diseño y construccion de un banco de pruebas didactico para ...
138
DISEÑO Y CONSTRUCCION DE UN BANCO DE PRUEBAS DIDACTICO PARA LA ALINEACION DE MAQUINAS Y ADECUACION DE UN TORNO COMO MAQUINA BALANCEADORA. JOSE RAFAEL OROZCO DAZA FIDEL ANTONIO TINOCO BAYUELO CORPORACION UNIVERSITARIA TECNOLOGICA DE BOLIVAR FACULTAD DE INGENIERIA MECANICA AREA DE MECANICA CARTAGENA DE INDIAS. D.T. Y CULTURAL 1999
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of diseño y construccion de un banco de pruebas didactico para ...

DISEÑO Y CONSTRUCCION DE UN BANCO DE PRUEBAS
DIDACTICO PARA LA ALINEACION DE MAQUINAS Y
ADECUACION DE UN TORNO COMO MAQUINA
BALANCEADORA.
JOSE RAFAEL OROZCO DAZA
FIDEL ANTONIO TINOCO BAYUELO
CORPORACION UNIVERSITARIA TECNOLOGICA DE BOLIVAR
FACULTAD DE INGENIERIA MECANICA
AREA DE MECANICA
CARTAGENA DE INDIAS. D.T. Y CULTURAL
1999

DISEÑO Y CONSTRUCCION DE UN BANCO DE PRUEBAS
DIDACTICO PARA LA ALINEACION DE MAQUINAS Y
ADECUACION DE UN TORNO COMO MAQUINA
BALANCEADORA.
JOSE RAFAEL OROZCO DAZA
FIDEL ANTONIO TINOCO BAYUELO
Trabajo de grado para optar el titulo de ingeniero mecánico
Director
JOSE LUIS CERRO GONZALEZ Ingeniero Mecánico
CORPORACION UNIVERSITARIA TECNOLOGICA DE BOLIVAR
FACULTAD DE INGENIERIA MECANICA
AREA DE MECANICA
CARTAGENA DE INDIAS D.T. Y CULTURAL
1999
Cartagena D. T y C., Abril 9 de 1999

Señores
COMITÉ DE PROYECTO DE GRADO
Facultad de Ingeniería Mecánica
CUTB
Ciudad
Apreciados Señores: Atentamente nos permitimos presentar nuestro proyecto de grado titulado "DISEÑO Y
CONSTRUCCION DE UN BANCO DE PRUEBAS DIDACTICO PARA LA
ALINEACION DE MAQUINAS Y ADECUACION DE UN TORNO COMO
MAQUINA BALANCEADORA". Como requisito parcial para optar al titulo de
Ingenieros Mecánicos.
Cordialmente, JOSE RAFAEL OROZCO DAZA FIDEL ANTONIO TINOCO BAYUELO
Cartagena D. T y C., Abril 9 de 1999

Señores:
COMITÉ DE PROYECTO DE GRADO
Facultad de Ingeniería Mecánica
CUTB
Ciudad
Apreciados Señores: Como director de la tesis titulada: "DISEÑO Y CONSTRUCCION DE UN BANCO DE
PRUEBAS DIDACTICO PARA LA ALINEACION DE MAQUINAS Y
ADECUACION DE UN TORNO COMO MAQUINA BALANCEADORA", hago
presentación formal de dicho proyecto, el cual fue revisado en su totalidad, por lo tanto lo
apruebo en calidad de director.
Cordialmente, _______________________________ JOSE LUIS CERRO GONZALEZ Ing. Mecánico.
Trabajo de grado aprobado por el Director asignado por la División en el cumplimiento de lo requisitos exigidos para otorgar el título de Ingenieros Mecánicos.

___________________Director

Nota de aceptación
_______________________
_______________________
_______________________
------------------------------------ PRESIDENTE JURADO
----------------------------------- JURADO
----------------------------------- JURADO
Cartagena D. T y C., Abril 9 de 1999

Articulo 105
La Corporación Universitaria Tecnológica de Bolívar se reserva el derecho de propiedad intelectual de todos los trabajos de grado aprobados y no pueden ser explotados comercialmente sin su autorización.

A Dios por ser la fuente inagotable de mi inspiración, a mis padres Lucina Ester, Rafael Ramón, por ser los pilares de mis grandes sueños, dedicare también este triunfo a mis hermanos Lina, Luz Graciela y Jose Fabian, por haber obtenido de ellos el apoyo incondicional en todo momento. Por ultimo a un pequeño ser que dia a dia se convierte en un motivo mas de inspiración para seguir la lucha inagotable de mis metas, con mucho cariño para mi hijo Jose Rafael Orozco Barcasnegras.
JOSE RAFAEL OROZCO DAZA

A Dios principalmente por ser nuestro punto de partida, a mis padres Miguel Angel Tinoco Benitez y Filadelfia Bayuelo, a mis hermanos Miguel Angel, Margarita del Carmen, Elkin Jose y Carlos Javier, a mi esposa Claudia y a mi hijo Andrés Felipe que fueron piezas fundamentales en este proceso de formación tanto científica como personal, a ellos y a otras personas que no menciono en este trabajo, de verdad muchas gracias por su apoyo incondicional en todo momento.
FIDEL ANTONIO TINOCO BAYUELO

AGRADECIMIENTOS Los autores expresan sus agradecimientos a :
Jose Luis Cerro González, ingeniero mecánico, director y asesor del proyecto, por su valiosa orientación.
IMETALES, empresa de la cual hemos obtenido un gran apoyo.
TALLER COAL, en especial al señor Orlando Mercado por su ayuda incondicional, y a todas aquellas familias que nos aceptaron en el seno de su hogar. Campo Garcia, Gaitan Caraballo, Tinoco Bayuelo, Tinoco de la Espriella y Almanza Bustos.
JOSE RAFAEL OROZCO DAZA FIDEL ANTONIO TINOCO BAYUELO

CONTENIDO
Pag. INTRODUCCION 25
1. EVALUACION DEL ESTADO DE MAQUINAS 26
1.1 EVALUACION DEL ESTADO DE MAQUINAS USANDO VALORES GENERALES 26
1.2 EVALUACION DE MAQUINAS USANDO VALORES LIMITES DE GUIAS Y NORMAS 27
1.3 EVALUACION DE MAQUINAS USANDO VALORES LIMITES RECOMENDADOS POR EL FABRICANTE 29
1.4 EVALUACION DE MAQUINAS USANDO LA EXPERIENCIA 29
1.5 EVALUACION DE MAQUINAS USANDO LA TENDENCIA 30
2. ALINEACION 32
2.1 PORQUE ALINEAR MAQUINAS ? 32
2.2 PRINCIPIOS BASICOS DEL ALINEAMIENTO 34
2.2.1 Errores de acoplamiento 34
2.2.1.1 Errores de faceado 35
2.2.1.2 Errores de centrado 36
2.2.1.3 Error de paso de unión 37
2.2.1.4 El efecto de errores de acoplamiento 38
2.2.2 Errores de alineamiento 38
2.2.2.1 Corrimiento paralelo 38
2.2.2.2 Corrimiento angular 39
2.2.2.3 Corrimiento mixto 39

2.2.2.4 Grados de libertad del alineamiento 40
2.2.2.5 Influencias de los errores de alineamiento 41
2.2.3 Diagnostico de errores de acoplamiento y de alineamiento 42
2.2.3.1 Diagnostico de error de acoplamiento 42
2.2.3.2 Diagnostico de error de alineamiento 44
2.2.3.3 Guía para identificar errores de alineación 44
2.2.3.4 Ejemplo: Diagnostico de error de alineamiento en un conjunto motor-bomba 45
2.3 PREPARATIVOS PARA EL ALINEAMIENTO 49
2.3.1 Movilidad de la maquina 49
2.3.1.1 Pernos o gatos 50
2.3.1.2 Platinas para gatos de movimiento 51
2.3.1.3 Calzas o shim’s 51
2.3.1.4 Nivelación de la maquina 51
2.3.2 Factores que afectan la alineación 52
2.3.2.1 Pata coja 52
2.3.2.2 Excentricidad y flexiones 52
2.3.2.3 Grauting precisión 53
2.3.2.4 Pernos de anclaje 53
2.3.3 Elementos para alinear 54
2.4 METODOS EMPLEADOS EN LA ALINEACION 56
2.4.1 Método del indicador invertido 57
2.4.1.1 Interpretación gráfica 59
2.4.1.2 Vertical 62
2.4.1.3 Horizontal 64

2.4.1.4 Expresiones matemáticas 65
2.4.1.5 Programa de aplicación del método 65
2.4.2 Método axial - radial 67
2.4.2.1 Procedimiento 69
2.4.2.2 Expresiones matemáticas 74
2.4.2.3 Movimiento vertical 75
2.4.2.4 Movimiento horizontal 75
2.4.2.5 Programa 77
2.4.3 Método acople fijo - móvil 79
2.4.3.1 Procedimiento de alineación de bombas verticales de acuerdo al API 610
79
2.4.4 Método de rayo láser 85
2.4.4.1 Alineamiento con láser 85
2.4.4.2 Principio de medida 87
2.4.4.3 Equipo de medida 88
2.4.4.4 Determinando el error de alineamiento y los valores de corrección
89
2.4.4.5 Montaje del generador láser y el prisma 89
2.4.4.6 Ingreso de las dimensiones de la maquina 89
2.4.4.7 Adquisición de valores medidos 91
2.4.4.8 Lectura de desalineamiento del acople 92
2.4.4.9 Lectura de valores de corrección de apoyos 93
2.4.4.10 Moviendo la maquina 93
2.4.4.11 Medida de verificación , ajuste fino 94

2.4.4.12 Ejemplo: Alineamiento de un banco de ensayo de ruido 94
2.4.4.13 Alineamiento con valores de compensación 96
2.4.5 Método de reglillas y galgas 97
2.4.6 Tolerancia de alineamiento 97
3. EQUILIBRADO EN EL SITIO 100
3.1 PORQUE EQUILIBRAR ? 100
3.2 PRINCIPIOS BASICOS: TECNICAS DE EQUILIBRADO 100
3.3 CAUSAS DE DESEQUILIBRIO 101
3.3.1 Sopladuras ocasionadas por fundición 101
3.3.2 Excentricidad 102
3.3.3 Añadiduras de cuñas y cuñeros 102
3.3.4 Distorsión 103
3.3.5 Tolerancia de claro 103
3.3.6 Corrosión y desgastes 104
3.3.7 Acumulación de depósitos 105
3.4 UNIDADES QUE SE USAN PARA EXPRESAR EL DESEQUILIBRIO 105
3.5 PORQUE ES IMPORTANTE EL EQUILIBRIO DINAMICO 106
3.6 TIPOS DE DESEQUILIBRIO 108
3.6.1 Desequilibrio estático 108
3.6.2 Desequilibrio cuasiestatico 109
3.6.3 desequilibrio de par ( cupla ) 110
3.6.4 Desequilibrio dinámico 111
3.7 TIPOS DE EQUILIBRADO 112
3.7.1 Equilibrado en un plano 112

3.7.2 Equilibrado en dos planos 113
3.7.3 Equilibrados en múltiples planos 115
3.8 METODO DE EQUILIBRADO 115
3.8.1 Equilibrado en el sitio 116
3.9 MEDIDA Y CORRECCION DEL DESEQUILIBRIO 118
3.9.1 Disposición 118
3.9.2 Medida del desequilibrio 119
3.9.3 Agregando una masa de prueba 120
3.9.4 Calculo de la masa de corrección 120
3.9.5 Corrección del desequilibrio 121
3.9.6 Control del desequilibrio residual 122
3.9.7 Tolerancia del equilibrado 123
3.9.8 Evaluación de la calidad 124
3.9.9 Evaluación de vibraciones mecánicas 126
3.9.10 Procedimiento de equilibrado en dos planos 126
3.9.11 Tolerancias de equilibrado 128
3.9.12 Método de las tres corridas 129
4. CALCULO DE PIEZAS DE LA BALANCEADORA 132
4.1 RODAMIENTOS 132
4.2 LUNETAS 134
4.2.1 Calculo de puntales 139
4.2.2 Calculo del tornillo 141
5. CONSTRUCCIÓN DEL BANCO DE PRUEBA 143
5.1 DESCRIPCIÓN DEL BANCO 143

5.2 FORMA DE MANEJO DEL BANCO 145
5.2.1 Para alinear 145
5.2.2 Para Balancear 145
6. CONCLUSIONES 147
BIBLIOGRAFIA 149
ANEXOS ACOMPAÑANTES

LISTA DE FIGURAS
Pag. Figura 1. Organigrama de guías y normas. 28
Figura 2. En una de vapor las vibraciones relativas del eje, pueden aumentar bruscamente en un plano y decrecer en otro cuando se rompe un alabe. 30
Figura 3. La progresión de una fisura en un eje de turbina, se demuestra en la gráfica por los cambios graduales en las vibraciones relativas del eje. 31
Figura 4. Motor de accionamiento, caja de reducción y compresor que forman un tren de maquinas. Los ejes mostrados deben ser alineados. 32
Figura 5. Error de faceado en un acoplamiento 35
Figura 6. Luego de acoplados los ejes con un error de faceado, se deforma su eje de giro. 36
Figura 7. Error de centrado en un acople. 36
Figura 8. Los ejes de la figura 7 después de ser solidarizados. 37
Figura 9. Un acople de dos pernos sin ( izquierda ) y con error (derecha ) de paso, nótese la fuerza de reacción en el eje del segundo caso. 37
Figura 10. Ejes con corrimientos paralelos. 38
Figura 11. Ejes con corrimientos angulares. 39
Figura 12. Ejes presentando corrimiento mixto. 39
Figura 13. Grados de libertad de alineamiento. 40
Figura 14. Error típico de alineamiento ( arriba ) que lleva a una línea de flexión constante ( no rotante ) en la línea central del eje. 42
Figura 15. Identificación del desequilibrio del rotor, error de acople, error de alineamiento utilizando la medida del ángulo de fase de las vibraciones de primer orden. 43

Figura 16. Vista en planta del conjunto de la motobomba con indicación de los puntos de medidas de vibraciones. 46
Figura 17. Espectros de frecuencias obtenidos en los planos de cojinetes de la motobomba de la fig. 16. 47
Figura 18. Espectros de frecuencias del conjunto motobomba de la fig. 16 con un error de alineamiento reducido a 0.05 mm. 48
Figura 19. El ajuste vertical de la maquina a ser alineada, debe ser hecho agregando o quitando suplementos. 50
Figura 20. Forma de colocar los indicadores, método indicador invertido. 57
Figura 21. Representación de lectura sobre acople. 57
Figura 22. Posición del observador para realizar giro a la derecha. 58
Figura 23. Determinación de distancias horizontales entre los sitios donde se hizo los barridos con el indicador. 59
Figura 24. Dibujo a escala del sistema de maquinas.
59
Figura 25. Lecturas obtenidas. 60
Figura 26. Representación de eje de maquina A vista horizontal. 61
Figura 27. Representación de eje de maquina A vista vertical. 62
Figura 28. Cantidad que debe correrse la maquina móvil para dejarla alineada verticalmente. 63
Figura 29. Cantidad que debe correrse la maquina móvil para quedar alineada horizontalmente. 64
Figura 30. Areas que se pulen en el acople del motor. 67
Figura 31. Forma de colocar los indicadores previo a la alineación.
68
Figura 32. Indicador con lecturas positivas. 70
Figura 33. Indicadores con lecturas positivas y negativas. 70

Figura 34. Condiciones de ejemplo. 71
Figura 35. Lecturas definitivas de alineación. 73
Figura 36. Especificaciones para alinear utilizando el método axial - radial.
74
Figura 37. Movimiento vertical. 75
Figura 38. Movimiento horizontal. 75
Figura 39. Esquema para obtener expresiones matemáticas.
76
Figura 40. Montaje del comparador para realizar mediciones en el eje. 79
Figura 41. Montaje del comparador para realizar mediciones en la carcaza. 80
Figura 42. Montaje del comparador para medir concentricidad de los acoples. 81
Figura 43. Montaje del comparador para medir perpendicularidad del eje con respecto a la caja de sello. 82
Figura 44. Montaje del comparador para verificar concentricidad en la zona de acople. 83
Figura 45. Ubicación de los pines de alineación. 83
Figura 46. Montaje del comparador para verificar el resultado de la alineación. 84
Figura 47. Sistema óptico láser para medir el estado de alineamiento. 86
Figura 48. Recorrido del haz láser. 87
Figura 49. Sistema de alineamiento VIBROLIGN 41. 88
Figura 50. Dimensiones de la maquina que van a ser ingresadas al aparato de medición. 90
Figura 51. Toma de valores en posición 12 del reloj. 91
Figura 52. Lectura de desalineamiento de un acople. 92
Figura 53. Lectura de las indicaciones de corrección. 93

Figura 54. Informe de valores de alineamiento antes de realizar la corrección. 95
Figura 55. Valores de tolerancia permisibles para desalineamientos paralelos. 98
Figura 56. Valores de tolerancia permisibles para desalineamientos angulares. 99
Figura 57. Tanto las burbujas como las inclusiones de arena, pueden producir un desequilibrio significante. 101
Figura 58. El autoajuste de las tolerancias es fuente común de desequilibrio. 104
Figura 59. La fuerza producida por desequilibrio, puede calcularse si se conoce el peso de desequilibrio ( W ) el radio ( R ) y la velocidad angular ( R..P.M. ). 107
Figura 60. Desequilibrio estático. 109
Figura 61. Desequilibrio cuasiestatico. 110
Figura 62. Desequilibrio de par ( cupla ). 110
Figura 63. Desequilibrio dinámico. 111
Figura 64. Los rotores con forma de disco montados perpendicularmente al eje ( sin cabeceo) requieren equilibrado en un plano. 113
Figura 65. Rotores típicos que requieren equilibrado en dos planos. 114
Figura 66. Disposición para la medida de equilibrado en sitio en dos planos. 117
Figura 67. Esquema de un ventilador para el equilibrado. 118
Figura 68. Se miden las vibraciones por desequilibrio en la condición inicial. 119
Figura 69. Debido al agregado de la masa de prueba, la vibración por desequilibrio de 7.8 mm/s a 50 se reduce a 0.62 mm/s. 120
Figura 70. El nuevo paso del protocolo de equilibrado. 121
Figura 71. Parte final del protocolo de equilibrado. 122
Figura 72. Finalización de un trabajo de equilibrado. 123
Figura 73. Desequilibrio residual admisible. 125
Figura 74. El protocolo de equilibrado muestra el efecto de las vibraciones por desequilibrio en ambos planos. 127

Figura 75. Paso del protocolo de equilibrado mostrando los valores y ángulos de fase.
128
Figura 76. Pasos del método de las tres corridas. 131
Figura 77. Diagrama de cuerpo libre.
132
Figura 78. Fuerzas que actúan en la zona media de la luneta. 136
Figura 79. Vista Superior en la zona media de la luneta. 138
Figura 80. Vista frontal de la luneta. 138
Figura 81. Disposición del eje con los rodamientos en el interior de la luneta. 139
Figura 82. Vista superior del puntal que mete y saca los rodamientos. 142
Figura 83. Vista lateral del puntal que mete y saca los rodamientos. 142

LISTA DE ANEXOS
Pag. Anexo A. Analizador de vibraciones ULTRA SPEC 8000.
150
Anexo B. Manual de mantenimiento. 165

RESUMEN El objetivo de este proyecto es de diseñar un banco didáctico de alineación de maquinas que llene los requisitos necesarios para la visualización de dicho proceso y por ende del fenómeno a corregir. Para el diseño se seleccionan materiales no muy costosos pero si de una calidad aceptable en los parámetros establecidos por la empresa IMETALES LTDA, debido a su calidad de banco didáctico. Con este criterio se garantiza la durabilidad del equipo y la facilidad de aprendizaje de los diferentes métodos de alineación de maquinas.
El dispositivo colocado es una bomba muy común en nuestro campo de trabajo, la transmisión de potencia la realiza un pequeño motor eléctrico a través de un par de ejes, apoyados en dos chumaceras que se conectan a un volante con disponibilidad de masa variable. Con esto apreciamos diferentes tipos de desalineaciones y desbalanceos.
Ahora refiriéndonos a la maquina balanceadora , se hace un estudio e investigación de todo lo relacionado con este tipo de máquinas, teniendo en cuenta tamaños y formas de diferentes dispositivos que puedan balancearse y comparar con la capacidad de nuestro torno para poder limitar correctamente los trabajos que mas adelante se ofrecerán.
Para el diseño se investiga acerca de las propiedades mecánicas de la fundición gris, y su comportamiento bajo carga de compresión. Además un análisis del comportamiento de los rodamientos seleccionados bajo la máxima carga y velocidad establecida con anterioridad, basados en parámetros de operación.
Los demás elementos de maquinas y de transmisión de potencia se diseñan y seleccionan bajo estrictas normas y parámetro de selección de los catálogos, como fueron los husillos, pasadores, tornillerias, etc.
Las diferentes velocidades con que trabajaremos están establecidas el torno que vamos a adecuar, lo mismo que su instalación eléctrica.

INTRODUCCION Este trabajo antes de ser un requisito para recibir el titulo de ingeniero mecánico, es una
muestra de los conocimientos adquiridos en nuestra etapa de pregrado y la manera como
estos fueron asimilados.
El diagnostico de maquinas ofrece una solución de costo efectivo, y métodos de medida,
análisis y evaluación del estado de las maquinas. Evaluando las vibraciones mecánicas, los
disturbios en las condiciones de operación y los daños en progreso pueden ser identificados
en forma temprana. Pueden entonces identificarse las causas, y las acciones correctivas
pueden planearse mucho antes que puedan ocurrir daños.
Como es sabido que los temas en mecánica son muchos y amplios, hemos querido traer a
consideración los temas de alineación de maquinas y balanceo dinámico por ser temas de
una gran importancia en nuestro campo, obviamente con las limitaciones que el caso se
merece.
En este trabajo, mostramos y explicamos como los defectos de alineación y balanceo son
fatales para el funcionamiento optimo de cualquier equipo, debido a las diferentes clases y
niveles de vibración que en un momento dado se puedan generar, para lo cual hemos
expuesto unos métodos para disminuir dichas vibraciones, identificar si el problema es de
desalineación, desbalanceo, solturas mecánicas o piezas en mal estado con sus respectivos
métodos de corrección.

1. EVALUACIÓN DE ESTADO DE MÁQUINA
1.1. EVALUACIÓN DEL ESTADO DE MÁQUINAS USANDO VALORES
GENERALES
El estado general de las máquinas puede ser determinado midiendo los sistemas de fallas, y
evaluando los valores globales
Los resultados de esta evaluación Determinaran si:
∗ La máquina puede continuar en operación sin tomar acción alguna
∗ Debería tomarse alguna acción de mantenimiento y en que momento en el tiempo
(pronostico de la reserva de daños ).
∗ Debería ejecutarse un estudio analítico para definir las causas de un daño en progreso.
∗ La máquina debe ser parada de inmediato para evitar un daño inminente.
Básicamente puede acojerse de cuatro métodos de evaluación
∗ Evaluación por comparación de los valores medidos con valores límites recomendados
por una guía o norma técnica.
∗ Evaluación por comparación de los valores obtenidos con valores límites recomendados
por el fabricante de la máquina.

∗ Evaluación con base a la experiencia ganada por el operador en esa misma máquina o en
máquinas similares
∗ Evaluación de la variación de los valores medidos a lo largo del tiempo ( tendencia ).
1.2. EVALUACIÓN DE MÁQUINAS USANDO VALORES LÍMITES DE GUIAS Y
NORMAS
En la medida que el comportamiento de la máquina es desconocido, que no existe datos o
experiencia previas, la evaluación del estado de la máquina puede hacerse comparando los
valores obtenidos con los límites recomendados por alguna guía o norma técnica aplicable.
Este método es rápido y simple de llevar a cabo.
En la practica la mayoría de las máquinas tienen predominantemente masa rotativas. Para
esos tipos de máquinas todas las guías y normas relevantes están enlistadas en la figura1
bajo la cabeceras separadas para ensayos de aceptación, medidas en operación y vigilancia
permanente ( monitoreo )

Figura 1. Organigrama de guías y normas

1.3. EVALUACIÓN DE MÁQUINA USANDO LOS VALORES LÍMITES
RECOMENDADOS POR EL FABRICANTE
Cada fabricante de máquina define los valores máximos para vibraciones, desplazamiento,
temperaturas, variables de proceso y medidas del estado de rodamiento para sus máquinas.
Esos valores límites pueden ser interpretados como la Carpa permitida para la máquina en
función de su diseño y construcción, y están basados sea en calculo o en ensayos de larga
duración conducido por el fabricante.
Estos valores límites son los preferidos para la evaluación de máquina.
1.4. EVALUACIÓN DE MÁQUINA USANDO LA EXPERIENCIA
En caso de que no sea posible obtener valores límites del fabricante de la máquina, los
máximos valores admisibles deberán determinarse basándose en la experiencia del
operador. Pueden obtenerse y ponderarse los datos de mantenimiento y parada de alguna
máquina similar.
Los valores límites definidos es esta forma pueden separarse delos criterios de las guías y
normas en función de la reserva de desgastes previsible para esa máquina.
1.5. EVALUACIÓN DE MÁQUINA USANDO LA TENDENCIA

Para evitar el daño a una máquina, las variables medidas que describen su estado no deben
exceder valores límites preestablecidos. Por otra parte, aún cambios de los valores medidos
( debajo de esos límites ) tambien pueden indicar algún daño en progreso o irregularidades
en la máquina.
Figura 2. En una turbina de vapor las vibraciones relativas del eje pueden aumentar
bruscamente en un plano y decrecer en otro cuando se rompe un álabe. En este caso la
orientación a seguir es que no se sobrepasen los valores limites.

Figura 3. La proyección de una fisura en el eje de una turbomáquina se demuestra en la
figura por los cambios graduales en las vibraciones relativas del eje. El periodo de tiempo
para estos cambios puede ser de días a semanas.

2. ALINEAMIENTO
2.1. ¿ POR QUE ALINEAR MÁQUINAS ?
En sentido técnico los trenes de máquina están constituídos por más de una máquina. Para
obtener unidades funcionales operativas necesitamos una máquina de mando, una de
operación, y un elemento de unión o reducción. La unión mecánica entre los ejes de las
máquinas y la transferencia del par rotativo se logran con acoples.
Figura 4. Motor de accionamiento, caja de reducción, y compresor que forma un tren de
máquinas. Los ejes acoplados juntos deben ser alineados cuidadosamente.
Hay dos tópicos de importancia especial cuando se alinean ejes de máquinas:

• Los acoples deben ser fabricados con precisión, y montados de forma que los errores
radiales, de corrimiento axial, y de paso de unión resulten dentro de tolerancias
admisibles.
• Las máquinas deben resultar precisamente alineadas de forma que sus ejes y las líneas de
centro de sus ejes estén en una misma línea.
De no llenarse estos requisitos, aparecerán tensiones, fuerzas restrictivas, y vibraciones
durante el funcionamiento del tren de máquinas, que irán en detrimento de la vida de los
ejes, acoples, rodamientos, y la fundación. Si la alineación y los errores de acoplamiento
exceden las tolerancias, los resultados serán daños en cojinetes y acoples, deformaciones de
ejes, y fatiga prematura de los materiales. Según las estadísticas de daños, la alineación y
los errores de acople son la segunda causa más común de daños, siguiendo al desequilibrio
de rotores. Tales daños pueden ser evitados en el mantenimiento correctivo mediante el
alineamiento de las máquinas.
Tal como el equilibrado, el alineamiento busca incrementar la seguridad, expectativa de
vida en servicio, y disponibilidad de las máquinas. Ambos son medidas correctivas, y no
son técnicamente necesarias, sino rentables desde el punto de vista económico.
2.2. PRINCIPIOS BÁSICOS DEL ALINEAMIENTO
Durante la operación es posible que los ejes de máquina:
• estén desalineados
• Pierdan el alineamiento. o
• sólo estén alineados en ciertas condiciones de operación.
Y los factores que lo causan pueden ser
• Errores en los acoples, o
• Errores de alineamiento
Como regla, los errores de acoplamiento se deben a defectos de fabricación, los de
alineamiento a montaje o ensamblado incorrecto.
2.2.1. Errores de acoplamiento. En los acoples se pueden presentar tres tipos de error:
• Errores de faceado (corrimiento angular axial)
• Errores de centrado (corrimiento radial), y
• Errores en el paso de unión
2.2.1.1 Errores de faceado. Estamos en presencia de un error de faceado cuando aún
estando alineado los ejes en sí, las superficies de las caras del acople no están paralelas en
sí, p.e.: por no estar perpendiculares al eje de giro común a ambos ejes.

Figura 5. Error de faceado en un acoplamiento.
Cuando se une un acople con defectos de faceado, se imponen esfuerzos a los ejes
conectados que deforman su eje de giro, como p. ej.: arquearlo.
El error de faceado en ambas caras de acoplamiento puede ser verificado usando un
comparador antes de hacer la unión del acople.

Figura 6. Luego de acoplados los ejes con un error de faceado se deforma su eje de giro.
2.2.1.2 Error de centrado. Cuando ocurre un error de centrado, el centre de los ejes y los
centros de las mitades del acople están separados radialmente entre sí, aún cuando los ejes
estén alineados.
Figura 7. Error de centrado en un acole.
En este caso, también se imponen fuerzas cuando los ejes son unidos solidariamente, y los
ejes giran deformados.
Figura 8. Los ejes de la figura 7, luego de ser solidarizados.
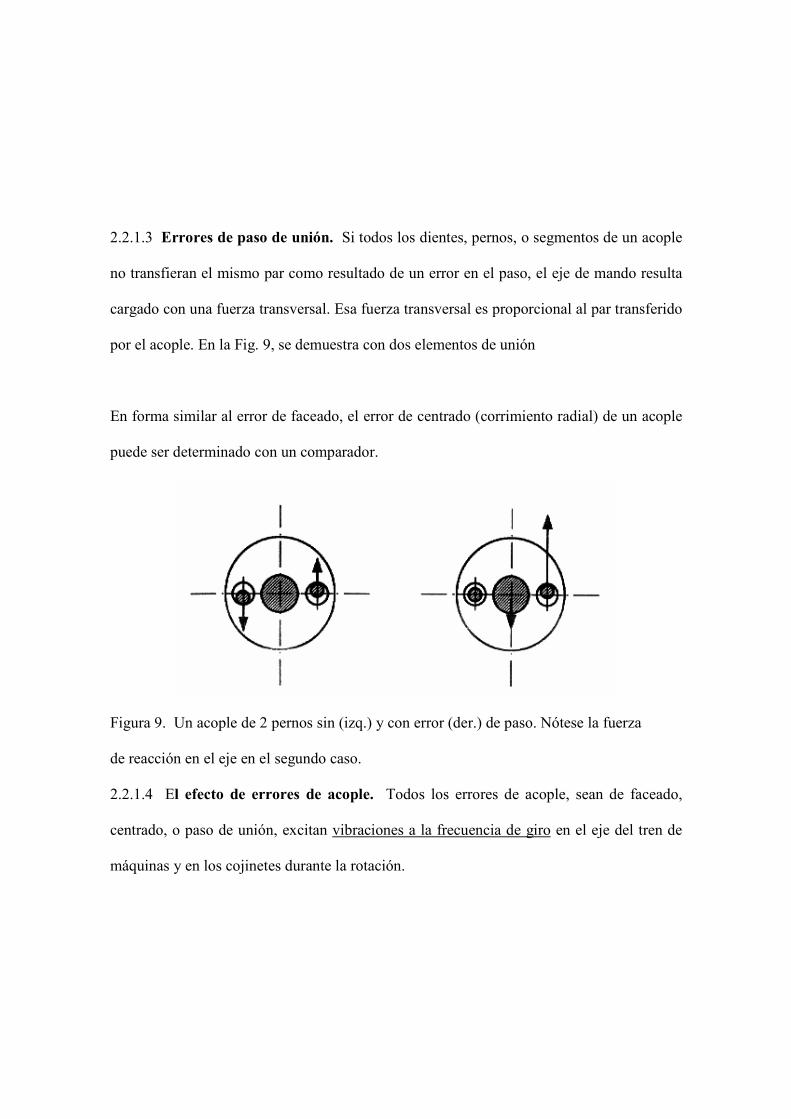
2.2.1.3 Errores de paso de unión. Si todos los dientes, pernos, o segmentos de un acople
no transfieran el mismo par como resultado de un error en el paso, el eje de mando resulta
cargado con una fuerza transversal. Esa fuerza transversal es proporcional al par transferido
por el acople. En la Fig. 9, se demuestra con dos elementos de unión
En forma similar al error de faceado, el error de centrado (corrimiento radial) de un acople
puede ser determinado con un comparador.
Figura 9. Un acople de 2 pernos sin (izq.) y con error (der.) de paso. Nótese la fuerza
de reacción en el eje en el segundo caso.
2.2.1.4 El efecto de errores de acople. Todos los errores de acople, sean de faceado,
centrado, o paso de unión, excitan vibraciones a la frecuencia de giro en el eje del tren de
máquinas y en los cojinetes durante la rotación.

2.2.2 Errores de alineación. Si no hay error en los acoples, pero los ejes no están
posicionado correctamente, estamos en presencia de un error de alineación. Pueden ocurrir
tres tipos de error.
2.2.2.1 Corrimiento paralelo.
Figura 10. Ejes con corrimiento paralelo.
Este tipo de desalineamiento es la distancia perpendicular entre las líneas central de un eje
y la misma línea del otro eje. Este se corrige sencillamente al mover paralelamente la
máquina.
2.2.2.2 Corrimiento angular.

Figura 11. Ejes con corrimiento angular.
Este ocurre cuando la línea central de los ejes forman un ángulo entre sí. Su corrección
requiere desplazamiento a través del ángulo formado.
2.2.2.3 Corrimiento mixto (paralelo y angular)
Figura 12. Ejes presentando corrimiento mixto (paralelo y angular)
Es le más común de los desalineamiento y es la combinación de los dos tipos anteriores.

El grado de desalineamiento entre dos máquinas pueden definirse como la condición
existente entre la zona de desalineamiento este no debe exceder los valores máximos
permisibles establecidos.
2.2.2.4 Grados de libertad del alineamiento. El “corrimiento paralelo” y el “corrimiento
angular” pueden ocurrir en dirección horizontal o vertical, lo que nos da 4 grados posibles
de libertad.
Si los cuatros errores posibles ocurrieran en una máquina simultáneamente el corrimiento
espacial de los ejes sería el mostrado en la figura 13.
Figura 13. Los cuatro grados de libertad del alineamiento.
2.2.2.5 Influencia de los errores de alineamiento. Cuando existe un error de
alineamiento las mitades del acople no pueden ser solidarizadas sin imponerles fuerzas y

deformar (flexar) la línea de centro de los ejes. Como resultado, los ejes de máquinas giran
en torno a un eje de rotación deformado pero no rotante, lo que lleva al rotor a flexar
durante el giro (“cabeceo axial” del rotor).
Esas fuerzas repetitivas típicas del error de alineamiento conducen en general a cargas
extremadamente elevadas en el cojinete en una dirección constante (“fuerza de reacción
espacialmente fija”) que tiene el efecto de reducir apreciablemente la vida útil del cojinete.
El rotor ideal no puede excitar vibraciones como resultado de un error de
alineamiento puro, ya que no existe fuerza oscilante alguna.
En la práctica, sin embargo, no hay rotores ideales, y no hay errores puros de alineamiento.
Lo que se presenta es siempre una mezcla de varios errores de alineamiento y de
acoplamiento, junto a errores de desequilibrio, daños en los rodamientos, etc. Por los tanto,
se encontrarán vibraciones presentes en las máquinas rotativas.

Figura 14. Error típico de alineamiento (arriba) que lleva a una línea de flexión constante
(no rotante) en la línea central del eje (abajo).
2.2.3 Diagnóstico de errores de acoplamiento y de alineación. Los síntomas de los
errores de acoplamiento y alineación pueden ser diagnósticos con un alto grado de certeza
mediante el análisis de frecuencias y/o el análisis de armónicas de la vibración absolutas
que ocurren en la superficie de la máquina. En las siguientes secciones se mostrarán los
síntomas característicos de estos errores, y se explicará su identificación.
2.2.3.1 Diagnóstico de errores de acoplamiento. Si sólo tomáramos en consideración los
valores vibratorios, entonces los síntomas de los errores de acoplamiento se confundirían
con los síntomas de desequilibrio (ver la “Tabla de Identificación de Vibración”). La
diferencia decisiva sólo puede ser notada cuando se miden los ángulos de fase de las
vibraciones de 1er. Orden.

Figura 15. Identificación del desequilibrio del rotor, error de acople, y error de
alineamiento, utilizando la medida del ángulo de fase de las vibraciones de 1er orden.

2.2.3.2 Diagnóstico de errores de alineamiento. Si pudiéramos encontrar un error de
alineamiento puro, en teoría habría altas cargas, pero no existirían vibraciones mecánicas.
Sin embargo, en la practica, los rotores acoplados siempre presentan algún desequilibrio
residual y/o error de acoplamiento que imponen fuerzas centrífugas a la frecuencia
fundamental a los cojinetes. Además pueden presentarse fuerzas oscilantes de 2do. orden
durante la rotación de los ejes que están deformados por error de alineación, causadas por
las fuerzas de pandeo propias del error y por la excitación de la respuesta no lineal del
sistema.
La ocurrencia simultánea de altas cargas y fuerzas centrifugas de 1er. y 2do. orden, llevan a
que aparezcan vibraciones de órdenes superiores en los cojinetes.
2.2.3.3 Guías para identificar errores de alineación. Se dispone de tres síntomas para
identificar los errores de alineamiento.
Estamos en un alto grado de posibilidad de que tal error exista si:
• Ocurren simultáneamente vibraciones del 1er., y 2do. y ordenes superiores en los
cojinetes en direcciones horizontal, vertical y axial (“síntoma de órdenes”),
• Las vibraciones axiales son elevadas (“síntomas de vibración axial”),
• En ángulo de fase de las vibraciones de 1er. orden corresponde a uno de los cuatro
ejemplos descritos en la tabla de la figura 15 (“síntoma de fase”).

En aproximadamente en 80% de los casos de error de alineamiento, las vibraciones de 1er.
orden de ambos cojinetes de máquina estarán
• en fase en la dirección horizontal y
• separados 180º en su fase en la dirección vertical
o la inversa. Debe notarse que en ese caso se ven las relaciones entre los cojinetes de cada
máquina y no los ángulos del tren de máquinas (ver tabla de la figura 15).
• Si el error de alineamiento coexiste con otras causas de vibración (p. ej. desequilibrio),
la diferencia de fase descrita en la figura 15, pueden variar de su orientación teórica
hasta en 30º. Por ejemplo, la diferencia de fase entre los cojinetes 1 y 2 pueden ser de
150º en lugar de 180º.
• Cuando se encuentren uno de los casos descritos en la figura 15 válido en 3 cojinetes de
los 4 de una máquina, hay un 80% de certeza de error de alineación.
2.2.3.4 Ejemplo: Diagnóstico de error de alineamiento en un conjunto motor/bomba.
Se observaron amplitudes vibratorias importantes en una motobomba (figura 16) cuya
potencia es de N = 50 kW, a una velocidad de servicio de n = 1.480 rpm. Se decidió
considerar los “síntomas de órdenes” y el “síntoma de la vibración axial” para definir se el
alineamiento era la causa de valores vibratorios inaceptables.

Figura 16. Vista en planta del conjunto de la motobomba con indicación de los puntos de
medida de vibraciones.
Con ese fin se midieron las vibraciones absolutas de cojinetes en los 4 planos de
rodamientos del conjunto en dirección radial horizontal (las medidas radiales verticales
eran menores) y en los dos rodamientos a ambos lados del acople en dirección axial. Se
hicieron análisis de frecuencias en todos los puntos.
Los resultados de los espectros de frecuencias se muestran en la figura 17 y se interpretaron
como sigue:
• Las mayores vibraciones ocurrían en los planos próximos al acople.
• Las vibraciones axiales eran elevadas.
• Casi todos los puntos de medida presentaban amplitudes importantes de armónicas
(2do., 3er., 4to., otros órdenes) además de la primera.
Por lo tanto era altamente probable que existiera un error de alineamiento. El conjunto fue
realineado. Los espectros de frecuencia obtenidos en los mismos puntos de medidas luego
de realinear muestran una clara mejoría en el desempeño vibratorio (figura 18)

Figura 17. Espectros de frecuencias obtenidos en los planos de cojinetes de la motobomba
de la figura 16 con un error de alineamiento de 1,5 mm.

Figura 18. Espectro de frecuencias del conjunto motobomba de la figura 16 con un error de
alineamiento reducido a 0,05 mm.

2.3 PREPARATIVOS PARA EL ALINEAMIENTO
Para poder alinear máquinas en forma rentable y exitosa, se deben llenar las precondiciones
de movilidad de la máquina descritas a continuación, entre otras.
2.3.1 Movilidad de la máquina. Para poder llevar a cabo el alineamiento la máquina debe
poder ser movida en los 4 grados de libertad a compensar. En otras palabras, la máquina
deberá poder ser desplazada (en forma repetible y controlada)
• verticalmente hacia arriba (p. ej.: con un dispositivo de izado),
• verticalmente hacia abajo (p. ej.: removiendo suplementos) y
• horizontalmente en ambos sentidos (p. ej.: mediante tornillo de ajuste o con medios
hidráulicos).
Para iniciar el trabajo deberán preverse esos accesorios de movilidad, así como las
herramientas de alineamiento y de trabajo.
El ajuste de la posición de la máquina por golpes (p. ej.. con un martillo) está expresamente
contraindicado.

Figura 19. El ajuste vertical de la máquina a ser alineada debe ser hecho agregando o
quitando suplementos (1).
El ajuste en dirección horizontal usando tornillos de ajuste (2) es un método ampliamente
probado.
2.3.1.1 Pernos o gatos. Debe utilizarse pernos de cabeza cuadrada con punta de copa que
se roscan en la platina de soporte y en cuya punta se adiciona un balín o bola de acero. Este
sistema permite los movimientos puntuales y evita desajustes cuando se corran las
máquinas.

Generalmente debe instalarse una por cada dirección de cada para de soporte de la
máquina, por ejemplo para una máquina de cuatro patas van ocho platinas con sus “ gatos ”
respectivos.
2.3.1.2 Platinas para “ gatos ” de movimiento. Para realizar los movimientos en las
máquinas es necesario disponer de las platinas adecuadas para los pernos o “ Gatos ”
conque se mueven cada una de las patas de los soportes de las máquinas. Estas platinas
deber ser atornilladas para permitir la colocación de los calzos o shim´s de nivelación, pues
la practica de soldar las platinas a la estructura impide el acceso y la correcta instalación de
los shim´s
2.3.1.3 Calzas o shim´s. Para corregir la posición vertical de la máquina es necesario usar
lamina delgada, llamadas shim´s para calzar cada pata de la máquina con el espesor
necesario.
Comercialmente se consiguen en espesores hasta de una milésima de pulgada ( 0.001 ) pero
cuando es necesario instalar calzos por más de 1/8” es conveniente reemplazarlos por una
platina de ese espesor. Igualmente es aconsejable dejar por lo menos 1/16” en shim´s por
cada pata de la máquina para efectuar los ajustes futuros
2.3.1.4 Nivelación de la máquina. Para lograr un buen alineamiento es importante hacer
una correcta nivelación de la máquina principal y su estructura de apoyo. Al realizar el

montaje de una máquina debe comenzar por su nivelación para garantizar la facilidad de los
ajustes una vez la máquina entre en operación.
La maquinaria moderna por su relación de peso es muy sensible a los cambios de nivel y
conviene precisar la nivelación antes de realizar el alineamiento final. Para lograrlo debe
utilizarse niveles de precisión que se colocan sobre los ejes de las máquinas y cuya lectura
establece la posición paralela con el nivel del suelo y la fundación de concreto
2.3.2 Factores que afectan la alineación
2.3.2.1 Pata coja. Con la ayuda del indicador de carátulas ( pueden emplearse base
magnéticas ), debe revisarse cada pata de la máquina para comprobar que todas ellas estén
ubicada en el mismo plano y evitar que algunas puedan hacer cojear la máquina. La
tolerancia máxima recomendada es de 0.002”
2.3.2.2 Excentricidades y flexiones. Debe comprobarse la concentricidad de los acoples
con respecto a los ejes de la máquina. En ocasiones este factor no solo produce lecturas
erróneas si no desbalance dinámico en la máquina.
Igualmente debe medirse el eje de cada máquina para verificar que no existan torceduras o
flexiones excesivas ( 0.002” ) que puedan provocar defectos tanto en el alineamiento como
en el funcionamiento de las máquinas.

2.3.2.3 Grouting de precisión. Hay factores de carácter externos a los que afectan sus
condiciones de alineamientos de máquinas y por consiguientes de funcionamiento.
El Grouting de Precisión, muchas veces confundido con un concreto de alta resistencia,
debe estar libre de contracciones y proporcionar una permanente y total área de contacto
entre la máquina y su base de concreto.
Por esta razón debe de cuidarse siempre de mantener, esta condición de soporte en la
máquina para evitar los frecuentes desalineamiento y otros daños
2.3.2.4 Pernos de anclaje. Otro factor que afecta las condiciones de funcionamientos de
las máquinas son los pernos de anclaje , la mayor de la veces el diseño y la ubicación de los
pernos de anclaje no obedecen a criterios del comportamiento dinámico sino a pautas de
carácter estático muchas veces equivocadas.
La correcto posición de los pernos de anclaje contribuyen en gran parte a mantener por más
tiempo las condiciones de alineamiento de un conjunto de máquinas, cuando estas son
montadas sobre una base metálica común ( skid )
Aunque es poco recomendable la utilización de bases metálicas comunes o “ patín ”
metálico ( skid ), por cuanto estos ocasionan normalmente esfuerzos innecesarios,
resonación, flexibilidad excesiva u otros problemas; cuando su uso es necesario debe

preveerse de un análisis dinámico para la selección adecuada de los pernos de anclaje y su
disposición en la unidad de máquina
2.3.3 Elementos para alinear. Actualmente existen sistemas muy precisos para la
medición de las condiciones de alineamiento, como el optaling que utiliza el rayo láser
como fundamento. Este se detallara más adelante:
a) Indicador de carátula: Este es un instrumento de precisión utilizado para evaluar
cuantitativamente las posiciones de los ejes en condiciones estáticas, el indicador de
carátula funciona mediante un eje llamado Pistoncillo el cual se mueve hacia adentro o
hacia afuera, cuyo desplazamiento es medido en la escala graduada con una precisión hasta
de media milésima de pulgada ( 0.0005” )
El pistoncillo del indicador cabalgara al rededor de la manzana de un acople opuesto, y
mostrara en su dial la cantidad en milésimas de pulgada o equivalente, la posición de un eje
con respecto al otro esta operación debe repetirse en cada una de los ejes de la máquina que
se desea alinear.
b) Soportes para indicadores: Hay una gran variedad de soportes de indicadores y quizás
exista una para cada tipo de máquina, sin embargo cualquiera que sea el tipo de soporte este
debe estar libre de flexiones y pandeos para evitar los errores en la toma de lecturas.

Debe procurarse un soporte con la suficiente rigidez, cuando separaciones entre ejes, para
mantener confiabilidad en las lecturas obtenidas. Evitar el uso de soportes flexibles, así
como el sistema de bases magnéticas cuando se mueven los ejes.
Es aconsejable la medición de la flexión de cada soporte para no crearse confusiones
durante el desarrollo de la toma de lectura del indicador
c) Llaves de bocas y estrías de dimensiones apropiada para ajustar los tornillos de anclaje
d) Lave de expansión de 6”: para quitar y poner los soporte de los indicadores.
e) Destornillador de pala de 12”: sirven para abrir los acole después de cada lectura.
f) Espejo pequeño: sirven para leer los indicadores cuando quedan en una posición
incomoda.
g) Calzas de diferentes espesores entre 0.01 y 1mm. Cortadas en forma de herradura.
h) Rollo de calzas para fabricarlas cuando sean necesarias.
i) Tijeras corta lata para fabricación de calzas.
j) Martillo de bola para dar pequeños movimiento al motor.
k) Palanca para levantar el motor en el momento de meter calzas.

l) Lima plana para pulir el sitio donde va a pisar el indicador.
m) Trapo
n) Libreta y lápiz para hacer las anotaciones de la lecturas.
2.4 METODOS EMPLEADOS EN LA ALINEACIÓN
Entre los métodos conocidos en la alineación hasta ahora conocido tenemos:
1. Indicador invertido
2. Axial - radial
3. Acople fijo móvil
4. Rayo láser
5. Reglillas y galgas
Donde el método del indicador invertido junto con el axial-radial podemos obtener una
precisión de 0.01mm, y con el de reglillas y galgas se obtiene una precisión de 0.1mm,
mientras que el de rayo láser su precisión es de 0.001mm.
2.4.1 Método del indicador invertido. Primero se coloca el soporte en el eje “ A ” y el
indicador hace el barrido en el eje “ B ” ver figura 20.

Luego el soporte se colocara en el eje “ B ” y el indicador realiza el barrido en el eje “ A ”
como aparece en la figura. Cada una de las lecturas se anotara en los círculos que
representan cada uno de los ejes y en el orden en el que se obtienen ver figura 21.
Todas las lecturas serán tomadas girando todos los ejes hacia la derecha del eje de la
máquina estacionaria o sea de “ A ”
Figura 20. Forma de colocar los indicadores.
Figura 21. Representación de lecturas en los acoples.
Esto es importante por cuanto la interpretación y los cálculos se harán teniendo en cuenta
que las mediciones se han realizados todas hacia la derecha de “ A ” o sea de la máquina
estacionaria Ver figura 22.

Figura 22. Posición del observador para realizar giro a la derecha.
Esta toma de lectura se hará siempre en cada eje y cada 900 girando lentamente para que la
lectura sea confiable.
Ahora es necesario conocer las distancias horizontales entre los sitios donde se hizo el
barrido con el indicador de carátulas. Cuya distancia es D1 luego, desde el acople de “ A ” y
en el sitio donde se colocó el indicador hasta la pata más cercana de la máquina “ B ” que
va a ser movida, cuya distancia es D2, por ultimo desde el mismo sitio de la máquina “ A ”
hasta la pata lejana de la máquina “ B” que va a ser movida, esta distancia es D3 figura 23.
Figura 23. Determinación de distancias horizontales entre los sitios que se hizo el barrido
con el indicador.

2.4.1.1 Interpretación gráfica. Se debe hacer un dibujo a escala del sistema de máquinas
para alinear, lo cual ayuda a la comprensión general del proceso.
Veamos el siguiente ejemplo representado en la figura 24.
Figura 24. Dibujo a escala del sistema de máquina.
La lectura obtenida de estas dos máquinas son:
Figura 25. Lectura obtenida.

Lo anterior significa que esas son las lecturas que registra el indicador en condiciones
ambiente o estáticas. Necesitaras ahora saber la posición real de los ejes, la cual se obtiene
así:
Vo = Vertical real
Ho = Horizontal real
Vo = B - T ; Ho = R - L 2 2
siguiendo con nuestro ejemplo, entonces para la máquina “ A ”
VoA = BA - TA = ( - 10 ) - ( 0 ) = - 5 = VoA 2 2
HoA = RA - LA = ( - 15 ) - ( 5 ) = - 10 = HoA 2 2
Para la máquina B
VoB = BB - TB = ( 20 ) - ( 0 ) = 10 = VoB 2 2
HoB = RB - LB = ( 6 ) - ( 14 ) =- 4 = HoB 2 2
Ahora en una hoja de papel dibújese una línea gruesa que representa el eje de la máquina “
A ” y un punto para marcar el acople. Como muestra la figura 26.

Figura 26. Representación de eje máquina A, vista horizontal.
Luego escójase una escala horizontal para la distancia de acople D1
2.4.1.2 Vertical. Marque con un punto arriba o abajo del acople “ A ” a una distancia
equivalente al valor Vo de acuerdo al signo algebraico
Vo = B - T
2
Repita esta operación para el acople “ B ” sobre la línea de proyección de la máquina “ A ”
y cuando el signo algebraico
Recuerde que para “ A” si es negativo se dibuja abajo y si es positivo de dibuja arriba.
Cuando localice “ B ” con respecto a “ A ” el valor negativo se dibuja por encima de la
línea de proyección y el valor positivo se dibuja por debajo de la línea así:

VoA = - 5 ⇒ VoB = + 10
Figura 27. Representación de eje máquina A, vista vertical.
Cuando se proyecta la línea en la escala graduada, se localizan las distancias de las patas de
la máquina B que son D2 y D3 la distancia entre la línea de proyección de “ A ” a la pata
frontal ( Nf ) y al pata trasera ( Ff ) es la cantidad que debe correrse la máquina móvil para
dejarla alineada con respecto a “ A ” como lo muestra la figura 28.
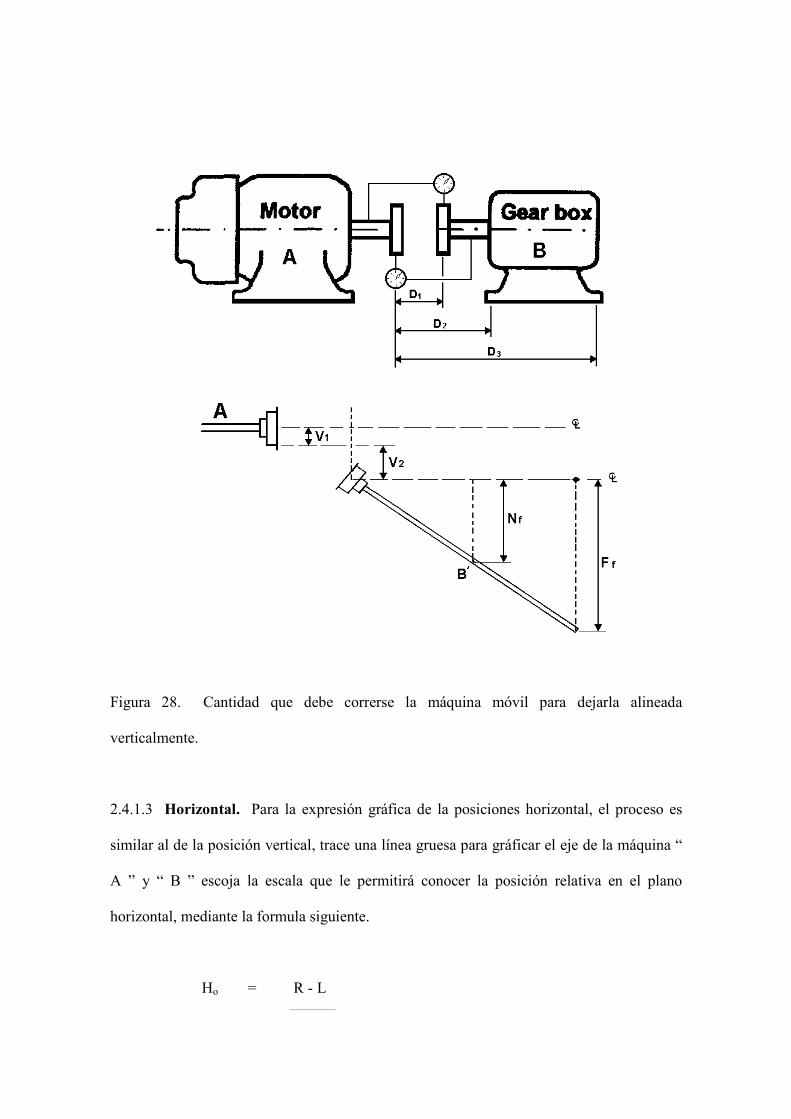
Figura 28. Cantidad que debe correrse la máquina móvil para dejarla alineada
verticalmente.
2.4.1.3 Horizontal. Para la expresión gráfica de la posiciones horizontal, el proceso es
similar al de la posición vertical, trace una línea gruesa para gráficar el eje de la máquina “
A ” y “ B ” escoja la escala que le permitirá conocer la posición relativa en el plano
horizontal, mediante la formula siguiente.
Ho = R - L

2
Encuentre para cada eje el valor, luego coloque el punto respectivo según el signo
algebraico. Recuerde que para “ A ” si es negativo se dibuja a la derecha y si es positivo a
la izquierda. Cuando localice “ B ” con respecto a “ A ”, si el signo es negativo se dibuja a
la izquierda y si es positivo a la derecha de la línea de proyección.
Con estos puntos establecidos se unen mediante una línea gruesa y se proyecta sobre las
distancias D2 para Nf y D3 para Ff. Al medir esta con respecto a la línea de proyección
sabemos cuanto debe corregirse la máquina que va a ser movida para dejarla alineada ver
figura 29.
Figura 29. Cantidad que debe correrse la máquina móvil para dejar la alineada
horizontalmente.
2.4.1.4 Expresión matemática. El proceso anterior se puede calcular mediante formula
matemáticas que se obtienen por similitud de triángulos de la proyección de los ejes de
acuerdo con su posición relativa.
Estas fórmulas son:
V1 = T. I. R. ; V2 = T. I. R. + 4

2 2
Nf = V2 ( D2 / D1 ) - V1 ; Ff = V2 ( D3 / D1 ) - V1
Nf = Pata cercana, frontal,
Ff = Pata lejana o trasera
T. I. R. = Lecturas totales del indicador.
2.4.1.5 Programa de aplicación del método
5 cls
15 Print “ Método del indicador invertido”
20 Print “ Máquina A ”
25 Input “ TA ” ; TA
30 Input “ RA ” ; RA
35 Input “ BA ”; BA
40 Input “ LA ” ; LA
45 Print “ Máquina B ”
50 Input “ TB ” ; TB
55 Input “ RB ” ; RB
60 Input “ BB ” ; BB
65 Input “ LB ” ; LB
66 Input “ D1 ” ; D1

67 Input “ D2 ” ; D2
68 Input “ D3 ” ; D3
70 VoA = BA - TA ; HoA RA - LA
2 2
75 VoB = BB - TB ; HoB = RB - LB
2 2
80 Print “ Análisis vertical ”
85 VV1 = VoA : VV2 = VoB + VV1
90 NfV = VV2 ( D2 / D1 ) - VV1 : FfV = VV2 ( D3 / D1 ) - VV1
100 If NfV > θ THEN Print “ mueva hacia arriba la Nf ” y NfV
ELSE Print “ mueva hacia abajo la Nf ” ; NfV
110 IF FfV > θ THEN Print “mueva hacia arriba la Ff ” ; FfV
ELSE Print “ mueva hacia abajo la Ff ” ; FfV
115 Print “ análisis horizontal ”
120 VH1 = VoA ; VH2 = HoB + VHB
125 NfH = VH2 ( D2 / D1 ) - VH1 : FfH = VH2 ( D3 / D1 ) - VH1
130 IF NfH > θ THEN Print “ mueva hacia la izquierda Nf” ; NfH
ELSE Print “ mueva hacia la derecha la Nf ” ; NfH
135 IF FfH > θ THEN Print “ mueva hacia la izquierda Ff ” ; FfH
ELSE Print “ mueva hacia la derecha la Ff ” ; FfH

2.4.2 Método axial - radial. Antes de proceder a efectuar las lecturas es necesario
aproximar el alineamiento lo más posible y anclar fuerte mente el motor como si fuese a
quedar en dicha posición. Teniendo en cuenta que la maquina y motor deben estar
desacoplados.
Haciendo uso de la lima, se procede a pulir un pequeño espacio sobre el acople del motor,
uno en la periferia y otro en la espalda del acople, según se aprecia en la figura 30.
Figura 30. Areas que se pulen en el acople del motor.
estos sitios se pulen puesto que allí irán a quedar posteriormente la patas de los indicadores.
Sobre el acople del lado de la máquina se monta el soporte de los indicadores apretando
fuertemente y verificando que no quede flojo.
Se colocan los indicadores en sus posiciones apretándolos fuertemente y que no haya riesgo
que durante las lecturas se vayan aflojar y den errores.

Se gira el acople de la máquina de tal forma que el indicador colocado en la parte radial
quede perpendicular y en la parte superior. Posteriormente se gira el acople del motor de tal
modo que los pies de los indicadores queden pisando los sitios que anteriormente se habían
pulido, y en el sitio exacto donde estén pisando se hace una marca con lápiz o tiza que
siempre se tenga la certeza de estar leyendo sobre el mismo punto.
Figura 31. Forma de colocar los indicadores previos a la alineación.
2.4.2.1 Procedimiento. Una vez cumplidos los requisitos previos a una alineación y
estando con los indicadores en su posición anteriormente anotada, se procede a girar los
diales de los indicadores hasta que las manecilla de cada uno queden marcando “cero”.
Sobre la libreta de anotaciones se trazaran dos círculos uno con la letra “R” (radial) y otro
con la letra “A” (Axial), las cuales servirán para anotar las lecturas que se hagan.
Teniendo los indicadores en cero, anotemos tanto en el axial como en el radial en la parte
superior del circulo dicha lectura o sea “cero”.
En seguida se gira el acople de la máquina un ángulo de 90º y luego el del motor el mismo
ángulo, o sea que nuevamente el pie del indicador quedará pisando la marca que se había
hecho.
Se elimina el juego axial abriendo los acoples como ya se explico, y se lee la marcación de
cada indicador anotándola en el lugar que le corresponde en la cruz de la libreta.
Se repite la operación de rotación para otros 90º, se hace las anotaciones y sí, hasta
completar los 360º o sea que los indicadores llegan a su posición original y hemos hecho 4
lecturas radial y 4 lecturas axial.
Lógicamente al completar la cuarta lectura los indicadores estarán nuevamente marcando
cero.
Algunos indicadores tienen solamente lecturas positivas y otros, positiva y negativa; por
tanto, es importante observar hacia que lado se mueve la aguja para no leer erróneamente.

Figura 32. Indicador de lectura positivas
Figura 33 Indicador con lectura positiva y negativa.
El indicador de la figura 32 esta marcando +80 centésima, siempre y cuando haya partido
de 0 hacia la derecha y haya llegado a +80, pero si partió de 0 hacia la izquierda, asta
mercando -20 centésimas.
El indicador de la figura 33 está marcando +40 centésimas, siempre y cuando haya partido
de 0 hacia la derecha y haya llegado a +40, pero si partió de 0 hacia la izquierda está
marcado -60 centésimas.

Es por esto que al comenzar a girar el acople se debe observar hacia donde comienza a
moverse.
Una vez terminadas las lecturas se procede a analizar para saber e que posición se
encuentran los ejes y proceder a hacer las correcciones del caso.
Para mayor claridad vamos a hacer un ejemplo y analizarlo:
Ejemplo: Suponiendo que las lecturas que se obtuvieron son:
Figura 34. Condiciones de ejemplo.
Analizando en el caso radial las lecturas opuestas vemos que arriba es 0.00 y abajo +0.30,
lo cual significa que el eje del motor se encuentra más abajo que el de la máquina. Para
saber cuanto se encuentra más abajo se calcula el valor absoluto entre estas dos cantidades,
o sea: la diferencia entre 0.00 y 0.30 es 0.30. Esta cantidad es el desalineamiento total
diametral o sea que el eje del motor está 0.30/2 o sea 0.15 más abajo, lo que quiere decir
que hay que calzar con lainas de 0.15.

Analizando tambien radialmente las lecturas horizontalmente vemos que la diferencia
absoluta entre +0.02 y +0.26 es 0.24 (al diámetro), o sea que el motor se halla 0.24/2 =
0.12, desplazado hacia la derecha lo que quiere decir que debemos mover el motor esa
cantidad (0.12) hacia la izquierda.
Del análisis anterior se puede apreciar que es bastante sencillo concluir que es lo que se
debe hacer para llevar el motor a su posición.
Resumiendo de la manera más elemental, el análisis se hace así:
se comparan las cantidades opuestas y se mueve el motor hacia la cantidad menor, una
distancia igual a la mitad de la diferencia entre las dos lecturas.
Haciendo ahora el análisis para el axial de forma similar al radial, se concluye:
La lectura arriba es 0.00 y abajo +0.02, o sea que los acoples se hallan abiertos en la parte
superior una diferencia que es la mitad de la diferencia entre 0.02 y 0.00, o sea 0.01
centésimas.
Concluido el análisis ya tenemos una idea de la posición en que se encuentran los ejes,
entonces procedemos a corregir, teniendo presente que lo que se quiere se llega al punto en
que todas las lecturas den 0.00 o por lo menos no se salgan del rango previsto para ese tipo
de acoplamiento, el cual lo prescribe la gráfica anexa.
Comenzamos por corregir el axial:
La abertura arriba de 0.01 es perfectamente admisible y por tanto, no se necesita ninguna
corrección. La abertura en el plano horizontal se corrige dando unos golpecitos en la parte
de atrás del motor, con el fin de hacerlo cerrar del lado izquierdo.

Ahora corrigiendo el radial: Debemos calzar las cuatro patas del motor con lainas de 0.15 y
empujar todo el motor por parejo 0.12 hacia la izquierda. Una vez hecho esto, se vuelva a
apretar fuertemente los anclajes y se repiten todas las lecturas partiendo de cero.
Es muy probable que en este primer intento no se obtenga una alineación definitiva, pero
con toda seguridad la aproximación será bastante buena, entonces se procederá a hacer las
correcciones tantas veces como sea necesario, hasta que tengamos una lectura de este tipo.
Figura 35. Lecturas definitivas de alineación.
Ahora tenemos los ejes alineados y podemos proceder acoplar para entregar a proceso un
equipo en inmejorables condiciones, con la certeza de que le estamos prolongando la vida
al equipo, estamos asegurando estabilidad de operación y la satisfacción personal de haber
ejecutado un buen trabajo.
2.4.2 Expresiones matemáticas

Figura 36. Especificaciones para alinear usando el método axial radial.
D1 = Diámetro hecho por espiga del indicador.
D2 = Distancia desde el punto de toma de lectura hasta niveladores (primario)
D3 = Distancia desde el punto de toma de lectura hasta niveladores (secundario)
R = Toma radial Girando ambos acoples A = Toma axial
T (arriba) B (abajo)
R (derecha) L (izquierda)
2.4.2.3 Movimiento vertical.
VL = Alturas de niveladores secundarios
VC = Altura de los niveladores primarios

Figura 37. Movimiento vertical.
2.4.2.4 Movimiento horizontal.
HC = Corrida de niveladores primarios.
HL = Corridas de niveladores secundarios.
Figura 38. Movimiento horizontal.

Figura 39. Esquema para obtener expresiones matemáticas.
VB T D
DB T
C
R R
A A=
−− −
( )( )
22
1
VB T D
DB T
L
R R
A A=
−− −
( )( )
23
1
HR L D
DR L
C
R R
A A=
−− −
( )( )
22
1
HR L D
DR L
L
R R
A A=
−− −
( )( )
23
1

2.4.2.5 Programa método axial radial
5 CLS
10 PRINT “ALINEACIÓN IMETALES”
15 PRINT “METODO AXIAL RADIAL”
20 PRINT “LECTURA RADIAL”
25 INPUT “TR”; TR
30 INPUT “RR”; RR
35 INPUT “BR”; BR
40 INPUT “LR”; LR
45 PRINT “LECTURA RADIAL”
50 INPUT “TA”; TA
55 INPUT “RA”; RA
60 INPUT “BA”; BA
65 INPUT “LA”; LA
70 INPUT “DIÁMETRO ECHO POR LA ESPICA DEL INDICADOR (D1)”; D1
75 INPUT “DISTANCIA DESDE TOMA DE LECTURA A LA Nf (D2)”; D2
80 INPUT “DISTANCIA DESDE TOMA DE LECTURA A LA Ff (D3)”; D3
85 VB T D
DB T
C
R R
A A=
−− −
( )( )
22
1
90 VB T D
DB T
L
R R
A A=
−− −
( )( )
23
1
95 HR L D
DR L
C
R R
A A=
−− −
( )( )
22
1

100 HR L D
DR L
L
R R
A A=
−− −
( )( )
23
1
105 PRINT “Vc”; Vc
110 PRINT “VL “; VL
115 PRINT “Hc”; Hc
120 PRINT “HL”; HL
125 END
2.4.3 Método acople fijo móvil
2.4.3.1 Procedimiento de alineación de bombas verticales de acuerdo al API 610
1. Ante todo el motor debe ser ordenado al proveedor con valores de concentricidad de
una milésima de pulgada ( 0.001” ). Esto debe verificarse antes de proceder con la
alineación. Las figuras siguientes muestran como deben montarse los comparadores
mecánicos para realizar estas mediciones.

Figura 40. Montaje del comparador para realizar mediciones en el eje.
Los valores obtenidos al girar el eje deben ser ≤ 0.001” obviamente el eje debe estar
totalmente limpio en la zona de contacto del palpador del comparador.

Figura 41. Montaje del comparador para realizar mediciones en la carcaza.
Los valores de perpendicularidad obtenidos al girar el eje del motor deben ser ≤ 0.001”
obviamente el encaje del motor debe estar totalmente limpio en la zona de contacto del
palpador del comparador.
2. Las bridas del acople deben maquinarse una vez que se hayan tomado las lecturas del
diámetro real del motor y de la bomba. Este paso es mandatorio, así que no puede ser
obviado. Una vez obtenidas estas lecturas se deben mecanizar las bridas con una
tolerancia respecto a los ejes de cinco diez milésima ( 0.0005” ) estos valores deben ser
archivados en la orden de venta, en caso de requerir partes de repuestos. La máxima
desviación permitida entre el diámetro de la brida y el eje es solamente una milésima
de pulgada ( 0.001” ).

3. Verificar la perpendicularidad del eje de bomba, la cual no debe exceder de 0.0005”/1
pie. El acople debe ser pre-ensamblado para verificar la concentricidad del conjunto, la
cual no debe exceder una milésima ( 0.001” ).
Figura 42. Montaje del comparador para medir concentricidad de los acoples.
4. Una vez verificados los puntos 1, 2, y 3 proceder a montar la caja porta sellos en el
cabezal y el motor. No montar aun el sello mecánico y el acople.
5. Fijar la base del comparador al eje del motor y colocar el palpador en la cara del sello,
esto con la finalidad de chequear la perpendicular del eje respecto a la caja de sello. Al
rotar el eje del motor las lecturas no deben exceder una milésima ( 0.001” ) si el valor
resulta mayor se debe colocar unas lainas de alineación entre el motor y el soporte del
motor con el objeto de lograr la perpendicularidad deseada.
Importante : La localización de cada laina debe ser marcada en el soporte del motor, ya
que la bomba será despachada sin esto; de allí la importancia de una correcta
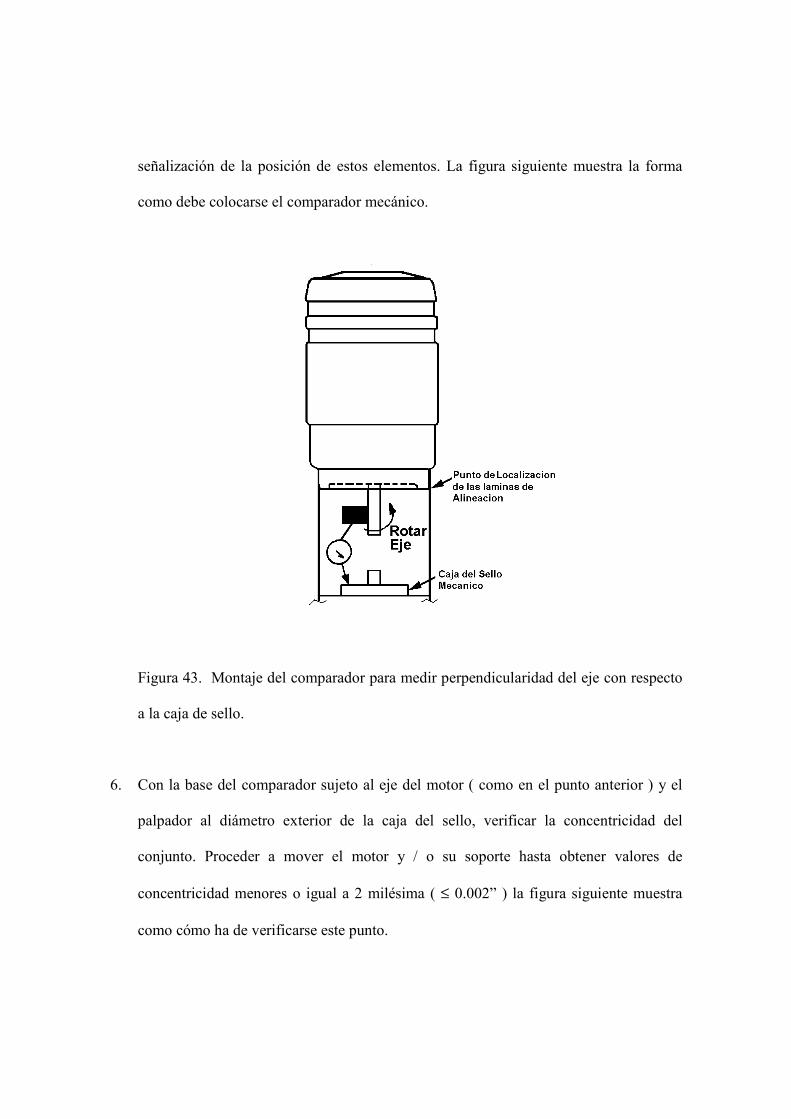
señalización de la posición de estos elementos. La figura siguiente muestra la forma
como debe colocarse el comparador mecánico.
Figura 43. Montaje del comparador para medir perpendicularidad del eje con respecto
a la caja de sello.
6. Con la base del comparador sujeto al eje del motor ( como en el punto anterior ) y el
palpador al diámetro exterior de la caja del sello, verificar la concentricidad del
conjunto. Proceder a mover el motor y / o su soporte hasta obtener valores de
concentricidad menores o igual a 2 milésima ( ≤ 0.002” ) la figura siguiente muestra
como cómo ha de verificarse este punto.
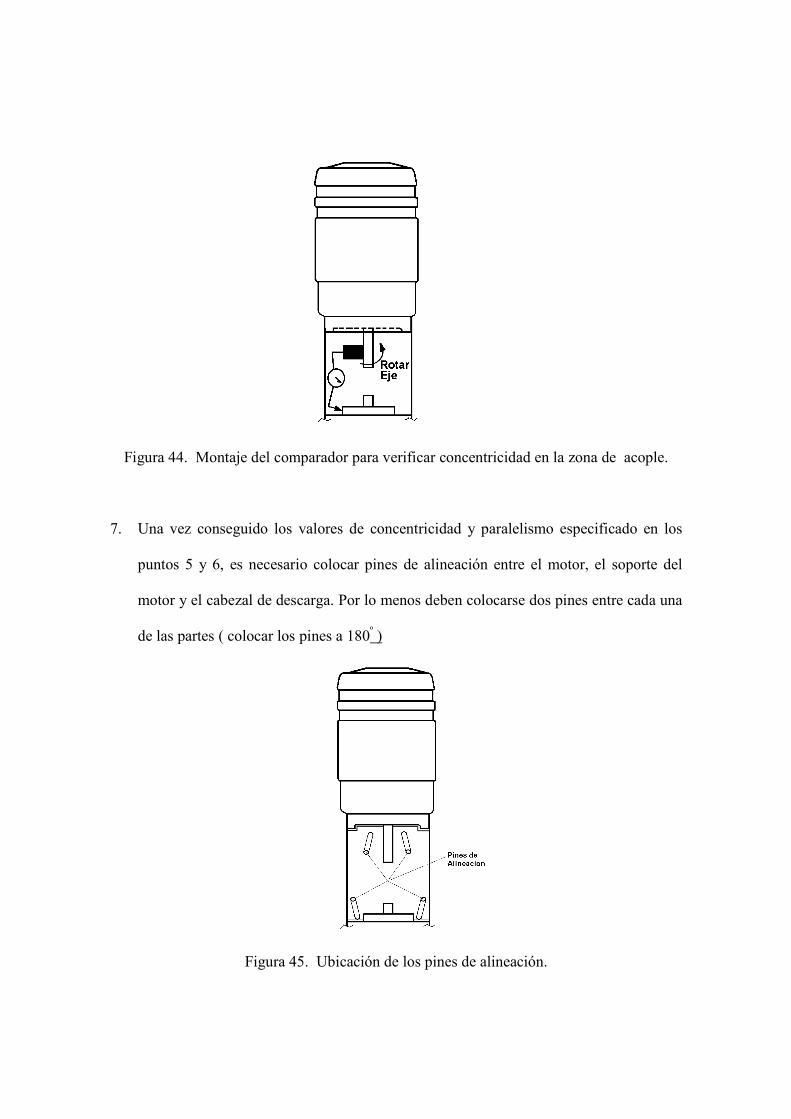
Figura 44. Montaje del comparador para verificar concentricidad en la zona de acople.
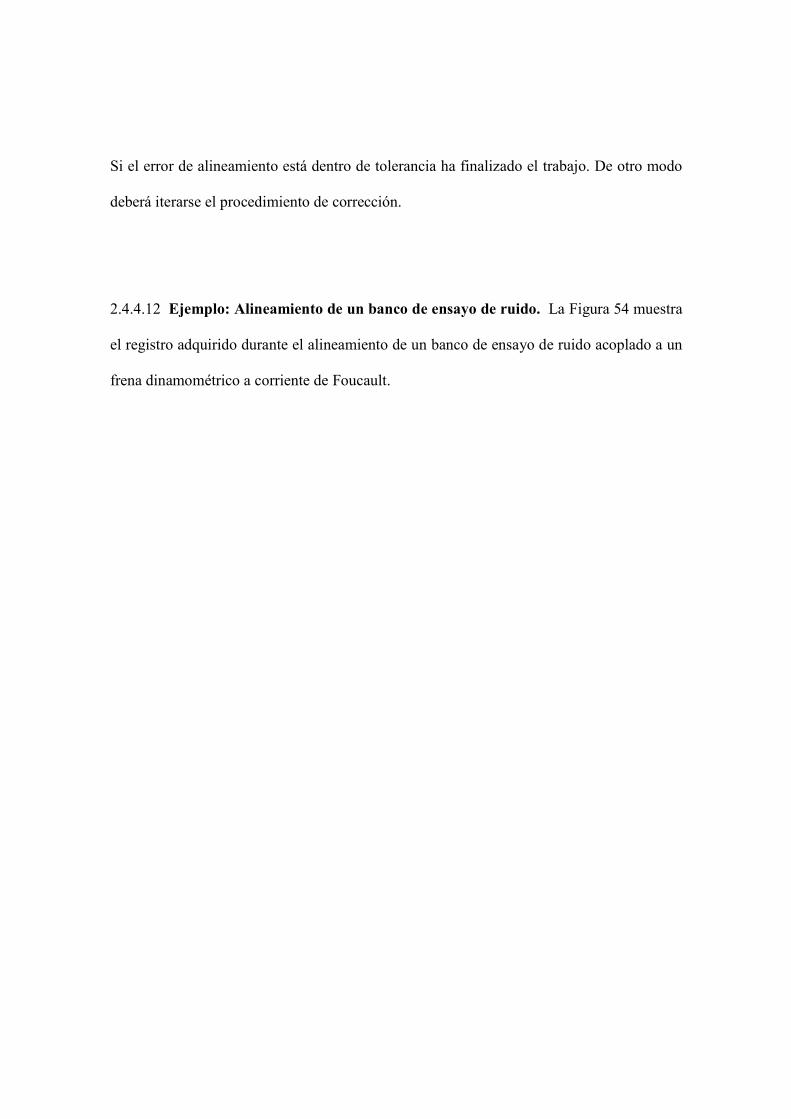
7. Una vez conseguido los valores de concentricidad y paralelismo especificado en los
puntos 5 y 6, es necesario colocar pines de alineación entre el motor, el soporte del
motor y el cabezal de descarga. Por lo menos deben colocarse dos pines entre cada una
de las partes ( colocar los pines a 180º )
Figura 45. Ubicación de los pines de alineación.

8. Ahora proceder a instalar el sello mecánico y el acople colocar la base del comparador
al soporte del motor y la punta del palpador al eje de la bomba en la zona inmediata
superior al sello mecánico. Si la lectura es menor o igual a 2 milésima, la alineación es
satisfactoria. Solo basta realizar una marca permanente entre todas las partes del
acople. En caso de obtener lecturas superiores a 2 milésima, se deben ajustar las partes
del acople, unas con respecto a la otras. Por ejemplo: remover los pernos de la brida
superior y rotar la brida hasta hacer coincidir el agujero siguiente. Reinstalar los pernos
y chequear nuevamente la alineación.
Este procedimiento debe repetirse hasta que se alcance un valor de “ RUNOUT” ≤
0.002”. Posteriormente marcar permanentemente las partes del acople. La figura
siguiente muestra el montaje del comparador.
Figura 46. Montaje del comparador para verificar el resultado de la alineación.
Nota general

Cuando no se especifique este tipo de alineación debe tenerse en cuenta que el máximo
RUNOUT permisible para bombas con sello mecánico es 0.005” y para bombas con
empaque 0.008” tambien es importante destacar que la verificación del RUNOUT del
motor debe ser chequeado por el departamento de control de calidad una vez que se reciban
los motores en planta; para así evitar contratiempo en el momento de la alineación final
2.4.4 Método de rayo láser
2.4.4.1 Alineamiento con láser. El alineamiento con un sistema óptico láser es el método
mas moderno en uso hoy en día. Este método es superior en cada aspecto técnico al
alineamiento utilizando reglas o comparadores de dial. Al ser comparado a los métodos
tradicionales de alineamiento ofrece avances considerables como mayor precisión, menor
tiempo de ejecución, y amplia conveniencia para el operador.
Las ventajas más importantes del alineamiento láser son:
• Precisión de alineamiento 10 veces superior, ya que ofrece una resolución de 1 µm
(=1/1000 mm )
• Los valores medios son adquiridos pulsando una tecla, sin necesidad de lectura, y
registro o ingreso manual de datos.
• La lectura directa del desplazamiento del acople y de los valores de corrección para los
apoyos.
• Montaje simple, en breve tiempo

• No hay barras mecánicas de medida, y por lo tanto no hay desplazamiento por gravedad
(masa ).
• Medida sobre distancia largas (importante con acoplamiento voluminosos y con ejes
intermedios).
Figura 47. Sistema óptico láser para medir el estado de alineamiento.
Sistema óptico láser para medir el estado de alineamiento con
1...Emisor láser con su detector incluido
2...Prisma ( reflector )
3...Sistema de sujeción a cadena.
4...Inclinómetro
2.4.4.2 Principio de medida. El generador láser que se monta en la máquina estacionaria
(“ máquina guía ”) con un sistema autocentrante de fijación a cadena, emite un haz láser

hacia un prisma montado el forma similar en el eje de la máquina a ser alineada. El prisma
refleja el haz hacia el generador donde alcanza un detector de cuadrantes.
Si los ejes están algo desalineado entre si, el haz láser es reflejado y alcanza al detector en
un punto desplazado del centro de sus coordenadas. Ese desplazamiento es medido en
coordenadas X y Y con una resolución de 1 micra. Cuando la distancia entre el generador y
el prisma se incluye en el calculo, la posición geométrica espacial de los ejes puede ser
calculada en función de los desplazamientos según X y Y.
Figura 48. El láser ( 1 ) es reflejado ( 3 ) por el prisma ( 2 ) y alcanza al detector ( 4 ) que
mide los desplazamientos reflejados en los ejes X y Y.
2.4.4.3 Equipo de medida
El equipo para el alineamiento cosiste de:

• El generador láser y el detector.
• El prisma ( reflector ).
• Un dispositivo de fijación autocentrante a cadena para el generador y el prisma
• Uno o dos inclinómetro para mediciones angulares.
• Una interface entre el generador y la instrumentación de medida
• El instrumento de medida.
Figura 49. El sistema de alineamiento láser VIBROLIGN 41 ( arriba ) con el instrumento
de medida de alineamiento. VIBROPORT 41
2.4.4.4 Determinando el error de alineamiento y los valores de corrección
El procedimiento de alineación con un sistema óptico láser se divide en una serie de etapas:

• Montar el generador láser y el prisma.
• Ingresar las dimensiones de la máquina
• Adquirir los valores medios
• Cálculo del desplazamiento del acople y valores de corrección de los apoyos
• Ajuste de la posición de la máquina.
• Verificación de la medidas, y eventual 2da. Corrección
2.4.4.5 Montaje del generador láser y el prisma. Durante el montaje deben seguirse
estrictamente las indicaciones incluidas con el equipo. En la condición ensambladas, la
disposición del conjunto debería resultar similar a la figura.
2.4.4.6 Ingreso de las dimensiones de la máquina. Como lo muestra la Figura 50 deben
ingresarse 5 datos dimensionales para permitir el cálculo de los desplazamiento del acople,
y la corrección en los apoyos, partiendo de los valores medidos adquiridos.

Figura 50. Dimensiones de máquina a ser ingresadas al instrumento de medida:
• L1...Distancia entre el generador y el prisma.
• L2...Distancia entre el generador láser y el apoyo más cercano de la máquina.
• L3...Distancia entre los apoyo de la máquina
• L4...Distancia entre el plano central del acople y el prisma.
• L5...Diámetro del acople
• A...Haz láser de guía para las mediciones
2.4.4.7 Adquisición de los valores medios. Mirando desde la máquina a ser alineada
hacia la estacionaria ( o el generador láser ) los ejes son rotados a las posiciones de reloj 9,

12, 3, y - si fuera posible a la posición 6, en secuencia. En cada posición los valores son
medidos y almacenados en el instrumento.
Es importante que los eje se posicionen precisamente con el inclinómetro.
Figura 51. Adquiriendo los valores medios en la posición de reloj “ 12 ”
Si los ejes sólo pueden ser girados en tres de las cuatro posiciones por causa de
restricciones de espacio, el instrumento de medida calcula los valores faltantes de los
valores adquiridos en las otras tres posiciones.
2.4.4.8 Lectura de desalineamiento del acople. La calidad del alineamiento de la
máquina - como se describa en el capítula “ Tolerancia de Alineamiento” se evalúa por el
desalineamiento del acople.

Para ayudar a decir si una condición de alineamiento requiere ser mejorada, los instrumento
modernos de alineamiento láser calcula el:
• Desalineamiento paralelo, vertical y horizontal; y el
• Desalineamiento angular vertical y horizontal
del acople, partiendo de los valores medidos en los ejes, y tomando en cuenta las
dimensiones de la máquina. Esos valores de desalineamiento no deben exceder las
tolerancias permitidas.
Figura 52. Lectura del desalineamiento de un acople para evaluar la calidad de alineación.
2.4.4.9 Lectura de valores de corrección de apoyos. Si el desalineamiento del acople
está fuera de tolerancia, debe corregirse el alineamiento de la máquina. A ese fin los
instrumentos de alineación proporcionan valores de corrección para cada apoyo indicando
la magnitud y el sentido en que debe moverse la máquina

Figura 53. Lectura de las indicaciones de corrección para cada apoyo de la máquina a ser
movida.
2.4.4.10 Moviendo la máquina. Al proceder a ajustar la posición de la máquina, se
recomienda que el ajuste vertical sea hecho en primer término, y luego se haga el ajuste
horizontal.
2.4.4.11 Medida de verificación, ajuste fino. Cuando se haya completado el ajuste de
posición, el estado de alineamiento obtenido deberá ser avaluado mediante un nuevo ciclo
de medidas, comparado a las tolerancias.
Si el error de alineamiento está dentro de tolerancia ha finalizado el trabajo. De otro modo
deberá iterarse el procedimiento de corrección.
2.4.4.12 Ejemplo: Alineamiento de un banco de ensayo de ruido. La Figura 54 muestra
el registro adquirido durante el alineamiento de un banco de ensayo de ruido acoplado a un
frena dinamométrico a corriente de Foucault.
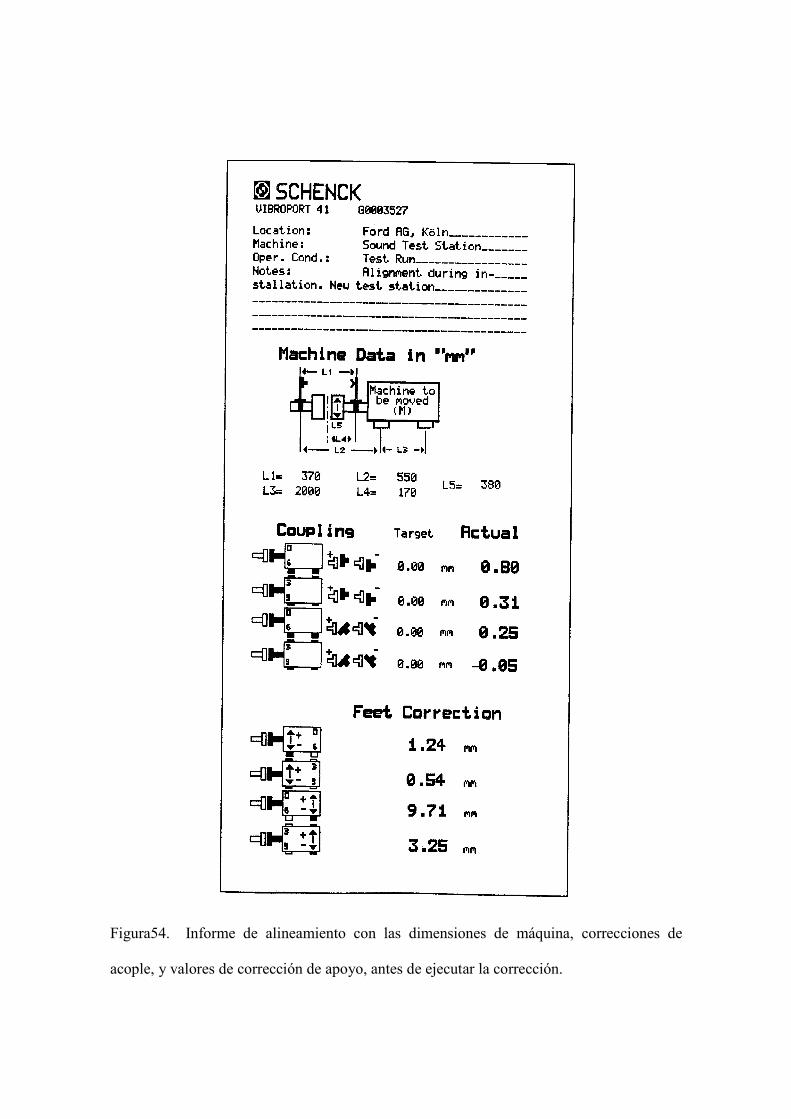
Figura54. Informe de alineamiento con las dimensiones de máquina, correcciones de
acople, y valores de corrección de apoyo, antes de ejecutar la corrección.
2.4.4.13 Alineamiento con valores de compensación. En varias máquina, especialmente
turbomáquinas, el estado de alineamiento puede variar considerablemente entre el modo de
operación y la condición de reposo ensamblada, porque los ejes sufren desplazamientos
diferentes bajo carga.
Por lo tanto para alinear puede ser necesario el prever la compensación de los
desplazamientos bajo carga.
La causa más frecuente de desplazamiento radial en los ejes son la holgura de cojinetes y la
dilatación térmica.
a) Holgura de Cojinetes
En máquinas con cojinetes deslizantes la posición del eje durante la operación puede variar
respecto de la posición de reposo ensamblada como resultado de fuerzas de engranajes,
modificación hidrodinámica de la película de lubricante, y otras influencias. Este
desplazamiento debe ser previsto en el procedimiento de alineación.
b) Dilatación Térmica
Las máquina que deben soportar elevadas cargas térmicas durante su operación, como las
turbinas de vapor, turbinas de gas, etc; cambian su alineamiento considerablemente en
operación, o “ en caliente”. Las causas son expansiones diferentes de los ejes, carcazas, y
elemento de acople dentro de cada máquina en sí misma, pero especialmente entre los
elementos acoplados.

En estos casos la máquina deberá ser alineada inmediatamente a una parada, o mientras aún
se encuentra en condición “ caliente”, o deberá anticiparse las compensaciones a incorporar
en la condición “ fría ” para dar lugar a las dilataciones.
2.4.5 Método de reglillas y galgas. Hemos decidido dejar como inquietud este método y
referirnos a él como un método que existe, pero que no justifica hablar de este por lo
rudimentario en la utilización de instrumentos de medición.
2.4.6 Tolerancias de alineamiento. La pregunta más importante al alinear es “ ¿ Con que
precisión deben ser alineados los ejes de la máquina ? ”.
Ya que al presente aún no hay Normas o Guías de recibos internacional para el
alineamiento, tenemos tres alternativas para dar respuestas a la interrogante:
• La información del fabricante de la máquina o del acoplamiento.
• Información interna de la impresa, basadas en tolerancia proporcionadas por la
experiencia de los operadores de la máquina.
• Recomendaciones de especialista en alineamiento.
En lo posible es preferible usar la información de los fabricantes o la experiencia de la
empresa. Si ninguna de esas alternativas está disponible, la tercera alternativa deberá ser
usada.

Una regla básica es que la máquina acoplada rígidamente deben siempre ser alineadas a la
tolerancia más estricta posible. Para grandes turbomáquinas, p. ej.: turbogeneradores, el
requerimiento mínimo recomendado para los desalineamiento angular y paralelo es de 0.02
y 0.04 mm.
Figura 55. Valores de tolerancia recomendados para el desalineamiento paralelo de acoples
cortos

Figura 56. Valores de tolerancia recomendados para el desalineamiento angular de acople
cortos.
Aquí el desalineamiento angular está definido como la holgura admitida a un diámetro de
acoplamiento de 100 mm.
3.9 MEDIDA Y CORRECCIÓN DEL DESEQUILIBRIO

Se explicará el proceso de medida del desequilibrio y la determinación y ubicación de la
masa de corrección usando el ejemplo de equilibrado en un plano en un ventilador de un
sistema de aire acondicionado. El análisis de frecuencia permitió diagnosticar que hay
desequilibrio, y se equilibrará en su condición operativa ( armado ) durante una parada
regular de trabajo.
3.9.1 Disposición. En la Figura 67, se muestra un esquema de la construcción del
ventilador que tiene una velocidad constante de servicio de n = 2.200 rpm.
Figura 67. Esquema de un ventilador para el equilibrado. El plano de medida “ 1 ” y el
plano de corrección “ A ” están indicado.
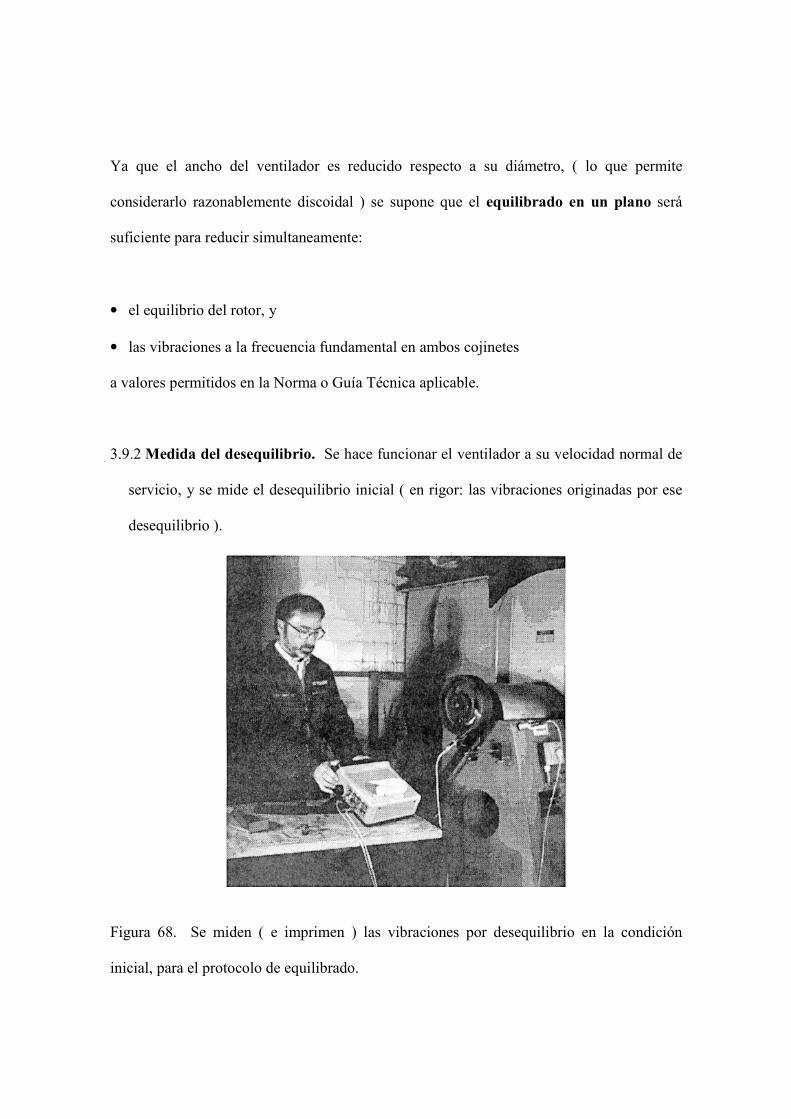
Ya que el ancho del ventilador es reducido respecto a su diámetro, ( lo que permite
considerarlo razonablemente discoidal ) se supone que el equilibrado en un plano será
suficiente para reducir simultaneamente:
• el equilibrio del rotor, y
• las vibraciones a la frecuencia fundamental en ambos cojinetes
a valores permitidos en la Norma o Guía Técnica aplicable.
3.9.2 Medida del desequilibrio. Se hace funcionar el ventilador a su velocidad normal de
servicio, y se mide el desequilibrio inicial ( en rigor: las vibraciones originadas por ese
desequilibrio ).
Figura 68. Se miden ( e imprimen ) las vibraciones por desequilibrio en la condición
inicial, para el protocolo de equilibrado.

3.9.3 Agregando una masa de prueba. Se apaga el ventilador. Se agrega una masa de
prueba en la posición angular considerada 0o. Se hace funcionar nuevamente el ventilador y
se obtiene los nuevos valores de vibración por desequilibrio.
Figura 69. Debido al agregado de la masa de prueba la vibración por desequilibrio de 7,8
mm/s a 50º ha cambiado para 6,6 mm / s en una posición angular de 160º.
3.9.4 Cálculo de la masa de corrección. La masa de corrección se determina
generalmente por cómputo de microprocesador integrado en el instrumento de equilibrado.

De ese modo
• la masa, y
• la posición angular
son calculada automáticamente. El resultado correspondiente para el ejemplo del ventilador
se muestra en el informe impreso en la figura 70.
Figura 70. El nuevo peso del protocolo de equilibrio muestra la masa y ángulo de fase
calculados para el peso de corrección.
3.9.5 Corrección del desequilibrio. La masa de corrección determinada se suelda al disco
del impulsor del ventilador. Tanto en la medida y posicionamiento del peso de prueba como
en los de peso de corrección debe operarse con mucho cuidado. La precisión del
equilibrado depende en buena medida de un esmerado pesaje y posicionamiento de ambos
pesos.

3.9.6 Control del desequilibrio residual. El acierto dela corrección del desequilibrio se
verifica con una nueva medida ( de control ). El instrumento de desequilibrio la mide una
vez más, e indica ( o imprime ) el valor y fase del desequilibrio resultante, y muestra
vectorialmente el efecto obtenido por el peso de corrección agregado.
A la vez la lectura sugiere una masa y ángulo de fase que mejorarían el resultado, en caso
de ser agregado al actualmente instalado.
Figura 71. Parte final del protocolo de equilibrado. La vibración inicial por desequilibrio
de 7,8 mm / s a 50º ha sido reducida a 0,62 mm / s en 334º por un peso de corrección. Sería
posible mejorar aún mas ese estado agregando la corrección indicada de 2,1 g en la
posición 315º.

Ese complemento de corrección puede ser ejecutado tantas veces como se entienda
necesario, aunque como regla sólo se requiere uno o dos. Bajo circunstancias normales en
el equilibrio en un plano, en un paso de corrección se obtienen reducciones de desequilibrio
del orden de 7:1 hasta 20:1.
Figura 72. Luego de finalizar un trabajo de equilibrado, puede imprimirse un protocolo
(informe ) paso a paso, expresado en forma digital o como una serie de gráficos.
3.9.7 Tolerancia de equilibrado. Al equilibrar, el objetivo no es alcanzar “ un rotor
perfectamente equilibrado ”, sino alcanzar y mantener una tolerancia de equilibrado basada
en lo técnicamente admisible en forma económica.
Hay dos método para evaluar la calidad de equilibrado, y responder a la pregunta de la
tolerancia conveniente.

• Evaluar la calidad de equilibrado
• Evaluar las vibraciones mecánicas
3.9.8 Evaluación de la calidad de equilibrado. En la Guía VDI 2060 “ Evaluation
standards for the balance quality of rotating rigid bodies ” y en la norma ISO 1940 ( basada
en la VDI 2060 ) “ Balance quality requirements of rigid rotor ”, el desequilibrio residual
admisible de un rotor se define en función de su máxima velocidad de servicio.
Con este fin, la mayoría de los tipos de rotores actuales están clasificados en grupos, y se
les asignan “ pasos ” de calidad de equilibrado. La clasificación formula recomendaciones
basadas en experiencia probada en la práctica. Si se mantienen los valores allí
recomendados, es dable esperar el funcionamiento suave de la máquina.
En ambos documentos los valores límites están dados en la formula del desequilibrio
residual admisible respecto de la masa del rotor
eper = Uper
m
en unidades g mm / kg o en µm. El valor eper corresponde a la excentricidad del centro de
gravedad cuando el desequilibrio residual es estático.

Figura 73. Desequilibrio residual admisible dependiendo de la máxima velocidad en
servicio para varias calidades de equilibrado.

3.9.9 Evaluación de vibración mecánicas. El segundo método evalúa el estado de la
máquina como un todo, y con ello de todas sus partes móviles, no sólo el desequilibrio
residual del rotor. Como indicador del estado de la máquina, las vibraciones mecánicas son
descrita sea midiendo
• la vibración absoluta de cojinete en la superficie de la máquina, o
• la vibración relativa del eje del rotor.
Los métodos de medida, las variables medidas, y los patrones de evaluación para este
método fueron sugeridos por ISO 2372.
3.9.10 Procedimiento de equilibrado en dos planos. El procedimiento de equilibrado en
dos planos es una extensión del método para un plano. Los preparativos son idénticos, y las
medidas son tomadas en dos planos en lugar de en uno. Además se cumplen dos corridas de
prueba con medidas en ambos planos en cada caso. Durante la primer corrida el peso de
prueba se ubica en le plano A, y durante la segunda en le plano B,

Figura 74. El protocolo de equilibrado muestra el efecto en las vibraciones por el
desequilibrio en ambos planos de medida debido a la masa de prueba agregada en el plano
A.

Los resultados del cálculo ( como los entrega un instrumento moderno ) se muestra en el
ejemplo de la figura 74.
Figura 75. paso del protocolo de equilibrado mostrando los valores y ángulos de la fase de
las masas de corrección para ambos planos de corrección.
3.9.11 Tolerancias de equilibrado. Para el equilibrado en dos planos pueden usarse las
mismas medidas de evaluación de la tolerancia de equilibrado informada en el capítulo 3.8.
Debe notarse que cuando se evalúa la calidad de equilibrado según VDI 2060 o ISO 1940,
el desequilibrio residual admisible Uper debe dividirse básicamente por mitades para
ambos planos de corrección i. e.
UperA = UperB = Uper 2
Dependiendo de la geometría del rotor hay reglas mas detalladas para la distribución exacta
del desequilibrio residual.

La evaluación de las vibraciones mecánicas siguiendo a VDI 2056 o a ISO 2372 es
idéntica para rotores equilibrados en uno o en dos planos.
3.9.12 Método de las tres corridas. El desequilibrio debe ser la causa principal de
vibración aunque se pueden verificar otras causales de vibración tales cuales como
desalineamiento de acoples o apoyo, deflexiones de arboles, apoyos con mal material
antifricción, engranes malos, solturas mecánicas etc.
El medidor de vibración (308) debe estar fijo, la manecilla del medidor no debe fluctuar o
tender lentamente a bajar o a subir la escala mas del 10% de la escala total.
La frecuencia dominante de vibración debe ser la misma que las RPM de las parte ha hacer
balanceada.
Si las tres condiciones anteriores se cumplen emplee el siguiente procedimiento en el sitio.
1. Con el captador, estudiar la parte a balancear en un punto de máxima amplitud.
2. Ajustar el captador a al punto de máxima amplitud, (Si el captador esta agarrado a mano
hacer un dispositivo seguro para mantener la misma presión y dirección sobre el punto
de máxima amplitud.
3. Medir y registrar el desequilibrio original de vibración, llamamos a esta “O”.
4. Escoger un peso prueba, cuidadosamente pesar y registrarlo como (TW).
5. Agregar el peso de prueba en cualquier sitio de la parte a balancear, y poner a girar la
maquina, medir y registrar esta vibración como (T1).

6. Mover el peso prueba 180 de su sitio y con el mismo radio, girar la maquina, medir y
registrar esta vibración como (T2).
7. Con los datos anteriores podemos de determinar el valor del peso y la posición angular
necesaria para balancear la pieza, empleando una hoja, una regla, un transportador y
compás.
8. Empleando una escala, trazar un circulo con un radio igual al desequilibrio original, el
radio representa el vector de desequilibrio original en Mils., entonces trazar una línea
vertical a través del centro del circulo el punto superior donde intercepte el circulo
llamarlo A y el punto inferior B, ver figura 76, paso A.
9. Usando la misma escala trazar un arco con un radio igual a la vibración T1, el centro del
arco es el punto A, ver figura 76 paso B.
10. Usando la misma escala trazar un arco con un radio igual a la vibración T2, el centro
del arco es el punto B, ver figura 76, paso C. Nota: Estos arcos T1 y T2 se interceptan en
dos puntos.
11. Trazar una línea desde el centro del circulo a una de las intersecciones de los dos arcos,
usando la misma escala medir la longitud de esta línea en Mils, llamamos a este valor R,
ver figura 76, paso D.
12. Para determinar el peso correcto para balancear la pieza, multiplicar el desequilibrio
original o por el peso de prueba TW y dividir por la resultante R.
O * TW Peso de Balance = R
13. Para determinar la localización angular a el peso de balance, medir con un transportador
el ángulo entre la línea AB y línea R, llamamos a este ángulo M, ver figura 76 paso E.

14. Correr el peso de prueba desde la posición T1 un ángulo M en cualquier dirección,
luego medir la vibración. Si la vibración obtenida no es satisfactoria entonces correr el
peso de prueba en dirección contraria.
Figura 76. Pasos del método de las tres corridas.

2. LA FUNCIÓN UTILITY DEL ULTRA SPEC 8000
Cuando el ultra spec 8000 es encendido, lo primero que observamos en la pantalla es lo que
se muestra en la figura 3.
figura 3 Pantalla inicial.
Presionando la tecla utility tendremos acceso a un menú de opciones, ver figura 4.
figura 4 Pantalla de la función utility
Este menú contiene cuatro funciones, cada una es descrita en detalle en las siguientes
secciones.
* Select Aplicación.
* Communications.
• System Setup.
* Battery Test.
2.1. SELECT APPLICATION.

A través de esta opción, usted puede definir la aplicación a usar, ya sea para alineación o
para balanceo.
Figura 5. Pantalla de la opción select application
2.2. COMUNICACIÓN.
Esta función es utilizada para establecer la comunicación con el computador, proporciona
caracteres útiles para controlar la comunicación del analizador con una fuente externa.
Figura 6. Menú de la función comunications.
2.2.1. Host PC Load / Dump.
La función load es usada para transferir uno o mas trabajos desde el computador al
analizador.
La función dump es usada para transferir un trabajo almacenado en el analizador al
computador.

2.2.2. Communications Setup.
Este menú es empleado para configurar la comunicación del analizador.
Figura 7. Pantalla de la opción communications setup
2.2.2.1. Stop Bites.
En esta se tiene la posibilidad de colocar uno o dos bites.
2.2.2.2. Timeout.
Podemos programar el analizador desde 0 hasta 99.9 segundos en los cuales el analizador
podría esperar respuesta del computador hasta abortar la comunicación.
2.2.2.3. Retries.
Con esta opción especificamos el tiempo que espera el analizador para establecer
comunicación con el computador, sino es abortado.
2.2.3. Set Modem Command.
Mediante este menú, podemos tener comunicación telefónica con la interface.

2.2.4. Modem Conect.
Transfiere la línea del modem command al modem.
2.3. System Setup.
Mediante este menu podemos definir algunos parámetros de control del analizador.
2.3.1. Units.
Mediante esta opción, definimos el sistema de unidades que queramos emplear, ya sea
ingles o métrico.
2.3.2. Date and Time .
Mediante esta opción podemos colocar dia, mes, año, hora, minutos, y segundos al
analizador.
2.3.3. Operationals Params.
Este menú de parámetros operacionales son usados con ciertos caracteres en el analizador,
tales como: Key beeper, auto poweroof, contrast, print type.
2.3.4. Load Firmeware.
Este es empleado para cargar por primera vez el software, ya sea de alineación o de
balanceo.
2.4. BATTERY TEST.
Sirve para mirar cuanta carga tiene las baterías dadas en porcentajes. El tiempo de carga de
las baterías es de 14 a 16 horas y tiene una duración de 10 horas de trabajo continuo.

3. PROCEDIMIENTO GENERAL PARA BALANCEO.
Los puntos básicos para trabajar un balanceo son:
3.1. DEFINICIÓN DEL TRABAJO A BALANCEAR.
* describir el trabajo- Numero del trabajo - Descripción de la maquina.
* Identificar los planos de peso.
* Identificar los planos de medidas.
* Identificar los puntos de medidas.
* Proporcionar el numero de velocidades.
* Proporcionar que tipo de sensores se empleara.
3.2. ADQUIRIR LOS DATOS DE LAS CONDICIONES INICIALES.
Esto se logra haciendo una corrida y midiendo en cada punto.
3.3. ADQUIRIR LOS DATOS DE LA CORRIDA DE PRUEBA.
* Adicionar un peso de prueba en un plano de peso del rotor.
* Tomar los datos de cada punto de medida.
* Repetir para cada plano de peso.
3.3. ADQUIRIR LOS DATOS DE LA CORRIDA DE PRUEBA.
* Adicionar un peso de prueba en un plano de peso del rotor.
* Tomar los datos de cada punto de medida.
* Repetir para cada plano de peso.
3.4. CALCULAR EL PESO DE CORRECCIÓN NECESARIA.
3.5. ESCOGER ENTRE ADICIONAR UN PESO DE PRUEBA O REMOVER UN
PESO DEL ROTOR.
3.6. CHEQUIAR LOS RESULTADOS.
3.7. CALCULAR LA CORRECCIÓN AJUSTADA.
3.8. APLICAR O REMOVER EL PESO DE CORRECCIÓN AJUSTADO.
3.9. REPETIR CUANTO SEA NECESARIO EL CHEQUEO.
4. MENÚ PRINCIPAL.
Cuando entramos el menú principal, se observa en pantalla la figura 8.

figura 8 Menú principal.
4.1. DEFINICIÓN DEL TRABAJO.
Una completa definición del trabajo incluye numero, descripción de la maquina, estación,
opción de balanceo, opción de tacometro, planos de peso, tipos de sensores y descripción
de los puntos de medición.
4.2. TOMAR MEDIDAS.
Una vez finalizada la definición del trabajo, el programa retorna al menú principal y la
opción definición del trabajo, presenta una X al frente. Una vez iluminada la opción de
Make measurements pulsar la tecla enter, lo cual nos muestra la siguiente pantalla.
Figura 9. definición del trabajo.

Figura 10. Pantalla de la definición del trabajo a balancear.
Figura 11. Pantalla de la definición del tacometro.
Figura 12. Pantalla de la definición de los censores.
4.2.1 Runout Data.
Mediante esta opción, chequeamos cada punto de medida con respecto a la condición de 1 *
RPM es <= 50%.

4.2.2. Reference Run.
Mediante estas tomamos la condición inicial del rotor.
4.2.3. Trial Run.
Esta depende de la cantidad de planos de pesos, según sea la cantidad de planos de pesos
igual es el numero de trial run.
Antes de hacer la corrida de prueba, se podría calcular el peso de prueba en la función
options, esto será definido mas adelante.
Entonces colocamos el peso de prueba y colocamos las medidas.
5. CORRECTION WEIGHTS.
Una vez entremos en esta opción, el analizador nos presenta en la pantalla.
Figura 13. Adicionar el peso de corrección y remover el peso de prueba.
El peso de corrección y el ángulo al cual debemos colocarlo, esto para cada plano.

6. TOLERANCE CHECK / TRIM.
Una vez corregido el peso, se pueden chequear los resultados deacuerdo a las tolerancias
permisibles.
Nota.
Es de aclarar que este es un resumen a grosso modo del funcionamiento del equipo ultra
spec 8000, cualquier información adicional puede consultarse en el manual original de
funcionamiento.
Anexo B MANUAL DE MANTENIMIENTO Dedicaremos éste manual al engrase y conservación de la maquina balanceadora.
Cabezal: En primer lugar se procede a llenar de aceite ( cuya calidad recomendaremos al
final ) y para eso se suelta el tapón ( 1 ) por donde se vierte el aceite hasta 1/3 del nivel ( 2
). El visor ( 3 ) permite controlar el funcionamiento de la bomba de engrase, que suministra
abundante aceite al cabezal a través de un colector de distribución y una red de tubos de
cobre. El vaciado se realiza por el tapón ( 4 ) de drenaje. Se recomienda renovar el aceite
cada 6 meses o antes, si fuese necesario.

Girar la manilla ( 5 ) del purificador de aceite, situada en la parte superior del cabezal, cada
semana, y cada seis meses extraer las impurezas depositadas, soltando el tapón inferior.
Caja de avances y roscar: Se llena de aceite por el orificio ( 6 ) y el nivel se aprecia por el
visor ( 23 ) . Llenar hasta 1/3 de la altura del visor . Una bomba de pistón eleva el aceite a
un distribuidor . El funcionamiento de la bomba se controla por el visor ( 24 ) y el vaciado
del aceite se realiza por el tapón ( 22 ) .
Delantal: El engrase del delantal esta asegurado por una bomba de pistón que se llena por el
tapón ( 7 ).
Soporte de barras: El engrase del apoyo del husillo de roscar., se realiza por el engrasador
de bolas ( 19 ) , y el de la barra de cilindrar por el ( 20 ) .
Soporte de palanca: El soporte de la palanca de puesta en marcha situada en el delantal, se
engrasa por ( 21 ).
Calidad de aceite recomendable para éste equipo: Viscosidad SAE 20 a 50 grados
centígrados .

5. CONSTRUCCIÓN DEL BANCO DE PRUEBAS
5.1 DESCRIPCIÓN DEL BANCO
Para la construcción del banco de prueba se tuvo en cuenta los fundamentos básicos de la
alineación y balanceo.
De la alineación; que mínimo debemos tener dos maquinas donde una de ellas es la
maquina fija y la otra es la maquina móvil ó a la que le vamos hacer los movimientos
teniendo en cuenta los grados de libertad, anteriormente descrito
Entonces nuestro banco de prueba lo constituye una bomba hidráulica (Hidromac de serie
#935322) esto es una bomba de piñones la cual fue seleccionada caprichosamente ya que
esta no realizara su función, porque este tema no es del interés en nuestro trabajo de grado.
Simplemente la tomamos de referencia como la maquina fija en nuestro banco.
Seguidamente encontramos un eje, el cual estará soportado por un par de chumaceras y a la
vez este soportara en su parte central una volanta de 6” de diámetro convirtiendose así en
nuestra segunda maquina a alinear en nuestro tren de 3 maquinas.
Por ultimo se encuentra la maquina motriz o generadora del movimiento. Esta es un motor
(Mez Mohelnice No 5077221). El cual tiene una potencia de 0.5 HP y gira a unas 1.370
revoluciones por minuto. Cada una de las maquinas descritas anteriormente forman el
conjunto de alineación.

Para realizar nuestra prueba de balanceo emplearemos la maquina descrita como “la
segunda maquina”, la cual esta constituida por dos chumaceras 505 INA marca SKF, un eje
escalonado y una volanta de 6” de diámetro, a la cual se le realizaron 42 agujeros donde 20
de ellos Se encuentran a un radio de 2” y 22 a 4”, estas perforaciones se realizaron para
poder descompensar la masa mediante el uso de pequeños tornillos que colocados al azar
podemos crear una descompensación en dicho volante, y una vez realizada la
compensación, cumplir entonces con nuestro segundo objetivo que seria encontrar la masa
y localización para disminuir el desbalanceo de nuestro rotor.
Este conjunto de maquinas y piezas se encuentran anclado sobre una base las cuales están
atornilladas a un banco.
El banco en referencia es formado por dos zona, una llamada zona de maquinas en la cual
encontramos anclado el motor, bomba, chumaceras y otra área llamada zona de
instrumentos que a su vez se subdivide en dos zonas más, una por los instrumentos
empleados en la alineación y la otra para los empleados en el balanceo.
5.2 FORMA DE MANEJO DEL BANCO
5.2.1 Para alinear. Una vez desacopladas las maquinas procedemos a una pre-alimeación
que consiste en colocar los ejes los más aproximadamente posible mediante el método
descrito como galgas-regillas.
Colocar los comparadores de carátulas en su sitio, dependiendo del método a emplease ya
sea el método axial-radial ó el método del indicador invertido, porque los otros métodos no
se podrán emplear, ya que el del rayo láser no contamos con este equipo y el del acople
fijo-móvil solo se emplea en balanceo verticales.
Una forma de controlar ó chequear el alineamiento es llevando el control de las vibraciones
mediante el empleo del IRD 308. Estas lecturas se realizarán en los soportes de las
maquinas involucradas. Otra forma es proponer con anticipación las tolerancias permisible
en las lecturas de los comparadores
5.2.2 Para Balancear. Luego de realizarse todos los movimientos y estar seguro de la
alineación procedemos a descompensar la volanta mediante el empleo de tornillos al azar.
Para comprobar la descompensación empleamos el IRD 308 mediante el nivel de vibración
en los soporte del eje, o sea en las chumaceras, luego entonces utilizando el método de las
tres corridas podemos cumplir con nuestro objetivo, una vez colocado el punto pesado
procedemos a determinar su peso y definimos el radio a el cual queremos que éste actúe.
El paso siguiente es utilizar la balanza y encontrar un tornillo cuyo peso sea lo bastante
aproximado a el peso de compensación y por ultimo medir las vibraciones las cuales
debieron haber disminuido sustancialmente.

6. CONCLUSIONES Después de haber investigado, estudiado y aplicado los temas de alineación de maquinas y
balanceo dinámico, decidimos optar por un banco de alineación didáctico con instrumentos
de medición analógicos con lo que, primero, se aprendió y se entendió el uso de estos,
segundo, se captó la esencia de los métodos y tercero, se aprendió a obtener analíticamente
la información correctiva.
Este banco se construyó con el fin de visualizar ambos efectos, tanto el de desalineación
como el de desbalanceo. Para esto colocamos en la línea de transmisión de potencia dos
chumaceras y entre éstas un volante con disposición de masa móvil, con lo que se notó los
diferentes niveles de vibración . Además las bases de nuestro motor que representa nuestra
máquina móvil, se le hicieron en sus patas holguras para ubicarlo en diferentes posiciones
horizontales y verticales, con lo que apreciamos los tipos de desalineación y sus respectivos
efectos.
Ahora con relación a la adecuación del torno como maquina balanceadora, se diseñaron y
seleccionaron las piezas y dispositivos para lograr dicho propósito. A las lunetas en su
diseño se le seleccionaron rodamientos para los puntos de contacto debido a que estos giran
con el eje, con lo que se generó niveles de vibración en la maquina mucho mas bajo que si
se hubiese utilizado en los puntales inclusiones de babbit, debido al rozamiento entre estos
y el eje girando.

Como la transmisión de movimiento en el torno se hace a través de su copa, y nosotros la
quitamos para eliminar efectos vibratorios debido a su inercia por peso y geometría,
entonces, se seleccionó una serie de ejes acoplados al husillo dependiendo del diámetro de
la pieza que se va a balancear, por lo cual no se incluyó el diseño de éstos en el trabajo. Con
ésta sustitución se redujo en gran cantidad los niveles de vibración de la maquina, y por lo
tanto se hizo mas efectivo, rápido y confiable los métodos de balanceo.
A pesar de conocer y saber aplicar los métodos analíticos de balanceo con la ayuda del
medidor de niveles de vibración IRD 308, se optó por utilizar el dispositivo ULTRA SPEC
8000 que no solo redujo el tiempo de operación, sino que nos garantiza un análisis exacto
de las frecuencias de vibraciones, con lo que se identifican los puntos pesados de una
manera mas exacta y se calcula la masa para compensarlos confiablemente.
Con la adecuación del torno, la capacidad de ésta clase de trabajo ha aumentado en la
empresa IMETALES quien es la propietaria del equipo.

BIBLIOGRAFIA BEUTH. Mechanical vibration of machines with operating speeds from 10 to 200 rev/s. Berlin. 260p.
________ Mechanical balance quality requirements of rigid rotors part 1: Determination of permissible residual unbalance. Berlin. 315p.
BENGOECHEA, Domingo. Instrucciones de empleo y entretenimiento del torno. España. 152p.
CASILLAS, Maquinas - cálculos de taller. Madrid: Maquinas 1975. 196p.
FAIRES, Virgil. Diseño de elementos de maquinas. Monterrey California 1970. 274p.
GERE, Timoshenko. Mecánica de materiales. Estados unidos 1984. 69p.
GIECK, Kurt. Manual de fórmulas técnicas. México: Representaciones y servicios de ingenieria 1977. 127p.
MECHANALYSIS. Operation and maintenance instruction manual for IRD mechanalysis vibration - sound level meter model 308. New york 1973. 224p.
NIÑO, Jesús. Manual practico sobre alineamiento de maquinaria. Colombia 1988. 155p.
___________ Control de vibraciones, choque y ruido. Colombia 1990. 103p.
RICCARDI, Vicente. Alineamiento de equipo rotatorio. Colombia 1977. 312p.
SCHENCK. Diagnostico de maquinas, equilibrado en sitio y alineamiento de ejes. New york 1995. 244p.
SCHNEIDER. Balancing techniques. Gmbh 1989. 232p.
SPEC. Operation instruction manual. For dynamic balance analyzer ultra spec 8000 New york 1997. 186p.





150
Anexo A ANALIZADOR DE VIBRACIONES ULTRA SPEC 8000
1. OPERACIONES BÁSICAS.
Muchas de las informaciones características y descripciones suministradas en este
capitulo,son propias del ultra spec 8000.
Este tiene dos tipos de software que pueden ser empleados :
Firmware : Este controla las funciones básicas del instrumento.
Aplication : Este proporciona las funciones especificas para las operaciones de alineación y
balanceo.
1.1. PANEL TRASERO DEL ULTRA SPEC 8000.
Cuando se observa el analizador por la parte de atrás,podemos mirar lo que nos muestra la
figura 1.
Figura 1. Panel trasero del ultra spec.8000.
1.1.1. RS 232.

151
Esta proporciona la entrada de datos o establece la comunicación entre el computador y el
ultra spec 8000.
Permite la entrada de cuatro señales.
1.1.2. Toma de energía / Salida de potencia.
Mediante este realizamos la toma de energía, además proporciona la potencia del
fototacometro 404.
1.1.3. Entrada de señal al fototacometro.
Esta conexión se emplea para conectar el cable del generador de pulso.
1.2. Panel frontal del ultra spec 8000.
El tema siguiente es una breve descripción de las funciones del teclado localizado en el
panel frontal, estas son descritas en las siguientes secciones.
Figura 2. Panel frontal del ultra spec 8000.
1.2.1. On / Off.
Presione esta tecla para prender y apagar la unidad.

152
1.2.2. Led.
El panel frontal esta provisto de un led, el cual se prende una vez que se utiliza el teclado.
1.2.3. Alt key.
Esta tecla nos permite utilizar las teclas de funciones amarillas, las cuales son:
Screen, home, end e insert.
Estas teclas permanecen activas durante cinco segundos y durante este tiempo el led esta
prendido.
1.2.4. Tecla de función utility.
Mediante esta tecla podemos seleccionar cuatro funciones, estas son:
Select application, communications, system setup y battery test. Luego entonces la función
de la tecla utility depende de la selección que realicemos.
1.2.5. Optins.
Esta tecla nos permite almacenar, llamar y borrar trabajos.
1.2.6. Screen / print.
Esta es una tecla de propósito dual, usted puede:
* Imprimir un reporte de trabajo
* Cuando se emplea con la tecla alt, usted puede imprimir un pantallazo normal.
1.2.7. Notes.

153
La tecla notes se usa para tener acceso a las notas ya definidas y presionando Alt junto con
notes, usted puede crear una nueva nota.
1.2.8. Help.
Esta es usada para obtener ayuda mediante mensajes en la pantalla.
1.3. Teclas de control.
1.3.1. Enter.
* Acepta la selección del menu que este en pantalla.
* Usted retorna las aplicaciones activas en el menu principal.
1.3.2. Up / down arrow.
* Mover el cursor a través del menu seleccionado
* Expande y contrae la escala de las gráficas.
1.3.3. Main.
Usted puede retornar al menu principal.
1.3.4. Left / right arrow.
Presionando esta tecla, podemos mover el cursor un espacio ya sea hacia la izquierda o
hacia la derecha.
1.3.5. Home / black.
* La función home no es usada en esta aplicación.

154
* La función black permite observar la pantalla anterior.
1.3.6. End / page.
Avanza a la nueva pagina, en el menú que contenga mas de una pagina
1.3.7. Insert / delete.
* Borra caracteres alfanumericos.
* Presionando alt nos permite insertar un caracter alfanumérico.
1.3.8. Clear.
Limpia los caracteres alfanuméricos.
1.3.9. Space.
Inserta un espacio en el texto.