diseño y montaje a escala piloto de un sistema de filtracion
107
DISEÑO Y MONTAJE A ESCALA PILOTO DE UN SISTEMA DE FILTRACION CON FILTRO PRENSA PARA LOS LABORATORIOS DE OPERACIONES UNITARIAS DE LA UNIVERSIDAD DE SAN BUENAVENTURA SEDE CARTAGENA ISAMAR OSPINO DE LA HOZ ANDY AGAMEZ MARTÍNEZ UNIVERSIDAD DE SAN BUENAVENTURA DE CARTAGENA D.T.Y.C FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA, ENERO 2015
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of diseño y montaje a escala piloto de un sistema de filtracion

1
DISEÑO Y MONTAJE A ESCALA PILOTO DE UN SISTEMA DE FILTRACION CON FILTRO PRENSA PARA LOS LABORATORIOS DE OPERACIONES
UNITARIAS DE LA UNIVERSIDAD DE SAN BUENAVENTURA SEDE CARTAGENA
ISAMAR OSPINO DE LA HOZ ANDY AGAMEZ MARTÍNEZ
UNIVERSIDAD DE SAN BUENAVENTURA DE CARTAGENA D.T.Y.C FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO
PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA, ENERO 2015

2
DISEÑO Y MONTAJE A ESCALA PILOTO DE UN SISTEMA DE FILTRACION CON FILTRO PRENSA PARA LOS LABORATORIOS DE OPERACIONES
UNITARIAS DE LA UNIVERSIDAD DE SAN BUENAVENTURA SEDE CARTAGENA
ISAMAR OSPINO DE LA HOZ ANDY AGAMEZ MARTÍNEZ
Trabajo de grado presentado como requisito para optar al título de Ingeniero
Químico
DIRECTOR ADALBERTO MATUTE THOWINSON
UNIVERSIDAD DE SAN BUENAVENTURA DE CARTAGENA D.T.Y.C FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO
PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA, ENERO 2015

3
Nota de aceptación
-----------------------------------------------------------
-----------------------------------------------------------
-----------------------------------------------------------
---------------------------------------------------------- Presidente del jurado.
--------------------------------------------------------- Jurado 1.
------------------------------------------------------- Jurado 2.
Cartagena de Indias D. T. y C.

4
DEDICATORIA
Dedico este logro principalmente a Dios por ser quien me guio, me acompaño en los momentos en los cuales me sentí desorientada y me
dio fuerzas y aliento para seguir adelante.
A mi padre querido Manuel Enrique el cual no estuvo presente conmigo físicamente pero si de pensamiento, este logro es para ti. Se
que donde quiera que estés te sentirás orgulloso de mi.
A mi vida entera, mi madre Petrona De la hoz, mi fuente de inspiración a salir a delante, gracias por ser mi apoyo incondicional, por tus consejos, por tus regaños, por esa voz de aliento cada vez que
me sentía decaída, por estar ahí siempre para mí, sin ti no habría podido llegar hasta donde estoy ahora.
A mis hermanos les agradezco por su apoyo, especialmente a Manuel
Fernando por estar siempre a mi lado dándome momentos de alegrías, esos que nunca se podrán borrar y por brindarme apoyo en
muchos instantes los cuales ayudaron a que siguiera adelante.
A mis amigos y compañeros universitarios que aportaron también en mi vida universitaria momentos de alegrías que siempre llevare
en mi corazón.
A mi compañero de tesis Andy Agamez por su perseverancia, esfuerzo y dedicación no hubiese sido posible culminar este logro sin
el apoyo y cooperación de él.
Finalmente a todas esas personas que en algún momento contribuyeron con mi formación como profesional.
Isamar Ospino De la hoz

5
DEDICATORIA
Dedico este logro principalmente a Dios que me dio la fuerza de voluntad para llevar a cabo este proyecto.
A mi madre Carmen Martínez Caldera y mi padre Carlos Agamez
Ricardo quienes me apoyaron durante el desarrollo de este proyecto y durante el proceso de profesionalización.
Andy Agamez Martínez
6
AGRADECIMIENTOS
Los autores de esta tesis expresan sus agradecimientos a: Dios por ser nuestra guía, por darnos sabiduría y la fortaleza para realizar este proyecto de tesis y así construir un camino lleno de éxitos hacia nuestra carrera profesional. Al jefe de laboratorio Jairo Carrascal y a todo su personal de apoyo, ya que sin la ayuda de ellos no hubiésemos podido realizar las pruebas de laboratorio. Al profesor y tutor de tesis Adalberto Matute por ser guía, por sus consejos y por tenernos tanta paciencia; a Vicente Vargas por siempre estar ahí, y por cada una de sus orientaciones y a todo el personal docente de la facultad de ingeniería química, por todos los conocimientos transmitidos en el transcurso de la carrera. Finalmente a todas esas personas que en algún momento contribuyeron con nuestra formación como profesional. A todos muchas gracias por acompañarnos en este camino y en este logro.
7
CONTENIDO
Pág. INTRODUCCIÓN…………………………………………………………………..... 11 1. PROBLEMA DE INVESTIGACIÓN……………………………………………... 13 1.1 PLANTEAMIENTO DEL PROBLEMA………………………………………… 13 1.2 FORMULARIO DEL PROBLEMA……………………………………………… 14 1.3 JUSTIFICACIÓN……………………………………………………………....... 14 1.4 OBJETIVOS……………………………………………………………………… 15 1.4.1 Objetivo General…………………………………………………………........ 15 1.4.2 Objetivos específicos…………………………………………………………. 15 2. MARCOS DE REFERENCIA……………………………………………………. 16 2.1 ANTECEDENTES……………………………………………………………….. 16 2.2 MARCO TEORICO…………………………………………………………....... 17 2.2.1 Filtración………………………………………………………………………... 17 2.2.2 Filtración con formación de torta o queque………………………………… 18 2.2.3 Filtración sin formación de torta o queque…………………………………. 18 2.2.4 Filtración profunda…………………………………………………………….. 19 2.2.5 Filtración en la separación de solido-liquido……………………………….. 20 2.2.6Variables de operación……………………………………………………….. 20 2.2.7 Tipos de equipos de filtración………………………………………………... 22 2.2.7.1 Filtros continuos de vacío………………………………………………...... 22 2.2.7.2 Filtro de disco rotatorio continuo…………………………………………... 23 2.2.7.3 Filtro horizontal rotatorio continuo……………………………………… 23 2.2.7.4 Filtrosde tambor rotatorio………………………………………………….. 23 2.2.7.4.1 Filtrosde vacío………………………………………………................... 24 2.2.7.5 Filtros discontinuos de vacío………………………………………………. 25 2.2.7.6 Filtro prensa…………………………………………………………………. 25 2.2.7.6.1 Elementos básicos………………………………………………………... 27 2.2.7.6.2 Funcionamiento del filtro prensa………………………………………… 28 2.2.7.7 Filtro de carcasa y hojas…………………………………………………… 28 2.2.8 Medios filtrantes y ayudas para la filtración………………………………… 29 2.2.8.1 Medios filtrantes…………………………………………………………….. 29 2.2.8.1.1 Telas………………………………………………………………………. 30 2.2.8.2 Tipos de suspensión………………………………………………………... 35 2.2.8.2.1 Características físicas……………………………………………............ 35 2.2.8.2.2Influencia de la temperatura……………………………………………... 36 2.2.8.3Coadyuvantes de filtración…………………………………………………. 36 2.2.8.4 Ayudas de filtración……………………………………………………....... 36 2.2.9Fundamentos de filtración……………………………………………………. 37 2.2.10 Fundamentos de clarificación…………………………………………........ 38 2.2.11 Fundamentos de la filtración de la torta…………………………………… 39 2.2.12 Caída de presión a través de la torta de filtración……………………….. 40

8
2.2.13Tortas de filtración comprensibles e incomprensibles………………........ 42 2.2.14 Resistencia del medio filtrante……………………………………………… 43 2.2.15 Filtración a presión constante………………………………………………. 45 2.2.16 Ecuaciones empíricas para la resistencia de tortas……………………... 46 2.2.17 Filtración a velocidad constante……………………………………………. 47 2.2.18 Lavado de la torta de filtración……………………………………………... 48 2.3 MARCO LEGAL…………………………………………………………………. 49 2.4 MARCO CONCEPTUAL………………………………………………………... 50 3. DISEÑO METODOLOGICO……………………………………………………... 53 3.1 TIPO DE INVESTIGACION…………………………………………………….. 53 3.2 DISEÑO ADAPTADO…………………………………………………………… 54 3.3 ENFOQUE ADAPTADO………………………………………………………… 54 3.4 RECOLECCION DE LA INFORMACION…………………………………...... 54 3.4.1 Fuentes primarias…………………………………………………………...... 54 3.4.2 Fuentes secundarias………………………………………………………….. 55 3.5 HIPOTESIS………………………………………………………………………. 55 3.5.1 Hipótesis alternativa…………………………………………………………... 55 3.5.2 Hipótesis nula………………………………………………………………….. 55 3.6 VARIABLES……………………………………………………………………… 55 3.7 OPERACIONALIZACION DE VARIABLES…………………………………... 56 3.8PROCESAMIENTO Y ANALISIS DE LOS RESULTADOS……………........ 56 4. RESULTADOS……………………………………………………………………. 58 4.1 CONDICIONES PARA LA REALIZACIÓN DE LAS PRUEBAS……………. 58 4.1.1 Características del equipo de filtración……………………………………... 58 4.1.2 Selección de las suspensiones a tratar………………. …………………… 58 4.2 Cálculos para el dimensionamiento del filtro prensa………………………… CONCLUSIONES……………………………………………………………………. RECOMENDACIONES………………………………………………………………
65 83 84
REFERENCIAS………………………………………………………………………. 85 ANEXOS……………………………………………………………………………… 87

9
LISTA DE FIGURAS
Figura 1. Filtración con formación de torta o queque¡Error! Marcador no definido.8
Figura 2. Filtración sin formación de torta o queque .............................................. 19
Figura 3. Filtración profunda .................................................................................. 19
Figura 4. Variables en filtración .............................................................................. 20
Figura 5. Filtro rotativo continúo a vacio ................................................................ 24
Figura 6. Equipo automatico de filtro prensa ....... ¡Error! Marcador no definido.26
Figura 7. Filtro de hojas a presión en tanque horizontal. ....................................... 29
Figura 8. Clarificación con una tela monofilamento de nylon ................................. 40
Figura 9. Sección transversal del medio filtrante ................................................... 41
Figura 10. Grafica de t/v frente a V ........................................................................ 46
Figura 11. Grafica de Rm frete a ..................................................................... 46
Figura 12. Lavado de la torta de filtración .............................................................. 48
Figura 13. Filtro Büchner. ...................................................................................... 58
Figura14. Representación de los datos t/V vs V a 14 inHg del carbonato de Ca...60
Figura 15. Grafica t/V vs V a 14 inHg del carbonato de calcio corregida. .............. 60
Figura 16. Características del aserrín en pruebas experimentales a 1.5 %p/v. ..... 62
Figura 17. Representación de los datos t/V vs V a 16930 N/m²............................. 68
Figura 18. Representación de los datos t/V vs V a 30474 N/m²............................. 68
Figura 19. Representación de los datos t/V vs V a 47404 N/m²............................. 69
Figura 20. Representación grafica logarítmica de α vs ∆p. .................................... 72
Figura 21. Representación grafica de Rm vs ∆p. Regresión lineal. ........................ 73
Figura 22. Representación logarítmica de Rm vs ∆p. Regresión logarítmica..........73
Figura 23. Representacion grafica Rm vs ∆p. regresion semilogaritmica ............... 74
Figura 24. Filtro prensa de placa y marco modelo FVT1 ....................................... 75
Figura 25. Sistema de válvulas y accesorios para el sistema de filtración. ............ 77
Figura 26. Modelo a seguir de sistema de filtraciòn ............................................... 78
Figura 28. Sistema con filtro prensa cara frontal.................................................... 80
Figura 29. Sistema con filtro prensa cara lateral .................................................... 81
Figura 30. Sistema con filtro prensa cara lateral izquierda .................................... 82

10
LISTA DE TABLAS
Tabla.1 Identificación de variables ........................................................................ 21
Tabla.2Resumen generalizado de medios filtrantes .............................................. 30
Tabla.3Propiedades del medio filtrante .................................................................. 32
Tabla.4Propiedades específicas de filtración ......................................................... 32
Tabla.5propiedades orientadas a la aplicación del medio ..................................... 33
Tabla 6. Atributos químicos y térmicos de fibras, Hardman 1994 .......................... 34
Tabla 7. Datos experimentales del carbonato de calcio a 1.5 %p/V y 14 inHg. ..... 59
Tabla 8. Datos experimentales del yeso comercial a 1.5 %p/v y 5 inHg. ............... 61
Tabla 9. Datos experimentales de malla número 40 a 1.5 %p/v. ........................... 63
Tabla 10. Datos experimentales de malla número 60 a 1.5 %p/v. ......................... 63
Tabla 11. Datos experimentales malla número 80ª 1.5 %p/v. ................................ 64
Tabla 12. Espesor de la torta formada en cada prueba a 1.5 %. ........................... 64
Tabla 13. Datos experimentales malla numero 60 a 1.5 %p/v, prueba 1. ............. 65
Tabla 14. Datos experimentales malla numero 60 a 1.5 %p/v, prueba 2. .............. 65
Tabla 15. Datos experimentales malla numero 60 a 1.5 %p/v, prueba 3. .............. 66
Tabla 16. Datos promedios de las pruebas 1, 2 y 3. .............................................. 66
Tabla 17. Datos promedios de las pruebas 1, 2 y 3 en Sistema Internacional. ..... 67
Tabla 18. Valores de kc y de las graficas t/V vs V. .......................................... 69
Tabla 19. Valores de las variables ......................................................................... 70
Tabla 20. Variables necesarias para el diseño del filtro. ........................................ 70
Tabla 21. Valores de α y Rma 16930, 30474 y 47404 N/m2 de vacío. .................. 722
Tabla 22. Datos del filtro prensa FVT1 .................................................................. 76

11
INTRODUCCÍON
El proceso de filtración, es aquella operación de separación (Mecánica) sólido-fluido en la que se produce la separación de partículas sólidas o gotas de líquidos o gases a través de un medio filtrante. En el caso de filtración sólido-líquido, el líquido separado se denomina filtrado, efluente, permeato o agua clara.1 Existen diferentes procesos de filtración tales como filtración de torta, filtración de lecho profundo, filtración de flujo cruzado o ultrafiltración, entre otras., al igualequipos para llevar a cabo este proceso, como los filtros de torta, de carcasa y hoja, de vacío, de cinta horizontal, de tambor rotatorio, de prensa etc., que dependen del tamaño de los sólidos que se encuentran suspendidos en el líquido, de la concentración y de la naturaleza de la suspensión. El Filtro Prensa es uno de los equipos más eficientes de separación líquido/sólido a través de filtración a presión; tanto para filtración de soluciones como para reducción de volumen de lodos. Brinda un método simple y confiable de alta presión de compactación para comprimir y deshidratar sólidos en tortas de 25-60% de concentración total, produciendo soluciones filtradas más claras que sistemas que sólo remueven el agua libre.2 Este equipo de filtración tiene diferentes aplicaciones, entre las cuales se encuentran la clarificación de fluidos procesados, filtración salina, deshidratación de lodos, filtración biológica, etc. Ahora bien, el filtro prensa que aquí se selecciona, después de haber probado con diferentes suspensiones, se utiliza para la filtración de la suspensión de aserrín-agua. Este, contiene un total de 5 placas y 6 marcos de 20 cm de ancho, 20 cm de largo y 2 cm de espesor. Estas dimensiones fueron suministradas por el proveedor, el cual es la empresa Oleonativas-aceitas artesanales de la ciudad de Bogotá D.C. La selección se hizo teniendo en cuenta su tamaño, disponibilidad, costo y el material de construcción. El presente proyecto dispone de cuatro capítulos. En el primero, se encuentra el planteamiento del problema con su respectiva formulación, justificación y sus objetivos. En el segundo capítulo, se resaltan algunas de las investigaciones que se han realizado de diseños de filtros prensa y de filtración en general, al igual que todas las bases teóricas necesarias para el desarrollo de este proyecto: conceptos, tablas, gráficas y figuras. En el tercer capítulo, se encuentran los
1ANONIMO. Operaciones de separación solido-fluido. ingeniería química. Disponible en:
http://rua.ua.es/dspace/bitstream/10045/20298/1/tema_7.pdf. Consultado el 3 de diciembre de 2014. 2ANONIMO. Equipos y sistemas para tratamientos de agua. Disponible en:
http://www.acsmedioambiente.com/filtrosprensa.html. consultado el 3 de diciembre de 2014.

12
pasos de la realización de esta investigación, los cuales están comprendidos por un tipo de investigación, diseño adaptado, enfoque adaptado, recolección de la información, hipótesis, operacionalización de las variables y el procesamiento y análisis de los resultados. Por último, el capítulo cuatro, donde se encuentran análisis y cálculos necesarios para el cumplimiento de los objetivos tales como la descripción del equipo donde se realizaron las pruebas de laboratorio, la selección de la suspensión para el diseño del sistema de filtración y los cálculos del dimensionamiento del filtro prensa. Al final de los cuatro capítulos, se encuentran las conclusiones y recomendaciones a las que llevo este proyecto, al igual que los anexos donde se encuentra la información de las propiedades del agua a 30 ºC, los datos del filtro prensa suministrados por el proveedor y el manual de prácticas y mantenimiento del equipo.

13
DISEÑO Y MONTAJE A ESCALA PILOTO DE UN SISTEMA DE FILTRACION CON FILTRO PRENSA PARA LOS LABORATORIOS DE OPERACIONES
UNITARIAS DE LA UNIVERSIDAD DE SAN BUENAVENTURA SEDE CARTAGENA
1. PROBLEMA DE INVESTIGACIÓN
1.1 PLANTEAMIENTO DEL PROBLEMA La filtración es unaoperación unitaria que consiste en la separación (mecánica) de partículas sólidas a partir de un fluido mediante el paso del fluido a través de un medio filtrante sobre el que se depositan los sólidos.3 Existen equipos para llevar a cabo este proceso, tales como los filtros de torta, de carcasa y hoja, discontinuos, de vacío, de cinta horizontal, de tambor rotatorio, prensa etc., que dependen del tamaño de los sólidos que se encuentran suspendidos en el líquido, de la concentración y de la naturaleza de la suspensión. En el filtro de prensa, la filtración se realiza por medio de la superficie de la tela filtrante, de las placas y marcos, en donde el filtrado fluye entre la tela filtrante y la superficie de la placa, a través de canales y hacia el exterior, mientras los sólidos se acumulan como torta en los marcos.4Pueden utilizarse distintos tipos de tela filtrante, dependiendo de la suspensión que se vaya a separar. Este equipo es utilizado por muchas industrias, como la industria minera, en tratamientos de agua, para la clarificación de la cerveza, para la filtración de vinos, etc., debido a su variedad de tamaños y fácil manejo. Ahora bien, la universidad de San Buenaventura es una institución de educación superior que desarrolla y presta servicios de alta calidad, para satisfacer las necesidades de la sociedad.5Cuenta con laboratoriosde operaciones unitarias donde los estudiantes pueden realizar sus pruebas en los diferentes equipos que se encuentran allí (intercambiador de calor, torre de enfriamiento, fluidización, molienda y tamizado, etc.).Sin embargo, una de las situaciones que afectan los procesos experimentales y los espacios para relacionar la teoría con la práctica es que el Programa de Ingeniería química, aún no cuenta con un equipo donde se desarrollen las experiencias relacionadas conel proceso de filtración.
3 HARRIOT, Peter. MCCABE, Warren L. y SMITH, Julián C. Operaciones unitarias en Séptima edición, México
D.F., 2007, p.1054 4ANONIMO. Filtro prensa de placa y marco. Disponible en línea:
http://www.gunt.de/networks/gunt/sites/s1/mmcontent/produktbilder/08328700/Datenblatt/08328700%204.pdf. Consultado el 11 de septiembre de 2013. 5 UNIVERSIDAD DE SAN BUENAVENTURA. Proyecto Educativo Bonaventuriano. Bogotá D.C., Colombia, 2007,
p. 41

14
A partir de las situaciones anteriormente planteadas, en el presente proyecto se pretende realizar el diseño, montaje y puesta en marcha de un sistema de filtración con filtro prensa, para el laboratorio de operaciones unitarias. 1.2 FORMULACION DEL PROBLEMA ¿Qué variables técnicas, operativas y conceptuales se deben tener en cuenta para el diseño, montaje y puesta en marcha de un sistema de filtración con filtro prensa,para el laboratorio de operaciones unitarias de la Universidad de San Buenaventura, seccional Cartagena? 1.3 JUSTIFICACIÓN Las razones asociadas a selección del tema están relacionadas con la preocupación de los directivos y estudiantes por ampliar los equipos de laboratorio de operaciones unitarias de la facultad de ingeniería química de la universidad de san buenaventura. Su origen surge de la realización de temas estudiados en operaciones unitarias a partir de VIII semestre. En la actualidad existen equipos en los cuales los estudiantes hacen sus prácticas en diferentes campos como son: transferencia de calor, mecánica de fluidos y transferencia de masa, ayudando así al fortalecimiento de sus conocimientos. Además, con el diseño del filtro prensa, se tendrían mejores oportunidades para que en un futuro los estudiantes puedan rediseñar el equipo y poner en práctica otras áreas de la ingeniería química, y así avanzar en este proceso continuo de mejoramiento tecnológico, teórico y práctico. El proceso de filtración es fundamental para el ingeniero químico en el desempeño de su labor como profesional, ya que es una de las operaciones básicas y una de las más utilizadas por la mayoría de las industrias. Por ello, es necesario que en el proceso de aprendizaje de los estudiantes que pretenden ser este tipo de profesionales, tengan un equipo de laboratorio en donde pongan en práctica los conocimientos aprendidos sobre el proceso de filtración. El presente proyecto es pertinente con la Universidad, ya que maneja la línea de investigación de ingeniería de procesos e influye en el programa de ingeniería química en la creación de nuevos materiales y el diseño de equipos, permitiendo el desarrollo de nuevas investigaciones. De igual manera, la Universidad acorde con su compromiso social, considera fundamentales en su acción, la búsqueda constante de la verdad, la actividad creadora, el análisis serio y objetivo de la realidad, el rigor científico, el valor intrínseco de la ciencia y de la investigación, el examen crítico de los conocimientos y la aplicación de los mismos al desarrollo de
15
la comunidad.6De tal forma que se propone la ejecución de este proyecto sobre el diseño y montaje del filtro prensa, esperando así la realización de prácticas por parte de los estudiantes de la institución como también de otras universidades. 1.4 OBJETIVOS 1.4.1 Objetivo General Realizar el Diseño y montaje de un sistema de filtración con filtro prensa a escala piloto que permita el desarrollo del laboratorio de operaciones, utilizando los fundamentos del proceso de filtración. 1.4.2 Objetivos Específicos Seleccionar y caracterizar las suspensiones a utilizar en el filtro prensa. Realizar los cálculos para el dimensionamiento del filtro. Construir y poner en marcha el sistema de filtración. Elaborar una guía para realizar las prácticas en el laboratorio. Redactar un manual de mantenimiento para el equipo.
6 UNIVERSIDAD DE SAN BUENAVENTURA. Proyecto Educativo Bonaventuriano, Bogotá D.C., Colombia,
2007, p. 43
16
2. MARCOS DE REFERENCIA
2.1 ANTECEDENTES En primera instancia se reseña la tesis “diseño de banco de pruebas para placas de filtración de polietileno de ultra alto peso molecular”, presentada en enero de 2007 por Marco Antonio Etcheberrigaray Torres, para obtener el título de Ingeniero Civil Mecánico, en la Universidad de Chile. En esta investigación se basaron en varios aspectos para el diseño de las placas, siendo los más relevantes: el carácter de la suspensión, nivel de producción deseado, las condiciones de proceso, los resultados requeridos y los materiales de construcción. Otra tesis relacionada es la realizada por Ángel Esteban Lázaro Acuña y Víctor Ramón Barrera Marzola, “evaluación técnica-económica del sistema de filtración para disóleo de alto contenido de BS&W de la empresa terminal de líquidos de barranquilla TEIBA S.A.”, de la universidad de San Buenaventura de Cartagena, elaborada en febrero del 2010. Establecen el dimensionamiento del equipo de filtro después de haber establecido las condiciones de operación tales como: temperatura, caída de presión, cantidad de materia a filtrar, entre otros. De igual manera, llegaron a diferentes conclusiones, siendo la principal que en los cálculos de diseño del filtro se debió tener en cuenta un tamaño promedio de partícula de los sedimentos presentes en el disóleo y la temperatura del fluido dentro del filtro debido al efecto que ésta presenta en la viscosidad y velocidad de filtración de la acumulación de sólidos incompresibles que actúan como medio filtrante al formarse la torta. La tesis “diseño de una unidad de filtración de agua de formación de pozos petroleros”, presentada por Julio Santiago Medina Rosero y Gabriel Alejandro Miranda Almeida, para la escuela politécnica nacional de Ecuador, 2007. Una de las principales conclusiones a las que llegaron, están relacionada con las condiciones más críticas para el diseño de la unidad de filtración, que se relacionan directamente con sus requerimientos operacionales (caudal, presión, tamaño de partícula en suspensión, calidad del agua a la salida del proceso de filtrado, entre otros.); y también que las variables principales que se manejan en un sistema de filtrado, inciden directamente en la selección del medio de separación, pero además, factores como la corrosividad del agua, limitan la gama de elementos disponibles para conformar el sistema de filtrado. También se encuentra la tesis, “Diseño de un sistema de filtración para la potabilización de agua en el municipio de Turbana-Bolívar”, presentada por Leandro Hernández D., para la universidad de San Buenaventura de Cartagena, 2007. Donde llego a establecer unas recomendaciones generales de operación y mantenimiento de plantas de tratamientos que van enmarcadas en los principios

17
de operación, de mantenimiento, parámetros de control de operación, entre otros. De igual forma, llego a diferentes conclusiones, de las cuales se tuvieron en cuenta que el filtro de tasa declinante es uno de los más económicos y de fácil mantenimiento, que en un filtro dual se incrementa la tasa de filtración y se mejora la calidad del efluente, y por último el agua analizada proveniente de sedimentadores es aceptable, ya que se encuentra dentro de los parámetros establecidos en el decreto 475/98. Y por último, está la tesis “desarrollo de una planta para producir sulfato de sodio a partir de sulfato de calcio, subproducto en la producción de fertilizantes nitro-fosfatados”, presentada por los estudiantes Neyis Yances Ayola y Adalberto Matute Thowinsom, para la Universidad del Atlántico, Barranquilla, 1984. Ellos, en el diseño de la planta, incluyeron un filtro de tambor rotatorio, el cual fue diseñado teniendo en cuenta las condiciones a las que operaria la planta. Establecieron que las dimensiones de la mayor parte de los quipos, incluyendo el filtro de tambor rotatorio, son dimensiones correspondientes a plantas en escala de planta piloto. En síntesis, en estas investigaciones se encuentran parámetros como el caudal, presión, temperatura, tamaño de partícula, entre otros., que son fundamentales para tener en cuenta en el diseño de las partes que conforman el sistema de filtración: placas, marcos, bomba, entre otros. 2.2 MARCO TEORICO
2.2.1 Filtración. Filtración es el proceso de separación (mecánica) sólido-fluido mediante el cual el sólido es separado del fluido en una suspensión haciéndolo pasar a través de un lecho poroso, denominado medio filtrante. El lecho retiene las partículas mientras que el fluido pasa a través del medio filtrante y recibe el nombre de filtrado. 7 Para establecer el flujo a través del medio filtrante es necesario aplicar un gradiente de presión como fuerza impulsora. Existen varias formas para aplicar este gradiente de presión, por ejemplo: a) la gravedad, b) el vacío, c) una presión, d) un vacío y una presión combinados, e) una fuerza centrífuga y f) un gradiente de saturación. La mayor parte de estas formas de aplicar presión da lugar a diferentes tipos de equipos de filtración, los que reciben el nombre de Filtros. 8 Se puede distinguir tres clases de filtración: a) la filtración con formación de torta, b) la filtración sin formación de torta y c) la filtración profunda9
7 Anónimo. Manual de filtración y separación. Disponible en: http://es.scribd.com/doc/33730261/8634301-
Manual-de-Filtracion. Consultado el 11 de septiembre de 2013. P. 222 8 Ibíd. p. 222
9 Ibíd. p. 222
18
Las condiciones en que se realiza una filtración dependen de muchos factores, entre los cuales destacan: - Las propiedades del fluido, tales como su densidad, viscosidad y corrosividad. - La naturaleza del sólido, tal como su tamaño, forma y distribución de tamaño. - Las propiedades de la suspensión, tales como su concentración y
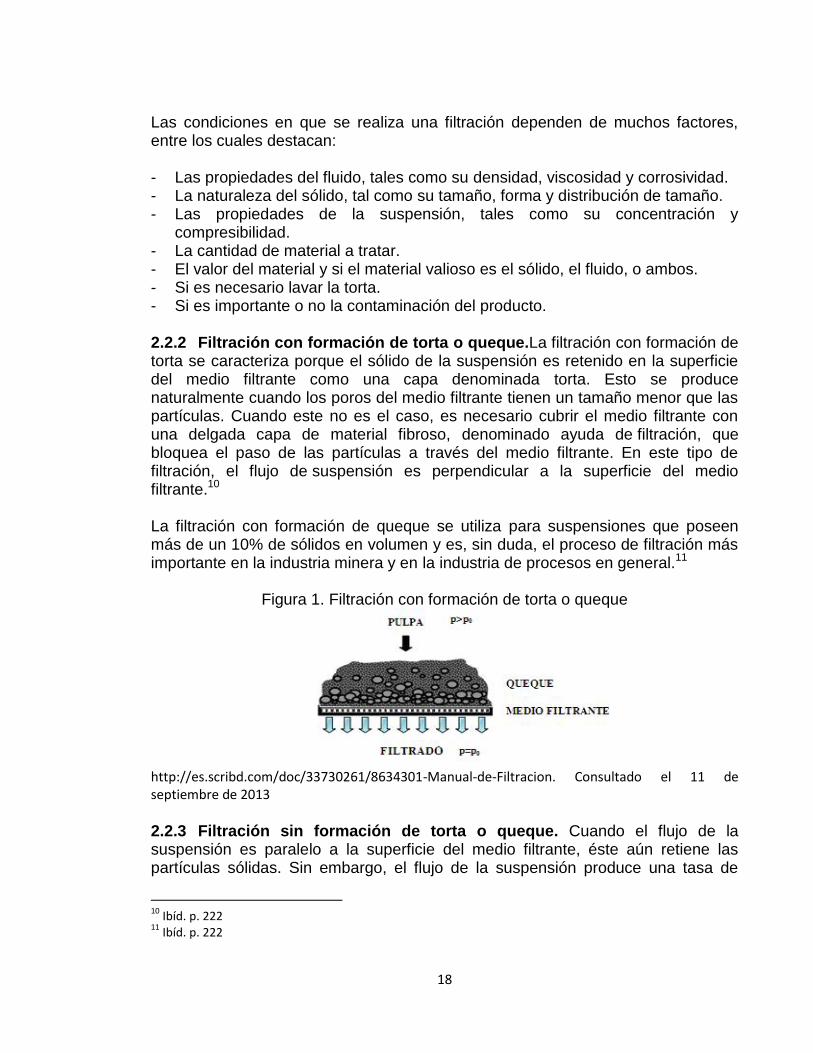
compresibilidad. - La cantidad de material a tratar. - El valor del material y si el material valioso es el sólido, el fluido, o ambos. - Si es necesario lavar la torta. - Si es importante o no la contaminación del producto. 2.2.2 Filtración con formación de torta o queque.La filtración con formación de torta se caracteriza porque el sólido de la suspensión es retenido en la superficie del medio filtrante como una capa denominada torta. Esto se produce naturalmente cuando los poros del medio filtrante tienen un tamaño menor que las partículas. Cuando este no es el caso, es necesario cubrir el medio filtrante con una delgada capa de material fibroso, denominado ayuda de filtración, que bloquea el paso de las partículas a través del medio filtrante. En este tipo de filtración, el flujo de suspensión es perpendicular a la superficie del medio filtrante.10 La filtración con formación de queque se utiliza para suspensiones que poseen más de un 10% de sólidos en volumen y es, sin duda, el proceso de filtración más importante en la industria minera y en la industria de procesos en general.11
Figura 1. Filtración con formación de torta o queque
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013
2.2.3 Filtración sin formación de torta o queque. Cuando el flujo de la suspensión es paralelo a la superficie del medio filtrante, éste aún retiene las partículas sólidas. Sin embargo, el flujo de la suspensión produce una tasa de
10
Ibíd. p. 222 11
Ibíd. p. 222

19
cizalle muy alto, la que previene la formación de una capa de sólidos retornándolos a la suspensión. En esta forma el líquido atraviesa el medio filtrante mientras que el sólido permanece en la suspensión aumentando su concentración con el tiempo. Este tipo de filtración es útil cuando se desea concentrar una suspensión sin que sea necesario un producto de baja humedad. Aún cuando la filtración sin formación de torta puede ser utilizada en la separación sólido-líquido, es principalmente utilizada en la filtración de gases polvoriento.12
Figura 2. Filtración sin formación de torta o queque
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013 2.2.4 Filtración profunda. Para la filtración de partículas muy finas en suspensiones diluidas se utiliza comúnmente filtros que tienen medios filtrantes de poros mayores que las partículas pero de grandes espesores. Las partículas penetran en el interior del medio filtrante y son capturadas por las fibras o partículas que constituyen el medio filtrante. Este tipo de filtro pierde su capacidad de filtración después de un cierto tiempo y es necesario limpiar el medio filtrante eliminando las partículas desde su interior, o sustituir el filtro por uno nuevo. Dos ejemplos de filtración profunda son los filtros de arena para piscinas y los filtros de aire en automóviles.13
Figura 3. Filtración profunda
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de
septiembre de 2013.
12
Ibíd. p. 222-223 13
Ibíd. p. 223-224
20
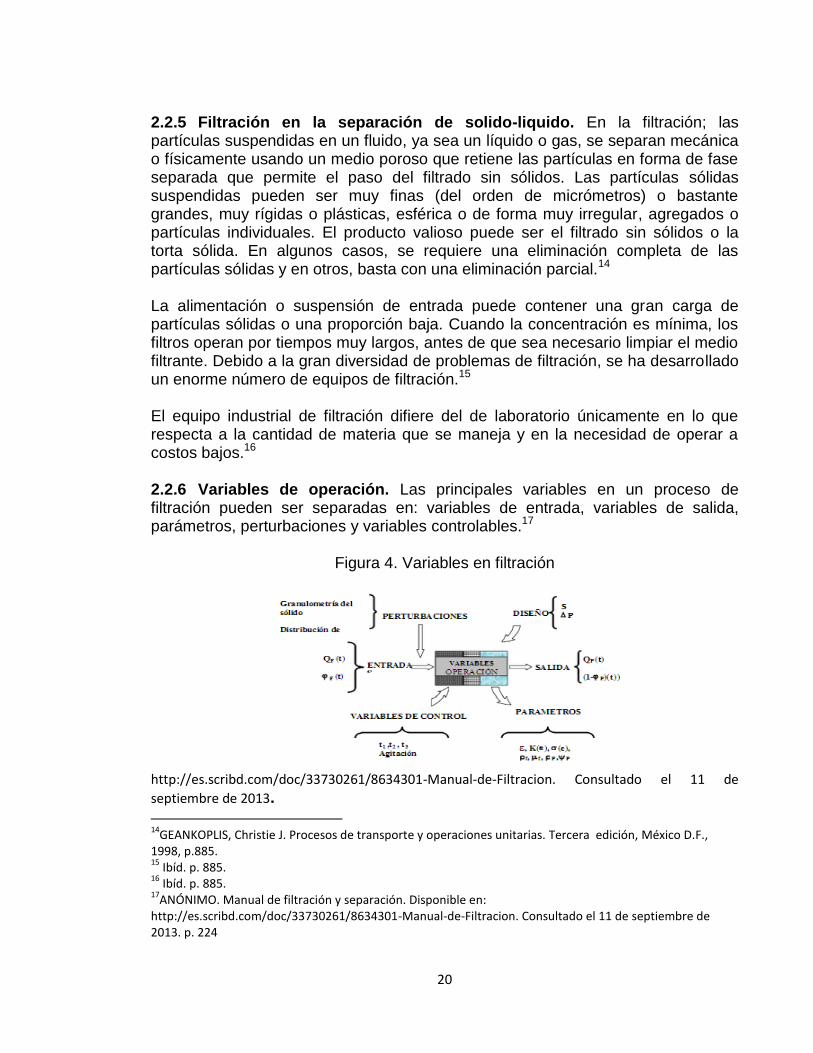
2.2.5 Filtración en la separación de solido-liquido. En la filtración; las partículas suspendidas en un fluido, ya sea un líquido o gas, se separan mecánica o físicamente usando un medio poroso que retiene las partículas en forma de fase separada que permite el paso del filtrado sin sólidos. Las partículas sólidas suspendidas pueden ser muy finas (del orden de micrómetros) o bastante grandes, muy rígidas o plásticas, esférica o de forma muy irregular, agregados o partículas individuales. El producto valioso puede ser el filtrado sin sólidos o la torta sólida. En algunos casos, se requiere una eliminación completa de las partículas sólidas y en otros, basta con una eliminación parcial.14 La alimentación o suspensión de entrada puede contener una gran carga de partículas sólidas o una proporción baja. Cuando la concentración es mínima, los filtros operan por tiempos muy largos, antes de que sea necesario limpiar el medio filtrante. Debido a la gran diversidad de problemas de filtración, se ha desarrollado un enorme número de equipos de filtración.15 El equipo industrial de filtración difiere del de laboratorio únicamente en lo que respecta a la cantidad de materia que se maneja y en la necesidad de operar a costos bajos.16 2.2.6 Variables de operación. Las principales variables en un proceso de filtración pueden ser separadas en: variables de entrada, variables de salida, parámetros, perturbaciones y variables controlables.17
Figura 4. Variables en filtración
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de
septiembre de 2013.
14
GEANKOPLIS, Christie J. Procesos de transporte y operaciones unitarias. Tercera edición, México D.F., 1998, p.885. 15
Ibíd. p. 885. 16
Ibíd. p. 885. 17
ANÓNIMO. Manual de filtración y separación. Disponible en: http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013. p. 224

21
Tabla.1 Identificación de variables
IDENTIFICACIÓN DE VARIABLES
Variables de entrada Flujo Qr(t) y concentración ᶲr(t) de entrada de suspensión
Variables de salida Flujo de carga Qr(t) y humedad (1-ᶲr)(t) de la torta
Variables de diseño Área de filtración S y gradiente de presión ∆p
Variables de control Tiempo de filtración tfde lavado t1 y de secado ts
Parámetros
Porosidad ԑ, permeabilidad k(ԑ) y comprensibilidad σt de la torta, densidad ρfy viscosidad μfdel filtrado, densidad ρf y forma ψfde las partículas.
Perturbaciones Granulometría del solido
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013
La mayoría de los equipos de filtración, sean continuos o discontinuos, trabajanen ciclos de formación de la torta, lavado, secado y descarga: - Formación dela torta. La magnitud de material depositado en el medio
filtrante depende del gradiente de presión, de la concentración de la suspensión y del tiempo de succión. En este ciclo hay un flujo continuo de filtrado a través del medio filtrante y de la torta.18
- Lavado dela torta. La necesidad de lavar la torta depende del objetivo perseguido por el proceso de filtración. El lavado se efectúa para eliminar impurezas de la torta o para recuperar líquidos valiosos. El lavado de la torta implica calcular la cantidad mínima de agua necesaria para desplazar el líquido de los poros y el tiempo necesario.19
- Secado dela torta. Secado de la torta es aquella etapa en que el agua retenida en los poros del queque es desplazada soplando aire o succionado aire de la atmósfera. Para controlar esta etapa es necesario conocer la cantidad de agua retenida en el queque. El criterio para seleccionar la humedad residual de la torta es económico, cuando no es una restricción del equipo.20
- Descarga de la torta El desprendimiento de la torta y su descarga es de gran importancia para una operación eficiente. En el caso de filtración a vacío la
18
Ibíd. p. 225 19
Ibíd. p. 225 20
Ibíd. p. 226

22
descarga es muy simple y consiste en raspar las telas y eliminar el producto por gravedad. En el caso de filtración a presión, o filtración hiperbárica, la descarga se complica por la necesidad de mantener la presión en la cámara, de modo que es necesario tener válvulas que permitan presurizar y despresurizar la zona de descarga en ciclos controlados.21
2.2.7 Tipos de equipos de filtración. Existen diversos métodos para clasificar los equipos de filtración y no es posible establecer un sistema simple que incluya a todos ellos. En una de las agrupaciones, los filtros se clasifican dependiendo de que la torta de filtrado sea el producto deseado o bien el líquido transparente. En cualquier caso, la suspensión puede tener un porcentaje de sólidos relativamente alto, lo que conduce a la formación de una torta, o a tener muy pocas partículas en suspensión.22 Los filtros también se clasifican de acuerdo con su ciclo de operación: por lotes, cuando se extrae la torta después de cierto tiempo, o de manera continua, cuando la torta se va extrayendo a medida que se forma. En otra clasificación, los filtros pueden ser de gravedad, donde el líquido simplemente fluye debido a la presencia de una carga hidrostática, o bien se puede usar presión o vacío para incrementar la velocidad de flujo. Un método de clasificación muy importante se basa en la colocación mecánica del medio filtrante. La tela filtrante puede estar en serie, en forma de placas planas encerradas, como hojas individuales sumergidas en la suspensión, o sobre cilindros giratorios que penetran en la suspensión.23 2.2.7.1 Filtros continuos de vacío. En todos los filtros continuos de vacío el líquido es succionado a través de un medio filtrante sobre el que se deposita una torta de sólidos. La torta se aleja de la zona de filtración, se lava, se seca por aspiración y se descarga del medio filtrante para reiniciar el ciclo con la entrada de suspensión. En todo momento una parte del medio filtrante se encuentra en la zona de filtración, otra parte en la zona de lavado y otra en la etapa de descarga de sólidos, de forma que la salida de líquido y de sólido se realiza ininterrumpidamente. La presión diferencial a través del medio filtrante de un filtro de vacío continuo no es elevada y normalmente está comprendida entre 10 y 20 in de Hg Los distintos diseños de filtros difieren en la forma en la que se introduce la suspensión, la forma de la superficie filtrante y la manera en la que se descargan los sólidos. Sin embargo, la mayor parte de ellos aplican vacío desde una fuente estacionaria para accionar las partes de la unidad por medio de una válvula rotatoria.24
21
Ibíd. p. 226 22
GEANKOPLIS, Christie J. Procesos de transporte y operaciones unitarias. Tercera edición, México D.F., 1998, p.886 23
Ibíd. p. 886 24
Ibíd. p. 1004

23
2.2.7.2 Filtro de disco rotatorio continúo. Este filtro consta de discos verticales concéntricos montados en un eje horizontal rotatorio. El filtro opera con el mismo principio que el filtro rotatorio de tambor al vacío. Todos los discos están huecos y cubiertos con un filtro de tela que se sumerge parcialmente en la suspensión. La torta se lava, se seca y se descarga raspándola cuando el disco está en la sección superior de su rotación. El lavado es menos eficiente que con el filtro de tambor rotatorio.25
2.2.7.3 Filtro horizontal rotatorio continúo. Este es un filtro al vacío cuya superficie filtradora anular rotatoria está dividido en sectores. Conforme el filtro horizontal gira recibe suspensión, luego se lava, se seca y se le quita la torta. La eficiencia del lavado es mejor que con el filtro de disco rotatorio. Se usa mucho en procesos de extracción de minerales, lavado de pulpas y otros procesos de gran capacidad.26
2.2.7.4 Filtros de tambor rotatorio. El tipo más frecuente de filtro continuo de vacío es el filtro de tambor rotatorio. Los filtros de tambor rotatorio tienen un campo de uso amplio, entre los cuales está el refinamiento del mineral, hidrometalurgia, industria metalúrgica, química y farmacéutica, transformación de los alimentos, y tratamiento de aguas residuales. 27 El filtro de tambor consiste en un tambor rotatorio con su parte inferior sumergida en la suspensión. La superficie del tambor está cubierta por un medio filtrante denominado tela filtrante. La suspensión es succionada desde el interior del tambor, donde se ha generado un vacío. Mientras el filtrado pasa al interior del tambor y es evacuado a través de tuberías apropiadas, el sólido es retenido en la superficie cilíndrica formando un queque. A medida que el tambor rota, las secciones de superficie que estaban sumergidas en la suspensión emergen de ésta, haciendo que el aire sea succionado debido al vacío interior, lo que seca a la torta. Durante el giro es posible lavar la torta rociando agua en su superficie y permitiendo que se seque de la misma forma anterior. Una vez completado un giro, y antes de entrar nuevamente en la suspensión, un mecanismo raspa la superficie descargando la torta en una tolva. 28
25
Ibíd. p. 890 26
Ibíd. p. 890 27
GEANKOPLIS, Christie J. Procesos de transporte y operaciones unitarias. Tercera edición, México D.F., 1998, p.889 28
Anónimo. Manual de filtración y separación. Disponible en: http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013. p. 227

24
Figura 5. Filtro rotativo continúo a vacío
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013. 2.2.7.4.1 Filtración al vacío
Características. La filtración a vacío es dentro de la industria, el tipo de filtración debido a sus grandes ventajas y primordialmente al hecho de que se utiliza principalmente en sistemas continuos. Los filtros al vacío funcionan a una presión menor que la atmosférica en el lado corriente abajo del septo del filtro. Por lo común, la presión corriente arriba es esencialmente la atmosférica; por consiguiente, los filtros al vacío se limitan a una presión máxima de filtración de 1 atmosfera. Puesto que la lechada de pre-filtración se alimenta a la presión atmosférica, puede llegar al tanque del filtro por gravedad o utilizando una bomba de carga baja. La bomba de vacío es un accesorio muy importante para los filtros de vacío, puesto que es la fuente de la fuerza impulsora de filtración y, en muchas instalaciones, el dispositivo de mayor costo operacional. Por lo común se escogen secas al vacío en lugar de las de vía húmeda. La elección es más bien de índole económico y depende de los detalles de servicio. En algunos casos, un brazo barométrico que se descarga en un sello de sumidero elimina la necesidad de una bomba de vacío.29 Todas las técnicas de filtración son similares a todos los otros métodos de filtración de superficie, en donde el medio filtrante poroso soporta el dispositivo del filtro; sin embargo, a diferencia de otras formas de filtración, la filtración a vacío emplea una baja fuerza de impulso y esto es lo que permite que sea utilizada en un área especial de aplicación. 30
29
PERRY, Robert. CHILTON Cecil. Biblioteca del ingeniero quimico. Quinta edición, vol. 5, Mexico D.F., 1972, P. 66 – 93. 30
SVAROVSKY, Ladislav. Solid-liquid separation.Quinta edición, London, 1972, P. 222 – 235.

25
Existen ventajas y desventajas para tales sistemas de vacío. La principal desventaja resulta de la limitación obvia en la presión utilizada, la cual puede dar bajas tasas de filtración y pastas bastante húmedas; sin embargo también existen ventajas muy sustanciales. Los problemas encontrados en el diseño de filtros de vacío tanto batch como continuos, tienden hacer menos difíciles de superar que para los filtros que operan a altas presiones o muy altas velocidades de rotación; por ejemplo los separadores centrífugos.31 2.2.7.5 Filtros discontinuos de vacío. Los filtros prensa son normalmente discontinuos, mientras que los de vacío lo son continuos. Sin embargo, un filtro discontinuo de vacío resulta a veces muy útil. Un tipo nutcha que es utilizado para la filtración discontinua de suspensiones, con una gran concentración de sólidos, con formación de torta filtrante es poco más que un embudo Büchner grande, de 3 a 10 pies de diámetro, en la que se forma una capa de sólidos de 4 a12 pulgadas de espesor. Debido a su sencillez, una nutcha puede construirse fácilmente con materiales resistentes a la corrosión y resulta interesante cuando han de filtrarse cargas experimentales de una gran variedad de materiales corrosivos. Estos tipos de filtros no son recomendables para operaciones de producción debido al elevado coste de mano de obra que supone su utilización.32 2.2.7.6 Filtro prensa. Uno de los tipos de filtros más importantes es el filtro prensa. Estos filtros consisten de placas y marcos alternados con una tela filtrante a cada lado de las placas, las placas tienen incisiones con forma de canales para drenar el filtrado en cada placa. La suspensión de alimentación se bombea en la prensa y fluye a través del conducto al interior de cada uno de los marcos abiertos, de manera que va llenando los espacios vacíos. El filtrado fluye entre la tela filtrante y la superficie de la placa, a través de los canales y hacia el exterior, mientras los sólidos se acumulan como torta en los marcos.33 En muchos casos, el filtro prensa tiene una descarga abierta individual para cada marco, que permite una inspección visual para verificarla transparencia del líquido filtrado. Si una de las salidas descarga líquido turbio debido a una perforación de la tela o a otras causas, se puede cerrar por separado y continuar con la operación. Cuando los espacios están totalmente llenos, las placas y los marcos se separan y se extraen las tortas.34 Los filtros prensa se usan en los procesos por lotes pero no se pueden emplear para procesos de alto rendimiento. Se manejan con facilidad, son versátiles y de
31
Ibíd. P. 284 – 290. 32
Ibíd. p. 1003 33
Ibíd. p. 887 34
Ibíd. p. 887

26
operación flexible y se pueden utilizar altas presiones si es necesario, con soluciones viscosas o cuando la torta de filtro tiene una gran resistencia.35 Las placas de un filtro prensa pueden ser cuadradas o circulares, verticales u horizontales. Lo más frecuente es que los compartimentos para sólidos estén formados por huecos en las caras de placas de polipropileno moldeado. En otros diseños el filtro está formado por placas y marcos como los de la Figura 6, donde placas cuadradas de 6 a 78 pulg de lado alternan marcos abiertos. Las placas tienen un espesor de 1/4 a 2 pulg mientras que el de los marcos es de 1/8 a 8 pulg. Las placas y los marcos se sitúan verticalmente en un bastidor metálico, con telas cubriendo las caras de cada marco, y se acoplan estrechamente entre sí por medio de un tornillo o una prensa hidráulica. La suspensión entra por un extremo del ensamblaje de placas y marcos. Pasa a través de un canal que recorre longitudinalmente el ensamblaje por una de las esquinas de las placas y marcos. También existen canales auxiliares para llevar la suspensión desde el canal de entrada hasta cada una de las placas. Los sólidos se depositan sobre las lonas que recubren las caras de las placas. El líquido pasa a través de las telas, desciende por las canaladuras de las caras de las placas y sale del filtro prensa.36
Figura 6. Equipo automático de filtro prensa (filtración con descarga cerrada).
Libro de operaciones unitarias de Ingeniería Química. MC Cabe. Una vez instalado el filtro prensa, se introduce la suspensión por medio de una bomba a una presión de 3 a 10 atm. La filtración continúa hasta que ya no sale líquido por el tubo de descarga o bien aumenta bruscamente la presión de filtración, Esto ocurre cuando las placas se llenan de sólido y ya no puede entrar más suspensión. Se puede entonces pasar líquido de lavado para eliminar las impurezas solubles contenidas en los sólidos, y a continuación insuflar aire o
35
Ibíd. p. 887. 36
Ibíd. p. 888.
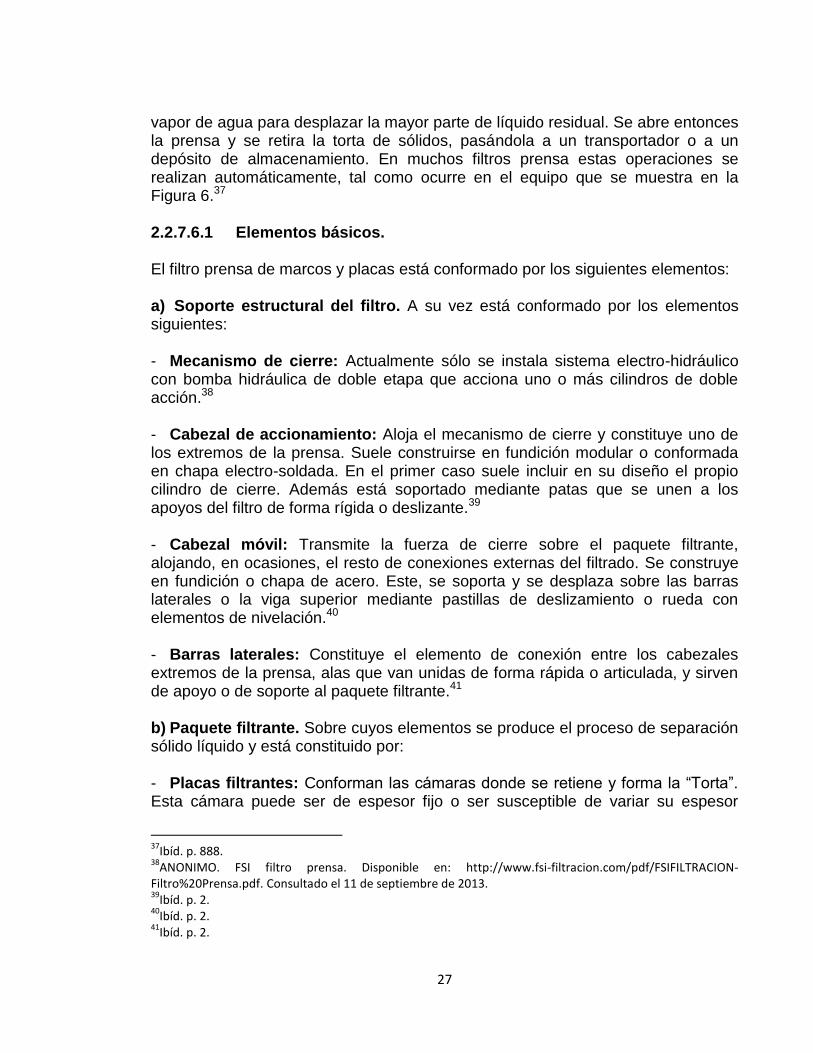
27
vapor de agua para desplazar la mayor parte de líquido residual. Se abre entonces la prensa y se retira la torta de sólidos, pasándola a un transportador o a un depósito de almacenamiento. En muchos filtros prensa estas operaciones se realizan automáticamente, tal como ocurre en el equipo que se muestra en la Figura 6.37 2.2.7.6.1 Elementos básicos. El filtro prensa de marcos y placas está conformado por los siguientes elementos: a) Soporte estructural del filtro. A su vez está conformado por los elementos siguientes: - Mecanismo de cierre: Actualmente sólo se instala sistema electro-hidráulico con bomba hidráulica de doble etapa que acciona uno o más cilindros de doble acción.38 - Cabezal de accionamiento: Aloja el mecanismo de cierre y constituye uno de los extremos de la prensa. Suele construirse en fundición modular o conformada en chapa electro-soldada. En el primer caso suele incluir en su diseño el propio cilindro de cierre. Además está soportado mediante patas que se unen a los apoyos del filtro de forma rígida o deslizante.39 - Cabezal móvil: Transmite la fuerza de cierre sobre el paquete filtrante, alojando, en ocasiones, el resto de conexiones externas del filtrado. Se construye en fundición o chapa de acero. Este, se soporta y se desplaza sobre las barras laterales o la viga superior mediante pastillas de deslizamiento o rueda con elementos de nivelación.40 - Barras laterales: Constituye el elemento de conexión entre los cabezales extremos de la prensa, alas que van unidas de forma rápida o articulada, y sirven de apoyo o de soporte al paquete filtrante.41
b) Paquete filtrante. Sobre cuyos elementos se produce el proceso de separación sólido líquido y está constituido por: - Placas filtrantes: Conforman las cámaras donde se retiene y forma la “Torta”. Esta cámara puede ser de espesor fijo o ser susceptible de variar su espesor
37
Ibíd. p. 888. 38
ANONIMO. FSI filtro prensa. Disponible en: http://www.fsi-filtracion.com/pdf/FSIFILTRACION-Filtro%20Prensa.pdf. Consultado el 11 de septiembre de 2013. 39
Ibíd. p. 2. 40
Ibíd. p. 2. 41
Ibíd. p. 2.
28
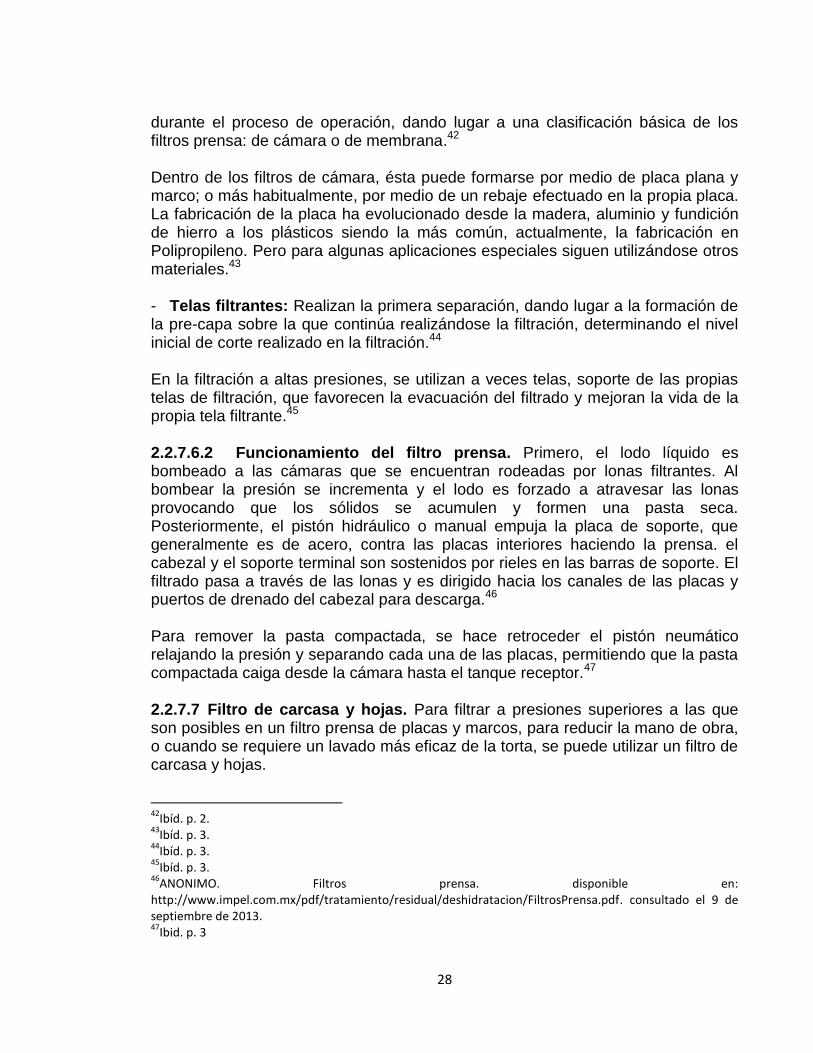
durante el proceso de operación, dando lugar a una clasificación básica de los filtros prensa: de cámara o de membrana.42 Dentro de los filtros de cámara, ésta puede formarse por medio de placa plana y marco; o más habitualmente, por medio de un rebaje efectuado en la propia placa. La fabricación de la placa ha evolucionado desde la madera, aluminio y fundición de hierro a los plásticos siendo la más común, actualmente, la fabricación en Polipropileno. Pero para algunas aplicaciones especiales siguen utilizándose otros materiales.43 - Telas filtrantes: Realizan la primera separación, dando lugar a la formación de la pre-capa sobre la que continúa realizándose la filtración, determinando el nivel inicial de corte realizado en la filtración.44 En la filtración a altas presiones, se utilizan a veces telas, soporte de las propias telas de filtración, que favorecen la evacuación del filtrado y mejoran la vida de la propia tela filtrante.45 2.2.7.6.2 Funcionamiento del filtro prensa. Primero, el lodo líquido es bombeado a las cámaras que se encuentran rodeadas por lonas filtrantes. Al bombear la presión se incrementa y el lodo es forzado a atravesar las lonas provocando que los sólidos se acumulen y formen una pasta seca. Posteriormente, el pistón hidráulico o manual empuja la placa de soporte, que generalmente es de acero, contra las placas interiores haciendo la prensa. el cabezal y el soporte terminal son sostenidos por rieles en las barras de soporte. El filtrado pasa a través de las lonas y es dirigido hacia los canales de las placas y puertos de drenado del cabezal para descarga.46 Para remover la pasta compactada, se hace retroceder el pistón neumático relajando la presión y separando cada una de las placas, permitiendo que la pasta compactada caiga desde la cámara hasta el tanque receptor.47 2.2.7.7 Filtro de carcasa y hojas. Para filtrar a presiones superiores a las que son posibles en un filtro prensa de placas y marcos, para reducir la mano de obra, o cuando se requiere un lavado más eficaz de la torta, se puede utilizar un filtro de carcasa y hojas. 42
Ibíd. p. 2. 43
Ibíd. p. 3. 44
Ibíd. p. 3. 45
Ibíd. p. 3. 46
ANONIMO. Filtros prensa. disponible en: http://www.impel.com.mx/pdf/tratamiento/residual/deshidratacion/FiltrosPrensa.pdf. consultado el 9 de septiembre de 2013. 47
Ibid. p. 3
29
Figura 7. Filtro de hojas a presión en tanque horizontal.
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013.
2.2.8 Medios filtrantes y ayudas para la filtración 2.2.8.1 Medios filtrantes. Un medio filtrante puede ser definido como cualquier material permeable sobre el cual, o en el cual, son separados los sólidos del fluido durante el proceso de filtración. Por consiguiente, el principal rol del medio filtrante es provocar una buena separación entre los componentes de una suspensión con el mínimo consumo de energía. En orden a realizar una cuidadosa selección de un medio filtrante se deben tomarse en cuenta muchos factores.48 Todos los filtros requieren un medio filtrante para la retención de sólidos, ya sea que el filtro este adaptado para la filtración de torta, como medio de filtración o filtración en profundidad. La especificación de un medio de filtración está basada en la retención de un tamaño mínimo de partícula y una buena eficiencia en la eliminación por separación, así como también una aceptable duración. La elección del medio de filtración es, con frecuencia, la consideración, más importante para asegurar el funcionamiento satisfactorio de un filtro.49 Para la filtración dela torta, la selección del medio filtrante incluye la optimización de los siguientes factores: - Capacidad de detener los sólidos sobre sus poros con cierta rapidez, después
de que se inicie la alimentación (esto es propensión mínima a ser purgados). - Baja velocidad de arrastre de sólidos hacia el interior de sus intersticios (esto
es propensión mínima a los atascamientos). - Resistencia mínima a la corriente de filtrado (es decir elevada velocidad de
producción). - Resistencia a los ataques químicos. - Suficiente resistencia para soportar la presión de filtración. - Resistencia aceptable al desgate mecánico.
48
Ibíd. p. 6 49
Ibíd. p. 7

30
- Capacidad de descarga de la torta con facilidad y limpieza. - Capacidad de adaptación mecánica al tipo de filtro en el que se utilizará. - Costo mínimo. El medio para filtraciones industriales debe tener ciertas características. La primera y más importante es que permita separar los sólidos de la suspensión y producir un filtrado transparente. Además, los poros no se deben obstruir con facilidad para que la velocidad del proceso no sea demasiado lenta. El medio filtrante debe permitir la extracción de la torta sin dificultades ni pérdidas. Obviamente, debe tener una resistencia suficiente para no rasgarse y no ser afectado por los productos químicos presentes.50 Algunos medios filtrantes de uso común son telas gruesas de loneta o sargas, tejidos pesados, fibra de vidrio, papel, fieltro de celulosa, telas metálicas, de lana, de nylon, de dacrón y otros tejidos sintéticos.51 Las fibras de hilacha de materiales naturales, son más eficaces para partículas finas que las fibras plásticas o metálicas. Algunas veces, el filtrado sale un poco lechoso al principio, antes de que se depositen las primeras capas de partículas que ayudan al filtrado subsecuente. El filtrado se puede recircular para una nueva filtración. 52 2.2.8.1.1 Telas. Las telas filtrantes más comunes son hechas de material textil, de fibra natural o sintética. Existen tres tipos de medios sintéticos usados en la industria de la filtración, a) Tejido: puede ser de tela cruzada o satín, ya que éste aumenta la resistencia a la tracción, b) No tejido: consiste en ensamblar varias capas de fibras y c) Compósitos: Poliuretanos (polímeros micro porosos regulados) que han dado muy buen resultado.53 Tabla 2. Resumen generalizado de medios filtrantes clasificados de acuerdo a su
rigidez (Purchas, 1981)
Principales tipos Subdivisiones Partícula más pequeña retenida (μm) (aprox.)
Fabricación solida
Pantallas de alambre Bobinados de alambre Anillos apilados
100 100 5
Hojas metálicas Perforadas 100
50
GEANKOPLIS, Christie J. Procesos de transporte y operaciones unitarias. Tercera edición, México D.F., 1998, P.890 51
Ibíd. p. 890 52
Ibíd. p. 890 53
Anónimo. Manual de filtración y separación. Disponible en:http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 18 de septiembre de 2013. p. 243-244

31
Tejido de alambre 5
Medios porosos rígidos
Cerámicos Carbón Plásticos
<1 10 10
Cartuchos
Fabricación de laminas Camas aglutinadas Hilo bobinado
3 2 2
Hojas plásticas Monofilamentos tejidos Hojas porosas
Membranas
Poliméricas Cerámicas Metálicas
<0.1 <0.1 0.2
Medios tejidos
Fibras de hilo Monofilamentos Multifilamentos
5 10
<10
Medios no tejidos
Hojas de filtro Papel(celulosa y vidrio) Polímeros
10 5 y 7 10
Medios holgados Fibras Polvos
1 <1
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013
Básicamente las características que se deben tener en cuenta en las telas son: - Condiciones Térmicas y Químicas: En condiciones térmicas y químicas
los polímeros son los medios más adecuados para el medio filtrante. Los más usados son polipropileno (PP), polietileno (PET) y poliamida (PA).54
- Requerimientos en la Filtración: Los principales requerimientos de la filtración son: claridad en el filtrado (es decir una alta eficiencia de retención de partículas finas), rendimiento, contenido de humedad en el queque, efectiva liberación del queque (de fácil desprendimiento), baja resistencia al paso del fluido y alta resistencia a la abrasión.55
- Consideraciones con respecto al equipo: Es importante donde se va a usar
el medio filtrante: el tipo de pulpa, volumen del producto, contenido de sólidos requeridos, así como si es filtración a presión o vacío.56
54
Ibíd. p. 244 55
Ibíd. p. 244 56
Ibíd. p. 244
32
- Costos: El costo del medio, así como su vida útil es de vital importancia. Este ítem puede decidir el tipo de medio a utilizar.57
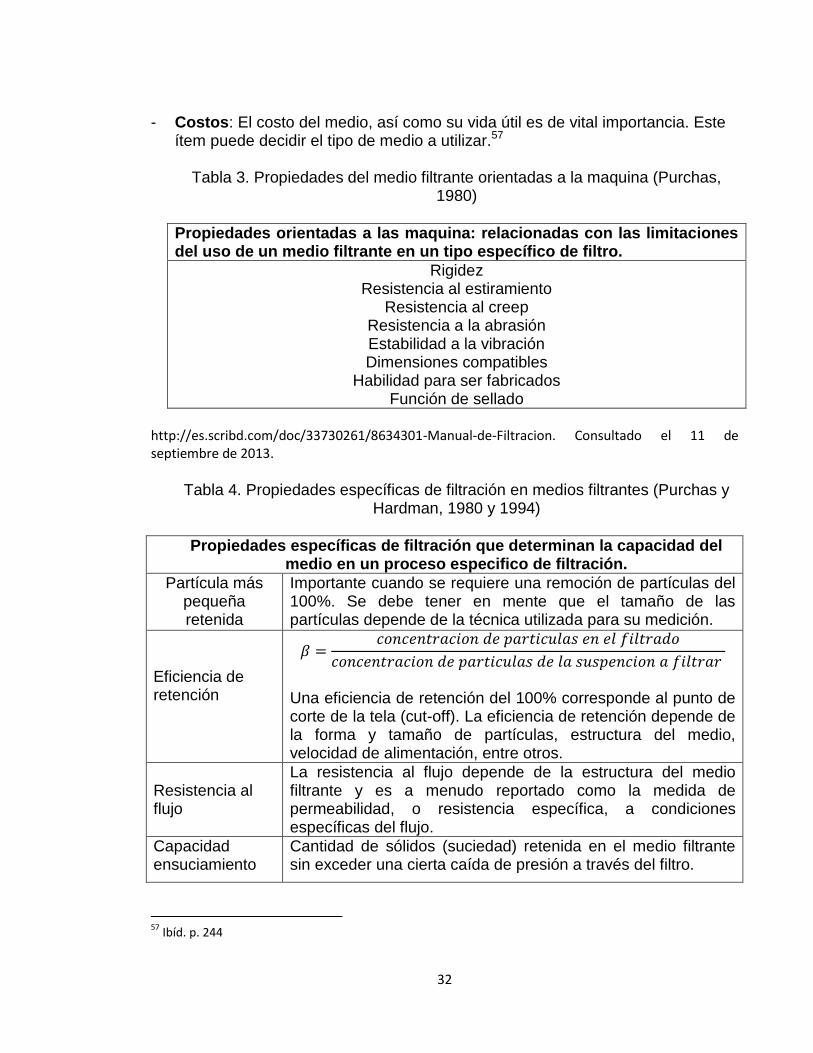
Tabla 3. Propiedades del medio filtrante orientadas a la maquina (Purchas, 1980)
Propiedades orientadas a las maquina: relacionadas con las limitaciones del uso de un medio filtrante en un tipo específico de filtro.
Rigidez Resistencia al estiramiento
Resistencia al creep Resistencia a la abrasión Estabilidad a la vibración Dimensiones compatibles
Habilidad para ser fabricados Función de sellado
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013.
Tabla 4. Propiedades específicas de filtración en medios filtrantes (Purchas y
Hardman, 1980 y 1994)
Propiedades específicas de filtración que determinan la capacidad del medio en un proceso especifico de filtración.
Partícula más pequeña retenida
Importante cuando se requiere una remoción de partículas del 100%. Se debe tener en mente que el tamaño de las partículas depende de la técnica utilizada para su medición.
Eficiencia de retención
Una eficiencia de retención del 100% corresponde al punto de corte de la tela (cut-off). La eficiencia de retención depende de la forma y tamaño de partículas, estructura del medio, velocidad de alimentación, entre otros.
Resistencia al flujo
La resistencia al flujo depende de la estructura del medio filtrante y es a menudo reportado como la medida de permeabilidad, o resistencia específica, a condiciones específicas del flujo.
Capacidad ensuciamiento
Cantidad de sólidos (suciedad) retenida en el medio filtrante sin exceder una cierta caída de presión a través del filtro.
57
Ibíd. p. 244

33
Tendencia a obturación
Asociada al material que no es removido del medio usando los procedimientos normales de limpieza, causando un incremento en la resistencia al flujo de filtrado.
Descarga de la torta
Facilidad de remoción de la torta del medio filtrante.
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013
Tabla 5. Propiedades orientadas a la aplicación del medio filtrante (Purchas,
1980)
Aplicación orientada a las propiedades del medio filtrante. Compatibilidad del medio filtrante en el ambiente.
Estabilidad química y térmica
Datos técnicos entregados por el fabricante.
Estabilidad biológica
Relacionada a la acumulación y crecimiento biológico en la superficie de las telas. Fibras naturales son más propensas a la degradación biológica que las sintéticas.
Características absorbentes
Absorción de líquidoy posterior hinchamiento durante el proceso de filtración, lo que se traduce en una disminución de la permeabilidad.
Mojabilidad
Afecta la presión requerida para iniciar el flujo inicial a través del medio, donde pequeñas cantidades de impurezas alteran significativamente esta propiedad.
Características de estática
Factor importante para suspensiones de baja conductividad eléctrica. Aditivos antiestáticos son utilizados para reducir este efecto.
Disponibilidad
Corresponde a la disposición del medio filtrante como de las partículas que retuvo después de que se descarte.
Capacidad de reutilización
Muchos medios pueden ser utilizados y re-usados. El planteamiento para lograr esto, son diseñados en el ciclo de operación de muchos filtros.
Costo
El costo del medio filtrante puede variar mucho y tiene que ser evaluado considerando la vida útil del mismo.
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013
Los principales daños que puede sufrir la tela pueden deberse a deformación estructural, estiramiento, fatiga a la flexión y a daños térmicos y químicos.

34
Los primeros son el resultado de un mal diseño y a aspectos operacionales, tirón muy fuerte durante la descarga del queque o tensiones fuertes al inicio del ciclo o de la alta presión de agua usada en el lavado de la tela. Con respecto a los daños químicos (pH y corrosividad) y térmicos, estos son subsanados eligiendo una tela adecuada para el proceso en que va a ser usada. La siguiente tabla muestra las características de distintos materiales.58
Tabla 6. Atributos químicos y térmicos de fibras, Hardman 1994
http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013
Cabe señalar que a la tela se le realiza procesos finales de estabilización que aseguran una estabilidad dimensional y regulación de la permeabilidad. Un ajuste preciso de su permeabilidad se obtiene a través de tratamientos térmicos llamados calendering. Comparaciones entre las permeabilidades de diferentes medios filtrantes pueden ser hechas aplicando la ley de Darcy para datos de flujos versus caída de presión. Un baño y modificación superficial hace que la torta se desprenda sin mayor problema de la superficie. Las principales características técnicas de los medios filtrantes son:59 - Trama - peso/área - Permeabilidad al aire - Permeabilidad al agua - Porosidad
58
Ibíd. p. 246 59
Ibíd. p. 891
Resistencia a:
Tipo de fibra Densidad (kg/m3)
Temperatura de operación máxima (ºc)
Ácidos Bases Agentes oxidantes
Hidrólisis
Polipropileno 910 95 .... .... . ..
Polietileno 950 85 .... .... . ..
Poliéster (PBT) 1280 100 ... .. .. .
Poliéster (PET) 1380 100 ... . .. .
Poliamida 6.6 1140 110 . ... . .
Poliamida 11 1040 100 . ... . .
Poliamida 12 1020 100 . ... . .
PVDC 1700 85 .... ... .... ...
PVDF 1780 100 .... .... ... ....
PTFE 2100 150+ .... .... ... ....
PPS 1370 150+ .... .... .. ....
PVC 1370 80 .... .... .. ....
PEEK 1300 150+ ... ... .. ....
.... Muy bueno ... Bueno .. Aceptable .Pobre

35
- Resistencia a la tensión - fácil descarga de la torta - mínima resistencia al flujo - mínima humedad de la torta - máxima vida útil de la tela - menor tendencia a la colmatación (obstrucción) - espesor de la tela - resistencia a la temperatura - Resistencia al pH - Capacidad de suciedad
En síntesis, podemos ver que existe una infinidad de medios filtrantes dependiendo de la aplicación, por lo que la selección de un medio específico debe tomar en cuenta muchos factores. Esto hace necesario realizar distintos ensayos de laboratorio para observar el comportamiento del medio filtrante y así poder evaluar su comportamiento dependiendo de la aplicación. Entendiendo el importante rol que juega el medio filtrante en el proceso de filtración, queda claro que una mala elección acarreara resultados perjudiciales para la filtración, traduciéndose en aumentos de costos, pérdidas de tiempo y un proceso ineficiente.60 2.2.8.2 Tipos de suspensión. Las características físicas y químicas afectan en forma notable el comportamiento de los filtros. En muchos casos resultan más importante obtener una determinada calidad de afluentes para el tamaño y clase del medio filtrante usado, ya que el mismo filtro, trabajando a la misma velocidad, puede producir fluido con mayor o menor turbiedad, según sea el tipo de suspensión que reciba. 61 2.2.8.2.1 Características físicas. El tamaño del floc se relacionan en varias formas con la rapidez con que aumenta la perdida de carga en el filtro y otros parámetros; si el volumen de la floculación es grande, los poros del medio fíltrate se llenaran con más celeridad y el gradiente hidráulico aumentara más en menores tiempos.62 Las fuerzas de Van Der Waals se incrementan por la densidad de las partículas, de manera que esta puede influir en la adhesividad del floc y en consecuencia en la profundidad de su penetración del lecho y su resistencia a los desprendimientos por esfuerzo cortante. 63
60
Ibíd. p. 891 61
HARRIOT, Peter. MCCABE, Warren L. y SMITH, Julián C. Operaciones unitarias en ingeniería química. Cuarta edición, México D.F., 2007,P.1008 62
Ibíd. p. 1008 63
Ibíd. p. 1008
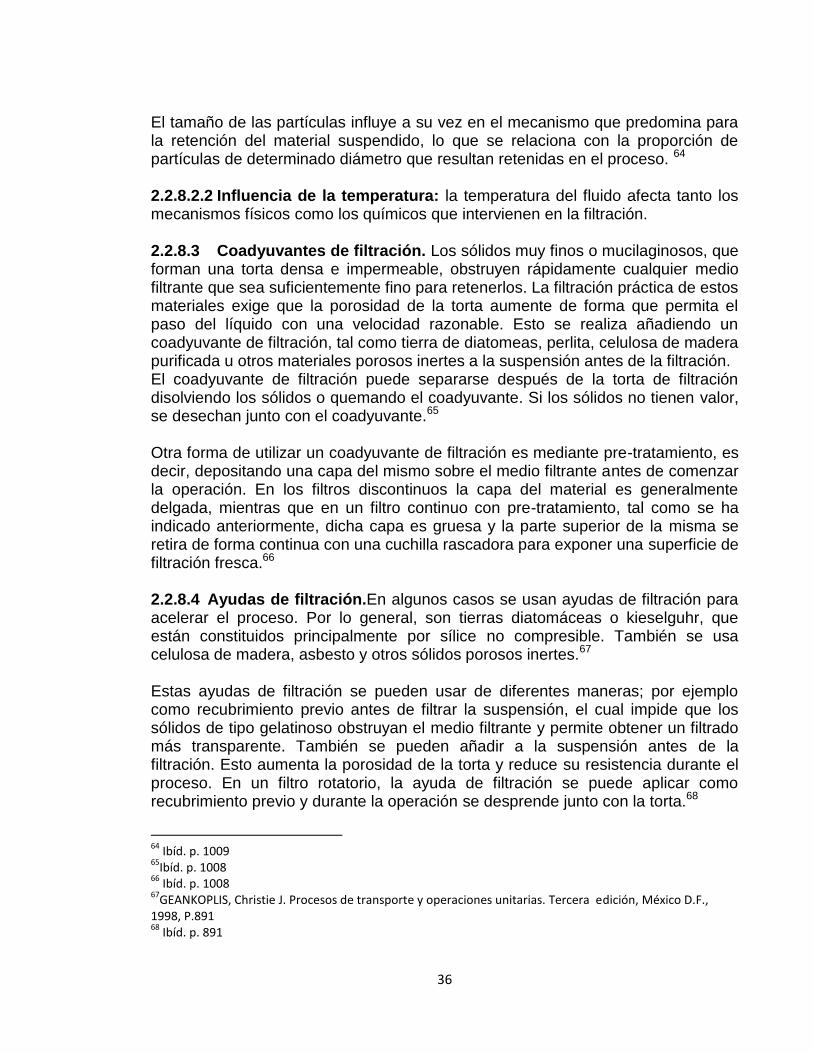
36
El tamaño de las partículas influye a su vez en el mecanismo que predomina para la retención del material suspendido, lo que se relaciona con la proporción de partículas de determinado diámetro que resultan retenidas en el proceso. 64 2.2.8.2.2 Influencia de la temperatura: la temperatura del fluido afecta tanto los mecanismos físicos como los químicos que intervienen en la filtración. 2.2.8.3 Coadyuvantes de filtración. Los sólidos muy finos o mucilaginosos, que forman una torta densa e impermeable, obstruyen rápidamente cualquier medio filtrante que sea suficientemente fino para retenerlos. La filtración práctica de estos materiales exige que la porosidad de la torta aumente de forma que permita el paso del líquido con una velocidad razonable. Esto se realiza añadiendo un coadyuvante de filtración, tal como tierra de diatomeas, perlita, celulosa de madera purificada u otros materiales porosos inertes a la suspensión antes de la filtración. El coadyuvante de filtración puede separarse después de la torta de filtración disolviendo los sólidos o quemando el coadyuvante. Si los sólidos no tienen valor, se desechan junto con el coadyuvante.65 Otra forma de utilizar un coadyuvante de filtración es mediante pre-tratamiento, es decir, depositando una capa del mismo sobre el medio filtrante antes de comenzar la operación. En los filtros discontinuos la capa del material es generalmente delgada, mientras que en un filtro continuo con pre-tratamiento, tal como se ha indicado anteriormente, dicha capa es gruesa y la parte superior de la misma se retira de forma continua con una cuchilla rascadora para exponer una superficie de filtración fresca.66 2.2.8.4 Ayudas de filtración.En algunos casos se usan ayudas de filtración para acelerar el proceso. Por lo general, son tierras diatomáceas o kieselguhr, que están constituidos principalmente por sílice no compresible. También se usa celulosa de madera, asbesto y otros sólidos porosos inertes.67 Estas ayudas de filtración se pueden usar de diferentes maneras; por ejemplo como recubrimiento previo antes de filtrar la suspensión, el cual impide que los sólidos de tipo gelatinoso obstruyan el medio filtrante y permite obtener un filtrado más transparente. También se pueden añadir a la suspensión antes de la filtración. Esto aumenta la porosidad de la torta y reduce su resistencia durante el proceso. En un filtro rotatorio, la ayuda de filtración se puede aplicar como recubrimiento previo y durante la operación se desprende junto con la torta.68
64
Ibíd. p. 1009 65
Ibíd. p. 1008 66
Ibíd. p. 1008 67
GEANKOPLIS, Christie J. Procesos de transporte y operaciones unitarias. Tercera edición, México D.F., 1998, P.891 68
Ibíd. p. 891

37
El uso de ayudas de filtración suele estar limitado a los casos en que la torta es el material que se descarta, o cuando el precipitado se puede separar de ellas por medios químicos.69 2.2.9 Fundamentos de filtración. Dependiendo del tipo de material a filtrar y de la magnitud del gradiente de presión la torta formada durante la filtración puede permanecer rígida o puede comprimirse. En general, los concentrados de cobre y otros metales, especialmente cuando no se utiliza floculante en su espesamiento, son materiales incompresibles. Al contrario, los relaves de flotación son siempre floculados antes de espesar. Por esta razón son materiales compresibles. Por otra parte, cuando estos relaves son filtrados, lo que no ocurre frecuentemente, se utiliza filtración a vacío, por lo que el gradiente de presión aplicado es pequeño y nuevamente el material puede ser considerado incompresible en esas circunstancias. Es así como en la mayoría de los casos de filtración en plantas de procesamiento de minerales se puede considerar la torta de filtración como incompresible y es aplicable la teoría de flujo en un lecho poroso rígido. En caso contrario, es necesario introducir la consolidación o expresión de la torta. 70 Consideremos un proceso de filtración con las siguientes restricciones: Las propiedades de la suspensión, del filtrado y del queque son constantes E l queque fo rmado es incompres ib le . La superficie de filtración es plana La velocidad de percolación del filtrado a través del queque y del medio filtrante
es muy lenta. La suposición 2.Permite considerar el queque como un lecho poroso rígido, lo que significa que el sólido contenido en la torta no se mueve. La suposición 3. Implica que, en el caso de superficies curvas, como en los tambores rotatorios, el diámetro del tambor debe ser muy grande comparado con el grosor del queque. La suposición 4. Permite utilizar la ecuación de Darcy como velocidad de percolación.71 La filtración, ya sea en filtros continuos o discontinuos, se lleva a cabo en etapas. Por lo menos se distinguen dos etapas fundamentales en el proceso: a) la formación de la torta, que incluye el bombeo de la suspensión al filtro y la compresión de la suspensión sobre el medio filtrante (por medio de aire a presión o de un diafragma o émbolo) hasta el momento en que desaparece la suspensión
69
Ibíd. p. 891 70
Anónimo. Manual de filtración y separación. Disponible en:http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 18 de septiembre de 2013. p. 248 71
Ibíd. p. 248

38
y la torta se encuentra totalmente saturado; b) desaguado de la torta, que se lleva a cabo succionando o soplando aire a través de la torta y, de esta forma, desplazando el agua por el aire. Filtraciones más sofisticadas incluyen etapas adicionales tales como: c) la expresión, que consiste en presionar la torta ya saturada mediante una membrana o émbolo impermeable eliminando parte del agua por reducción de la porosidad de la torta (estruje). Esta etapa solamente es útil en materiales compresibles. Otra etapa es d) el lavado de la torta, que permite eliminar materiales indeseables o recuperar materiales valiosos de la torta.72 Las principales magnitudes de interés de la filtración son la velocidad de flujo a través del filtro y la caída de presión en la unidad. A medida que transcurre el proceso, o bien disminuye la velocidad de flujo o aumenta la caída de presión. En la llamada filtración a presión constante la caída de presión permanece constante y la velocidad de flujo va disminuyendo con el tiempo; menos frecuente es que la presión aumente progresivamente para dar lugar a la llamada filtración a velocidad constante. 73 Una ecuación general para todos los tipos de filtración a presión constante fue desarrollada por Hermans y Bredéeg en 1935. Su ecuación es:
(
)
(Ec.1)
Donde V = volumen de líquido filtrado, o simplemente filtrado, recogido durante el tiempo t, y k1, n = constantes.
En la filtración de clarificación n puede ser 2,
, o 1, dependiendo del
mecanismopara el cual se deposite la partícula. En la filtración de torta n = 0. Para la filtración a velocidad constante la ecuación de Hermans-Bredéeg es
(Ec.2)
Donde es la caída de presión a través del filtro y n tiene los mismos valores que en la (Ec.1). El tratamiento que sigue se refiere fundamentalmente a la filtración de líquidos, si bien fundamentos similares son aplicables a la filtración de gases.
2.2.10 Fundamentos de clarificación. Si las partículas sólidas que han de separarse obstruyen completamente los poros del medio filtrante, y la velocidad de
72
Ibíd. p. 248 73
HARRIOT, Peter. MCCABE, Warren L. y SMITH, Julián C. Operaciones unitarias en ingeniería química. Cuarta edición, México D.F., 2007,P.1008

39
obstrucción es constante con el tiempo, el mecanismo se conoce como coludo directo, para el cual n en las Ecuaciones 1 y 2 adquiere el valor 2. El colado directo se produce en raras ocasiones. Mucho más frecuente es que las partículas bloqueen parcialmente los poros dando lugar a una gradual reducción del tamaño de los mismos; este mecanismo recibe el nombre de bloqueo estándar, para el que n = 3/2. Ocasionalmente, durante la transición entre la clarificación y la formación de la torta puede haber un período durante el cual n = 1, recibiendo entonces el nombre de bloqueo intermedio.74 El bloqueo estándar es el mecanismo habitual en los filtros de clarificación. Con n = 3/2, la integración de la Ecuación 1, conduce a las siguientes ecuaciones para la filtración a presión constante
(Ec. 3)
(Ec.4)
Donde q = dV/dt, es la velocidad volumétrica de flujo a través del filtro
= velocidad de flujo para t = 0
= constante igual a ( /2) (
Una representación gráfica de t/V frente a t es una línea recta cuando el
mecanismo corresponde a bloqueo estándar. Tiene una pendiente igual a y la ordenadaen el origen es l/ .75 A partir de la Ecuación 2 para la filtración a volumen constante,
(Ec.5)
Donde es la caída de presión al comienzo de la filtración. 2.2.11 Fundamentos de la filtración de torta. En la filtración de torta el líquido pasa a través de dos resistencias en serie: la dela torta y la del medio filtrante. La resistencia del medio filtrante, que es la única resistencia en los filtros clarificadores, normalmente sólo es importante durante las primeras etapas de la filtración de torta. La resistencia de la torta es nula al principio y aumenta con el tiempo a medida que transcurre la filtración. Si la torta se lava después de la filtración, ambas resistencias son constantes durante el período de lavado, y la del medio filtrante es generalmente despreciable.76
74
Ibíd. p. 1008 75
Ibíd. p. 1009 76
Ibíd. p. 1010

40
La caída total de presión en un instante cualquiera es la suma de las caídas de
presión en el medio filtrante y en la torta. Si es la presión interior, la presiónexterior y p’ la presión en el límite de separación entre el medio filtrante y latorta,77
(Ec.6)
Donde = caída global de presión = caída de presión en la torta
= caída de presión en el medio filtrante
Figura 8. Clarificación con una tela monofilamento de nylon
Libro de operaciones unitarias de Ingeniería Química. MC Cabe. 2.2.12 Caída de presión a través de la torta de filtración. La Figura 8 muestra esquemáticamente una sección transversal de la torta de filtración y del medio filtrante para un tiempo definido t a partir del comienzo del flujo de filtrado. Para
este tiempo el espesor de la torta, medido desde el medio filtrante, es . El área del filtro, medida perpendicularmente a la dirección de flujo, A. Considérese la delgada capa de torta de espesor dL situada en la torta a una distancia L del medio filtrante. Sea la presión en este punto p. Esta capa consta de un delgado lecho de partículas sólidas a través de las cuales fluye el filtrado. En un lecho filtrante la velocidad es suficientemente baja para asegurar que el flujo es laminar. En consecuencia, se puede utilizar la siguiente ecuación 78
[
] (Ec.7)
77
Ibíd. p. 1010 78
Ibíd. p. 1011

41
Como punto de partida para el tratamiento de la caída de presión a través de la
torta, teniendo en cuenta que
, y que para flujo laminar k, en la
Ecuación 7 es cero. Si la velocidad del filtrado se representa por U, la Ecuación 7 se transforma en:
( )
(Ec.8)
Dónde: dp/dL= gradiente de presión para el espesor L
= viscosidad del filtrado u = velocidad lineal del filtrado basado en el área del filtro
Figura 9. Sección transversal del medio filtrante y de la torta mostrando los gradientes de presión: p, presión del fluido; L, distancia desde el medio filtrante.
Libro de operaciones unitarias de Ingeniería Química. MC Cabe = superficie de una sola partícula
= volumen de una sola partícula
= porosidad de la torta = constante

42
= factor de proporcionalidad de la ley de Newton Para partículas de tamaño y forma definida dispuestas al azar, = 4,167. La velocidad lineal u viene dada por la ecuación:
(Ec.9)
Donde V es el volumen de filtrado recogido desde el comienzo de la filtración hasta el tiempo t. Puesto que el filtrado tiene que pasar a través de toda la torta, V/A tiene el mismo valor para todas las capas y u es independiente de L.
El volumen de sólidos en la capa es , y si es la densidad de las
partículas, la masa dm de sólidos en la capa es:
(Ec. 10)
Eliminando dL de las Ecuaciones 8 y 10 se obtiene
( )
(Ec.11)
2.2.13 Tortas de filtración compresible e incompresible. En la filtración a bajas caídas de presión de suspensiones que contienen partículas rígidas y uniformes, todos los factores del segundo miembro de la Ecuación 11, excepto m, son independientes de L y la ecuación es directamente integrable para el espesor de la torta.79 Si m, es la masa total de sólidos en la torta, el resultado es
∫ ( )
∫
( )
(Ec.12)
Las tortas de filtración de este tipo reciben el nombre de incompresibles. Para utilizar la Ecuación 12, se define una resistencia específica de la
torta, ,definida por la ecuación
79
Ibíd. p. 1012
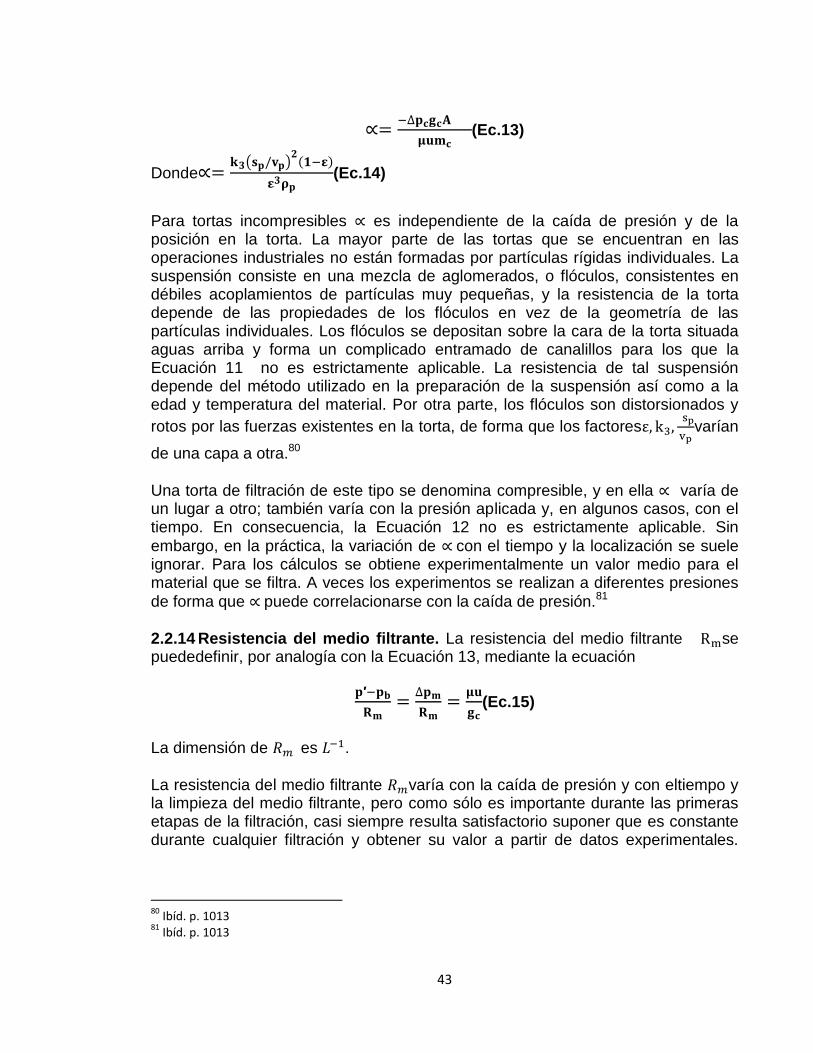
43
(Ec.13)
Donde ( )
(Ec.14)
Para tortas incompresibles es independiente de la caída de presión y de la posición en la torta. La mayor parte de las tortas que se encuentran en las operaciones industriales no están formadas por partículas rígidas individuales. La suspensión consiste en una mezcla de aglomerados, o flóculos, consistentes en débiles acoplamientos de partículas muy pequeñas, y la resistencia de la torta depende de las propiedades de los flóculos en vez de la geometría de las partículas individuales. Los flóculos se depositan sobre la cara de la torta situada aguas arriba y forma un complicado entramado de canalillos para los que la Ecuación 11 no es estrictamente aplicable. La resistencia de tal suspensión depende del método utilizado en la preparación de la suspensión así como a la edad y temperatura del material. Por otra parte, los flóculos son distorsionados y
rotos por las fuerzas existentes en la torta, de forma que los factores
varían
de una capa a otra.80
Una torta de filtración de este tipo se denomina compresible, y en ella varía de un lugar a otro; también varía con la presión aplicada y, en algunos casos, con el tiempo. En consecuencia, la Ecuación 12 no es estrictamente aplicable. Sin
embargo, en la práctica, la variación de con el tiempo y la localización se suele ignorar. Para los cálculos se obtiene experimentalmente un valor medio para el material que se filtra. A veces los experimentos se realizan a diferentes presiones
de forma que puede correlacionarse con la caída de presión.81
2.2.14 Resistencia del medio filtrante. La resistencia del medio filtrante se puededefinir, por analogía con la Ecuación 13, mediante la ecuación
(Ec.15)
La dimensión de es .
La resistencia del medio filtrante varía con la caída de presión y con eltiempo y la limpieza del medio filtrante, pero como sólo es importante durante las primeras etapas de la filtración, casi siempre resulta satisfactorio suponer que es constante durante cualquier filtración y obtener su valor a partir de datos experimentales.
80
Ibíd. p. 1013 81
Ibíd. p. 1013

44
Cuando se trata como una constante empírica, incluye también cualquier resistencia al flujo que pueda existir en las líneas de acceso y salida del filtro.82 A partir de las Ecuaciones 13 y 15,
(
) (Ec.16)
Desde un punto de vista estricto, la resistencia de la torta es una función de
en vez de . Durante la etapa importante de la filtración, que es cuando la torta tiene un espesor apreciable, es pequeño en comparación de , y el efecto sobre el valor de al efectuar la integración de la Ecuación 12 sobre un intervalo en vez de , puede ignorarse con toda seguridad. Por tanto, en la Ecuación
16 se toma como una función de .83 Al utilizar la Ecuación 16 es conveniente sustituir u, la velocidad lineal del filtrado,
y la masa total de sólido en la torta, por funciones de V, el volumen total de filtrado recogido durante el tiempo t. La Ecuación (30.15) relaciona u y V, y un
balance de materia relaciona y V. Si c es la masa de partículas depositadas en el filtro por unidad de volumen de filtrado, la masa de sólidos en el filtro en el tiempo t es Vc, y
(Ec.17)
Donde, V: volumen de filtrado, m3; c: concentración de los sólidos depositados por unidad de volumen de filtrado, kg.m-3; Vs: volumen de la suspensión afluente al filtro; cs: concentración de sólidos en la suspensión afluente. El volumen de filtrado se calcula a partir de la ecuación 17 y de un balance de materiales:
(
) (Ec.18)
Dividiendo por Vs y multiplicando el tercer término por (
) se obtiene
(
)
(Ec.19)
Para el caso del filtro de marcos y placas, el volumen disponible para la formación de la torta es:
(Ec. 20)
82
Ibíd. p. 1013 83
Ibíd. p. 1014

45
Donde, N: número de marcos, x: dimensión horizontal, y: dimensión vertical, z: espesor. Además, si se considera que cada marco está limitado por dos placas, el área total de filtración es:
(Ec. 21)
Sustituyendo u de la Ecuación 9 y , de la Ecuación 17 en la Ecuación 15, se obtiene
(
) (Ec.22)
2.2.15 Filtración a presión constante. Cuando es constante, las únicas variables sonV y t. Cuando t = 0, V = 0 y ; por tanto,84
(
)
(Ec.23)
La Ecuación 22 puede escribirse así
(Ec.24)
La Ecuación 24 puede compararse con la Ecuación 4 para filtros clarificadores. Es, además, consistente con la forma integrada de la ecuación de Hermans-
Bredée ecuación 1 con u = 0 y .85
La integración de la Ecuación 24entre los límites (0, 0) y (t, V) conduce a
(Ec.25)
Donde
(Ec.26)
Por tanto, una representación gráfica de t/V frente a V será una línea recta
dependiente
y ordenada en el origen
. A partir de una representación gráfica en
la figura 10 y las Ecuaciones 23y 26 se pueden calcular los valores de .
84
Ibíd. p. 1014 85
Ibíd. p. 1014
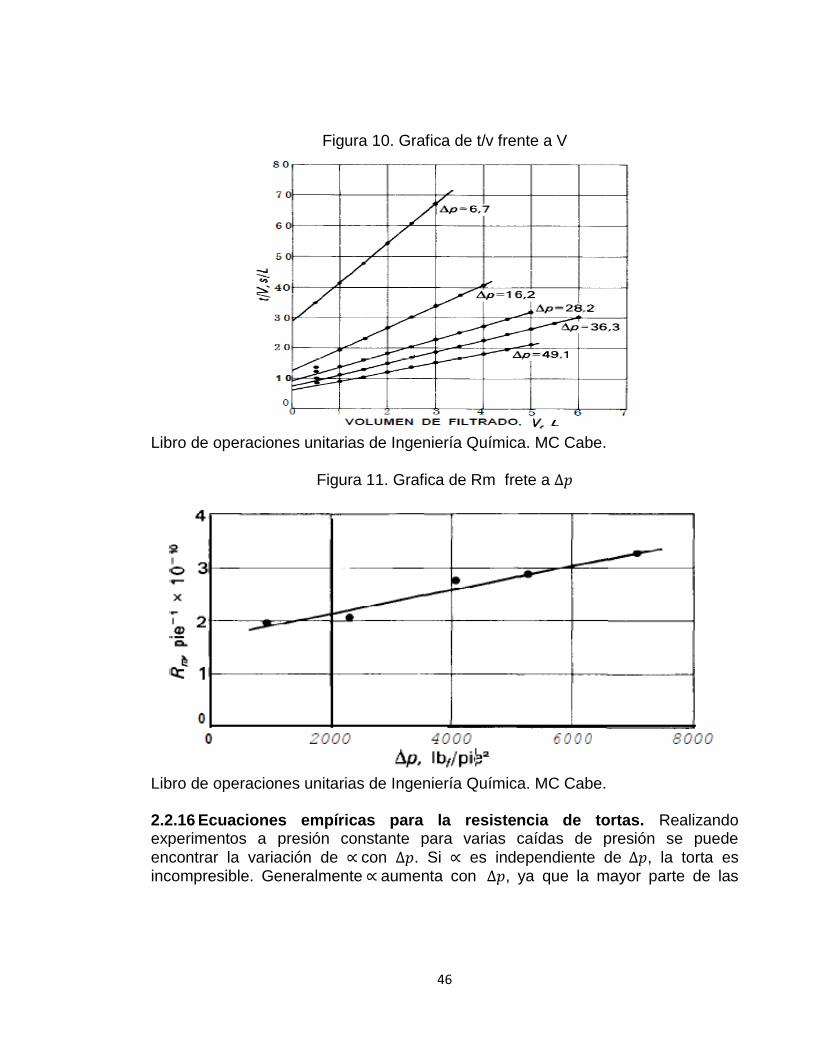
46
Figura 10. Grafica de t/v frente a V
Libro de operaciones unitarias de Ingeniería Química. MC Cabe.
Figura 11. Grafica de Rm frete a
Libro de operaciones unitarias de Ingeniería Química. MC Cabe. 2.2.16 Ecuaciones empíricas para la resistencia de tortas. Realizando experimentos a presión constante para varias caídas de presión se puede
encontrar la variación de con . Si es independiente de , la torta es incompresible. Generalmente aumenta con , ya que la mayor parte de las
47
tortas son, por lo menos enalguna medida, compresibles. Para tortas altamente
compresibles aumenta rápidamente con .86 Se pueden utilizar ecuaciones empíricas para ajustar los datos experimentales de
en función de , siendo la más frecuente
(Ec.27)
Donde y s con constantes empíricas. La constante s es el coeficiente de compresibilidad de la torta. Si vale cero es incompresible, mientras que valores positivos corresponden a tortas compresibles. Su valor generalmente está comprendido entre 0,2 y 0,8. La Ecuación 23 no deberá utilizarse en un intervalo de caídas de presión muy diferente del empleado en los experimentos realizados
para evaluar y s.87
2.2.17 Filtración a velocidad constante. Si el flujo de filtrado es constante, la velocidad lineal u también lo es y
(Ec.28)
Sustituyendo mc, de la Ecuación 17 y u de la Ecuación 28, la Ecuación13 se transforma en:
(
)
(Ec.29)
La resistencia específica de la torta se deja en el primer miembro debido aque es función de para el caso de tortas compresibles.
Si se conoce a en función de, y si , la caída de presión a través del medio filtrante se puede estimar, se puede utilizar directamente la Ecuación 28 para relacionar la caída global de presión con el tiempo cuando la velocidad de flujo del filtrado es constante. Sin embargo, se puede utilizar más directamente esta
ecuación si se acepta la Ecuación27 para relacionar con . Si se sustituye de la Ecuación 25en la Ecuación 28, y si sesustituye por , resulta
(
)
(Ec.30)
86
Ibíd. p. 1015 87
Ibíd. p. 1015
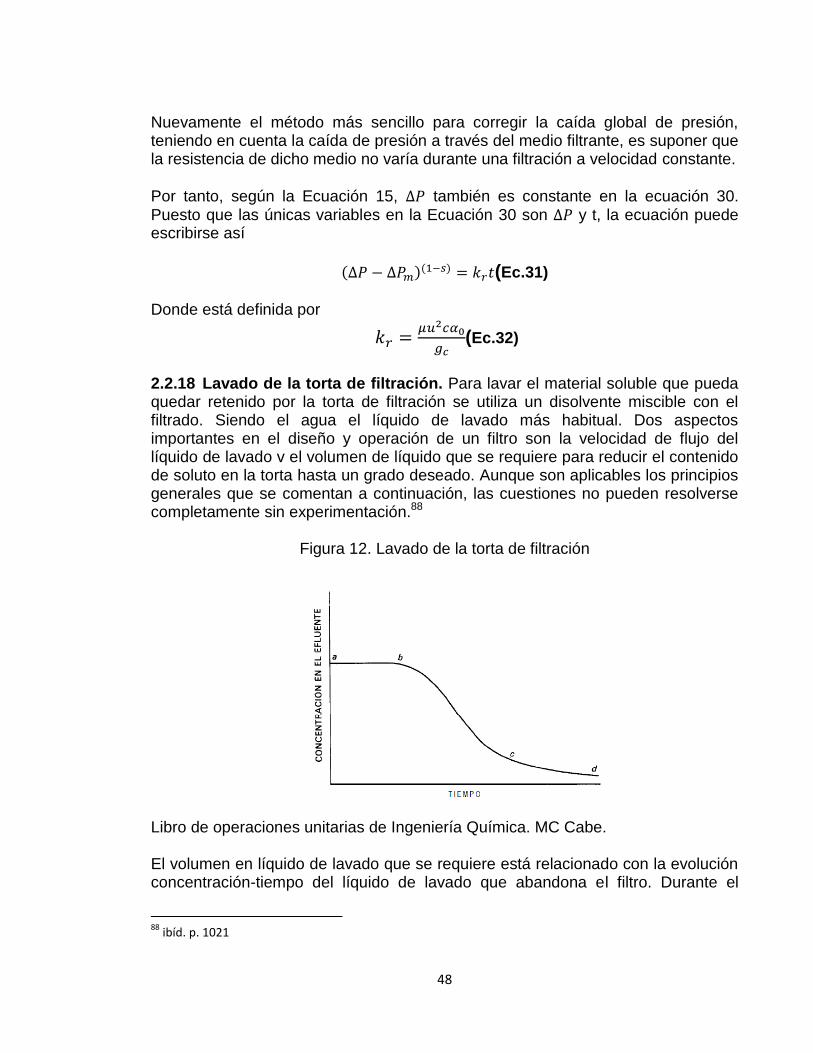
48
Nuevamente el método más sencillo para corregir la caída global de presión, teniendo en cuenta la caída de presión a través del medio filtrante, es suponer que la resistencia de dicho medio no varía durante una filtración a velocidad constante.
Por tanto, según la Ecuación 15, también es constante en la ecuación 30. Puesto que las únicas variables en la Ecuación 30 son y t, la ecuación puede escribirse así
(Ec.31)
Donde está definida por
(Ec.32)
2.2.18 Lavado de la torta de filtración. Para lavar el material soluble que pueda quedar retenido por la torta de filtración se utiliza un disolvente miscible con el filtrado. Siendo el agua el líquido de lavado más habitual. Dos aspectos importantes en el diseño y operación de un filtro son la velocidad de flujo del líquido de lavado v el volumen de líquido que se requiere para reducir el contenido de soluto en la torta hasta un grado deseado. Aunque son aplicables los principios generales que se comentan a continuación, las cuestiones no pueden resolverse completamente sin experimentación.88
Figura 12. Lavado de la torta de filtración
Libro de operaciones unitarias de Ingeniería Química. MC Cabe. El volumen en líquido de lavado que se requiere está relacionado con la evolución concentración-tiempo del líquido de lavado que abandona el filtro. Durante el
88
ibíd. p. 1021

49
lavado, la relación concentración-tiempo es del tipo que se muestra en la Figura 12. El segmento ab representa la primera porción de líquido recuperado. El efluente consiste básicamente en el filtrado que ha quedado sobre el filtro y que es desplazado por el líquido de lavado sin una dilución apreciable. Este tipo de lavado, que recibe el nombre de lavado por desplazamiento, es el método ideal de lavar una torta. Cuando el tamaño de las partículas de la torta es pequeño, en condiciones favorables se puede recuperar hasta el 90% del soluto contenido en la torta durante esta etapa. El volumen de líquido de lavado que se requiere para un lavado por desplazamiento es igual al volumen de filtrado que ha quedado
retenido en la torta, o sea AL, donde L es el espesor de la torta y es la porosidad media de la torta. La segunda etapa de lavado, representada por el segmento bc de la Figura 30.18, se caracteriza por un rápido descenso de la concentración del efluente. El volumen del líquido de lavado utilizado en esta etapa es del mismo orden de magnitud que el usado en la primera etapa. La tercera etapa está representada por el segmento cd. La concentración de soluto en el efluente es baja, y el soluto restante es lentamente lixiviado de la torta. Si se utiliza suficiente líquido de lavado se puede reducir hasta cualquier valor deseado el contenido de soluto residual en la torta, pero el lavado deberá interrumpirse cuando el valor del soluto no recuperado sea inferior al coste de su recuperación.89 En la mayoría de los filtros, el líquido de lavado sigue el mismo camino que el filtrado. La velocidad de flujo del líquido de lavado es igual a la del último filtrado, siempre que la caída de presión no se modifique al pasar de la etapa de filtración a la de lavado. Si las viscosidades del filtrado y del líquido de lavado son diferentes es preciso efectuar una corrección para tener en cuenta esta diferencia. Esta regla es sólo aproximada, ya que el líquido de lavado en realidad no sigue exactamente el camino del filtrado debido a la formación de canalillos, fisuras en la torta y cortocircuitos.90 2.3 MARCO LEGAL Para el diseño del sistema de filtración con filtro prensa de placas y marcos, la norma por la que se rige es la AISI/SAE (también conocida como SAE-AISI), que es una clasificación de aceros y aleaciones de materiales no ferrosos.91 Ésta norma es una de las más antiguas de los Estados Unidos, establecida en el año de 1855. Su desarrollo fue en respuesta a la necesidad de una agencia de cooperación en la plancha de acero de la industria y para la recogida y difusión de estadística.92 Ésta se basa en los materiales a utilizar para diseñar las diferentes
89
ibíd. p. 1022 90
ibíd. p. 1023 91
Anónimo. Tecsinox. Disponible en: http://www.tecsinox.cl/pagina-ejemplo/. Consultada el 4 de octubre del 2013. 92
VASQUEZ. Daniel I. AISI-SAE. Disponible en: http://es.scribd.com/doc/54394098/AISI. Consultada el 11 de octubre dl 2013.

50
partes del filtro: tambor, soporte, malla, entre otros., para evitar el deterioro del equipo por efectos de la corrosión o condiciones extremas de temperatura y presión altas. También se encuentra la resolución número 0000834 del 2013, de Colombia, por la cual se establece el reglamento técnico sobre los requisitos sanitarios que deben cumplir los materiales, objetos, envases y equipamientos celulósicos y sus aditivos, destinados a entrar en contactos con alimentos y bebidas para el consumo humano.93 2.4 MARCO CONCEPTUAL
DIATOMEAS: son algas microscópicas fosilizadas (compuestas por una pared celular transparente de sílice y una capa interna de pectina); composición unicelular, forma y tamaños variados, provenientes de aguas dulces o marinas y con aproximadamente 5.000 especies conocidas.94 FILTRACIÓN: La filtración se puede definir como la operación unitaria encargada de la separación de sólidos de un líquido, es decir elimina las partículas no disueltas, o separa una mezcla de sólidos insolubles y líquidos formados en un proceso. 95 FILTRADO: Liquido que pasa a través de una membrana.96 FLOCULACION: Es un proceso químico mediante el cual, con la adición desustancias floculantes, se aglutinan las sustancias coloidales presentes en el agua, facilitando de esta forma su decantación y posterior filtrado.97 MEDIO FIBROSO NO TEJIDO: Son materiales a los cuales se les ha hecho un tratamiento de elaboración en seco con una trama seguida por una aglutinación con agentes adecuados.98
93
Anónimo. Ministerio de salud y protección social. Disponible en: www.minsalud.gov.co/Normatividad_Nuevo/Resolución%200834%20de%202013.pdf. 94
AGROPULI. Protocolo mineral tierra de diatomeas. Disponible en: http://www.monografias.com/trabajos-pdf4/insecticida-tierra-diatomeas/insecticida-tierra-diatomeas.pdf. Consultado el 4 de octubre del 2013. P.2 95
Anónimo. Operaciones unitarias Filtración. Disponible en:http://es.scribd.com/doc/28946473/Filtracion. consultado el 23 de Septiembre del 2013. p. 2 96
Anónimo. Operaciones unitarias Filtración. Disponible en:http://es.scribd.com/doc/28946473/Filtracion. Consultado el 23 de Septiembre del 2013. p. 3 97
ELIZALDE, cuesta G. GUERRA, Milán F. GARZA, Struck A. Floculación. Disponible en: http://fjartnmusic.com/Personal/UIA_files/Floculacio%CC%81n%20PPT.pdf. Consultado el 23 Septiembre de 2013. p. 2 98
Anónimo. Operaciones unitarias Filtración. Disponible en:http://es.scribd.com/doc/28946473/Filtracion. Consultado el 23 de Septiembre del 2013. p. 10
51
MEDIO FILTRANTE: El medio filtrante en un filtro es el mecanismo físico utilizado para controlar la contaminación.99 MEDIO POROSO: Un medio poroso es definido como aquel material compuesto por dos fases: una matriz sólida y en su interior un sistema de huecos (poros) que pueden o no estar interconectados entre sí. Su estructura suele ser granular o fibrilar.100 MUCILAGO: El mucílago es una sustancia vegetal viscosa, coagulable al alcohol. También es una solución acuosa espesa de una goma o dextrina utilizada para suspender sustancias insolubles y para aumentar la viscosidad.101 MUCILAGINOSO: Que contiene mucílago, o tiene alguna de sus propiedades.102 PERLITA: Es el nombre genérico de un mineral volcánico, que al ser sometido a elevadas temperaturas, en el rango de 800º C, se expande hasta 20 veces su volumen original, dando lugar a un material inerte y extremadamente ligero.103 POROSIDAD: La porosidad también llamada oquedad (voidage (ɸ)) es la fracción del volumen de una muestra que es ocupada por poros o espacio vacío. 104 TELA FILTRANTE: Barrera permeable por la cual se hace pasar una corriente de gas que contiene material particulado. Por ser las partículas de material mucho más grandes que las moléculas de gas, estas quedan atrapadas en la superficie de la membrana permitiendo únicamente el paso de las moléculas del gas.105
99
Filtermanufacturer’scouncil. Medio filtrante. Disponible en: http://www.aftermarketsuppliers.org/Councils/Filter-Manufacturers-Council/TSBs-2/Spanish/02-2S.pdf. Consultado el 23 de septiembre de 2013. p. 1 100
LOPEZ, Horacio R. Caracterización de medios porosos y procesos percolativos y de transporte. Disponible en: http://linux0.unsl.edu.ar/~rlopez/cap1_2.pdf. consultado el 23 de Septiembre de 2013.p. 6 101HENG, Chen.Lista de palabras (Diccionario). Disponible en:http://listadepalabras.es/over.php.
Consultado el 4 de octubre del 2013. 102HENG, Chen.Lista de palabras (Diccionario). Disponible en:http://listadepalabras.es/over.php.
Consultado el 4 de octubre del 2013. 103
Anónimo. Disponible en:http://www.sabsa.mx/descargas/mezclas_profesionales/INFORMACIONPERLITA.pdf. Consultado el 4 de octubre. P.1 104
Anónimo. Evaluación de la porosidad en las partículas. Disponible en:http://catarina.udlap.mx/u_dl_a/tales/documentos/lim/davila_n_jr/capitulo6.pdf. Consultado el 23 de septiembre de 2013. p.1 105
SFC (standard filter corporation). Materiales filtrantes. Disponible en:http://taconsult.org/libreria/presentacion02.pdf. Consultado el 23 de septiembre de 2013. p.3
52
TIERRAS DIATOMEAS: Es un material inerte no toxico, son a la vez extrañas y variadas: agente de purificación, filtrando, abrasivo, material aislante y a prueba de sonido.106
106
AGROPULI. Protocolo mineral tierra de diatomeas. Disponible en: http://www.monografias.com/trabajos-pdf4/insecticida-tierra-diatomeas/insecticida-tierra-diatomeas.pdf. Consultado el 4 de octubre del 2013. P.2
53
3. DISEÑO METODOLÓGICO
3.1 TIPO DE INVESTIGACION El tipo de investigación que enmarca el presente proyecto es de carácter proyectivo y aplicado. La investigación proyectiva, Implica explorar, describir, explicar y proponer alternativas de cambio, mas no necesariamente ejecutar la propuesta. En esta categoría entran los proyectos factibles y todas las que conllevan el diseño o creación de algo.107Para la selección de este tipo de investigación se deben cumplir generalmente tres elementos: elaboración de una propuesta o modelo, solución de un problema o necesidad y existencia de un grupo social.108 En el desarrollo de este proyecto se ven reflejado dos de estos elementos, ya que se cubre la necesidad que tienen los estudiantes de ingeniería química de la Universidad de San Buenaventura seccional Cartagena, de fortalecer sus conocimientos en el área de las operaciones unitarias, sobre todo en la operación de filtración. Además, el cumplimiento de este proyecto beneficiara tanto a los estudiantes como a los profesores, ya que de una u otra forma fortalecerán sus conocimientos. En el caso de la investigación aplicada, también conocida como práctica o empírica, se caracteriza porque busca la aplicación o utilización de los conocimientos adquiridos, a la vez que se adquieren otros, después de implementar y sistematizar la práctica basada en investigación.109En esta investigación se aplican todos los conocimientos adquiridos en el transcurso de la carrera, tales como los conocimientos en el área de las matemáticas, termodinámica, operaciones unitarias, química, estadística, entre otros., para la obtención de los cálculos necesarios para su diseño, al igual que las bases teóricas. De igual forma, son necesarios los conocimientos adquiridos en el área de la investigación para llevar una secuencia lógica en el desarrollo del proyecto.
107
Anónimo. Marco metodológico. Disponible en: tecnologiaucativaunefa.files.wordpress.com/2012/10/capitulo-iii1.pdfed. consultado el 20 de octubre de 2013. 108
Anónimo. Marco metodológico. Disponible en: http://tesis.ula.ve/postgrado/tde_busca/arquivo.php?codArquivo=6368. Consultado el 21 de octubre de 1013. 109
VARGAS, Zoila. Artículo: la investigación aplicada: una forma de conocer las realidades con evidencia científica. Disponible en: http://www.latindex.ucr.ac.cr/educacion-33-1/educacion-33-1-09.pdf. Consultado el 21 de octubre de 1013.

54
3.2 DISEÑO ADAPTADO El diseño de esta investigación es del tipo cuasi-experimental, siendo ésta, la ausencia de aleatorización de los tratamientos, y por lo tanto, la carencia de un control total sobre la situación.110 En el desarrollo del proyecto se encontraron variables que se tuvieron que iterar para poder obtener un valor dado, como lo es el caso del tamaño de partícula, el tiempo del filtración, y hay otras que necesitaron datos que se encontraron estipulados. Solo se le hicieron observaciones a las suspensiones para identificar el comportamiento de las partículas y para la determinación del medio filtrante que se va a utilizar, es decir, para éstos se hicieron diferentes pruebas de laboratorio, éstas se realizaron en el laboratorio de química de la Universidad de San Buenaventura seccional Cartagena. 3.3 ENFOQUE ADAPTADO El enfoque de la investigación es cuantitativo. Éste usa una recolección de datos para probar hipótesis con base en la medición numérica y el análisis estadístico para establecer patrones de comportamiento.111 Para el desarrollo de esta investigación se recurrió a pruebas de laboratorio para la obtención de datos necesarios como el tipo de suspensión, la concentración de efluente, tiempo de filtración, volumen de filtrado, entre otros., que se utilizaron para el diseño del filtro. Con ayuda del software Microsoft Excel se tabularon y graficaron los datos de volumen y tiempo de filtrado para la obtención de la resistencia de la torta y medio filtrante. 3.4 RECOLECCION DE LA INFORMACION 3.4.1 Fuentes primarias. La recolección de la información se realizó en las instalaciones de laboratorio de la Universidad de San Buenaventura seccional Cartagena, en donde se llevó a cabo el análisis de las propiedades químicas y físicas de las suspensiones tratadas carbonato de calcio (CaCO3), aserrín a diferentes tamaños de partículas (malla número 40, 60 y 80) y yeso comercial, en donde se observó su comportamiento y se determinaron las concentraciones adecuadas del efluente, la masa de torta seca, de torta húmeda, volumen de efluente y filtrado, espesor de la torta formada, tiempo de filtración y las caídas de presiones óptimas para llevar a cabo el proceso, que fueron necesarias para el
110
BONO, Roser. Diseños cuasi-experimentales y longitudinales. Disponible en: http://diposit.ub.edu/dspace/bitstream/2445/30783/1/D.%20cuasi%20y%20longitudinales.pdf. Consultado el 21 de octubre de 2013. 111
HERNANDEZ, Roberto. FERNANDEZ, Carlos. Metodología de la investigación. Disponible en:http://data.over-blog-kiwi.com/0/27/01/47/201304/ob_195288_metodologia-de-la-investigacion-sampieri-hernande.pdf . consultado el 23 de octubre de 2013.
55
diseño del filtro prensa. Estos laboratorios se llevaron a cabo con la colaboración de sus auxiliares y el docente tutor. 3.4.2 Fuentes secundarias. La recolección de datos se realizó por investigaciones acerca de filtros con formación de torta y sin torta, de libros de investigación superior basados en filtración en operaciones unitarias de ingeniería química, de tesis de grado sobre filtración y de artículos de revista e información obtenida de internet en pdf. 3.5 HIPOTESIS
3.5.1 Hipótesis alternativa. Los fundamentos de la filtración con formación de torta permitirían diseñar y montar un sistema de filtración con un filtro prensa de marco y placas, que sería académicamente adecuado para desarrollar el laboratorio de operaciones unitarias de la Universidad de San Buenaventura sede Cartagena. 3.5.2 Hipótesis nula. Los fundamentos de la filtración con formación de torta no permiten el diseño y montaje de un sistema de filtración con un filtro prensa de marco y placas, que sería académicamente adecuado para desarrollar el laboratorio de operaciones unitarias de la Universidad de San Buenaventura sede Cartagena. 3.6 VARIABLES Flujo másico Masa Presión Viscosidad Temperatura Concentración Densidad Área de filtración Volumen de filtrado Tiempo de filtrado

56
3.7 OPERACIONALIZACIÓN DE VARIABLES
VARIABLES
INDEPENDIENTES
UNIDADES
MAGNITUD
Flujo másico Kg/min Masa/Tiempo
Presión de salida Psi Fuerza / Área
Viscosidad cP Masa/longitud. Tiempo
Masa Kg Masa
VARIABLES
INTERVINIENTES
UNIDADES
MAGNITUD
Temperatura ºF o ºC Energía interna
Tamaño de partícula mm Longitud
VARIABLES
DEPENDIENTES
UNIDADES
MAGNITUD
Tiempo de filtrado S Segundos
Concentración Kg/m3 Masa/Volumen
Densidad Kg /m3 Masa/Volumen
Área m2 Área
Volumen de filtrado m3 Volumen
3.8 PROCESAMIENTO Y ANALISIS DE LOS RESULTADOS La información obtenida se reflejó en la consulta y manejo de textos y en la experimentación desarrollada en el laboratorio de química de la Universidad de San Buenaventura seccional de Cartagena. Éstos permitieron dar inicio a la evaluación y cálculos técnicos para mostrar el rendimiento del sistema de filtración y encontrar la mejor alternativa de la suspensión y de la torta a trabajar. Durante el desarrollo del proyecto se encontraron, en las diferentes pruebas de laboratorio, datos de las variables a tratar: temperatura, presión, tiempo de filtrado, volumen de filtrado, entre otras., que permitieron dimensionar el filtro prensa. Para la determinación de la solución que se tomaría para realizar las prácticas y posterior diseño del filtro, se realizaron3 pruebas con 3 tipos de sustancias: carbonato de calcio, yeso comercial y aserrín a diferentes tamaños de partículas (Retenidas en las mallas número 40, 60 y 80 escala Tyler), en las cuales se

57
tuvieron en cuenta 2 variables: presión de vacío y concentración de la solución. Cada una de las pruebas se realizó a tres diferentes condiciones de presión de vacío (5, 9 y 14 inHg) por cada concentración de la suspensión (1.5, 3.5 y 5 %p/v). Los datos obtenidos fueron tabulados y graficados según los requerimientos para el diseño del filtro.

58
4. RESULTADOS 4.1 CONDICIONES PARA LA REALIZACION DE LASPRUEBASDE LABORATORIO. 4.1.1 Características del equipo de filtración. El equipo que se utilizó para realizar las pruebas de laboratorio se encuentra en el laboratorio de química de la Universidad de San Buenaventura Cartagena. Este consta de un embudo Büchner, dos corchos de caucho, una bomba de vacío, dos Erlenmeyer con desprendimiento lateral, un vacuómetro (Con un rango de 0 a -30 inHg) un manómetro (con un rango de 0 a 30 psi), papel filtro (diámetro 110 mm)y mangueras de conexión. El embudo Büchner tiene un área de filtración de 20.83 cm² y el Erlenmeyer una capacidad de 250 ml, el cual se graduó de 20 en 20 ml para la realización de las pruebas. El conjunto de todos estos elementos nos permiten realizar las experiencias de las pruebas de filtración. Ver figura 13.
Figura 13. Filtro Büchner.
4.1.2 Selección de las suspensiones a tratar. La selección de las sustancias con las que se hicieron los laboratorios, se hizo teniendo en cuenta condiciones como la disolución en agua, formación de torta, sedimentación, clarificado, tiempo de filtración, tiempo de ejecución del experimento, accesibilidad, disponibilidad y costo de las mismas. Las sustancias seleccionadas fueron carbonato de calcio (98.5 %p/p), yeso comercial y aserrín a diferente diámetro de partícula (malla número 40, 60 y 80 escala Tyler).

59
Las pruebas se realizaron a presión constante, teniendo en cuenta dos variables: presión de vacío y concentración de la solución. Las presiones de vacío seleccionadas fueron de 5, 9 y 14 inHg, siendo esta ultima la máxima alcanzada por la bomba de vacío. Y las concentraciones de la solución fueron de 1.5, 2.5 y 3.5 %p/v, utilizando agua como solvente. Para el carbonato de calcio (98.5% p/p) solo se hicieron pruebas a 14 inHg y 1.5 %p/v. A presiones de vacío inferiores de 14 inHg y concentraciones superiores a 1.5 %p/v la filtración era lenta superando los treinta minutos, haciendo que la bomba de vacío se calentara más de lo normal. Ver tabla 7. Además, el diseño experimental indica que deben realizarse 3 réplicas por cada condición de concentración de solución, dando un total de 9 experiencias de aproximadamente treinta minutos cada una, equivalente a 270 minutos. Esto pondría en riesgo la bomba de vacío.
Tabla 7. Datos experimentales del carbonato de calcio a 1.5 %p/V y 14 inHg.
Carbonato de calcio (98.5 %p/V)
V(ml) t(s) t/V(s/ml)
20 173 8,6500
40 237 5,9250
60 273 4,5500
80 363 4,5375
100 485 4,8500
120 608 5,0667
140 753 5,3786
160 902 5,6375
180 1026,7 5,7039
Fuente: autores del proyecto.
Como se puede observar, el tiempo de filtración para el carbonato es alto, aproximándose a los treinta minutos. Estos valores se pueden graficar para ver el comportamiento de la filtración que tiene esta sustancia. Así mismo, se pueden obtener los valores de kc en s/cm6 y 1/qo en s/cm3. Ver figura 14.

60
Figura 14. Representación de los datos t/V vs V a 14 inHg del carbonato de calcio.
En los primeros momentos de la prueba de filtración, se puede observar por medio de la gráfica que las condiciones son inestables, por esta razón no se consideran los dos primeros puntos del ensayo. Ahora bien, de los datos de la tabla 7 se obtiene nuevamente la curva de t/V vs V omitiendo los dos primeros puntos del ensayo. Ver figura 15.
Figura 15. Grafica t/V vs V a 14 inHg del carbonato de calcio corregida.
La curva obtenida es más estable y por lo tanto la ecuación empírica obtenida representará con mayor aproximación los datos de la tabla 7, en comparación a la ecuación empírica obtenida en la figura 14. Para realizar los cálculos del dimensionamiento del filtro, tomando como sustancia el carbonato de calcio, es
y = -0,0087x + 6,4605 R² = 0,1454
0,0E+00
2,0E+00
4,0E+00
6,0E+00
8,0E+00
1,0E+01
1,0E-05 5,0E+01 1,0E+02 1,5E+02 2,0E+02
t/v
(s/c
m³)
v(cm³)
t/V vs V
y = 0,0111x + 3,777 R² = 0,9681
4,0E+00
4,5E+00
5,0E+00
5,5E+00
6,0E+00
5,0E+01 7,0E+01 9,0E+01 1,1E+02 1,3E+02 1,5E+02 1,7E+02 1,9E+02
t/v
(s/c
m³)
v(cm³)
t/V vs V
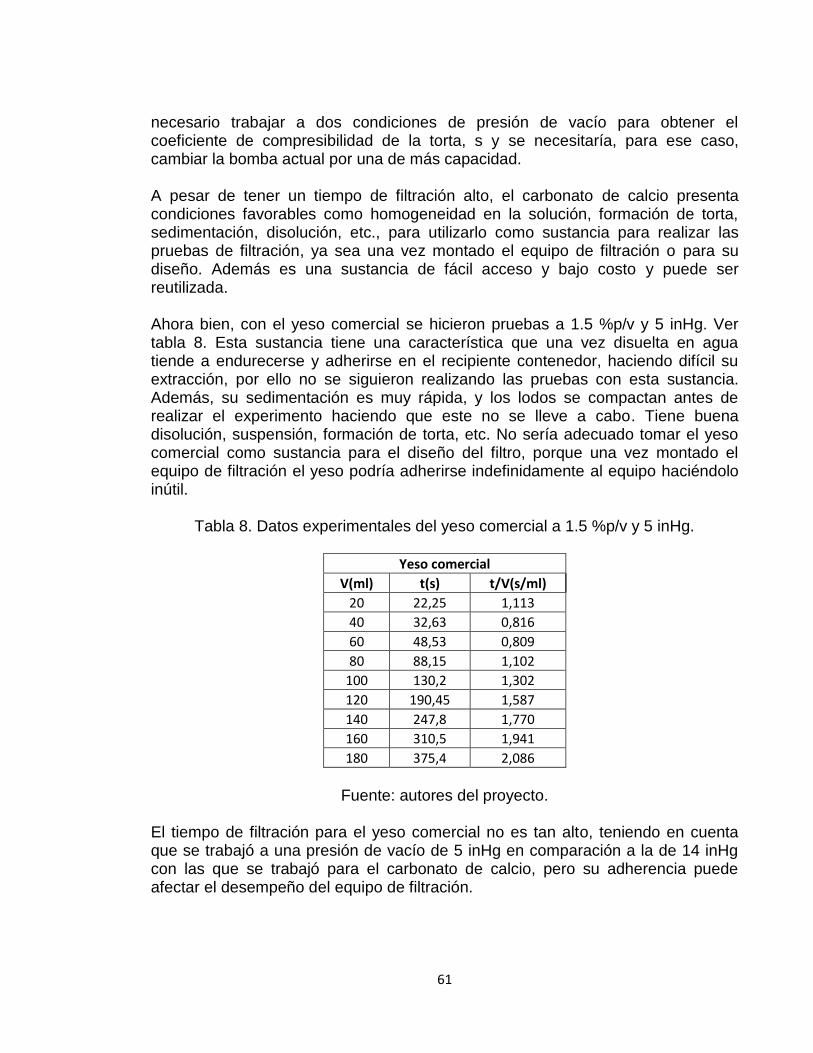
61
necesario trabajar a dos condiciones de presión de vacío para obtener el coeficiente de compresibilidad de la torta, s y se necesitaría, para ese caso, cambiar la bomba actual por una de más capacidad. A pesar de tener un tiempo de filtración alto, el carbonato de calcio presenta condiciones favorables como homogeneidad en la solución, formación de torta, sedimentación, disolución, etc., para utilizarlo como sustancia para realizar las pruebas de filtración, ya sea una vez montado el equipo de filtración o para su diseño. Además es una sustancia de fácil acceso y bajo costo y puede ser reutilizada. Ahora bien, con el yeso comercial se hicieron pruebas a 1.5 %p/v y 5 inHg. Ver tabla 8. Esta sustancia tiene una característica que una vez disuelta en agua tiende a endurecerse y adherirse en el recipiente contenedor, haciendo difícil su extracción, por ello no se siguieron realizando las pruebas con esta sustancia. Además, su sedimentación es muy rápida, y los lodos se compactan antes de realizar el experimento haciendo que este no se lleve a cabo. Tiene buena disolución, suspensión, formación de torta, etc. No sería adecuado tomar el yeso comercial como sustancia para el diseño del filtro, porque una vez montado el equipo de filtración el yeso podría adherirse indefinidamente al equipo haciéndolo inútil.
Tabla 8. Datos experimentales del yeso comercial a 1.5 %p/v y 5 inHg.
Yeso comercial
V(ml) t(s) t/V(s/ml)
20 22,25 1,113
40 32,63 0,816
60 48,53 0,809
80 88,15 1,102
100 130,2 1,302
120 190,45 1,587
140 247,8 1,770
160 310,5 1,941
180 375,4 2,086
Fuente: autores del proyecto.
El tiempo de filtración para el yeso comercial no es tan alto, teniendo en cuenta que se trabajó a una presión de vacío de 5 inHg en comparación a la de 14 inHg con las que se trabajó para el carbonato de calcio, pero su adherencia puede afectar el desempeño del equipo de filtración.

62
Y por último, el aserrín a tres diferentes tipos de tamaños de partículas (malla número 40, 60 y 80 escala Tyler) el cual mostro óptimas condiciones en el proceso de filtración como alta sedimentación, fácil mezclado, formación de torta, clarificado, entre otros. Ver figura 16. El tiempo de filtración del aserrín fue rápido, comparado con las otras sustancias (carbonato de calcio y yeso comercial) dando un espesor de la torta formada adecuado, ver tablas 9, 10, 11 y12. Con esta sustancia solo se trabajó a una concentración de 1.5 %p/v, debido a que con las otras concentraciones, 3.5 y 5 %p/v se dificulta hacer la solución, ya que las partículas de aserrín forman flóculos espontáneos difíciles de disolverse. Con la concentración de 1.5 %p/v se realizó, para cada aserrín obtenido a partir del tamizado, la prueba de filtración con cada una delas tres presiones de vacío establecidas 5, 9 y 14 inHg. En total se realizaron 9 pruebas de laboratorio para esta sustancia.
Figura 16. Características del aserrín en pruebas experimentales a 1.5 %p/v.
a) Fácil mezclado b) Torta formada
c) Clarificado. d) Sedimentación
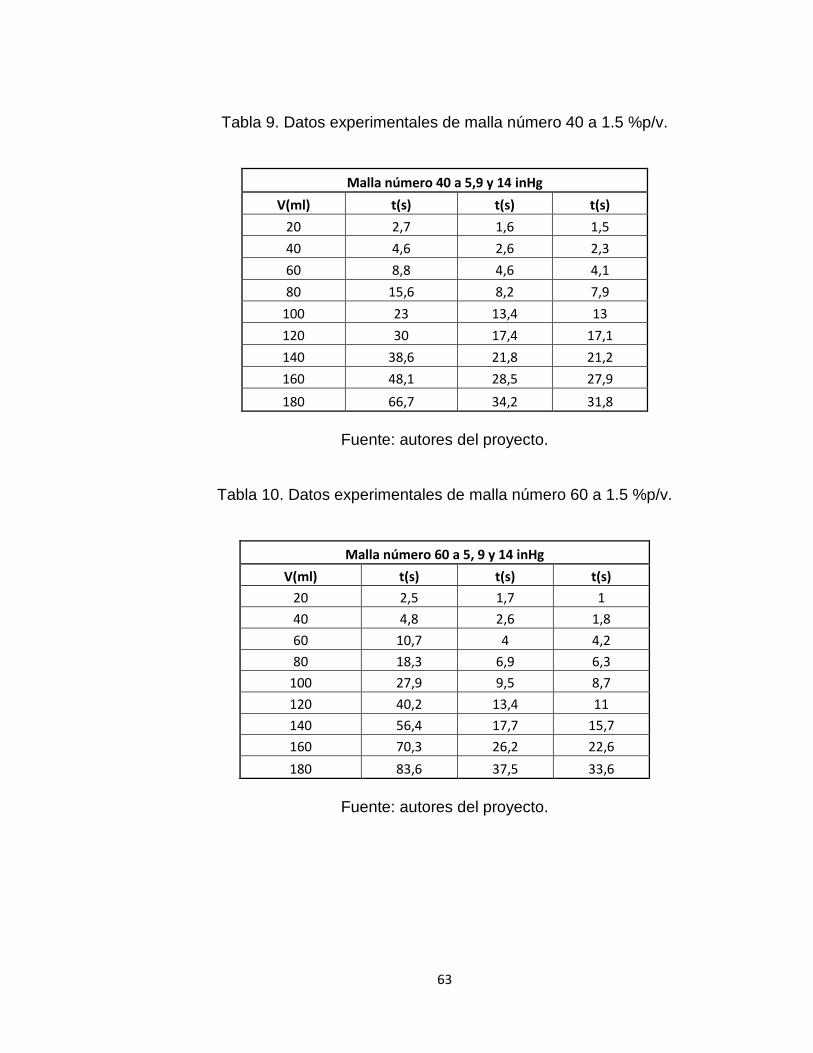
63
Tabla 9. Datos experimentales de malla número 40 a 1.5 %p/v.
Malla número 40 a 5,9 y 14 inHg
V(ml) t(s) t(s) t(s)
20 2,7 1,6 1,5
40 4,6 2,6 2,3
60 8,8 4,6 4,1
80 15,6 8,2 7,9
100 23 13,4 13
120 30 17,4 17,1
140 38,6 21,8 21,2
160 48,1 28,5 27,9
180 66,7 34,2 31,8
Fuente: autores del proyecto.
Tabla 10. Datos experimentales de malla número 60 a 1.5 %p/v.
Malla número 60 a 5, 9 y 14 inHg
V(ml) t(s) t(s) t(s)
20 2,5 1,7 1
40 4,8 2,6 1,8
60 10,7 4 4,2
80 18,3 6,9 6,3
100 27,9 9,5 8,7
120 40,2 13,4 11
140 56,4 17,7 15,7
160 70,3 26,2 22,6
180 83,6 37,5 33,6
Fuente: autores del proyecto.
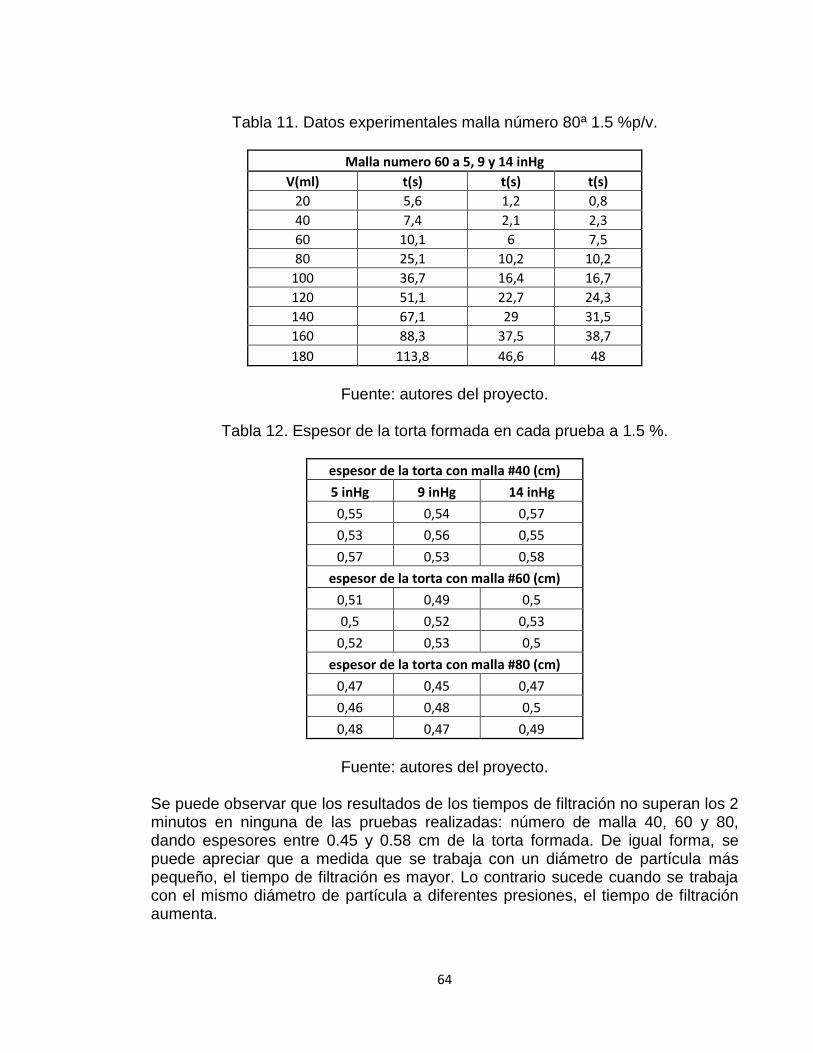
64
Tabla 11. Datos experimentales malla número 80ª 1.5 %p/v.
Malla numero 60 a 5, 9 y 14 inHg
V(ml) t(s) t(s) t(s)
20 5,6 1,2 0,8
40 7,4 2,1 2,3
60 10,1 6 7,5
80 25,1 10,2 10,2
100 36,7 16,4 16,7
120 51,1 22,7 24,3
140 67,1 29 31,5
160 88,3 37,5 38,7
180 113,8 46,6 48
Fuente: autores del proyecto.
Tabla 12. Espesor de la torta formada en cada prueba a 1.5 %.
espesor de la torta con malla #40 (cm)
5 inHg 9 inHg 14 inHg
0,55 0,54 0,57
0,53 0,56 0,55
0,57 0,53 0,58
espesor de la torta con malla #60 (cm)
0,51 0,49 0,5
0,5 0,52 0,53
0,52 0,53 0,5
espesor de la torta con malla #80 (cm)
0,47 0,45 0,47
0,46 0,48 0,5
0,48 0,47 0,49
Fuente: autores del proyecto.
Se puede observar que los resultados de los tiempos de filtración no superan los 2 minutos en ninguna de las pruebas realizadas: número de malla 40, 60 y 80, dando espesores entre 0.45 y 0.58 cm de la torta formada. De igual forma, se puede apreciar que a medida que se trabaja con un diámetro de partícula más pequeño, el tiempo de filtración es mayor. Lo contrario sucede cuando se trabaja con el mismo diámetro de partícula a diferentes presiones, el tiempo de filtración aumenta.

65
Obtenido estos resultados, se procedió seleccionar el tamaño de partícula adecuado para establecer con cuál de los tres tipos de malla (numero 40, 60 y 80) se empezarían a realizar los cálculos del dimensionamiento del filtro prensa, para ello se tuvieron en cuenta el tiempo de filtración, el espesor de la torta formada, y el tiempo de mezclado. El número de malla que tuvo un mejor comportamiento fue la número 60, sobre todo con el tiempo de mezclado, ya que se logra mezclar con el agua de forma más rápida comparada con el aserrín de las otras mallas. 4.2 CALCULOS PARA EL DIMENSIONAMIENTO DEL FILTRO DE PRENSA
Con el número de malla seleccionado, 60, la concentración de 1.5 %p/V y las presiones de vacío establecidas 5, 9 y 14, se realizaron las pruebas de laboratorio necesarias para el dimensionamiento del filtro: área de filtración, volumen de la torta y longitud de las placas y marcos, tanque de clarificado, tanque de efluente. Estas pruebas de laboratorio se repitieron 3 veces y se obtuvo un respectivo promedio para hacer los cálculos necesarios del dimensionamiento del filtro prensa. Ver tablas 13, 14, 15 y 16.
Tabla 13. Datos experimentales malla numero 60 a 1.5 %p/v, prueba 1.
∆p = 5 inHg ∆p = 9 inHg ∆p = 14 inHg
V (ml) t (s) t/V (s/ml) t (s) t/V (s/ml) t (s) t/V (s/ml)
20 1,9 0,095 1,5 0,075 1,3 0,065
40 3,2 0,080 2,3 0,058 1,9 0,048
60 6,6 0,110 5,1 0,085 3,5 0,058
80 12,9 0,161 10,2 0,128 8,5 0,106
100 18,5 0,185 16,5 0,165 13,9 0,139
120 25,3 0,211 22,3 0,186 19,5 0,163
140 33,5 0,239 29,3 0,209 25,2 0,180
160 46 0,288 38,9 0,243 32,7 0,204
180 55,4 0,308 48 0,267 40,5 0,225
Fuente: autores del proyecto.
Tabla 14. Datos experimentales malla numero 60 a 1.5 %p/v, prueba 2.
∆p = 5 inHg ∆p = 9 inHg ∆p = 14 inHg
V (ml) t (s) t/V (s/ml) t (s) t/V (s/ml) t (s) t/V (s/ml)
20 2,1 0,105 1,7 0,085 1 0,050
40 2,9 0,073 2,6 0,065 1,8 0,045

66
60 6,4 0,107 4 0,067 3,9 0,065
80 12,8 0,160 6,9 0,086 6,3 0,079
100 18,6 0,186 9,5 0,095 8,7 0,087
120 24,7 0,206 13,4 0,112 11 0,092
140 33,1 0,236 17,7 0,126 14,7 0,105
160 45,6 0,285 22,2 0,139 18,6 0,116
180 54,3 0,302 27,2 0,151 21,6 0,120
Fuente: autores del proyecto.
Tabla 15. Datos experimentales malla numero 60 a 1.5 %p/v, prueba 3.
∆p = 5 inHg ∆p = 9 inHg ∆p = 14 inHg
V (ml) t (s) t/V (s/ml) t (s) t/V (s/ml) t (s) t/V (s/ml)
20 2,2 0,110 1,6 0,080 1,1 0,055
40 3 0,075 2,4 0,060 1,9 0,048
60 6,6 0,110 3,9 0,065 4,3 0,072
80 13,1 0,164 6,4 0,080 6,7 0,084
100 18,8 0,188 9,1 0,091 8,9 0,089
120 25,1 0,209 12,8 0,107 11,4 0,095
140 33,6 0,240 17,3 0,124 15,1 0,108
160 45,9 0,287 21,9 0,137 18,8 0,118
180 54,4 0,302 26,7 0,148 21,8 0,121
Fuente: autores del proyecto.
Tabla 16. Datos promedios de las pruebas 1, 2 y 3.
∆p = 5 inHg ∆p = 9 inHg ∆p = 14 inHg
V (ml) t (s) t/V (s/ml) t (s) t/V (s/ml) t (s) t/V (s/ml)
20 2,067 0,103 1,600 0,080 1,133 0,057
40 3,033 0,076 2,433 0,061 1,867 0,047
60 6,533 0,109 4,333 0,072 3,900 0,065
80 12,933 0,162 7,833 0,098 7,167 0,090
100 18,633 0,186 11,700 0,117 10,500 0,105
120 25,033 0,209 16,167 0,135 13,967 0,116
140 33,400 0,239 21,433 0,153 18,333 0,131

67
160 45,833 0,286 27,667 0,173 23,367 0,146
180 54,700 0,304 33,967 0,189 27,967 0,155
Fuente: autores del proyecto.
Para mayor facilidad en los cálculos a realizar para el dimensionamiento del filtro prensa, los datos de la tabla 16 se pasaron al Sistema Internacional (SI). Ver tabla 16.
Tabla 17. Datos promedios de las pruebas 1, 2 y 3 en Sistema Internacional.
∆p = 16930 N/m² ∆p = 30474 N/m² ∆p = 47404 N/m²
V (m³) t (s) t/V (s/m³) t (s) t/V (s/m³) t (s) t/V (s/m³)
0,00002 2,122 106111,111 1,633 81666,667 1,078 53888,889
0,00004 2,978 74444,444 2,478 61944,444 1,856 46388,889
0,00006 6,511 108518,519 4,078 67962,963 4,033 67222,222
0,00008 12,944 161805,556 7,044 88055,556 6,722 84027,778
0,0001 18,678 186777,778 10,100 101000,000 9,367 93666,667
0,00012 24,944 207870,370 14,122 117685,185 12,122 101018,519
0,00014 33,367 238333,333 18,811 134365,079 16,044 114603,175
0,00016 45,778 286111,111 23,922 149513,889 20,256 126597,222
0,00018 54,467 302592,593 29,289 162716,049 23,789 132160,494
Fuente: autores del proyecto.
La (Ec. 23) indica que la representación gráfica de los datos del ensayo de filtración a presión constante, tabla 17, permite calcular la resistencia específica de
la torta α en m/kg, a partir de la (Ec. 24)y el valor de la pendiente obtenida en s/m6, en la linealización de la gráfica t/V vs V, y de igual forma la resistencia del
medio filtrante en m¹־ a partir dela (Ec.21)y el valor del intercepto
en s/m3 de
la línea obtenida. Ver figuras 17, 18 y 19.
(Ec. 23)

68
Figura 17. Representación de los datos t/V vs V a 16930 N/m².
Figura 18. Representación de los datos t/V vs V a 30474 N/m².
y = 2E+09x + 16685 R² = 0,9878
5,00E+04
1,00E+05
1,50E+05
2,00E+05
2,50E+05
3,00E+05
3,50E+05
0,00E+00 5,00E-05 1,00E-04 1,50E-04 2,00E-04
t/V
(s/
m³)
V (m³)
t/V vs V
y = 8E+08x + 27331 R² = 0,9949
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
1,80E+05
0,00E+00 5,00E-05 1,00E-04 1,50E-04 2,00E-04
t/v
(s/m
³)
V (m³)
t/V vs V
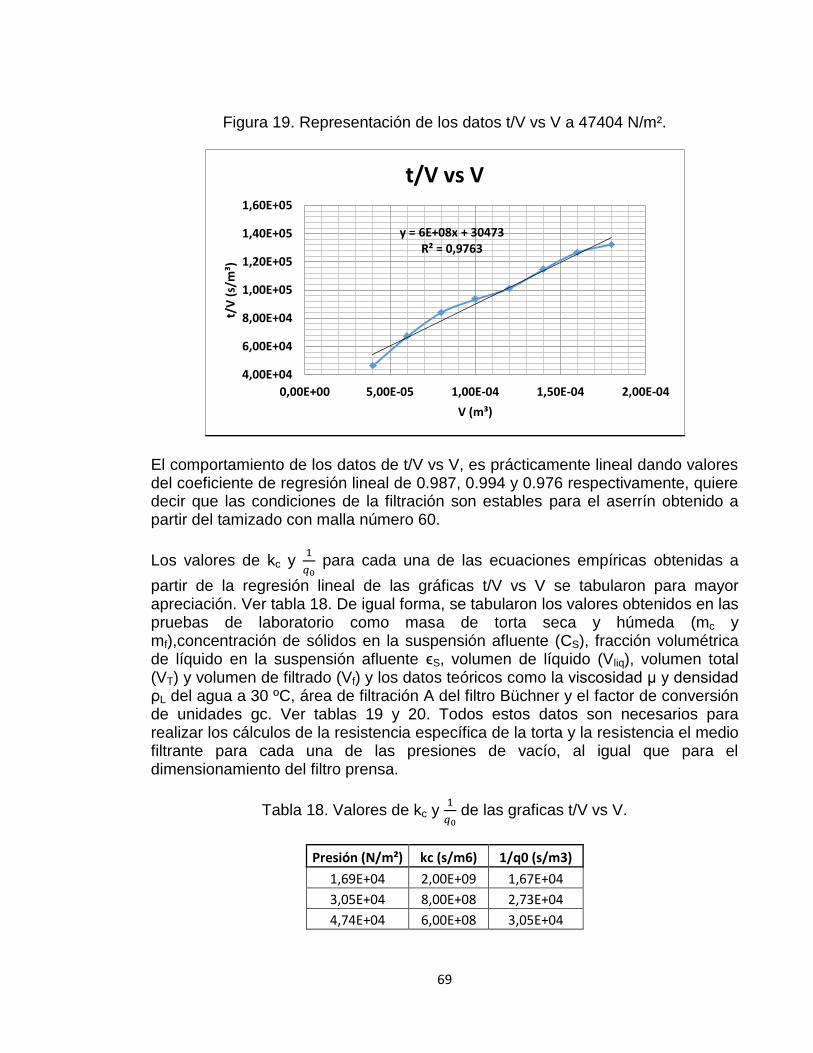
69
Figura 19. Representación de los datos t/V vs V a 47404 N/m².
El comportamiento de los datos de t/V vs V, es prácticamente lineal dando valores del coeficiente de regresión lineal de 0.987, 0.994 y 0.976 respectivamente, quiere decir que las condiciones de la filtración son estables para el aserrín obtenido a partir del tamizado con malla número 60.
Los valores de kc y
para cada una de las ecuaciones empíricas obtenidas a
partir de la regresión lineal de las gráficas t/V vs V se tabularon para mayor apreciación. Ver tabla 18. De igual forma, se tabularon los valores obtenidos en las pruebas de laboratorio como masa de torta seca y húmeda (mc y mf),concentración de sólidos en la suspensión afluente (CS), fracción volumétrica de líquido en la suspensión afluente ϵS, volumen de líquido (Vliq), volumen total (VT) y volumen de filtrado (Vf) y los datos teóricos como la viscosidad μ y densidad ρL del agua a 30 ºC, área de filtración A del filtro Büchner y el factor de conversión de unidades gc. Ver tablas 19 y 20. Todos estos datos son necesarios para realizar los cálculos de la resistencia específica de la torta y la resistencia el medio filtrante para cada una de las presiones de vacío, al igual que para el dimensionamiento del filtro prensa.
Tabla 18. Valores de kc y
de las graficas t/V vs V.
Presión (N/m²) kc (s/m6) 1/q0 (s/m3)
1,69E+04 2,00E+09 1,67E+04
3,05E+04 8,00E+08 2,73E+04
4,74E+04 6,00E+08 3,05E+04
y = 6E+08x + 30473 R² = 0,9763
4,00E+04
6,00E+04
8,00E+04
1,00E+05
1,20E+05
1,40E+05
1,60E+05
0,00E+00 5,00E-05 1,00E-04 1,50E-04 2,00E-04
t/V
(s/
m³)
V (m³)
t/V vs V

70
Tabla 19. Valores de mc, mf, CS, ϵS,Vf,Vliqy VT a 16930, 30474 y 47404 presiones de vacío.
∆p (N/m²) mc (kg) mf (kg) Vf (m3) Vliq (m3) VT (m
3) CS (kg/m³) ϵS
1,69E+04 2,94E-03 8,80E-03 1,95E-04 2,00E-04 2,05E-04 1,50E+01 9,76E-01
3,05E+04 2,89E-03 6,07E-03 1,92E-04 2,00E-04 2,05E-04 1,50E+01 9,80E-01
4,74E+04 2,96E-03 5,03E-03 1,91E-04 2,00E-04 2,05E-04 1,50E+01 9,90E-01
La masa de torta seca tomadas en cada uno de los vacíos establecidos durante las pruebas de laboratorio tienen pequeñas variaciones, ya que pequeñas cantidades del aserrín se quedaban adheridas al recipiente donde se hacía la solución (beacker de 250 ml), que luego de terminar la prueba se removían con facilidad.
Tabla 20. Variables necesarias para el diseño del filtro.
Variables Valor Unidades
ρL a 30 ºC 995,71 kg/m³
μ a 30 ºC 7,08E-04 kg/m-s
A 2,08E-03 m²
gc 1 (kg-m)/(s²-N)
Antes de realizar los cálculos de la resistencia especifica de la torta y la resistencia del medio filtrante, es necesario calcular los valores de la concentración de los sólidos depositados por unidad de volumen de filtrado c, en kg/m³, para cada una de las presiones de vacío establecidas 16930, 30474 y 47404 N/m².Para ello, se utiliza la (Ec. 19):
(
)
(Ec.19)
Remplazando los valores de cada una de las variables, se tiene que para una presión de vacío de 19630 N/m2:
(
)
De igual forma se calculan los valores de c para las presiones de vacío de 30474 y 47404 N/m2, que corresponden a 14.640 y 15.543 kg/m³ respectivamente.

71
Ahora bien, teniendo en cuenta la (Ec. 26) y (Ec. 23), los valores de la concentración de los sólidos depositados por unidad de volumen de filtrado c y los de las tablas 18, 19 y 20,es posible calcular la resistencia específica de la torta α y la resistencia del medio filtrante Rm, a las presiones de vacío utilizadas 16930, 30474 y 37404 N/m², que permitirán, por medio de gráficas, hallar el coeficiente de compresibilidad, s. Generalmente este coeficiente de compresibilidad varía entre 0.2 y 0.8. De las(Ec. 26) y (Ec. 23) se tiene que
Y
Despejando las variables α y Rmse obtendrían las ecuaciones
Y
(
)
Remplazando los valores correspondientes de cada una de las variables a la presión de vacío de 16930 N/m², se obtiene el valor de α y Rm
Y ( )
m¹־
De igual forma se calculan los valores de α y Rm para las presiones de vacío de 30474 y 47404 N/m2. Ver tabla 21. Estos valores de α y Rm son graficados, cada uno, con respecto a las presiones de vacío. Para el caso de α se grafican a escala logarítmica y para Rm, se grafican a escala lineal, logarítmica, semilogarítmica o exponencial. Primero, para la resistencia específica de la torta se hace una regresión lineal, con la cual se obtiene la ecuación empírica de la compresibilidad de la torta, (Ec. 27) y su coeficiente de compresibilidad, s. Ver figura 20. Este coeficiente de compresibilidad s, indica que tan compresible es la torta formada durante la filtración y varía entre 0 y 1. En cero, este coeficiente indica que la torta es

72
incompresible y en uno, la torta es completamente compresible. Un valor adecuado para dicho coeficiente varía entre 0.2 y 0.8.
Tabla 21. Valores de α y Rm a 16930, 30474 y 47404 N/m2 de vacío.
Presión (N/m²) α (m/kg) Rm (m-1)
1,693E+04 2,609E+10 8,299E+08
3,047E+04 1,905E+10 2,447E+09
4,740E+04 2,236E+10 4,244E+09
Generalmente los datos de α aumentan o disminuyen a medida que se aumenta la presión de vacío, para este caso suceden las dos para las tres presiones de vacío, esto puede llevar a unas condiciones inestables en su representación gráfica.
Figura 20. Representación gráfica logarítmica de α vs ∆p.
La curva es inestable, por ende arroja una regresión lineal inadecuada, con coeficiente de regresión de 0.312. La ecuación correspondiente a esta línea, es:
-1.7
Esta ecuación arroja un coeficiente de compresibilidad de la torta, igual a 0.17, indicando que la compresibilidad de la torta es baja. Ahora se determina para la resistencia del medio filtrante Rm, el tipo de relación: lineal, logarítmica, semilogarítmica o exponencial que representará la ecuación empírica de los datos de Rm y ∆p de la tabla 21. Ver figuras 21, 22 y 23. Esta
y = -0,1701x + 25,577 R² = 0,3127
23,65
23,7
23,75
23,8
23,85
23,9
23,95
24
24,05
9,6 9,8 10 10,2 10,4 10,6 10,8 11
α (
m/k
g)
∆p (N/m²)
Grafica logaritmica de α vs ∆p
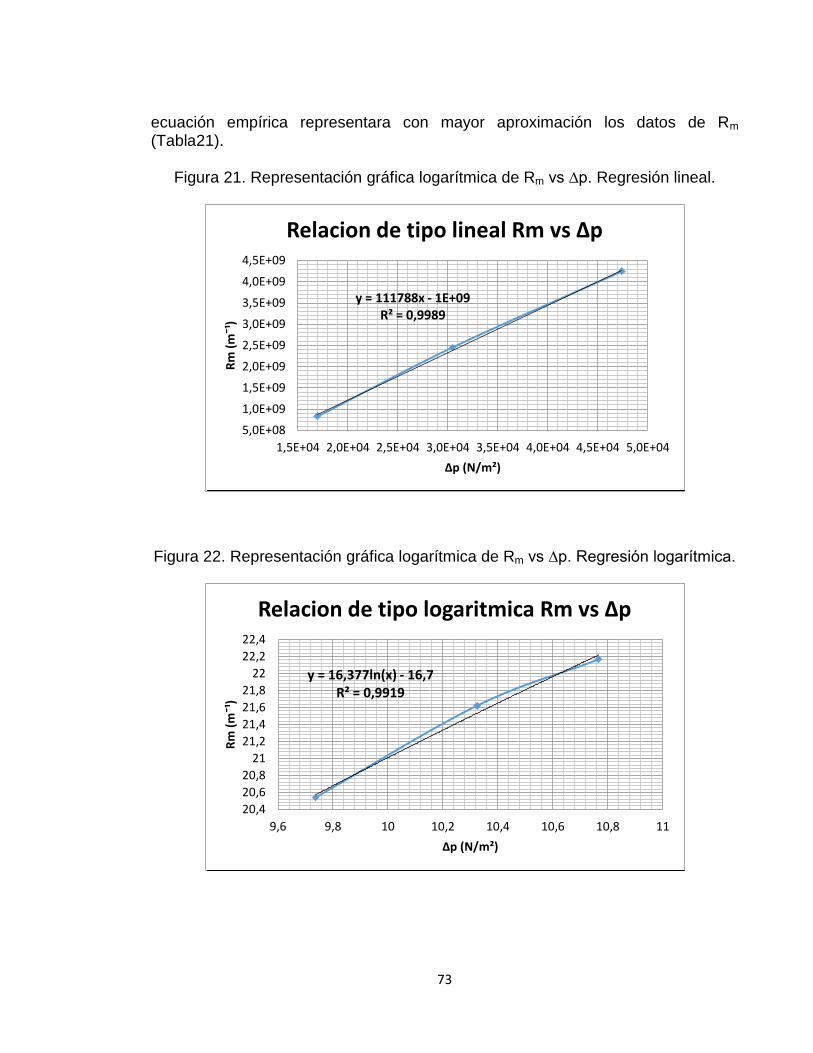
73
ecuación empírica representara con mayor aproximación los datos de Rm (Tabla21).
Figura 21. Representación gráfica logarítmica de Rm vs ∆p. Regresión lineal.
Figura 22. Representación gráfica logarítmica de Rm vs ∆p. Regresión logarítmica.
y = 111788x - 1E+09 R² = 0,9989
5,0E+08
1,0E+09
1,5E+09
2,0E+09
2,5E+09
3,0E+09
3,5E+09
4,0E+09
4,5E+09
1,5E+04 2,0E+04 2,5E+04 3,0E+04 3,5E+04 4,0E+04 4,5E+04 5,0E+04
Rm
(m
¯¹)
∆p (N/m²)
Relacion de tipo lineal Rm vs ∆p
y = 16,377ln(x) - 16,7 R² = 0,9919
20,4
20,6
20,8
21
21,2
21,4
21,6
21,8
22
22,2
22,4
9,6 9,8 10 10,2 10,4 10,6 10,8 11
Rm
(m
¯¹)
∆p (N/m²)
Relacion de tipo logaritmica Rm vs ∆p

74
Figura 23. Representación gráfica logarítmica de Rm vs ∆p. Regresión semilogarítmica o exponencial.
Se puede observar que el comportamiento de la resistencia del medio filtrante para las tres relaciones de graficas: lineal, logarítmica y semilogarítmica o exponencial, es prácticamente lineal a diferencia de la resistencia específica de la torta. El tipo de regresión que representaría a la ecuación empírica que permitirá relacionar a Rm con ∆p, es la regresión lineal, ya que arrojo el coeficiente de regresión más alto, 0.998, por lo tanto representa con mayor aproximación los datos de la tabla 21. Antes de calcular el dimensionamiento del filtro prensa, es necesario encontrar un proveedor que suministre la información de dicho filtro. Para ello se contactó a la empresa OLEONATIVAS ACEITES ARTESANALES. Ésta, se encuentra ubicada en la ciudad de Bogotá D.C. en la transversal 73 # 11B 33, interior 3304. El filtro prensa, modelo FVT1, que ésta empresa tiene a su disposición incluye una electrobomba centrifuga y un manómetro, ambos en acero inoxidable. Ver figura 24. Este filtro tiene 7 placas, una capacidad de flujo de 20 litros/h, área de filtrado de 0.7 m2 y tiene un tamaño de 30 cm de alto, 27 de ancho y 36 de profundidad. El medio filtrante con el que trabaja el filtro es un cartón delgado de espesor 3,80 mm, una retención nominal de 0,3 micrones y un peso aproximadamente de 20g. La empresa también puede vender este filtro de acuerdo a las necesidades de sus clientes. .
y = 5E-05x + 19,776 R² = 0,939
20,4
20,6
20,8
21
21,2
21,4
21,6
21,8
22
22,2
22,4
1,5E+04 2,0E+04 2,5E+04 3,0E+04 3,5E+04 4,0E+04 4,5E+04 5,0E+04
Rm
(m
¯¹)
∆p (N/m²)
Relacion de tipo lineal Rm vs ∆p

75
Figura 24. Filtro prensa de placa y marco modelo FVT1.
Fuente: http://www.oleonativas.co/maquinas.htm. Consultado el 28 de noviembre de 2014. Con los datos suministrados por el proveedor, se calcula la resistencia específica
de la torta y la resistencia del medio filtrante del filtro prensa ( y ), para ello se
utiliza las ecuaciones 23 y 26, y los valores de la tabla 21: resistencia específica de la torta y resistencia del medio filtrante obtenida a la máxima presión de vacío (47404 N/m²) con la que se hicieron las pruebas de laboratorio.
Y
La ecuación de la resistencia específica de la torta y la resistencia del medio filtrante
que se utilizan para calcular estas variables es una modificación de las ecuaciones 23 y 26, que permite diferenciarlas de estas ecuaciones:
Despejando la resistencia especifica de la torta y la resistencia del medio filtrante de cada una de las ecuaciones anteriores se obtiene:
Y
( ⁄ )

76
(
⁄ )
Dividiendo las resistencias específicas de la torta y las resistencias del medio filtrante se obtiene:
Y
Remplazando los valores correspondientes de las variables en cada ecuación se
obtienen los valores de y :
Como la información suministrada por el proveedor del filtro prensa indica que éste
opera a presiones de 200000 a 400000 Pa, los valores de y también se
calculan a 400000 Pa, dando valores de 2,493E+16 m/kg y 1,2E+13 1/m. Ahora bien, este filtro puede operar con un número de placas menor al que trae. Esto ayudará a realizar prácticas de laboratorio a menores velocidades de filtración, para ello se calcula el área de filtración (Ec. 21), teniendo en cuenta que el filtro opera solo con 5 placas y la información suministrada por el proveedor del filtro. Ver tabla 22.
Tabla 22. Datos del filtro prensa Pompe
Variables Valor Unidades
N 5 unidades
X 0,20 m
Y 0,20 m
Z 0,02 m
(Ec. 21)
77
Remplazando los valores del número de placas N, dimensión horizontal del marco x y su dimensión vertical y suministrada por el proveedor de la tabla 22, se tiene que:
También se calcula el volumen y el área de la torta formada en el filtro prensa. Para ello se utiliza la (Ec. 20) y la (Ec. 21).
Y
Remplazando los valores respectivos en cada una de las ecuaciones se tiene que:
Y
El tanque de almacenamiento del efluente es de 20 litros y el de clarificado de 10 litros, ambos cilíndricos de plásticos, los cuales tienen adaptado dos tubos de tal forma que sirvan para drenar el líquido residual una vez terminada la prueba de laboratorio y para evitar que los tanques sobrepasen el nivel requerido de 12 y 5 litros respectivamente. Ver figura 25. Para el dimensionamiento del tanque de almacenamiento se asume la altura de dicho tanque será de 0.5 m, y para el tanque de almacenamiento de clarificado será de 0.4 m, con lo cual se obtiene el diámetro de los tanques. También se tiene en cuenta la fórmula para calcular el volumen de un cilindro:
Donde v es el volumen, r el radio y h la altura. Remplazando los valores del volumen y la altura de tiene que para el radio del tanque de efluente es:

78
√
Por lo tanto se obtiene el diámetro del tanque teniendo en cuenta la siguiente fórmula:
Asumiendo un factor de corrección de 5% debido al espesor del tanque, se tiene que:
De igual forma se calcula la dimensión para el tanque de almacenamiento de clarificado, el cual da un diámetro de aproximadamente 0.19 metros Una vez entregado el filtro prensa, se le realizaron diferentes pruebas para rectificar su funcionamiento, luego se hicieron las pruebas con la suspensión seleccionada tabulando los datos y haciendo las respectivas gráficas. Ver tabla 23 y figura 25.
Figura 25. Datos de tiempo y volumen de la prueba en el filtro prensa.
Datos de prueba planta piloto (V y t)
V (Lts) t (s) V (m³) t/V (s/m³)
1 3,1 0,001 3100,00
2 5,2 0,002 2600,00
3 7 0,003 2333,33
4 11,1 0,004 2775,00
5 13,5 0,005 2700,00
6 16,3 0,006 2716,67
7 19,4 0,007 2771,43
8 22,2 0,008 2775,00

79
9 25,8 0,009 2866,67
10 27,8 0,010 2780,00
Figura 25. Grafica t/V vs V a 150000 Pa.
El comportamiento disminuye, dando un coeficiente de regresión más bajo al obtenido con las pruebas de laboratorio, esto puede ser por el nivel de presión con la que se realizaron estas pruebas 150000 Pa. El sistema de válvulas para el montaje del sistema de filtración con filtro prensa se estableció de la siguiente manera. Ver figura 26.
Figura 26. Sistema de válvulas y accesorios para el sistema de filtración.
Fuente: autores del proyecto
y = 39857x + 2462,9 R² = 0,4883
0,00
500,00
1000,00
1500,00
2000,00
2500,00
3000,00
3500,00
0,000 0,002 0,004 0,006 0,008 0,010 0,012
t/V
(s/
m³)
V (m³)
t/V vs V del filtro prensa

80
Para el sistema de válvulas y accesorios, se adaptaron 4 válvulas, 3 manómetros y un vacuómetro. Para el control del drenaje del tanque de efluente y clarificado, se encuentra en la parte inferior una válvula de compuerta en cada uno de los tanques. Hay una válvula de cheque al final de la línea de succión del tanque de efluente, con el fin de mantener el fluido dentro de la línea, evitando cebar la bomba en cada prueba. También hay una válvula en el baipás que ayudará a trabajar a diferentes caídas de presiones en el filtro prensa. Por otro lado, se encuentran 3 manómetros y un vacuómetro que ayudaran a medir las caídas de presiones tanto en el filtro como en la bomba. Para el diseño del sistema de filtración se tuvo en cuenta un sistema utilizado por la empresa GUNT HAMBURG de Estados Unidos. Ver figura 27.
Figura 27. Modelo a seguir de sistema de filtración.
Consultado en: http://www.mutiaranata.com/product/detail/ce-287-plate-and-frame-filter-press. 28 noviembre del 2014. Teniendo en cuenta que los estantes del laboratorio de ingeniería donde se encuentran los diferentes equipos: intercambiador de calor, fluidización, batería de pérdidas, entre otros, tienen unas dimensiones de 3.36 m de largo por 1.5 m de ancho, el sistema de filtración se diseñó con las siguientes medidas. Ver figuras 28, 29 y 30.

81
Figura 28. Sistema con filtro prensa cara frontal.

82
Figura 29. Sistema con filtro prensa cara lateral.

83
Figura 30. Sistema de filtración con filtro prensa cara lateral izquierda.

84
El sistema de filtración con filtro prensa, tiene una altura de 1.05 m, ancho de 0.8 m y profundidad de 0.8 m. Los costos del montaje de éste sistema de operación se encuentran en el anexo B. En el anexo D se encuentra el manual de prácticas y mantenimiento del sistema de filtración, que permitirá a los estudiantes realizar sus pruebas de laboratorio y la respectiva limpieza del equipo una vez terminadas las pruebas

85
CONCLUSIONES
Para realizar las pruebas de laboratorio se utilizó el carbonato de calcio (98.5%), yeso y aserrín a diferente diámetro de partícula (malla número 40, 60 y 80 escala Tyler). De las sustancias anteriormente mencionadas se seleccionó el aserrín teniendo en cuenta condiciones como la disolución en agua, formación de torta, sedimentación, clarificado, tiempo de filtración, tiempo de ejecución del experimento, accesibilidad, disponibilidad y costo de las mismas. La suspensión seleccionada debe tener una concentración del 1.5% (porcentaje peso volumen), de lo contrario se dificultara hacer la suspensión para llevar a cabo las prácticas de laboratorio. La suspensión tiende a aglomerarse formándose grumos que son difíciles de disolver. Este filtro prensa puede operar con suspensiones de tamaño de partícula inferiores a las 8 micras. También se puede utilizar con suspensiones de tamaño de partícula superiores a las 8 micras, siempre y cuando se disponga de un medio filtrante apto para esta suspensión. El acero inoxidable y el polietileno, material del filtro prensa, son dos sustancias inertes, lo cual indica que también se puede utilizar este filtro para filtrar, vinos, cerveza, entre otros productos., que son elaborados en la planta de alimentos por los estudiantes. Los manuales de operación y mantenimiento están hechos de acuerdo a las pruebas realizadas en la planta piloto de la Universidad, estos pueden ser modificados, bajo el consentimiento del docente tutor, a medida que se vayan realizando las experiencias con el filtro.

86
RECOMENDACIONES
El equipo no se debe operar en condiciones de procesos que excedan las especificaciones y condiciones de diseño. Para el buen funcionamiento del equipo y evitar daños al mismo se recomienda evitar su manipulación sin la debida autorización del docente a cargo. De igual forma se deben seguir las instrucciones del manual de operación. Al momento de hacer la suspensión de aserrín, se debe realizar en un recipiente diferente al que se encuentra en el filtro prensa para que se pueda homogenizar bien la suspensión y así evitar golpes al recipiente que puedan ocasionarle una ruptura. Si se va a trabajar con una suspensión diferente a la del aserrín se debe lavar el filtro y sus recipientes para evitar una posible contaminación de la sustancia con la que se va a trabajar. Ahora bien, si la sustancia es un producto alimenticio se debe desmontar el filtro prensa, lavar y esterilizar todas sus partes, utilizar unos recipientes diferentes, llevar a cabo el proceso de filtración dentro de la planta de alimentos y utilizar unos medios filtrantes nuevos. Para ambos casos se debe consultar el manual de mantenimiento. Al momento de utilizar el filtro prensa se debe colocar de manera correcta cada una de las placas del filtro, y sus respectivos medios filtrantes; teniendo en cuenta que la parte corrugada del medio filtrante va en la parte de la placa donde entra la suspensión. Se debe preparar la suspensión solo con aserrín malla 60 o superiores a esta, ya que si se prepara con mallas inferiores a la malla 60 los orificios de las placas por donde pasa se tapan y no permite el paso de fluido. Las placas del equipo deben ser lavadas cada vez que este sea utilizado, porque estas tienen unos orificios en los cuales queda parte de la torta al terminar el proceso. La bomba debe ser cebada cada vez que sea utilizada, y no dejar que coja aire así se evita tener inconvenientes con ella. Si en la prueba es necesario utilizar el material de la prueba filtrada, debe pesar el medio filtrante antes y después de la prueba, y como parte de la torta queda pegada en las placas estas deben ser retiradas y añadidas al medio filtrante de manera cuidadosa y así se evita dañar las placas.

87
REFERENCIAS AGROPULI. Protocolo mineral tierra de diatomeas. (En línea). Disponible en: http://www.monografias.com/trabajos-pdf4/insecticida-tierra-diatomeas/insecticida-tierra-diatomeas.pdf. Consultado el 4 de octubre del 2013. P.2 ANÓNIMO. Evaluación de la porosidad en las partículas.(En línea). Disponible en:http://catarina.udlap.mx/u_dl_a/tales/documentos/lim/davila_n_jr/capitulo6.pdf. Consultado el 23 de septiembre de 2013. p.1 ANÓNIMO. Manual de filtración y separación. (En Línea). Disponible en: http://es.scribd.com/doc/33730261/8634301-Manual-de-Filtracion. Consultado el 11 de septiembre de 2013. P. 22 ANÓNIMO. (En línea). Disponible en:http://www.sabsa.mx/descargas/mezclas_profesionales/INFORMACIONPERLITA.pdf. Consultado el 4 de octubre. P.1 ANÓNIMO. Marco metodológico. (En línea). Disponible en: tecnologiaucativaunefa.files.wordpress.com/2012/10/capitulo-iii1.pdfed. Consultado el 20 de octubre de 2013. ANÓNIMO. Marco metodológico. (En línea). Disponible en: http://tesis.ula.ve/postgrado/tde_busca/arquivo.php?codArquivo=6368. Consultado el 21 de octubre de 1013 ANÓNIMO. Operaciones unitarias Filtración.(En línea). Disponible en:http://es.scribd.com/doc/28946473/Filtracion. Consultado el 23 de Septiembre del 2013. p. 3. ANÓNIMO. Tecsinox. (En línea).Disponible en: http://www.tecsinox.cl/pagina-ejemplo/. Consultada el 4 de octubre del 2013. BONO, ROSER. Diseños cuasi-experimentales y longitudinales. (En línea) Disponibleen:http://diposit.ub.edu/dspace/bitstream/2445/30783/1/D.%20cuasi%20y%20longitudinales.pdf. Consultado el 21 de octubre de 2013. ELIZALDE, CUESTA G. GUERRA, MILÁN F. GARZA, STRUCK A. Floculación. (En línea).Disponible en: http://fjartnmusic.com/Personal/UIA_files/Floculacio%CC%81n%20PPT.pdf. Consultado el 23 Septiembre de 2013. p. 2 FILTER MANUFACTURER’S COUNCIL. Medio filtrante.(En línea). Disponible en: http://www.aftermarketsuppliers.org/Councils/Filter-Manufacturers-Council/TSBs-2/Spanish/02-2S.pdf. Consultado el 23 de septiembre de 2013. p. 1

88
GEANKOPLIS, CHRISTIE J. Procesos de transporte y operaciones unitarias. Tercera edición, México D.F., 1998, P.891 HARRIOT, PETER. MCCABE, WARREN L. Y SMITH, JULIÁN C. Operaciones unitarias en ingeniería química. Cuarta edición, México D.F., 2007,P.1008 HENG, CHEN.Lista de palabras (Diccionario). (En línea). Disponible en:http://listadepalabras.es/over.php. Consultado el 4 de octubre del 2013. HERNANDEZ, ROBERTO. FERNANDEZ, CARLOS. Metodología de la investigación.(En línea).Disponible en:http://data.over-blog-kiwi.com/0/27/01/47/201304/ob_195288_metodologia-de-la-investigacion-sampieri-hernande.pdf . Consultado el 23 de octubre de 2013. LOPEZ, HORACIO R. Caracterización de medios porosos y procesos percolativos y de transporte. (En línea).Disponible en: http://linux0.unsl.edu.ar/~rlopez/cap1_2.pdf. consultado el 23 de Septiembre de 2013.p. 6 MATUTE JUAN ANDRÉS. Medios Filtrantes. (En línea).Disponible en:http://es.scribd.com/doc/51850489/Medios-Filtrantes. Consultado el día 9 de septiembre de 2013 SFC (standard filter corporation). Materiales filtrantes.(En línea). Disponible en:http://taconsult.org/librería/presentacion02.pdf. Consultado el 23 de septiembre de 2013. p.3 VARGAS, ZOILA. Artículo: la investigación aplicada: una forma de conocer las realidades con evidencia científica. (En línea). Disponible en: http://www.latindex.ucr.ac.cr/educacion-33-1/educacion-33-1-09.pdf. Consultado el 21 de octubre de 1013. VASQUEZ. DANIEL I. AISI-SAE.(En línea).Disponible en: http://es.scribd.com/doc/54394098/AISI. Consultada el 11 de octubre dl 2013.
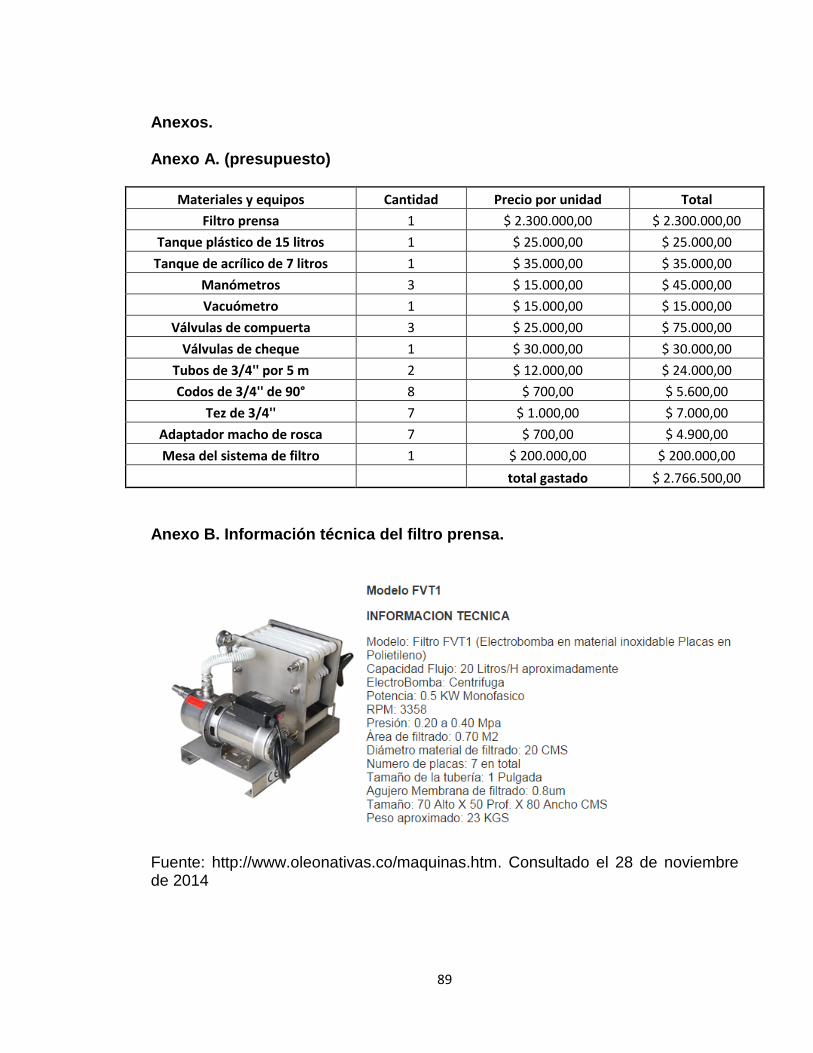
89
Anexos. Anexo A. (presupuesto)
Materiales y equipos Cantidad Precio por unidad Total
Filtro prensa 1 $ 2.300.000,00 $ 2.300.000,00
Tanque plástico de 15 litros 1 $ 25.000,00 $ 25.000,00
Tanque de acrílico de 7 litros 1 $ 35.000,00 $ 35.000,00
Manómetros 3 $ 15.000,00 $ 45.000,00
Vacuómetro 1 $ 15.000,00 $ 15.000,00
Válvulas de compuerta 3 $ 25.000,00 $ 75.000,00
Válvulas de cheque 1 $ 30.000,00 $ 30.000,00
Tubos de 3/4'' por 5 m 2 $ 12.000,00 $ 24.000,00
Codos de 3/4'' de 90° 8 $ 700,00 $ 5.600,00
Tez de 3/4'' 7 $ 1.000,00 $ 7.000,00
Adaptador macho de rosca 7 $ 700,00 $ 4.900,00
Mesa del sistema de filtro 1 $ 200.000,00 $ 200.000,00
total gastado $ 2.766.500,00
Anexo B. Información técnica del filtro prensa.
Fuente: http://www.oleonativas.co/maquinas.htm. Consultado el 28 de noviembre de 2014

90
Anexo c. propiedades del agua a diferentes temperaturas.
Fuente:http://www.fullquimica.com/2012/04/densidad-del-agua.html. Full química. Consultado el 4 de noviembre del 2014.
91
Anexo D. manual de prácticas y de mantenimiento del sistema de filtración.
DISEÑO Y MONTAJE A ESCALA PILOTO DE UN SISTEMA DE FILTRACION
CON FILTRO PRENSA PARA LOS LABORATORIOS DE OPERACIONES UNITARIAS DE LA UNIVERSIDAD DE SAN BUENAVENTURA SEDE
CARTAGENA
MANUAL DE OPERACIÓN
UNIVERSIDAD DE SAN BUENAVENTURA DE CARTAGENA D.T.Y.C FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO
PROGRAMA DE ENERO 2015

92
GUIA DE LABORATORIO
FECHA:___________________________
NOMBRE DE LA EXPERIENCIA
______________________________________________
GRUPO:_______________
INTEGRANTES:
___________________________________ ___________________________________ ___________________________________ ___________________________________ ___________________________________
UNIVERSIDAD DE SAN BUENAVENTURA FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO

93
CARTAGENA
CONTENIDO
Pág. INTRODUCCION 1. BASES TEORICAS 89 2. OBJETIVOS 90 2.1 Objetivos general 90 2.2 Objetivos específicos 90 3. COMPONENTES 91 4. PROCEDIMIENTO 92 5. TABLA DE RESULTADOS 93 6. CUESTIONARIO 94

94
INTRODUCCION
En el área de filtración hay varios tipos de filtros, uno de los equipos de filtración más importantes es el filtro prensa de placas y marcos. Estos de gran utilidad en la
industria, en el área de alimentos, química, azucarera, cervecería, vinificación, aceiteras, etc. La necesidad de diseñar el sistema de filtración con el filtro prensa, viene de que la operación de filtración es fundamental para el ingeniero químico en el desempeño como profesional y en la universidad solo se les enseña a los estudiantes solo los conceptos básicos de la operación de filtración, pero no se tiene un equipo donde realizar las prácticas y afianzar los conocimientos de esta manera. Ahora que la universidad cuenta con un didáctico y versátil filtro prensa, en el laboratorio de operaciones unitarias el estudiante de ingeniería puede poner en práctica los conocimientos adquiridos en el área de filtración. Se elaboró una guía de laboratorio para realizar las pruebas, el cual contempla los componentes del filtro, el manual de operación tabla de resultados y un cuestionario en el cual este último no limita al estudiante de ingeniería a solo realizar las pruebas de laboratorio si no también motivarlo a investigar sobre el tema de la filtración,

95
1. BASES TEORICAS
Los filtro prensa tienen una amplia aplicación en la separación sólido-liquido. Se utilizan mucho para el filtrado y clarificación de numerosos líquidos, también tienen utilidad en las industrias químicas o en las de los textiles artificiales, industria azucarera, industrias aceiteras, entre otras. Actualmente los filtros prensa tienen un uso preferencial en muchas industrias por los altos rendimientos obtenidos, factor determinante en la industria pesada y minera, donde se exigen respuestas muy efectivas con equipos de nivel técnico especial. El filtro prensa es un sistema de filtración por presión. Es uno de los tipos de filtros más importantes; consisten en una serie de placas y marcos alternados con una tela filtrante a cada lado de las placas. Las placas tienen incisiones con forma de canales para drenar el filtrado en cada placa. Se pueden encontrar en acero al carbón resistencia química o bien de acero inoxidable.
96
2. OBJETIVOS
2.1 Objetivos general Determinar una ecuación para la filtración a presión constante de una solución problema. 2.2 Objetivos específicos Calcular la resistencia específica y la resistencia del medio filtrante. Calcular el factor de comprensibilidad de la torta.
97
3. COMPONENTES
Bombas Filtro prensa Tanques de almacenamiento Manómetro Vacuómetro Mangueras Válvulas de cierre rápido Válvulas de cheque Cronometro
98
4. PROCEDIMIENTO
El procedimiento de operación es el siguiente:
1. Verificar que las bombas estén apagadas 2. Verificar que la válvula de cheque este cerrada 3. Remojar la tela filtrante antes de utilizarla 4. Colocar la tela filtrante dentro de las placas, una por cada marco 5. Preparar la suspensión a utilizar en un recipiente a las concentraciones
indicadas 6. Introducir la manguera de succión en el recipiente donde está la suspensión
preparada 7. Conectar el equipo 8. Encender la bomba 9. Abrir la válvula de cierre rápido 10. Tomar la temperatura del agua y establecer la presión de la prueba 11. Llenar los datos respectivos de la prueba 12. Monitoreas la presión de salida ( si se incrementa rápidamente indica que
el marco ya está lleno) 13. Desarmar el equipo y tomar una muestra de la torta húmeda 14. Pesar, secar a 105ºc en un horno y determinar el peso de la torta seca 15. Repetir la prueba con las presiones indicadas por el profesor 16. Apagar la bomba 17. Cerrar las válvulas de cheque y de cierre rápido 18. Apagar el equipo

99
5. TABLA DE RESULTADOS
Tiempo de filtración (s)
Volumen del filtrado
(lts)
t/v (s/lts)
Espesor de la torta
Diámetro de la torta
Wh
Ws
Temperatura del agua
Densidad del agua
100
6. CUESTIONARIO 1. Graficar t/v vs v para cada una de las pruebas indicadas por el docente 2. Calcule c, Rm, α, y mc para las pruebas señaladas 3. Determinar el factor de compresibilidad s. 4. Halle la variación de α y Rm con ∆p 5. ¿Qué aplicación tiene los equipos de filtración de prensa? 6. ¿Cuál es el significado físico de c, Rm, α y Mc? 7. ¿Qué factores podrían ocasionar el cambio de presión al realizar el
proceso de filtración ¿ 8. ¿Cómo afecta la viscosidad el proceso de filtración? 9. ¿Qué variables se tiene en cuenta para realizar el proceso de filtración?

101
DISEÑO Y MONTAJE A ESCALA PILOTO DE UN SISTEMA DE FILTRACION CON FILTRO PRENSA PARA LOS LABORATORIOS DE OPERACIONES
UNITARIAS DE LA UNIVERSIDAD DE SAN BUENAVENTURA SEDE CARTAGENA
MANUAL DE MANTENIMIENTO
UNIVERSIDAD DE SAN BUENAVENTURA DE CARTAGENA D.T.Y.C FACULTAD DE INGENIERÍA, ARQUITECTURA, ARTES Y DISEÑO
PROGRAMA DE INGENIERÍA QUÍMICA CARTAGENA, ENERO 15

102
CONTENIDO
1. Condiciones de seguridad y mantenimiento 101 1.1 Pasos para armar el filtro prensa 101 1.1.1 Placas de polietileno y medios filtrantes 101 1.1.2 Manómetro 102 1.1.3 Bomba centrifuga 102 1.1.4 Tornillos 102 1.2 Pasos para desarmar el filtro prensa 102 1.3 Inspección del equipo completa 102 1.4 Indicación de obstrucción 102 1.5 Inspección de la bomba 102 1.6 Inspección de manómetro y vacuómetro 103 Recomendaciones 104

103
1. CONDICIONES DE SEGURIDAD Y MANTENIMIENTO.
1.1 Pasos para armar el filtro prensa. Este filtro prensa contiene, 7 placas en polietileno con sus respectivos medios filtrantes, un manómetro, una bomba y un tornillo. Todas estas partes se pueden desinstalar las veces que sean necesarias para el buen funcionamiento del filtro prensa. 1.1.1 Placas de polietileno y medios filtrantes. Hay dos placas que no tienen filtración por uno de sus lados, denominadas placas ciegas, que son la primera y la última de las placas del filtro prensa. Todas estas placas se pueden retirar del filtro. Para realizar su instalación se deben poner de cierta forma que en las esquinas superiores derecha e izquierda se formen una especie de tubo que será por donde se va a transportar el fluido de la suspensión y el del clarificado. Para la instalación del medio filtrante, se deben tener en cuenta los siguientes pasos: a. Los medios filtrantes, también conocidos como cartones, de espesor 3,80 mm, retención nominal 0,3 micrones y peso de 20 g ; deben ir en medio de las placas del filtro. Se debe tener cuidado con los cartones a la hora de colocarlos, porque puede variar su tamaño de poros. b. Los medios filtrantes o cartones, disponen de un lado corrugado y uno liso. El lado corrugado debe ir en el lado por donde ingresa la suspensión.
c. Se deben organizar las placas antes de poner los cartones para que se haga más fácil su instalación y no incurran a errores.
d. Para la ubicación de estos cartones en el filtro, es necesario empezar por la placa de acero inoxidable que se encuentra por la bomba centrifuga, se pone primero una de las placas ciegas y luego el cartón de cierta forma que el lado corrugado este adherido a la placa.
e. Una vez instalado el primer cartón se hace avanzar la siguiente placa, se instala el cartón pero esta vez el lado liso va pegado a la placa.
f. Una vez instalado el segundo cartón se hace avanzar la siguiente placa, se instala el cartón donde el lado corrugado va pegado a la placa.
g. Esta lógica se debe hacer hasta llegar a la otra placa ciega. En esta placa el cartón debe estar de cierta forma que el lado corrugado este pegado a la placa.

104
h. Una vez instalada las placas y medios filtrantes se debe atornillar hasta ajustar el filtro prensa.
1.1.2 Manómetro. Este viene atornillado de cierta forma que se puede quitar del filtro, se recomienda iniciar operando el filtro al 50% de su capacidad y después de cierto tiempo operarlo normalmente, esto con el fin de proteger las placas y cartones de la presión suministrada por la bomba. 1.1.3 Bomba centrifuga. Esta es de acero inoxidable de 0.5 kw. Cuenta con un interruptor que permite maniobrarla. La bomba debe ser cebada antes de ponerla en funcionamiento, para ello el docente tutor deberá hacerlo de forma que todos sus estudiantes puedan observar el proceso. La succión y descarga de la bomba cuenta con mangueras que se pueden quitar con ayuda de un destornillador, ya que se encuentran sujetas por abrazaderas.
1.1.4 Tornillos. Los tornillos son los encargados de ajustar las placas y cartones haciendo presión para evitar que por la presión suministrada por la bomba llegaran a separarse.
1.2 Pasos para desarmar el filtro prensa. Para desarmar el filtro, simplemente se afloja el tornillo de cierta forma que se puedan retirar las placas y cartones para realizar su respectiva limpieza. Cada prueba requiere un desarme y limpieza de sus partes para evitar contaminación del equipo. 1.3 Inspección del equipo completo. Como ya se mencionó el filtro debe ser limpiado una vez finalizada la prueba realizada, ya que las suspensiones con la que se esté trabajando pueden incrustarse en la tubería, bomba, placas y medios filtrantes del filtro haciéndolo obsoleto. También se evitan inconvenientes de contaminación para futuras filtraciones y ayudan a que la eficiencia del filtro se mantenga. Además los medios filtrantes se pueden reutilizar, siempre y cuando se hayan tenido una limpieza previa.
1.4 Indicación de obstrucción. Una vez que los medios filtrantes estén saturados, habrá un incremento en la caída de presión de la bomba debido a que la torta está obstruyendo el paso del fluido, lo cual indica que se debe detener el proceso de filtración, retirar los medios filtrantes y anexar unos nuevos, siempre y cuando estén a su disposición, de lo contrario los medios filtrantes se lavaran retirándole toda la torta que se formó, se instalaran de nuevo y se procederá con la filtración. Para el caso de las tuberías, se podrá observar que tanto material se quedó incrustado en ellas debido a que son mangueras transparentes, si es difícil hacer su limpieza se recomienda cambiarlas por unas nuevas.
1.5 Inspección de la bomba. Una vez realizada la prueba de laboratorio, se debe vaciar completamente de líquido y lavarla para que no se contamine, esto con el

105
fin de evitar la corrosión interna del impeler y no contamine los alimentos cuando sea utilizada con ese fin.
1.6 Inspección del manómetro y vacuómetro. Una vez finalizada la prueba de laboratorio se deben quitar el vacuómetro y manómetro y enjuagar para que estos no se les pegue la manilla y puedan operar de forma correcta.

106
RECOMENDACIONES
El equipo no se debe operar en condiciones de procesos que excedan las especificaciones y condiciones de diseño. Para el buen funcionamiento del equipo y evitar daños al mismo se recomienda evitar su manipulación sin la debida autorización del docente a cargo. De igual forma se deben seguir las instrucciones del manual de operación. Al momento de hacer la suspensión de aserrín, se debe realizar en un recipiente diferente al que se encuentra en el filtro prensa para que se pueda homogenizar bien la suspensión y así evitar golpes al recipiente que puedan ocasionarle una ruptura. Si se va a trabajar con una suspensión diferente a la del aserrín se debe lavar el filtro y sus recipientes para evitar una posible contaminación de la sustancia con la que se va a trabajar. Ahora bien, si la sustancia es un producto alimenticio se debe desmontar el filtro prensa, lavar y esterilizar todas sus partes, utilizar unos recipientes diferentes, llevar a cabo el proceso de filtración dentro de la planta de alimentos y utilizar unos medios filtrantes nuevos. Para ambos casos se debe consultar el manual de mantenimiento. Al momento de utilizar el filtro prensa se debe colocar de manera correcta cada una de las placas del filtro, y sus respectivos medios filtrantes; teniendo en cuenta que la parte corrugada del medio filtrante va en la parte de la placa donde entra la suspensión. Se debe preparar la suspensión solo con aserrín malla 60 o superiores a esta, ya que si se prepara con mallas inferiores a la malla 60 los orificios de las placas por donde pasa se tapan y no permite el paso de fluido. Las placas del equipo deben ser lavadas cada vez que este sea utilizado, porque estas tienen unos orificios en los cuales queda parte de la torta al terminar el proceso. La bomba debe ser cebada cada vez que sea utilizada, y no dejar que coja aire así se evita tener inconvenientes con ella. Si en la prueba es necesario utilizar el material de la prueba filtrada, debe pesar el medio filtrante antes y después de la prueba, y como parte de la torta queda pegada en las placas estas deben ser retiradas y añadidas al medio filtrante de manera cuidadosa y así se evita dañar las placas.

107
A la hora de poner a secar el medio filtrante con la torta, ponerla a una temperatura menor a 100°c porque si se coloca a temperaturas más altas a esta se podría ocasionar un incendio, ya que los medios filtrantes se quemarían.