S No Branch Name Address 1 Address 2 Address 3 Branch Email ID ...
Die Lubricant Technology Trends to Address
Changing Industry Needs
Dr. Siddhartha Asthana
Chem Trend L.P
Academic Profile
Masters in Chemical Engineering•Ph. D. in Polymer Science from University of Akron•
Professional Experience
Working for Chem Trend, responsible for management of current technology• and development of new technologies
Has worked with HB Fuller as Vice President(Technology) for Automotive division
ALUCAST 2012 (18)

Die Lubricant Technology Trends to Address Changing Industry Needs
Abstract:
The global business environment continually challenges the die cast industry to improve productivity
and meet profitability targets under a strict globally competitive landscape. This requires casters to strive for
lower scrap rates and faster cycle times. Meanwhile, casters are also producing more intricate, technically
advanced, castings in complex dies. These factors lead to the need for advanced die lubricant technology
that provides excellent lubrication while also withstanding the severe thermal demands that result from faster
cycle times and hotter running dies. This paper discusses how recent trends in water-based die lubricant
technology help die casters achieve these productivity enhancements.
Author: Dr. Siddhartha Asthana
The High pressure die casting (HPDC)
industry has grown rapidly over many decades to
meet requirements of the advancing automotive
industry. This HPDC process particularly suited for
the industry as it is capable of making parts with high
dimensional accuracy in a cost effective way. The
HPDC global market has rapidly grown in recent
decades and mirrors the growth of the automotive
industry. Yet, as with most industries, HPDC must
still constantly adapt to meet ever changing
requirements and market trends. There seems to
be three dominant themes that have surfaced in
recent years:
1. Increased fuel economy
2. Improved productivity
3. Improved occupant safety
Automotive and Process Trends:
Rising fuel costs, a long wi th new
environmental regulations, have necessitated
improvements in automotive fuel efficiency.
Reduced weight is the key directive in the
transportation community as OEMs search for new
ways to design vehicles with better fuel efficiency.
The lower density of aluminum and magnesium
a l l o y s h a s m a d e a u t o m o t i v e O E M s aggressively seek replacement of steel
components with these lighter alloys. Aluminum alloys have been widely accepted for manufacture of engine, transmission and chassis components. The average North American vehicle contains almost 8% aluminum
as compared to 64% of ferrous metals. Magnesium incorporation in automotive is still small but will continue to grow, as will the overall trend of migration to aluminum and magnesium alloys from steel. Along with this migration towards aluminum and magnesium, these same parts will continually be redesigned to become thinner and lighter.
The global trend of improved productivity
has brought increased complexity to die casting
parts. Instead of many parts being assembled
together mechanically, increasingly complex
parts are being made as a single casted part to
reduce the number of assembly steps. This in
turn has led to higher shot weights being injected
in complex dies. These larger parts with more
intricate geometries are being casted on large
and complex dies, and as a consequence it has
become difficult to adequately cool all parts of the
dies uniformly. This places an even higher
demand on die lubricants (DL) contribution
towards thermal management of these complex
dies.
(19) ALUCAST 2012
The third major trend relates to combination of
weight savings while meeting higher occupant
safety standards. In pursuing the ongoing goal of
weight reduction, new alloys are being used for
structural parts to yield structures that have low
porosity and high ductility to meet crash worthiness
standards. Variations of the newer alloys used for
this purpose can be more abrasive, while also
having higher melt temperatures and low iron
content when compared to traditional aluminum-
silicon alloys. Along with these alloy changes,
casting processes have been modified as well to
yield low porosity parts, for example, by deployment
of high vacuum techniques in HPDC.
Coupled with these trends is the continued
push towards lower machine down time, improved
equipment e ff ic iency and ever s t r ic ter
environmental regulations. As a consequence, this
leads to even faster cycle times for larger and more
complex parts and resulting higher die operating
temperatures.
These trends have spurred the development
of new generation of die lubricants which are
capable of meeting the enhanced demands. High
surface temperatures have forced the DL to “wet”
the die surface at elevated temperatures, while also
providing faster and more efficient external cooling
to the dies. It is not uncommon for these complex
dies to have large sections with temperature in
excess of 400°C, while in the colder regions they
can be as low as 200°C.
Based on these industry trends, the die lubricant
must meet the following performance criteria:
· Fast and efficient wetting of die surface in a
wide temperature range.
· Building of an effective, uniform and lubricious film across all sections of the die.
· Lubricant film not to be excessive in cold areas so as to create porosity and carbon buildup, yet be enough in hot spots to prevent solder.
· Minimize ex-cavity buildup to reduce
machine down time for cleaning.
· Should meet all applicable HS&E regulations while having enhanced waste treatment capability.
Die Lubricant Functions and performance
Challenges:
Overcoming Leiden frost
Wide temperature ranges on the die
creates local hot spots, which are prime sites for 1
solder creation (metallurgical bonding) . To
prevent solder, there should be DL film between
the molten aluminum and die steel. However,
the high temperature around the hot spots poses
a severe challenge to DL technology due to the
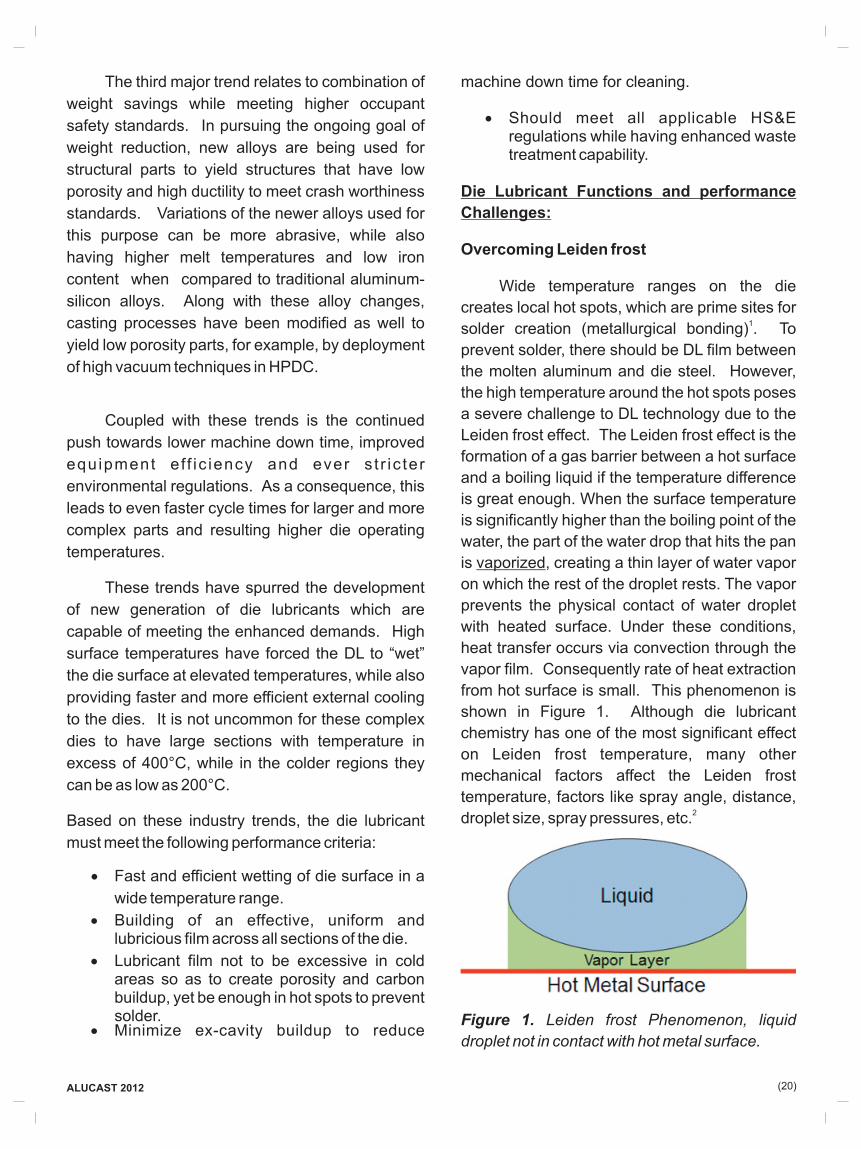
Leiden frost effect. The Leiden frost effect is the
formation of a gas barrier between a hot surface
and a boiling liquid if the temperature difference
is great enough. When the surface temperature
is significantly higher than the boiling point of the
water, the part of the water drop that hits the pan
is vaporized, creating a thin layer of water vapor
on which the rest of the droplet rests. The vapor
prevents the physical contact of water droplet
with heated surface. Under these conditions,
heat transfer occurs via convection through the
vapor film. Consequently rate of heat extraction
from hot surface is small. This phenomenon is
shown in Figure 1. Although die lubricant
chemistry has one of the most significant effect
on Leiden frost temperature, many other
mechanical factors affect the Leiden frost
temperature, factors like spray angle, distance, 2
droplet size, spray pressures, etc.
Figure 1. Leiden frost Phenomenon, liquid
droplet not in contact with hot metal surface.
ALUCAST 2012 (20)

As the active materials in die lubricant are not
in physical contact with hot dies during this
phenomenon, they are unable to make the
protective lubricant film until the die surface
temperature is below the Leiden frost temperature.
Once the die temperature is below the Leiden frost
temperature, film formation starts. The maximum
temperature at which the film formation starts is
referred to as wetting temperature. Due to the
trends discussed in the introduction section, die
casters are demanding higher wetting temperatures
out of their die lubricants. Higher wetting
temperature helps the die caster to reduce the DL
spray time and consequently reduce the cycle time.
This need is being met by the suppliers through
development and incorporation of unique
chemistries in DL technology. Figure 2 shows the
wetting temperatures of some commonly used die
lubricants supplied by Chem-Trend.Requirement of
high wetting temperature should be tempered with
the required process conditions. A casting process
that is running optimally using a lower wetting
temperature DL would be thrown off-balance when
the DL is changed to a high wetting temperature.
This would result in excessive film formation. Some
of the possible consequences could be: increased
in-cavity carbon buildup, increased die cooling
leading to partial cavity fill, etc. Hence, a judicious
practical approach is always advisable when
process efficiency improvements are considered.
Figure 2: Wetting temperatures of a select few
die lubricants.
Once the surface wetting has started taking
place. The rate of heat extraction from the die starts
to increase, reaching a maximum at the Nukiyama
point (Figure 3). The heat transfer due to water
spray impinging on a superheated dry surface is 3categorized in four regimes .
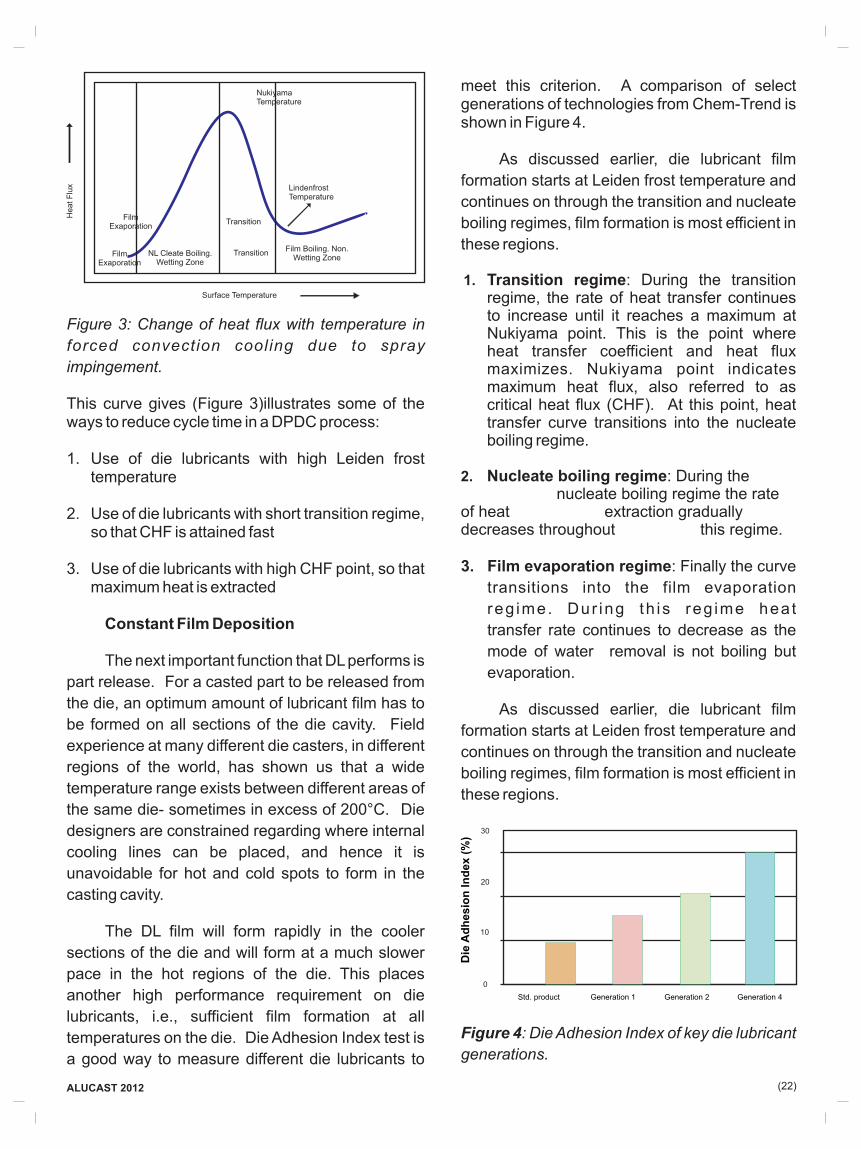
1. Film boiling: Film boiling regime is the highest temperature regime. In this, water droplets are not making physical contact with the hot surface but are moving and evaporating while in contact with a vapor layer. Film boiling regime ends at Leiden frost temperature. The Leiden frost temperature is the inflection point between film boiling and transition regime. At this inflection point heat transfer coefficient is lowest.
2. Transition regime: During the transition regime, the rate of heat transfer continues to increase until it reaches a maximum at Nukiyama point. This is the point where heat transfer coefficient and heat flux maximizes. Nukiyama point indicates maximum heat flux, also referred to as critical heat flux (CHF). At this point, heat transfer curve transitions into the nucleate boiling regime.
3. Nucleate boiling regime: During the nucleate boiling regimethe rate of heat extraction gradually decreases throughout this regime.
4. Film evaporation regime: Finally the curve
transitions into the film evaporation
reg ime. Dur ing th is reg ime heat
transfer rate continues to decrease as the
mode of water removal is not boiling but
evaporation.
As discussed earlier, die lubricant film
formation starts at Leiden frost temperature and
continues on through the transition and nucleate
boiling regimes, film formation is most efficient in
these regions.
450
400
350
300
We
ttin
g T
em
pe
ratu
re,
° C
Dai Lubricant A Dai Lubricant B Dai Lubricant C Dai Lubricant D
(21) ALUCAST 2012
30
20
10
0
Die
Ad
hesio
n In
dex (
%)
Std. product Generation 1 Generation 2 Generation 4
Figure 3: Change of heat flux with temperature in
forced convection cooling due to spray
impingement.
This curve gives (Figure 3)illustrates some of the ways to reduce cycle time in a DPDC process:
1. Use of die lubricants with high Leiden frost temperature
2. Use of die lubricants with short transition regime, so that CHF is attained fast
3. Use of die lubricants with high CHF point, so that maximum heat is extracted
Constant Film Deposition
The next important function that DL performs is
part release. For a casted part to be released from
the die, an optimum amount of lubricant film has to
be formed on all sections of the die cavity. Field
experience at many different die casters, in different
regions of the world, has shown us that a wide
temperature range exists between different areas of
the same die- sometimes in excess of 200°C. Die
designers are constrained regarding where internal
cooling lines can be placed, and hence it is
unavoidable for hot and cold spots to form in the
casting cavity.
The DL film will form rapidly in the cooler
sections of the die and will form at a much slower
pace in the hot regions of the die. This places
another high performance requirement on die
lubricants, i.e., sufficient film formation at all
temperatures on the die. Die Adhesion Index test is
a good way to measure different die lubricants to
meet this criterion. A comparison of select generations of technologies from Chem-Trend is shown in Figure 4.
As discussed earlier, die lubricant film
formation starts at Leiden frost temperature and
continues on through the transition and nucleate
boiling regimes, film formation is most efficient in
these regions.
1. Transition regime: During the transition regime, the rate of heat transfer continues to increase until it reaches a maximum at Nukiyama point. This is the point where heat transfer coefficient and heat flux maximizes. Nukiyama point indicates maximum heat flux, also referred to as critical heat flux (CHF). At this point, heat transfer curve transitions into the nucleate boiling regime.
2. Nucleate boiling regime: During the nucleate boiling regime the rate
of heat extraction gradually decreases throughout this regime.
3. Film evaporation regime: Finally the curve
transitions into the film evaporation
reg ime. Dur ing th is reg ime heat
transfer rate continues to decrease as the
mode of water removal is not boiling but
evaporation.
As discussed earlier, die lubricant film
formation starts at Leiden frost temperature and
continues on through the transition and nucleate
boiling regimes, film formation is most efficient in
these regions.
Figure 4: Die Adhesion Index of key die lubricant
generations.
NukiyamaTemperature
Lindenfrost Temperature
Film Boiling. Non.Wetting Zone
Transition
Transition NL Cleate Boiling.Wetting Zone
FilmExaporation
FilmExaporation
He
at
Flu
x
Surface Temperature
ALUCAST 2012 (22)
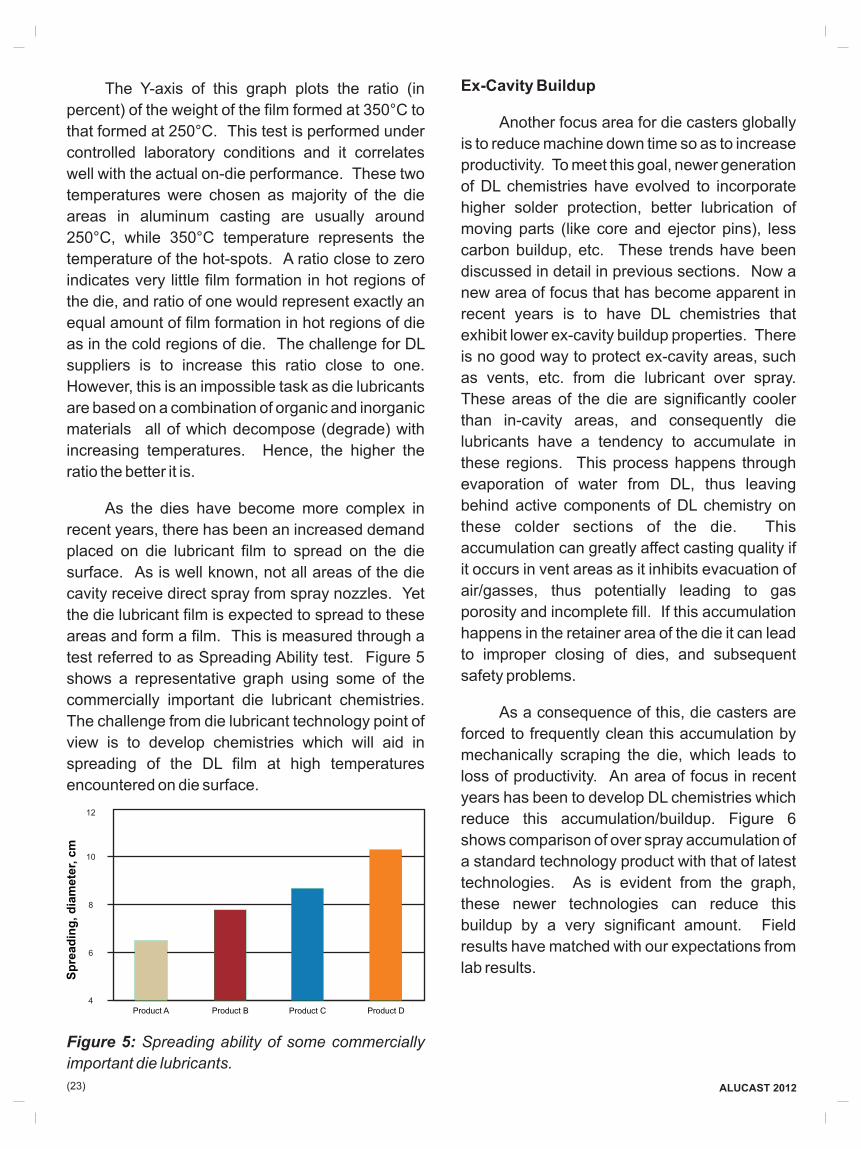
The Y-axis of this graph plots the ratio (in
percent) of the weight of the film formed at 350°C to
that formed at 250°C. This test is performed under
controlled laboratory conditions and it correlates
well with the actual on-die performance. These two
temperatures were chosen as majority of the die
areas in aluminum casting are usually around
250°C, while 350°C temperature represents the
temperature of the hot-spots. A ratio close to zero
indicates very little film formation in hot regions of
the die, and ratio of one would represent exactly an
equal amount of film formation in hot regions of die
as in the cold regions of die. The challenge for DL
suppliers is to increase this ratio close to one.
However, this is an impossible task as die lubricants
are based on a combination of organic and inorganic
materials all of which decompose (degrade) with
increasing temperatures. Hence, the higher the
ratio the better it is.
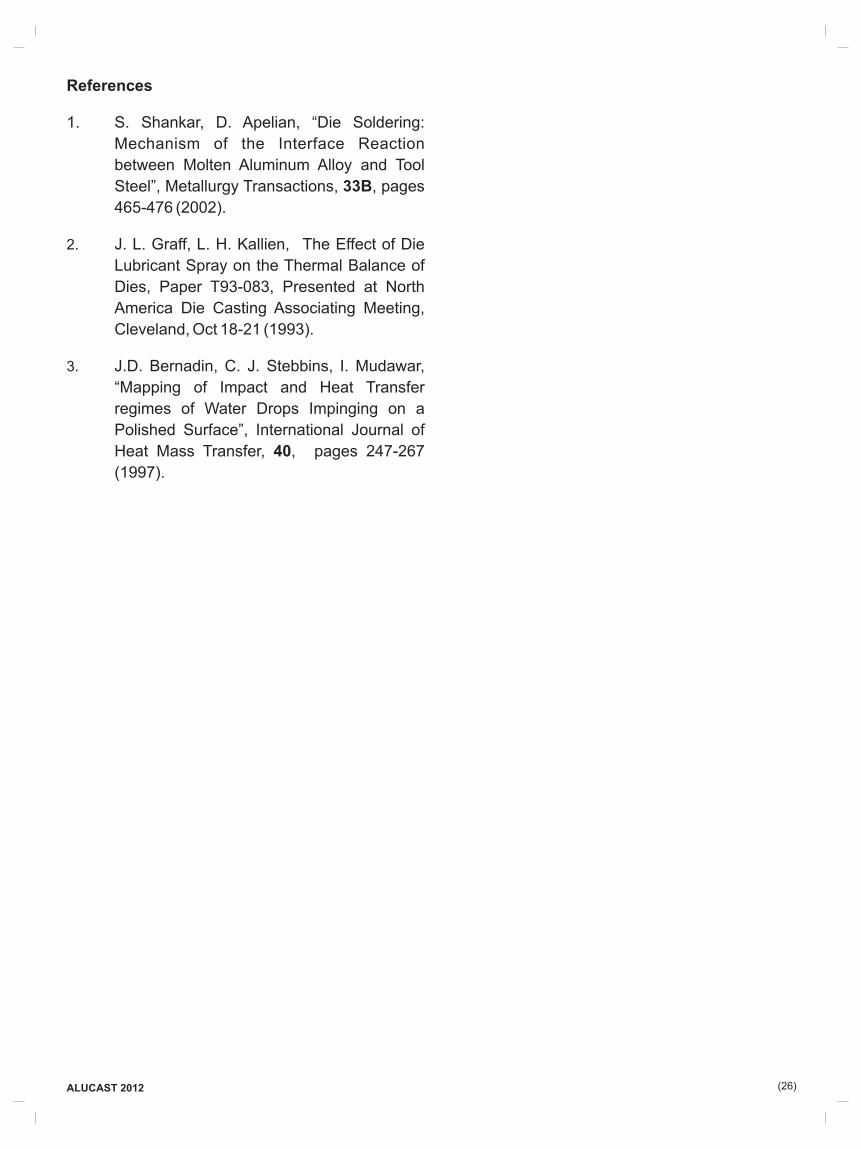
As the dies have become more complex in
recent years, there has been an increased demand
placed on die lubricant film to spread on the die
surface. As is well known, not all areas of the die
cavity receive direct spray from spray nozzles. Yet
the die lubricant film is expected to spread to these
areas and form a film. This is measured through a
test referred to as Spreading Ability test. Figure 5
shows a representative graph using some of the
commercially important die lubricant chemistries.
The challenge from die lubricant technology point of
view is to develop chemistries which will aid in
spreading of the DL film at high temperatures
encountered on die surface.
Figure 5: Spreading ability of some commercially
important die lubricants.
Ex-Cavity Buildup
Another focus area for die casters globally
is to reduce machine down time so as to increase
productivity. To meet this goal, newer generation
of DL chemistries have evolved to incorporate
higher solder protection, better lubrication of
moving parts (like core and ejector pins), less
carbon buildup, etc. These trends have been
discussed in detail in previous sections. Now a
new area of focus that has become apparent in
recent years is to have DL chemistries that
exhibit lower ex-cavity buildup properties. There
is no good way to protect ex-cavity areas, such
as vents, etc. from die lubricant over spray.
These areas of the die are significantly cooler
than in-cavity areas, and consequently die
lubricants have a tendency to accumulate in
these regions. This process happens through
evaporation of water from DL, thus leaving
behind active components of DL chemistry on
these colder sections of the die. This
accumulation can greatly affect casting quality if
it occurs in vent areas as it inhibits evacuation of
air/gasses, thus potentially leading to gas
porosity and incomplete fill. If this accumulation
happens in the retainer area of the die it can lead
to improper closing of dies, and subsequent
safety problems.
As a consequence of this, die casters are
forced to frequently clean this accumulation by
mechanically scraping the die, which leads to
loss of productivity. An area of focus in recent
years has been to develop DL chemistries which
reduce this accumulation/buildup. Figure 6
shows comparison of over spray accumulation of
a standard technology product with that of latest
technologies. As is evident from the graph,
these newer technologies can reduce this
buildup by a very significant amount. Field
results have matched with our expectations from
lab results.
12
10
8
4Product A Product B Product C Product D
Sp
rea
din
g,
dia
me
ter,
cm
6
(23) ALUCAST 2012

Figure 6: Comparison of ex-cavity buildup
properties of standard technology with those of new
generation of die lubricant technologies.
To test this in the field, a trial was performed
with new high temperature die lubricant
incorporating low ex-cavity buildup technology.
Customer was casting a truck oil pan (A380 alloy)
with a 9 Kg shot weight using a conventional die
lubricant at 1:80 dilution. While running 73 sec.
cycle time, the die temperatures ranged from 230°C
to 400°C before spray. According to the customer,
in-cavity buildup, release and solder protection were
acceptable, but ex-cavity buildup was poor with
conventional die lubricant. The trial run was set at
two hundred parts. Customer designed a metal
template that outlined a major ex-cavity portion of
the die.Using this template, mold scrapings were
collected after 200 piece runs of the conventional
and new technologies on both the cover and
ejection sides of the die. Figure 7 shows the region
of interest where die lubricant buildup was collected
from. Care was taken to collect DL buildup material
only from the area enclosed by the template, and no
process variable was changed.
Figure 7: Pictures of dies from trials for low ex-cavity technology.
As can be seen from the Figure 7, the
technological advancement yielded a cleaner
shut-off area and cleaner vents as compared to
the conventional technology DL. The actual
amount of buildup collected after the trial with
new technology die lubricant was almost 50%
less than that with conventional technology. In
addition to these benefits, the new technology
provided improved release and solder
protection, with classification moving from
“acceptable” to “excellent” rating. In some
cases, this new technology has been able to
reduce the ex-cavity cleaning frequency from 2-3
times a shift to once in 8 shifts.
Die Lubricant Dilution Trends
Along with changes in demands on die
lubricants, die casters are beginning to reverse
the trend in dilution levels. Standard die
lubricant dilution rates in North America and
Europe are around 1:80. Meanwhile it is not
uncommon for die casters in developing regions
to try to extend dilutions to 1:200. The rationale
behind extended dilutions is perceived cost
savings. However, laboratory studies and new
industry trends show that this is not the most
efficient manner to utilize die lubricants.
Significant development efforts have been
put forth by die lubricant companies to develop
Ex-c
avit
y B
uild
up
, mg.
Std. Technology New Technology-1 New Technology-2
60
40
20
0
ALUCAST 2012 (24)

products with advanced features. As noted previously in this paper, die lubricant chemistry performance has a major impact on die cooling, film formation, wetting, spreading and release characteristics. All of these performance attributes are dependent upon lubricant chemistry-not dilution water. Thus, as lubricant dilution is extended, the lubricant functionality is diminished. This can be counterproductive, and can lead to longer cycle times and lost productivity. Figure 8 outlines wetting time increase with increased dilution. Due to increased wetting times, cycle time would also go up thus resulting in loss of productivity. Similar trend of loss of productivity with increased dilution exists for other die lubricant characteristics, like spreading, wetting temperature, cooling characteristics.
Figure 8. Effect of increased dilution on wetting
temperature for select die lubricants
The diminished performance leads to a ripple
effect in lost productivity and quality. Die lubricants
with a lower Leiden frost point and wetting
characteristics will obviously equate to longer cycle
time and lost productivity. However, they also lead
to an inferior film build on the die. In contrast, a
properly diluted die lubricant will quickly deposit a
lubricant film, at a higher temperature, allowing die
caster to run an even faster, hotter running process
(greater productivity). The following points outline
the various costs associated with excessive
dilutions:
· Reduced Leiden frost temperature and film characteristics
Longer spray cycles°§ Increased cycle time (loss of productivity)§ Increased waste-water (eff luent)
generation and treatment cost
Inferior film build°§ Quality and rework (appearance and
dimensional issues)
§ Increased down time (polish dies)§ Broken cores and pins (replacement
cost and down time)
· Required lower die temperatures (for film build)
More heat extraction / additional stress on °die
Increased heat check°§ Lower die life (premature replacement
cost)§ Lower part quality & higher rejection
rates towards the end of die life
When looking for cost saving opportunities,
die casters should be cautious to be sure that
they are focusing on entire process optimization,
which takes into account hard and soft costs
associated with each of the process steps. Many
die casters globally are moving towards reduced
dilution levels to optimize and match die lubricant
characteristics with their process. Along with
this, significant effort is being placed on tooling
design to optimize the internal cooling. This
allows die lubricant functionality to focus on
release and die protection characteristics,
instead of external cooling properties. If properly
designed, this leads to greater productivity and
improved tooling life. In fact, many advanced
casters globally are adapting High Efficiency
Release Agent (HERA™) die lubricant
technology. These specialized, concentrate
sprays not only improve part quality with vastly
improved cycle times but they also greatly
improve die life and eliminate plant effluent.
Summary
HPDC technology is rapidly evolving to
meet these new market trends. The die lubricant
suppliers will have to continue developing new
technologies to be able to meet market
demands. As the leading global supplier to the
HPDC industry, we continue to develop new
technologies to improve quality and productivity
in die casting plants. There are a number of DL
innovations which have been successfully
launched by Chem-Trend in last few years to
meet these new market challenges.
Prod A 1: 100
Prod B 1: 100
Prod A 1: 200
Prod B 1: 200
Prod A 1: 300
Prod B 1: 300
We
ttin
g T
ime
, se
c.
30
25
20
15
10
(25) ALUCAST 2012
References
1. S. Shankar, D. Apelian, “Die Soldering:
Mechanism of the Interface Reaction
between Molten Aluminum Alloy and Tool
Steel”, Metallurgy Transactions, 33B, pages
465-476 (2002).
2. J. L. Graff, L. H. Kallien, The Effect of Die
Lubricant Spray on the Thermal Balance of
Dies, Paper T93-083, Presented at North
America Die Casting Associating Meeting,
Cleveland, Oct 18-21 (1993).
3. J.D. Bernadin, C. J. Stebbins, I. Mudawar,
“Mapping of Impact and Heat Transfer
regimes of Water Drops Impinging on a
Polished Surface”, International Journal of
Heat Mass Transfer, 40, pages 247-267
(1997).
ALUCAST 2012 (26)
Copyright © 2022 FDOKUMEN