Design of a class based storage picker to product order picking system
11
Int J Adv Manuf Technol DOI 10.1007/s00170-005-0377-2 ORIGINAL ARTICLE Riccardo Manzini . Mauro Gamberi . Alessandro Persona . Alberto Regattieri Design of a class based storage picker to product order picking system Received: 18 May 2005 / Accepted: 14 December 2005 / Published online: 30 March 2006 # Springer-Verlag London Limited 2006 Abstract In recent years the increase in time-based competition and the growth of e-commerce have put pressure on managers to reduce the costs of warehouse design and management activities. This paper presents a new integrated approach to support the decision making process in optimising a picker to part, forward-reserve, less than unit load order picking system. An analytical model and a multi-parametric dynamic model to quickly estimate the travelled distance during a picking cycle are introduced. The factorial analysis of several what-if scenarios reveals which factors and combinations of factors are the most critical in affecting the picking system’ s response. Keywords Picker to product order picking system (OPS) . Multi-parametric dynamic model . Design of experiment . Cube per order index (COI) . Class based storage 1 Introduction The importance and interest in warehouse and distribution system design and management is justified by the behav- iour of strongly changing global and extended markets which require modern companies to process and manage increasingly differentiated products with shorter life cycles, low volumes and ever shorter customer delivery times. Nevertheless, modern companies attempt to achieve high- volume production and distribution using minimal inven- tories throughout the logistic chain in accordance with shorter response time [1, 2]. The recent growth in e-commerce and the strength of its development have brought a new focus on warehousing activities and facilities, in particular on the management of order picking systems (OPS) where fulfilment centres need to process a far higher volume of smaller orders which increases picking costs. Picking operations are carried out by a great many large and medium sized companies belonging to a large number of industrial and service sectors, such as the apparel industry, the food sector, wood furniture production and logistic outsourcing providers. In warehouse and distribution centres based on picking activities, the products have to be picked from a set of specific storage locations by an order picking (OP) process usually driven by customer orders. The generic orderline of a picking list represents one product or one article code in a certain quantity, which must be shipped to a specific customer [3]. This study is the expansion of the original investigation on OPSs whose study was initialised on the design and control of automated storage and retrieval systems (AS/RS) [1, 4]. The aim of this study is to identify and measure the principal impacts of alternative policies and configurations on the response throughput time of a picker to part OPS with class based storage in order to support rapid design of robust and flexible logistic facilities. This minimizes global costs and maximizes system performance in terms of efficiency and customer service quality. Therefore, with this aim in mind, a large set of industrial cases were used to design a multi-parametric dynamic model for the generic OPS by applying a visual interactive simulation (VIS) tool. Then a multi-parametric analytical model capable of rapidly quantifying the picking travel distance was developed by statistically analysing thou- sands of simulated what-if scenarios. After validation analysis of these models, the most critical and decisive factors affecting the performance of the system were identified, and their combined and not-combined effects R. Manzini (*) . M. Gamberi . A. Regattieri Department of Industrial Mechanical Plants, University of Bologna, Bologna, Italy e-mail: [email protected] Tel.: +39-0512093406 Fax: +39-0512093411 A. Persona Department of Management and Engineering, University of Padova, Padova, Italy 32: (2007) 811–821
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Design of a class based storage picker to product order picking system

Int J Adv Manuf TechnolDOI 10.1007/s00170-005-0377-2
ORIGINAL ARTICLE
Riccardo Manzini . Mauro Gamberi .Alessandro Persona . Alberto Regattieri
Design of a class based storage picker to product
order picking system
Received: 18 May 2005 / Accepted: 14 December 2005 / Published online: 30 March 2006# Springer-Verlag London Limited 2006
Abstract In recent years the increase in time-basedcompetition and the growth of e-commerce have putpressure on managers to reduce the costs of warehousedesign and management activities. This paper presents anew integrated approach to support the decision makingprocess in optimising a picker to part, forward-reserve, lessthan unit load order picking system. An analytical modeland a multi-parametric dynamic model to quickly estimatethe travelled distance during a picking cycle are introduced.The factorial analysis of several what-if scenarios revealswhich factors and combinations of factors are the mostcritical in affecting the picking system’s response.
Keywords Picker to product order picking system (OPS) .Multi-parametric dynamic model . Design of experiment .Cube per order index (COI) . Class based storage
1 Introduction
The importance and interest in warehouse and distributionsystem design and management is justified by the behav-iour of strongly changing global and extended marketswhich require modern companies to process and manageincreasingly differentiated products with shorter life cycles,low volumes and ever shorter customer delivery times.Nevertheless, modern companies attempt to achieve high-volume production and distribution using minimal inven-
tories throughout the logistic chain in accordance withshorter response time [1, 2].
The recent growth in e-commerce and the strength of itsdevelopment have brought a new focus on warehousingactivities and facilities, in particular on the management oforder picking systems (OPS) where fulfilment centres needto process a far higher volume of smaller orders whichincreases picking costs.
Picking operations are carried out by a great many largeand medium sized companies belonging to a large numberof industrial and service sectors, such as the apparelindustry, the food sector, wood furniture production andlogistic outsourcing providers.
In warehouse and distribution centres based on pickingactivities, the products have to be picked from a set ofspecific storage locations by an order picking (OP) processusually driven by customer orders. The generic orderline ofa picking list represents one product or one article code in acertain quantity, which must be shipped to a specificcustomer [3].
This study is the expansion of the original investigationon OPSs whose study was initialised on the design andcontrol of automated storage and retrieval systems (AS/RS)[1, 4]. The aim of this study is to identify and measure theprincipal impacts of alternative policies and configurationson the response throughput time of a picker to part OPSwith class based storage in order to support rapid design ofrobust and flexible logistic facilities. This minimizes globalcosts and maximizes system performance in terms ofefficiency and customer service quality.
Therefore, with this aim in mind, a large set of industrialcases were used to design a multi-parametric dynamicmodel for the generic OPS by applying a visual interactivesimulation (VIS) tool. Then a multi-parametric analyticalmodel capable of rapidly quantifying the picking traveldistance was developed by statistically analysing thou-sands of simulated what-if scenarios. After validationanalysis of these models, the most critical and decisivefactors affecting the performance of the system wereidentified, and their combined and not-combined effects
R. Manzini (*) . M. Gamberi . A. RegattieriDepartment of Industrial Mechanical Plants,University of Bologna,Bologna, Italye-mail: [email protected].: +39-0512093406Fax: +39-0512093411
A. PersonaDepartment of Management and Engineering,University of Padova,Padova, Italy
32:(2007) 811–821

were measured by the application of multi-factorialmodelling and analysis.
The results obtained were used in virtual simulation andevaluation of different system configurations and operatingconditions: the design and management activities could beoptimised rapidly. In particular, the proposed analyticalformulation of the picking travel distance facilitates thechoice of the best values to assign to free parametersrespecting all physical and managerial constraints, whichcorrespond to a set of unfree parameters.
The proposed approach is general, systematic andinnovative for both the large set of parameters involved
and the actual absence of analytical modelling of thepicking activities capable of considering so many degreesof freedom and supporting rapid quantification of thepicking travel distance and costs in an OPS.
The flow chart in Fig. 1 summarizes the principal stepsof this integrated approach for which an in-depthdescription is presented in the following sections.
The remainder of the paper is divided into eight sections.Firstly, Section 2 defines and describes the generic problemof the design and control of a manual picker to part OPS.Having carried out an overview of the literature, Section 3describes the principal existing approaches to solving the
An
aly
sis
INDUSTRIAL APPLICATION
DATA COLLECTION
LITERATURE MODELS AND
STUDIES
IDENTIFICATION OF PRINCIPAL
FACTORS:
SYSTEM PARAMETERIZATION
SYSTEM PERFORMANCE
DEFINITION
ANALYTICALMODELLING
DYNAMIC MODELLING
AND
SIMULATION
SIMULATION
WHAT-IF ANALYSIS
PERFORMANCE
DATA COLLECTION
MULTI-LEVEL
FACTORIAL ANALYSIS
DESIGN OF NEW OPSs & REDESIGN OF EXISTING OPSs
DATA
COLLECTION
Model
ling
Val
idat
ion
Ev
aluat
ion
Appli
cati
on
FREE PARAMETERS
VALORIZATION
MODEL
VALIDATION
OPS CONFIGURATION EVALUATION
Fig. 1 OPSs design andcontrol: multi-step integratedapproach
812

optimisation problem of a picking system and discussescomputational complexity. Then Section 4 identifies anddescribes the performance and the principal factorsinvolved in modelling an OPS and the two models whichfollow. All four of these sections belong to the analysisactivity summarized in Fig. 1. Following this, Sections 5and 6 define the modelling activity reported in Fig. 1.Section 5 introduces a multi-parametric dynamic model ofthe OPS, while Section 6 presents an analytical modelcapable of quantifying the picking travel distance.
Section 7 summarizes the principal results obtained froma factorial analysis of thousands of what-if scenarios; thenSection 8 describes the results obtained by the evaluationactivity (Fig. 1). Finally, Section 9 discusses conclusionsand further research.
2 The order picking system
Several studies discuss the importance of flexibility inproduction systems and in inventory management [5, 6].
Principal management decisions concerning warehous-ing and OPSs are classified into two families:
1. Strategic management decisions. These are long-termdecisions and concern the definition of broad policies(such as fulfilment policy) and plans for the best use ofa company’s resources in order to implement itscompetitive strategy.
2. Control decisions. These affect the short term andoperational decisions. They refer to routing, sequenc-ing, scheduling and order-batching problems.
In particular, this study addresses the last set ofmanagement decisions in OPSs. OP is a process ofgathering stock, keeping units that have been requestedone order at a time [1, 2, 7].
OPSs can be classified as picker to part (or product)systems when the picker is travelling to picking locations,and part (or product) to picker if materials are auto-matically brought to the picker (AS/RS). Studies on thedesign and control of AS/R OP systems are presented byseveral authors [1, 8–11].
This manuscript deals with the design and managementof the first type of picking systems (picker to part). Thepicker to part OPS is generally identified by the labelmanual: pickers ride in vehicles picking along the racks ofthe system. Manual warehousing systems are widely foundin several industrial organisations concerned with stocks ofraw materials, components, spare parts and finished goods.
Malmborg and Al-Tassan [12] describe four basictypes of parameters that influence an OPSs operatingperformance:
1. Item features.2. Physical configuration of storage area and unit load
size (height, depth, number of storage aisles).3. Storage equipment.4. System operating rules. Main operating strategies are:
– Storage location assignment and fulfilment policies.The adopted storage location assignment policy isknown as class based storage. It divides all productsinto a number of different classes, and reserves aphysical warehouse portion (storage capacity) foreach class, in which items are located randomly.This policy is generally managed according to awell-known dispatching rule based on the cube perorder index (COI) introduced by Haskett [13].Studies on class based storage assignment policyshow that better results are achievable with threeclasses (A, B, C) [14–16].
– Batching and clustering strategies to determinepools of orders to be simultaneously picked duringpicking operations. First-come-first-served (FCFS)is the batching rule adopted.
– Routing and sequencing determine the sequence inwhich storage and retrieval requests are executed.The sequence determination adopted follows theFCFS batching rule: given a set of picks to bepicked, it also represents the sequence of slots to bevisited.
Consideration of the retrieval activity reveals that thereare two principal macro classes of OPSs:
– Unit load systems. Materials are moved and stored bydevices capable of moving and storing only a single-unit handling load (i.e. pallets, odette boxes); ifmultiple single-unit loads can be simultaneouslymoved (which depends on the capacity of the retrievalvehicle) the picking activity always involves only onestop for a single trip.
– Less than unit load systems with multiple stops per trip(i.e. more than one). Vehicles are capable of handlingmultiple-unit loads simultaneously: order pickers, whocan either be identified with operators-aboard retrievalvehicles or with an automated storage and retrieval (S/R) machine, retrieve sets of items or multiple handlingunits of the same item on a single OP cycle. They visitdifferent slots of a warehouse before returning to theinput/output (I/O) or depot areas. Each picker isresponsible for picking a complete customer pool oforders during a mission [1, 17].
This study deals with the second of these macro classes,the less than unit load systems. However, it includes theOPS optimization in a unit load system because this is aparticular case of a less than system: each picking cycle iscomposed of only one stop within the warehouse facilityand the picking list consists of only one retrieval orderline.
Other significant parameters that influence systemperformance are:
– Number of aisles.– Shape of warehousing system and aisle layout. Given a
storage capacity the plant of the OPS could berectangular with different ratios between its two mainphysical dimensions. The principal aisle layout alter-natives adopted are, firstly, lengthwise and, secondly,
813

breadthwise. In lengthwise (or longitudinal) picker topart OPSs stocking parallel aisles run perpendicular tothe warehouse front-end with a central depot, as shownin Fig. 2. Roodbergen and de Koster [18] call thisconfiguration basic warehouse layout, and movingpickers are able to change aisles at the front and rear ofthe warehouse (two cross aisles configuration). Figure 3presents an example of a breadthwise configurationwhich is also known as traversal layout.
– Storage and reserve areas. The adopted storage area isforward-reserve, also known as low-level picker to part[17]: lower levels of storage racks are used for manualOP (forward area), while higher levels contain bulkstorage (reserve area).
3 The picker to part OPS design
The traditional approach to the optimization of a ware-housing system is generally based on analytical modellingand involves only a few variables therefore orientingresearch to deal with isolated sub problems [7, 17, 19]. Thisis particularly the case with the optimization of an OPS,whose computational complexity is hard and where a hugeportfolio of parameters are capable of influencing itsperformance. The OPS optimization problem, named orderpicking problem (OPP), belongs to the NP-hardness classof decision problems as defined by operations research [20,21]. A large set of studies demonstrates the effectiveness ofdynamic simulation to support the design of very complexlogistic systems [1, 4, 6, 7, 19, 22–24]. As a result, theauthors propose an integrated approach that simultaneouslyapplies different decision supporting techniques, based onboth analytical and dynamic multi-parametric models(Fig. 1).
Significant studies on the warehouse design process andOPSs are also presented in [3, 12, 25–37]. Two importantconclusions can be drawn from these studies. Firstly, thestock area design has crucial interrelationships with other
design processes, such as those involving receiving docks,consolidation areas, packaging, shipping docks, etc., andsecondly that the design and management of a warehousingsystem involve a great deal of interdependent relationshipsamong a large variety of factors.
4 System performance and parameterization
Many different criteria are used to evaluate an OPSsperformance. However, travel time (picking cycle time),i.e. the expected amount of time for the manual picker (orthe S/R machine in AS/RSs) to perform a list of storage orretrieval operations, is commonly used in the literature. Infact, the throughput of an OPS is inversely proportional tothe travel time.
OP travel time accounts for about 50% of all OPactivities [38], while OP activity system costs account forover 65% of total operating costs for a typical warehouse[33, 34].
Reference [17] lists the principal factors contributing tothe total picking cycle time:
– Administrative time at the I/O point, at the start and endof a tour
– Processing time, i.e. the time spent extracting items anddocumenting the picking activity
– Travel time between pick locations
In particular, the importance of reducing the last pickingvariable time (travel time) emerges: it is a monotoneincreasing function of the travelled distance. Therefore,fixed and variable administrative times at the I/O area andextraction times are not considered. The measure of themean distance travelled in a picking cycle is a significantperformance of the generic OPS and is adopted as theresponse and principal performance of a picker to partOPS. The management of the whole system can beoptimised by comparing different configurations andoperating scenarios. In the following sections the authors
I/O
H(m)
L(m)
Fig. 2 Basic warehouse layout (two cross aisles)
I/O
H(m)
L(m)
Fig. 3 Breadthwise layout
814

refer to the picking cycle time as the time required by avehicle to perform a picking mission with a constantvelocity and infinite acceleration and deceleration; thishypothesis means that the picking cycle time can bemanaged as the travelled distance.
Through in-depth analysis of a great deal of datacollected in industrial applications with which the authorshave been involved, a large set of different parameters,classifying the systems and affecting the picking perfor-mances, have been identified (system performance defini-tion step in Fig. 1).
The principal factors are:
1. AREA. This is the system’s plant area and it defines thestorage capacity in accordance with the forward-reserve picking strategy.
2. SHAPE (ratio h&l). The plant layout of inventory areais rectangular, and different values of the ratio betweenthe longitudinal (H) and frontal (L) dimensions areassociated with this factor (Fig. 2). This ratio isrepresented by the notation h&l.
3. CURVE (y). The class based storage location assign-ment policy is adopted and is based on three classes (A,B and C). The generic class is composed of productswith different COI values according to a COI–ParetoABC curve related to physical stocks and movementfrequencies. The notation x/y, attributed to this factor,indicates that x% of cumulated storage commits y% ofmaterial movements. x is assumed to be equal to 20.
4. CLASS (a/b/c). This factor deals with the physicaldimension of each class of storage items. The notationa/b/c and a, b, c values indicate the portion of totalvolume (in percentage), which is associated withclasses A, B and C, respectively.
5. DIMLIST. This is the number of orderlines in a pickinglist and is associated with a retrieval vehicle’s mission.Then the generic picker begins and finishes his or hermission at the I/O zone, when he or she reaches the endof the list.
6. POLICY. Different values are traversal or returnaccording to Fig. 4 and the following definitions:
– Traversal policy (TR): the picker enters at one endof an aisle containing at least one pick and exits atthe other end.
– Return policy (RN): the picker enters and exits atthe same end of the aisle.
7. RATIO represents the average number of stops perroute (trip) when the picking mission is composed ofseveral routes (trips). The generic trip begins andfinishes at the I/O. This factor depends on the capacityof the picking machine and on the average number ofitems which are picked at each stop during a vehicletrip.
The next two sections of this paper present and describethe proposed dynamic and analytical models for the OPS.They are based on all seven of these significant parameters.
5 Dynamic multi-parametric model
The simulation is extremely effective in virtually andrapidly simulating the behaviour of complex logisticsystems [1, 4, 6, 19, 39]. A VIS model of the OPS hasbeen introduced in agreement with the system parameter-isation previously introduced. Figure 5 shows a view of thedynamic model of the parametric picker to partforward-reserve and less than unit load OPS with longitudinalstorage system configuration (Figs. 2 and 4) which iscomposed of multiple parallel aisles; two-sided and singleshelving is adopted; materials enter and exit the warehouseat a single I/O area. Every simulated system configurationcorresponds to a specific set of values assigned to the sevenfree parameters introduced and described in Section 4.
The order batching procedure adopted is first-come-first-served (FCFS); the orders on a given list are groupedwithout applying any kind of batching algorithm. Conse-quently, all retrieval requests and locations, which aregenerated randomly in accordance with the adopted COI-curve (CURVE parameter value) and CLASS values, aregrouped in pools of DIMLIST size. The order routingpolicy is based on the calculation of the shortest path (SP)
I/OI/O
Class A
Class B
Class C
TRAVERSAL RETURNFig. 4 Traversal and returnpolicies in class based storageallocation
815

[40] between couples of consecutive slots to be visitedwithin the warehousing system.
The number of times the I/O is visited during a pickingcycle depends on the DIMLIST and RATIO parameters; apicker reaches the I/O point every time he or she saturatesthe finite capacity of the vehicle or finishes the assignedmission. This model has been validated according to thecollection of industrial applications (analysis macro step inFig. 1) and is the basis for the virtual test which iscomposed of several combinations of system configura-tions and operating conditions.
6 Analytical formulation of travel distance
The importance and the need to design an analytical modelcapable of quantifying the cost of an OPS clearly meant alot of time had to be spent designing both a dynamic modeland an analytical model. In fact, the literature presentsseveral analytical models for the calculation of the traveldistance associated with a picker’s unit load pickingactivity [26, 31, 32]. However, few studies have beenconducted on the analysis of less than unit load picking
operations. These are based on significant constraints andlimitations, which are in conflict with the flexibilityrequired during both the design and management of awarehousing system, especially when it is affected bystrongly changing operating conditions (seasonal demand,introduction of new product, changes in packaging, etc.).Therefore, a new travel distance formulation is introducedin this section in the form of a calculation model of theexpected average travel distance during the pickingactivities of a storage/retrieval vehicle in a period of timeT. This approximated and parametric model estimates theperformance of an OPS by the identification of the valuesof three parameters (s, p and c), given other parameters(e.g. storage strategy, routing policy, shape of the plantarea, etc.) and in accordance with the probabilistic analysisof the performance collected during a what-if analysisconducted on more than 15,000 scenarios. The simulationwhat-if analysis is based on the previously illustrated multi-parametric dynamic model.
In particular, in a picker to part OPS with a perpendicular(basic warehouse) layout, the expected total travel distance(expressed in metres) in a period of time T is the following:
L ¼ s � p � c � Npick � Sð Þ0:45ffiffiffiR5
p (1)
But for parallel aisle (breadthwise) layouts the followingapplies:
L ¼ H � Npick
2 � R þ s � p � c � Npick � Sð Þ0:45ffiffiffiR5
p (2)
where
– L [m] is the total travel distance;– S [m2] is the value of factor AREA;– Npick is the number of picks during the period T;
Fig. 5 A view of the simulation model
Fig. 6 Constant tree: s, p, c determination
816

– R is the number of picks filling the finite capacity of thepicking vehicle;
– H [m] is the length presented in Figs. 2 and 3,respectively, for perpendicular and parallel aislesconfiguration layouts;
– s is a constant value which identifies the SHAPE of thesystem according to the value of h&l;
– p is the parameter which identifies the configuration ofthe system based on the combination of SHAPE andPOLICY values;
– c is the parameter associated with the combination ofSHAPE, POLICY, CURVE and CLASS values.
Figure 6 shows the values of s, p and c (simulationanalysis and parameters valorisation steps in Fig. 1) fordifferent combinations of the parameters SHAPE, POL-ICY, CURVE and CLASS and in accordance with apredefined width of the aisles. So, for example, when h is1 and l is 2, s is equal to 3.8. When SHAPE is 1&2 andPOLICY is TR, p is equal to 1. Furthermore, whenSHAPE is 1&2, POLICY is TR, y is 70 and CLASS20/30/50, c is equal to 0.81.
The accuracy of the proposed analytical models (1) and(2) was demonstrated by a mean absolute deviation (MAD)of the predicted travel distances from the values quantifiedby the application of the dynamic model (Section 5) notgreater than 5.3%. The predicted models have also beenvalidated by the analytical models presented in [31, 32],where the corresponding MAD value is about 5.6%. Themajor advantage associated with the proposed analyticalmodels over already existing models [31, 32] is the use of alower number of parameters for the travel distanceprediction. Finally, analytical models (1) and (2) werevalidated by using the previously collected industrialapplication data (validation step in Fig. 1).
7 Factorial analysis and performance data collection
The what-if simulation analysis step involves further studyof the impact of physical and managerial parameters on theresponse of an OPS (multi-level factorial analysis in
Fig. 1). Thanks to the collection of a large portfolio ofsimulation results, this step provides several OPS designguidelines for the choice of the best picking strategy (i.e.the valorisation of free parameters) for a given subset ofsystem constraints (unfree parameters).
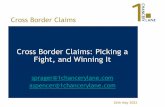
In particular the collected output of every simulationrun is the global picking cycle time for a set of morethan 300 stops (orderlines) belonging to different tripsand picking cycles. All of the principal results arepresented in Fig. 7 (main effects plot) where the pickingcycle time (i.e. travel distance in agreement withSection 4) is normalized in comparison with the cycletime based on a random storage policy. In this graph thedata means of T_Normal (the normalized cycle time) area measure of the system performance. The averageresponse of the system is seen when each of the free-parameters (AREA, RATIO, SHAPE, etc.) changes itsvalue. The dashed line identifies the mean valueobtained from the total number of simulation runs.From this figure the importance of certain factorsaffecting the picking cycle time T_Normal, comparedto the other factors, is emphasized. Figure 8 presents theinteraction plot for a large combination of parametervalues when AREA factor assumes a fixed valuebecause of its insignificant influence on systemperformance (as demonstrated by Fig. 7).
The effect of each factor and each combination of factorson the response of the system is better measured byapplying factorial analysis to the normalized response timeof the modelled picker to part OPS. Figures 9 and 10present the principal results from a two-level factorialanalysis according to the following statistical model:
Y ¼ αþPiβi � Xi þ
Pi;ji<j
βij � XiXj
þPi;j;ki<j<k
βijk � XiXjXk þ :::þ u (3)
where
Y is the response of the system;α is a fixed parameter;
RatioDimListCurveClassPolicyShapeArea
1311 9 7 5 3 2 13025201510 59590807060
5/40
/55
20/5
0/30
20/3
0/50
10/5
0/40TR
RN
1&4
1&2
1&1A
2A
0,72
0,64
0,56
0,48
0,40
T_
No
rma
l
Fig. 7 Main effects plot onT_Normal
817

Xi is the value assumed by the factor i;βi is a multiplying parameter associated with factor iand is a measure of the effect of i on the response Y(similarly for βij, βijk, etc.);u is the error on the expected response of the system.
In particular, the effect of a factor or a combination offactors onY is quantified by the following standardized effect(defined for the factor i) in accordance with a t-studentdistribution of values:
t ¼ β̂i � βoffiffiffiffiffiffiffiffiffiffiffiffiffiffiV β̂i
� �r (4)
where β̂i and βo are, respectively, the expected value and the
mean value of βi, and V β̂i
� �is the variance of β̂i . In the
same way a standardized effect defined for a genericcombination of factors can be introduced. Hypothesis testingis conducted on the value of βo according to both the t-student distribution of t, and the following hypothesis:
H : βo ¼ 0 (5)
If Eq. 4 has large values the influence of the relatedfactor i (or combination of factors) on the system’sresponse becomes critical. In Fig. 9 the distance of thegeneric point, which represents a specific factor (or set offactors), from the regression line is a measure of its (or
Fig. 9 DOE 2-factorial analysis; normal probability plot of thestandardized effects
1311 9 7 5 3 2 13025201510 595908070605/40
/55
20/50/
30
20/30/
50
10/5
0/40
TRRN1&
41&
21&
1
0,8
0,6
0,4
0,8
0,6
0,4
0,8
0,6
0,4
0,8
0,6
0,4
0,8
0,6
0,4
0,8
0,6
0,4
Shape
Policy
Class
Curve
DimList
Ratio1311 9 7 5 3 2 1
3025201510 5
9590807060
5/40/55
20/50/30
20/30/50
10/50/40
TR
RN
1&4
1&2
1&1
Fig. 8 Interaction plot, data means for T_Normal
818

their) influence on the system response. Similar conclu-sions could also be drawn from the analysis of the Paretochart of the absolute standardized effects reported inFig. 10.
As a consequence, considering the statistical model ofEq. 3, the u error, which determines the significance of theeffects βi, is associated with a predefined alpha-level whichis the accepted p-value used in this hypothesis test. The p-value represents the probability of making a type 1 error,i.e. rejecting the null hypothesis when it is true. In DOEanalysis the assumed alpha-level is 0.1 as shown by the titleof Fig. 10.
Table 1 presents a final classification of factors, andcombinations of factors, which affect the system’s re-sponse. It was obtained by analysing several different two-level factorial studies.
8 Analysis of results
All results presented in this paragraph are general and areeffective for all picker to part OPS regardless of storagecapacity. T_Normal, i.e. the ratio between the genericpicking cycle time and the worst cycle time (in absence ofthe class based storage policy) for a given storage capacity,has been introduced in order to compare different storagecapacity OPSs. There is no significant difference passingfrom a generic AREA (A) to its doubled value (2A). Thismeans that the proposed approach can be used to evaluateany picking system quickly (especially the analyticalmodel).
The analysis of the system performance was alsoconducted for a RATIO value equal to 1, whichcorresponds to a unit load picking activity and extendsthe proposed approach to the study of picker to part unitload OPSs.
Table 1 Classification of factor criticality
Critical level Combination of factors
1 B2 E3 AB4 D5 BE6 C7 ABD8 A9 ACD10 BD11 CD12 AC13 BCD14 AD15 ABC16 ABE17 BC18 ABCD19 AE20 BCE21 BDE22 CDE23 ACE24 CE25 DE26 ACDE27 ABDE28 ADE29 BCDE30 ABCDE
Fig. 10 A DOE 2-factorialanalysis; Pareto chart of thestandardized effects
819

The following considerations can be drawn from themulti factorial analysis:
– The choice of the routing policy (POLICY factor) isthe most critical factor affecting the system’s response.
– The number of picks per stop and the capacity of thepicking vehicle (RATIO factor) significantly influencethe picking cycle time.
– The class based storage policy is a cheap strategyfor reducing the picking cycle time; nevertheless,the dimension of each class, according to the valueof the CLASS factor, does not significantly influ-ence the response of the OPS.
– The dimension of the picking list (DIMLIST) is not acritical factor in the OPS performance.
Conclusions drawn from an in-depth analysis of themain effects plot (Fig. 7) and the interaction plot (Fig. 8)are:
– Return is the best routing policy in quadratic systems(SHAPE factor value equal to 1&1), and traversalwhen the front of the system increases compared to thelongitudinal dimension (rectangular systems); never-theless, RN is the best policy in a virtual system whichrepresents the portfolio of all simulated configurationsand parameterisations (Fig. 7). Finally, in this virtualsystem shape 1&2 is the best system SHAPE, but for adifferent routing policy the best value could changefrom one shape value to another (Fig. 8).
– T_Normal strongly decreases, changing the value ofRATIO to lower values of this parameter.
9 Conclusions and further research
An innovative and integrated approach to simultaneouslydesigning and managing a forward-reserve picker toproduct OPS of a generic storage capacity has beenpresented. This approach is the result of modelling of anNP-hard optimisation problem both dynamically andanalytically. It is strongly recommended for the design ofnew flexible systems (FOPS – flexible order pickingsystem) and in the redesign of existing warehousesoperating in seasonal conditions and with productspossessing a short life cycle. This approach integratesdynamic simulation, statistical analysis and analyticalmodelling, factorial design, and the analysis of realindustrial applications. In particular, the analytical formu-lation of the picking travel distance, capable of immedi-ately quantifying the principal costs of an OPS according todifferent what-if scenarios minimizing both the investmentcosts and the management/control costs, represents theprincipal innovative contribution of this study to researchin OPS. The effectiveness of dynamic simulation isdemonstrated by the rapid testing of the system’sperformance in different operating scenarios and accordingto different parameterisations in contrast with the hardcomplexity of the OPS optimization problem. In particular,the significance of the most critical factors and combina-
tion of factors is measured. This analysis represents thesecond innovative research contribution.
The class based storage location assignment is alsoeffective in minimizing the mean cycle time for less thanunit load picking activities in agreement with many studieson unit load systems in the literature. A savings of morethan 40% (Figs. 7 and 8) can be obtained by using classbased storage instead of a random storage policy inaccordance with the results discussed in [19], whichpresents a case study whose optimisation is based on asimilar dynamic model.
Further research is being carried out on the generaliza-tion of this efficacious and innovative approach. It is beingapplied to the design and optimisation of other adaptivelogistic and manufacturing systems (AS/RS, flexiblemanufacturing system – FMS, flexible assembly systems– FAS, etc.), especially cases in which they must reactrapidly, and adapt to changing operating conditions andbusiness strategies.
References
1. Manzini R, Gamberi M, Regattieri A (2005) Design and controlof an AS/RS. Int J Adv Manuf Technol DOI: 10.1007/s00170–004–2427–6
2. Van den Berg JP (1999) A literature survey on planning andcontrol of warehousing systems. IIE Trans 31:751–762
3. Gray AE, Karmarkar US, Seidmann A (1992) Design andoperation of an order-consolidation warehouse: models andapplication. Eur J Oper Res 58:14–36
4. Manzini R, Gamberi M, Regattieri A (2005) Design and controlof a flexible order-picking system (FOPS). A new integratedapproach to the implementation of an expert system. Int JManuf Technol Manag 16(1):18–35
5. Manzini R, Gamberi M, Regattieri A, Persona A (2004)Framework for designing a flexible cellular assembly system.Int J Prod Res 42(17): 3505–3528
6. Manzini R, Ferrari E, Gamberi M, Persona A, Regattieri A(2005) Simulation performance in the optimisation of thesupply chain. Int J Manuf Technol Manag 16(2):127–144
7. Manzini R, Pareschi A, Regattieri A, Basso A (2003) Laprogettazione e il controllo di sistemi Flessibili di OrderPicking (OPS). Proceedings of the 30th national conferenceANIMP, Rapallo, Italy
8. Jawahar N, Aravindan P, Ponnambalam SG (1998) Optimalrandom storage allocation for an AS/RS in an FMS. Int J AdvManuf Technol 14(2):116–132
9. Chetty Krishnaiah OV, Reddy Sarveswar M (2003) Geneticalgorithms for studies on AS/RS integrated with machines. Int JAdv Manuf Technol 22(11–12):932–940
10. Chincholkar AK, Krishnaiah Chetty OV (1996) Simultaneousoptimisation of control factors in automated storage andretrieval systems and FMS using stochastic coloured Petrinets and the Taguchi method. Int J Adv Manuf Technol 12(2):137–144
11. Sankar SS, Ponnanbalam SG, Rajendran C (2003) A multi-objective genetic algorithm for scheduling a flexible manufac-turing system. Int J Adv Manuf Technol 22(3–4):229–236
12. Malmborg CJ, Al-Tassan K (2000) An integrated performancemodel for orderpicking systems with randomize storage. ApplMath Model 24:95–111
13. Haskett JL (1963) Cube-per-order index—a key to warehousestock location. Trans Distrib Manag 3:27–31
14. Kallina C, Lynn J (1976) Application of the cube-per-orderindex rule for stock location in distribution warehouse.Interfaces 7:37–46
820

15. Frazelle EH, Hackman ST, Platzman LK (1989) Improvingorder picking productivity through intelligent stock assignmentplanning. Proceedings of the council of logistics managementannual conference, St. Louis, MO, pp 353–371
16. Van den Berg JP, Gademann AJRM (2000) Simulation studyof an automated storage/retrieval system. Int J Prod Res38:1339–1356
17. Caron F, Marchet G, Perego A (2000) Optimal layout in low-level picker-to-part systems. Int J Prod Res 38:101–117
18. Roodbergen KJ, de Koster R (2001) Routing order pickers in awarehouse with middle aisle. Eur J Oper Res 133:32–43
19. Ferrari E, Gamberi M, Manzini R, Pareschi A, Persona A,Regattieri A (2003) An integrated optimisation process forthe production planning and control of a flexible manufac-turing system. Proceedings of the business and industrysymposium, advanced simulation technologies conference,Orlando, Florida, pp 79–84
20. Lawler EL, Lenstra JK, Rinnooy Kan AHG, Shmoys DB(1985) The traveling salesman problem. Wiley, New York
21. Lawler EL, Lenstra JK, Rinnooy Kan AHG, Shmoys DB(1993) Sequencing and scheduling: algorithms and complexity.In: Graves SC et al. (eds) Handbooks in OR & MS. ElsevierScience, St. Louis, MO, vol 4, ch 9, pp 445–522
22. Kosfeld M (1998) Warehouse design through dynamic simu-lation. Proceedings of the winter simulation conference,Medeiros, pp 1049–1053
23. Helo PT (2000) Dynamic modelling of surge effect andcapacity limitation in supply chains. Int J Prod Res 38:4521–4533
24. Riddalls CE, Bennett S, Tipi NS (2000) Modelling thedynamics of supply chains. Int J Syst Sci 8:969–976
25. Ratliff HD, Rosenthall AS (1983) Order picking in arectangular warehouse: a solvable case of the travellingsalesman problem. Oper Res 31:507–521
26. Hall RW (1993) Distance approximations for routing manualpickers in a warehouse. IIE Trans 25:76–87
27. Yoon CS, Sharp GP (1995) Example application of thecognitive design procedure for an order pick system: casestudy. Eur J Oper Res 87:223–246
28. Yoon CS, Sharp GP (1996) A structured procedure for analysisand design of order pick systems. IIE Trans 28:379–389
29. Larson TN, March H, Kusiak A (1997) A heuristic approach towarehouse layout with class based storage. IIE Trans 29:337–348
30. Petersen CG (1997) An evaluation of order picking routingpolicies. Int J Oper Prod Manage 17:1098–1111
31. Caron F, Marchet G, Perego A (1998) Routing policies andCOI-based storage policies in picker-to-part systems. Int J ProdRes 36:713–732
32. Chew EP, Tang LC (1999) Travel time analysis for general itemlocation assignment in a rectangular warehouse. Eur J Oper Res112:582–597
33. Van den Berg JP, Zijm WHM (1999) Models for warehousemanagement: classification and examples. Int J Prod Econ59:519–528
34. Vaughan TS, Petersen CG (1999) The effect of warehouse crossaisles on order picking efficiency. Int J Prod Res 37:881–897
35. Rouwenhorst B, Reuter B, Stockrahm V, van Houtum GJ,Mantel RJ, Zijm WHM (2000) Warehouse design and control:framework and literature review. Eur J Oper Res 122:515–533
36. Zerangue NF, Bodner DA, Govindaraj T, Karathur KN,McGinnis LF, Goetschalckx M, Sharp GP (2001) A processmodel of expertise in the design of warehousing and distribu-tion systems. Proceedings of the IEEE international conferenceon systems, man, and cybernetics 5:3403–3408
37. Hwang H, Oh YH, Cha CN (2003) A stock location rule for alow level picker-to-part system. Eng Optim 35:285–295
38. Brynzer H, Johansson MI (1996) Storage location assignment:using the product structure to reduce order picking times. Int JProd Econ 46–47:595–603
39. Ferrari E, Gamberi M, Manzini R, Pareschi A, Persona A,Regattieri A (2002) Effectiveness of dynamic simulationsupporting and optimizing design and management of ware-house facilities. Proceedings of the business and industrysymposium, advanced simulation technologies conference, SanDiego, California, vol 34, pp 76–81
40. Papadimitriou C, Steiglitz K (1982) Combinatorial optimisa-tion. Prentice Hall, Englewood Cliffs, New Jersey
821