
Dry sliding wear behavior of hot forged and annealed Cu–Cr–graphite in-situ composites
7
Wear 271 (2011) 658–664 Contents lists available at ScienceDirect Wear j o ur nal ho me p age: www.elsevier.com/locate/wear Dry sliding wear behavior of hot forged and annealed Cu–Cr–graphite in-situ composites R.K. Gautam a,∗ , S. Ray b , Satish C. Sharma c , S.C. Jain c , R. Tyagi a a Mechanical Engineering Department, Institute of Technology, BHU, Varanasi 221005, UP, India b Metallurgical and Materials Engineering Department, IIT Roorkee, Roorkee 247667, UA, India c Mechanical and Industrial Engineering Department, IIT Roorkee, Roorkee 247667, UA, India a r t i c l e i n f o Article history: Received 1 September 2010 Received in revised form 30 November 2010 Accepted 30 November 2010 Keywords: Hot forged Annealed In-situ composite Cu–Cr–graphite a b s t r a c t In the present investigation Cu based composites have been developed through solidification processing by addition of a fixed amount of Cr and three different amounts of graphite viz. 2, 3 and 4 wt.%. All of the cast composites have been hot forged and annealed. Dry sliding friction and wear behavior of all the composites in as cast, hot forged and annealed conditions has been investigated by sliding against a counterface of SAE 4615 steel disc under ambient conditions using a pin-on-disc machine. The sliding wear tests have been conducted at four different normal loads 10, 20, 30, and 40 N and a constant sliding speed of 0.786 m/s. The primary focus of the study is to understand the effect of hot forging and annealing after hot forging, on the wear characteristics of these composites. For a given normal load, the cumulative volume loss increases linearly with increasing sliding distance for all materials. The wear rate has also been found to increases linearly with increasing normal load. Wear rate of Cu–4Cr–4G composite is significantly lower than that of all other materials either hot forged or annealed. Average coefficient of friction decreases with increasing the normal load and the graphite containing composite shows the lower average coefficient of friction than the other materials. Worn surface of the pin specimen show significant formation of transfer layer for hot forged and annealed Cu–4Cr–4G composite. © 2011 Elsevier B.V. All rights reserved. 1. Introduction The composites in which the reinforcing phase is synthesized within the matrix during fabrication are called in-situ composites. Various techniques have been evolved for the fabrication of com- posites reinforced by ceramic particles generated in situ during processing. which can be categorized in terms of the state of the reacting phases such as gas–liquid, liquid–solid, liquid–liquid. The present study deals with liquid–solid process, in this process, solid reactants (elements or compounds) react with some component in the melt or with the melt to form in-situ ceramic reinforcements. It is quite important to understand the mechanisms responsible for the development of morphology while tailoring a composite system for a specific application. In-situ generated reinforcement has a variety of morphologies, ranging from discontinuous to con- tinuous, and the reinforcement may either be ductile or brittle. In-situ composites offer more advantages over those produced by ex-situ methods which include smaller reinforcement parti- ∗ Corresponding author. Tel.: +91 9412956461; fax: +91 542 2368428. E-mail addresses: [email protected] (R.K. Gautam), [email protected] (S. Ray), [email protected] (S.C. Sharma), [email protected] (S.C. Jain), [email protected] (R. Tyagi). cle size, single-crystal reinforcements, clean and uncontaminated particle–matrix interfaces with possibility of higher interfacial strength and improved wettability, better particle-size distribu- tion, long-term stability, improved resistance to corrosion and thermodynamically stable particles that are weldable and castable. High-strength Cu alloys may be achieved by reinforcing or dispersing ceramic particles, e.g. oxides, borides, carbides, in the copper matrix and these alloys work as dispersion strengthened (DS) copper alloys. A lot of research has been done on synthesis and characterization of Al- and Ti-based composites, but only a few studies are available for Cu-based in-situ composites. Tu et al. [1] have pointed out that the tensile strength of Cu based in-situ composites obtained by mechanical alloying (MA) or spray form- ing process increases with increasing particle content whereas the reverse is true for ductility. It has also been indicated that TiB 2 particle reinforcement is more effective than Al 2 O 3 in improving the mechanical strength of copper at elevated temperatures [1]. Sun et al. [2] studied the effect of addition of 0.5% silicon on the microstructure and mechanical properties of Cu–15Cr alloy in as cast and drawn conditions. It has been reported that the strength of Cu–15Cr–0.5Si in-situ composite is higher than Cu–15Cr in-situ composite at the same interphase spacing due to higher hardness of Cr phase resulting from the effective hardening from addition of Si. 0043-1648/$ – see front matter © 2011 Elsevier B.V. All rights reserved. doi:10.1016/j.wear.2010.11.033
Transcript of Dry sliding wear behavior of hot forged and annealed Cu–Cr–graphite in-situ composites

Dc
Ra
b
c
a
ARR3A
KHAIC
1
wVpprprtIfshtIb
(r
0d
Wear 271 (2011) 658– 664
Contents lists available at ScienceDirect
Wear
j o ur nal ho me p age: www.elsev ier .com/ locate /wear
ry sliding wear behavior of hot forged and annealed Cu–Cr–graphite in-situomposites
.K. Gautama,∗, S. Rayb, Satish C. Sharmac, S.C. Jainc, R. Tyagia
Mechanical Engineering Department, Institute of Technology, BHU, Varanasi 221005, UP, IndiaMetallurgical and Materials Engineering Department, IIT Roorkee, Roorkee 247667, UA, IndiaMechanical and Industrial Engineering Department, IIT Roorkee, Roorkee 247667, UA, India
r t i c l e i n f o
rticle history:eceived 1 September 2010eceived in revised form0 November 2010ccepted 30 November 2010
eywords:
a b s t r a c t
In the present investigation Cu based composites have been developed through solidification processingby addition of a fixed amount of Cr and three different amounts of graphite viz. 2, 3 and 4 wt.%. All ofthe cast composites have been hot forged and annealed. Dry sliding friction and wear behavior of allthe composites in as cast, hot forged and annealed conditions has been investigated by sliding againsta counterface of SAE 4615 steel disc under ambient conditions using a pin-on-disc machine. The slidingwear tests have been conducted at four different normal loads 10, 20, 30, and 40 N and a constant slidingspeed of 0.786 m/s. The primary focus of the study is to understand the effect of hot forging and annealing
ot forgednnealed
n-situ compositeu–Cr–graphite
after hot forging, on the wear characteristics of these composites. For a given normal load, the cumulativevolume loss increases linearly with increasing sliding distance for all materials. The wear rate has alsobeen found to increases linearly with increasing normal load. Wear rate of Cu–4Cr–4G composite issignificantly lower than that of all other materials either hot forged or annealed. Average coefficient offriction decreases with increasing the normal load and the graphite containing composite shows thelower average coefficient of friction than the other materials. Worn surface of the pin specimen show
ransfe
significant formation of t. Introduction
The composites in which the reinforcing phase is synthesizedithin the matrix during fabrication are called in-situ composites.arious techniques have been evolved for the fabrication of com-osites reinforced by ceramic particles generated in situ duringrocessing. which can be categorized in terms of the state of theeacting phases such as gas–liquid, liquid–solid, liquid–liquid. Theresent study deals with liquid–solid process, in this process, solideactants (elements or compounds) react with some component inhe melt or with the melt to form in-situ ceramic reinforcements.t is quite important to understand the mechanisms responsibleor the development of morphology while tailoring a compositeystem for a specific application. In-situ generated reinforcement
as a variety of morphologies, ranging from discontinuous to con-inuous, and the reinforcement may either be ductile or brittle.n-situ composites offer more advantages over those producedy ex-situ methods which include smaller reinforcement parti-∗ Corresponding author. Tel.: +91 9412956461; fax: +91 542 2368428.E-mail addresses: [email protected] (R.K. Gautam), [email protected]
S. Ray), [email protected] (S.C. Sharma), [email protected] (S.C. Jain),[email protected] (R. Tyagi).
043-1648/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.wear.2010.11.033
r layer for hot forged and annealed Cu–4Cr–4G composite.© 2011 Elsevier B.V. All rights reserved.
cle size, single-crystal reinforcements, clean and uncontaminatedparticle–matrix interfaces with possibility of higher interfacialstrength and improved wettability, better particle-size distribu-tion, long-term stability, improved resistance to corrosion andthermodynamically stable particles that are weldable and castable.
High-strength Cu alloys may be achieved by reinforcing ordispersing ceramic particles, e.g. oxides, borides, carbides, in thecopper matrix and these alloys work as dispersion strengthened(DS) copper alloys. A lot of research has been done on synthesisand characterization of Al- and Ti-based composites, but only afew studies are available for Cu-based in-situ composites. Tu et al.[1] have pointed out that the tensile strength of Cu based in-situcomposites obtained by mechanical alloying (MA) or spray form-ing process increases with increasing particle content whereas thereverse is true for ductility. It has also been indicated that TiB2particle reinforcement is more effective than Al2O3 in improvingthe mechanical strength of copper at elevated temperatures [1].Sun et al. [2] studied the effect of addition of 0.5% silicon on themicrostructure and mechanical properties of Cu–15Cr alloy in as
cast and drawn conditions. It has been reported that the strengthof Cu–15Cr–0.5Si in-situ composite is higher than Cu–15Cr in-situcomposite at the same interphase spacing due to higher hardnessof Cr phase resulting from the effective hardening from addition ofSi.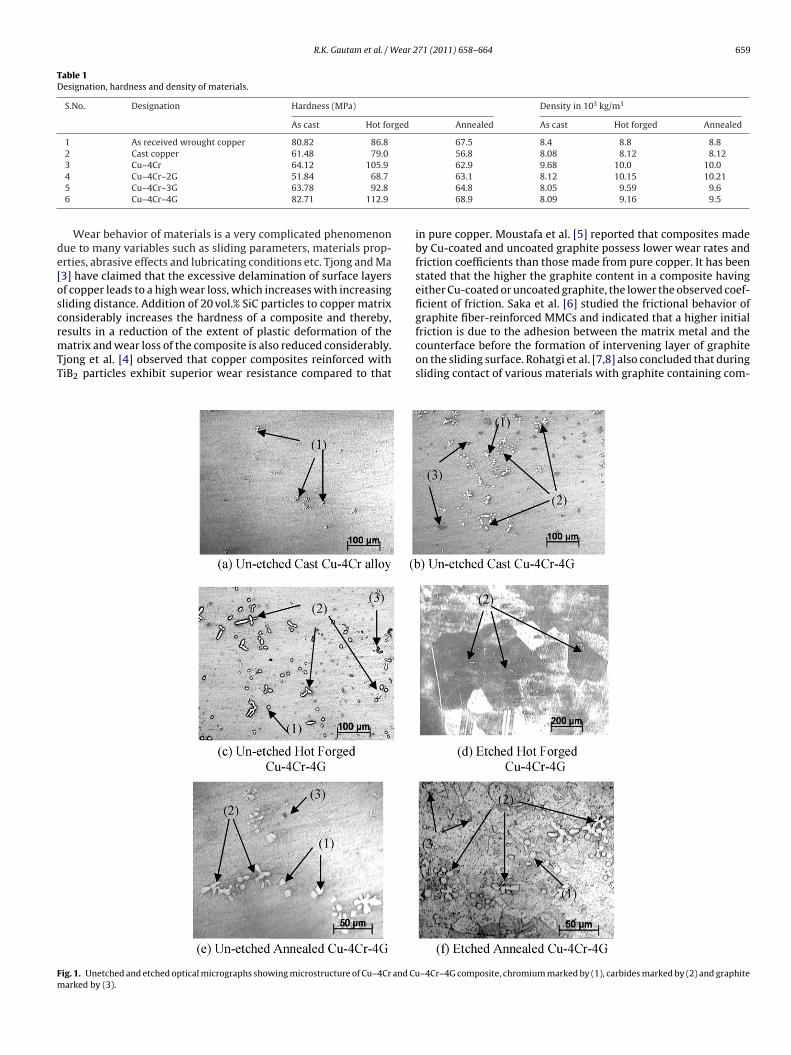
R.K. Gautam et al. / Wear 271 (2011) 658– 664 659
Table 1Designation, hardness and density of materials.
S.No. Designation Hardness (MPa) Density in 103 kg/m3
As cast Hot forged Annealed As cast Hot forged Annealed
1 As received wrought copper 80.82 86.8 67.5 8.4 8.8 8.82 Cast copper 61.48 79.0 56.8 8.08 8.12 8.12
de[oscrmTT
Fm
3 Cu–4Cr 64.12 105.9
4 Cu–4Cr–2G 51.84 68.7
5 Cu–4Cr–3G 63.78 92.8
6 Cu–4Cr–4G 82.71 112.9
Wear behavior of materials is a very complicated phenomenonue to many variables such as sliding parameters, materials prop-rties, abrasive effects and lubricating conditions etc. Tjong and Ma3] have claimed that the excessive delamination of surface layersf copper leads to a high wear loss, which increases with increasingliding distance. Addition of 20 vol.% SiC particles to copper matrixonsiderably increases the hardness of a composite and thereby,
esults in a reduction of the extent of plastic deformation of theatrix and wear loss of the composite is also reduced considerably.jong et al. [4] observed that copper composites reinforced withiB2 particles exhibit superior wear resistance compared to that
ig. 1. Unetched and etched optical micrographs showing microstructure of Cu–4Cr and Cuarked by (3).
62.9 9.68 10.0 10.063.1 8.12 10.15 10.2164.8 8.05 9.59 9.668.9 8.09 9.16 9.5
in pure copper. Moustafa et al. [5] reported that composites madeby Cu-coated and uncoated graphite possess lower wear rates andfriction coefficients than those made from pure copper. It has beenstated that the higher the graphite content in a composite havingeither Cu-coated or uncoated graphite, the lower the observed coef-ficient of friction. Saka et al. [6] studied the frictional behavior ofgraphite fiber-reinforced MMCs and indicated that a higher initial
friction is due to the adhesion between the matrix metal and thecounterface before the formation of intervening layer of graphiteon the sliding surface. Rohatgi et al. [7,8] also concluded that duringsliding contact of various materials with graphite containing com-–4Cr–4G composite, chromium marked by (1), carbides marked by (2) and graphite
660 R.K. Gautam et al. / Wear 271 (2011) 658– 664
d and
prirtt
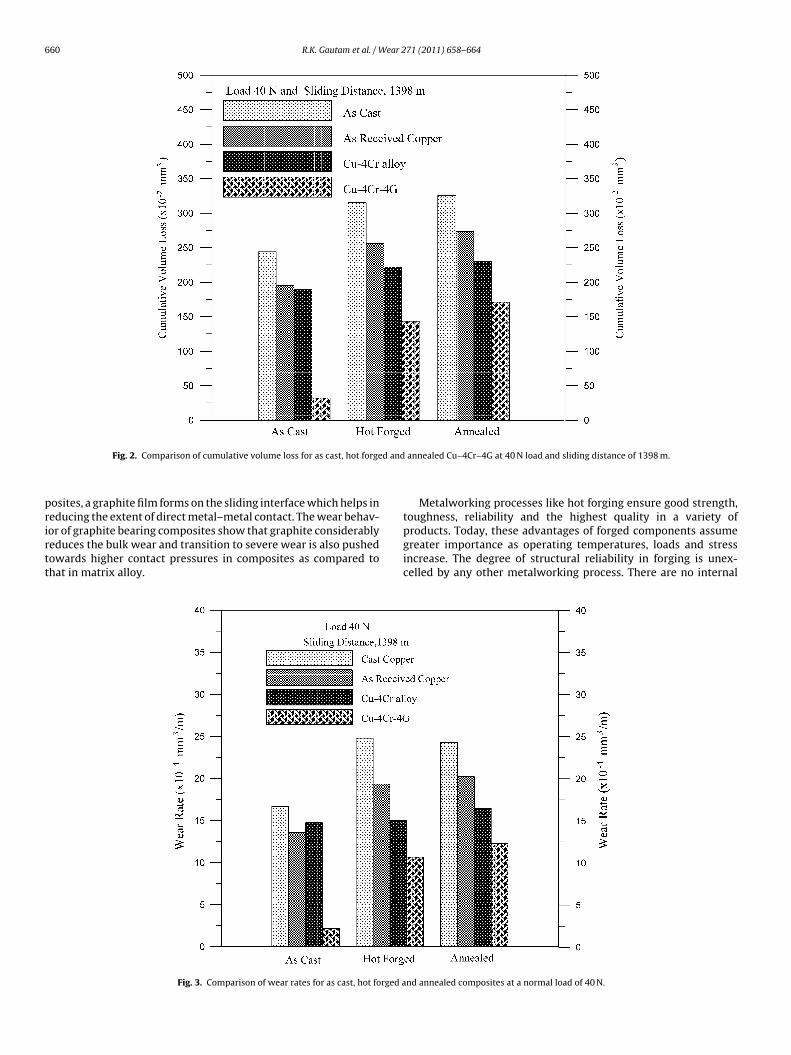
Fig. 2. Comparison of cumulative volume loss for as cast, hot forge
osites, a graphite film forms on the sliding interface which helps ineducing the extent of direct metal–metal contact. The wear behav-
or of graphite bearing composites show that graphite considerablyeduces the bulk wear and transition to severe wear is also pushedowards higher contact pressures in composites as compared tohat in matrix alloy.Fig. 3. Comparison of wear rates for as cast, hot forged a
annealed Cu–4Cr–4G at 40 N load and sliding distance of 1398 m.
Metalworking processes like hot forging ensure good strength,toughness, reliability and the highest quality in a variety of
products. Today, these advantages of forged components assumegreater importance as operating temperatures, loads and stressincrease. The degree of structural reliability in forging is unex-celled by any other metalworking process. There are no internalnd annealed composites at a normal load of 40 N.
R.K. Gautam et al. / Wear 271 (2011) 658– 664 661
5045403530252015105
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
Ave
rage
Coe
ffic
ient
of
Fric
tion
(µ)
As CastAs Received CopperCast Copper
Cu-4Cr Alloy
Cu-4Cr-2G
Cu-4Cr-3G
Cu-4Cr-4G
5045403530252015105
Normal Loa d (N)Normal Loa d (N)
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
Ave
rage
Coe
ffic
ient
of
Fric
tion
(µ)
Hot ForgedAs Received Copper
Cast Copper
Cu-4Cr Alloy
Cu-4Cr-2G
Cu-4Cr-3GCu-4Cr-4G
(b) (a)
5045403530252015105
Load
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
Ave
rage
Coe
ffic
ient
of
Fric
tion(
µ )
AnnealedAs Received
Cast copperCu-4Cr alloy
Cu-4Cr-4G
(c)
mal lo
gscmcimr
abptsiusecaa
Normal
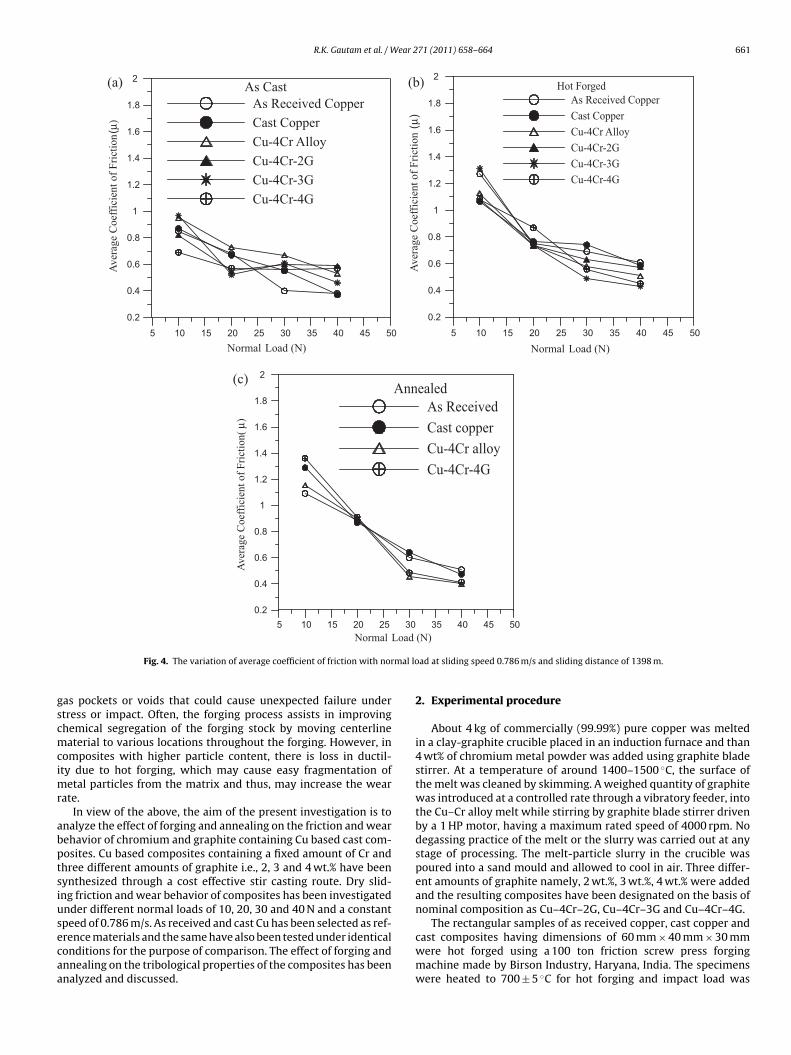
Fig. 4. The variation of average coefficient of friction with nor
as pockets or voids that could cause unexpected failure undertress or impact. Often, the forging process assists in improvinghemical segregation of the forging stock by moving centerlineaterial to various locations throughout the forging. However, in
omposites with higher particle content, there is loss in ductil-ty due to hot forging, which may cause easy fragmentation of
etal particles from the matrix and thus, may increase the wearate.
In view of the above, the aim of the present investigation is tonalyze the effect of forging and annealing on the friction and wearehavior of chromium and graphite containing Cu based cast com-osites. Cu based composites containing a fixed amount of Cr andhree different amounts of graphite i.e., 2, 3 and 4 wt.% have beenynthesized through a cost effective stir casting route. Dry slid-ng friction and wear behavior of composites has been investigatednder different normal loads of 10, 20, 30 and 40 N and a constant
peed of 0.786 m/s. As received and cast Cu has been selected as ref-rence materials and the same have also been tested under identicalonditions for the purpose of comparison. The effect of forging andnnealing on the tribological properties of the composites has beennalyzed and discussed.(N)
ad at sliding speed 0.786 m/s and sliding distance of 1398 m.
2. Experimental procedure
About 4 kg of commercially (99.99%) pure copper was meltedin a clay-graphite crucible placed in an induction furnace and than4 wt% of chromium metal powder was added using graphite bladestirrer. At a temperature of around 1400–1500 ◦C, the surface ofthe melt was cleaned by skimming. A weighed quantity of graphitewas introduced at a controlled rate through a vibratory feeder, intothe Cu–Cr alloy melt while stirring by graphite blade stirrer drivenby a 1 HP motor, having a maximum rated speed of 4000 rpm. Nodegassing practice of the melt or the slurry was carried out at anystage of processing. The melt-particle slurry in the crucible waspoured into a sand mould and allowed to cool in air. Three differ-ent amounts of graphite namely, 2 wt.%, 3 wt.%, 4 wt.% were addedand the resulting composites have been designated on the basis ofnominal composition as Cu–4Cr–2G, Cu–4Cr–3G and Cu–4Cr–4G.
The rectangular samples of as received copper, cast copper andcast composites having dimensions of 60 mm × 40 mm × 30 mmwere hot forged using a 100 ton friction screw press forgingmachine made by Birson Industry, Haryana, India. The specimenswere heated to 700 ± 5 ◦C for hot forging and impact load was

6 ear 2
atfwaC
mnCsrrAs
oKsh6pflbotcriettswo
3
fChcfcrtsTttdt
csasptaesi
62 R.K. Gautam et al. / W
pplied to reduce the thickness by about 40–50% in two steps. Allhe hot forged samples were annealed in muffle furnace at 650 ◦Cor 1 h after which the furnace was switched off and the samplesere allowed to cool inside the furnace. The annealing temperature
nd the soaking time were selected on the basis of literature as byohen [9].
Microstructural examinations were carried using an opticalicroscope (AXIOVERT 200 MAT manufactured by ZEISS) and scan-
ing electron microscope (SEM), LEO 435VP, manufactured by LEO,ambridge. The Vickers hardness of the composites was mea-ured by applying a load of 5 kg for duration of 30 s. At least 10eadings were taken for each specimen and the average value iseported here. The specific gravity of the pin was measured by therchimedes water-immersion method following ASTM C 135-96tandard.
Dry sliding friction and wear tests were carried out using pin-n-disc set-up, Dr.-Ing. Georg Wazau, model MTM-60 Tribometereplerstr, Berlin, with a “pin” of test material in contact with andliding against the counterface of a rotating disc of SAE 4615 steelardened to 174 BHN. The cylindrical pins of 30 mm length and
mm diameter were prepared from hot forged and annealed com-osites and un-reinforced alloy. The contact surface of the pin wasat and polished up to 1/0, 2/0, 3/0, and 4/0 grade emery papersefore conducting the sliding wear tests under four different loadsf 10, 20, 30 and 40 N and a fixed sliding speed of 0.786 m/s. Duringhe wear test, the load is applied on the pin, normal to the slidingontact. The track radius was maintained constant at 15 mm and theotating speed of the disc was maintained at 500 rpm, correspond-ng to a linear speed of 0.786 m/s. Three identical tests were run forach specimen with a fresh disk surface and the average value ofhe volume loss has been reported here. During pin-on-disc wearests, the frictional force is continuously monitored through mea-urement of torque, calibrated in terms of friction force and thisas divided by normal force to find coefficient of friction. Details
f procedure have already been given elsewhere [10].
. Results and discussion
Table 1 gives mean hardness and density of the as cast, hotorged and annealed specimens of as received copper, cast copper,u–4Cr alloy and Cu–Cr–G composites. It could be seen that theardness of the hot forged specimens is relatively higher than asast and annealed ones. The hardness of the annealed specimens isound to be less than the as cast or forged specimens. Cast compositeontains some porosity and due to hot forging the porosity reducesesulting in higher hardness. Annealing after hot forging softenshe materials causing a decrease in hardness. The density of castpecimens is less than those of hot forged and annealed specimens.he density of composites, Cu–Cr–G, does not show any consistentrend with the extent of addition of particles and this could be dueo varying amounts of porosity. Since graphite is very light, so theensity of graphite containing composites is relatively lower thanhat of the Cu–Cr alloy.
Fig. 1(a) shows the unetched microstructure of Cu–4Cr alloy,ast following the same processing route as that of cast composites,o that the defects like porosity content is similar to that of matrixlloy in the composites. The microstructure reveals the presence ofome small dark spots of pores and oxide particles apart from thearticles of chromium distributed in the matrix. Fig. 1(b) shows
he un-etched microstructure of cast Cu–4Cr–4G composite at rel-tively lower magnification. There are dark particles of graphitembedded in the matrix along with bright spherical, star and crosshaped particles. The various features have been marked by arrowsn respective micrographs.71 (2011) 658– 664
Fig. 1(c) and (d) shows typical un-etched and etched microstruc-tures of hot forged Cu–4Cr–4G composite at relatively lowermagnification. Fig. 1(d) shows the etched microstructure ofCu–4Cr–4G composite and it reveals that dendritic segregation hasdisappeared and grain structure with twins is observed along withthe particles. The grains are often dark etching because of someremaining deformed grains after hot forging.
Fig. 1(e) and (f) shows typical un-etched and etched microstruc-tures of annealed Cu–4Cr–4G composite at relatively highermagnification. The annealed Cu–4Cr–4G composite shows brightchromium particles and dark particles of graphite as observed inhot forged un-etched microstructure. After annealing, the recrys-tallization appears to be complete and that might have resulted in afine grained structure. The grain size of the matrix alloy is relativelyfiner. However, the particles of chromium or carbides present in thecomposites do not appear to change in size significantly.
Fig. 2 shows the comparison of cumulative volume loss of asreceived, as cast, hot forged and annealed specimens at a normalload of 40 N after sliding through a distance of 1398 m. The vari-ation of volume loss with sliding distance at each load has beenobserved to be linear for all the materials used in the present study.However, the cumulative volume loss of cast Cu–4Cr–4G com-posite is found to be 77 and 81% lower than the hot forged andannealed Cu–4Cr–4G composite, which could be attributed to thepresence of solid lubricating particles of graphite. Cast copper andas received copper show higher volume loss than those observedin the composite and Cu–Cr alloy. Thus it is evident that incorpo-ration of graphite particles has led to significant reduction in thewear rate during dry sliding against the counterface of hardenedsteel. Annealed Cu–4Cr–4G composite has shown the lowest vol-ume loss amongst all the materials. On hot forging, the Cu–4Cr–4Gcomposites show higher wear rates compared to their cast counter-part. This is in spite of increase in hardness due to hot forging, whichmay have resulted in lowering of real area of contact. In Cu–4Cr–4Gcomposites at higher particle content, there is loss in ductility dueto hot forging, which may have resulted in ease of fragmentation ofmetal particles from the matrix and thus, contributing to increasein volume loss.
Fig. 3 illustrates the wear rates of the composites treatedunder different conditions at constant load of 40 N. It could beseen that wear rate of cast Cu–4Cr–4G composite is 79% and82% lower than the hot forged and annealed Cu–4Cr–4G com-posite as shown in Fig. 3. Here it is also observed that annealedCu–4Cr–4G composite has the highest wear rate amongst all theannealed materials as shown in Fig. 3. Cu–4Cr alloy which hassignificant amount of oxide inclusion shows similar wear rate inas cast, hot forged and annealed conditions. However, cast cop-per and as received copper show higher wear rate than thoseobserved in the composite and Cu–Cr alloy for all cases. Onceagain it could be inferred that incorporation of graphite parti-cles leads to significant reduction in the wear rate during drysliding. It may also be observed from Fig. 3 that wear rate of hotforged Cu–4Cr–4G composite is lower than its annealed counter-part, this may be attributed to the improved strain hardening inhot forged Cu–4Cr–4G composite and also to the healing of somecasting defects.
Fig. 4(a)–(c) shows the variation of average coefficient of frictionwith increasing normal load over the entire sliding distance for asreceived, as cast, hot forged and annealed composites. It is observedthat the average coefficient of friction decreases with increasingnormal load and same trend is observed for all the materials. How-
ever, the graphite containing composites show a relatively loweraverage coefficient of friction than the other materials. This maybe attributed to the presence of graphite which, during dry slid-ing, comes out on the sliding surface to form a lubricating layerreducing friction [7]. There is no substantial difference between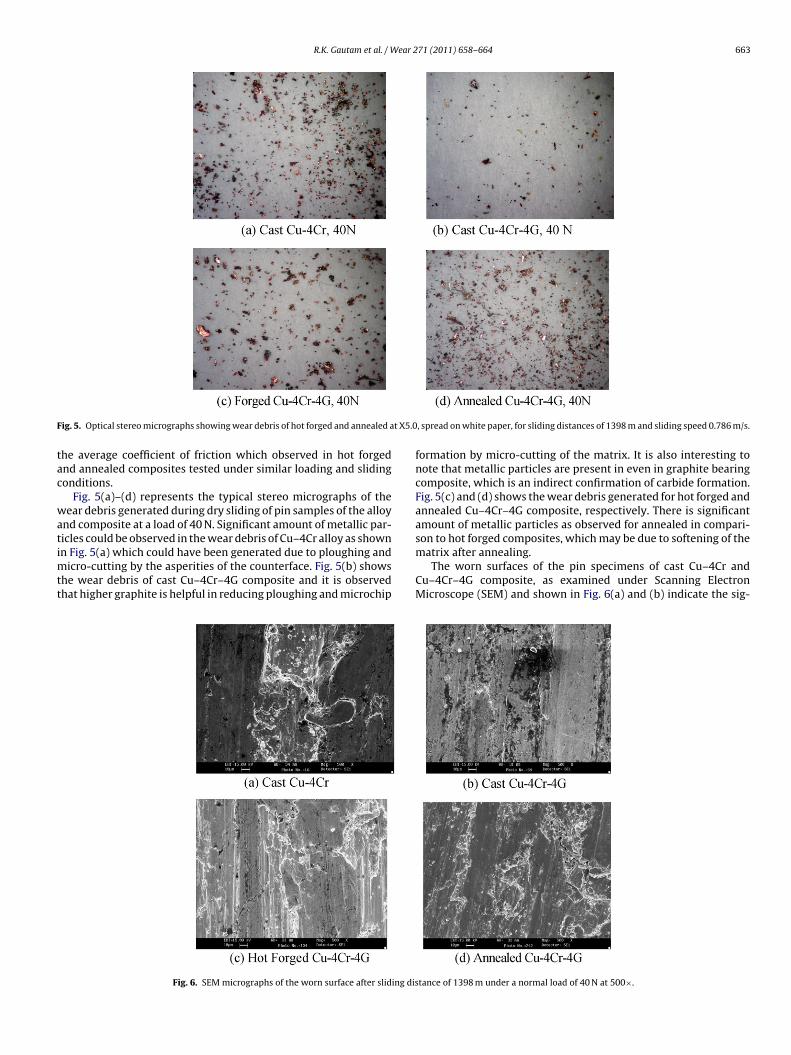
R.K. Gautam et al. / Wear 271 (2011) 658– 664 663
F t X5.0
tac
watimtt
ig. 5. Optical stereo micrographs showing wear debris of hot forged and annealed a
he average coefficient of friction which observed in hot forgednd annealed composites tested under similar loading and slidingonditions.
Fig. 5(a)–(d) represents the typical stereo micrographs of theear debris generated during dry sliding of pin samples of the alloy
nd composite at a load of 40 N. Significant amount of metallic par-
icles could be observed in the wear debris of Cu–4Cr alloy as shownn Fig. 5(a) which could have been generated due to ploughing andicro-cutting by the asperities of the counterface. Fig. 5(b) showshe wear debris of cast Cu–4Cr–4G composite and it is observedhat higher graphite is helpful in reducing ploughing and microchip
Fig. 6. SEM micrographs of the worn surface after sliding dis
, spread on white paper, for sliding distances of 1398 m and sliding speed 0.786 m/s.
formation by micro-cutting of the matrix. It is also interesting tonote that metallic particles are present in even in graphite bearingcomposite, which is an indirect confirmation of carbide formation.Fig. 5(c) and (d) shows the wear debris generated for hot forged andannealed Cu–4Cr–4G composite, respectively. There is significantamount of metallic particles as observed for annealed in compari-
son to hot forged composites, which may be due to softening of thematrix after annealing.The worn surfaces of the pin specimens of cast Cu–4Cr andCu–4Cr–4G composite, as examined under Scanning ElectronMicroscope (SEM) and shown in Fig. 6(a) and (b) indicate the sig-
tance of 1398 m under a normal load of 40 N at 500×.

6 ear 2
ntbFspactmacmppatncpw
4
m
(
(
64 R.K. Gautam et al. / W
ificant formation of transfer layer. A few wear tracks, over whichransfer layer has formed, could still be observed as white tracksut those over which transfer layer has not formed appear dark.ig. 6(c) and (d) also shows the presence of transfer layer on theliding surface along with fewer wear tracks for Cu–4Cr–4G com-osite in both hot forged and annealed conditions. Similarly, therere also some craters from where metallic particles have possiblyome into debris due to micro-welding or de-lamination. However,he extent of cover of the transfer layer appears to be relatively
ore in case of cast condition than in hot forged or annealed statend this may explain a higher rate of wear in hot forged Cu–4Cr–4Gomposite in comparison to the as cast composite. The extent ofetallic particles increases at higher loads. The wear is, thus, not
urely oxidative and the metallic particles have been generated byloughing and micro-cutting of the matrix by hard particles and thesperities of counterface. In graphite bearing composites, generallyhere is formation of a lubricating layer over the sliding surface. Theature of wear does not change on hot forging or annealing of theomposite as seen from Fig. 5(a) to (d). Thus it is evident that incor-oration of graphite particles leads to significant reduction in theear rate during dry sliding.
. Conclusions
From the above results and discussion the following conclusionsay be drawn.
1) The hardness of the hot forged specimens is relatively 27% and39% higher than as cast and annealed and it has been attributedto closing of porosity.
2) The present study clearly reveals the potential of low cost castcomposite and superiority of graphite bearing composite which
[
71 (2011) 658– 664
may prove to be better candidate materials in sliding electriccontacts.
(3) Cast Cu–4Cr–4G composite has the lowest wear rate amongstthe all materials investigated in the present work. Wear rateof cast Cu–4Cr–4G composite is 79 and 82% lower than the hotforged and annealed Cu–4Cr–4G composite, respectively.
(4) The average coefficient of friction decreases with increasingnormal load. However, the graphite containing composite showthe lower average coefficient of friction than the other materi-als investigated here. This may be attributed to the presenceof graphite which, during dry sliding, comes out on the slidingsurface to form a lubricating layer which reduces friction.
References
[1] J.P. Tu, W. Rong, S.Y. Guo, Y.Z. Yang, Dry sliding wear behavior of in situ Cu–TiB2
nanocomposites against medium carbon steel, Wear 255 (2003) 832–835.[2] S. Shoujin, S. Shigeki, G. Hirowo, Effect of Si on the microstructure and mechan-
ical properties of as drawn Cu–15Cr in situ composites, Mater. Sci. Eng. A 303(2001) 187–196.
[3] S.C. Tjong, Z.Y. Ma, Microstructural and mechanical characteristics of in-situmetal matrix composites, Mater. Sci. Eng. 29 (2000) 49–113.
[4] S.C. Tjong, K.C. Lau, S.Q. Wu, Wear of Al-based hybrid composites containingBN and SiC particulates, Metall. Mater. Trans. A 30A (1999) 2551–2555.
[5] S.F. Moustafa, S.A. El-Badry, A.M. Sanad, B. Kieback, Friction and wear ofcopper–graphite composites made with Cu-coated and uncoated graphitepowders, Wear 253 (2002) 699–710.
[6] N. Saka, S. Zeto, K. Nelson, Friction and wear of fiber-reinforced metal-matrixcomposites, Wear 157 (1992) 339–357.
[7] P.K. Rohatgi, S. Ray, Y. Liu, Tribological properties of metal matrix-graphiteparticle composites, Inter. Mater. Rev. 37 (1992) 129–149.
[8] P.K. Rohatgi, Y. Liu, S. Ray, Friction and wear of metal-matrix composites, in:D.H. Scott (Ed.), ASM Handbook, vol. 18, 1992, pp. 802–811.
[9] A. Cohen, Heat treatment of copper alloy, in: ASM Handbook, vol. 4, Heat Treat-ing of Nonferrous Alloys, ASM International, 1991, pp. 180–198.
10] R.K. Gautam, S. Ray, S.C. Jain, S.C. Sharma, Tribological behavior of Cu-Cr-SiCP
in-situ composite, Wear 265 (2008) 902–912.




















