Diseño de un Proceso de Fundicion con Mazarota
9
Artículo Científico / Scientific Paper DISEÑO DE UN PROCESO DE FUNDICION CON MAZAROTA Jorge Brito 1 , Jose Castro 2 , Javier Lozano 3 , Jonathan Ordoñez 4 Resumen Abstract Proceso de producción de piezas metálicas a través del vertido de metal fundido sobre un molde, por lo general hecho de arena. El principio de fundición es simple: se funde el metal, se vacía en un molde y se deja enfriar, existen todavía muchos factores y variables que se deben considerar para lograr una operación exitosa de fundición. La fundición es un antiguo arte que todavía se emplea en la actualidad, aunque ha sido sustituido en cierta medida por otros métodos como el fundido a presión. Palabras Clave: Fundición, molde, arena, pieza, solidificación, mazarota. Process for production of metal by pouring molten metal onto a mold parts, usually made of sand. The top casting is simple: the metal is melted, poured into a mold and allowed to cool, there are still many factors and variables to consider for successful smelting operation. The casting is an ancient art that is still used today, but has been replaced to some extent by other methods such as diecast Keywords: 1 2 3 Estudiante de Ingeniería Industrial de la Universidad Politécnica Salesiana. [email protected] 4 1
Transcript of Diseño de un Proceso de Fundicion con Mazarota
Artículo Científico / Scientific Paper
DISEÑO DE UN PROCESO DE FUNDICION CON MAZAROTAJorge Brito1, Jose Castro2, Javier Lozano3, Jonathan Ordoñez4
Resumen AbstractProceso de producción de piezas metálicasa través del vertido de metal fundidosobre un molde, por lo general hecho dearena. El principio de fundición essimple: se funde el metal, se vacía en unmolde y se deja enfriar, existen todavíamuchos factores y variables que se debenconsiderar para lograr una operaciónexitosa de fundición. La fundición es unantiguo arte que todavía se emplea en laactualidad, aunque ha sido sustituido encierta medida por otros métodos como elfundido a presión.
Palabras Clave: Fundición, molde,arena, pieza, solidificación,mazarota.
Process for production of metal bypouring molten metal onto a moldparts, usually made of sand. Thetop casting is simple: the metal ismelted, poured into a mold andallowed to cool, there are stillmany factors and variables toconsider for successful smeltingoperation. The casting is anancient art that is still usedtoday, but has been replaced tosome extent by other methods suchas diecast
Keywords:
1
2
3Estudiante de Ingeniería Industrial de la Universidad Politécnica Salesiana. [email protected]
1
Artículo Científico / Scientific Paper
1. Introducción
Procesos de Fundición:
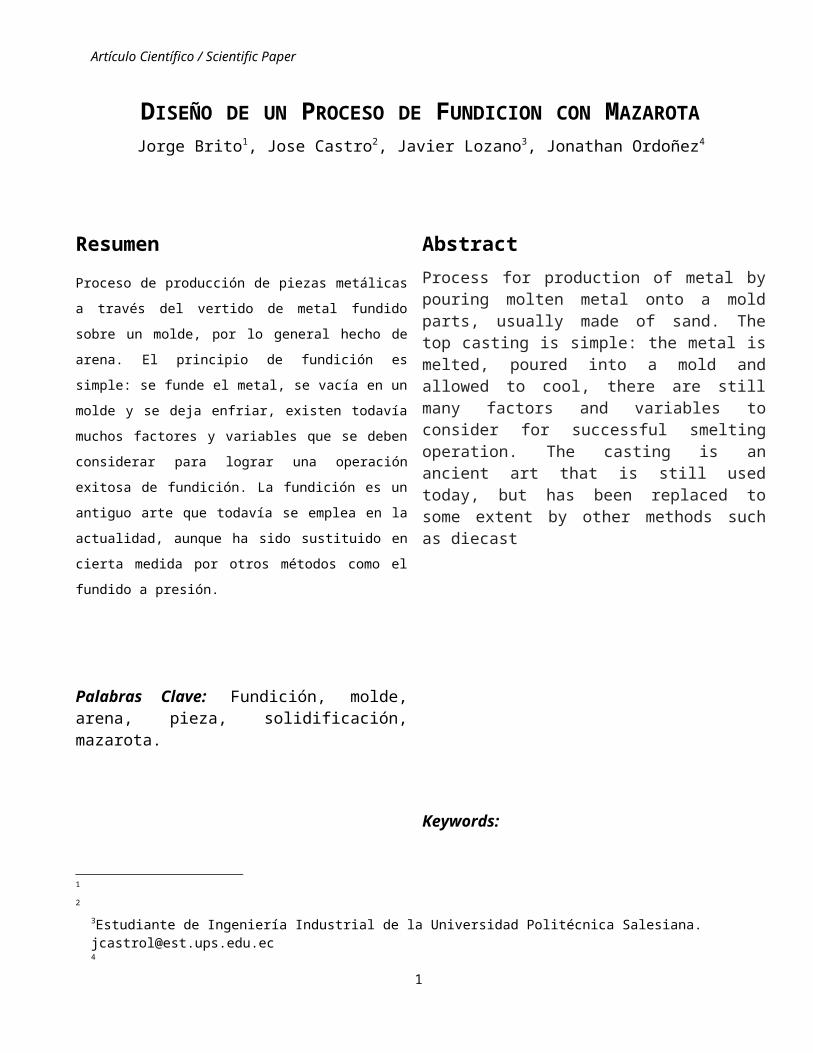
Los procesos de fundición demetales consisten básicamente enla introducción de un metalfundido en el interior de unmolde y la posteriorsolidificación del metalreproduciendo la geometría de lasuperficie interna del molde.
Figura 1. Sección de un molde dearena en el momento que se realizael vertido [1].
Estos procesos son, en general,capaces de reproducir geometríasmuy complejas, permitiendotambién generar cavidades osuperficies internas en laspiezas de cierta complejidad.Por otra parte, tienen una granversatilidad, permitiendofabricar a bajo coste piezas deuna gran diversidad de tamaños yformas, que no puede conseguirsecon otros procesos defabricación, y procesar
determinados materiales dedifícil tratamiento medianteprocesos de otros tipos.
Son diversas las tecnologías quehasta la fecha se handesarrollado en el ´ámbito delos procesos de fundición demetales. Aunque obviamente lasdistintas tecnologías tienen suspropias características,aplicaciones, ventajas ylimitaciones, para garantizar unadecuado nivel de calidad en elproducto existen aspectoscomunes a todas ellas cuyoconocimiento es indispensablepara controlar el proceso [1].
2
Apellido Autor et al / Titulo del Articulo
2. Materiales y Métodos
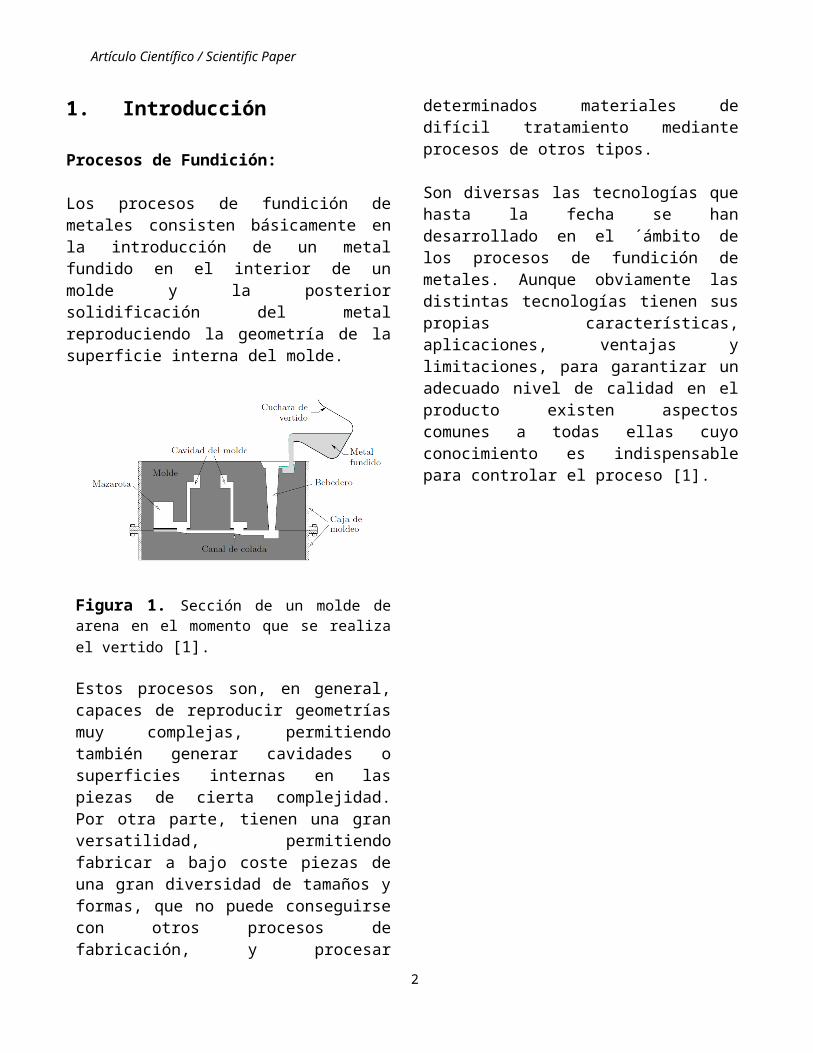
Se ha podido comprobar que laspropiedades térmicas del metalfundido y del molde influyen deforma decisiva en el modo en elque el metal se solidifica, loque determina la forma, eltamaño, la distribución y lacomposición química de los granosformados, y por tanto laspropiedades mecánicas de la piezafundida. Debe también tenerse encuenta que los metales puros oaleaciones eutécticas presentanun punto de solidificación (o defusión) claramente definido
Figura 2. Concentración volumétricadurante la solidificación de algunosmetales (Campbell 1991) [1].
Solidificación de los metales,cuando la temperatura del metalalcanza la temperatura de“liquidas”, Tl, y finaliza cuandose alcanza la temperatura de“solidas”, Ts. A la diferenciaentre ambas temperaturas se ledenomina intervalo desolidificación.
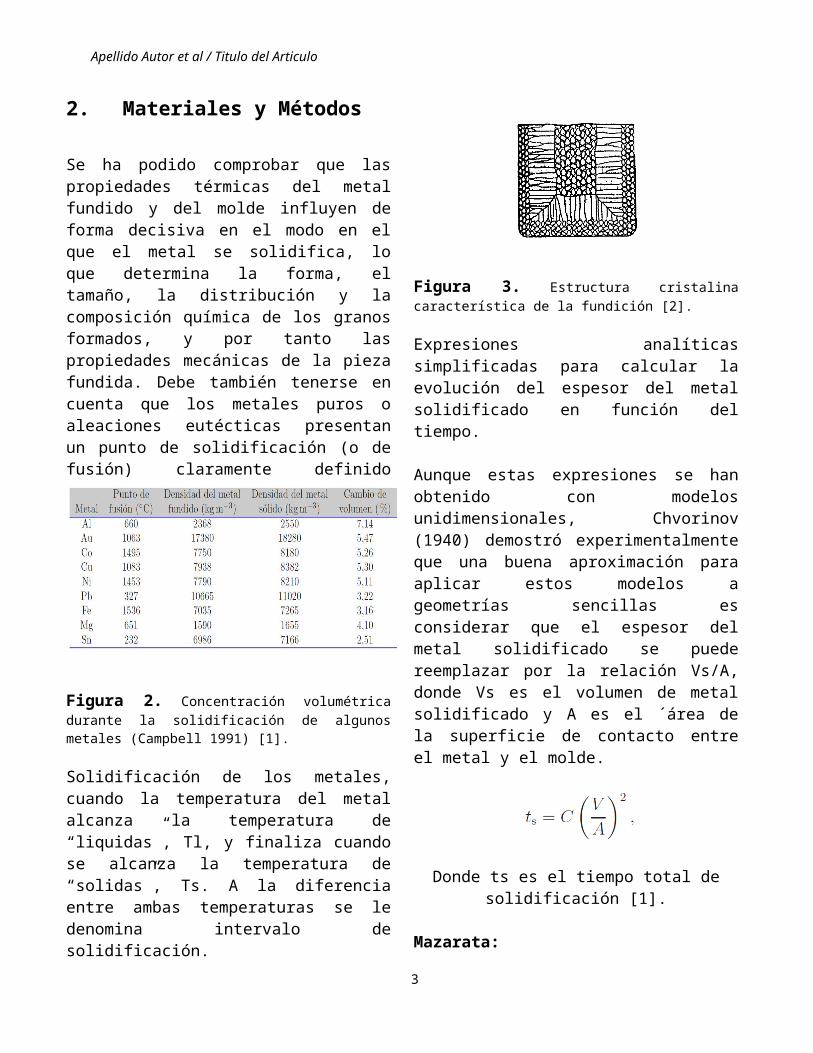
Figura 3. Estructura cristalinacaracterística de la fundición [2].
Expresiones analíticassimplificadas para calcular laevolución del espesor del metalsolidificado en función deltiempo.
Aunque estas expresiones se hanobtenido con modelosunidimensionales, Chvorinov(1940) demostró experimentalmenteque una buena aproximación paraaplicar estos modelos ageometrías sencillas esconsiderar que el espesor delmetal solidificado se puedereemplazar por la relación Vs/A,donde Vs es el volumen de metalsolidificado y A es el ´área dela superficie de contacto entreel metal y el molde.
Donde ts es el tiempo total desolidificación [1].
Mazarata:
3
Las mazarotas sirven para laalimentación de las piezas en elperíodo de solidificación, con elfin de compensar lascontracciones del metal, y evitarla formación de rechupes yporosidades en las piezas. Lasmazarotas se colocan sobre laspartes más densas y los nudostérmicos de las piezas, en lascuales, como resultado de unasolidificación lenta, se formanlos rechupes y se manifiesta unaaguda porosidad. El elemento quemás influye en el volumen decontracción en los aceros es elcarbono el cual a medida queaumenta, hace mayor lacontracción .Las mazarotas seutilizan para la fabricación deacero, aleaciones no férreas,fundición nodular, fundiciónblanca, así como también parapiezas con paredes gruesas defundición gris. La mazarotacontinua alimentado material a lapieza, ya que se dispone de talmanera que la masa fundida enellas solidifique en ultimotermino. Para este propósito elespesor de la mazarota tiene queser mayor que el espesor dellugar de la pieza sobre el que sedispone [2].
3. Métodos y Resultados
Diseño del proceso de fundiciónde una pieza con mazarota, elmaterial utilizado es Al – Cu.Las aleaciones de este grupo seusan en general en estado debonificación y se caracterizanpor su elevada resistenciamecánica, pero también por labaja resistencia a la corrosión,la poca soldabilidad y la bajaaptitud para la anodización. Sesuministran en forma de barraspara mecanizar o tocho paraforjar en la prensa, y seutilizan en piezas de altaresistencia. Las aleacionesAlCu6BiPb (2011 según AA) yAlCu4PbMg (2030 según AA), quecontienen pequeñas adiciones dePb y suministrados en forma debarras, se utilizan para fabricarpiezas de alta resistencia querequieran una excelentemaquinabilidad, primero paradimensiones pequeñas(tornillería, barras roscadas,bridas) y el segundo para piezasde dimensiones mayores. Laaleación AlCu4MgSi (2017 segúnAA) suministrada en barras ychapas y las aleaciones AlCu4SiMg(2014 según AA), y AlCu4Mg1 (2024según AA) suministrados enbarras, a menudo conocidos comoduraluminios, se utilizan enpiezas que requieran elevadascaracterísticas mecánicas, comolos elementos estructurales yfuselajes de aviones, chasis de4
Apellido Autor et al / Titulo del Articulo
vehículos pesados o aplicacionesanálogas.
Aleación de Al - CuRegistro Internacional deAleaciones: 2017UNE: L 3120
Mazarota:
Es una especie de embudo depequeñas dimensiones, que seencuentra en comunicación con elmolde y que tiene como objetoasegurar su completo llenado ypermitir la evacuación de gasesde su interior. Las mazarotas seutilizan durante la elaboraciónde piezas de fundidas.
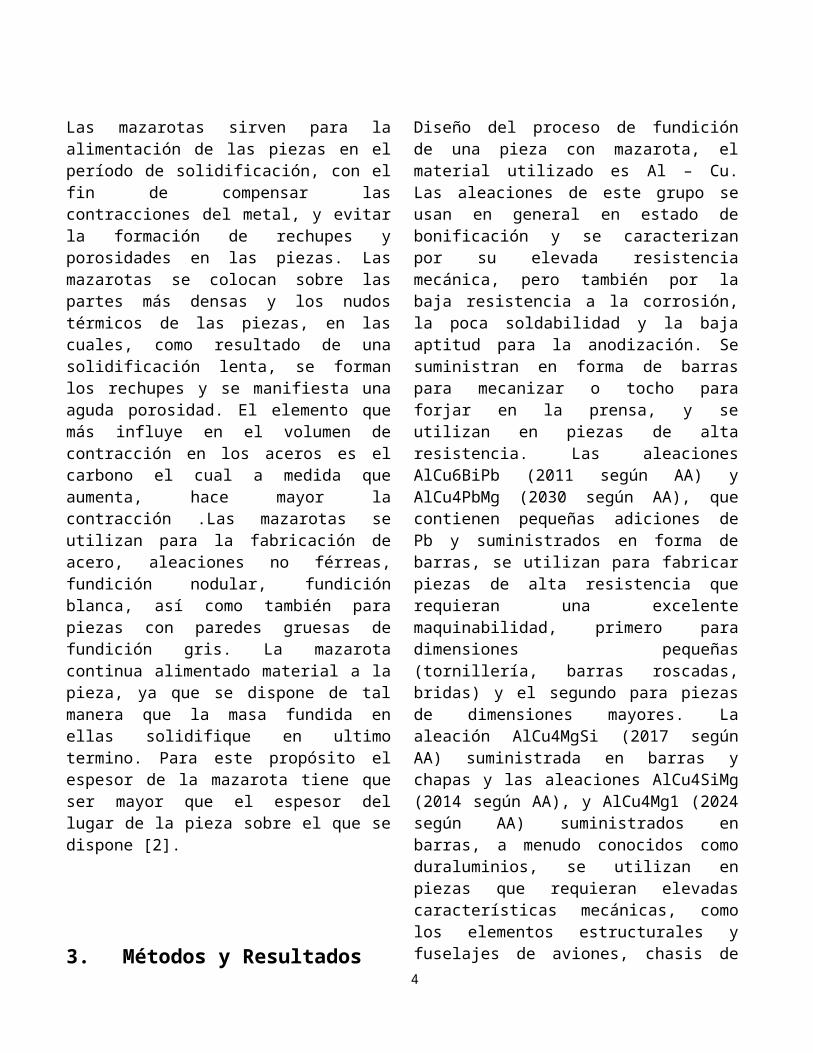
Pieza:Valores de Área y Volumen de lapieza obtenidos del dibujo realizado en INVENTOR.
Mazarota:Podemos plantear las ecuacionesdel volumen y el área de unamazarota cilíndrica, mediantela siguiente relación:
5
Para ser prudentes, normalmenterequerimos que la mazarota dure25% más de tiempo ensolidificarse q la pieza, porconsiguiente:
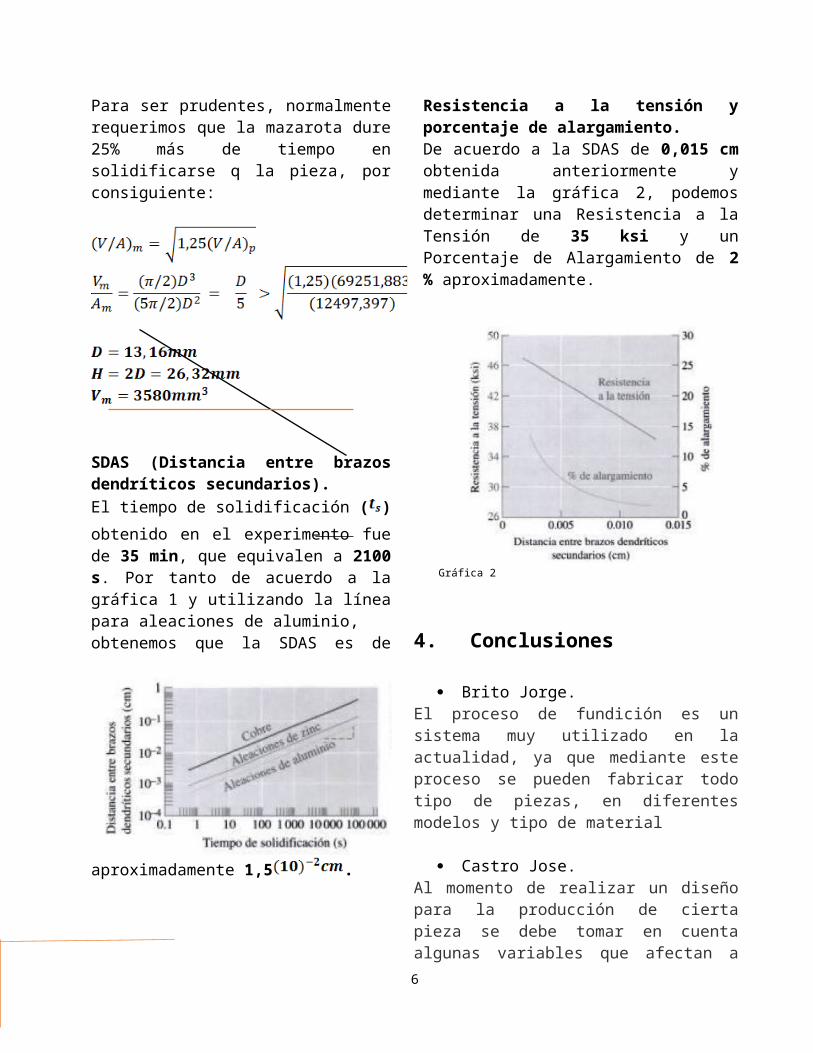
SDAS (Distancia entre brazosdendríticos secundarios).El tiempo de solidificación ( )obtenido en el experimento fuede 35 min, que equivalen a 2100s. Por tanto de acuerdo a lagráfica 1 y utilizando la líneapara aleaciones de aluminio, obtenemos que la SDAS es de
aproximadamente 1,5 .
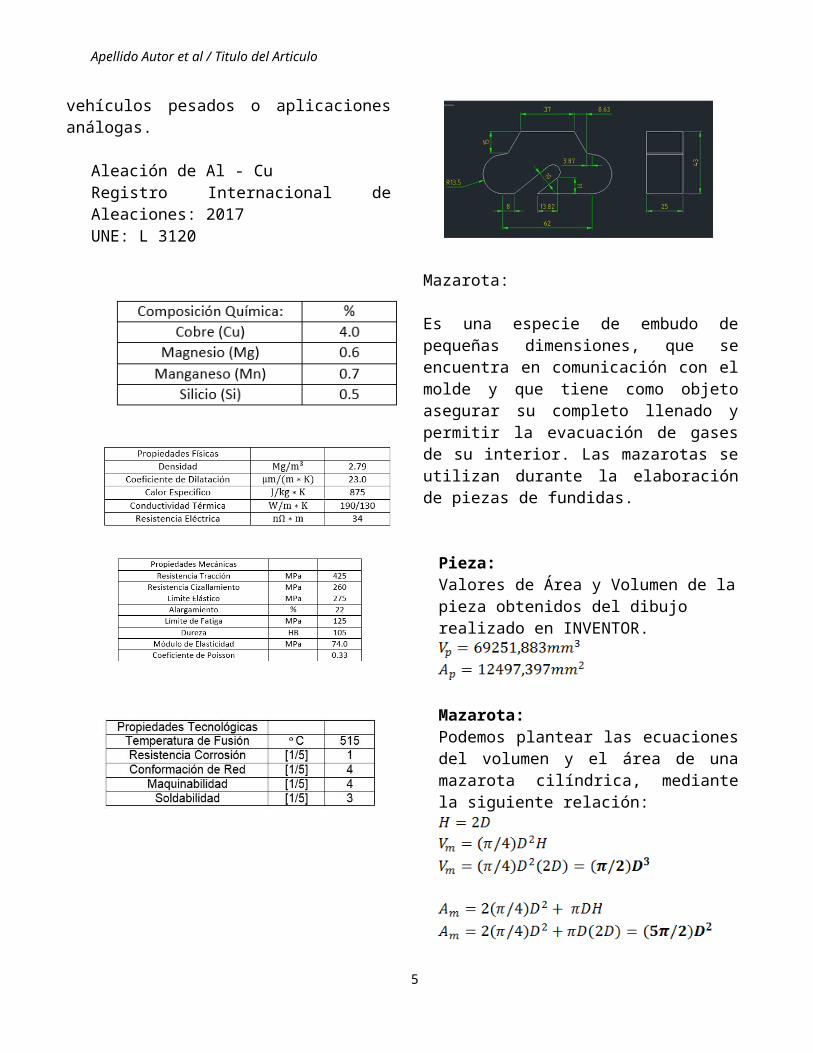
Resistencia a la tensión yporcentaje de alargamiento.De acuerdo a la SDAS de 0,015 cmobtenida anteriormente ymediante la gráfica 2, podemosdeterminar una Resistencia a laTensión de 35 ksi y unPorcentaje de Alargamiento de 2% aproximadamente.
Gráfica 2
4. Conclusiones
Brito Jorge.El proceso de fundición es unsistema muy utilizado en laactualidad, ya que mediante esteproceso se pueden fabricar todotipo de piezas, en diferentesmodelos y tipo de material
Castro Jose.Al momento de realizar un diseñopara la producción de ciertapieza se debe tomar en cuentaalgunas variables que afectan a6
Apellido Autor et al / Titulo del Articulo
la pieza en el momento de lasolidificación como son losrechupes, cavidades, contraccióno expansión del material, entreotros, ya estos fenómenosdeterminan la calidad de lafundición.
Lozano Javier.El diseño de una mazarota en lafundición de una pieza esfundamental ya que en el momentode solidificarse la pieza, laúltima parte en solidificarse enla parte de mayor espesor, y porel fenómeno del enfriamientotiende a formar rechupes, y lamazarota es la que aporta elmaterial para evitar estosrechupes.Ordoñez JonathanEl proceso de fondicion
Referencias[1] Joaquín.L.Rodriguez,
“Fundamentos de conformaciónpor difusión de metales”Tesis, Universidad Politécnicade Cartagena, 2011
[2] Paulo Cesar Londo,“Desarrollo tecnológico parala fundición” Tesis, EscuelaSuperior Politécnica delChimborazo, 2010.
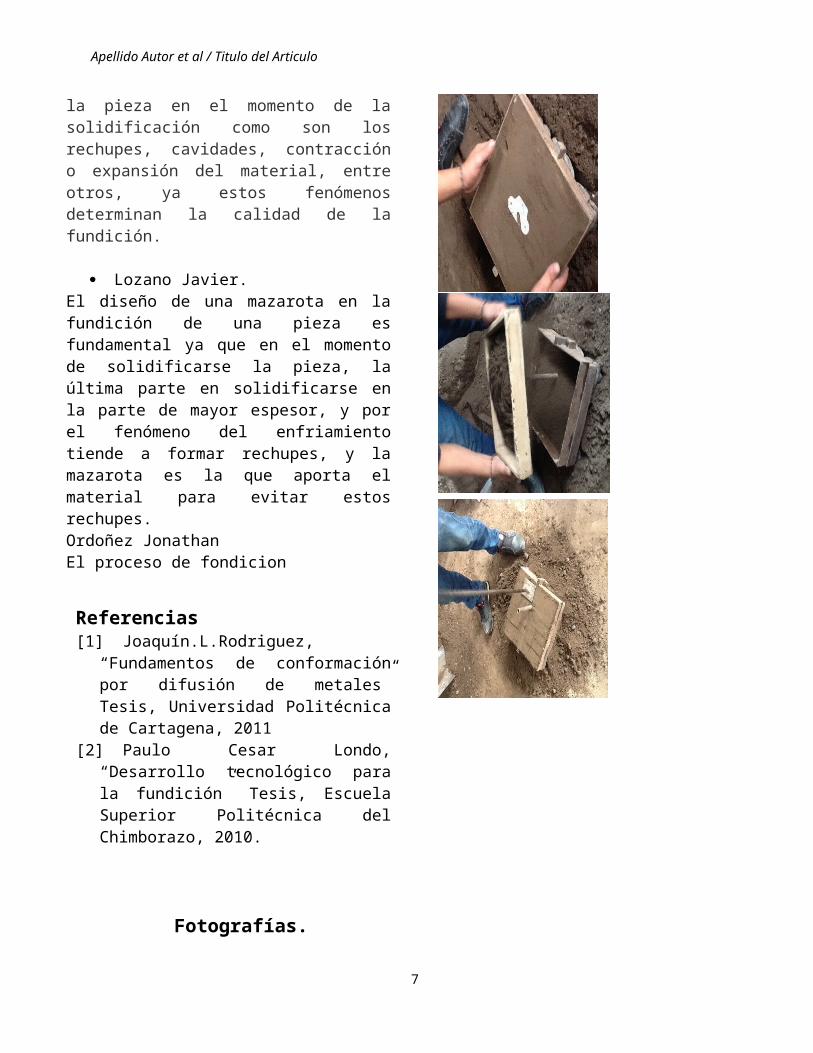
Fotografías.
7

8

Apellido Autor et al / Titulo del Articulo
9