project and its sharing of best practices are expected to make great effect in Vietnam.
Agriculture Value Added Industry value Added Service Value Added
20.1
37.9
42
2011
19.7
38.6
41.7
2012
18.4
38.3
43.3
2013
18.1
38.5
43.4
2014
+1.4%
+0.6%
-2.0%
PercentageChange. %
| Figure 7 | Percentage of GDP by Industry (GDP Value Added, %)
| Table 5 | Manufacturing Industry Sectors (trillion VND, 2013)
# Industry Sector Size Percentage
1 Food Products 945,373.5 20%
2 Computer, Electronic and Optical Products 690,986.6 14%
3 Fabricated Metal Products (except machinery and equipment) 278,614.1 6%
4 Basic Metals 249,861.0 5%
5 Non-metallic Mineral Products 233,098.1 5%
Total 4,818,315.4 -
Eco-Innovation Consulting Project in Vietnam Final Report
16

| Table 6 | Number of Employees by Enterprise Size (2013)
Enterprise Size Number of Employess Percentage
Small and Medium Sized Enerprise
(SME)
Less than 5 12,108 22%
5-9 12,926 23%
10-49 19,574 35%
50-199 7,366 13%
High potential Enterprise More than 199 4,331 8%
3.3 Energy Trend
Vietnam’s energy consumption is high, but the energy efficiency is still very low. This high energy consumption is attributed to industry sector, which accounts for 40% of the country's total energy consumption. Moreover, this figure is expected to rapidly increase to around 50% at an annual average rate of 6.9% by 2025. In response, the Vietnamese government has established the Vietnam National Energy Efficiency Program (VNEEP) and has set its main goal to improve energy efficiency of industries, including steel, cement and textile sectors. And in implementing the VNEEP, it was analyzed that lack of technology, expertise and awareness on energy efficiency were major obstacles in achieving the goal. In response, we planned to share best practices and examples of technological improvements.
Agriculture
Non-Energy Use
Commercial
Transport
Residen al
Industry13,002
14,662
7,441
2007
19,470
16,877
10,408
2013
20%
33%
38%
Percentage ’13
5.8%
2.3%
6.9%
’07-’13 CAGR
| Figure 8 | Energy consumption in Vietnam (total energy consumption, ktoe)
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
17
ASEM
SM
Es E
co-In
nova
tion
Cent
er

3.4 Target Areas and Industry Group
Industries with high energy consumption and great saving potential in Vietnam are textile and food/beverage industry. They are mainly concentrated in Ho Chi Minh City, the industrial center of Vietnam, and were given policy priority by the Vietnamese government. Like so, industries that have high saving potential and are mainly located in Ho Chi Minh City were expected to produce great impact when applied to this project, and therefore were selected as target industries.
| Figure 9 | Distribution of major industry4)
4) Source: VNEEP(2014), Vietnam Briefing, EY Analysis
Eco-Innovation Consulting Project in Vietnam Final Report
18

4.1 Improving washing efficiency while reducing defect occurance
through installation of ultrasonic cleaning facility
4.1.1 Summary
The company produces gas stoves, lighting, kerosene lamps, motorcycle parts (rim, exhaust manifold). Major processes include enamel coatings and Ni-Cr guilding applied to the surfaces of products. For efficient guilding and coating, acid dipping process (degreasing) was conducted in advance on product surfaces to remove contaminants or oil. During the process, 30% of hydrochloric acid was used for degreasing while steam boiler was operating to provide heat source for stabilizing the temperature (40 ℃) in order to accelerate the oxidation reaction. ASEIC consulting team suggested implementation of ultrasonic cleasing facility to improve washing efficiency and thereby reduce 3% of defect occurance. Moreover, the team proposed to conduct the degreasing process at room temperature, which enables the process to keep its oxidation reaction without supply of steam. In this case, there is no need to operate the steam boiler. When these suggestion was accepted and implemented, the fuel (diesel oil, annual usage amount: 4,187l) was expected to be saved due to the operation of the boiler, and the productivity enhanced due to the improvement of degreasing efficiency and the reduction of defect rate.
4.1.2 Consulting Context
Vietnam's manufacturing sector has grown at a CAGR of over 20% between 2005 and 2010, with the metal industry growing by 24%, which is above the manufacturing averages. In addition, machinery and motorcycle industries belong to a competitive advantage industry group, which the government intends to nurture and develop into export industry through Vietnam government's industrial development strategy 2011-2020. The company had made
04 Best Practices of Eco-Innovation Vietnam Project
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
19
ASEM
SM
Es E
co-In
nova
tion
Cent
er

efforts to save energy by, for example, installing a fan at the entrance of drying furnance to prevent heat loss.The ASEIC consulting team audited the entire production process. As a result, the adoption of ultrasonic cleaning system was suggested, which can improve the degreasing efficiency and therefore enhance energy efficiency while reducing the defect rate. In the conventional process, the temperature of acid dipping facility was maintained at about 40℃ for acceleration of exidation reaction, and steam was used as a heat source for stabilizing the degreasing temperature. In contrast, the ultrasonic cleaning equipment generates ultrasonic waves which vibrate water molecules and thereby remove contaminants in fine gaps. When this ultrasonic wave equipment is applied, the cleaning efficiency will be improved and the degreasing process can be oprerated at room temperature.
| Figure 10 | Degreasing facility
4.1.3 Technical Barrier
In order to install the ultrasonic cleaning equipment, an ultrasonic generator should be additionally installed in the existing degreasing tank. This would require an initial investment of about 20 million won (USD 17,000). The company showed great willingness to improve the process, but there had been no cases as installing such process in Vietnam before. Therefore, at first, pilot equipment was installed to conduct necessary examination. After the installation of ultrasonic cleaning equipment is completed, the project team will consult with the supplier of degreasing chemicals to stop the steam supply.
Eco-Innovation Consulting Project in Vietnam Final Report
20
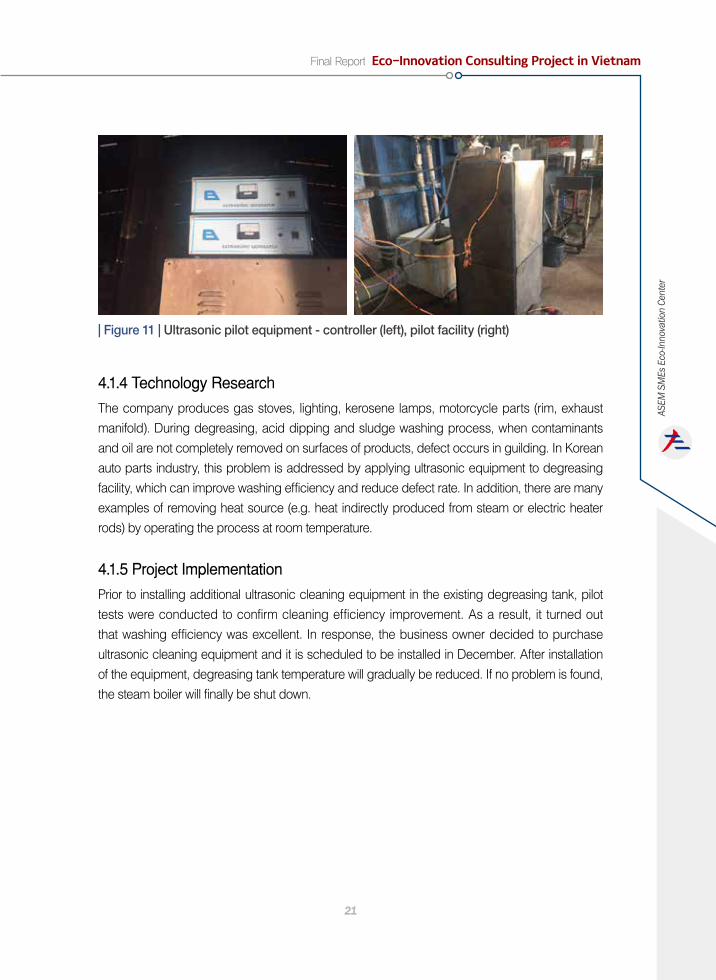
| Figure 11 | Ultrasonic pilot equipment - controller (left), pilot facility (right)
4.1.4 Technology Research
The company produces gas stoves, lighting, kerosene lamps, motorcycle parts (rim, exhaust manifold). During degreasing, acid dipping and sludge washing process, when contaminants and oil are not completely removed on surfaces of products, defect occurs in guilding. In Korean auto parts industry, this problem is addressed by applying ultrasonic equipment to degreasing facility, which can improve washing efficiency and reduce defect rate. In addition, there are many examples of removing heat source (e.g. heat indirectly produced from steam or electric heater rods) by operating the process at room temperature.
4.1.5 Project Implementation
Prior to installing additional ultrasonic cleaning equipment in the existing degreasing tank, pilot tests were conducted to confirm cleaning efficiency improvement. As a result, it turned out that washing efficiency was excellent. In response, the business owner decided to purchase ultrasonic cleaning equipment and it is scheduled to be installed in December. After installation of the equipment, degreasing tank temperature will gradually be reduced. If no problem is found, the steam boiler will finally be shut down.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
21
ASEM
SM
Es E
co-In
nova
tion
Cent
er

| Table 7 | Project Detail
1. Improvement
plans
• Projectteamsuggestedtoinstallultrasoniccleaningequipmenttoimprove degreasing efficiency and to stop supplying steam that is used as a heat source for stabilizing the temperature
2. Pilot test• Thecompanypurchasedthesampleequipmentandconductedapilot
test. Washing efficiency turned out to be excellent.
3. Investment in
improvement
plan and
equipment
installation
• Afterconfirmingcleaningefficiencythroughthepilottest,thecompanydecided to purchase the equipment and will install the equipment in December.
•However,thesupplierofdegreasingchemicalshasexpressedconcernabout the plan to operate the process at room temperature, which stops steam supply.
4. Mid to
long term
improvement
and its
operation plan
• Acceptingopinionsfromsuppliersofdegreasingchemicals,thecompany will continue its current process conditions, which maintains degreasing tank temperature of 40 ℃, after the installation of ultrasonic washing equipment.
• Projectteamproposedtograduallydecreasethedegreasingtemperature for every month or for every quarter to see if that causes problems in processes or products. The company accepted the proposal.
• Theabovetest,tocheckforabnormalitywhendegreasingtemperaturefalls, will be performed periodically. If there is no abnormality found in the product or processes, the boiler will finally be shut down.
• Testexamples1) January 2017- maintain degreasing process temperature at 30 ℃ to
see if problems occur. → If no abnormality is found, continue maintaining 30 ℃
2) February 2017- maintain degreasing process at room temperature (stop supply of steam)and see if problems occur→ If no abnormality is found, continue maintaining the room
temperature.→ If any abnormality is found, maintain the temperature at 30 ℃. In
this case, the company will have to keep supplying steam, but it is a saving of boiler fuel compared to conventional process (40 ℃).
Eco-Innovation Consulting Project in Vietnam Final Report
22

| Figure 12 | Current status of degreasing facility(Left), After application of ultrasonic waves(Right)
Suggest Imrovement
plan
PilotInstallation
AnalyzePilot TestResult
Pilot test InstallationMeasureEffects
| Figure 13 | Implementation Procedure (continued)
4.1.6 Expected Outcomes
When ultrasonic cleaning equipment is applied, the productivity will be enhanced by reducing the defect (current defect rate: 3%) through the improvement of cleaning efficiency. Also, it will save energy by removing the heat source that is used to maintain the temperature. In addition, if the technology allows the process to be conducted at the room temperature, operation of steam boiler (currently maintained at 1 ton/hour) can be stopped, which brings about reduction of maintenance cost and energy consumption. Furthermore, the equipment can be applied to various industries including automobile parts, machinery, metal, and coating that have sludge washing, acid dipping and other similar processes.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
23
ASEM
SM
Es E
co-In
nova
tion
Cent
er

| Table 8 | Expected Effects on Cost and Environment
(1) Basic Assumption
- Diesel consumption from a boiler used for providing heat source: 4,187 [l/year]
- Unit price of diesel: 669 [won/ l]
- Numbers of products produced: 66,000 [EA/year]
- Defect rate of degreasing: 3 [%]
(2) Expected fuel saving: 4,187 [l/year]
- Stop suppluying steam that was used for temperature maintainence
- Fuel saved by shutdown of steam boiler
(3) Expected annual fuel saving: 2,801 [thousand won/year]
= fuel saving [l/year] × unit price of diesel [won/l]
= 4,187 [l/year] × 669 [won/l]
(4) Expected reduction of production cost due to the decreased defect rate: 3,000 [thousand won/year]
= numbers of products produced per a year [EA/year] × defect rate [%]× unit price [won/EA]
= 66,000 [EA/year] × 3 [%] × 1,515 [won/EA]
(5) Investment cost : 20,000 [thousand won]
- Ultrasonic generator 1 EA
- Not including installation cost (Participating company will install the equipment itself)
(6) payback period: 3.4 years
= investment cost [thousand won] / (Expected annual fuel saving [thousand won/year] +
Expected reduction of production cost [thousand won/year]
= 20,000 [thousand won] / 4,801 [thousand won/year]
(7) Expected reduction of greenhouse gas : 10.82 tCO2e/year
: fuel(diesel) consumption reduced by steam boiler shutdown
* Reference: 2006 IPCC National Inventory Guidelines and Instructions on GHG Energy Goal Management
Operation
Eco-Innovation Consulting Project in Vietnam Final Report
24

4.2 Improvement on Insulation of Dyer and Valves
4.2.1 Summary
The company has an intergrated production system from spinning to clothes production. Particularly, the spinning process for making short fibers into long, thick thread and the process for dyeing woven and knitted fabrics are highly energy-intensive processes that require large amount of steam.According to the process audit, significant radiation heat loss occurred in dyeing machine, with surface temperature of 100 ℃ during the dyeing process. In response, ASEIC project team proposed a plan to improve the machine operation and reduce the heat loss by strengthening valve insulation capacity in the machine and steam supply line. The expected fuel saving for implementing the proposal is about 2,784 ton of steam per a year due to strengthened heat insulation and reduced heat loss.
4.2.2 Consulting context
The textile industry is Vietnam's largest manufacturing and export industry, accounting for 8% of total GDP, 10% of manufacturing output, 24% of total employment and 18.7% of total exports. Moreover, as recent economic growth is being led by private sector and SMEs instead of the government. As of 2009, the total number of textile/apparel companies in Vietnam was 3,176 (752 textile and 2,424 apparel) with 1,970 companies, or 62% of all textiles/apparel, located in the South (Ho Chi Minh).Diverse energy saving measures were derived as a result of the company audit. In particular, analyzing thermal image of a dyer which occupied the most of the steam use, project team concluded that the steam transfer piping was well maintained, while the insulation of steam valve was insufficient. Machine surface temperature was over 100℃, which is a great heat loss. In response, project team proposed a plan to reduce the heat loss by strengthening the insulation of dyers and valves. Also, as the company requested, the team provided additional examples of improving insulation of dyers and valves.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
25
ASEM
SM
Es E
co-In
nova
tion
Cent
er

| Figure 14 | dyer (left) thermal image (right)
4.2.3 Technical Barriers
The participating company was well aware of the heat loss problem, but there had been no cases in Vietnam such as constructing thermal insulation in dyers before. Therefore, The ASEIC project team provided the copmpany with examples of constructing insulating devices in Korea so that it could manufacture insulated covers on valve by itself. The company showed great interest and was likely to implement the construction. However, the dyer manufacturer could possibly attribute machine breakdown to installation of the new equipment. In this regard, prior consultation with the dyer manufacturer was planned.
| Figure 15 | Calorific value of the heat emissions from standard insulated (left) and unconverted (right) pipes5)
5) Source: Korea Energy Agency, Boiler energy saving Guide, 2014
Eco-Innovation Consulting Project in Vietnam Final Report
26

4.2.4 Technology Research
The company operates an intergrated production system that has sewing, dyeing, weaving and spinning processes. Among these, dyeing process is conducted by 12 dyers and their enery source is steam, which is purchased from an outside company. Since the participating companies were aware of the importance of insulation, the insulation on steam transfer piping was well maintained. However, the insulation on valves and dyers was insufficient. Therefore, project team emphasized the importance of heat savings by providing examples of thermal insulation equipment that had been operated in major textile industries in Korea.
tin plate
heat-insulating material
glass wool, stone wool
cover
Diatomite cover
| Figure 16 | Insulating valves
4.2.5 Project Implementation
As shown in Fig. 16, thermal insulation examples were provided. Also, based on the thermal image analysis, the amount of heat loss was calculated and informed. After consulting with dyer manufacturer, the company will construct the insulation equipment. In effect, surface temperature is expected to decrease from 100 ℃ to 40 ℃, which can also improve work environment.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
27
ASEM
SM
Es E
co-In
nova
tion
Cent
er

| Figure 17 | Prevention of heat loss- current status (left), after application (right)
SuggestImprovement
Plan
CalculateAmount ofHeat Loss
TechnologicalAudit
ProvideExamples
ImplementationMeasureEffects
| Figure 18 | Implementaion procedure (continued)
4.2.6 Expected Outcomes
When the insulation is applied to dyers, the surface temperature is expected to fall from 100 ℃ to 40℃, which will save 2,784 tons of steam. This also reduces indoor temperature, which contributes to improve work environment. This thermal insulation improvement plan can be a good example to follow for many other textile companies that are located in Ho Chi Minh City.
Eco-Innovation Consulting Project in Vietnam Final Report
28

| Table 9 | Expected Outcomes on Cost and Environment
(1) Basic Assumption- Surface area of dyeing machine : 28 [m2/each]- Surface temp. before heat insulation: 100 [℃]- Surface temp. after heat insulation: 40 [℃]- Indoor temp. before heat insulation: 26 [℃]- Indoor temp. after heat insulation: 24 [℃]- Thermal conductivity before heat insulation: 10.835 [kcal/ m2·hr·℃]- Thermal conductivity after heat insulation: 7.539 [kcal/ m2·hr·℃]- Heat for 6 kg/cm2 steam: 659.59 [kcal/kg]
(2) Expected steam saving: 2,784 [ton/year] = Surface area of dyeing machine [m2/each] × Thermal conductivity before heat insulation [kcal/
m2·hr·℃] × (Surface temp. before heat insulation [K] - Indoor temp. before heat insulation [K]) - Thermal conductivity after heat insulation [kcal/ m2·hr·℃] × (Surface temp. after heat insulation [K] - Indoor temp. after heat insulation [K]) Heat for 6 kg/cm2 steam [kcal/kg] × 12 [EA]
= 28 [m2/each] × [10.835 [kcal/ m2·hr·℃] × (373 [K] - 299 [K]) - 7.539 [kcal/ m2·hr·℃] × (313 [K] - 297 [K]) ÷ 659.59 [kcal/kg] × 12 [EA]
(3) Expected steam saving per year : 59,048 [thousand won/year]= Steam saving [ton/year] × Steam Cost [won/ton]= 2,784 [ton/year] × 21,210 [won/ton]
(4) Investment cost: 37,000 [thousand won]- Not including purchasing cost and construction cost (Participating company will install the equipment itself)
(5) Payback Period : 0.6 [year]= Investment cost [thousand won] / Expected steam saving per year [thousand won]= 37,000 [thousand won] / 59,048 [thousand won]
(6) Expected reduction of greenhouse gas : 434.02 tCO2e/year: Saving energy source (steam) due to reduction of heat loss* reference : 2006 IPCC National Inventory Guidelines and Instructions on GHG Energy Goal Management Operation
* Steam is supplied externally. GHG emission reductions were calculated by applying the heat emission value (56,452kgCO2eq/TJ), published by the GHG Information Center, since steam greenhouse gas emission value was not yet presented.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
29
ASEM
SM
Es E
co-In
nova
tion
Cent
er

5.1 OverviewThrough Eco-Innovation Consulting Project Vietnam 2016, a total of 9 companies had undergone audits and 29 improvement plans were derived. The total investment cost was 4,244,700 thousand won, and its expected return was 1,458,630 thousand won/year. The expected environmental effect was 13,087.30 tCO2e /year, which is equivalent to planting 1,982,930 thirty-year-old pine trees.
5.2 Economic OutcomesThe 29 improvement plans for 9 participating companies were estimated to make an annual profit of 1,458,630 thousand won. The companies with high expected economic effect include Thanh Cong(457,062 thousand won/year) and 28 Corporation(417,974 thousand won/year), which would yield more than 400 million won through changing Stenter heat source, strengthening insulation in dyeing machines, applying high-efficient dehydrator. In addition, expected economic effect of Son Son, the only food processing company among the 9 participating companies, was 402,103 thousand won per year by utilizing the photovoltaic power plant.
05 Expected Outcomes of Eco-Innovation Consulting Project Vietnam 2016
Eco-Innovation Consulting Project in Vietnam Final Report
30

| Table 10 | Investment cost and expected economic effect by company
100,000 200,000 300,000 400,000 500,000 600,000 3,100,000
6,535
5,5004,748
15,50014,760
3,369
-
22,500
387,000457,062
565,000417,974
46,000
103,500110,465
443,7163,099,700
Investment Cost (1,000 KRW) Expected Economic Effect (1,000KRW/year)
THANG LONG
BACH TUNG
VIKING
SON SON
THANH CONG
VITAJEAN
28 CORPORATION
LAMICO
THIEN PHUOC
-
Generally, the expected outcomes of textile industries were 10 times higher than those of machinery industries. This is due mainly to simple improvement plans with high expected economic effect including change of Stenter heat source and reinforcement of insulation in dyeing machine or steam boiler, which also contribute to reduce payback period. In contrast, improvement plans for machinery industries had relatively low expected economic effect (less than 1 million won for each plan). They include management on inlet air temperature of air compressors and air line separation by purpose of compressed air usage.
| Table 11 | Analysis of economic effects by sector (thousand won/year)
Machinery Industry(4 Companies)
Textile Industry(4 Companies)
Food Processing Industry(4 Companies)
1,200,000
1,000,000
800,000
600,000
400,000
200,000
-
Total expected economic effect Average expexted economic effect
1,000,261
443,716
14,652
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
31
ASEM
SM
Es E
co-In
nova
tion
Cent
er

5.3 Environmental Effect Expected environmental effect is 13,087.30 tCO2e
6) . 28 Corporation, a textile company, was analyzed to have an overwhelmingly large environmental impact (6,892.88 tCO2e), followed by its peer industry company, Thanh Cong (3,162.03 tCO2e). Son Son was expected to yield third largest expected economic effect due to its improvement plan on solar power generation, which was expected to have huge environmental effect.
| Table 12 | Expected environmental effects by company (tCO2e/year)
1000 2000 3000 4000 5000 6000 70000
THANG LONG
BACH TUNG
VIKING
SON SON
THANH CONG
VITAJEAN
28 CORPORATION
LAMICO
THIEN PHUOC
14.21
6.90
59.79
19.35
0.00
2067.01
3162.03
865.17
6892.88
The expected environmental effect was also overwhelming in textile industry. In particular, 28 Corporation and Thanh Cong were estimated to produce the largest effect, due to their large size, and its improvement plans:reinforcement of dyer insulation, change of stenter heat source and management of humidity, all of which make huge impact on the environment. In machinery industry, the most promising improvement plan was that of Lamico, which was to replace its welder with efficient one. The environmental effect of this plan was estimated to be 17.14tCO2/year, which was very small compared to 28 Corporation and Thanh Cong.
6) Guidelines on carbon emission value published by Intergovernmental Panel on Climate Change (IPCC)
Eco-Innovation Consulting Project in Vietnam Final Report
32

| Table 13 | Expected environmental effect by sector (tCO2e/year)
Machinery Industry(4 Companies)
Machinery Industry(4 Companies)
Food Processing Industry(4 Companies)
1,200,000
1,000,000
800,000
600,000
400,000
200,000
-
10,980
2,067
23
Total expected economic effect Average expexted economic effect
5.4 Overall
5.4.1 Plans Accepted or Implemented
As a result of the consultation, 29 improvement plans were developed and 26 of them were accepted by participating companies. Moreover, when project team visited the participating companies for final audit, 6 plans had already been completed though they had only short period of time.
| Table 14 | Plans accepted or implemented
Company Industry Plans Accepted Implemented
1 THANG LONG Metal 3 3 1
2 BACH TUNG Metal 3 3 1
3 VIKING Textile 3 3 1
4 SON SON Food 2 2 -
5 THANH CONG Textile 5 5 -
6 VITAJEAN Textile 3 1 -
7 28 CORPORATION Textile 6 6 1
8 LAMICO Metal 2 1 -
9 THIEN PHUOC Metal 2 2 2
Total 29 26 6
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
33
ASEM
SM
Es E
co-In
nova
tion
Cent
er

5.4.2 Analysis of Economic and Environmental Effects by Sectors
16 improvement plans for reducing energy consumption and GHG were developed, 11 for improving process efficiency, and 2 for reducing waste. Among the total amount of expected environmental outcomes, 13,087.30tCO2/year, 6,538tCO2 was from reduction of energy consumption and GHG, and 6,532tCO2 was from improvement of process efficiency. Especially, high level of tCO2 from the improvement of process efficiency was due to the textile companies that planned to change Stenter heat source and thereby enhace their dyeing process capacity. Expected economic outcome was 1,458,630,000 won/year. Specifically, expected economic effect from reduction of energy consumption and GHG emission was 802,186,000 won/year, which was the highest among the sectors. Over the half of the figure, 402,163,000, was from Son Son, the food processing company, which implemented the proposal to install solar power plant. Improvement of process efficiency was also expected to produce great outcome, due largely to change of Stenter heat source.
| Table 15 | Improvement plans by sectors (total 29 plans)
Reduction of energy consuption and GHG emission
Reduction of waste
Improvement of process efficiency
16%11%
2%
| Table 16 | Expected environmental effect by sector (tCO2e)
| Table 17 | Expected outcomes by sector (thousand won)
6,532 6,538
Improvement ofprocessefficiency
Reduction ofenergy consuptionand GHG emission
Reduction ofwaste
7,000
6,000
5,000
4,000
3,000
2,000
1,000
-
518,002
138,441
802,186
Improvement ofprocessefficiency
Reduction ofenergy consuptionand GHG emission
Reduction ofwaste
900,000
800,000
700,000
600,000
500,000
400,000
300,000
200,000
100,000
-
Eco-Innovation Consulting Project in Vietnam Final Report
34

5.4.3 Improvement on Awareness
One of the key goals of this project was to raise awareness on eco-innovation and disseminate successful examples of the project. To measure the improvement of awareness, project team conducted survey for participating companies. Survey consisted of 6 parts: products, process, management/services, organizational environment, technology and use of information. As a result, it was confirmed that awareness on eco-innovation was raised by an average of 32%. Especially, awareness on application of proper technology was mostly improved by 38.5%, followed by improvement in work environment and worker productivity (37.0%), enhancement of process efficiency (33.3%). The project teams’s improvement plans mainly included improvement of processes, reduction of GHG and energy consumption, and reduction of environmental waste. Consequently, awarness directly related to those proposals were confirmed to be significantly raised.
| Table 18 | Improvement on Awareness (before and after the project)
5
4
3
2
1
0
Process(33.3%)
ManagementService(25.9%)
Before Project
After Project
OrganizationalBehavior(37.0%)
Technology(38.5%)
Information utilizingglobal trends
(32.0%)
Product(25.0%)
32% increase ofawareness
5.5 Expected Outcomes by Company
5.5.1 CHI NHÁNH CTY CỔ PHẦN KIM KHÍ THĂNG LONG
Information of company
Thang Long is a metal processing company with more than 30 product lines, manufacturing 15 to 20 million products per year for domestic and export purposes. Major products include gas stoves and stainless steel products:kettle, pan, spoon, knife and bowl. In addition, the company supplys home appliances or motorcycles to global companies such as Sanyo, Super Dream,
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
35
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Future, and Wavea. Product qualities are fairly good, as the products have been awarded at national and international exhibitions and have acquired the ISO 9001: 2000 certification.
Finalproduct
Inputtingraw
materials
Processing(bendingpressing)
DegreasingWelding,
assembling Acid
Dipping Sludge
washing Coating/guilding
| Figure 19 | Diagram- BÁCH TÙNG
After raw materials are input and processed, they undergo weldging and assembling. Then, for efficient coating and guilding, contaminants are removed through acid dipping and sludge washing. Next, coatings with enamel or guilding with Ni-Cr are applied to the surfaces of specific types of the products. Among these, the most energy intensive processes are welding, assembling, coating, and guilding. .
Current problems
High energy-consuming facilities in Thang Long include air compressors and steam boilers7) . The air compressor produces compressed air for the operation of press facility, and its annual electricity consumption is close to 174,148 kWh. Steam is used as a heat source to stabilize the temperature so that the ocidation reaction is accelerated in guilding process. Its annual diesel consumption reached 4,187l.At the initial audit, air compressor room doors were opened and hot outdoor air was flowing into the room. It increased temperature of inlet air, which lowered the performance of air compressors. Also, guilding process, which was operated by steam, was inefficient and its defect rate accounted for 3%. Consequently hot exhaust gas was wasted without any particular uses. Thang Long was interested in making efficient use of energy. Therefore, the project team decided to provide energy saving plans on air compressors and steam boilers.
7) 1ton/hr of capacity, 2~3hr/day of operating pattern
Eco-Innovation Consulting Project in Vietnam Final Report
36

| Figure 20 | Air Compressor Room (Thang Long)
Audit results
| Table 19 | Initial audit results- THA˘ NG LONG
Plan Method Expected Results
1Improve efficieny of
greasing and aicd dipping process
Apply ultrasonic cleaning equipment
Replacement of heat source (steam)
2Management on inlet air temperature of air
compressors
Install ventilation equipment in air compressor room
Reduction of unit cost of compressed air production
3 Waste heat recovery from steam boilers
Preheat a fluid within boiler and warm up combusted air Saving of fuel
Project team proposed to apply ultrasonic equipment in acid dipping tank instead of using steam as a heat source. Ultrasonic equipment is efficient, cost-effective and precise. It removes contaminants including dust, rust, and oil, and is especially beneficial for cleaning complicated shaped or detailed products. When this technology is applied, steam boiler can be shut down. Otherwise, the company can collect waste heat and use it for preheating a fluid or warming up combusted air. Moreover, it was suggested that the company reinforce ceiling insulation in air compressor room and install ventilation system, so that the indoor temperature can be lowered.When applying the ultrasonic equipment in acid dipping, defect rate8) was expected to be reduced, because it increases acid efficiency and its lifecycle while decreasing waste amount.
8) Currently, the coating defect rate of Thang Long is 3%.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
37
ASEM
SM
Es E
co-In
nova
tion
Cent
er

| Figure 21 | Implementation of the initial audit- BÁCH TÙNG
Expected Outcomes
| Table20 | Audit Results- THA˘NG LONG
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1Improve efficieny of greasing and aicd dipping process
Diesel 4,187 l/year 10.8 5,800.9 N
2Management on
inlet air temperature of air compressors
Electricity5,747 kWh/year 1.0 470.5 Y
3Waste heat
recovery from steam boilers
Diesel493 l/year 2.4 263.6 N
Total 3 14.2 6,535.0
Thang Long responded positively to three proposals and accepted all. Among these, installation of ventiliation system in compressor room has been implemented to manage intake air temperature and its humidity. As a result, indoor temperature was lowered to 28℃, which is 10℃ lower than before, saving great amount of electricity. Benefits of ultrasonic equipment in greasing processes include reduction of defect rate, stabilized temperature in degreasing tank, prevention of facility corrosion, improvement in productivities, and saving of cost spent on repeating the cleaning process. Thang Long purchased sample equipment and conducted a pilot test. As a result, it was confirmed that the cleaning efficiency was greatly improved. The company completed purchasing equipment and
Eco-Innovation Consulting Project in Vietnam Final Report
38

will install it in December. Ultrasonic cleaning equipment saves diesel fuel by 2,187l/year and fuel cost by 2,801 thousand won/year. It also saves additional 3 million won/year by reducing defect rate. After installation of the equipment, temperature in degreasing tank will gradually be reduced. If no problem is found, boiler will finally be shut down. If all three improvements are implemented, it will produce environmental effect of 14.2tCO2/year, saving diesel fuel by 4,680 l/year and electricity consumption by 5,747kWh/year. In addition, additional 3 million won/year can be saved by improving the defect rate, resulting in a total economic benefit of 6,535 thousand won / year.
Review
Participating companies in Vietnam generally showed interest in efficient use of energy. Thang Long was no exception. It was interested in improving energy consumption and was eager to make changes, as seen in its energy saving activities that had already been carried out; installation of a heat shield zone in the drying furnace for preventing heat loss. As requested by Thang Long, the project team conducted audit on energy efficiency of the entire manufacturing process. As a result, improvement plans to enhance productivity and reduce defect rate were developed. In response, the company immediately installed ventilation system in its air compressor room. The initial investment cost of installing ultrasonic washing equipment was about 20 million won, and there had been no such cases as installing the equipment in Vietnam before. To get over these challenges, project team provided the company with good practices in other countries. Consequently, the company conducted a pilot test to ensure the washing efficiency. After the efficiency was confirmed, the company finally decided to install the equipment. After installation of the equipment, temperature in degreasing tank will gradually be reduced to see if boiler can finally be shut down. Regarding this, additional advice will contiuously be provided.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
39
ASEM
SM
Es E
co-In
nova
tion
Cent
er

5.5.2 BÁCH TÙNG
Information of Company
Bach Tung produces metal processing products in accordance with the requests from customers. Major products are precision metal parts such as bolts, nuts and screws, as well as metal parts for commercial air conditioners and other electronic products.
Inputting ofraw materials
CNC processing Grinding Product checkup
| Figure 22 | Diagram- BÁCH TÙNG
Bach Tung takes advantage of CNC technology to process raw materials and grind surfaces. Its energy source is 100% electricity, and the most energy intensive facility is air compressors9) , which consume about 160,000 kWh/year-50% of total electricity consumption10) . Compressed air is used to clean grinding process by driving CNC equipment through air dryer.The cutting oil11) of CNC facilities is reused and refilled/replaced in one month interval. Cutting chips (iron or aluminum) that are produced in CNC processes are sold to waste collecting company.
Current problems
Every year, 20 tons of iron and 20 tons of aluminum cutting chips had been produced furing the CNC pcocess per year. These cutting chips were sold at about only 50% of common price due to their high percentage of oil content. In addition, the actual temperature of compressed air chamber was as high as 40℃, and compressed air that is to be utilized for product cleaning would go through air dryer. Bach Tung has requested improvement plans on its utility type facility, because it consumed more energy than that of CNC facilitiy which was replaced with a new high efficient type in 2015. Besides, the company also requested advice on how to sell cutting chips at normal price, because they had been sold at low price due to high percentage of oil content.
9) Air compressor 1: discharging pressure 7.0 kgf/㎠, rate 3.7 m3/min; air compressor2 : discharging 8.0 kgf/㎠, rate 3.4 m3/min
10) Total energy consumption : 315,860 kWh11) Consists of moisture 85%, oil 15%
Eco-Innovation Consulting Project in Vietnam Final Report
40
Audit results
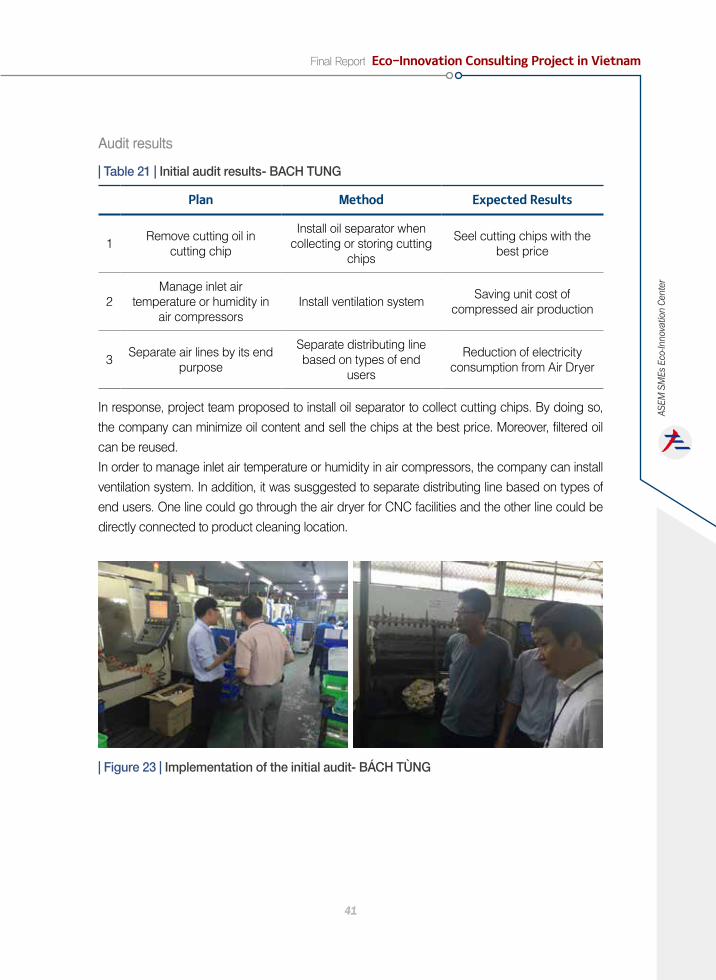
| Table 21 | Initial audit results- BACH TUNG
Plan Method Expected Results
1 Remove cutting oil in cutting chip
Install oil separator when collecting or storing cutting
chips
Seel cutting chips with the best price
2Manage inlet air
temperature or humidity in air compressors
Install ventilation system Saving unit cost of compressed air production
3 Separate air lines by its end purpose
Separate distributing line based on types of end
users
Reduction of electricity consumption from Air Dryer
In response, project team proposed to install oil separator to collect cutting chips. By doing so, the company can minimize oil content and sell the chips at the best price. Moreover, filtered oil can be reused. In order to manage inlet air temperature or humidity in air compressors, the company can install ventilation system. In addition, it was susggested to separate distributing line based on types of end users. One line could go through the air dryer for CNC facilities and the other line could be directly connected to product cleaning location.
| Figure 23 | Implementation of the initial audit- BÁCH TÙNG
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
41
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Expected Outcomes
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1 Remove cutting oil in cutting chip 3,636.0 N
2
Manage inlet air temperature or humidity in air compressors
electricity6,134 kWh/year 2.9 464.7 Y
3 Separate air lines by its end purpose
electricity8,550 kWh/year 4.0 647.7 N
Total 3 6.9 4,748.3
Bach Tung accepted all three proposals. The exhaust hood was added to air compressor, which would increase exhausting efficiency, and an additional ventilation window was installed to reduce indoor temperature. Two other improvements will be made after consultation with production managers.Hot indoor air (40℃) had been a main cause of the increase in air compressor’s loads. To lower this temperature, the company installed air vents in the air compressor. As a result, the temperature was decreased to about 28℃, which would save energy consumption by 3.8%. This will consequently save electricity of 6,134kWh/year and unit cost of compressed air production. Furthermore, the company installed new line for compressed air so that the air can be separated based on types of end users. This would also reduce the unit cost for compressed air production. If all three improvements are implemented, electricity will be saved by 4,684kWh/year, environmental effect will be produced by 6.9tCO2/year. Also, the economic benefits of reducing oil content in cutting chips and selling them at the best price will add up to total economic effect of 4,748,300 won/year.
Review
Management of inlet air temperature in air compressors was implemented immediately, which lowered the indoor temperature and reduced the production unit cost. Also, project team and production managers are to discuss installation of oil separator to remove cutting oil in cutting chips. Plan on separation of distributing line is still in consultation, due to the high investment cost for installing it. It will be processed and implemented in longer peiod of time.
Eco-Innovation Consulting Project in Vietnam Final Report
42

5.5.3 Viking Viet Nam Co. Ltd
Information of company
Viking was founded in 2005 and produces more than one million pieces of functional garments such as protective apparel, waterproof suits and work clothes specially used in fishing, military, police, hunting, and working rooms with frabrics imported from Pakistan and Denmark. It has acquired ISO9001, ISO 14001, and SA800012) .
Inputting ofraw materials
Cutting Sewing Porduct checkup
| Figure 24 | Diagram- Viking
The energy source is 100% electricity. The most energy intensive facilities include 5 units of cutting machine, 400-500 units of sewing machine, and air compressor13) . The compressed air is mainly used in the facility for printing process.
Current problems
Fluorescent lamps14) were installed in the working space for sewing process. Its energy efficiency was lower than that of LED, which fatigued workers’ eyes and lowered the productivity. It needed immediate improvement, since the manufacturing processes were greatly affected by workers’ productivity. In addition, the existing air compressor was manufactured in 1987 and not in good condition. The air compressor was constantly in a loading mode, which is a sign of compressed air leakage from supply line. Besides, the air leakage frequently occurred in facilities used for control and operational purposes as well as in the air valves and old packaging on the cylinders in electric drivers.
12) Social Accountability 8000- International standard for work environment based on social responsibility13) Discharging pressure 7.0 kgf/cm2, flux 3.7 m3/min, operating hours : 2,400 hr/yr14) 500 units of 36W
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
43
ASEM
SM
Es E
co-In
nova
tion
Cent
er

| Figure 25 | Air compressors in Viking
Audit results
| Table 22 | Initial Audit results-Viking
Plan Method Expected Results
1Leakage check-ups for supplying lines of
compressed air
Leakage check-ups for supplying lines of
compressed air and fix leakage spots
Reudction of loads in air compressors
2 Replacement to high efficiency lamps Install LED in workplace Reduction on electricity
consumption
3 Replacement to high efficient air compressor
Replace existing air compressors with high
efficient ones (VSD)
Reduction on electricity consumption
Project team suggested to carry out leakage check-ups on compressed air supply and to repair leakage points. The team also proposed to replace old air compressors with high efficient equipment (VSD).In addition, the project team provided plans to apply energy saving lighting in the workplace. By replacing the existing lighting with high-efficient LED, power consumption can be reduced while workplace illumination improved.
Eco-Innovation Consulting Project in Vietnam Final Report
44

| Figure 26 | Implementation of initial audit-Viking
Expected Outcomes
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1
Leakage check-ups for
supplying lines of compressed air
Electricity54,000 kWh/year 25.4 6,272.1 Y
2 Replace to high efficiency lamps
Electricity38,880 kWh/year 18.3 4,515.9 N
3 Install high efficient air compressor
Electricity34,200 kWh/year 16.1 3,972.3 N
Total 3 59.8 14,760.3
All three proposals were accepted. Especially, the plan on leakage check-ups for supplying lines of compressed air was decided to be implemented immediately. The company decided to conduct periodic leakage check-ups on the compressed air supply line. As the general compressed air leakage rate of industry is 30%, it is expected to save both electricity (54,000kWh/year) and cost (6,272.1 thousand won/year). The replacement to high efficiency lamps are currently being discussed with local company and installment of high efficient air compressor is planned to be implemented in longer period of time due to its high investment cost.The implementation of all three imrpovements will save electricity by 127,080kWh/year and cost by 14,760.3 thousand won/year, and its environmental benefit will be 59.8tCO2/year.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
45
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Review
Project team suggested replacing the company’s old air compressors with new high efficient equipment (VSD). The company had positive attitude toward the replacement, since fire broke out in the old air compressor a while ago. However, considering that the company had bought used air compressor, project team concluded that it will be difficult to replace with VSD in the short term unless the financial challenge is solved.Moreover, project team proposed to replace the existing 500 fluorescent lamps with LED, which saves energy and improves work environment. This proposal was expected to be implemented immediately after the investment since the company was willing to replace existing lighting not only in the sewing process but in the whole working place (900 lamps).
5.5.4 Son Son Co., Ltd
Information of Company
Son Son is a food company that sells seafood and fruits. The company purchases raw materials, sterilizes them with X-ray, stores and ship out the goods. Some of the products are supplied to airlines and served as in-flight meals. The company has acquired ISO 9001 certificate.
Raw materialdelivered Sterilization Storing Shipment
| Figure 27 | Diagram-Son Son
Its energy source is 100% electricity. X-Ray generator is the most energy intensive process but the sterilization process cannot be modified due to the requests from their American client. Other energy-consuming facilities include 4 refrigerating stores and 6 freezing stores.
Current problems
Its annual power consumption is 4,800,000 kWh. In order to reduce the power cost burdened by progressive tax, the company was checking a possibility of installing solar panels on the building roots, but had difficulty in raising funds. X-ray generator was excluded from the target audit items though it had been used for the most energy intensive process:sterilization, because the process could not be moidified due to the requests from their American client. Therefore, the audit was focused on freezer, which was the
Eco-Innovation Consulting Project in Vietnam Final Report
46

second most energy intensive machine. 12 freezers are under operation, but the machine was produced in 1989 and the energy efficiency was low due to the deterioration.
Audit Results
| Table 23 | Initial Audit results-Son Son
Plan Method Expected Results
1 Increasing freezer efficiency Apply highly efficient freezer Reduce electricity consumption
2 Application of solar power panels
Check availability of funding sources from IFC or regional banks Save energy consumption
The freezer was produced in 1989 and the energy efficiency was low (2.5 COP15) ), due to the deterioration. Accordingly, project team suggested applying highly efficient freezer to reduce annual electricity consumption. Also, it was estimated that the investment cost of installing solar power panels would be 59,400,000,000 VND. Therefore, project team proposed to get funds from MDB.
| Figure 28 | Implementation of initial audit-Viking
15) Coefficient of Performance
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
47
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Expected Outcomes
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1 Increasing freezer efficiency
Electricity411,408kWh/year 193.6 41,552.2 N
2 Application of solar power panels
Electricity3,981,818kWh/year 1,873.4 402,163.6 N
Total 2 2,067.0 443,715.8
Son Son accepted both of the plans proposed, but due to large initial installation cost, implementation of both seemed to need longer period of time. It was estimated that application of high efficient freezer would take 100,000 thousand won and installation of solar power panels would take 2,999,700 won.COP of high efficient freezer is 3.5, which can save 28.6% of current electricity consumption. Application of solar power panels was estimated to take the highest investment costs among the whole improvement plans in this project. This plan saves 3,981,818kWh/year of electricity when installed on a site of 15,000m² with 6 hours of sunshine per day, which is an economic benefits of 402,163.6 thousand won/year.Implementation of both plans saves 402,163.6kWh/year, which is an environmental benefit of 2,067.0 tCO2/year and an economic benefit of 443,715.8 thousand won/year.
Review
Son Son has consumed 4,800,000 kWh of electricity annually, which takes high power cost that are burdened by progressive tax. In order to reduce the cost, the company was currently checking a possibility of installing solar panels on the building roots, but had difficulty in raising funds. Accordingly, project team proposed to get funds from MDB. During the second meeting with the company, the team visited IFC to raise funds for installing solar power panels. However, because the plan did not meet the IFC requirements, the team introduced a local bank to the company. During the third meeting, the team concluded that fund raising would be difficult because Son Son hoped to be provided with fund support not loans. Application of high efficient freezer was not implemented immediately as well, because products were often shipped right after sterilization through X-ray inspection and without refrigeration or freezing.
Eco-Innovation Consulting Project in Vietnam Final Report
48

5.5.5 THANH CONG TEXTILE GARMENT JSC
Information of Comapny
Thanh Cong started out as a small company in 1967 but now has grown to have more than 5,000 employees with intergrated production system from spinning to clothes production. It has aquired ISO 9001, SA 8000 and WRAP16) .
Spinning Weaving Knitting Dyeing Sewing
| Figure 29 | Diagram-Thanh Cong
Its major energy sources are electricity, steam, coal, thermal oil. Especially, steam and thermal oil are supplied by outside suppliers. The most energy-intensive processes include spinning, which makes short fibers into long and thick thread, and dyeing, which is for woven and knitted fabrics.
Current Problems
Thanh Cong requested audit for its whole processes from spinning to sewing. In order to reduce disposal cost of sludge generated from wastewater treatment plant, the company had been reducing water content firstly by using belt typed press, and secondly by drying the sludge in empty space. The water content rate after the press was still as high as 80%. This was one of the challenges that Thanh Cong hoped to overcome by new improvement plan.Moreover, significant radiation heat loss occureed in dyeing machine and it valves, which led to low efficiency. This was due to the load and some inefficient operation methods in production processes and facilities. In addition, exhaust pipes of Stenter were exposed, causing sensible heat loss. Besides, thermal efficiency was below 70% due to the indirect heat transfer method using heating medium oil.
16) WRAP is the world's largest labor and environmental certification program for the production and process of labor-intensive consumer goods.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
49
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Audit Results
| Table 24 | Initial audit results -Thanh Cong
Plan Method Expected Results
1 Application of highly efficient dehydrator
Efficiently reduce water content in waste water and sludge Reduce disposal costs
2 Insulation of dyer and valves
Protect heat from dyer and valves Reduce heat loss
3 Application of highly efficient aerator Apply Turbo blower, DIWS, etc. Reduce energy consumption
4 Humidity management of exhaust air from Stenter
Attach humidity sensor to produce air
Control exhaust air flow and reduce Stenter dry heat loss
5 Changing heating sources for Stenter
Replace heating medium oil with direct firing source Improve drying efficiency
Project team proposed to apply highly efficient dehydrator-filter pressed type. The highly efficient dehydrator reduces 40-70% of water content in waste water, which saves disposal costs. The team also suggested replacing Roots Blower, which was used for aeration tanks in waste water treatment plant, with highly efficient aerator:Turbo Blower.Analyzing a thermal image of a dyer and steam valvaes, project team concluded that 100℃ of heat loss occurred due to insufficient insulation. Hence, the team suggested insulating the surface of the dyer and steam piping valves. It was also proposed to attach humidity sensor to exhaustion pipes and replace conventional indirect heating method (heating medium oil) with direct firing (burner).
| Figure 30 | Implementation of initial audit-Thanh Cong
Eco-Innovation Consulting Project in Vietnam Final Report
50

Expected Outcomes
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1Application of highly efficient
dehydrator
Reduced sludge1,118 ton/year 59,282.0 N
2 Insulation of dyer and valves
Steam2,784 ton/year 434.0 59,048.6 N
3Application of highly efficient
aerator
Electricity268,800 kWh/
year 126.5 20,945.3 N
4
Humidity management of exhaust air from
Stenter
Heat medium oil786 million kcal/
year 260.0 31,754.4 N
5 Changing heating sources for Stenter
Heat medium oil7,080 million
kcal/ year 2,341.6 286,032.0 N
Total 5 3,162.0 457,062.3
Thanh Cong accepted all five plans proposed. Especially, insulation of dyer and valaves will be carried out soon after the technical consultation with dyer manufacturers, as Thanh Cong expressed strong willingness to improve them. Implementation of the plan will enhance insulation and thereby reduce heat loss, saving 2,784 tons of steam annually. It also decreases dyer surface temperature from 100 ℃ to 40 ℃, which will improve work environment. Moreover, roots blowers that had been used in areration tanks in waste water treatment will be replaced with highly efficient aerator called Turbo blower. Implementation of other proposals will be determined after internal technical reviews. Implementation of all five improvement plans will reduce sludge (1,118 ton/year), steam (2,784 ton/year), electricity consumption(268,800 kWh/year), heating medium oil (7,866 million kcal/year), all of which produces 3162.0 tCO2/year of environmental benefits and 457,062.3 thousand won/year of economic benefits.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
51
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Review
Many textile companies in Vietnam still experience heat loss on dying equipment. However, due to low awareness on facility insulation, companies have not taken appropriate initiatives. Accordingly, project team provided Thanh Cong with good practices of textile companies that had successfully prevented heat loss. Also, based on thermal image analysis, the team informed of the amount of heat loss being occurred on dyers and valves. In response, the company determined to implement the insulation plan and is in consultation with dyer manufacturers in order to minimize prospective controversy on cause of failure. When Thanh Cong effectively insulates their facilities through the improvement plan and shares its experiences with companies of similar industries, it will produce significant ripple effect.
5.5.6 VITAJEAN Co., Ltd
Information of Company
Vitajean is a textile company established in 1988 and has a full range of processes for producing jeans, from delivering raw material to ironing. It has acquired ISO 9001. Its main energy sources are electricity and steam, and coal is the main energy source of steam boiler. Dyeing is the most energy-intensive process, and steam is mainly used for operation. A boiler of six tons is installed outside the plant and four tons inside. The boiler of six tons is mainly used.
Raw materialdelivered Sewing Washing/
Dyeing Finishing Ironing
| Figure 31 | Diagram-Vitajean
Current Problems
Vitajean manufactures jeans and operates two steam boilers for washing or ironing processes. Hence, steam usage accounts for the most of the energy consumption. The amount of steam used in the process is about 3 ton/hour on average, but the amount varies depending on the process conditions or production schedules. According to the results of thermal burn, a significant heat loss occurs due to lack of insulation on opening part and pipes of the steam boiler. Also, 8,607 tons of steam condensed water, which is used as a heat source for pressing and ironing, is not recovered. Furthermore, compressed air
Eco-Innovation Consulting Project in Vietnam Final Report
52

produced for air spray passes through the air dryer, which wastes energy. Meanwhile, Vitajean is currently planning to shut off the 4 tons of boiler and operate 6 tons of boiler only. Consequently, the company requested to establish an improvement plan for enhancing efficiency of boiler operation.
Audit results
| Table 25 | Initial audit result -Vitajean
Plan Method Expected Results
1Air line separation by
purpose of compressed air usage
Separate air line to ensure that the air will be supplied
to air spray
Reduce electricity consumption from Air Dryer
2 Reinforcing insulation of steam boiler
Insulate the heat emitting parts of boiler Reduce heat emissions
3 Recovery of steam condensed water
Use the disposed condensed water as boiler
water
Increase temperature of boiler water and save
energy
Project team proposed to insulate the opening part and pipes of the boiler to reduce heat emissions. Also, the team suggested recovering the disposed condensed water and using it as boiler water. The compressed air, produced by air compressor, passes through the air dryer and is supplied to where needed-air spray and air grinder. Project team recognized that the compressed air that is supplied to air spray does not need to pass Air Dryer. The team therefore offered to separate the compressed air line so that the air is suppled directly to air spray.
| Figure 32 | Implementation of initial audit- Vitajean
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
53
ASEM
SM
Es E
co-In
nova
tion
Cent
er
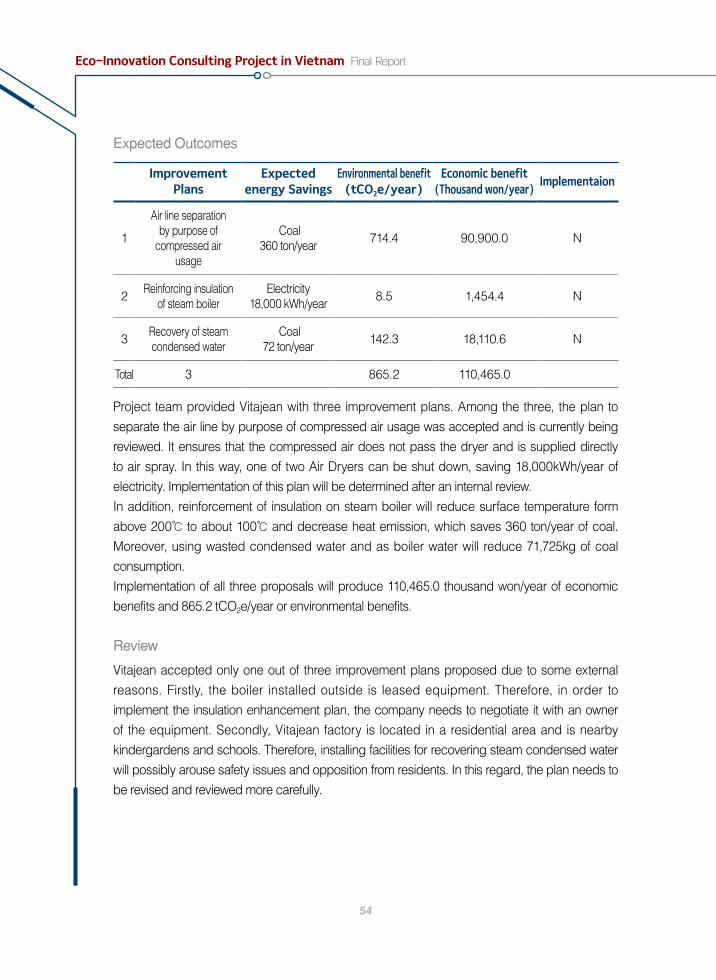
Expected Outcomes
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1
Air line separation by purpose of
compressed air usage
Coal360 ton/year 714.4 90,900.0 N
2 Reinforcing insulation of steam boiler
Electricity18,000 kWh/year 8.5 1,454.4 N
3 Recovery of steam condensed water
Coal72 ton/year 142.3 18,110.6 N
Total 3 865.2 110,465.0
Project team provided Vitajean with three improvement plans. Among the three, the plan to separate the air line by purpose of compressed air usage was accepted and is currently being reviewed. It ensures that the compressed air does not pass the dryer and is supplied directly to air spray. In this way, one of two Air Dryers can be shut down, saving 18,000kWh/year of electricity. Implementation of this plan will be determined after an internal review. In addition, reinforcement of insulation on steam boiler will reduce surface temperature form above 200℃ to about 100℃ and decrease heat emission, which saves 360 ton/year of coal. Moreover, using wasted condensed water and as boiler water will reduce 71,725kg of coal consumption. Implementation of all three proposals will produce 110,465.0 thousand won/year of economic benefits and 865.2 tCO2e/year or environmental benefits.
Review
Vitajean accepted only one out of three improvement plans proposed due to some external reasons. Firstly, the boiler installed outside is leased equipment. Therefore, in order to implement the insulation enhancement plan, the company needs to negotiate it with an owner of the equipment. Secondly, Vitajean factory is located in a residential area and is nearby kindergardens and schools. Therefore, installing facilities for recovering steam condensed water will possibly arouse safety issues and opposition from residents. In this regard, the plan needs to be revised and reviewed more carefully.
Eco-Innovation Consulting Project in Vietnam Final Report
54

5.5.7 28 Corporation
Information of Company
28 Corporation is a textile company established in 1975 and has integrated production processes from spinning to sewing. It produces cotton yarn, cotton frabics, wool fabrics, etc. It has acquired ISO 9001, 14001, SA 8000, WRAP and was awarded Vietnam General Textile&Apparel Business Prize 2007-2009 and Reputive Export Prize 2007-2009, 2012.
Spinning Weaving Knitting Dyeing Sewing
| Figure 33 | Diagram -28 Corporation
The most energy intensive processes are spinning and dyeing. Its main energy sources include electricity, steam and heating medium oil. Coals are fired to operate two steam boilers and one heating medium boiler. Waste water is treated both physically and chemically, and waste sludge generation is 4-5 ton/day.
Current Problems
28 Corporation has been elaborately managed its production processes. For example, the company has monitored and managed energy consumption on each process unit. Also, the company has been consulted on how to save energy by a Vietnamese power corporation. However, because the consultation was done restricted to electric power facilities, the company requested to establish more diverse improvement plans. Large amount of waste sludge (4-5 ton/day) is generated everyday. In order to save disposal cost, the company has been reducing water content in sludge by using belt typed press. However, since the water content rate after press is still more than 80%, it needs to be improved immediately. Moreover, according to the analysis of three boilers, one is operated under excessive combustion air. In addition, infrared ray measurement report shows that significant heat loss occurs due to insufficient insulation on dyer and steam pipeline valves. Accordingly, the company requested detail audit for another boiler, which supplys steam and heat medium oil. Furthermore, aeration in waste water treatment plant had low energy efficiency due to deterioration. Besides, exhaust pipe of stenter was exposed while heat was transferred indirectly throught heating medium oil. All of these were causing sensible heat loss.
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
55
ASEM
SM
Es E
co-In
nova
tion
Cent
er
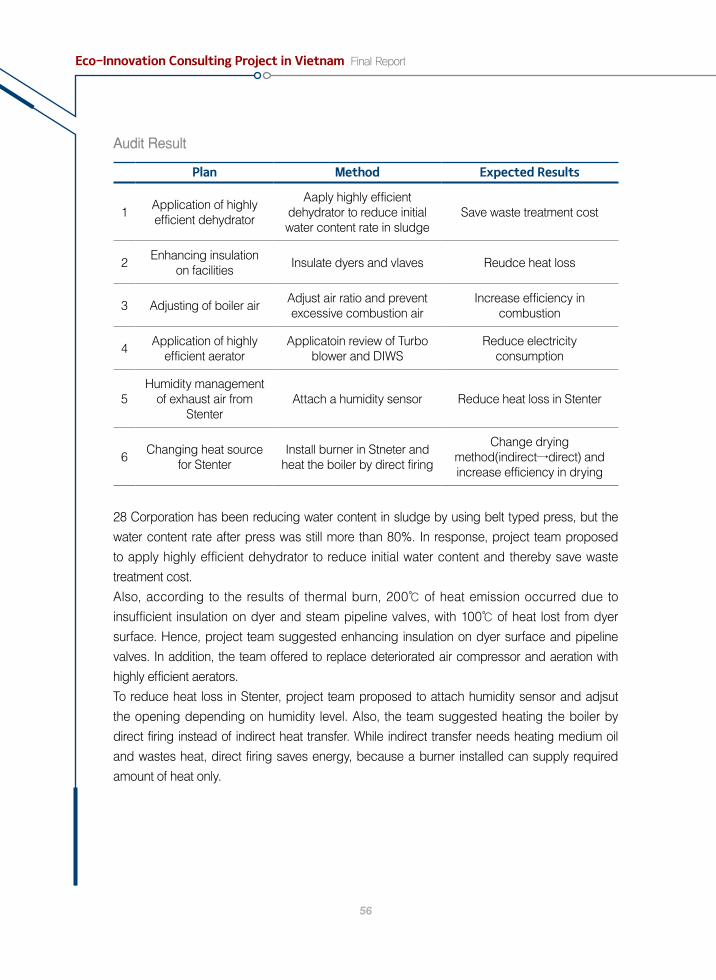
Audit Result
Plan Method Expected Results
1 Application of highly efficient dehydrator
Aaply highly efficient dehydrator to reduce initial water content rate in sludge
Save waste treatment cost
2 Enhancing insulation on facilities Insulate dyers and vlaves Reudce heat loss
3 Adjusting of boiler air Adjust air ratio and prevent excessive combustion air
Increase efficiency in combustion
4 Application of highly efficient aerator
Applicatoin review of Turbo blower and DIWS
Reduce electricity consumption
5Humidity management
of exhaust air from Stenter
Attach a humidity sensor Reduce heat loss in Stenter
6 Changing heat source for Stenter
Install burner in Stneter and heat the boiler by direct firing
Change drying method(indirect→direct) and increase efficiency in drying
28 Corporation has been reducing water content in sludge by using belt typed press, but the water content rate after press was still more than 80%. In response, project team proposed to apply highly efficient dehydrator to reduce initial water content and thereby save waste treatment cost. Also, according to the results of thermal burn, 200℃ of heat emission occurred due to insufficient insulation on dyer and steam pipeline valves, with 100℃ of heat lost from dyer surface. Hence, project team suggested enhancing insulation on dyer surface and pipeline valves. In addition, the team offered to replace deteriorated air compressor and aeration with highly efficient aerators. To reduce heat loss in Stenter, project team proposed to attach humidity sensor and adjsut the opening depending on humidity level. Also, the team suggested heating the boiler by direct firing instead of indirect heat transfer. While indirect transfer needs heating medium oil and wastes heat, direct firing saves energy, because a burner installed can supply required amount of heat only.
Eco-Innovation Consulting Project in Vietnam Final Report
56

| Figure 34 | Implementation of initial audit- 28 Corporation
Expected Outcomes
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1 Application of highly efficient dehydrator
Reduction of sludge 627 ton/year 79,158.8 N
2 Enhancing insulation on facilities
Coal1,498 ton/year 2,972.6 143,733.1 N
3 Adjusting of boiler air Coal 389 ton/year 770.9 37,276.6 Y
4 Application of highly efficient aerator
Electricity59,200 kWh/year 27.9 6,876.1 N
5 Humidity management of exhaust air from Stenter
Coal393 ton/year 779.9 37,708.4 N
6 Changing heat source for Stenter
Coal 1,180 ton/year 2,341.6 113,221.0 N
Total 3 6,892.9 417,973.9
28 Corporation accepted all six proposals. The company immediately adjusted the air ratio of the boiler targeting 1.2, preventing excessive combustion and thereby reducing 2.1% of heat loss. It saves 389ton/year of coal consumption, which is equivalent to 770.9 tCO2e/year of environmental benefit and 37,276.6 thousand won/year of economic benefit. Other improvement plans will be implemented after internal review. Implementation of all six plans will reduce 6,27 ton/year of sludge, 3,460 ton/year of coal, 59,200 kWh/year of electricity
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
57
ASEM
SM
Es E
co-In
nova
tion
Cent
er
and produce 6892.9 tCO2/year of environmental benefit and 417,973.9 thousand year/won of economic benefit.
Review
28 Corporation actively approached this consulting business and carefully reviewed the proposed improvement plans. The company immediately implemented the plan to adjust the air ratio, and expressed great interest in other plans as well, including insulation of dyers, application of highly efficient aeration, management of Stenter humidity, and replacement of Stenter heat source. Especially, the company is likely to apply the efficient aeration, as the exisiting aerator (Roots Blower) is planned to be replaced due to frequent breakdown. Project team will provide continuous support when the company needs advice on installing new facilities. In addition, the company is currently reviewing Stenter plans to determine whether to implement them or not. Regarding enhancement of dyer insulation, the company will undergo negotiations with dyer manufactures.
5.5.8 Long An Machinary Industry JSC (LAMICO)
Information of company
Lamico is a company that produces rice processing equipment machines. It delivers raw materials such as steel plate or pipes, then cuts, processes, assembles, and paints them to produce the machines. Its main energy source is electricity, and main energy using facilities include welding machines from assembly line, CNC, plasma cutter, and air compressor. Air compressor is used for air spray in painting process.
Raw materialdelivered
Processing Assembling Coating Shipping
| Figure 35 | Diagram -Lamico
Current problems
The company produces rice processing equipment by using 50 welding machines, CNC, plasma cutter, and air compressor. Temperature inside the air compress room is 45℃, which is the cause of increase in compressive loading. Also, significant amount of power is consumed by welders, the part of product assembly process. In response, the company requested to establish plans for saving energy from welders and air compresssors.
Eco-Innovation Consulting Project in Vietnam Final Report
58

Audit Results
Plan Method Expected Results
1 Air compressor temperature management Install ventilation facilities Reduce unit cost of
compressed air production
2 Application of a highly efficient welder
Replace 50 MAG welders with highly efficient welder
Reduce electricity consumption
As high temperature inside the air compress room (45℃) was analyzed to increase compressive loading, project team proposed to install ventilation facilities so as to reduce the temperature. In addition, the team suggested replacing existing welders, which account for large part of power consumption in the company, with highly efficient welders.
| Figure 36 | Implementation of initial audit -Lamico
Expected Outcomes
Improvement Plans
Expected energy Savings
Environmental benefit(tCO2e/year)
Economic benefit(Thousand won/year)
Implementaion
1Air compressor
temperature management
Electricity4,706 kWh/year 2.2 385.2 Y
2 Application of a highly efficient welder
Electricity36,450 kWh/year 17.1 2,983.8 N
Total 3 19.3 3,369.1
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
59
ASEM
SM
Es E
co-In
nova
tion
Cent
er

Amico completed the first improvement plan-installation of a ventilator: within the project period. Temperature inside the air compress room was reduced from 45℃ to 28℃. This saves 5.3% of energy and reduces 4,706 kWh/year of energy consumption. This is equivalent to 385.2 thousand won/year of economic benefits and 2.2tCO2e/year of environmental benefits. Replacement of welders will reduce 40% of energy consumption, which is significant, but due to high investment cost, 45,000 thousand won/year, the proposal was declined. Implementation of both plans will reduce 41,156 kWh/year of electricity consumption, which is equivalent to 19.3 tCO2/year of environmental benefits and 3,369.1 thousand won/year of economic benefits.
Review
Project team offered improvement plans on the company’s main energy using facilities-air compressor and welding machines. Energy saving plan on air compress room was implemented immediately and consequently turned out to be effective. Lamico will apply this plan to other factories as well. Installation of highly efficient welding machine was estimated to save great amount of energy, but the proposal was declined due to high cost. However, the company will consider implementing the proposal in the future when the machine is deteriorated and needs to be replaced.
5.5.9 THIEN PHUOC CO., LTD
Information of Company
Thien Phuoc is a company that produces construction equipment. Its main processes include cutting, processing and assembling steel plates. The company reuses cutting fluid that was used in tuning processs.
Raw materialdelivered
Cutting/Tuning Welding Painting Shipping
| Figure 37 | Diagram -Thien Phuoc
Eco-Innovation Consulting Project in Vietnam Final Report
60

Current Problems
Thien Phuoc produces steel pipes and supplies them to steel manufacturing comapnies. There was need for consulting on quality management measures that would increase customer satisfaction and effective utilization of space in factory. The illumination on site was poor, which aroused concern on workers’ productivity and their safety. Also, available workspace was confined due to added facilities and machines. Moreover, space for materials, equipment, and products was not clearly defined. Cutting fluid flooded on the floor posed safety hazards. Accordingly, the company requested consultation on organizing materials and equipments, handling heavy materials, and preventing accidents in work site.
| Figure 38 | poorly illuminated workplace- Thien Phuoc
| Figure 39 | workplace with cutting fluid flooded - Thien Phuoc
Audit Results
| Table 26 | Initial audit results - Thien Phuoc
Plan Method Expected Results
1 Improve illumination on site Install windows for natural lighting Improve workplace safety
2 Introduction on 5S Deliver 5S activities Improve workplace environment and prevent occupational injuries.
In Thien Phuoc, ultra precision machining is undertaken while the illumination on site is poor. In response, project team proposed to install windows for natural lighting to improve workplace environment and safety. Space for materials, equipment, and products is not clearly defined. Also, cutting fluid is flooded on the floor, raising safety concerns. Accordingly, project team suggested 5S17) .
17) 5S: Sort, Set in order, Shine, Standardize, Sustain
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
61
ASEM
SM
Es E
co-In
nova
tion
Cent
er

| Figure 40| Implementation of initial audit - Thien Phuoc
Expected Outcomes
Improvement Plans
Expected Energy Savings
Environmental Benefit
(tCO2e/year)
Economic Benefit(thousand won/year)
Implementation
1 Improve illumination on site Qualitative benefits Y
2 Introduction on 5S Qualitative benefits Y
Total 2
Project team proposed to improve illumination on site and deliver 5S. Thien Phuoc accepted the both. Project team’s proposal was to install skylight window and take advantage of natural light, but it was improssible because the factory was leased. Hence, the team proposed to adjust the height of the light that was installed near ceiling, so that the light is set closer to work site. This revised proposal was accepted and now has been completed. Also, the company applied 5S and is currently conducting ‘Sort’ and ‘Set in order’ to make tidy site. It will improve work environment, prevent injuries and reduce fraction defective.
Review
The initially proposed plan was difficult to apply, because the factory was leased. In response, project team went on to discuss with the company to establish a plan that can be realistically implemented. Moreover, Thien Phuoc is now planning to site its own factory. The company will install windows for natural lighting in its new factory, as proposed by the project team. Also, the team offered guidelines for successfully delivering 5S.
Eco-Innovation Consulting Project in Vietnam Final Report
62

During the Eco-Innovation Consulting Project, a variety of improvement plans were proposed, but some could not be implemented due to technical or economical barriers. When companies were not convinced of the benefits from implementing the proposals due to a lack of precedent in Vietnam, the project team provided the best practices used in Korea.Throughout the project, the team discovered that Vietnamese companies have had great interest in saving energy. For example, a heat blocking zone was operated to prevent heat loss in a drying furnace and to save cooling costs in a radiator typed air conditioning system. Therefore, the project team needs to further develop its measures of disseminating useful technology through customized consultation.In conclusion, the project team determined that the approach to a homogeneous industry or industrial complex will minimize the time and cost, while improving the quality of consultation and enhancing the project’s effectiveness. Also, expanding the project by industry-specific themes and sharing the best practices with similar industries will create significant synergetic effect. Furthermore, the project team can cooperate with local eco-innovation consulting firms to build its capacity, thereby facilitating project sustainability and follow-up management.
06 Way Forward
Eco-Innovation Consulting Project in Vietnam Final Report Final Report Eco-Innovation Consulting Project in Vietnam
63
ASEM
SM
Es E
co-In
nova
tion
Cent
er





















