
DISENOSISTEMA.pdf - INSTITUTO POLITÉCNICO NACIONAL
113
INSTITUTO POLITÉCNICO NACIONAL ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA MÉXICO, D.F. 2009 INGENIERO EN COMUNICACIONES Y ELECTRÓNICA TESIS QUE PARA OBTENER EL TITULO DE: P R E S E N T A : MIGUEL ANGEL MENDOZA DELGADO “DISEÑO DEL SISTEMA DE CONTROL PARA UN GENERADOR DE VAPOR MARCA BABCOCK&WILCOX CON INSTRUMENTOS Y COMPONENTES MODERNOS”
-
Upload
khangminh22 -
Category
Documents
-
view
6 -
download
0
Transcript of DISENOSISTEMA.pdf - INSTITUTO POLITÉCNICO NACIONAL

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍAMECÁNICA Y ELÉCTRICA
MÉXICO, D.F. 2009
INGENIERO EN COMUNICACIONES Y ELECTRÓNICA
T E S I S
QUE PARA OBTENER EL TITULO DE:
P R E S E N T A :
MIGUEL ANGEL MENDOZA DELGADO
“DISEÑO DEL SISTEMA DE CONTROL PARA UNGENERADOR DE VAPOR MARCA BABCOCK&WILCOXCON INSTRUMENTOS Y COMPONENTES MODERNOS”

2

3
OBJETIVO
Diseñar y construir el sistema de control para un generador de vapor con un quemador frontal, a
partir de los datos de diseño dados por el fabricante; que cumpla lo siguiente:
- Normas locales e internacionales
- Confiable a toda prueba
- Construcción simple con equipos de última generación
- Sistema de control utilizando un PLC
- Sistema de monitoreo y operación utilizando una computadora
- Instrumentos confiables y exactos
- Bajo costo de mantenimiento
JUSTIFICACIÓN
Actualmente existen una gran cantidad de Generadores de Vapor en toda la industria,
incluyendo desde luego la industria alimenticia, ya que podemos afirmar que dentro de una
Planta Industrial, un generador de vapor es el "motor que permite que los procesos industriales
se lleven a cabo. Sin embargo, en la actualidad, una buena cantidad de éstos, más
comúnmente conocidos como "calderas", tienen sistemas de control basados en
servomecanismos ó instrumentos obsoletos; lo cual, representa un alto riesgo para las
personas, los activos fijos de fábrica y la posibilidad de no cumplir el plan de producción. En
suma cualquier planta industrial puede llegar a pagar un altísimo costo por no contar con
sistemas de control modernos, confiables y bien construidos en sus generadores de vapor.
Los proyectos de automatización son el motor que impulsa y motiva a los directivos a invertir en
tecnología que serán usadas en sus procesos de producción para que las empresas sean
competitivas a nivel local, nacional, regional y mundial. Una de las preguntas claves en las
industrias es ¿un proyecto de automatización logrará resolver el o los problemas para los cuales
se diseñó o conseguirá incrementar las ganancias de la empresa?
La automatización Industrial es un conjunto de técnicas basadas en sistemas capaces de recibir
información del proceso sobre el cual actúan, realizar acciones de análisis, organizarlas y

4
controlarlas apropiadamente con el objetivo de optimizar los recursos de producción, como los
materiales, humanos, económicos, financieros, etc. La automatización de una empresa
dependiendo del proyecto puede ser parcial o total, y se puede ajustar a procesos manuales o
semi-automáticos. La automatización de las plantas industriales es un aspecto muy importante
en el crecimiento de las empresas ya que se ven en la necesidad de:
- Incrementar la demanda del producto.
- Ofrecer productos de mejor calidad y seguridad.
- Optimizar el consumo de energía.
Una de las principales razones de automatizar es el incremento de la productividad, ello se
logra racionalizando las materias primas e insumos, reduciendo los costos operativos,
reduciendo el consumo energético, incrementando la seguridad de los procesos, optimizando el
recurso humano de la empresa y mejorando el diagnóstico, supervisión y control de calidad de
la producción.
También tomamos en cuenta que los tiempos de producción como de control o toma de datos
se reducen ya que los instrumentos digitales eliminan las tareas repetitivas de anotación de
datos y de procesamiento de los mismos, ya que todo esto es programado y ejecutado
automáticamente por los instrumentos. De este modo, el número de Operadores necesarios
para realizar estas tareas se reduce, pero hay otras tareas nuevas a realizar para utilizar al
máximo las posibilidades de los instrumentos de los sistemas modernos de control.
El proyecto de automatización toma en cuenta las estrategias y objetivos de la empresa ya que
de esto depende el éxito del proyecto. Para ello los objetivos coinciden con las estrategias
empresariales para cumplir con su misión.
Teniendo en cuenta la situación actual de la empresa se establecieron los problemas a resolver,
como por ejemplo: probabilidad de accidentes laborales, salud laboral, utilización del personal
en el proceso de naturaleza peligrosa o dañina para la salud, pérdida de calidad por falla en la
demanda de vapor, niveles altos de paros no programados por sistemas de control defectuosos,
instrumentos obsoletos, incumplimiento de las normas de calidad, contaminación ambiental en
el aire, y sobre todo elevado consumo de energía.

5
El siguiente paso fue revisar detalladamente el proceso, utilizando para esto técnicas que
permitieron determinar si el problema podía ser resuelto con modificaciones pequeñas o si era
necesario llevar a cabo un proceso de automatización ó ambos.
Conocido el problema y el estado actual de la empresa se procedió a definir los objetivos que
se deben cumplir con la automatización. Estos son:
1) Automatización que asegure tener la máxima seguridad de las personas y los activos fijos
2) Cumplir los estándares de diseño reconocidos internacional y localmente.
3) Sistema de control que cumple los estándares de construcción, tipos y marcas de equipos de
control establecidos por la Cía.
Tomando en consideración lo anterior, el sistema de control debe cumplir las bases de diseño:
- Cambiar completamente el sistema de automatización de la calderas por tiempo de uso
e instrumentos y equipos de control obsoletos
- El sistema de control debe cumplir las recomendaciones de NFPA 8501 para maximizar
la seguridad de las personas y los activos
Para cumplir con los estándares de control de procesos de la Cía. se debe utilizar como
hardware un controlador lógico programable (PLC) y una computadora de construcción especial
como sistema de visualización y operación (HMI) con comunicación Ethernet
También se debió incluir los repuestos para el tiempo de vida útil del sistema, así como también
entrenamiento, mantenimiento, apoyo técnico, manuales y toda documentación en el idioma
oficial, licencias, convenios de actualización de software, etc.
En el desarrollo del proyecto se comprobarían el estado de las tuberías de los sistemas de
alimentación a los instrumentos, el estado del cableado, el de los instrumentos en general, los
soportes y los elementos necesarios para su funcionamiento.

6
Es importante indicar que la decisión de cambiar todo el sistema de control obedece a que en la
mayoría de los casos siempre es más económico utilizar instrumentos nuevos que reparar uno
antiguo (a no ser que esté instalado en lugares poco importantes de la planta). El mal
funcionamiento de un instrumento antiguo ubicado en una parte importante del proceso, da
origen a paros del proceso o a la fabricación bajo condiciones de servicio que incumplen las
normas de calidad o las especificaciones del producto. Por lo que las pérdidas ocasionadas
superan con creces el valor del nuevo instrumento, además hay que considerar el costo por
mantenimiento del instrumento antiguo.
La lista de algunos ahorros que se producen al ejecutar el proyecto de automatización son:
Seguridad: ahorros económicos en seguros de vida y de las instalaciones, hospitalización y
accidentes, indemnizaciones a familiares, costos de representación legal, multas provenientes
de organismos reguladores de la actividad laboral, tiempo fuera de servicio de los equipos al
producirse un accidente, reemplazo o reparación de equipos afectados.
Calidad: ahorros económicos por evitar la reparación de piezas, reducción de la frecuencia de
los servicios de mantenimiento, disminución de la devolución de artículos por parte del
consumidor, aumento de la demanda por parte de clientes nacionales y/o internacionales
debido a la continuidad en el cumplimiento de las especificaciones, ingreso a nuevos mercados
y aumento de la demanda al obtener una certificación por parte de un organismo supervisor de
calidad.
10
Desechos: ahorros estimados en disminución del almacenamiento de productos de desecho,
utilización más eficiente de la materia prima y de la energía, disminución en los costos
involucrados en la eliminación o transporte de los desperdicios.
Ambiente: ahorros económicos en disminución de la generación de desechos tóxicos, efectos
sobre el personal, efectos sobre la comunidad, etc., disminución o eliminación de multas por

7
contaminación del ambiente, disminución de gastos de representación legal en el caso de
violación de regulaciones ambientales, disminución de gastos médicos e indemnizaciones a las
personas (internas o externas a la empresa) afectadas por la contaminación generada por la
industria.
Laboral: ahorros estimados en: sueldos y salarios del personal asociado al proceso a
automatizar, promociones, seguro social, prestaciones, pensiones, bonos, tiempo extra y otros
ingresos del personal, paro de la producción, daño de equipos, tiempo de respuesta, y otros
originadas por errores humanos.
Energía: ahorros económicos por disminución o uso más eficiente de la energía (eléctrica ó
provenientes de combustibles), disminución de los costos al utilizar una fuente alterna de
energía.

8
INTRODUCCIÓN
La mayoría de las industrias modernas de manufactura requieren vapor para una gran variedad
de usos; tales como: pasteurización, evaporación, secado, esterilización, generación eléctrica,
etc.
Muchos miles de generadores de vapor o, más comúnmente conocidos como calderas están
instalados en la industria suministrando vapor de baja presión y temperatura. En una planta
industrial, la dependencia de un sistema de generación de vapor es crítica. La mayoría de las
operaciones industriales tienen dos o más calderas. Si el flujo de vapor se interrumpe, el
cumplimiento del programa de producción se impactará seriamente.
Los instrumentos y sistemas de control son esenciales en todas las instalaciones de generación
de vapor para promover la seguridad, operación confiable y económica en estas instalaciones.
Los rangos de aplicación de los sistemas de control van desde dispositivos simples operados
manualmente hasta sistemas de control completos y sofisticados del generador de vapor y sus
equipos auxiliares.
Los sistemas de control de un generador de vapor son de diferentes tipos y cada uno sirve para
ejecutar una de las diferentes funciones requeridas. En el pasado, la práctica aceptada con
frecuencia ha sido identificar esas funciones, como sistemas separados e independientes y
frecuentemente los fabricantes de las calderas las aplican de esa manera. Actualmente, los
sistemas de control de un generador de vapor, en la mayoría de los casos esta incluido como
un paquete con requerimientos de demanda aplicados simultáneamente a la caldera y sus
equipos auxiliares, esto minimiza el número de interacciones complejas entre dos subsistemas.
En general la mayoría de los sistemas de control de las calderas conservan su sistema de
control original; el cual, estaba construido para ser de alguno de los siguientes tipos:
1) Sistema de control neumático: Los generadores de vapor más antiguos integraban un
sistema de control de combustión utilizando dispositivos de control neumáticos que

9
utilizaban señales de control de 3 a 15 psig. Interconectados entre si para abrir o cerrar
el mecanismo de las válvulas de control de flujo del combustible y las compuertas en la
succión del ventilador de tiro forzado para controlar el flujo de aire de combustión. El
sistema de encendido se construye con un conjunto de relevadores electromecánicos
interconectados eléctricamente entre si para realizar la secuencia de encendido de la
caldera en todas sus etapas: purga, encendido de piloto y encendido de quemador de
una manera que se conoce como “manual supervisada” porque el Operador oprime
botones para realizar toda la secuencia.
2) Sistema de control mecánico: Para el sistema de control de combustión utiliza un
actuador rotatorio eléctrico ó neumático, conectado a un eje al que están unidos
simultáneamente a los eslabonamientos de los “brazos” mecánicos que mueven para
abrir o cerrar el mecanismo de las válvulas de control de flujo del combustible; al igual
que los mecanismos que mueven las compuertas instaladas en la succión del ventilador
de tiro forzado para controlar el flujo de aire de combustión al interior del generador de
vapor. El sistema de encendido utiliza un dispositivo electromecánico de levas; el cual,
es movido por un motor sincrono que gira hasta 360° según se vayan cumpliendo
condiciones y tiempos desde hacer la purga, el encendido del piloto, el encendido del
quemador y hasta la post-purga.
3) El sistema de control eléctrico: Los generadores de vapor de construcción más reciente,
el sistema de control de combustión y nivel del domo, utilizan controladores electrónico
tipo “stand-alone” configurados como estaciones de control e interconectados
eléctricamente para hacer la función de control arriba descritas. Para el sistema de
protección y encendido se utiliza un controlador también electrónico; el cual se conecta
eléctricamente y funciona de manera muy similar al dispositivo electromecánico también
arriba descrito.
En los avances de la tecnología destaca por mucho el avance de los sistemas electrónicos
basado en que el desarrollo de los dispositivos nuevos, no solamente son más pequeños y
confiables; sino que permiten reducir costos de integración; lo cual, hace que los sistemas

10
electrónicos sean obsoletos y caros en pocos años de uso. Lo anterior, hace que la
actualización de los sistemas de control de los generadores de vapor sea indispensable debido
principalmente a:
- Componentes obsoletos con los que se construyeron originalmente
- Alta dependencia del uso de vapor en los procesos productivos
- Confiabilidad en la generación de vapor necesaria para cumplir programas de producción
- Cumplir con la seguridad en el funcionamiento de los equipos de combustión
- Mantener alta eficiencia en el quemado de combustible

11
PLANTEAMIENTO DEL PROBLEMA
En términos generales, un generador de vapor tiene una durabilidad que se extiende a varias
decenas de años; por lo cual, los sistemas de control de éstos originalmente se diseñaron y
construyeron con dispositivos que a esta fecha están obsoletos y ya no existen partes de
repuesto; tales como instrumentos 100% mecánicos, neumáticos ó electrónicos de primera
generación; con gabinetes de control que contienen varias decenas de relevadores de control,
interconectados eléctricamente para realizar las funciones de control del sistema de protección
y encendido. Hace varias decenas de años, los generadores de vapor integraban los sistemas
de control con dispositivos neumáticos; los cuales, en la actualidad casi ya no se fabrican por
los altos costos de producción (comparativamente con los electrónicos), esto los hace ser muy
caros, por la baja cantidad de fabricación y altos costos de la mano de obra, y en consecuencia
poco disponibles. En el caso de los relevadores de control, comparativamente con un
Controlador Lógico Programable (PLC), ocupan mucho espacio, consumen mucha energía
eléctrica, requieren más tiempo de mantenimiento y presentan poca versatilidad para realizar
adiciones o modificaciones.
En la conversión de agua desde su fase liquida a vapor (su fase de vapor), se adiciona calor
para incrementar la temperatura de agua hasta la temperatura de ebullición. Este calor que
incrementa la temperatura del agua es conocido como calor sensible. La temperatura del punto
de ebullición se le conoce también como temperatura de saturación del vapor que se está
produciendo. El calor que se adiciona en la conversión de fase liquida a vapor a temperatura
constante se llama calor latente de vaporación. El vapor obtenido de una evaporación completa
que no es recalentado por arriba de la temperatura de saturación se llama vapor saturado
“seco”. El vapor que no es completamente vaporizado se llama vapor “húmedo”.
Para una aplicación apropiada del control, es necesario entender los objetivos del sistema de
control. En el caso de los generadores de vapor son tres los objetivos básicos:
1. Suministro continuo de vapor a las condiciones de presión y temperatura deseadas

12
2. Operación al menor costo de combustible y demás suministros, con niveles altos de
seguridad para máxima durabilidad.
3. Puesta en marcha, apagado y operación de visualización seguros, detección de
condiciones inseguras, y toma de acciones apropiadas para la operación segura todo el
tiempo
El sistema de control de un generador de vapor es aquel que incluye los procedimientos de
puesta en marcha y paro, así como el sistema de seguridad y la operación continua de la
caldera. En el desarrollo del sistema de control de una caldera, las acciones de modulación
continua del control se ejecutan con equipos analógicos. Los procedimientos de puesta en
marcha y paro; así como el sistema de seguridad de la caldera son acciones digitales y como
tal; incluye equipos digitales.
En nuestro caso, para el desarrollo de este trabajo la referencia para el desarrollo del sistema
de control completo es para un generador de vapor instalado en la fabrica de formulas
infantiles. Por lo anterior, es indispensable tomar en cuenta la información recopilada en el
lugar, de las características de éste y de la caldera; cuyos datos a continuación se enlistan:
Localización: ......................................Ocotlán Jalisco
Altura sobre el nivel del mar:..............1220 metros
Generador de vapor tipo.....................Tubos de agua
Capacidad de generación....................20,000 kg/h vapor saturado
Fabricante............................................Babcock & Wilcox de México
Superficie de calefacción....................335 m ²
Presión de diseño...............................17.6 kg/cm ²
Modelo del generador de vapor..........DS 10/57 IZQ.
Año de fabricación............................ 1989
Fabricada en......................................México bajo licencia de Babcock & Wilcox LTD
Cantidad de quemadores..................1
Tipo de quemadores......................... Flujo paralelo

13
Combustible utilizado....................... combustoleo
Atomización de combustible..............vapor saturado
Presión de operación........................12 kg/cm
Temperatura del vapor......................saturado
Combustible para encendido............ gas LP
Generación de vapor promedio.........9.5 ton. /h
Hogar tipo...........................................presurizado
Presión de hogar de diseño...............250 mm C.A.
El sistema de control incluido en el generador de vapor era equivalente a la descripción en el
inciso 3 del Capitulo 1; es decir, como se puede ver en las imágenes siguientes; incluía un
sistema de control de combustión y nivel en domo utilizando controladores electrónicos tipo
stand-alone de la marca Bailey Controls modelo CLC; los cuales, al igual que los transmisores,
dejaron de fabricarse desde hace diez años debido a que este fabricante fue comprado por la
marca ABB, que por decisión estratégica dejó de fabricar estos productos algunos años mas
tarde de la compra. Por otra parte, el sistema de protección y encendido se construyó en base a
un controlador también electrónico de la marca Fireye; el cual, realiza una secuencia de
encendido y protección del generador de vapor tipo manual supervisada con luces piloto y
botones del Operador, en concordancia con las recomendaciones de NFPA 85, e incluía un
sistema de detección de flama tipo Infrarrojo (IR) adecuado para ver la radiación infrarroja de la
flama del quemado de combustoleo, pero sin auto-chequeo de éste dispositivo; lo cual,
incumplía los requerimientos de NFPA para la capacidad de este generador de vapor.

14
Fig. 2.1 Tablero de control de la caldera con instrumentos electrónicos
En lo que respecta al sistema de registro de operación el sistema de monitoreo estaba
construido en base a la utilización de registradores de tres plumas tipo electrónico; los cuales
graficaban sobre un rollo de papel con graduaciones en unidades de ingeniería de una de las
variables ó en porcentaje (0 a 100 %) dando información parcial de las mediciones reales por
no mostrar unidades de ingeniería. Finalmente, el sistema de alarmas era un dispositivo
también electrónico construido independiente de cualquier otro sistema de tal forma que en
caso de presentarse una condición de alarma, esta se mostraba al operador por el destello de
una lámpara de tras de la leyenda de la alarma, con el defecto de que podían presentarse
varias de forma simultanea pero sin un sistema que dejara conocer al Operador, acerca de cual
se había presentado primero; lo cual serviría para corregir mas rápido la falla presentada.
Las siguientes imágenes muestran aspectos de la construcción del sistema de control original:

15
Fig. 2.2 Tuberías de suministro y retorno de combustible a quemador con instrumentos
Fig. 2.3 Vista frontal de la caldera: quemador e instrumentos

16
Fig. 2.4 Válvula de control de flujo de agua
Fig. 2.5 Instrumentos presión, flujo y nivel

17
Fig. 2.6 Domo superior de caldera con instrumentos: columna de nivel, indicador visual de nivel, interruptor por muy bajo nivel y válvulas de seguridad
Adicional a la obsolescencia de los instrumentos del sistema de control y de protección y
encendido, los problemas a resolver son los que a continuación se enlistan:
- Sistema de alarmas con detección de primera alarma.
- Detección de flama con auto-chequeo.
- Mediciones y lecturas en unidades de ingeniería.
- Diseño que permita detectar con rapidez anomalías en los sistemas de control.
- Instalación para asegurar confiabilidad y bajo costo de mantenimiento.
- Información que muestre la eficiencia de generación de vapor.
- Diseño de control que permita integrarse a la red de control de procesos.
- Instalar doble válvula para corte de combustible a quemador.
18
3. MARCO TEÓRICO
3.1 Generadores de vapor
En esencia, un generador de vapor es un contenedor dentro del cual se puede alimentar agua
y, por la aplicación de calor, se evapora continuamente como vapor. Los primeros diseños de
calderas fueron un simple contenedor con una tubería de alimentación y otra de salida de
vapor, montadas sobre un soporte. El combustible era quemado de tal forma que el calor era
dirigido hacia la parte inferior de la superficie del contenedor y la mayoría de esta superficie
quedaba fuera del flujo de gases calientes.
Los diseñadores aprendieron que calentando un único depósito de agua era completamente
ineficiente, que era necesario llevar más de esta agua dentro de un contacto cerrado con el
calor. Una de las maneras para hacer esto es dirigir los productos calientes de la combustión a
través de tubos en el interior de un Generador de vapor. Tales diseños son llamados de "tubos
de humo" que no solamente incrementan la superficie de calentamiento al agua sino que
también tienden a distribuir más uniformemente la formación de vapor a través de la masa de
agua.
En contraste a la idea de "tubos de humo", los diseños de generadores de vapor del tipo "tubos
de agua" que se caracterizan por uno o más domos relativamente pequeños con una gran
cantidad de tubos a través de los cuales circula la mezcla agua-vapor. Esta subdivisión de
partes de presión hace posible tener grandes capacidades y altas presiones de operación.
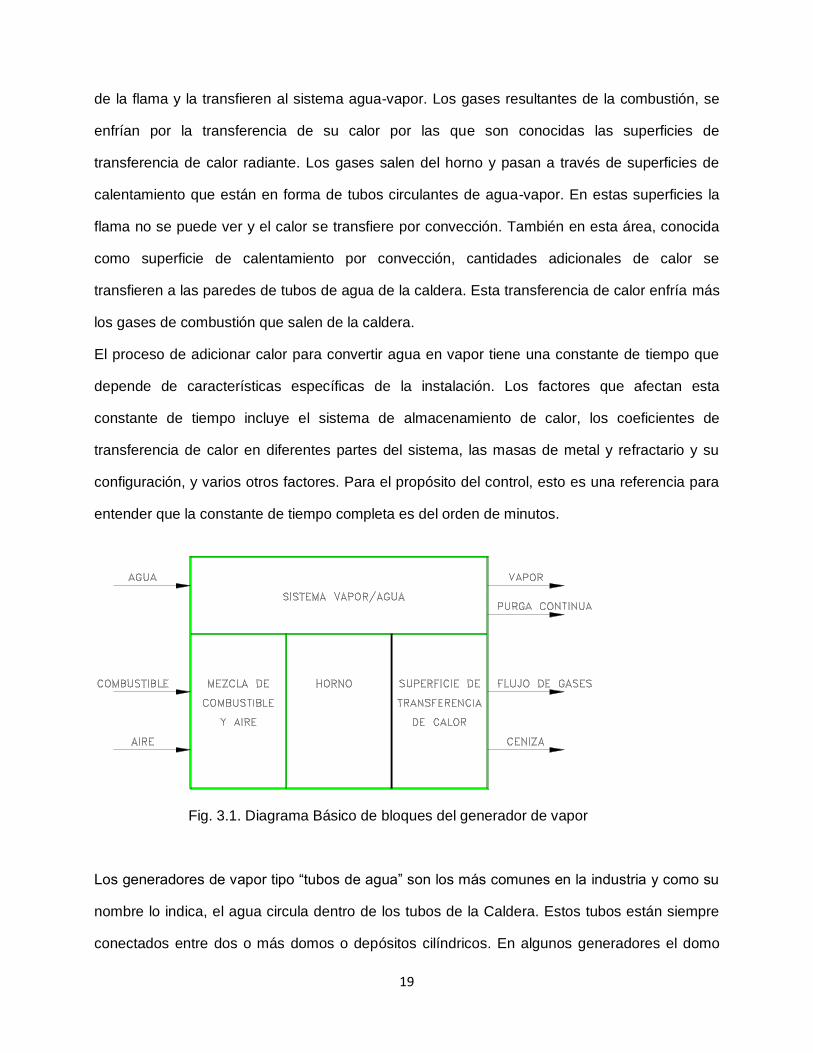
Un diagrama básico de un Generador de vapor se muestra en la Figura 3.1. Este diagrama
muestra que una "Caldera" incluye dos sistemas separados. El primero es un sistema es el
sistema agua-vapor. El otro sistema es el sistema combustible-aire-gases de combustión; el
cual provee el calor que transforma el agua. La entrada a este sistema es combustible y el aire
necesario para quemar el combustible.
En este sistema el aire y el combustible son mezclados y quemados en el horno de la "Caldera".
El resultado de la combustión convierte la energía química del combustible a energía térmica o
calor. El horno usualmente está formado por una superficie de transferencia de calor construida
con tubos por los cuales circula la mezcla de agua-vapor. Estos tubos reciben radiación caliente
19
de la flama y la transfieren al sistema agua-vapor. Los gases resultantes de la combustión, se
enfrían por la transferencia de su calor por las que son conocidas las superficies de
transferencia de calor radiante. Los gases salen del horno y pasan a través de superficies de
calentamiento que están en forma de tubos circulantes de agua-vapor. En estas superficies la
flama no se puede ver y el calor se transfiere por convección. También en esta área, conocida
como superficie de calentamiento por convección, cantidades adicionales de calor se
transfieren a las paredes de tubos de agua de la caldera. Esta transferencia de calor enfría más
los gases de combustión que salen de la caldera.
El proceso de adicionar calor para convertir agua en vapor tiene una constante de tiempo que
depende de características específicas de la instalación. Los factores que afectan esta
constante de tiempo incluye el sistema de almacenamiento de calor, los coeficientes de
transferencia de calor en diferentes partes del sistema, las masas de metal y refractario y su
configuración, y varios otros factores. Para el propósito del control, esto es una referencia para
entender que la constante de tiempo completa es del orden de minutos.
Fig. 3.1. Diagrama Básico de bloques del generador de vapor
Los generadores de vapor tipo “tubos de agua” son los más comunes en la industria y como su
nombre lo indica, el agua circula dentro de los tubos de la Caldera. Estos tubos están siempre
conectados entre dos o más domos o depósitos cilíndricos. En algunos generadores el domo

20
inferior es reemplazado por un cabezal de tubos. El domo superior, llamado domo de vapor, se
mantiene aproximadamente a la mitad lleno de agua. El domo inferior está completamente lleno
con agua y es el punto bajo de la caldera.
En una caldera de "tubos de agua" calentando los tubos "subientes" con gases producto de la
combustión el agua tiende a circular y el vapor a permanecer en el domo de vapor. Este
principio se muestra en la Figura 3.2. Particularmente este tipo de generador de vapor no se
había construido hasta los años 50's pero ahora muchas están en servicio.
Fig. 3. 2. Circulación en los tubos de agua
Debido a que las calderas de tubos de agua pueden ser diseñadas fácilmente para
grandes o pequeños volúmenes de hornos usando la misma superficie de calentamiento por
convección, las calderas de tubos de agua son particularmente útiles para quemar combustibles
sólidos. También son aplicables para grandes tamaños y presiones desde 4 hasta 400 Bar.
Actualmente el tamaño mínimo disponible de calderas industriales de tubos de agua es de
aproximadamente de 100 a 1000 kg/hr de vapor-equivalente a 600 o 750 BoHP (caballos fuerza
caldera). Muchas calderas de tubos de agua que están operando actualmente son de tamaños
entre 250 y 300 BoHP.
VAPOR
DOMO SUPERIOR
AGUA
CALOR CIRCULA
CION DE
AGUA
DOMO INFERIOR

21
Un típico generador de vapor industrial de tubos de agua para quemar gas y combustible
líquido es una caldera paquete (ensamblada en fábrica) se muestra en la Figura 3. Tales
calderas, generalmente tienen un solo quemador con una generación de vapor de hasta
aproximadamente 56,000 kg/hr pero están disponibles en tamaños hasta de aproximadamente
115,000 kg/hr con uno o mas quemadores.
Fig. 3.3 Caldera de tubos de agua.
3.2 Fundamentos de control automático
El elemento mas fundamental de cualquier sistema de control automático es el lazo de control
cerrado. El concepto de control retroalimentado no es nuevo; la primera vez que se aplicó este
control fue en 1774 por James Watt para controlar la velocidad en una antigua máquina de
vapor. Aunque los lazos de control se desarrollaron lentamente, el primer sistema de
transmisión neumático no llego a ser muy conocido hasta los anos 40's. En los años más
recientes ha habido un extenso estudio y desarrollo en la teoría y aplicación de los lazos de
control cerrados. Ahora mismo, la aplicación de los lazos de control cerrados es un elemento
DOMO SUPERIOR
DOMO INFERIOR
QUEMADOR
INSTRUMENTOS
DE CONTROL
INDICADOR DE NIVEL

22
esencial en la prosperidad y fabricación económica virtualmente en cada producto industrial
desde el acero hasta la comida de un desayuno. Este lazo de control cerrado que es tan
importante para la industria esta basado en algunos principios muy simples y fáciles de
entender. Esta sección trata de este lazo de control, sus elementos básicos, y el principio
básico de su aplicación.
3.2.1 Funciones del Control Automático
La idea básica del lazo de control cerrado es más fácil de entender si imaginamos que
un Operador debería hacerlo como si el control automático no existiera. La Figura 4 muestra
una aplicación común del control automático encontrada en muchas plantas industriales, un
intercambiador de calor el cual usa vapor para calentar agua fría. En operación manual, la
cantidad de vapor que entra al intercambiador de calor depende de la presión de aire a la
válvula la cual se fija en el regulador manual. Para controlar la temperatura manualmente, el
operador desearía ver la temperatura indicada, y por comparación de esta con la temperatura
deseada el abrirá o cerrara la válvula para admitir mas o menos vapor. Cuando la temperatura
haya llegado al valor deseado, el operador simplemente mantendrá la salida de la válvula para
mantener la temperatura constante. Bajo control automático, el controlador de temperatura
ejecutará la misma función. La señal de medición al controlador desde el transmisor de
temperatura está continuamente comparándose a la señal de punto de ajuste prefijada en el
controlador. Basado en una comparación de señales, el controlador automático puede decir
cuando la señal de medición está por arriba o por abajo del punto de ajuste y mueve la válvula
de acuerdo y hasta que la medición (temperatura) llegue a su valor final.

23
Figura 3.4. Intercambiador de Calor
3.2.2 Lazo cerrado de control
Este lazo de control sencillo con retroalimentación sirve para ilustrar los cuatro componentes
principales de cualquier lazo cerrado de control (Figura 3.5).
Figura 3.5. Control de temperatura
PRESION DE VAPOR AL
INTERCAMBIADOR
AGUA CALIENTE A 60 °C
A
AGUA FRIA
A 10 °c
TRAMPA DE VAPOR
ENTRADA VAPOR
RETORNO CONDENSADOS
VALVULA
CONTROL
INTERCAMBIADOR
DE CALOR
SENSOR DE
TEMPERATURA
CONTROLADOR DE TEMPERATURA

24
La medición: La medición sirve para indicar el valor de la variable controlada del lazo de
control. Las mediciones más comunes usadas en la industria son el flujo, la presión, el nivel, la
temperatura y mediciones de análisis tales como el pH, el ORP y muchas otras particulares a
industrias específicas.
El actuador final: Para todo proceso debe existir un actuador final de control, el cual regula el
suministro de energía o material al proceso y cambia la señal de medición. En la mayoría de las
veces, es algún tipo de válvula de control, pero también puede ser un alimentador o motor con
control de velocidad, compuerta con control de posición etc.
El proceso: Las clases de procesos encontrados en las plantas industriales son tan diversos
como los materiales que ellas producen. Estos pueden variar desde el simple y ordinario, tales
como lazos de control de relación de flujo, hasta los muy grandes y complejos tales como
columnas de destilación en la industria petroquímica.
3.3.3 El Controlador Automático
El último elemento del lazo es el controlador automático. Su trabajo es el control de la
medición. El "control" significa mantener la medición dentro de limites aceptables. En este
trabajo, los mecanismos dentro de un controlador automático no serán considerados. De este
modo, los principios a ser discutidos pueden ser aplicados igualmente bien a ambos
controladores electrónicos o neumáticos y para los controladores de cualquier fabricante. Todos
los controladores automáticos utilizan la misma respuesta general, también los mecanismos
internos y las definiciones dadas para estas respuestas pueden ser ligeramente diferentes de
un fabricante a otro.
Un concepto básico es, que para que exista el control automático con retroalimentación, el
lazo de control debe ser cerrado. Esto significa que la información debe ser continuamente
pasada a través del lazo. El controlador debe ser capaz de mover la válvula, la válvula debe ser
capaz de afectar la medición, y la señal de medición debe ser reportada al controlador. Si esta
trayectoria se rompe en cualquier punto, se dice que el lazo está abierto. Tan pronto como el

25
lazo es abierto, como por ejemplo, cuando el controlador automático se pone en modo manual,
la salida de control automática no será capaz de mover la válvula. De esta forma las señales del
controlador en respuesta a condiciones de cambio en la medición no afectarán la válvula y el
control automático no existe
Figura 3.6. Lazo de Control Automático

26
4. SOLUCIÓN PROPUESTA
4.1 Introducción
Los sistemas de control de un Generador de vapor son multivariables con los lazos de
control de combustible, aire de combustión, agua de alimentación interactuando con los demás
sistemas. Éstos pueden ser comprendidos fácilmente si se tienen conocimientos básicos de
lazos de control y sus requerimientos de aplicación.
Todos los generadores de vapor instalados en las fabricas del grupo Nestlé México en su gran
mayoría son tipo “tubos de agua”, utilizan un quemador capaz de quemar combustoleo como
combustible principal y diesel como combustible para iniciar la marcha después de un paro
prolongado de la producción; y existen algunos otros que en lugar de combustoleo queman gas
natural y no requieren quemar diesel.
En la primera fase del proyecto, con el primer objetivo de estandarizar los sistemas de control
de todas las calderas del grupo; se decidió por tener una arquitectura de control similar a la de
los sistemas de control de proceso; los cuales, tienen como base la utilización de los
controladores lógicos programables, más comúnmente conocidos como PLC’s; en los cuales,
se programan las secuencias de los sistemas de control analógicos y lógicos. Los PLC’s
utilizados en Nestlé México son marca Allen Bradley. Como Interfase para Operación y
Visualización del Operador (HMI), se utilizan computadoras de construcción mas robusta; las
cuales, son en esencia computadoras de escritorio con hardware más robusto, para ejecutar las
aplicaciones de control configuradas a través de “pantallas”, en un software marca GE llamado
comercialmente Cimplicity; el cual, también es estándar en las aplicaciones de control de
procesos de Nestlé México.
Por tamaño de las calderas y con el objetivo de lograr tener la mayor seguridad, eficiencia y
controlabilidad del proceso de generación de vapor, se decidió utilizar los siguientes sistemas
de control:
1. Sistema de control de demanda de vapor común a todas las calderas.
2. Sistema de control de combustión del tipo “limites cruzados”,
3. Sistema de control de agua de alimentación de “tres elementos” ,

27
4. Sistema de control de presión diferencial de vapor para atomización, y
5. Sistema de Protección y Encendido basado en recomendaciones NFPA 8501
En esta etapa del diseño fue indispensable conocer a detalle las especificaciones de la unidad a
controlar, para lo cual se elabora como parte del procedimiento de diseño, el llenado del
cuestionario, tanto de la caldera como de los equipos auxiliares usados para su operación. De
estos datos se desprenderá la solución técnica específica para hacer la selección correcta de
los instrumentos, desde los elementos primarios de medición, los transmisores, elementos
finales de control y equipos complementarios.
También, del conocimiento de los datos del fabricante de la caldera, así como las partes de que
se compone, nos dará una idea exacta del número y tipo de variables a controlar, y por ende el
número de lazos de control a implementar y el equipo a seleccionar.
La selección de los instrumentos estará supeditada a factores tales como: cumplimiento de
normas locales e internacionales, marcas estándares de fábrica y sobre todo el que existan
instrumentos y equipos diseñados para éste fin.
4.2 Parámetros de Diseño
LUGAR DE INSTALACIÓN: _______Ocotlán, Jal.____
AGUA DE ALIMENTACION (100% DE CARGA)
CONSUMO DE AGUA:_________________20_____m³/h __20,000___Kg./Hr
TEMPERATURA AGUA ALIMENTACION:_______96_____°C.
CAIDAS DE PRESIÓN EN VALVULAS DE NO RETORNO DE AGUA:___0.15__Bar
DISTANCIA ENTRE TOMAS DEL DOMO:____600__mm
CANTIDAD DE ELECTRODOS EN COLUMNA DE AGUA: ____4___
DISTANCIA DE TOMA INFERIOR A NIVEL NORMAL:______250__mm
PRESIÓN DESC. BOMBA AGUA AL 100%:____20__Bar
PRESIÓN DESC. BOMBA AGUA AL 50%:____15.5__ Bar
28
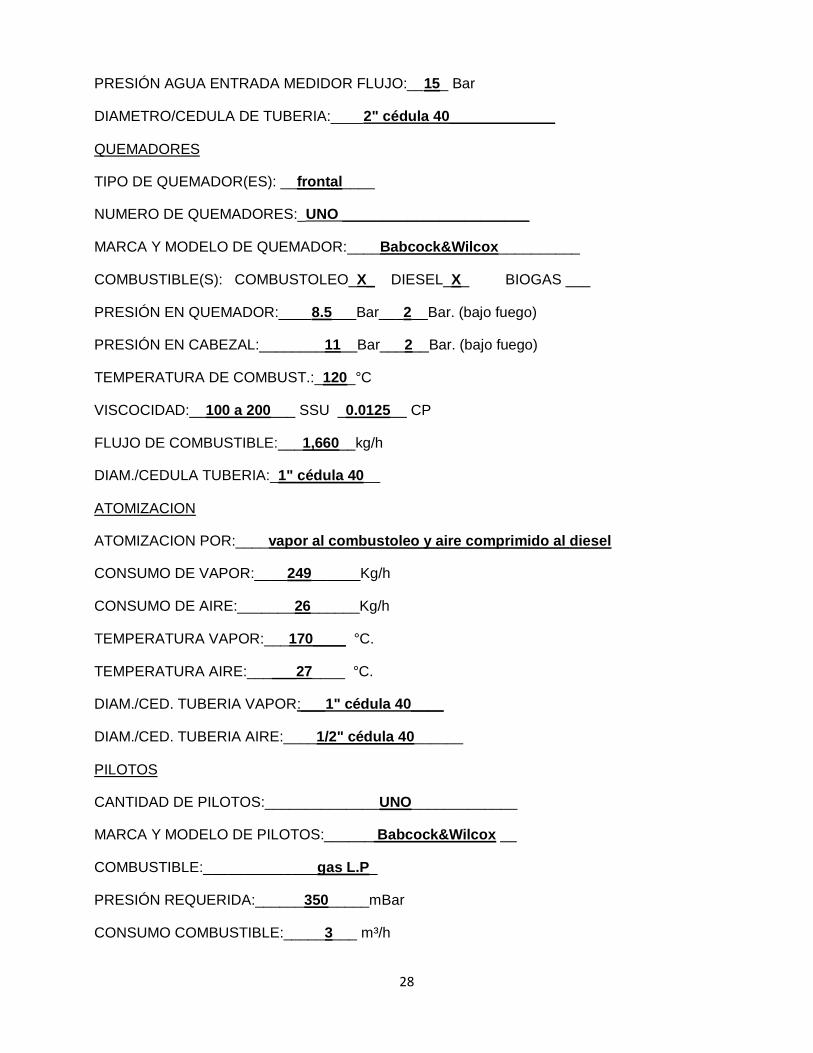
PRESIÓN AGUA ENTRADA MEDIDOR FLUJO:__15_ Bar
DIAMETRO/CEDULA DE TUBERIA:____2" cédula 40_____________
QUEMADORES
TIPO DE QUEMADOR(ES): __frontal____
NUMERO DE QUEMADORES:_UNO _______________________
MARCA Y MODELO DE QUEMADOR:____Babcock&Wilcox__________
COMBUSTIBLE(S): COMBUSTOLEO_X_ DIESEL_X_ BIOGAS ___
PRESIÓN EN QUEMADOR:____8.5___Bar___2__Bar. (bajo fuego)
PRESIÓN EN CABEZAL:________11__Bar___2__Bar. (bajo fuego)
TEMPERATURA DE COMBUST.:_120_°C
VISCOCIDAD:__100 a 200___ SSU _0.0125__ CP
FLUJO DE COMBUSTIBLE:___1,660__kg/h
DIAM./CEDULA TUBERIA:_1" cédula 40__
ATOMIZACION
ATOMIZACION POR:____vapor al combustoleo y aire comprimido al diesel
CONSUMO DE VAPOR:____249______Kg/h
CONSUMO DE AIRE:_______26______Kg/h
TEMPERATURA VAPOR:___170____ °C.
TEMPERATURA AIRE:______27____ °C.
DIAM./CED. TUBERIA VAPOR:___1" cédula 40____
DIAM./CED. TUBERIA AIRE:____1/2" cédula 40______
PILOTOS
CANTIDAD DE PILOTOS:______________UNO_____________
MARCA Y MODELO DE PILOTOS:______ Babcock&Wilcox __
COMBUSTIBLE:______________gas L.P_
PRESIÓN REQUERIDA:______350_____mBar
CONSUMO COMBUSTIBLE:_____3___ m³/h

29
PRESIONES A 100% CARGA
PRESIÓN AIRE SALIDA V.T.F.__________210___mm C.A.
PRESIÓN EN CAJA DE AIRE___________170____mm C.A.
PRESIÓN EN HOGAR:__________________89___mm C.A.
PRESIÓN GASES SALIDA CALDERA:______45___mm C.A.
4.3 Control de Combustión
El sistema de control de límites cruzados es el sistema de control que ofrece una mayor
seguridad debido a que impide una mezcla rica en combustible en el "hogar" de la Caldera. Este
tipo de control se especifica normalmente en la actualidad sin importar el tamaño y tipo de la
Caldera y la clase del combustible que vaya a ser quemado.
Como se muestra en la Figura 6, el controlador maestro de presión PIC-10 genera la
señal de demanda de la relación de quemado de combustible, a los selectores de señal mayor y
menor (HSS-30 y LSS-60). La función de control de estos selectores de señal es llamada
"límites cruzados aire-combustible". El selector de señal mayor también recibe la señal de flujo
de combustible como una entrada, y su salida es el "punto de ajuste" remoto del controlador de
flujo de aire FIC-30. El selector de señal menor también recibe la señal de flujo de aire como
una entrada, y su salida es el punto de ajuste para el controlador de flujo de combustible FIC-
60. Cuando la señal de demanda de la relación de quemado se incrementa, el selector de señal
mayor proporciona el punto de ajuste remoto al controlador de flujo de aire FIC-30, y el selector
de señal menor bloquea la señal de demanda de la relación de quemado al controlador de flujo
de combustible FIC-60. Entonces el flujo de aire inmediatamente empieza a incrementarse
según se incremente la señal de demanda de la relación de quemado. El selector de señal
menor permite el paso de la señal de flujo de aire incrementándose como punto de ajuste del
controlador de flujo de combustible FIC-60. De esta forma el flujo de aire se incrementa antes
de que el flujo de combustible se incremente.
Cuando la señal de demanda del quemado de combustible disminuye, el selector de señal
menor proporciona el punto de ajuste remoto al controlador de flujo de combustible, y el selector

30
de señal mayor bloquea la señal de demanda al controlador de flujo de aire. El flujo de
combustible inmediatamente empieza a disminuir siguiendo el decremento en el valor de la
señal de demanda. El selector de señal mayor permite el paso de la señal de flujo de
combustible que esta disminuyendo, como el punto de ajuste del controlador de flujo de aire
para disminuir el flujo de aire. De esta forma, también disminuye el flujo de combustible antes
de que el flujo de aire disminuya.
Si un mal funcionamiento causa un decremento en el flujo de aire, el selector de señal
menor permite el paso de la señal de flujo de aire al controlador de flujo de combustible. El flujo
de combustible disminuirá en proporción al flujo de aire sin importar la demanda de vapor del
sistema; esta disminución evitará tener una mezcla rica en combustible en el "hogar" de la
caldera.
En este sistema de control, el flujo de aire siempre se incrementa antes que el flujo de
combustible lo haga, y el flujo de combustible siempre disminuirá antes que el flujo de aire.
El sistema de control de combustión incluye a las estaciones automático/manual y de control
PIC-10 (llamado control maestro de presión), que genera la señal demanda. El controlador FIC-
30, permite tener el control del flujo de aire y el controlador FIC-60 se encarga del control del
flujo de combustible y manipulación de la posición de la válvula de control de combustible.
La indicación de la variable de proceso en la estación FIC-60 corresponde a la señal de
medición del flujo de combustoleo. Esta señal de la variable de proceso corresponde a una
indicación relacionada con la cantidad de calor (BTU/HR) que se quemará en el interior de la
Caldera.

31
Figura 4.1. Diagrama del Sistema de Control de Combustión
4.4 Control de Agua de Alimentación
El sistema de control de agua de alimentación es del tipo de tres elementos; el cual se usa en
Generadores de vapor que tienen grandes y rápidos cambios de "carga", para mantener el nivel
en el domo de vapor en los mismos. El sistema de control de tres elementos, mostrado en la
Figura 8, mantiene la entrada de agua igual a la salida de vapor, y usa el nivel del domo, el flujo
de vapor y el flujo de agua de alimentación como variables de proceso para controlar y
mantener el nivel de agua en el domo de vapor.
PT
0010
?
PI
T AA
f(x)
S.P.
f(x)
ACTUADOR ROTATORIO
CONTROL FLUJO DE AIRE
PIC 0010
CONTROLADOR
PRESION VAPOR
FIC 0060
CONTROLADOR
FLUJO COMB.
TRANSMISOR
PRESION VAPOR
f(x)
VÁLVULA CONTROL
FLUJO DE COMBUSTIBLE
SEÑAL DE
DEMANDA
FIC 0030
CONTROLADOR
FLUJO AIRE
FT
0060
TRANSMISOR
FLUJO COMBUSTIBLE
?
PI
T A
< > ?
PI
T A
FT
0030
TRANSMISOR
FLUJO AIRE
S.P.S.P.
TT 0%0%
FUEGO
MINIMO
FUEGO
MINIMO
100%
BARRIDO
HOGAR
GENERADOR
DE FUNCIONES
SELECTOR
DE SEÑAL
MENORSELECTOR
DE SEÑAL
MAYOR
32
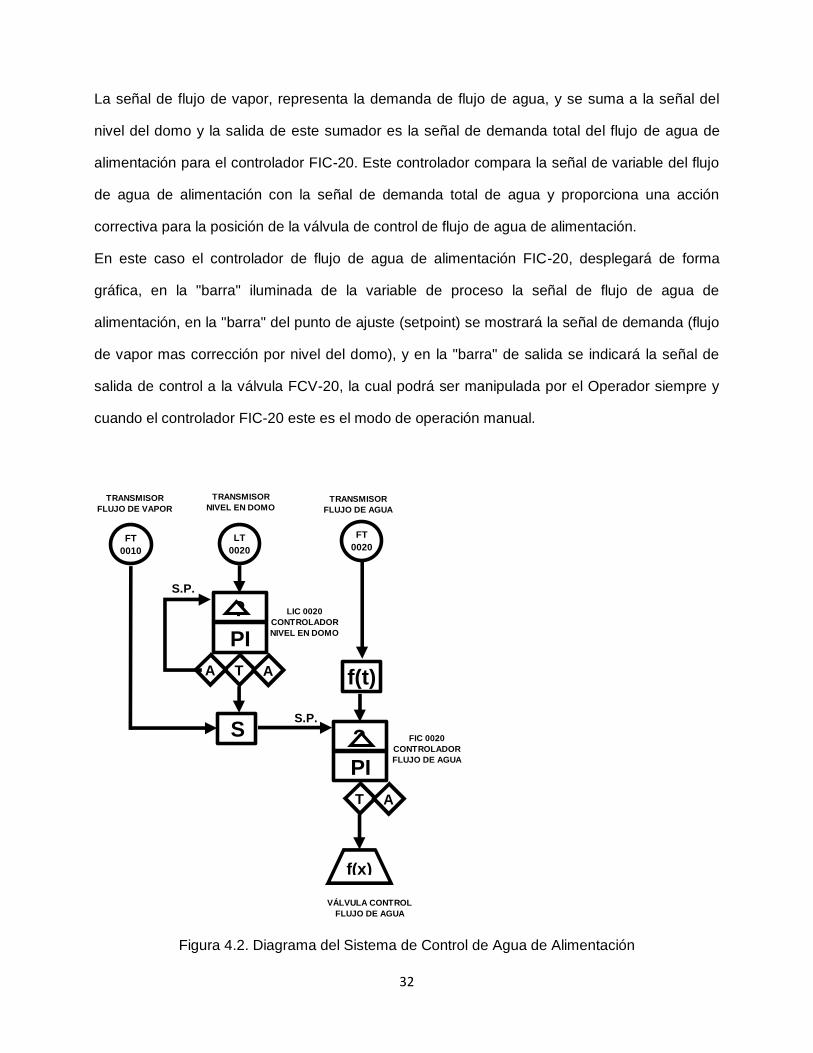
La señal de flujo de vapor, representa la demanda de flujo de agua, y se suma a la señal del
nivel del domo y la salida de este sumador es la señal de demanda total del flujo de agua de
alimentación para el controlador FIC-20. Este controlador compara la señal de variable del flujo
de agua de alimentación con la señal de demanda total de agua y proporciona una acción
correctiva para la posición de la válvula de control de flujo de agua de alimentación.
En este caso el controlador de flujo de agua de alimentación FIC-20, desplegará de forma
gráfica, en la "barra" iluminada de la variable de proceso la señal de flujo de agua de
alimentación, en la "barra" del punto de ajuste (setpoint) se mostrará la señal de demanda (flujo
de vapor mas corrección por nivel del domo), y en la "barra" de salida se indicará la señal de
salida de control a la válvula FCV-20, la cual podrá ser manipulada por el Operador siempre y
cuando el controlador FIC-20 este es el modo de operación manual.
Figura 4.2. Diagrama del Sistema de Control de Agua de Alimentación
FT
0010
LT
0020
TRANSMISOR
FLUJO DE VAPOR
TRANSMISOR
NIVEL EN DOMO
?
PI
T AA
S ?
PI
T A
f(t)
FT
0020
TRANSMISOR
FLUJO DE AGUA
f(x)
S.P.
S.P.
VÁLVULA CONTROL
FLUJO DE AGUA
LIC 0020
CONTROLADOR
NIVEL EN DOMO
FIC 0020
CONTROLADOR
FLUJO DE AGUA

33
4.5 Sistema de Protección y Encendido
El sistema de protección y encendido está diseñado para asegurar la ejecución de una
secuencia de operación segura y ordenada en el arranco y paro del equipo de quemado de
combustible y para prevenir errores de omisión o funcionamiento en dichos procedimientos de
operación segura.
El sistema se encarga de la protección del generador de vapor contra mal funcionamiento del
equipo de quemado de combustible y sistemas de aire de combustión asociados. Las
características de seguridad del sistema están diseñadas para protección en la mayoría de las
situaciones de emergencia más comunes; sin embargo, EL SISTEMA NO PUEDE SUPLANTAR
LA INTELIGENCIA Y JUICIO RAZONABLE DEL OPERADOR EN TODAS LAS SITUACIONES.
En algunas fases de la operación, el sistema de protección y encendido tiene sistemas
(interlocks) de permisivos, solamente para tener seguridad en la secuencia de encendido de la
caldera. Cuando la unidad está en servicio, el Operador debe utilizar normalmente las prácticas
aceptadas de operación segura.
Esta sección da una descripción completa del Sistema de Protección y Encendido (SPyE)
considerado para esta caldera. Por lo cual se describen las diferentes fases de operación y el
equipo de quemado de combustible y sistema de aire de combustión asociados.
En términos generales el sistema está diseñado para ejecutar las siguientes funciones:
- Evitar iniciar el quemado del combustible si no ha sido completada satisfactoriamente, la
secuencia de barrido o purga del horno.
- Evitar el encendido de los quemadores si determinadas condiciones de encendido o
permisivos no han sido satisfechos.
- Monitorear y controlar la secuencia de encendido y apagado del quemador.
- Proveer indicaciones visuales del estado de la secuencia al Operador.
- Proporcionar la supervisión de flama cuando el quemador esté en servicio y efectuar el
"disparo maestro de combustible" bajo ciertas condiciones de combustión inaceptables.

34
- Llevar a cabo el "Disparo maestro de combustible" bajo ciertas condiciones inseguras de
operación de la caldera.
Operación de encendido
Purga de hogar de caldera:
Antes de que se lleve a cabo el quemado del combustible (antes o después de un "disparo" de
caldera), se debe completar satisfactoriamente primero un ciclo de barrido del horno. Antes de
iniciar el ciclo de "purga", el sistema de control verifica que se cumplan los siguientes
requerimientos:
1. Válvulas de corte de gas a piloto desenergizadas.
2. Válvula de corte de recirculación de combustóleo abierta.
3. Válvulas de corte de combustóleo a quemador cerrada.
4. Detector de flama indicando que no hay presencia de flama.
5. No existe condición de "disparo" por estar establecidas las condiciones.
Adicionalmente deben estar presentes las condiciones que a continuación se enlistan:
- Ventilador de tiro forzado (VTF) operando
- No existe alta presión en el hogar
- No existe bajo nivel en el domo
- Existe un mínimo de flujo de aire de combustión
- No existe alta presión en el domo de vapor
Cuando todas estas condiciones son satisfechas, se indica en pantalla (PURGA LISTA). Al
seleccionar con el “ratón” el “botón” (INICIAR PURGA), se iniciara el ciclo de purga, el cual dura
60 segundos, y está indicado en el contador de TIEMPO DE PURGA de esta pantalla. Es
importante aclarar que para que se inicie el periodo de purga, el sistema de control de
combustión abre al máximo, en forma automática, las compuertas de succión del ventilador de
tiro forzado mediante la estación de control de flujo de aire. De esta manera, se actuarán los
interruptores de "purga del hogar" presente y compuertas del VTF abiertas.
Al finalizar el periodo de los 60 segundos, y cumplidas las condiciones de inicio de purga, se
restablecerá el sistema "disparo" de la caldera y se indicará PURGA TERMINADA. En este

35
momento, el sistema mandará cerrar las compuertas del V.T.F., para poder continuar la
secuencia de encendido del piloto en forma automática.
Encendido del piloto
El piloto será encendido por el sistema de protección y encendido de la caldera al terminar el
ciclo de “purga”, energiza para abrir las válvulas de corte de gas a piloto (SV 0140 y SV 0142) y
energiza para cerrar la válvula de venteo (SV 0142) simultáneamente, iniciándose de esta
forma, un ciclo de encendido, de diez segundos cada vez, y que comprende también que
genere chispa el transformador de ignición (IT 0130), para que se encienda el piloto,
debiéndose detectar flama en el piloto antes de terminarse los diez segundos que dura el ciclo;
lo cual, será indicado con la presencia de la flama del piloto en la pantalla de ENCENDIDO DEL
QUEMADOR, como consecuencia de que el detector de flama está “observando” la flama.
En caso de que la presencia de flama no sea detectada al terminarse el ciclo de lo diez
segundos, el sistema de protección y encendido se pondrá en condición de “disparo”; por lo
cual, para intentar encender el piloto nuevamente será necesario realizar el ciclo de “purga”.
Encendido con combustoleo
El atomizador debe estar insertado y perfectamente bien asegurado en su tubo guía. Antes de
que el quemador de combustóleo pueda ser encendido, el sistema de protección y encendido
comprueba que las siguientes condiciones se cumplan:
1.- Piloto encendido
2.- Válvula de corte del cabezal de recirculación de combustóleo abierta
3.- Temperatura de combustóleo mayor a 100 grados centígrados
4.- Flujo de aire establecido a través de la caldera
5.- El sistema de "disparo" de la caldera este restablecido
6.- Presión suministro de vapor para atomización mayor a la mínima requerida (7 Kg./cm2)
7.- Presión de combustóleo a quemador mayor a la mínima requerida (7 Kg./cm.)
8.- Presión vapor atomización a quemador mayor a la mínima requerida (7 Kg/cm)
9.- La válvula de corte de vapor para atomización abierta (desde que se inicia la purga)

36
Si las condiciones arriba indicadas están cumplidas, el sistema de protección y encendido
(SPyE) iniciará la secuencia de encendido para poner en servicio el atomizador de
combustoleo, abriéndose la válvula de corte de combustible al quemador y cerrándose la
válvula de recirculación del mismo simultáneamente.
Cuando el SPyE detecta que la válvula de corte de combustoleo a quemador esta
completamente abierta, la flama del quemador aparece dentro de la caldera en la pantalla de
ENCENDIDO DEL QUEMADOR.
Operación de Apagado
Apagado de piloto
Un apagado normal de un piloto lo lleva a cabo en forma automática el sistema de protección y
encendido al desenergizar las válvulas de corte de gas a piloto después de transcurridos 30
segundos, contados a partir que se inició el encendido del quemador.
Cualquiera de las condiciones que a continuación se enlistan, en caso de presentarse,
provocan que el piloto se apague en forma automática:
1.- Pérdida del suministro eléctrico
2.- Cierre de las válvulas de corte de gas
3.- Condiciones de "disparo" de la Unidad
Apagado del quemador
Un apagado normal del quemador se lleva a cabo por el Operador seleccionando y oprimiendo
momentáneamente con el botón izquierdo del ratón, el “botón” APAGAR QUEMADOR o el
botón DISPARO DE EMERGENCIA. Esto provoca cancelar de servicio el quemador
correspondiente en la secuencia siguiente:
1.- La válvula de corte de combustoleo a quemador se cierra
2.- La válvula de corte de vapor para atomización se cierra 10 segundos después de que se
cerró la válvula de combustóleo, para limpiar parcialmente el atomizador.

37
En cualquiera de las condiciones, enlistadas a continuación, se "dispara" el quemador; lo cual
terminará en un apagado total del mismo.
1.- Cerrar la válvula de corte manual de combustoleo a quemador
2.- Una señal de disparo dada por cualquiera de las siguientes condiciones:
2.a Cierre válvula manual de corte principal del cabezal de suministro de combustible.
2.b Pérdida del suministro eléctrico del sistema.
2.c. Condición de "disparo" presente.
Disparo de la caldera
Cualquiera de las siguientes condiciones al presentarse causarán un “paro” ó "disparo" de la
caldera, el cual tendrá como resultado un apagado total del combustible, requiriéndose otro
ciclo de purga del "hogar" antes de poder reencender el quemador:
1.- Pérdida del suministro eléctrico.
2.- Desenergizar el motor del Ventilador de Tiro Forzado (VTF).
3.- Alta presión en el hogar de la Caldera.
4.- Flujo de aire de combustión menor al mínimo calibrado.
5.- Disparo por falla en la detección de flama del quemador.
6.- Bajo nivel del domo.
7.- Alta presión en el domo de vapor.

38
Fig. 4.3. Diagrama de bloques del sistema de protección y encendido que corresponde a “purga de caldera”
ENERGIZAR
SISTEMA
NIVEL DOMO > MIN.
1.- PRESION DE VAPOR < MAX.
2.- PRESIÓN EN HOGAR < MAX.
3.- SIN PRESENCIA DE FLAMA
4.- VÁLV'S COMBUSTIBLE
OPRIMIR BOTON "INICIAR
ENCENDIDO"
INICIAR
SECUENCIA
RESTABLECE
R
ABRIR COMPUERTAS V.T.F.
¿FLUJO AIRE MAXIMO EN
HOGAR?
ENC.
APAG.
PERMISO
ENCENDE
INICIO CONTEO
TIEMPO
RESTABLECER
TEMPORIZADOR
TIEMPO TERMINADO
TEMPOR
I
ZACION
SI
SI
NO
SI
CERRAR COMPUERTAS V.T.F.
ENC.
APAG.
BARRIDO
TERMINADO
ENC.
APAG.BARRIDO
EN
NO
NO
PERMISO PARA
ENCENDIDO
CICLO PRE-
ENCENDIDO
RESTABLECE
R
ENC.
APAG.
BARRIDO
REQUERID
DISPARO DE
EMERGENCI
A

39
Fig. 4.4. Diagrama de bloques del sistema de protección y encendido que corresponde a “encendido de piloto”
INICIAR "ENCENDIDO"
DE PILOTO
RESTABLECE
R
SI
SI
ENC.
APAG.
PILOTO
ENCENDIDO
DISPARO DE
EMERGENCI
A
NO
PERMISO PARA
ENCENDIDO
ENERGIZA
R
PARA
ABRIR
VÁLVULAS DE
CORTE Y VENTEO
GAS A PILOTO
DESENERGIZA
R
PARA
CERRAR
ENERGIZA
R
P/ TENER
CHISPA
TRANSFORMADO
R
DE IGNICIÓN
DESENERGIZA
R
P/ELIMINAR
CHISPA
INICIO CONTEO
TIEMPO
RESTABLECER
TEMPORIZADOR
TIEMPO IGNICIÓN
TERMINADO
TEMPOR
I
ZACION
FLAMA PILOTO DETECTADA
NO
ENCENDER
QUEMADOR
QUEMADOR ENCENDIDO
SI
NO

40
Fig. 4.5. Diagrama de bloques del sistema de protección y encendido que corresponde a
“encendido de quemador”
1.- CICLO PRE-ENCENDIDO TERMINADO
2.-VALV. CONTROL GAS < POS. MIN.
3.- SIN PRESENCIA DE FLAMA
4.- VÁLV'S CORTE GAS CERRADAS
5.- PRESION SUMINISTRO DE GAS >
MIN.
6.- PRESIÓN GAS A QUEMADOR < MAX.
SI
NO
DISPARO DE
EMERGENCI
A
CALDERA
ENCENDIDA
ENC.
APAG.
QUEMADOR
ENCENDIDO
PILOTO
ENCENDIDO
ENERGIZA
R
PARA
ABRIR
VÁLVULAS
DE CORTE
GAS
DESENERGIZA
R
PARA
CERRAR
ENERGIZAR
PARA
CERRAR
VÁLVULA
VENTEO
GAS
DESENERGIZA
R
PARA
ABRIR
TIEMPO ENCENDIDO
QUEMADOR
RESTABLECE
R
TIEMPO TERMINADO
QUEMADOR ENCENDIDO
SI
NO
POR EL OPERADOR: ABRIR
VÁLV. "MACHO" GAS A QUEM.
RESTABLECER PILOTO
RESTABLECER
SECUENCIA
DE ENCENDIDO

41
4.7 Lista de Instrumentos
La lista de instrumentos se elabora a partir del diagrama de tubería e instrumentación (DTI) del
generador de vapor, puesto que en este dibujo se muestran en forma simbólica todos los
instrumentos requeridos para monitorear y controlar la operación del mismo. La selección del
rango de los instrumentos está basada en datos del cuestionario incluido en la sección 4.
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 FT 0130 TRANSMISOR DE PRESION DIFERENCIAL 0.5 Y 25" C.A. 3051CD1A22A1AB ROSEMOUNT
PARA MEDIR FLUJO AIRE DE COMBUSTION 4 a 20mA 4E5L4M5Q4
2 1 FE 0160 ELEMENTO SENSOR DE FLUJO TIPO MASICO 1500 kg/h F-100SR-128-SU ROSEMOUNT
PARA MEDIR FLUJO DE COMBUSTOLEO
CONEXÓN A PROCESO TIPO BRIDADO 1" 150 #
INCLUYE TRANSMISOR INTEGRAL
3 1 FT 0160 TRANSMISOR DE FLUJO MASICO PARA IFT-9701-L6-D3U ROSEMOUNT
MEDIR FLUJO DE COMBUSTOLEO
SEÑAL DE CONTROL 4 a 20mA
SUMINISTRO ELECTRICO 115 VAC
4 1 FE 0130 ELEMENTO PRIMARIO PARA MEDIR FLUJO 1/2" DIAM S/MODELO
AIRE COMBUSTION TIPO ANILLO PIEZOMETRICO
FABRICADO EN ACERO INOXIDABLE 304
5 1 FV 0130 SERVOMOTOR PARA CONTROL DE 90 FT-LB UP-20A0100 BAILEY
COMPUERTAS DEL VENTILADOR DE A 100 PSIG
TIRO FORZADO QUE INCLUYE:
1 POSICIONADOR ELECTRONEUMATICO 3-15PSIG AV23210011 BAILEY
CONVERTIDOR DE CORRIENTE A PRESIÓN 4-20mA/3-15PSIG 3311DS1J1B4F1G7G8 ROSEMOUNT
1 ZSH 0130 INT. DE POSICION COMP. VTF CERRADAS BAILEY
1 ZSL 0130 INT. DE POSICION COMP. VTF ABIERTAS BAILEY
1 VARILLA
2 HORQUILLA
2 PERNO
2 CONTRATUERCA
1 FILTROREGULADOR DE AIRE C/MANOMETRO 35-100 PSI 67-AFR FISHER
6 1 FCV-0160 VALVULA PARA CONTROL DE FLUJO DE 3/4" 150# R.F. 32-24577C BAUMANN
COMBUSTOLEO CON ACTUADOR NEUMATICO PUERTO 3/8" Cv = 3.03
INCLUYE: (=%)
1 ZC-0160 POSICIONADOR ELECTRONEUMATICO 4-20mA/3-15PSIG 3582i FISHER
1 ZS-0160 INTERRUPTOR DE POSICION LIMITE N.O.
FILTROREGULADOR DE AIRE C/MANOMETRO 5-35 PSI 67 AFR FISHER
Fig. 4.6. Lista de instrumentos del “sistema de control de combustión”.

42
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 FT 0110 TRANSMISOR TIPO PRESION DIFERENCIAL 2.5-250" C.A. PBR+25S,060,HAMSO, ROSEMOUNT
FE 0110 CON ELEMENTO PRIMARIO TIPO ANNUBAR 6" CED. 40 MP4CO,2A,1,A,4
TODO EL CONJUNTO INTEGRADO
PARA MEDIR FLUJO VOLUMETRICO DE VAPOR
MONTAJE TIPO PAK-LOK
SEÑAL DE CONTROL 4-20mA
INCLUYE ACCESORIOS PARA MONTAJE A.I. 316
2 1 LT 0120 TRANSMISOR DE PRESION DIFERENCIAL 3-30" C.A. 3051CD2A22A1AS1B ROSEMOUNT
PARA MEDIR NIVEL DEL DOMO 4-20mA 4E5L4M5Q4
INCLUYE MANIFOLD DE TRES VIAS Y A.I. 316 PCI
1 CAMARA DE CONDENSADOS 600 PSIG
3 1 FT 0120 TRANSMISOR DE FLUJO CON 25,000 KG/H 8800AW020SA3N1D1 ROSEMOUNT
FE 0120 ELEMENTO PRIMARIO TIPO VORTEX E5M5Q4
PARA MONTAJE EN TUBERIA HORIZONTAL 2" 300 # R.F.
CON CONEXIONES TIPO WAFER
PARA MEDIR FLUJO AGUA DE ALIMENTACION 4-20mA
1 INCLUYE ACCESORIOS PARA MONTAJE A.I. 316
4 1 FCV 0120 VALVULA PARA CONTROL FLUJO AGUA DE 1 1/2", 300 # R.F. 667-ET FISHER
ALIMENTACION CON ACTUADOR NEUMATICO PUERTO 1 7/8" (=%) Cv = 35.8
QUE INCLUYE:
1 ZC 0120 POSICIONADOR ELECTRONEUMATICO 4-20mA/3-15PSIG 3582i FISHER
1 FILTRO REGULADOR DE AIRE C/MANOMETRO 5-35 PSIG 67AFR FISHER
Fig. 4.7. Lista de instrumentos del “sistema de control de nivel o agua de alimentación”.

43
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 TSL 0160 INTERRUPTOR PARA INDICAR 66 - 127 °C T424-TS-040 ASHCROFT
BAJA TEMPERATURA COMBUSTOLEO A XFMFS-150/260
QUEMADOR
1 TSH 0160 INTERRUPTOR PARA INDICAR 66 - 127 °C T424-TS-040 ASHCROFT
ALTA TEMPERATURA COMBUSTOLEO A XFMFS-150/260
QUEMADOR
2 1 PSH 0110 INTERRUPTOR PARA INDICAR ALTA PRESION 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
DE VAPOR EN DOMO, CON CAJA A PRUEBA DE -200
AGUA, INCLUYE SIFON
3 1 LSH 0120 INTERRUPTOR P/INDICAR ALTO NIVEL DOMO 110-500 1G1E0 WARRICK
INCLUIDO EN CAJA CONTROL COLUMNA NIVEL VAC/60HZ
4 1 LSL 0120 INTERRUPTOR P/INDICAR BAJO NIVEL DOMO 110-500 1G1E0 WARRICK
INCLUIDO EN CAJA CONTROL COLUMNA NIVEL VAC/60HZ
5 1 PAH 0130 ALTA PRESION DE HOGAR 50 a 275 mm C.A.
SEÑAL TOMADA DEL TRANSMISOR DE
PRESION EN HOGAR PT 0231
6 1 PSL 0170 INTERRUPTOR PARA INDICAR BAJA PRESIÓN 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
SUMINISTRO DE VAPOR PARA ATOMIZACIÓN -200
CON SIFON
7 1 PSL 0172 INTERRUPTOR PARA INDICAR BAJA 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
PRESIÓN DE VAPOR PARA ATOMIZACIÓN -200
A QUEMADOR CON SELLO REMOTO Y CAPILAR
8 1 PSL 0160 INTERRUPTOR PARA INDICAR 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
BAJA PRESION DE COMBUSTOLEO EN EL -200
CABEZAL DE SUMINISTRO 50-200SB-02T-CG
9 1 PSL 0130 INTERRUPTOR PARA INDICAR BAJA PRESION 1 A 7 KG/CM2 B-424B-XFM-XFS ASHCROFT
DE AIRE PARA INSTRUMENTOS EN CABEZAL -100
DE SUMINISTRO
10 1 DPSL 0130 INTERRUPTOR DE PRESION DIFERENCIAL 50 a 275 mm C.A. 1626-10 DWYER
PARA INDICAR FALLA DE VENTILADOR DE TIRO
FORZADO, CON CAJA A PRUEBA DE AGUA
11 1 BSL 0131 RELEVADOR POR FALLA DE FLAMA 120 VAC 700-HC54A1 ALLEN
TIPO ENCAPSULADO CON BASE P/MONTAJE 700-HN128 BRADLEY
Fig. 4.8. Lista de instrumentos del “sistema de alarmas”.

44
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 DPSL 0131 INTERRUPTOR DE PRESION DIFERENCIAL 50 - 275 mm C.A. 1626-10 DWYER
PARA INDICAR VENTILADOR DE TIRO FORZADO 2 A 11 " C.A.
EN OPERACIÓN, CON CAJA A PRUEBA DE AGUA
2 1 DPSL 0132 INTERRUPTOR DE PRESION DIFERENCIAL 50 - 275 mm C.A. 1626-10 DWYER
PARA INDICAR PURGA EN PROCESO 2 A 11 " C.A.
CON CAJA A PRUEBA DE AGUA
3 1 PSH 0131 INTERRUPTOR DE PRESION DIFERENCIAL PARA 200 - 610 mm CA 1626-20 DWYER
INDICAR MUY ALTA PRESION EN EL HOGAR 8 A 24 " C.A.
CON CAJA A PRUEBA DE AGUA
4 1 PSH 0111 INTERRUPTOR DE PRESION PARA INDICAR 4 A 21 KG/CM2 B-424B-XFM-XFS-300 ASHCROFT
MUY ALTA PRESION EN EL DOMO, INCLUYE SIFON
CON CAJA A PRUEBA DE AGUA
5 1 LSL 0121 INTERRUPTOR PARA INDICAR MUY BAJO 110-500VAC/60HZ 1G1E1 WARRICK
NIVEL EN EL DOMO DE VAPOR
INCLUIDO EN CAJA CONTROL COLUMNA NIVEL
6 1 PSL 0161 INTERRUPTOR DE PRESION PARA INDICAR 2 A 14 KG/CM2 B-424B-XFM-XFS-200 ASHCROFT
MUY BAJA PRESION EN EL CABEZAL DE 50-200SB-02T-CG
COMBUSTOLEO A QUEMADOR
CONECTADO A SELLO REMOTO
7 1 PSL 0171 INTERRUPTOR PARA INDICAR MUY BAJA 2 A 14 KG/CM2 B-424B-XFM-XFS-200 ASHCROFT
PRESIÓN DE SUMINISTRO DE VAPOR PARA
ATOMIZACIÓN CON SIFON
8 1 TSL 0161 INTERRUPTOR PARA INDICAR MUY 66 - 127 °C T424-TS-040-XFMFS ASHCROFT
BAJA TEMPERATURA COMBUSTOLEO A 150/260
QUEMADOR
9 1 TSH 0161 INTERRUPTOR PARA INDICAR MUY 66 - 127 °C T424-TS-040-XFMFS ASHCROFT
ALTA TEMPERATURA COMBUSTOLEO A 150/260
QUEMADOR
10 2 SV 0140 VALVULA TIPO SOLENOIDE PARA CORTE GAS A 3/4" NPT 8215-G30 ASCO
SV 0142 PILOTO DE DOS VIAS NORMALMENTE CERRADA
CON BOBINA A PRUEBA DE AGUA 120 VAC/60HZ
11 1 SV 0141 VALVULA TIPO SOLENOIDE VENTEO GAS 3/4" NPT 8215-G33 ASCO
DE DOS VIAS NORMALMENTE ABIERTA 120 VAC/60HZ
CON BOBINA A PRUEBA DE AGUA
12 1 FSV 0160 VALVULA CORTE SUMINISTRO COMBUSTOLEO 3/4" NPT 8730 VCS-1 & VOS-2 MAXON
QUEMADOR, NORMALMENTE CERRADA, CON POO & POC
ACTUADOR ELÉCTRICO, INCLUYE: 120VAC/60 HZ
ZSL 0160 INTERRUPTOR POSICION VALVULA CERRADA SPDT
ZSH 0160 INTERRUPTOR DE POSICION VALVULA ABIERTA SPDT

45
13 1 FSV 0161 VALVULA PARA CORTE DE COMBUSTOLEO A 3/4" NPT 8730 VCS-1 & VOS-2 MAXON
QUEMADOR, NORMALMENTE CERRADA, CON POO & POC
ACTUADOR ELÉCTRICO, INCLUYE: 120VAC/60 HZ
ZSL 0161 INTERRUPTOR DE POSICION VALVULA CERRAD SPDT
ZSH 0161 INTERRUPTOR DE POSICION VALVULA ABIERTA SPDT
14 1 FSV 0162 VALVULA PARA CORTE RECIRCULACIÓN DE 1/2" NPT F10MR62 MAGNATROL
COMBUSTOLEO A QUEMADOR, NORMALMENTE 120VAC/60 HZ
ABIERTA TIPO SOLENOIDE
15 1 FSV 0170 VALVULA TIPO SOLENOIDE PARA CORTE DE 3/4" NPT F129S43 MAGNATROL
VAPOR PARA ATOMIZACIÓN A QUEMADOR, 120VAC/60 HZ
NORMALMENTE CERRADA
16 1 PSL 0173 INTERRUPTOR PARA INDICAR MUY BAJA 2 A 14 KG/CM2 B-424B-XFM-XFS-200 ASHCROFT
PRESIÓN DE VAPOR PARA ATOMIZACIÓN
A QUEMADOR
17 1 BSL 0130 RELEVADOR DE FLAMA PARA QUEMADOR 3 SEG R7823A1016 HONEYWELL
1 AMPLIFICADOR DE FLAMA RM7847C1005 HONEYWELL
1 BASE PARA MONTAJE DE RELEVADOR Q7800B1003 HONEYWELL
1 BE 0131 DETECTOR DE FLAMA CON AUTOCHEQUEO TIPO UV C7012E1104 HONEYWELL
1 ACCESORIO PARA MONTAJE HONEYWELL
18 1 IT 0130 TRANSFORMADOR DE IGNICION PARA 120/10000 VAC 312-25AX0600 WEBSTER
ENCENDIDO DEL PILOTO
19 1 HS 0101 BOTON BYPASS DE LA COLUMNA DE NIVEL 120 VCA 800T-A1D1 ALLEN BRADLEY
CAJA NEMA 4X, DE CONTACTO MOMENTANEO UN ORIFICIO 800T-1TZ ALLEN BRADLEY
20 1 HS 0102 BOTÓN AUTOILUMINADO DE CONTACTO 120VAC 800T-QA10R-D2 ALLEN BRADLEY
1 HS 0103 MOMENTÁNEO NORMALMENTE CERRADO ROJO
PARA EFECTUAR PARO DE EMERGENCIA
POR EL OPERADOR.
21 1 LSL 0122 INTERRUPTOR DE NIVEL TIPO FLOTADOR PARA 1 SPDT EA-100D CLARK-
INDICAR MUY BAJO NIVEL EN EL DOMO RELIANCE
22 1 SV 0163 VALVULA SOLENOIDE PARA CORTE DE DIESEL 1/2" NPT 8210G94 ASCO
DE DOS VIAS FABRICADA EN BRONCE 120 VAC/60 HZ
Fig. 4.9. Lista de instrumentos del “sistema de protección y encendido”.

46
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 PI 0110 MANOMETRO PARA INDICAR PRESION VAPOR 0-21 KG/CM2 85-1377 S ASHCROFT
EN EL DOMO, CON CONEXION POSTERIOR PARA 8 1/2" DIAM.
MONTAJE EN TABLERO, INCLUYE SIFON Y
ACCESORIOS PARA MONTAJE EN SUPERFICIE
2 1 PI 0111 MANOMETRO PARA INDICAR PRESION DE VAPOR 0 - 300 psig 100-1008A-02Li ASHCROFT
EN EL CABEZAL DE SUMINISTRO CON CONEXIÓN 0 - 21 KG/CM2
INFERIOR, INCLUYE SIFÓN 100 mm.
3 1 PI 0120 MANOMETRO PARA INDICAR PRESION DE AGUA 0 - 400 psig 100-1008A-02L ASHCROFT
DE ALIMENTACIÓN CON CONEXIÓN INFERIOR, 0 - 28 KG/CM2
INCLUYE SIFON 100 mm.
4 1 PI 0140 MANOMETRO PARA INDICAR PRESION GAS A 0 - 100" WC 25-1490A-02L ASHCROFT
PILOTO CON CONEXION INFERIOR 2 1/2" DIAM.
5 1 PI 0170 MANOMETRO PARA INDICAR PRESION DE VAPOR 0 - 200 psig 100-1008A-02L ASHCROFT
PARA ATOMIZACION, CON 0 - 14 KG/CM2
CONEXION INFERIOR, INCLUYE SIFON 100 mm.
6 1 PI 0171 MANOMETRO PARA INDICAR PRESION DE VAPOR 0 - 200 psig 100-1008A-02L ASHCROFT
PARA ATOMIZACION A QUEMADOR, CON 0 - 14 KG/CM2
CONEXION INFERIOR, INCLUYE SIFON 100 mm.
7 1 PI 0160 MANOMETRO PARA INDICAR PRESION DE 0 - 300 psig 100-1008A-02L ASHCROFT
COMBUSTÓLEO EN CABEZAL, CON CONEXION 0 - 21 KG/CM2 50-200SB-02T-CG
INFERIOR E INCLUYE SELLO QUIMICO 100 mm.
8 1 PI 0161 MANOMETRO PARA INDICAR PRESION DE 0 - 200 psig 100-1008A-02Li ASHCROFT
COMBUSTÓLEO A QUEMADOR, CON CONEXIÓN 0 - 14 KG/CM2 50-200SB-02T-CG
INFERIOR E INCLUYE SELLO QUIMICO 100 mm.
9 1 PI 0163 MANOMETRO PARA INDICAR PRESION DE 0 - 200 psig 100-1008A-02L ASHCROFT
DIESEL A QUEMADOR, CON CONEXIÓN 0 - 14 KG/CM2
INFERIOR 100 mm.
10 1 TI 0160 TERMOMETRO TIPO BIMETÁLICO PARA INDICAR 0 - 150 °C 30-EI-60-R025 ASHCROFT
TEMPERATURA COMBUSTOLEO A QUEMADOR, 2 1/2" LONG. CARATULA 3"
11 1 TI 0120 TERMOMETRO TIPO BIMETÁLICO PARA INDICAR 0 - 150 °C 30-EI-60-R025 ASHCROFT
TEMPERATURA AGUA DE ALIMENTACIÓN, 2 1/2" LONG. CARATULA 3"
CON TERMOPOZO RECTO DE AC. INOX. 3/4" NPT
12 1 TI 0130 TERMOMETRO TIPO BIMETÁLICO PARA INDICAR 100-500 °C 30-EI-60-R240 ASHCROFT
TEMPERATURA GASES DE COMBUSTIÓN, 24" LONG. CARATULA 3"
CON ANGULO VARIABLE
13 1 PCV 0140 REGULADOR DE PRESION GAS A PILOTOS 0.5 - 3 PSIG Y600 FISHER
CON CUERPO DE HIERRO FUNDIDO 3/4" NPT ORIFICIO 1/2"
14 1 PCV 0160 REGULADOR DE PRESION DE COMBUSTÓLEO A 130 A 200 PSIG 98 H FISHER
QUEMADOR CON CUERPO DE AC. AL CARBÓN 3/4" NPT ORIFICIO 9/16"
Y DIAFRAGMA FABRICADO EN AC. INOXIDABLE
15 1 PCV 0170 REGULADOR DE PRESION DE VAPOR PARA 90 A 170 PSIG 1000 HP CASHCO
ATOMIZACIÓN A QUEMADOR FABRICADA EN 3/4" NPT 350 KG/H
HIERRO FUNDIDO CON DIAFRAGMA FABRICADO
EN ACERO INOXIDABLE
16 1 PT 0130 TRANSMISOR DE PRESION DIFERENCIAL PARA 0.5 Y 30" C.A. 3051CD1A22A1A ROSEMOUNT
MEDIR PRESION EN CAJA DE AIRE 4 a 20mA B4E5L4M5Q4
17 1 PT 0131 TRANSMISOR DE PRESION DIFERENCIAL PARA 0.5 Y 30" C.A. 3051CD1A22A1A ROSEMOUNT

47
MEDIR PRESION EN HOGAR 4 a 20mA B4E5L4M5Q4
18 1 LS 0120 COLUMNA NIVEL PARA INSTALARSE EN DOMO 24.6 KG/CM2 W0 350 EA4 CLARK RELIAN
INCLUYE: ELECTRODOS P/DETECTAR NIVELES,
1 LG 0121 INDICADOR DE CRISTAL TIPO REFLEX 14 7/8" LONG C5 CLARK RELIAN
19 1 JB 0101 CAJA PARA CONEXIÓN DE SEÑALES DE DIGITALES JB241606N4TB060 HOFFMAN
NEMA 4, CON PANEL INTERIOR Y 160 CLEMAS
SENCILLAS PARA CONEXIÓN DE CABLES CON LAS
DIMENSIONES:
ALTURA: 610 mm (24")
ANCHO: 406 mm (16")
PROFUNDIDAD: 152 mm (6")
20 1 FUENTE DE ALIMENTACIÓN PARA LOS 120 VAC/24 VCD FAK 24-1.1K KEPCO
TRANSMISORES DE SEÑAL ANÁLOGICA
21 1 TE 0130 ELEMENTO SENSOR DE TEMPERATURA TIPO RTD 0 A 500 °C 0068-P11-C-60 ROSEMOUNT
DE 3 HILOS CON CABEZA CONEXIONES NEMA 4X PT 100 - 150
PARA TEMPERATURA GASES SALIDA CALDERA ALFA 385
22 1 TT 0130 TRANSMISOR DE TEMPERATURA PARA MONTAJE 0 A 500 °C 3144D1E5B4M5Q4 ROSEMOUNT
EN CAMPO, PARA SEÑAL DE ENTRADA
TIPO RTD (PT 100 CURVA ALFA 385).
23 1 PT 0110 TRANSMISOR DE PRESIÓN MANOMÉTRICA TIPO 0.56 y 56 kg/cm2 3051TG3A2B21A ROSEMOUNT
INTELIGENTE PARA INDICAR PRESIÓN EN DOMO 4 A 20 Ma CD B4E5M5Q4
DE VAPOR, INCLUYE: ACCESORIO PARA MONTAJE
Fig. 4.10. Lista de instrumentos y equipos complementarios para monitoreo local de variables
de proceso e integración de los sistemas de control.

48
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 TC 0101 GABINETE TIPO RECTO AUTOSOPORTADO PARA NEMA 12 4884.600 RITTAL
MONTAJE DE PLC Y ACCESORIOS PARA CONTROL
FABRICADO EN LAMINA DE ACERO AL CARBON
CALIBRE 14 CON PUERTA AL FRENTE
CON LAS SIGUIENTES DIMENSIONES:
ALTURA 1800 mm
FRENTE 800 mm
PROFUNDIDAD 400 mm
INCLUYE:
BASE PARA MONTAJE DE 200 mm SO 2824.200
PORTAPLANOS DE 8.5 X 11" SZ 2514.000
LUZ INTERIOR SZ 2514.000
PUERTAS LATERALES SZ 4184.200
2 PLC 0101 CONTROLADOR LOGICO PROGRAMABLE ALLEN-
QUE INCLUYE: BRADLEY
1 UNIDAD CENTRAL DE PROCESAMIENTO 520 E/S DIG. 1747-552
1 FUENTES DE ALIMENTACION EXTERNA 5 AMP 1746 P2
1 CHASIS 10 SLOTS 1746 A10
2 MODULOS DE 16 ENTRADAS DIGITALES 115 VAC/60HZ 1746-IA16
2 MODULOS DE 16 SALIDAS DIGITALES 115 VAC/60HZ 1746-OA16
2 MODULOS DE 8 ENTRADAS ANALOGICAS 4 a 20 mA CD 1746-NI8
2 MODULOS DE 4 SALIDAS ANALOGICAS 4 a 20 mA CD 1746-NI04I
1 BATERIA DE RESPALDO MEMORIA RAM 1747-BA
2 TAPAS PARA PLC 1746-N2
1 MODULO DE MEMORIA FLASH 16 KB 1747-M11
3 1 SOFTWARE PARA COMUNICACIÓN PLC A 9355-WABOEMENE ALLEN-
WORKSTATION BRADLEY
4 1 PC 0101 WORKSTATION CON MONITOR DE 17" A COLOR, DELL
TECLADO, MOUSE Y TARJETA PARA COMUNICACIÓN
ETHERNET CON DISCO DURO DE 8 GIGABYTES,
MEMORIA RAM DE 132 MEGABYTES, OFFICE 97
PREINSTALADO
5 1 SOFTWARE PARA DESARROLLO DE APLICACIÓN 300 PUNTOS CIMPLICITY GE FANUC
DE OPERACIÓN Y VISUALIZACIÓN DEL PROCESO IC646TRT300
DESDE LA WORKSTATION
Fig. 4.11. Lista de equipos del “sistemas de control y visualización”

49
4.7. Elementos Primarios
Medición de flujo de vapor: se selecciona un elemento primario tipo annubar por la facilidad de
montaje y sobre todo porque la caída de presión que genera es 5 veces menor que una placa
de orificio; lo cual, genera el beneficio de ahorro de energía. Este medidor es capaz de medir
flujo volumétrico, pero si la presión de generación de vapor es siempre 12 kg/cm2, podemos
tener flujo másico, configurando el valor constante de densidad igual a 4.559 kg/m3. Para
seleccionarlo, utilizamos el software desarrollado por el fabricante del instrumento y elegimos un
montaje tipo “pak lock” para optimizar costos de instalación, y aseguramos tener tramos rectos
de tubería de 10 diámetros aguas abajo y 5 aguas arriba.
Fig. 4.12. Pantalla de software del fabricante del transmisor con datos del proceso
El resultado del cálculo abajo mostrado indica que el transmisor configurando con estos datos,
al detectar una presión diferencial a través del sensor de 4442.4 mm C. A. Su señal de control
será 20 mA; lo cual, es equivalente a una generación de 24 ton/h de vapor @ 12 kg/cm2.
Cuando la caldera genera 20 ton/h, la medición es 3078.8 mm C.A. y la salida de control
proporcional será de 15.08 mA y cuando la caldera genere a fuego mínimo; es decir, 4 ton./h la
señal de control será 6.66 mA.

50
Fig. 4.13. Pantalla de software del fabricante del instrumento con datos de proceso y resultado
del cálculo de presión diferencial (DP) equivalente a flujo de vapor a medir (flow)
Medición de flujo de combustoleo: Dada la importancia de esta medición por lo que representa
en costo económico (aproximadamente 30 millones pesos/año) se decidió instalar un
instrumento tipo másico para asegurar la exactitud de la medición y la confiabilidad de
funcionamiento para el sistema de control de combustión. Por lo anterior, la selección más
adecuada es un transmisor marca Micromotion; modelo “F050” de tamaño ½” capaz de medir
hasta 3400 kg/h de combustible, con su transmisor electrónico modelo IFT, de acuerdo a la
siguiente tabla:
Fig. 4.14. Tabla de especificación de medidores de flujo tipo másico marca Micromotion
para medir flujo de combustible a quemador

51
Medición de flujo de agua de alimentación: Como en el caso anterior, para seleccionar este
instrumento utilizamos la sugerencia del proveedor de la marca estándar de Nestlé Rosemount;
el cual, sugirió utilizar un transmisor de flujo tipo “vortex” para medir flujo volumétrico; el cual se
puede convertir en másico configurando en el instrumento la densidad del agua que pasa por
éste a la temperatura de 96 °C. Se utilizó el modelo “8800” de tamaño 2” en montaje tipo “wafer”
(entre bridas), capaz de medir hasta 60 m3/h de agua, con su transmisor electrónico de
montaje remoto para facilitar la lectura; acuerdo a la siguiente información:
Fig. 4.15. Transmisores de flujo tipo vortex marca Rosemount para medir flujo de agua de alimentación a caldera
La tabla de selección nos muestra que el transmisor de flujo de tamaño 2” es adecuado para
medir el flujo mínimo 1.81 y flujo máximo de 59.4 m3/h:

52
Fig. 4.16. Tabla con datos para seleccionar el transmisor de flujo para medir flujo de
agua de alimentación a caldera
4.8. Elementos Finales de Control
Control de flujo de combustoleo: Utilizamos una válvula de control tipo globo marca Baumann,
dimensionada con software del fabricante Emerson según los datos de proceso:
Flujo de combustible (Q):.............................1660 kg/h (7.6 gpm)
Presión entrada (P1):...................................9 kg/cm2 (128 PSI)
Máxima caída presión en válvula (P):........1 kgd/cm2 (14.2 PSID)
Gravedad especifica (Gf):................................0.96 @ 120 °C
Cv = Q*(Gf/P) ½ = 7.6*(0.96/14.2) ½ = 0.524
Se selecciona una válvula con característica de apertura tipo igual porcentaje para mejor control
a bajos flujos y se selecciona con un Cv = 1.5 para que a 64 % de apertura ésta sea capaz de
controlar el 100% de flujo requerido para generar las 20 ton/h de vapor. La siguiente tabla
muestra los factores de flujo de las válvulas de control marca Baumann de tamaño ½” con
“puerto” de serie 548/588 en el cual encontramos el Cv = 1.5 a 100% de apertura; lo cual
corresponde a un orificio de 0.375 pulgadas.

53
Fig. 4.17. Tabla con datos del factor de flujo (Cv) para seleccionar la válvula de control de flujo de combustible a quemador.
Control de flujo de agua de alimentación: Utilizamos una válvula de control tipo globo,
dimensionada con el software del fabricante Fisher de acuerdo a lo siguientes datos:
Flujo de agua (Q):........................................20,000 kg/h (91.93 GPM)
Presión entrada (P1):...................................15 kg/cm2 (213 PSI)
Máxima caída presión en válvula (P):........2 kgd/cm2 (28 PSID)
Densidad relativa (Gf):..................................0.9625 @ 95 °C
Cv = Q*(Gf/P) ½ = 91.93*(0.9625/28) ½ = 17
Como en el caso anterior, se selecciona una válvula con característica de apertura “igual
porcentaje” con un Cv = 35.8 para que en la posición de 70 % abierta, sea capaz de permitir el
paso del 100% de flujo requerido para generar las 20 ton/h de vapor.
La siguiente tabla muestra los factores de flujo de las válvulas de control marca Fisher de
tamaño 1 ½” con “puerto” de 1.875 pulgadas, que corresponde a un factor de flujo Cv = 35.8 a
100% de apertura.

54
Fig. 4.18. Tabla con datos del factor de flujo (Cv) para seleccionar la válvula de control de flujo de agua a generador de vapor para mantener nivel de agua en domo

55
5. SIMULACION E IMPLEMENTACIÓN
Las justificaciones del desarrollo de este proyecto son: (1) Actualizar los instrumentos y sistema
de control obsoletos para garantizar la continuidad en la generación de vapor indispensable
para los procesos, y (2) estandarización del hardware de control de procesos para alinearse a
los requerimientos de software definidos en el “master plan” global de le Cía.
Por lo anterior, habiendo solicitado y justificado con un año de anticipación la aprobación de la
inversión, el desarrollo del proyecto en línea con los estándares, se implementó siguiendo el
programa general cuyas principales actividades se enlistan a continuación:
5.1 Elaboración del concepto
En la organización existe un formato de concepto de proyecto; en el cual, se describen
aspectos específicos del mismo para formalizar éste y sirve para hacer del conocimiento de las
autoridades en la empresa, la información general del proyecto para su aprobación interna.
La información del proyecto incluida en el concepto es: nombre, número de crédito, objetivo(s),
beneficio(s), inversión, alcance de obra, programa de trabajo, lista de personas que intervienen
y firmas de aprobación.
5.2. Aprobación de concepto
Una vez preparado y revisado el concepto de proyecto, se procede a obtener las firmas
autorizadas para desarrollar este proyecto citando a una o más reuniones con las autoridades
que aprueban, presentando y explicando el documento de concepto, aclarando y modificando
en caso necesario el mismo hasta lograr tener las firmas de: Coordinador de Proyectos,
Gerente de Fabrica y Director de Ingeniería.

56
5.3. Desarrollo de ingeniería.
Esta parte de la implementación es la que mas tiempo y proceso consume debido a que
equivale al 95% del proyecto y principalmente incluye el desarrollo de ingeniería básica y de
detalle, con el siguiente alcance de obra:
- Preparar el cuestionario de diseño
- Desarrollar el Diagrama de Tubería e Instrumentación (DTI)
- Elaborar lista de instrumentos y selección de elementos primarios y finales de control
- Hacer las hojas de especificación de todos los instrumentos
- Preparar dibujo de “arquitectura de control” según estándares de Nestlé
- Desarrollar dibujos de construcción del gabinete de control
- Desarrollar dibujos de alambrado de componentes dentro del tablero de control
- Desarrollar dibujos de alambrado fuera del tablero de control (cédula de cableado)
- Hacer dibujos para la instalación de instrumentos
- Preparar alcance de obra eléctrica y mecánica
- Elaborar descripción de funcionamiento de los sistemas de control
5.4. Adquisición de equipos y servicios
Una vez que se cumplieron las primeras cuatro tareas arriba mencionadas, y antes de pasar a
la quinta, se inicia la que corresponde a adquisición de equipos mediante la elaboración de
solicitudes de pedido; las cuales, se aprobaron por los tres más altos niveles de responsabilidad
del proyecto y entonces se convirtieron en órdenes de compra para diferentes proveedores.
Finalmente, con la información de: alcance de obra eléctrica y mecánica, complementada con
los dibujos de ingeniería para construcción del gabinete de control, instalación de instrumentos,
conexión eléctrica entre estos y el gabinete de control, se elaboró una solicitud de pedido y en
el Departamento de compras generaron un concurso y finalmente una orden de compra para
contratar los servicios de una empresa especialista en este tipo de proyectos; la cual, aporto
mano de obra, materiales eléctricos y consumibles para fabricar el gabinete de control y hacer

57
la instalación eléctrica y mecánica siguiendo al detalle los dibujos de ingeniería desarrollados
para este propósito.
5.5. Desarrollo de aplicación de control
Una vez que se concluyó el desarrollo de la ingeniería básica y de detalle, se procedió a
desarrollar la aplicación de control del generador de vapor; la cual, tomando en cuenta el
estándar de Nestlé para el control de procesos, incluye el desarrollo de las “pantallas” para
operación y monitoreo del Operador, en el software Cimplicity marca General Electric; las
cuales, se muestran en los anexos de este documento.
Por otra parte, tomando como referencia el DTI y las descripciones de funcionamiento de los
sistemas de control lógico y analógico, se desarrolló el programa en un procesador de la marca
Allen Bradley el serie SLC 5/05; el cual, a través de una comunicación tipo Ethernet, se
comunica con la computadora ó interfase del operador.
5.6. Instalación de instrumentos y equipos de control
Simultáneamente al desarrollo de la aplicación de control se inician los siguientes trabajos de
construcción en taller para no interferir con el funcionamiento del generador de vapor:
- Integración del gabinete de control, instalando instrumentos, tablillas de conexión y cables
- Ensamble de la tubería de combustoleo a quemador.
- Ensamble de la tubería de gas a piloto.
- Ensamble de la tubería de vapor de atomización a quemador.
- Fabricación e instalación de soportes y sus instrumentos.
- Instalación de rutas de tubería conduit y cableado.
Finalmente, una vez que todo lo anterior, incluyendo el desarrollo de la aplicación de control se
ha finalizado, se solicita un “paro” de la caldera de diez hábiles para concluir el proyecto. Una
vez autorizado esta libranza de la caldera por las autoridades de fábrica se procede a realizar
los siguientes trabajos:
- Desinstalar tablero de control existente y todas sus conexiones eléctricas.
58
- Desinstalar las tuberías con instrumentos en el frente y sobre el quemador del generador.
- Instalar el nuevo gabinete para control.
- instalar las tuberías prefabricadas con instrumentos sobre el quemador de la caldera.
- Realizar “tomas de impulso” de instrumentos a caldera.
- Concluir la instalación eléctrica entre instrumentos y gabinete de control.
- Instalar, conectar eléctricamente y cable ethernet entre computadora y PLC.
5.7. Calibración de instrumentos.
Estas inician cuando los instrumentos, gabinetes con equipo de control y estación de Operación
y visualización (HMI) están instalados, conectados eléctricamente y con la comunicación digital
entre PLC y HMI configurada, probada y funcionando. Adicionalmente, la “aplicación de control”
del HMI está completamente configurada y funcionando.
Como parte de las pruebas funcionales se desarrolló la lista de instrumentos y los valores de
calibración y ajuste para su funcionamiento correcto como parte del sistema de control según la
información de la tabla siguiente:

59
CALIBRACIÓN UNIDADES ING. ALARMAS Y DISPAROS
PDA. TAG SERVICIO BAJO ALTO UNIDS. BAJO ALTO UNIDS. BAJO ALTO UNIDS TAG
1 FT 0130 FLUJO AIRE DE COMBUSTION -50 0 mm C.A. 0 100 %
2 FT 0160 FLUJO DE COMBUSTOLEO 0 1,500 kg/hr 0 15,00 kg/hr
3 FT 0110 FLUJO DE VAPOR 0 mm C.A. 0 25,000 kg/hr
4 LT 0120 NIVEL DEL DOMO -150 150 mm C.A. -150 150 Mm
5 FT 0120 FLUJO AGUA ALIMENTACION 0 25,000 kg/hr 0 25,000 kg/hr 1500 kg/hr
6 PT 0130 PRESION EN CAJA DE AIRE 0 300 mm C.A. 0 300 mm C.A.
7 PT 0131 PRESION EN HOGAR -50 100 mm C.A. -50 100 mm C.A.
8 TT 0130 TEMPERATURA GASES DE SALIDA 0 400 ° C 0 400 ° C 300 ° C
9 PT 0110 PRESIÓN VAPOR EN DOMO 0 20 kg/cm2 0 20 kg/cm2 13.5 kg/cm2
10 PT 0110 PRESIÓN EN CABEZAL DE VAPOR 0 20 kg/cm2 0 20 kg/cm2
11 PT 0160 PRESIÓN COMB. CABEZAL SUMINISTRO 0 20 kg/cm2 0 20 kg/cm2
12 TT 0060 TEMP. COMB. CABEZAL SUMINISTRO 0 150 ° C 0 150 ° C
13 FCV 0160 CONTROL FLUJO DE COMBUSTOLEO 0 100 % 0 100 %
14 FV 0130 CONTROL FLUJO DE AIRE COMBUSTION 0 100 % 0 100 %
15 FCV 0120 CONTROL FLUJO AGUA ALIMENTACION 0 100 % 0 100 %
16 PAH 0110 ALTA PRESIÓN VAPOR DOMO (ALARMA) - 110 mm
17 LSH 0120 ALTO NIVEL EN DOMO (ALARMA) 100 mm C.A. +110 mm LAH 0120
18 LSL 0120 BAJO NIVEL EN DOMO (ALARMA) 180 mm C.A. - 110 mm LAL 0120
19 PAH 0130 ALTA PRESIÓN HOGAR (ALARMA) 100 mm C.A. 30 mm C.A. PAH 0130
20 DPSL 0130 FALLA V.T.F. (ALARMA) 180 mm C.A. 180 mm C.A. DPAL 0130
21 PAH 0110 ALTA PRESIÓN VAPOR DOMO (ALARMA) 13.5 kg/cm2 PAH 0110
22 TAH 0130 ALTA TEMPERATURA GASES (ALARMA) 300 ° C TAH0130
23 TAL 0160 BAJA TEMP. COMBUSTOLEO (ALARMA) 100 ° C TAL 0060
24 PAL 0160 BAJA PRESIÓN COMBUSTOLEO (ALARMA) 11 kg/cm2 PAL 0060
25 PAL 0170 BAJA PRESIÓN VAPOR ATOM. (ALARMA) 8 kg/cm2 PAL 0170
26 PAL 0171 BAJA PRESION VAPOR (ALARMA) 6 kg/cm2 d. PAL 0170
27 BSL 0130 FALLA DE FLAMA (ALARMA Y DISPARO) 3 SEG
28 DPSL 0131 FALLA V.T.F. (DISPARO) 160 mm C.A. 160 mm C.A.
29 DPSL 0132 BARRIDO HOGAR CALDERA 30 mm C.A. 30 mm C.A.
30 PSH 0131 ALTA PRESIÓN HOGAR (DISPARO) 125 mm C.A. 100 mm C.A.
31 PSH 0111 ALTA PRESIÓN VAPOR DOMO (DISPARO) 13.5 kg/cm2 13.5 kg/cm2
32 LSL 0121 MUY BAJO NIVEL EN DOMO (DISPARO) - 135 mm C.A. - 135 mm C.A.
33 PSL 0161 BAJA PRESIÓN COMBUST. (DISPARO) 6 kg/cm2 6 kg/cm2
34 PSL 0171 BAJA PRES. VAPOR ATOM. (DISPARO) 0.5 kg/cm2 d. 0.5 kg/cm2 d.
35 TSL 0161 BAJA TEMP. COMBUSTOLEO (DISPARO) 95 ° C 95 ° C
36 PSL 0171 BAJA PRESIÓN VAPOR ATOM. (DISPARO) 8 kg/cm2 8 kg/cm2
37 BSL 0131 FALLA DE FLAMA (DISPARO)
38 LSL 0122 MUY BAJO NIVEL EN DOMO (DISPARO) -135 mm C.A. -135 mm C.A.
39 PSH 0161 ALTA PRESIÓN COMBUST. (DISPARO) 7 kg/cm2 7 kg/cm2
Fig. 5.1. Tabla con datos de calibración de los instrumentos del sistema de control

60
5.7. Pruebas y simulación del sistema de control analógico.
Las pruebas funcionales del sistema de control analógico sin encender el generador de vapor
se realizaron siguiendo el procedimiento descrito a continuación tomando como referencia la
lista de instrumentos abajo incluida:
Paso 1: Utilizando el dispositivo configurador de los transmisores, se conecta éste a cada uno
de estos, siempre uno a la vez, y mediante el menú se simula señal de 20 mA.
Paso 2: En cada pantalla del sistema de visualización y operación (gráfico, reporte de variables,
tendencias, etc.) se verifica que la señal correspondiente muestra el valor máximo (100%) en
unidades de ingeniería. Por ejemplo, la simulación de 20 mA en el transmisor de flujo de vapor
debe mostrar en las pantallas valores de 24 ton/h.
Paso 3: Se repite el paso 2 para los valores de 16, 12, 8 y 4 mA. que corresponden al 75, 50, 25
y 0 % de señal. Los valores visualizados en las pantallas del HMI son: 18, 12, 8 y 4 ton./h de
vapor
Paso 4. Se repiten los pasos del 1 al 3 para cada una de las señales de los sistemas de control
de combustión y nivel de agua en domo

61
PDA. TAG SERVICIO PROCEDIMIENTO VALORES EN HMI TENDEN. UNIDADES
1 FT 0130 FLUJO AIRE DE COMBUSTION SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.0 50.2 99.9 OK %
2 FT 0160 FLUJO DE COMBUSTOLEO SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.0 749.0 1,499.0 OK kg/h
3 FT 0110 FLUJO DE VAPOR SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.0 12.5 24.9 OK ton./h
4 LT 0120 NIVEL DEL DOMO SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % -151.0 0.0 148.0 OK mm
5 FT 0120 FLUJO AGUA ALIMENTACION SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.0 12.6 25.1 OK ton./h
6 PT 0130 PRESION EN CAJA DE AIRE SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.1 149.7 300.8 OK mm C.A.
7 PT 0131 PRESION EN HOGAR SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.0 50.1 99.9 OK mm C.A.
8 TT 0130 TEMPERATURA GASES DE SALIDA SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.0 199.1 399.5 OK °C
9 PT 0110 PRESIÓN VAPOR EN DOMO SIMULAR SEÑAL CON CONFIGURADOR HART: 0, 50 Y 100 % 0.0 10.0 20.1 OK kg/cm2
PDA. TAG SERVICIO PROCEDIMIENTO POSICIÓN ELEM. FINAL CONTROL UNIDADES
1 FCV 0160 CONTROL FLUJO COMBUSTOLEO DESDE PANTALLA SIMULAR 0, 25, 50 Y 100% Y VERIFICAR POSICIÒN 0 24 50 99 %
2 FV 0130 CONTROL FLUJO AIRE COMBUSTION DESDE PANTALLA SIMULAR 0, 25, 50 Y 100% Y VERIFICAR POSICIÒN 0 25 51 100 %
3 FCV 0120 CONTROL FLUJO AGUA ALIMENT. DESDE PANTALLA SIMULAR 0, 25, 50 Y 100% Y VERIFICAR POSICIÒN 0 25 49 99 %
4 SEÑAL DE DEMANDA SALIDA PIC0010 EN 0, 25, 50 Y 100% ; VER "PV" BIAS CALDERA (HIC) 0.0 25.0 50.0 100.0 %
Fig. 5.2. Tabla con datos de simulación del sistema de control de combustión y nivel
PBA. TAG SERVICIO PROCEDIMIENTO VERIF.
1 ZS 0160 VALV. CONTROL FLUJO GAS EN FUEGO MÍNIMO DESDE PANTALLA SE ENVIÒ SEÑAL PARA CERRAR LA VÀLVULA DE CONTROL FCV 0160
2 PAH 0110 ALTA PRESIÓN VAPOR DOMO (ALARMA) CON EL CONFIGURADOR HART SE SIMULÒ SEÑAL DE 20 mA EN TRANSMISOR PT 0110 Ok
3 LSH 0120 ALTO NIVEL EN DOMO (ALARMA) MANUALMENTE SE ACTUÒ EL NUCLÈO DEL RELEVADOR LSH 0120 Y SE ESCUCHO ALARMA Ok
4 LSL 0120 BAJO NIVEL EN DOMO (ALARMA) MANUALMENTE SE ACTUÒ EL NUCLÈO DEL RELEVADOR LSL 0120 Y SE ESCUCHO ALARMA Ok
5 PAH 0130 ALTA PRESIÓN HOGAR (ALARMA) CON EL CONFIGURADOR HART SE SIMULÒ SEÑAL DE 20 mA EN TRANSMISOR PT 0131 Ok
6 DPSL 0130 FALLA V.T.F. (ALARMA) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
7 BSL 0130 ALTA PRESIÓN VAPOR EN DOMO (ALARMA) CON FLAMA DE UN ENCENDEDOR CERCA DEL SENSOR SE OBSERVÒ SEÑAL EN PROGRAMA DE PLC Ok
8 TAH 0130 ALTA TEMPERATURA GASES (ALARMA) CON EL CONFIGURADOR HART SE SIMULÒ SEÑAL DE 20 mA EN TRANSMISOR TIT 0130 Ok
9 PSL 0171 BAJA PRESIÓN VAPOR ATOM. A QUEM. (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
10 PSL 0160 BAJA PRESIÓN COMBUSTOLEO (ALARMA) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
11 PSL 0170 BAJA PRESIÓN VAPOR ATOM. (ALARMA) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
12 PSL 0172 BAJA PRES. DIESEL A QUEMADOR (ALARMA) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok

62
13 PSL 0160 BAJA PRES. SUMINISTRO COMBUSTOLEO (ALARMA) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
14 PSH 0160 ALTA PRESION COMBUST. A QUEMADOR (ALARMA) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
15 BSL 0131 FALLA DE FLAMA (ALARMA Y DISPARO) CON FLAMA DE UN ENCENDEDOR ACERCAR AL SENSOR Y OBSERAR SEÑAL EN PROGRAMA DE PLC Ok
16 DPSL 0131 FALLA V.T.F. (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
17 DPSL 0132 BARRIDO HOGAR CALDERA SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
18 PSH 0131 ALTA PRESIÓN HOGAR (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
19 PSH 0211 ALTA PRESIÓN VAPOR DOMO (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
20 LSL 0121 MUY BAJO NIVEL EN DOMO (DISPARO) MANUALMENTE MOVIMOS EL NUCLEO DEL RELEVADOR LSL 0121 Y SE ACTIVÓ Ok
21 PSL 0171 BAJA PRES. SUM. VAPOR (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
22 PSL 0161 BAJA PRES. SUMINISTRO COMBUSTOLEO (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
23 PSH 0161 ALTA PRESION COMBUST. A QUEMADOR (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
24 LSL 0122 MUY BAJO NIVEL EN DOMO (DISPARO) SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
25 HS 0101 BYPASS COLUMNA DE NIVEL SE CONECTÒ UN CABLE ENTRE LAS TERMINALES DEL INTERRUPTOR Y SE OBSERVÓ SEÑAL EN PLC Ok
26 HS 0212/3 DISPARO DE EMERGENCIA OPRIMIENDO SIMULTANEAMENTE LOS DOS BOTONES OBSERVAMOS SEÑAL EN EL PLC Ok
27 ZS 0160 VALV. CONTROL FLUJO COMBUSTOLEO UTILIZANDO EL SISTEMA DE CONTROL, SE ACTUÓ LA VÀLVULA Y SE OBSERVÓ SEÑAL EN PLC Ok
28 ZSH 0130 COMPUERTAS V.T.F. ABIERTAS SE POSICIONÒ MANUALMENTE EL ACTUADOR FV 0130 A 100 % Y SE OBSERVÓ SEÑAL EN PLC Ok
29 ZSL 0130 COMPUERTAS V.T.F. CERRADAS SE POSICIONÒ MANUALMENTE EL ACTUADOR FV 0130 A 0 % Y SE OBSERVÓ SEÑAL EN PLC Ok
30 ZSL 0160 VALV. CORTE COMBUSTOLEO CERRADA CON EL SISTEMA DE CONTROL, SE POSICIONÓ LA VÀLVULA FSV 0160 Y SE OBSERVÓ SEÑAL EN PLC Ok
31 ZSH 0160 VALV. CORTE COMBUSTOLEO ABIERTA UTILIZANDO EL SISTEMA DE CONTROL, SE ACTUÓ VÀLVULA FSV 0160 Y SE OBSERVÓ SEÑAL EN PLC Ok
32 ZSL 0161 VALV. CORTE RECIRC, COMBUSTOLEO CERRADA UTILIZANDO EL SISTEMA DE CONTROL, SE ACTUÓ VÀLVULA FSV 0161 Y SE OBSERVÓ SEÑAL EN PLC Ok
33 ZSH 0161 VALV. CORTE RECIRC. COMBUSTOLEO ABIERTA UTILIZANDO EL SISTEMA DE CONTROL, SE ACTUÓ VÀLVULA FSV 0161 Y SE OBSERVÓ SEÑAL EN PLC Ok
34 FSV 0160 ABRIR VALV. CORTE COMBUSTOLEO DESDE PLC SE ABRIÓ VÀLVULA Y SE OBSERVO EN VÀLVULA INDICACIÒN "OPEN" Ok
35 FSV 0161 CERRAR VALV. CORTE RECIRC. COMBUSTOLEO DESDE PLC SE ENVIÓ SEÑAL PARA CERRAR VÀLVULA Y SE OBSERVO MOVIMIENTO EN VÀLVULA Ok
36 FSV 0170 ABRIR VALV. CORTE VAPOR ATOMIZ. DESDE PLC SE ENVIÓ SEÑAL PARA ABRIR Y CON DESARMADOR SE VERIFICÒ BOBINA ENERGIZADA Ok
37 SV 0140 ABRIR VALV. CORTE GAS A PILOTO DESDE PLC SE ENVIÓ SEÑAL PARA ABRIR Y CON DESARMADOR SE VERIFICÒ BOBINA ENERGIZADA Ok
38 SV 0142 ABRIR VALV. CORTE GAS A PILOTO DESDE PLC SE ENVIÓ SEÑAL PARA ABRIR Y CON DESARMADOR SE VERIFICÒ BOBINA ENERGIZADA Ok
39 SV 0141 ABRIR VALV. VENTEO GAS A PILOTO DESDE PLC SE ENVIÓ SEÑAL PARA ABRIR Y CON DESARMADOR SE VERIFICÒ BOBINA ENERGIZADA Ok
40 IT 0130 ENERGIZAR TRANFORMADOR IGNICIÓN DESDE PLC SE ENVIÓ SEÑAL PARA TRANSFORMADOR Y SE OBSERVO CHISPA EN EL PILOTO Ok
41 ALARM1 ACTIVAR ALARMA SONORA DESDE PLC SE ENVIÓ SEÑAL PARA ENERGIZAR Y SE ESCUCHÓ LA ALARMA SONORA Ok
Fig. 5.3. Tabla con datos de simulación del sistema de protección y encendido, y del sistema de alarmas

63
5.8. Simulación del sistema de protección y encendido, y alarmas
La simulación de estos sistemas de control lógico se hace también sin encender el
generador de vapor y es muy sencillo porque solamente se tienen dos estados de la señal:
apagado o encendido. La simulación se realizó siguiendo el procedimiento descrito a
continuación tomando como referencia la lista de instrumentos arriba especificada:
Paso 1: Utilizando un cable corto se conectaron los tornillo de los contactos dentro de los
interruptores cuyo contacto conectado eléctricamente es el normalmente abierto. Para los
casos en que el contacto conectado es el normalmente cerrado, se desconectó un cable
para generar el cambio de estado de la señal.
Paso 2: Para verificar el cambio de estado de la señal, se observaron los indicadores
luminosos correspondientes a la entrada digital en las tarjetas electrónicas del PLC. En caso
de conectar el cable, el indicador luminoso enciende; en caso de desconectar el cable en
uno de los contactos del interruptor, el indicador luminoso se apaga.
Paso 3: Se repite el paso 1 y 2 para cada interruptor ó señal de entrada digital al PLC y se
verifica el cambio de estado. Para el sistema de alarmas, este cambio de estado también se
debe verificar en la pantalla de alarmas y 1ª. alarma
Paso 4. Para probar las señales de salida digital, tales como las válvulas solenoides de corte
de gas a piloto, transformador de ignición y válvulas de corte de gas a quemador, se simula
la activación de la señal de salida utilizando la función “force” en el dispositivo utilizado para
la programación del PLC. En el caso del transformador de ignición se puede confirmar el
funcionamiento observando hacia el interior de la caldera la chispa sobre el electrodo del
piloto; las válvulas de corte de gas se prueban observando la caída de presión en el
manómetro de presión de gas LP a piloto ó utilizando un desarmador para notar la formación
del campo magnético y; finalmente para probar la activación de las válvulas de corte de
combustoleo a quemador, adicional al forzamiento de la señal, se debe simular que el
ventilador de tiro forzado está encendido, no hay bajo nivel de agua en domo y la flama está
presente para observar que estas se abren simultáneamente.

64
6. RESULTADOS Y PUESTA EN MARCHA
Posterior a la simulación de los sistemas de control del generador, pasamos a la etapa de
puesta en marcha, ya con la certeza de que los sistemas están funcionando correctamente.
La diferencia es que en las pruebas el generador de vapor ya tendrá prácticamente las
condiciones de funcionamiento normales; es decir, estará lleno de agua, podremos encender
el ventilador de tiro forzado e inclusive encenderemos el piloto y después el quemador a
condición de “fuego bajo”.
6.1 Chequeo de seguridades
En esta etapa, adicional a encender la caldera, probamos cada una de las seguridades
simulando el proceso; por ejemplo:
a) Prueba de ventilador: se arranca el VTF, se enciende la caldera y se detiene la marcha
del ventilador, finalmente se cuentan hasta 5 segundos para ver que el quemador se apaga
b) Bajo nivel domo: se enciende la caldera, se abre la válvula inferior para bajar nivel y se
mide el punto en donde alarma y para por bajo nivel
c) Falla de flama: se enciende la caldera y posteriormente se desinstala la foto celda y se
cuentan 3 segundos hasta que se apaga el quemador
d) Baja presión de combustoleo: Se enciende la caldera a fuego mínimo y una vez
establecida la flama principal se cierra lentamente la válvula de corte manual de suministro a
quemador observando el manómetro que muestra la presión y tomando el dato de presión
en el momento en que se apaga la flama principal por cierre de válvulas.
e) Baja presión de vapor de atomización. De la misma manera que en punto anterior, se
cierra lentamente la válvula de corte de vapor a quemador y se anota la presión de vapor en
el momento en que se apaga la flama del quemador.
f) Alta presión de vapor salida de caldera. Para hacer este chequeo el Operador incrementa
gradualmente el valor del punto de ajuste de la estación de control de presión de vapor
hasta un valor de 13.3 kg/cm² generando que el interruptor de presión active la seguridad

65
cerrando las válvulas de combustible a quemador extinguiéndose la flama
instantáneamente.
g) 1ª. válvula de seguridad. El procedimiento correcto es reajustar el punto de disparo del
interruptor de alta presión de vapor de salida de la caldera hasta un valor por arriba de 14
kg/cm²; de tal forma que no tengamos un disparo de caldera antes de que la presión del
vapor llegue a este valor para observar que a 13.5 kg/cm² se abre la 1ª. Válvula de
seguridad para desfogar presión y evitar que esta siga incrementándose y poniendo en
riesgo el generador de vapor. En caso de que la válvula se actué mas abajo o mas arriba del
3% de la presión de ajuste, es el momento de reajustarla moviendo el mecanismo que
comprime o descomprime el resorte, y repitiendo el procedimiento tantas veces como sea
necesario, hasta lograr que la válvula se actué a 13.5 kg/cm².
h) 2ª. válvula de seguridad. Está válvula se debe actuar cuando la presión de vapor rebasa
14 kg/cm²; por lo cual, la primera válvula se deshabilita utilizando un dispositivo extractor de
poleas del tamaño adecuado para evitar que se actué con el incremento de presión. Se
repite el mismo procedimiento.
6.2 Pruebas de combustión
Para realizar las pruebas de combustión es condición que se hayan realizado el chequeo de
seguridades y se compruebe que esta funcionan correctamente, ya que para poder realizar
estas pruebas será necesario encender el generador de vapor e incrementar gradualmente
la generación de vapor hasta llegar al menos a un 80 % de la capacidad de generación con
el propósito de establecer la relación aire combustible que permita que el sistema de control
de combustión funcione en modo automático a la mayor eficiencia posible permitida por el
diseño del quemador. La figura siguiente muestra la relación de combustión del generador
de vapor expresada en términos de la cantidad de Oxigeno en los gases de salida; el cual se
medirá con un analizador especial para gases de combustión con referencia a la generación
de vapor expresada como carga (load) que es equivalente a la generación de vapor; de tal

66
suerte que 10 % equivale a 2 ton./h y 13 % de Oxigeno; 50 % de carga a 10 ton./h y 4% de
Oxigeno; y finalmente 80% de carga equivale a 16 ton./h y deberá ajustarse la relación aire
combustible para tener hasta 3% de Oxigeno
Fig. 6.1 Gráfica de desempeño de quemador expresada en % de carga vs. oxígeno
1) Ajuste de fuego mínimo: Con un flujo de aire alto, utilizando la estación de control de
flujo de combustoleo en modo manual, en el HMI de la caldera, con se ajusta la
válvula de control de flujo a una posición que permita el paso de 330 kg/h de
combustoleo, equivalente a generar 4 ton./h de vapor. Una vez que se logra este
ajuste y la generación de vapor se estabiliza, se toman todos los datos en una tabla.
2) Posteriormente, se repite este proceso para las cargas de 40, 60, 80 y 100%; si las
condiciones de demanda lo permiten, siempre tomando como referencia dos
condiciones:
- Que la cantidad de oxigeno en la chimenea corresponda a la gráfica, y que
- La cantidad de CO en los gases de salida no exceda 100 ppm
COMBUSTOLEO
GAS NATURAL

67
3) En cada ajuste se toman los datos de las variable como lo muestra la siguiente tabla
PDA. TAG SERVICIO UNIDS. 20% 30% 50% 70% 80%
1 PT 0010 PRESIÓN VAPOR EN CABEZAL kg/cm2 12.0 12 11.7 11.4 11.7
2 FT 0210 FLUJO DE VAPOR kg/hr 3,900 5,200 9,700 13,900 15,800
3 FT 0230 FLUJO AIRE DE COMBUSTION % 7.6 12.6 35 53 69
4 FT 0260 FLUJO DE COMBUSTOLEO % 19.5 26.5 47 63 75.5
5 FT 0260 FLUJO DE COMBUSTOLEO kg/hr 313.4 433 808.0 1158 1325
6 FT 0220 FLUJO AGUA ALIMENTACION kg/hr 4300 4500 6500 8000 10000
7 LT 0220 NIVEL DEL DOMO mm 18 6 16 8 14
8 PT 0230 PRESION EN CAJA DE AIRE mm C.A. 28 47 68 86 120
9 PT 0231 PRESION EN HOGAR mm C.A. 9 21 40 55 77
10 PT 0210 PRESIÓN VAPOR EN DOMO kg/cm2 12.3 11.7 12.2 12.2 12.4
11 PT 0270 PRESIÓN VAPOR EN ATOMIZADOR kg/cm2 6.9 7 7 6.8 6.5
12 PT 0260 PRESIÓN COMBUSTOLEO EN ATOMIZADOR kg/cm2 1.5 2.2 7.2 7.7 8.8
13 PI 0260 PRESIÓN COMBUSTOLEO EN CABEZAL kg/cm2 11 10.7 10.5 10.2 10
14 PI 0220 PRESIÓN AGUA ALIMENTACIÓN EN CABEZAL kg/cm2 19 20 19.5 19.5 19
15 TE 0260 TEMPERATURA COMBUSTÒLEO ° C 140 140.3 139.5 133.4 133.7
16 TE 0230 TEMPERATURA GASES DE SALIDA ° C 195 214 250.4 273.5 296
17 TI 0220 TEMPERATURA AGUA DE ALIMENTACIÓN ° C 95 97 98 99 98
18 FV 0260 SEÑAL A VÁLV. CONTROL FLUJO DE COMBUSTOLEO % 14 22 59 80 83
19 FV 0230 SEÑAL ACTUADOR CONTROL FLUJO AIRE COMBUSTION % 8 15 30 42 55
20 FV 0220 SEÑAL A VÁLV. CONTROL FLUJO AGUA ALIMENTACION % 16 21 36 52 56
21 OXIGENO EN GASES DE COMBUSTIÓN % 7.2 6 4.1 3.3 3.1
22 EXCESO DE AIRE % 50 30 25 20 17
23 NO x EN GASES DE COMBUSTIÓN PPM 157 168 248 257 271
24 CO2 EN GASES DE COMBUSTIÓN % 9.5 9.7 10.8 12.4 12.6
25 CO EN GASES DE COMBUSTIÓN PPM 10 23 29 33 40
26 TEMPERATURA GASES DE SALIDA ° C 170 175 211 232 250
27 LIC 0230 ESTACIÓN M/A CONTROL NIVEL EN DOMO AUTO AUTO AUTO AUTO AUTO
Fig 6.2. Tabla con datos de pruebas de combustión de caldera 1
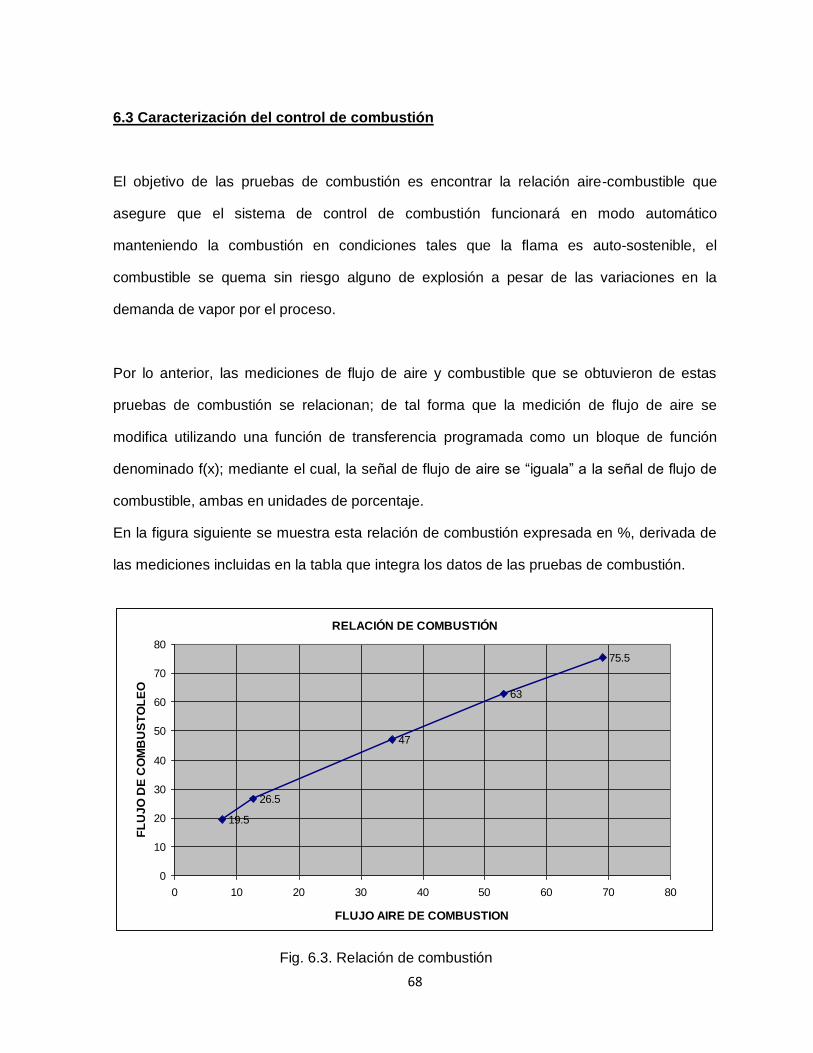
68
6.3 Caracterización del control de combustión
El objetivo de las pruebas de combustión es encontrar la relación aire-combustible que
asegure que el sistema de control de combustión funcionará en modo automático
manteniendo la combustión en condiciones tales que la flama es auto-sostenible, el
combustible se quema sin riesgo alguno de explosión a pesar de las variaciones en la
demanda de vapor por el proceso.
Por lo anterior, las mediciones de flujo de aire y combustible que se obtuvieron de estas
pruebas de combustión se relacionan; de tal forma que la medición de flujo de aire se
modifica utilizando una función de transferencia programada como un bloque de función
denominado f(x); mediante el cual, la señal de flujo de aire se “iguala” a la señal de flujo de
combustible, ambas en unidades de porcentaje.
En la figura siguiente se muestra esta relación de combustión expresada en %, derivada de
las mediciones incluidas en la tabla que integra los datos de las pruebas de combustión.
RELACIÓN DE COMBUSTIÓN
19.5
26.5
47
63
75.5
0
10
20
30
40
50
60
70
80
0 10 20 30 40 50 60 70 80
FLUJO AIRE DE COMBUSTION
FL
UJ
O D
E C
OM
BU
ST
OL
EO
Fig. 6.3. Relación de combustión

69
6.4 Sintonización del control
Una vez realizadas las pruebas de combustión, se procedió a generar vapor para el proceso
y a observar la respuesta de los sistemas de control en modo automático realizando ajustes
de ganancia en la banda proporcional, de tiempo de respuesta en la integral
fundamentalmente, ya que por no tener necesidad de controlar temperatura la diferencial no
se tomó en cuenta.
A continuación los datos de sintonización de las estaciones de control.
ELEM. PRESIÓN AIRE COMBUSTIBLE NIVEL UNIDAD
Ganancia 10.0 15.0 12.0 15.0 %
Integral 0.8 0.5 1.0 0.1 SEG
Derivativa 0.0 0.0 0.0 0.0
Fig. 6.4. Datos de sintonización de los lazos de control

70
6.5 Pantallas del sistema de control
A continuación se muestran algunas pantallas de la aplicación de control desarrolladas con
el software Cimplicity del fabricante General Electric.
Fig. 6.4. Gráfico del generador de vapor

71
Fig. 6.4. Pantalla del sistema de control de combustión
Fig. 6.5. Pantalla del sistema de control de nivel del domo

72
6.6 Imágenes del sistema de control
Fig. 6.6 Sala de control de calderas que muestra la estación del Operador (HMI)
Fig. 6.7 Gabinete conteniendo la computadora de la estación del Operador

73
Fig. 6.8 Pantalla de la estación del Operador
Fig. 6.9 Instrumentos sobre el quemador en el frente de la caldera

74
Fig. 6.10 Instrumentos para medir el flujo de agua y controlar el nivel en el domo
Fig. 6.11 Gabinete de control que muestra el PLC y los relevadores de nivel

75
7. CONCLUSIONES
El desarrollo del proyecto fue exitoso y se debió principalmente al conocimiento profundo del
funcionamiento de un generador de vapor, el control de procesos, proyectos de
automatización con controladores lógicos programables y sistemas de visualización y
operación basados en el uso de computadoras, las normas y estándares aplicables a estos
desarrollos. Lo anterior, en combinación con una planeación y desarrollo de actividades muy
especifica en una secuencia tal que inclusive optimizó el tiempo de desarrollo a 16 semanas
desde que se aprobó el concepto hasta que se probó la confiabilidad del sistema de control
ya probado y ajustado, de acuerdo a lo siguiente:
1. Recopilación de información de diseño del generador de vapor,
2. Desarrollo de ingeniería básica,
3. Cálculos de elementos primarios y finales de control,
4. Elaborar la lista de instrumentos,
5. Ingeniería de detalle para construcción del sistema de control,
6. Adquisición de instrumentos y equipos de control,
7. Integración del gabinete con equipos de control,
8. Desarrollo de la aplicación de control en el software de GE Cimplicity ver. 8.0
9. Diseño del programa del PLC marca Allen Bradley serie SLC 5/05,
10. Instalación mecánica y conexión eléctrica de los instrumentos,
11. Calibración y configuración de instrumentos,
12. Pruebas funcionales sin encender la caldera,
13. Chequeo de seguridades a flama encendida,
14. Pruebas de combustión a diferentes generaciones de vapor,
15. Caracterización del sistema de control de combustión
16. Pruebas en semiautomático (con control de demanda en modo manual)
17. Sintonización de los sistemas de control de demanda, combustión y nivel de domo
18. Pruebas funcionales en modo automático
76
Al termino del proyecto el funcionamiento del generador de vapor con su nuevo sistema de
control cubrió satisfactoriamente la demanda de vapor a los procesos, a la presión de
operación requerida de 12 kg/cm², sin interrupción alguna para la producción requerida y
cumpliendo las estrictas normas de calidad del producto final.
El cumplimiento legal del proyecto incluyó cumplir los objetivos planteados inicialmente:
1) Cumplimiento de normas locales e internacionales: El sistema de protección y encendido
cumple con normas locales definidas en la NOM 020-STPS-2002 Recipientes sujetos a
presión y calderas- Funcionamiento- Condiciones de seguridad de la secretaria del trabajo y
las recomendaciones de la NFPA 8501 referidas a generadores de vapor con un quemador
frontal, quemando combustoleo ó aceite pesado No. 6
2) Confiable a toda prueba: Las graficas de control de presión de generación de vapor, flujos
de combustible y aire; así como el control del nivel del domo incluidas en la sección de
resultados muestran el funcionamiento confiable; lo cual, esta probado con el
funcionamiento ininterrumpido de los procesos por semanas y meses completos
3) Construcción simple con equipos de última generación
Sistema de control utilizando un PLC de marca Allen Bradley estándar en el control de
procesos de la fábrica y estación de visualización del Operador utilizando una computadora
tipo “Workstation” con aplicación de control desarrollada en software estándar de control de
procesos marca General Electric, instrumentos de última generación, tipo electrónico,
configurables, sin partes en movimiento, con señal de control universal de marcas del grupo
Emersonprocess y modelos estándar utilizados en la automatización de otros procesos,
4) Bajo costo de mantenimiento ya que los instrumentos son de última tecnología y habiendo
respetado las recomendaciones de instalación no requieren mantenimiento continúo ni
limpieza.

77
Lo anterior, genera la posibilidad de establecer un estándar de control para el resto de los
generadores de características similares pero capacidades iguales o diferentes; lo cual,
traería beneficios adicionales, tales como:
- Reducir costos en desarrollo de ingeniería
- Compartir elementos comunes para disminuir costos en refacciones
- Estandarización de sistemas para facilitar aprendizaje de Operadores

78
8. BIBLIOGRAFÍA
1. STEAM its generation and use. Babcock and Wilcox a McDermott Company Edited by
S.C. Stultz and J. B. Kitto
2. The Controls of Boilers 2nd Edition by Sam G. Dukelow
3. Control Valve Handbook, Fisher Controls Marshalltown, Iowa, U.S.A.
4. NFPA 8501code. National Fire Protection Association 2001
5. Micromotion bulletin specification mass flowmeters
6. Rosemount bulletin specification vortex type flowmeters
7. Catalog Nr. 10. Fisher Valves specificaction 8. Merlin software by Dieterch Standard. Melin versión 2.4.11 as of 22/01/2001 Product
Database 9. NOM 020-STPS-2002 Recipientes sujetos a presión y calderas- Funcionamiento-
Condiciones de seguridad de la secretaria del trabajo

79
9. GLOSARIO DE TÉRMINOS
Generador de vapor: Dispositivo construido para convertir el agua en estado líquido a
estado de vapor por adicionar energía calorífica mediante el proceso de combustión de un combustible en su interior, diseñado para suministrar la demanda de vapor a los procesos de intercambio de calor. Generalmente incluye un quemador, un ventilador de aire, un sistema de control para mantener la combustión y un sistema de protección y encendido para seguridad de operación. Quemador: Es un dispositivo diseñado para combinar aire y combustible de tal forma que reaccionen químicamente para producir una flama estable que ceda energía calorífica como resultado de la reacción. Piloto: Dispositivo que forma parte de un quemador y que tiene como propósito producir una flama pequeña, mediante una chispa y suministro de combustible gaseoso; la cual a su vez enciende la flama principal del quemador. Hogar: Espacio interno del generador de vapor en el cual se realiza el proceso de combustión; el cual puede ser observado mediante la presencia de flama. Domo superior: Cilindro hecho de lámina de gran espesor localizado en la parte superior del generador de vapor; el cual, sirve para alojar los internos que separan el vapor generado del agua. También conocido como domo de vapor. Domo inferior: Del mismo modo que el domo superior, esta fabricado con lamina de alto calibre y sirve para interconectar los tubos bajantes con los subientes. También se le conoce como domo de agua. Ventilador de tiro forzado: Es parte fundamental de una caldera y tiene como propósito proporcionar al interior de la caldera y través del quemador la cantidad de aire necesaria para producir la reacción química llamada combustión y mantenerla continuamente variando la cantidad de aire según la demanda de vapor. Generalmente estos son movidos por motores eléctricos Superficie de calefacción: El fabricante del generador de vapor calcula el área requerida
para la transferencia de calor según la cantidad y presión del vapor a generar. Está área de calefacción equivale a la superficie expuesta a la radiación de calor de la flama y es proporcional a la cantidad de tubos. Presión de diseño: Es el valor de presión máximo de diseño que soporta un generador de vapor y depende de los materiales y construcción de éste. Presión de trabajo: Es la presión de operación normal del generador de vapor y siempre es
menor que la presión de diseño.
NFPA (Nacional FIRE Protection Agency): Asociación internacional de expertos que emiten recomendaciones de diseño para construir sistemas de seguridad entre estos los diferentes equipos de combustión.

80
PLC (Controlador lógico programable): Dispositivo electrónico diseñado para ser
programado para realizar funciones de control lógico y analógico y esta integrado comúnmente por un chasis; fuente de alimentación, CPU, tarjetas de entradas digitales, tarjetas de entradas digitales, tarjetas de entradas analógicas, tarjetas de salidas analógicas y una o varias tarjetas de comunicación con protocolos Ethernet; Device Net, etc...
Controlador stand-alone: Nombre que se asigna a los dispositivos electrónicos que sirven como estacón de control e interfase del operador en el caso de un lazo de control solamente. Disparo de caldera: Se dice que ocurrió un disparo de caldera cuando se cierran las válvulas de corte de combustible a quemador, se extingue la flama y deja de haber generación de vapor en un tiempo corto.
HMI (Human Machina Interfase): Es la computadora que se configuro con el software de
GE para que el Operador la utilize como estación de interfase para visualización y operación de la caldera

81
10. ANEXO 1

82
Anexo 1. Programa del PLC

83

84

85

86

87

88

89

90

91

92

93

94

95

96
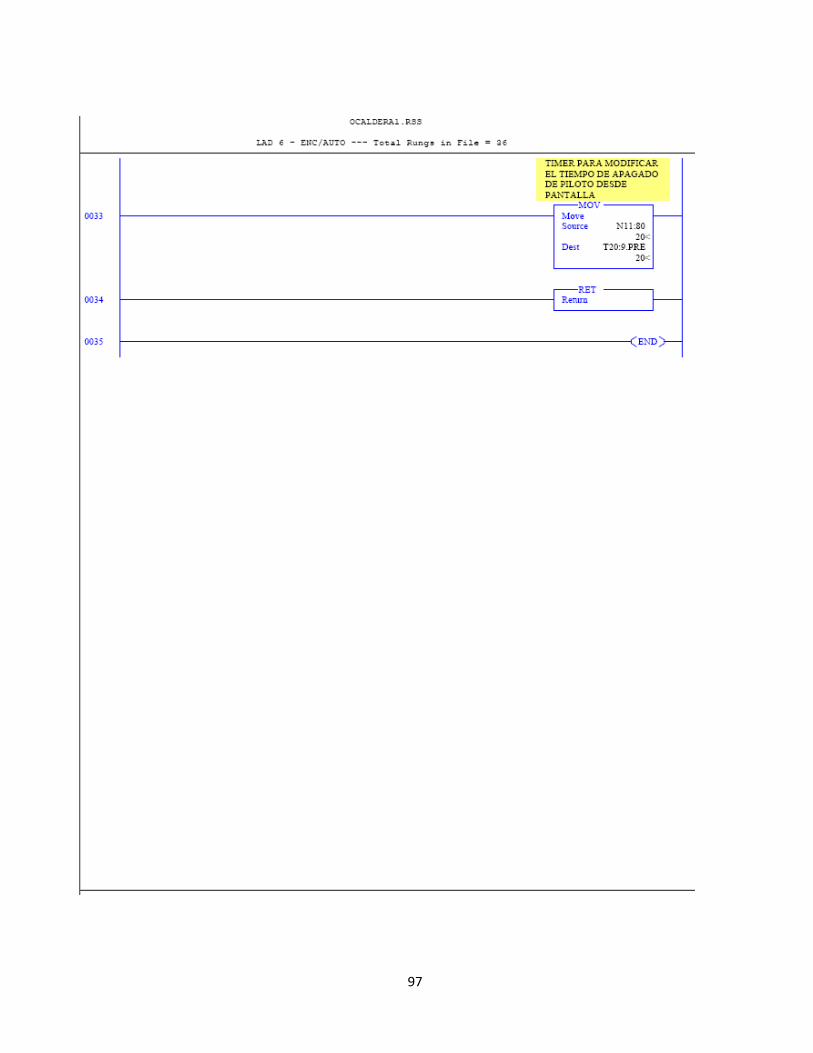
97

98
CA
BE
ZA
L P
RIN
CIP
AL D
E V
AP
OR
AL
IME
NT
AC
ION
DE
QU
IMIC
OS
DP
AL
PR
ES
ION
: 14 k
g/c
m2
TE
MP
: 115 °
C
FL
UJO
:
TE
MP
:
FLU
JO
:P
RE
SIO
N:
RE
CIR
CU
LA
CIO
N
CO
MB
US
TO
LE
O
SU
MIN
IST
RO
CO
MB
US
TO
LE
O
SW
ITC
H L
IMIT
EZ
SV
AL
VU
LA
SO
LE
NO
IDE
3 V
IAS
INT
ER
LO
CK
PR
OG
RA
MA
DO
EN
PLC
VE
NT
ILA
DO
R T
IRO
FO
RZ
AD
O
SE
LL
O Q
UIM
ICO
O C
AM
AR
A S
EP
AR
AD
OR
A D
E G
LIC
ER
INA
TR
AN
SM
ISO
R D
E F
LU
JO
TR
AN
SM
IDO
R D
E N
IVE
L
IND
ICA
DO
R D
E T
EM
PE
RA
TU
RA
IND
ICA
DO
R D
E P
RE
SIO
N
FT
LT
TI
PI
AS
VA
LV
UL
A C
HE
CK
VA
LV
UL
A M
AC
HO
VA
LV
UL
A D
E G
LO
BO
VA
LV
UL
A D
E C
OM
PU
ER
TA
AC
TU
AD
OR
RO
TA
RIO
UN
IVE
RS
AL
SU
MIN
IST
RO
DE
AIR
E A
IN
ST
RU
ME
NT
O
SIF
ON
PO
TE
NC
IA D
EL M
OT
OR
VE
LO
CID
AD
DE
L M
OT
OR
P
OT
EN
CIA
AL
FR
EN
OP
RE
SIO
N D
E O
PE
RA
CIO
N
VO
LT
AJE
CA
PA
CID
AD
__
__
__
__
__
__
__
__
___
__
__
__
__
__
__
__
__
___
__
__
__
__
__
__
__
__
___
__
__
__
__
__
__
__
__
___
__
__
__
__
__
__
__
__
___
__
__
__
__
__
__
__
__
___
m3/h
rb
ar
BH
Prp
mH
PV
CA
(PR
V)
VA
LV
UL
A R
EG
UL
AD
OR
A D
E P
RE
SIO
N A
UT
O O
PE
RA
DA
(PR
V)
VA
LV
UL
A R
EG
UL
AD
OR
A D
E P
RE
SIO
N D
IFE
RE
NC
IAL
(FC
V)
VA
LV
ULA
DE
GL
OB
O C
ON
AC
TU
AD
OR
NE
UM
AT
ICO
SO
FT
WA
RE
O E
NLA
CE
DE
DA
TO
S
SE
ÑA
L H
IDR
AU
LIC
A
FU
NC
ION
PR
OG
RA
MA
DA
EN
PLC
EQ
UIP
O M
ON
TA
DO
EN
CA
MP
O
SE
ÑA
L D
E T
EM
PE
RA
TU
RA
SE
ÑA
L E
LE
CT
RIC
A
TU
BE
RIA
NE
UM
AT
ICA
TU
BE
RIA
PR
INC
IPA
L
20°
C0
.10 k
g/c
m2
m
/h3
2
SIM
BO
LO
DP
SL
LS
H
LS
L
TS
H
DE
SC
RIP
CIO
N
PS
L
TS
L
PS
H
SIM
BO
LO
PT
3/4
" C
ED
40
GA
S L
.P.
A P
ILO
TO
3/4
" C
ED
40
0140
PC
V
143
0 k
g/h
SIM
BO
LO
INT
ER
RU
PT
OR
DE
BA
JA
PR
ES
ION
DIF
ER
EN
CIA
L
INT
ER
RU
PT
OR
DE
AL
TO
NIV
EL
INT
ER
RU
PT
OR
DE
BA
JO
NIV
EL
INT
ER
RU
PT
OR
DE
AL
TA
TE
MP
ER
AT
UR
A
INT
ER
RU
PT
OR
DE
BA
JA
TE
MP
ER
AT
UR
A
INT
ER
RU
PT
OR
DE
AL
TA
PR
ES
ION
INT
ER
RU
PT
OR
DE
BA
JA
PR
ES
ION
DE
SC
RIP
CIO
N
TR
AN
SM
ISO
R D
E P
RE
SIO
N
VA
LV
UL
A N
O R
ET
OR
NO
VA
PO
R P
RIN
CIP
AL
DE
SC
RIP
CIO
N
(FS
V)
VA
LV
UL
A D
E B
OL
A C
ON
AC
TU
AD
OR
NE
UM
AT
ICO
VA
LV
UL
A D
E S
EG
UR
IDA
D
(FS
V)
VA
LV
ULA
DE
CO
MP
UE
RT
A C
ON
AC
TU
AD
OR
ELE
CT
RIC
O
(SV
) V
AL
VU
LA
SO
LE
NO
IDE
2 V
IAS
M
3/4
" C
ED
40
TS
LP
SL
0160
0161
FT
0160
S.P
.
FIC
0160
3/4
"
PS
L
0171
FQ
0160
FR
FI
0160
0160
FY
0160
<
0160
0160
FC
V
ZS
PI
0170
0141
SV
0142
VE
NT
EO
0140
SV
SV
0140
PI
0130
PI
PT
0130
DO
MO
DE
AG
UA
FO
ND
O
PU
RG
A D
E
AIR
E
DE
CA
JA
PI
0161
0130
BE
0130
FY
ZS
H
0130
BS
L
FV
0130
0130
0130
>F
ICS
.P.
f(x)
FY
0131
0130
FT
0130
ZS
L
0130
0130
FE
DP
SL
0130
AL
IME
NT
AC
ION
PR
ES
ION
: 21 k
g/c
m2
TE
MP
: 96 °
C
FLU
JO
: 20
000
kg/h
AG
UA
DE
AL
IME
NT
AC
ION
DIE
SE
L
1/2
" C
ED
40
2"
CE
D 4
0
0120
PI
2"
30
0 #
R.F
.
0121
0120
TI
FT
FC
V
0120
PR
ES
ION
: 12 k
g/c
m2
FLU
JO
: 20
000
kg/h
TE
MP
: 190 °
C
VA
PO
RP
RIN
CIP
AL
FY
0120
FR
0120
FI
0120
f(t)
0120
FQ
FIC
S.P
.
0120
HIC
0110
FR
0130
FI
0130
S.P
.D
E P
IC 0
010
0120
LIC
LT
0120
0163
SV
DO
MO
DE
VA
PO
R
DP
SL
0132
0131
DP
SL
PS
V
0101
SP = 13.5 kg/cm2
0110
FT
PS
H
0110
0110
PT
PI
0110
SP = 14.3 kg/cm
0102
PS
V
2
0110
0120
PI
FY
0120
FI
0110
0110
FQ
FR
0130
TE
TI
0130
0130
TI
0130
TT
0130
TR
CH
IME
NE
A
PS
H
0131
0131
0131
PT
PI
A S
OP
LA
DO
RE
SD
E H
OLLIN
0130
PA
H
CO
NT
INU
AP
UR
GA
0122
LS
L
DR
EN
AJE
LS
L
0120
LS
L
0121
LS
H
0120
0120
LA
H
0110
PI
PR
PA
H
0110
0110
LR
LI
0120
0120
6"
CE
D 4
0
TE
MP
: 20 °
CP
RE
SIO
N:
4 k
g/c
m2
FLU
JO
: 6 k
g/h
PC
V
0170
0170
PS
L
0170
PA
L
280
kg/h
AT
OM
IZA
CIO
NV
AP
OR
P
AR
A
FL
UJO
:
TE
MP
: 1
90 °
CP
RE
SIO
N:
12 k
g/c
m2
0160
PS
L
TA
L
0160
0161
TS
HT
SL
0161
TI
0160
B
T
1/2
"
0160
PA
L
PI
0163
LA
L
0120
DE
CA
LD
ER
AS
No.2
Y 3
0173
PS
L
0172
PS
L
PA
L
0172
M
ZS
L
0161
M
ZS
L
0160
0160
PC
V
0161
FS
V
PI
0160
0170
PI
SV
0162
0130
IT
0161
ZS
H
0160
ZS
H
0120
HS
SV
0170
FS
V
0160
Anexo 2: Diagrama de Tubería e Instrumentación

99
Anexo 2: Diagrama de alambrado de gabinete de control

100
Anexo 2: Diagrama de alambrado de gabinete de control

101
Anexo 2: Diagrama de alambrado de gabinete de control
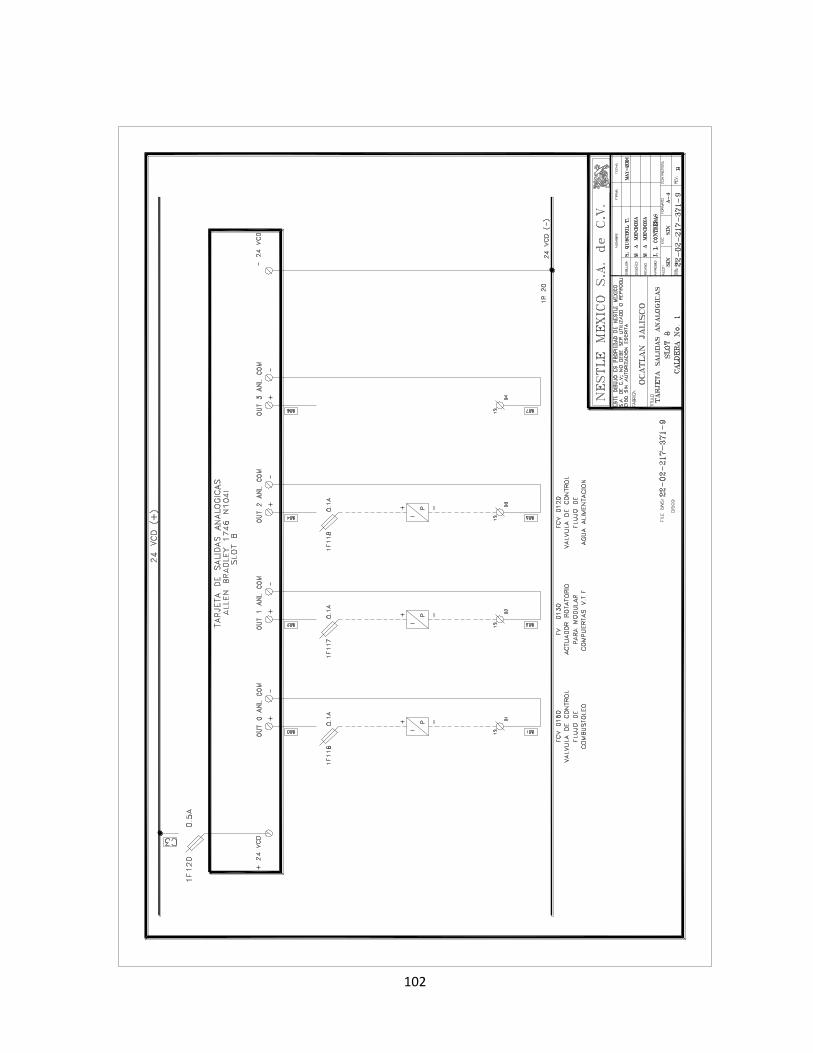
102
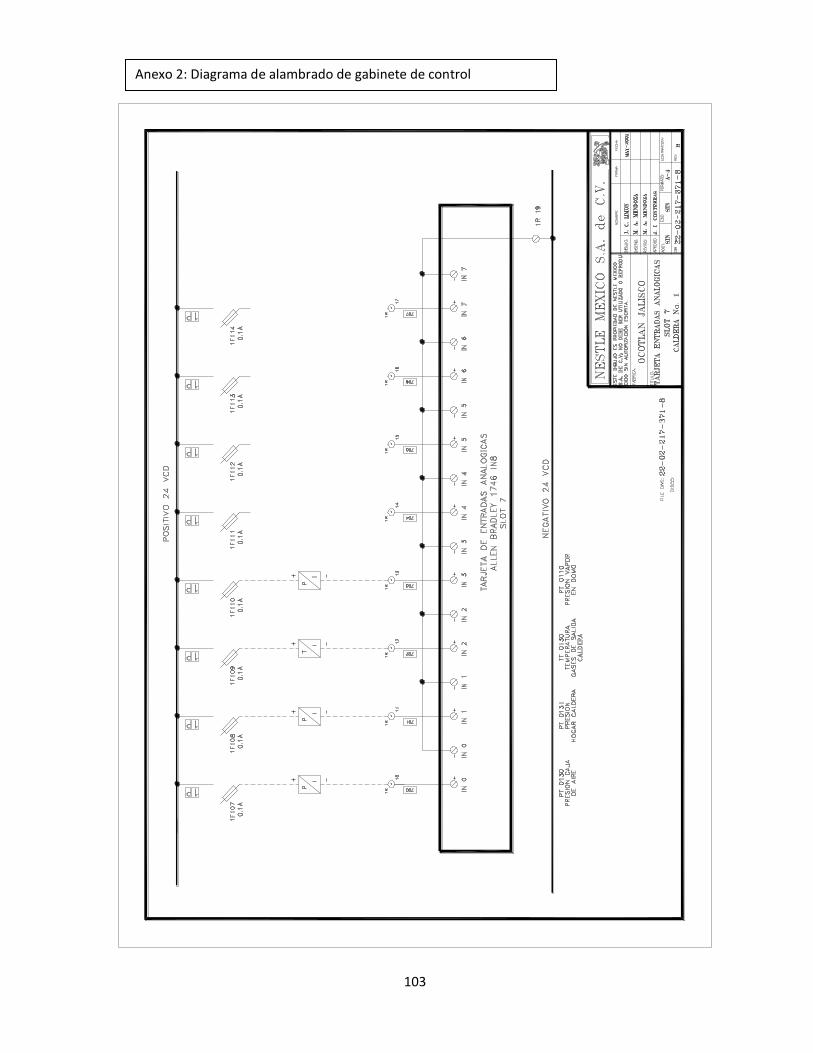
103
Anexo 2: Diagrama de alambrado de gabinete de control

104
Anexo 2: Diagrama de alambrado de gabinete de control

105
Anexo 2: Diagrama de alambrado de gabinete de control

106
Anexo 2: Diagrama de alambrado de gabinete de control

107
Anexo 2: Diagrama de alambrado de gabinete de control

108
Anexo 2: Diagrama de alambrado de gabinete de control

109
Anexo 2: Dibujos de construcción de gabinete de control
coontrocontrol Anexo 1: Dibujos de instalación de instrumentos

110
Anexo 2: Dibujos de fabricación de cajas de conexiones

111
Anexo 2: Arreglo interno del gabinete de control
conexiones Anexo 1: Dibujos de instalación de instrumentos
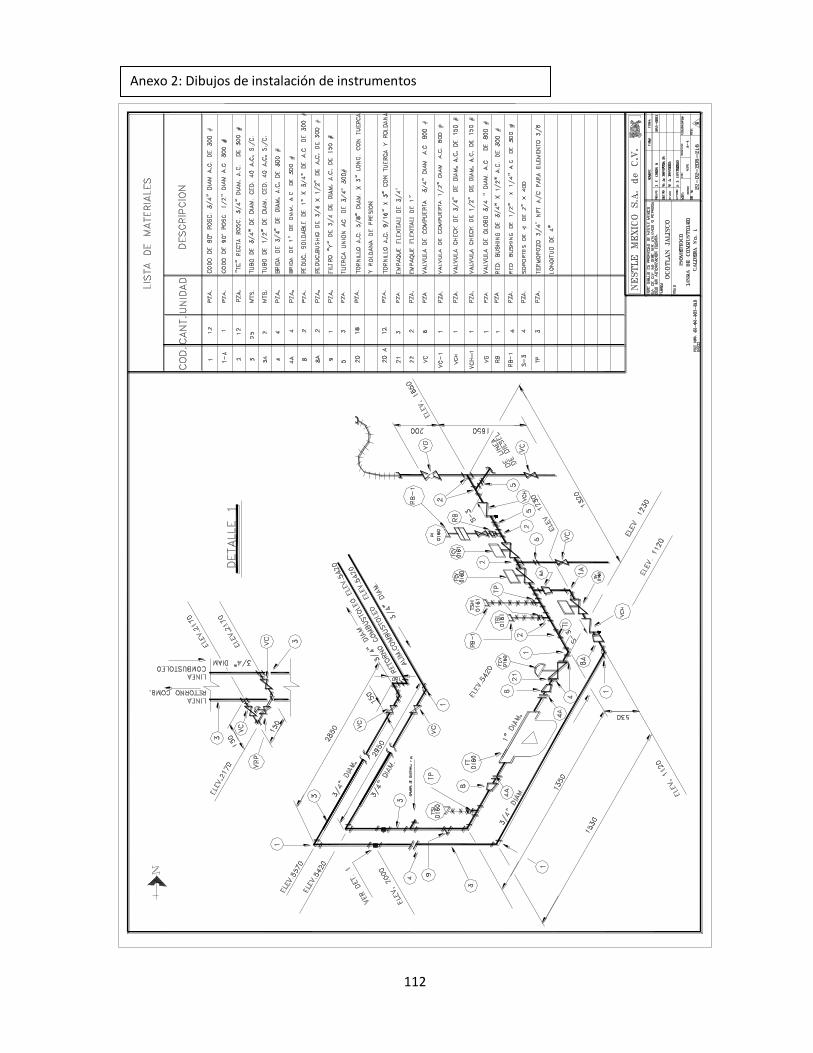
112
Anexo 2: Dibujos de instalación de instrumentos

113
Anexo 2: Dibujos de instalación de instrumentos




















