Development of a 30 m long Nb 3Al superconducting conductor jacketed with a round-in-square type...
10
Fusion Engineering and Design 70 (2004) 131–140 Development of a 30 m long Nb 3 Al superconducting conductor jacketed with a round-in-square type stainless steel conduit for the toroidal field coils in JT-60SC Katsuhiko Tsuchiya a,∗ , Kaname Kizu a , Yushi M. Miura a , Toshinari Ando b , Hideo Nakajima a , Makoto Matsukawa a , Akira Sakasai a , Shinichi Ishida a a Japan Atomic Energy Research Institute, Naka Fusion Research Establishment, 801-1 Mukoyama, Naka-machi, Naka, Ibaraki 311-0193, Japan b Nihon Advanced Technology, 812-43 Funaishikawa, Tokai-mura, Naka, Ibaraki 319-1111, Japan Received 9 May 2003; received in revised form 12 August 2003; accepted 2 October 2003 Abstract The modification of JT-60 was programmed to be a superconducting tokamak (JT-60SC) that has superconducting toroidal field (TF) and poloidal field coils. The Nb 3 Al superconductor was developed in order to apply to the TF coil system in JT-60SC. The TF coil conductor was designed with a cable-in-conduit (CIC) type. This conductor was Nb 3 Al cable jacketed into stainless steel (SS) conduit. As the first step of SS conduit production, the 10 m long round-in-square type tubes were successfully fabricated within eccentricity tolerance of the tube hole (<10%). A 30 m SS conduit was made of three units of 10 m long tubes, which were butt-welded in series. After the welding process, penetrating beads were observed by CCD camera, and it was visually clear that the penetrating beads were successfully controlled by adjustment of back-shielding gas pressure. Therefore, regarding the production of SS conduit, the procedures of fabrication and inspection were established. Then, the inserting of cable into this conduit and compaction were also carried out. Consequently, the 30 m Nb 3 Al CIC conductor was successfully fabricated, so that a feasibility of mass-producing CIC conductor applied to the real machine was obtained. © 2003 Elsevier B.V. All rights reserved. Keywords: JT-60SC; Nb 3 Al cable; Cable-in-conduit conductor; Round-in-square type SS conduit; Butt-welded; Penetrating beads 1. Introduction In Japan Atomic Energy Research Institute (JAERI), the modification of JT-60 tokamak is planned in order to sustain the break-even class plasma during over ∗ Corresponding author. Tel.: +81-29-270-7378; fax: +81-29-270-7419. E-mail address: [email protected] (K. Tsuchiya). 100 s [1–3]. JT-60SC has superconducting 18 toroidal field (TF) coils and poloidal field coils that consist of six equilibrium field coils and four central solenoids. The TF coil system in JT-60SC, which consists of D-shaped coils (6.0 × 3.9 m), makes the field of 3.8 T at plasma center (R = 2.8 m), and maximum field of 7.4 T. At the maximum field, coil current and stored energy are 19.4 kA and 1.7 GJ, respec- tively. The TF coil case, which is made of SS316LN, 0920-3796/$ – see front matter © 2003 Elsevier B.V. All rights reserved. doi:10.1016/j.fusengdes.2003.10.001
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Development of a 30 m long Nb 3Al superconducting conductor jacketed with a round-in-square type...

Fusion Engineering and Design 70 (2004) 131–140
Development of a 30 m long Nb3Al superconducting conductorjacketed with a round-in-square type stainless steel conduit
for the toroidal field coils in JT-60SC
Katsuhiko Tsuchiyaa,∗, Kaname Kizua, Yushi M. Miuraa, Toshinari Andob,Hideo Nakajimaa, Makoto Matsukawaa, Akira Sakasaia, Shinichi Ishidaa
a Japan Atomic Energy Research Institute, Naka Fusion Research Establishment,801-1 Mukoyama, Naka-machi, Naka, Ibaraki 311-0193, Japan
b Nihon Advanced Technology, 812-43 Funaishikawa, Tokai-mura, Naka, Ibaraki 319-1111, Japan
Received 9 May 2003; received in revised form 12 August 2003; accepted 2 October 2003
Abstract
The modification of JT-60 was programmed to be a superconducting tokamak (JT-60SC) that has superconducting toroidalfield (TF) and poloidal field coils. The Nb3Al superconductor was developed in order to apply to the TF coil system in JT-60SC.The TF coil conductor was designed with a cable-in-conduit (CIC) type. This conductor was Nb3Al cable jacketed into stainlesssteel (SS) conduit. As the first step of SS conduit production, the 10 m long round-in-square type tubes were successfullyfabricated within eccentricity tolerance of the tube hole (<10%). A 30 m SS conduit was made of three units of 10 m longtubes, which were butt-welded in series. After the welding process, penetrating beads were observed by CCD camera, and it wasvisually clear that the penetrating beads were successfully controlled by adjustment of back-shielding gas pressure. Therefore,regarding the production of SS conduit, the procedures of fabrication and inspection were established. Then, the inserting ofcable into this conduit and compaction were also carried out. Consequently, the 30 m Nb3Al CIC conductor was successfullyfabricated, so that a feasibility of mass-producing CIC conductor applied to the real machine was obtained.© 2003 Elsevier B.V. All rights reserved.
Keywords: JT-60SC; Nb3Al cable; Cable-in-conduit conductor; Round-in-square type SS conduit; Butt-welded; Penetrating beads
1. Introduction
In Japan Atomic Energy Research Institute (JAERI),the modification of JT-60 tokamak is planned in orderto sustain the break-even class plasma during over
∗ Corresponding author. Tel.:+81-29-270-7378;fax: +81-29-270-7419.
E-mail address: [email protected] (K. Tsuchiya).
100 s[1–3]. JT-60SC has superconducting 18 toroidalfield (TF) coils and poloidal field coils that consist ofsix equilibrium field coils and four central solenoids.The TF coil system in JT-60SC, which consists ofD-shaped coils (6.0 × 3.9 m), makes the field of3.8 T at plasma center (R = 2.8 m), and maximumfield of 7.4 T. At the maximum field, coil currentand stored energy are 19.4 kA and 1.7 GJ, respec-tively. The TF coil case, which is made of SS316LN,
0920-3796/$ – see front matter © 2003 Elsevier B.V. All rights reserved.doi:10.1016/j.fusengdes.2003.10.001

132 K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140
Table 1Design parameters of TF coil conductor
Superconducting material Nb3AlConduit material SS316LNMaximum magnetic field 7.4 TOperating current 19.4 kAOperating temperature 4.6 KNumber of strand 3× 3 × 3 × 3 × 4 = 324Number of superconducting strand 216Cu/non-Cu ratio 4Number of copper wire 108Diameter of strand 0.74 mmInner diameter of conduit 17 mmVoid fraction 36%Thickness of wrapping tape 0.025 mm
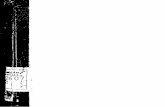
covered around winding pack. The TF coil conductorhas Nb3Al superconducting cables and consists ofthe squared cable-in-conduit (CIC) conductor[4] inorder to enforce the strength against the electromag-netic force[5,6]. The Nb3Al conductor was forcedlycooled down by supercritical helium. This conduc-tor is possible to make a coil with react-and-wind(R&W) method [7]. The coil system is plannedto operate at 4.6 K.Table 1 shows the design pa-rameters of TF conductor, and the cross-section ofa conductor is shown inFig. 1. Fig. 2 shows thecross-section of TF coil on the equatorial plane atthe inner leg part. The conductor consists of sevendouble pancake coils covered by the ground insulator.Each a double pancake coil has 11 turns CIC cableswrapped by the insulator. We finally need 2100 mCIC conductor per a TF coil (300 m per a doublepancake).
Fig. 1. Cross-sectional view of TF coil conductor.
Fig. 2. Schematic view of TF coil and cross-sectional view of TFcoil on the equatorial plane at wedge part.
For the jacketing of cable, we adopted the butt-welding method, which meant that long tubes werejointed by butt-weld and the cable was passedthrough this tube. This method had been already usedfor ITER-CS Model Coil [8]. As another method,roll-forming method, which meant that the cable waswrapped by metal before forming in square, was alsoconsidered. In this method, however, the shape ofcable must be square, so that stress concentrationexisted at the corner part between cable and conduit.The heat load on the materials of superconductor inthe cable should be avoided, so that delicate controlof weld was required. In addition, welding path wasso long and it was difficult to care of residual stressin welding part after heat treatment that was neededfor Nb3Al production. Therefore, it was anticipatedthat fabrication of conduit became difficult techno-logically. In the butt-welding method, we used thesquare type conduit with round hole, so that stressconcentration of cable became very small. However,we needed to be careful of the status of the pene-tration beads inside tube since the penetration beadsmade the inserting of cable difficult. In addition, thebutt-welding of round-in-square type SS tube wasnot tried so far. Therefore, we carried out the R&D

K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140 133
in order to control the welding condition keepingthe penetration beads minimize and to establish thechecking process of the penetration beads.
In this paper, we reported about the result of theproduction test of TF coil conductor with real-sizecross-section. Stainless steel conduit should be pro-duced keeping eccentricity of tube hole smaller, andprotrusion of the penetration beads should be mini-mized. And defect and penetration beads should beinspected on each step of fabrication process be-cause of the reliability assurance of the conduit. Inaddition, we also reported methods of nondestructivetests and their results in order to confirm the weldingpart.
2. Production of square shaped stainless steelconduit with a round hole
Here, as a step of R&D program of Nb3Al conduc-tor, we examined the manufacturing of 30 m CIC cablewith a real-size cross-section. At first, we produced10 m long round-in-square type conduit with followingmethod. This conduit was made of SS316LN whosechemical components were shown inTable 2. In thefirst process of hot excluding, SS316LN cylindricalbillets of 457 mm long with 145 mm diameter weremade. These billets had cylindrical holes of 30 mmdiameter. This billet was heated 1463 K (1190◦C) andextruding with 2000 tons water-press. After cold draw-ing, solution treatment was carried out with 1373 K(1100◦C) in 3 min and cooled by water.Fig. 3 showsa schematic view of objective cross-section scale ofthe SS tubes produced in this process. The size of tubethat was used for a welding test was larger than the
Table 2Chemical components of SS316LN that is used here
Material Mass (%) (Ladle)
C 0.01Si 0.36Mn 1.73P 0.03S 0.002Ni 12.6Cr 17.5Mo 2.23N 0.11
Fig. 3. Cross-sectional view of SS conduit (before compaction).
real-size for TF coil in JT-60SC (seeFig. 1), in order tocarry out the compaction of tube after inserting cableinto conduit. In this process, we finally obtained eightpieces of 10 m conduit. The result of manufacturing issummarized inTable 3. According to measuring scalesof the tubes on every 100 mm longitudinally, averagedlength of an outside square and averaged diameter ofan inside round were 24.53 and 19.51 mm, respec-tively. The target of eccentricity tolerance of the tubehole (ε), defined asFig. 4, was lower than 10%. In or-der to confirm the eccentricity, thicknesses of conduiton four sides were measured by 200 mm pitch longi-tudinally. Averaged eccentricity was evaluated about3%. Maximum and minimum eccentricities were 9and 0%, respectively. In order to search the defects onthe surface, the dye penetration test (PT) was carriedout on all of side surface of conduit. Consequently, nodefect was found on the whole of surface of squaretubes. This result shows that the fabrication of 10 m
Fig. 4. Definition for eccentricity of the tube hole,ε.

134 K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140
Table 3Result spec of manufactured tubes
Maximum Minimum Averaged Designed
Outer width (mm) 24.58 24.40 24.53 24.5± 0.2Thickness of tube (mm) 2.73 2.27 2.50 –Inner diameter (mm) 19.59 19.46 19.51 19.5± 0.2Eccentricity (%) 9 0 3 10Bending (mm/m) 1.2 0 0.5 2Length of tube (m) 10.009 10.008 10.008 10
SS conduit successfully kept the sufficient accuracy ofeccentricity.
3. Manufacturing of 30 m long stainless steelconduit by butt welding
3.1. Determination of welding condition with testpieces
Before manufacturing of a 30 m long conduit, weexamined the welding condition with short piece(0.3 m long) made of a 10 m long tube mentionedabove. Simultaneously, we practiced visual testingmethod with CCD camera in order to inspect thepenetration beads from inside of tube.Fig. 5 showsthe chamfer profile used in this test. This chamferprofile was selected from the result of experimentused the test pieces. The condition of welding isshown in Table 4. Sending speed of welding wirerod (DIN 1.4455) was 0.4 m/min. In the process ofwelding, we varied the pressure of back-shieldinggas, 50 and 0 mmH2O, in order to check the behaviorof protrusions of penetration beads.Fig. 6 shows theresults of protrusion,d (mm), as a function of lon-gitude distance,L (mm), around welding surface (a)with 50 mmH2O back-shielding gas and (b) withoutback-shielding gas. The position ofL = 0 mm means
Table 4Condition of welding
Pathnumber
Basecurrent(A)
Peak current (A) Pulseduty
Pulsefrequency(Hz)
Arcvoltage(V)
Speed(cpm)
Heat load(kJ/cm)
Ar gas flow (l/min)
Side A Side B Side C Side D Shielding Back-shielding
First 20 100 100 95 90 30 0.75 8.6–8.7 6.5 3.3–2.8 10 2Second 20 80 75 75 65 30 0.75 8.6–8.7 6.0–6.3 3.3–2.8 10 2Manual 20 90 90 90 90 30 0.75 10 – 3.5 10 2
Fig. 5. Chamfer profile of SS316LN conduit.
the butting surface of conduits in this figure. The val-ues ofd were measured by optical microscope. Underthe condition of 50 mmH2O, roughness was large onthe all sides and the absolute value of protrusion wasalso large, especially side C due to gravity. In the caseof no back-shielding gas, roughness was smaller, butthe zone of hollow shape became broader so that thestrength of this region became weaker. In the manu-facturing of 30 m long conduit, therefore, we tunedgas pressure to the intermediate revel, 20 mmH2O, inorder to keep protrusion of the penetrated beads intothe tube lower than 0 mm, and to make the zone ofhollow shape narrower. In this part, it was expected

K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140 135
Fig. 6. Results of protrusion,d (mm), as a function of longitude dis-tance,L (mm), around welding surface. Pressures of back-shieldinggas were: (a) 50 mmH2O; and (b) 0 mmH2O, respectively.
that it was possible to be concentrate the stress sincecross-sectional surface became smaller. The evalu-ation of stress at welding part will be discussed inSection 5.
3.2. Welding
The TIG butt weld technique was adopted to jointthe tubes. We selected three pieces of 10 m tube withrelatively lower eccentricity of a central axis of hole(<3%) at the end of the tube. The chamfer profile wasthe same one that was shown inFig. 5. A whole ofthe welding and testing system is shown inFig. 7. Af-ter tack welding at the chamfer to fix the position of
conduits, the contact point was automatically weldedwhile the conduit was filled with the back-shieldingargon gas of 20 mm H2O. This pressure was decided inthe welding test by using test pieces mentioned above.This TIG welding was repeated twice (two passes)along edge of the chamfer. At first pass, no oscilla-tion added during welding. It took about 90 s to finish.Then, welding part was forcedly cooled down to 313 K(40◦C) by water. At second pass after cooling it off,oscillation was added to the torch during this process.Width of oscillation was 20 mm toward longitude, re-turning in 0.2 s at intervals of 0.3 s. It took about 150 sto complete this process. After cooling, manual weld-ing was executed (third and fourth passes) in order toform squared-shape at contacting section. This pro-cess was completed in 4 min. Finally, surfaces of theconduit around the welding part were smoothed by agrinder. We repeated this procedure on another contactpoint and finally made a 30 m long conduit.
3.3. Nondestructive tests
We observed the status of welding parts with CCDcamera before and after manual welding. At this test,we inserted a rod holding CCD camera with a lightfrom an opening of the conduit in order to watch thewelding line from inside of the conduit. At the weld-ing point, the rod was able to be rotated in order tocheck the whole of welding surface.Fig. 8 shows thephotographs of inside view at the welding part. Theseforms of penetration beads were similar to results thatwere obtained in the case of test pieces, so that pro-trusion of the penetrated seam into the tube also madeno tumor. From this examination, we obtained no ir-regular asperity in the tube that prevents the smoothinserting of cables.
Other nondestructive tests, PT and radioscopic test(RT), were also carried out. In RT, X-ray was exposedon the conduit as shown inFig. 9. The direction ofX-ray was oblique to corner of the conduit and filmwas set on the opposite side in order to diagnose themeshed region ofFig. 9. On the all of the side, trans-mittance of X-ray satisfies the standard based on JISZ-3106. We were able to diagnose the status at the in-side surface of the conduit and existence of defects inthe welding part. The result of RT showed that no de-fect and no narrow part were found around the weld-ing part. Then, no defect was found on the surface

136 K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140
Fig. 7. A schematic view of the welding system.
in the part of welding in PT. Consequently, the pene-tration beads were successfully controlled by the ad-justment of back-shielding gas pressure. In addition,we directly and correctly obtained the shape of pene-tration beads with the visual test that was developedthrough this R&D. From the result of fabrication of30 m long conduit, the expansion of the 300 m longconduit was considered as follows: In the case of fab-ricating the 300 m long conduit, we can repeat thisbutt-welding process and easily reattempt the weld-ing if we find a mistake of welding at a point withthe tests mentioned above. These results show the va-lidity that butt-welding method was adopted in orderto mass-produce of SS conduit for the conductor ofJT-60SC TF coil. It remains as a future work thatforming in square with manual welding at the cornerof conduit is automatically controlled.
4. Jacketing of the 30 m long Nb3Al cable
The jacketing process consists of two steps, insert-ing cable into conduit and compaction of conductorin order to reduce the size to the designed scale. Here,we adopted the cable that consists of Nb3Al strandsreported in[9]. These Nb3Al strands were cabled to-gether with pure copper wires and wrapped by SS304tape with 0.025 mm thickness.Fig. 10 shows theschematic view of the system for inserting cable. Theguiding wire was connected with an end of the cable.
The tension limit of this guiding wire was evaluatedwith 4.4 kN in the tensile test. The winch located onthe other side of conduit drew down this guiding wireintermittently with 0.2–0.3 m per step. During insert-ing process, we monitored the tension of cable byload cell.Fig. 11 shows the relationship between in-serting length of cable and tension. Measured tensionwas saturated at 833 N when the inserting length ex-ceeded 13 m. This result showed that we successfullyinserted the cable without sticking.
Next, we carried out the compaction of this con-ductor. Here, the cable was drawn by 30 m drawbenchpassing through a die with a square hole (22.34 mm×22.34 mm). We determined this size from the resultof drawing test with a few pieces of dummy tube,where the diameter of hole of the conduit was closeto real-size, 17.0 mm, after compaction. After drawingprocess, we obtained about 3.42 m longitudinal expan-sion for the conduit, and only 0.04 m expansion wasoccurred on inner cable. When PT around the weld-ing parts was carried out after compaction, we foundno defect at all of testing parts. Therefore, we con-firmed that the compaction process was finished with-out breaking in the conduit.
5. Discussion
In the series of fabrication test, we should care-fully control the penetration beads in order to avoid

K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140 137
Fig. 8. Photographs of penetrating beads from inside of conduit.
the difficulty in the cable-inserting process. And weshould also give attention to the stress concentrationat the welding part where thickness of conduit becamethinner.
In the jacketing process, the tension of inserting didnot become large with inserting length but saturated ata constant level that was determined by the back ten-sion due to uncoiling drum. This reason is considered

138 K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140
Fig. 9. A schematic view of radioscopic test.
that we selected the SS tube with small tolerance tofabricate the conduit, and that no tumor was possibleto be produced by beads control. Therefore, contact-ing surface between cable and conduit was success-fully limited. In the case of jacketing the real-size(300 m) cable, we should pay attention to the strengthof wire (e.g. selecting the larger gauge wire) and thecontrivance of connecting the cable with guiding wire.
Fig. 10. A schematic view of the system for inserting Nb3Al cable.
Fig. 11. The relationship between inserting length of conductorand tension during inserting process.
Regarding the stress concentration at the weldingpart, we evaluated from a viewpoint of fatigue life. InJT-60SC, designed shot numbers of nominal plasmashots and 70 % of nominal plasma shots are 6000and 12000, respectively. At the point where the Trescastress of conductor became maximum in the wedgepart[10], evaluated principle stress was 255 MPa. Thisvalue was less than allowable fatigue limit in 18000times for SS316LN at 4 K (=370 MPa). This estima-tion result shows that the fabricated conduit throughthis R&D was mechanically sustained during a pe-riod of designed operation. In addition, allowable limitof SS316LN at 4 K after heat treatment at 1023 K(750◦C) was about 530 MPa[11]. This value is quitelarger than evaluated stress here. Therefore, we con-sidered the validity of adopting this conduit was con-firmed from a viewpoint of the mechanical strength.

K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140 139
This conductor was adopted to fabricate a D-shapeddouble layer coil in order to confirm the manu-facturing of TF conductor by the R&W technique[2,12]. In the process of fabrication, heat treat-ment at 1023 K (750◦C) was carried out in orderto produce Nb3Al and we confirmed that there wasno leak in the conductor after shaping. For theD-shaped double layer coil, we obtained the de-signed value of critical current (∼30 kA at 7.3 T,4.4 K) under the condition of the background fieldof 7–12 T [12]. Consequently, it is valid that thistype CIC conductor can be fabricated and applied toJT-60SC.
6. Conclusion
We tried to fabricate the 30 m long Nb3Al CIC con-ductor that was targeted to apply to the superconduct-ing TF coil in JT-60SC. The conduit of this conductorwas made of three units of 10 m long and they werebutt-welded in series. The fabrication of 10 m longround-in-square conduit was successfully carried outwith keeping that eccentricity of the tube hole positionwas lower than 10%. After welding them, we observedthe status of the penetration beads inside conduit byusing CCD camera. It was shown that penetrationbeads were successfully controlled by selecting thevalid pressure of back-shielding gas. Nondestructivetests, PT, and RT, were also carried out. These resultsshowed us no problem for the butt-welding of conduit.The series of jacketing and compaction processes wasalso finished with no effect to inner conductor andwelding part. Therefore, we obtained a validity of themass-production of CIC conductor applied to the realmachine.
References
[1] S. Ishida, K. Abe, A. Ando, T. Cho, T. Fujii, T. Fujita, S.Goto, K. Hanada, A. Hatayama, T. Hino, H. Horiike, N.Hosogane, M. Ichimura, S. Tsuji-Iio, S. Itoh, Y. Kamada,M. Katsurai, M. Kikuchi, A. Kitsunezaki, A. Kohyama,H. Kubo, M. Kuriyama, M. Matsukawa, M. Matsuoka, Y.Miura, Y.M. Miura, N. Miya, T. Mizuuchi, Y. Murakami, K.Nagasaki, H. Ninomiya, N. Nishino, Y. Ogawa, K. Okano, T.Ozeki, M. Saigusa, M. Sakamoto, A. Sakasai, M. Satoh, M.Shimada, R. Shimada, M. Shimizu, T. Takagi, Y. Takase, S.
Takeji, T. Tanabe, K. Toi, Y. Ueda, Y. Uesugi, K. Ushigusa,M. Wakatani, Y. Yagi, K. Yamaguchi, T. Yamamoto, K.Yatsu, K. Yoshikawa, Objectives and design of the JT-60superconducting tokamak, Nucl. Fusion 43 (2003) 606–613.
[2] A. Sakasai, S. Ishida, M. Matsukawa, N. Akino, T. Ando, T.Arai, K. Ezato, K. Hamada, H. Ichige, T. Isono, A. Kaminaga,T. Kato, K. Kawano, M. Kikuchi, K. Kizu, N. Koizumi, Y.Kudo, G. Kurita, K. Masaki, K. Matsui, Y. M. Miura, N.Miya, Y. Miyo, A. Morioka, H. Nakajima, Y. Nunoya, A.Oikawa, K. Okuno, S. Sakurai, T. Sasajima, K. Satoh, K.Shimizu, S. Takeji, K. Takenaga, H. Tamai, M. Taniguchi, K.Tobita, K. Tsuchiya, K. Urata, J. Yagyu, Advanced FusionTechnologies Developed for JT-60 Superconducting Tokamak,in: Proceedings of the Nineteenth IAEA Fusion EnergyConference, Lyon 2002, IAEA-CN-94/FT/P2-09.
[3] M. Matsukawa and the JT-60SC design team, Designand R&D Issues for the JT-60 Modification to a FullSuperconducting Tokamak, Fusion Engineering and Design63-64 (2002) pp. 519–529.
[4] M.O. Hoenig, Y. Iwasa, D.B. Montgomery, Supercritical-Helium Cooled Bundle Conductors’ and Their Applicationto Large Superconducting Magnets, in: Proceedings of theFifth International Conference on Magnet Tech., Rome (1975)pp. 519–524.
[5] T. Ando, S. Ishida, T. Kato, M. Kikuchi, K. Kizu, M.Matsukawa, Y.M. Miura, H. Nakajima, A. Sakasai, K.Tsuchiya, Design of Superconducting Coil System forRemodeling JT-60, IEEE Tran. Appl. Supercond. 12 (2002)500–503.
[6] K. Kizu, Y.M. Miura, K. Tsuchiya, K. Matsui, T. Isono, A.Sakasai, M. Matsukawa, S. Ishida, T. Ando, Developmentof High Cu Ratio Nb3Al and Nb3Sn CIC Conductors forSuperconducting Toroidal Field Coils of JT-60, IEEE Tran.Appl. Supercond. 12 (2002) 575–578.
[7] T. Ando, M. Sugimoto, N. Koizumi, Y. Nunoya, K. Matsui,M. Nishi, H. Tsuji, S. Shimamoto, Design Consideration ofthe ITER-TF Coil with a react-and-wind technique Nb3Alusing Conductor, IEEE Tran. Magnetics 32 (1996) 2324–2327.
[8] A. Laurenti, E. Bisio, P. Gagliardi, Scontrino, C. Aldrighi, G.Nardoni, G. Bevilacqua, E. Salpietro, Automatic welding ofthe ITER-CSMC superconductor sheath, in: Proceedings ofthe Nineteenth Symponium on Fusion Tech. Lisbon (1996)pp. 1051–1054.
[9] F. Hosono, G. Iwaki, K. Kikuchi, S. Ishida, T. Ando, K.Kizu, Y. Miura, A. Sakasai, Production of a 11 km long JerryRoll Processed Nb3Al Strand with High Copper Ratio of 4for Fusion Magnets, IEEE Tran. Appl. Supercond. 12 (2002)1037–1041.
[10] K. Tsuchiya, K. Kizu, Y.M. Miura, T. Ando, T. Isono, K.Matsui, N. Koizumi, M. Matsukawa, A. Sakasai, S. Ishida,Design of toroidal field coil for the JT-60 superconductingtokamak, in IEEE Tran, Appl. Supercond. 13 (2003) 1480–1483.
[11] H. Nakajima, private communication.

140 K. Tsuchiya et al. / Fusion Engineering and Design 70 (2004) 131–140
[12] K. Kizu, Y. M. Miura, K. Tsuchiya, N. Koizumi, K. Matsui,T. Ando, K. Hamada, E. Hara, K. Imahashi, S. Ishida, T.Isono, K. Kawano, M. Kawabe, T. Kawasaki, H. Kubo, M.Matsukawa, Y. Nabara, Y. Nunoya, K. Okuno, K. Ootsu,M. Oshikiri, A. Sakasai, S. Seki, K. Takano, H. Tamai, F.
Tsutsumi, Y. Uno, Application of React-and-Wind Methodto D-shape Test Coil Using the 20-kA Nb3Al ConductorDeveloped for JT-60SC, in: Proceedings of the EighteenInternational Conference on Magnet Tech., Morioka (2003),p. 172.