DESIDRATAÇÃO, SEPARAÇÃO E LIQUEFAÇÃO DE GÁS NATURAL USANDO O TUBO VORTEX REV A
15
DESIDRATAÇÃO, SEPARAÇÃO E LIQUEFAÇÃO DE GÁS NATURAL USANDO O TUBO VORTEX REV A Por Luiz Henrique V. Souza Com Agradecimentos Especiais ao Engº Eduardo Gertrudes, CTGÁS/RN. Outubro, 2009.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of DESIDRATAÇÃO, SEPARAÇÃO E LIQUEFAÇÃO DE GÁS NATURAL USANDO O TUBO VORTEX REV A

DESIDRATAÇÃO, SEPARAÇÃO E LIQUEFAÇÃO DE GÁS NATURAL USANDO O TUBO VORTEX
REV A
Por
Luiz Henrique V. Souza
Com Agradecimentos Especiais ao Engº Eduardo Gertrudes, CTGÁS/RN.
Outubro, 2009.

ÍNDICE
1 - INTRODUÇÃO.
2 – PROCESSO DE LIQUEFAÇÃO E SEPARAÇÃO EMPREGANDO O TUBO VORTEX.
A - Liquefação.
B - Separação.
3 – PROJETO DO TUBO VORTEX.
A- Bocal de entrada.
B- Orifício da Fase Fria.
C- Comprimento dos tubos da Fase Quente e Fase Fria.
D- Projeto da câmara do vortex.
E- Pressão e Temperatura do Gás de Entrada.
F- Propriedades do Gás.
4 – CONCLUSÃO.
5 – RESULTADOS DE TESTE DO TUBO VORTEX EM CABEÇA DE POÇO.

1 – INTRODUÇÃO.
O intuito deste relatório é mostrar uma alternativa nacional, mais econômica, para a desidratação e separação de gás
natural, seja este vindo diretamente do poço ou gasoduto.
Este artigo se limitará às experiências uso do tubo vortex no processo de desidratação, liquefação e separação de gás
natural, alguns dos critérios de projeto e operação de um equipamento destes e uma breve discussão sobre o mecanismo
por trás do efeito de separação de energia.
Uma pesquisa de literatura foi conduzida com, aproximadamente, 250 títulos para desenvolvimento do projeto final.
Os Tubos Vortex testados foram:
1. Tubo Aço Inox 316 L, de 1”, espessura de parede 3 mm, com 209 mm na fase quente e 70 mm na fase fria.
2. Tubo Aço Inox 316 L, de 1”, espessura de parede 3 mm, com 209 mm na fase quente e 400 mm na fase fria.
Os meios gasosos usados foram, respectivamente, ar comprimido originado de compressor de 370 PCM, com o ar úmido
saindo a 7 kgf/cm² e 26°C e gás natural originado de poço com 12 kgf/cm² e 30° C. Não foram feitas medições de umidade
em nenhum dos testes.

O ar comprimido não reduz a temperatura tão facilmente como o gás natural devido a presença de muita água.
Este dispositivo, não somente, desidrata como, também, proporciona separação dos “mais pesados” (heavier) C2+, C3+ e
C4+. Porem, quando há requerimento condicionado de concentrações destes hidrocarbonetos, deverá ser adicionado
equipamentos de separação controlada. Tais como, separadores, membranas filtradoras, torres de contato típicas (glicol)
etc.
O equipamento por ser, extremamente, de fácil locomoção, permite a instalação direta na cabeça do poço ou em pontos
de tomada de gás em gasodutos. Assim como, compõe com outros equipamentos, descritos acima, uma planta modular
para uma separação mais apurada para ir de encontro às exigências de diversos processos, como exemplo, o uso de gás
natural em motores de combustão interna, nem sempre o gás especificado conforme norma ANP é adequado para uso em
diversas aplicações, exigindo o aumento ou redução de algum(s) de seus componentes.
Alem desta depuração, também, devemos considerar o alto valor destes, hidrocarbonetos separados, usados em diversas
outras aplicações em processos industriais.
2 – PROCESSO DE LIQUEFAÇÃO E SEPARAÇÃO EMPREGANDO O TUBO VORTEX.
Este equipamento tem se mostrado eficaz nos casos onde sua simplicidade de projeto é de importância primaria e onde
gás comprimido esteja disponível. Um desses casos é o processamento de gás natural na indústria do petróleo. Poços de
óleo e gás, ou somente de gás natural, podem ter uma considerável pressão na cabeça do poço, havendo, então, uma
necessidade de um processo não-complexo, sem necessidade de operadores e manutenção, para remoção de água e
condensado.
Nas figuras 1 e 2, abaixo, dois fluxogramas são mostrados. A figura nº 1 difere um pouco da de nº 2 e ilustram diferenças de
conceito e prática. A figura 1 foi uma proposta de potencial aplicação para o tubo vortex no processamento de gás natural.
Neste processo, o fluxo da fase fria do tubo vortex continha condensado e GLP. Estes foram removidos no vaso separador
mostrado. No primeiro processo foi proposto que o gás de entrada fosse aquecido para quebrar a, possível, formação de
hidratos, usando para isto a saída da fase quente do próprio tubo vortex. Adicionalmente, o fluxo frio do vaso separador
poderia ser usado para pré-resfriar a alimentação e condensar a água no óleo. Nos testes foi descoberto que, em alguns
casos, o fluxo de gás quente não proporcionou calor suficiente para quebrar os hidratos, então, esta tarefa ficou a cargo de
um pré-aquecedor.
No outro processo testado, Figura 2, os condensados apareceram na extremidade da fase quente do tubo vortex e retirado
por um bocal em separado, indo, este liquido, para um vaso separador.

Figura 1 – Projeto de separador de gás usando o Tubo Vortex.

Figura 2 – Projeto alternativo de separador de gás usando o Tubo Vortex.
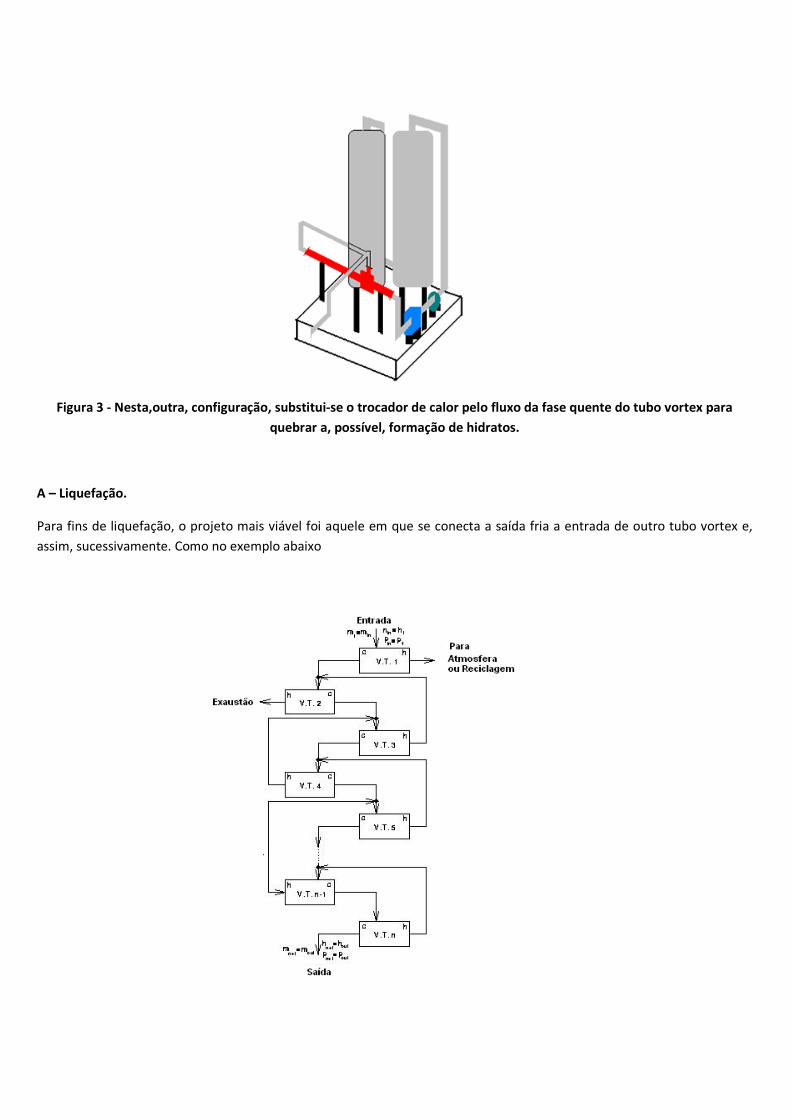
Figura 3 - Nesta,outra, configuração, substitui-se o trocador de calor pelo fluxo da fase quente do tubo vortex para
quebrar a, possível, formação de hidratos.
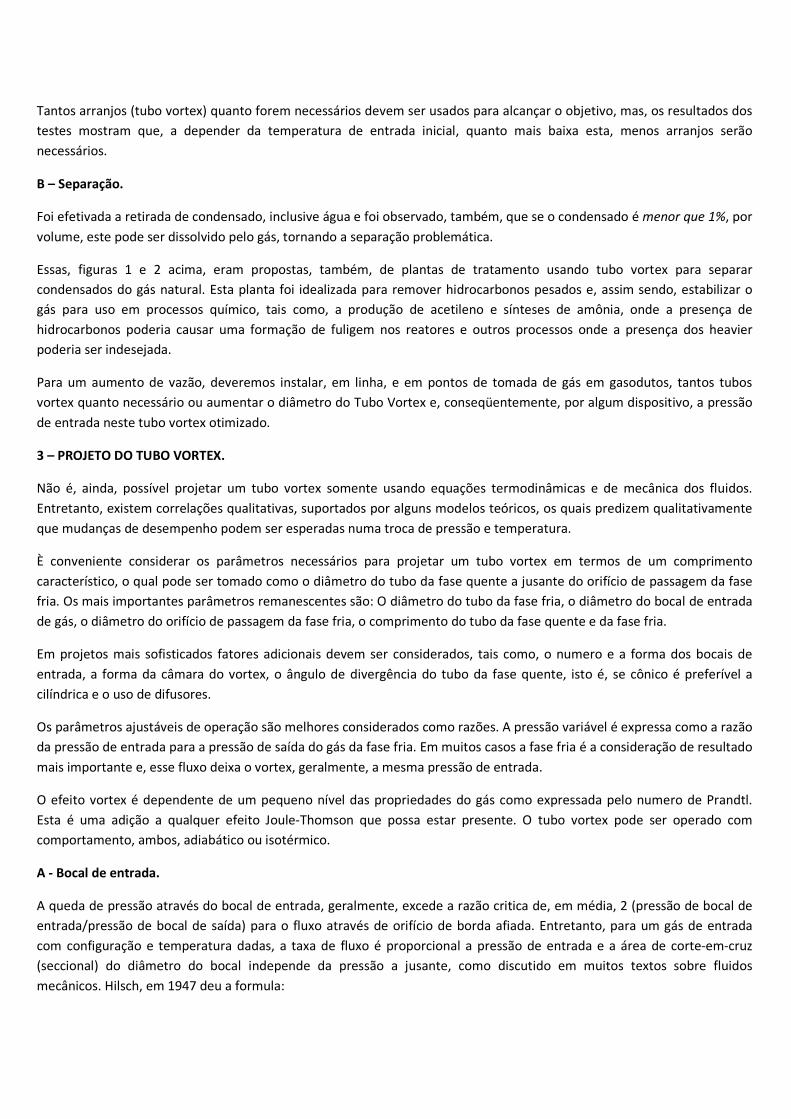
A – Liquefação.
Para fins de liquefação, o projeto mais viável foi aquele em que se conecta a saída fria a entrada de outro tubo vortex e,
assim, sucessivamente. Como no exemplo abaixo
Tantos arranjos (tubo vortex) quanto forem necessários devem ser usados para alcançar o objetivo, mas, os resultados dos
testes mostram que, a depender da temperatura de entrada inicial, quanto mais baixa esta, menos arranjos serão
necessários.
B – Separação.
Foi efetivada a retirada de condensado, inclusive água e foi observado, também, que se o condensado é menor que 1%, por
volume, este pode ser dissolvido pelo gás, tornando a separação problemática.
Essas, figuras 1 e 2 acima, eram propostas, também, de plantas de tratamento usando tubo vortex para separar
condensados do gás natural. Esta planta foi idealizada para remover hidrocarbonos pesados e, assim sendo, estabilizar o
gás para uso em processos químico, tais como, a produção de acetileno e sínteses de amônia, onde a presença de
hidrocarbonos poderia causar uma formação de fuligem nos reatores e outros processos onde a presença dos heavier
poderia ser indesejada.
Para um aumento de vazão, deveremos instalar, em linha, e em pontos de tomada de gás em gasodutos, tantos tubos
vortex quanto necessário ou aumentar o diâmetro do Tubo Vortex e, conseqüentemente, por algum dispositivo, a pressão
de entrada neste tubo vortex otimizado.
3 – PROJETO DO TUBO VORTEX.
Não é, ainda, possível projetar um tubo vortex somente usando equações termodinâmicas e de mecânica dos fluidos.
Entretanto, existem correlações qualitativas, suportados por alguns modelos teóricos, os quais predizem qualitativamente
que mudanças de desempenho podem ser esperadas numa troca de pressão e temperatura.
È conveniente considerar os parâmetros necessários para projetar um tubo vortex em termos de um comprimento
característico, o qual pode ser tomado como o diâmetro do tubo da fase quente a jusante do orifício de passagem da fase
fria. Os mais importantes parâmetros remanescentes são: O diâmetro do tubo da fase fria, o diâmetro do bocal de entrada
de gás, o diâmetro do orifício de passagem da fase fria, o comprimento do tubo da fase quente e da fase fria.
Em projetos mais sofisticados fatores adicionais devem ser considerados, tais como, o numero e a forma dos bocais de
entrada, a forma da câmara do vortex, o ângulo de divergência do tubo da fase quente, isto é, se cônico é preferível a
cilíndrica e o uso de difusores.
Os parâmetros ajustáveis de operação são melhores considerados como razões. A pressão variável é expressa como a razão
da pressão de entrada para a pressão de saída do gás da fase fria. Em muitos casos a fase fria é a consideração de resultado
mais importante e, esse fluxo deixa o vortex, geralmente, a mesma pressão de entrada.
O efeito vortex é dependente de um pequeno nível das propriedades do gás como expressada pelo numero de Prandtl.
Esta é uma adição a qualquer efeito Joule-Thomson que possa estar presente. O tubo vortex pode ser operado com
comportamento, ambos, adiabático ou isotérmico.
A - Bocal de entrada.
A queda de pressão através do bocal de entrada, geralmente, excede a razão critica de, em média, 2 (pressão de bocal de
entrada/pressão de bocal de saída) para o fluxo através de orifício de borda afiada. Entretanto, para um gás de entrada
com configuração e temperatura dadas, a taxa de fluxo é proporcional a pressão de entrada e a área de corte-em-cruz
(seccional) do diâmetro do bocal independe da pressão a jusante, como discutido em muitos textos sobre fluidos
mecânicos. Hilsch, em 1947 deu a formula:

Onde:
A constante tem um valor de, aproximadamente, 0,80 kg/(hr. mm². atm). Gulyaev, em 1966, derivou uma expressão para
razão de fluxo no tubo vortex no qual as propriedades do gás e coeficiente de ambos, bocais e orifício da fase do gás frio,
são expressas explicitamente.
Em alguns projetos de tubo vortex, o bocal de entrada está tangencialmente colocado e tem aberturas retangulares
preferíveis a circulares. Nestes casos, o diâmetro do bocal é interpretado como o diâmetro hidráulico da abertura, dada
pela formula:
B - Orifício da Fase Fria.
Experimentalmente, o diâmetro ótimo do orifício de gás frio foi descoberto como 0,4 a 0,5 diâmetros do tubo quente. O
diâmetro ótimo é uma função da razão do fluxo de gás passando através do orifício, portanto, é uma função da queda de
pressão através do orifício e a razão do fluxo de massa do gás frio. Se o orifício for muito grande, o gás quente entrará na
fase fria. Entretanto, se o diâmetro for muito pequeno, haverá significante queda de pressão através do orifício.

C - Comprimento dos tubos da Fase Quente e Fase Fria.
O comprimento deste tubo deve exceder 10 diâmetros para que o efeito vortex se realize.
D - Projeto da câmara do vortex.
Construída de forma circular e com apenas um bocal, tangencial, de entrada, apesar de, 2 bocais terem se mostrado mais
eficientes.
E - Pressão e Temperatura do Gás de Entrada.
Como falado, a máxima queda de temperatura aproxima-se de um valor assintótico (em matemática- relativo às assíntotas
ou com suas características; que se aproxima de um limite, porém, jamais chega a ele) enquanto a pressão de entrada
aumenta. Para um gás de entrada a 26,85° C (300 K) corresponde a uma queda máxima de temperatura de 40° C.
Gulyaev dá a seguinte formula:
F - Propriedades do Gás.
Como nosso experimento foi feito, em sua maioria, tendo o ar comprimido como meio gasoso, nós, também, fizemos
tentativas com gás natural, diretamente do poço, o fato do ar não mostrar uma grande queda de temperatura, como o
metano, por exemplo, foi explicado por conter alguma quantidade água.
Existe um fator de correção para o exposto acima. O fator Ti - Tc como uma função de Cp/Cv. O efeito resfriador é
considerado proporcional a temperatura absoluta de entrada. As razões, de calor especifico, são usadas em conexão com a
informação dada do desempenho do tubo vortex operando com ar comprimido.

4 – CONCLUSÃO.
Pelos resultados dos testes procedidos recentemente, podemos concluir que:
- O projeto, construção e montagem de um tubo vortex 100% nacional é possível com o nível de conhecimento em
engenharia que temos atualmente.
- Podemos atingir diversas configurações ótimas de projeto tubo vortex que atenda às nossas realidades de composições
de gás.
- O Tubo Vortex é uma construção simples, barata e desempenha com sucesso os maiores desafios de desidratação,
separação e liquefação de gás natural.
- Este projeto pode ser posto em funcionamento, mesmo incluindo mais alguns equipamentos periféricos, em, no máximo,
dias.
- Todos os materiais de construção e montagem estão disponíveis de fornecedores nacionais.
- A instalação não é complexa e não demanda treinamento especial, os operadores, hoje disponíveis, têm habilitação
bastante para isto.
- O Tubo Vortex pode ser instalado diretamente nas cabeças de poços otimizando, assim, o processamento do gás natural.
- Para cada condição de processo um tipo de Tubo Vortex deve ser especificado.

5 – RESULTADOS DE TESTE DO TUBO VORTEX EM CABEÇA DE POÇO.
Em outubro de 2009 fizemos testes, com resultados mais que satisfatórios, em um campo de produção situado na região
do São Francisco, Sergipe..
Estes experimentos, feito diretamente com gás natural saindo do poço em seu estado “selvagem”, foi de extrema
importância para avaliar o desempenho do Tubo Vortex em condições de operação real.
Os dados originais do gás de saída eram:
- Pressão de saída do poço: 12 kgf/cm².
- Temperatura de saída do poço: 30° C.
- Vazão de saída do poço: 212 m³/h.

Após analise cromatográfica e simulação feita pelo programa HYSYS© tivemos os seguintes resultados:

Algumas fotos do teste:

Link para filmes do teste:
http://www.youtube.com/watch?v=vVb-r4QN-es
Mais informações podem ser requeridas pelo seguinte endereço de email: [email protected]