
Definiç˜ao de uma arquitetura para o sistema de controlo de ...
110
Defini¸c˜ ao de uma arquitetura para o sistema de controlo de uma m´aquina de fabrico h´ ıbrido Rui Alberto Ferreira Santos Orientador: Prof. Doutor Fernando Gomes de Almeida Orientador INEGI: Eng. Jo˜ao Paulo Pereira Disserta¸c˜ ao realizada no ˆ ambito do Mestrado Integrado em Engenharia Mecˆ anica Porto, Fevereiro de 2017
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Definiç˜ao de uma arquitetura para o sistema de controlo de ...
Definicao de uma arquitetura para osistema de controlo de uma maquina de
fabrico hıbrido
Rui Alberto Ferreira Santos
Orientador:Prof. Doutor Fernando Gomes de Almeida
Orientador INEGI:Eng. Joao Paulo Pereira
Dissertacao realizada no ambito doMestrado Integrado em Engenharia Mecanica
Porto, Fevereiro de 2017

ii
Pagina intencionalmente deixada em branco

iii
Aos meus pais,

iv
Pagina intencionalmente deixada em branco

v
Resumo
A presente dissertacao tem como objetivo o estudo dos sistemas de fabrico hıbrido compos-tos por uma vertente aditiva e uma subtrativa, tendo em vista colmatar as falhas expostasnum sistema composto apenas por um dos processos.
Foi feito um estudo sobre a sua presenca no mercado atual, tendo sido verificadoque poucos fabricantes, como a DMG, a Hermle e a Hybrid Manufacturing Technologies,apresentam uma solucao para o problema, ainda num estado embrionario.
Analisaram-se diferentes estruturas existentes para averiguar a que permitiria um me-lhor enquadramento num sistema deste tipo, tendo optado por uma estrutura cartesianadividida em duas partes: uma cabeca de deposicao com tres eixos, uma arvore com treseixos para o processo subtrativo e uma mesa que translada entre os dois espacos de tra-balho, com dois eixos de rotacao. O sistema teria as funcionalidades de um centro demaquinagem de cinco eixos conjugado com o processo de Fused Deposition Modelling oude Directed Energy Deposition.
Procedeu-se a analise de diferentes unidades de controlo que permitiriam a configuracaode um sistema hıbrido, validando-se opcoes como o pacote Beckhoff TwinCAT CNC e oSiemens Sinumerik 840D sl.
Foram testados diferentes softwares de CAM e slicing, verificando-se a inexistencia deum que satisfizesse em pleno as necessidades exigidas por um sistema de fabrico hıbrido.Posteriormente, foi elaborada uma conjugacao que permitisse a geracao de codigo Gpretendido ao utilizar o Autodesk Fusion 360 com o Mecsoft Visual CADCAM/Visual3DPrint, que permitiu gerar a trajetoria para uma extrusao em superfıcies irregulares.
Sendo uma area em desenvolvimento, o progresso feito nesta dissertacao foi encaradocomo um ponto de partida para trabalhos futuros na area do fabrico hıbrido.

vi
Pagina intencionalmente deixada em branco

vii
Abstract
Definition of an architecture for the control system of an hybrid manufacturingmachine
The aim of this dissertation is to study hybrid manufacturing systems composed of anadditive and a subtractive component, with the objective of filling the gaps of a systemcomposed by only one of the processes.
A study was made of its presence in the current market, being found that few ma-nufacturers, such as DMG, Hermle and Hybrid Manufacturing Technologies, presented asolution to the problem, still in an embryonic state.
Different structures were analyzed to find out which would allow better response ina system of this kind, having opted for a cartesian structure separated in two parts: adeposition head with three axes associated, a spindle with also three axes for the subtrativeprocess and a work table that moves between the two workspaces with two rotation axes.The system would have the functionalities of a five-axis machining center and the processof Fused Deposition Modelling or Directed Energy Deposition.
Different control units were analyzed which would permit the configuration of an hybridsystem, validating options such as the Beckhoff TwinCAT CNC package and SiemensSinumerik 840D sl.
Different CAM and slicing softwares were tested, and there was no one that fully metthe needs of an hybrid manufacturing system. Subsequently, a conjugation was elaboratedthat allowed the generation of the intended G code using Autodesk Fusion 360 and MecsoftVisual CADCAM/Visual 3DPrint, being able to generate the path of an extrusion inirregular surfaces.
As an area under development, the progress made in this dissertation was seen as astarting point for future work in the field of hybrid manufacturing.

viii
Pagina intencionalmente deixada em branco

ix
Agradecimentos
Em primeiro lugar gostaria de agradecer aos meus orientadores, Professor Doutor FernandoGomes de Almeida e Engenheiro Joao Paulo Pereira, pela disponibilidade demonstrada eapoio prestado ao longo desta dissertacao.
Esta tese foi desenvolvida no ambito da operacao NORTE-01-0145-FEDER-000022 –SciTech – Science and Technology for Competitive and Sustainable Industries, cofinanciadopelo Programa Operacional Regional do Norte (NORTE2020), atraves do Fundo Europeude Desenvolvimento Regional (FEDER). Gostaria de agradecer ao INEGI e, em particular,ao Engenheiro Luıs Moreira pela disponibilidade e ajuda em melhor entender o temaestudado.
Gostaria de agradecer aos meus pais pelo seu constante apoio incondicional e pelaconfianca depositada em mim ao longo de todo o meu percurso.
Um agradecimento a Barbara pela constante preocupacao, paciencia e perseverancapara que me mantivesse focado.
Por ultimo, gostaria de agradecer aos meus amigos pelo animo e tempos bem passadosque permitiram que estes meses fluıssem com mais facilidade.

x
Pagina intencionalmente deixada em branco
Conteudo
Resumo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . v
Abstract . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vii
Agradecimentos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ix
Lista de Figuras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xvi
Lista de Tabelas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xvii
Glossario xix
I Introducao xxi
1 Introducao 1
1.1 Problema existente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3 Organizacao da tese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2 Enquadramento 3
2.1 Fabrico aditivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.1.1 Categorias . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.1.2 Tipos de maquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2.1.3 Vantagens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.1.4 Desvantagens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.2 Fabrico Subtrativo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.3 Fabrico Hıbrido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.4 Estado da Arte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.4.1 Fabrico Aditivo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.4.2 Fabrico Subtrativo . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.4.3 Fabrico Hıbrido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
II Estudo de uma arquitetura 19
3 Estrutura do sistema 21
3.1 Processos aditivos a utilizar . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
3.2 Tipo de estrutura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
3.2.1 Estrutura CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
3.2.2 Estrutura de AM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
3.2.3 Numero de eixos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
3.2.4 Estrutura Hıbrida . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.2.5 Unidade de Controlo Numerico . . . . . . . . . . . . . . . . . . . . . 28
4 Geracao de codigo G 33
4.1 Conceptualizacao e CAD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
4.2 Conversao para codigo G . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
4.2.1 Interface CAD-CAM . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
4.2.2 Slicers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
4.2.3 Codigo G em sistemas hıbridos . . . . . . . . . . . . . . . . . . . . . 37
4.3 Manipulacao do codigo G . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
5 Problemas associados a um sistema hıbrido 49
5.1 Maquinagem de diferentes materiais . . . . . . . . . . . . . . . . . . . . . . 49
5.2 Fluido de Corte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
6 Conclusao e trabalhos futuros 53
Bibliografia 57
xii
Anexos 63
Anexo A: Desenho de definicao da peca estudada . . . . . . . . . . . . . . . . . . 63
Anexo B: Catalogo Siemens Sinumerik . . . . . . . . . . . . . . . . . . . . . . . . 69
Anexo C: Catalogo Beckhoff Twincat CNC . . . . . . . . . . . . . . . . . . . . . 75
Anexo D: Catalogo Fanuc CNC . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85

xiv
Pagina intencionalmente deixada em branco

xv
Lista de Figuras
2.1 Exemplo de um processo de fabrico aditivo . . . . . . . . . . . . . . . . . . 3
2.2 Stereolithography . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.3 Selective Laser Sintering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.4 Material Jetting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.5 Binder Jetting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.6 Fused Deposition Modeling . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.7 Ultrasonic Additive Manufacturing . . . . . . . . . . . . . . . . . . . . . . . 6
2.8 Directed Energy Deposition . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
2.9 BQ Prusa i3 Hephestos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.10 Tripodmaker . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.11 Polar 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.12 Rugosidade relativa da superfıcie de acabamento em diferentes processos defabrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.13 Exemplos de maquinas referidas na tabela 2.3 . . . . . . . . . . . . . . . . . 14
2.14 Processos mencionados na seccao 2.4.3 . . . . . . . . . . . . . . . . . . . . . 15
2.15 Visao geral do algoritmo presente em ’Automated rapid prototyping combi-ning additive and subtractive processes’ (adaptado) . . . . . . . . . . . . . . 17
3.1 Diagrama funcional de um centro de maquinagem de tres eixos . . . . . . . 22
3.2 Estrutura duma cabeca de deposicao de FDM . . . . . . . . . . . . . . . . . 24
3.3 Configuracoes do extrusor em DED . . . . . . . . . . . . . . . . . . . . . . . 25
3.4 Eixos cartesianos e de rotacao . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.5 Exemplo de mesa com dois eixos de rotacao . . . . . . . . . . . . . . . . . . 27

3.6 Funcionalidades de controlo de um sistema CNC . . . . . . . . . . . . . . . 29
3.7 Sinumerik 840D sl e Sinamics S120 . . . . . . . . . . . . . . . . . . . . . . . 30
3.8 TwinCAT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
3.9 PC incoporado Beckhoff CX . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4.1 Peca de teste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
4.2 Fluxo de trabalho em fabrico aditivo e subtrativo . . . . . . . . . . . . . . . 35
4.3 Simulacao em software CAMotics (esquerda) de um exemplo de codigo G(direita) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
4.4 Fluxo de trabalho ideal em fabrico hıbrido . . . . . . . . . . . . . . . . . . . 37
4.5 Fluxo de trabalho encontrado para o fabrico hıbrido . . . . . . . . . . . . . 38
4.6 Vista lateral da peca de teste . . . . . . . . . . . . . . . . . . . . . . . . . . 38
4.7 Peca de teste sem parte aditiva . . . . . . . . . . . . . . . . . . . . . . . . . 38
4.8 Processo de slicing em tres diferentes planos no programa Print Studio . . . 39
4.9 Teste do software CAMotics em cilindros com diferentes alturas . . . . . . . 40
4.10 Modelo desenhado em Autodesk Fusion 360 . . . . . . . . . . . . . . . . . . 41
4.11 Selecao do ambiente CAM em Autodesk Fusion 360 . . . . . . . . . . . . . 42
4.12 Percurso da ferramenta no facejamento inicial . . . . . . . . . . . . . . . . . 42
4.13 Percurso da ferramenta na formacao da cavidade central . . . . . . . . . . . 42
4.14 Selecao da opcao de simulacao em Autodesk Fusion 360 . . . . . . . . . . . 43
4.15 Pormenor na execucao da cavidade central (inıcio) . . . . . . . . . . . . . . 43
4.16 Pormenor na execucao da cavidade central (avancado) . . . . . . . . . . . . 43
4.17 Pormenores da simulacao em Autodesk Fusion 360 . . . . . . . . . . . . . . 43
4.18 Selecao da opcao de ’exportar como STL’ em Autodesk Fusion 360 . . . . . 44
4.19 Geracao do codigo G associado a impressao do cilindro em Mecsoft Visual-CAM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
4.20 Percurso da ferramenta no melhoramento da qualidade superficial do cilin-dro depositado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
4.21 Diferenca entre um ficheiro de CAD original e um STL . . . . . . . . . . . . 46
5.1 Exair Cold Gun Aircoolant Systems . . . . . . . . . . . . . . . . . . . . . . 51
xvi
xvii
Lista de Tabelas
2.1 Materiais tipicamente utilizados em cada uma das categorias de AM . . . . 7
2.2 Exemplo de alguns processos ’sub-hıbridos’ . . . . . . . . . . . . . . . . . . 13
2.3 Comparacao das diferentes tecnologias de AM . . . . . . . . . . . . . . . . . 14

xviii
Pagina intencionalmente deixada em branco
xix
Glossario
3DP 3D Printing . 5
ABS Acrylonitrile Butadiene Styrene. 8
AM Additive Manufacturing . xii, xvii, 3, 7, 10, 14,22, 24, 28
ASTM American Society for Testing and Materials.3
CAD Computer Aided Design. xii, xvi, 2–4, 10, 33,35, 37, 38, 40, 47, 48, 56
CAM Computer Aided Manufacturing . v, vii, xii,xvi, 26, 35–38, 40, 43, 48, 56, 57
CNC Computerized Numerical Control . xvi, 11, 13,21–24, 26, 28, 29
DED Directed Energy Deposition. xv, 15, 21, 24,25, 27, 52, 55, 56
DMLS Direct Metal Laser Sintering . 4, 8
DRV Drives. 29
EBM Electron Beam Melting . 4
EDM Eletrical Discharge Machining . 52
FDM Fused Deposition Modeling . xv, 6, 8, 21, 24,26, 55, 56
HM Hybrid Manufacturing . 12, 15, 16
LOM Laminated Object Manufacturing . 6
MMC Man Machine Control . 29
MMI Man Machine Interface. 28, 29
MPA Metal Powder Application. 15
NCK Numerical Control Kernel . 28
PLA Polylactic Acid . 8
PLC Programmable Logic Control . 29
SCARA Selective Compliance Articulated Robot Arm.10
SHS Selective Heat Sintering . 4
SLA Stereolithography . 4, 8
SLM Selective Laser Melting . 4
SLS Selective Laser Sintering . 4, 8
UAM Ultrasonic Additive Manufacturing . 6
xx

xxi
Parte I
Introducao
1
Capıtulo 1
Introducao
Embora nos dias que correm se fale em fabrico aditivo como sendo uma tecnologia recente,esta tem vindo a ser desenvolvida ao longo do tempo. Uma das referencias mais notaveise a fundicao. Sendo um dos processos aditivos mais antigos, foi evoluindo desde simplescabecas de machado que eram, ha cerca de 5000 anos, vazadas em molde aberto, ate asgrandes fundicoes dos dias de hoje [1].
Por outro lado, nos mais atuais processos temos o comumente referido como ’impressao3D’ que, como sera visto nas seccoes seguintes, engloba uma serie de metodos de prototi-pagem rapida que permitem obter de forma expedita uma peca, formada atraves da adicaode sucessivas camadas de um dado material [2].
Como qualquer tecnologia, os diferentes processos de manufatura, sejam eles de sub-tracao ou adicao de material, estao em constante evolucao para satisfazer as necessidadesdo mercado, atraves da utilizacao de novos materiais, da procura de um melhor acaba-mento ou ate mesmo do aumento da flexibilidade de um metodo ja existente. Havendouma vasta gama de processos a ser utilizada para diferentes fins, todos tem limitacoes -restricoes tecnologicas ou fısicas que impossibilitam a exequibilidade de formas complexasou de certos requisitos relativos as proprias propriedades fısicas, como a dimensao [3].
1.1 Problema existente
Com benefıcios notaveis no que diz respeito a versatilidade e a facilidade de tornar fısicoum modelo e verificar se uma ideia e exequıvel, ou ate mesmo permitir realizar testespreliminares, o fabrico aditivo traz alguns inconvenientes, entre outros, no que diz respeitoa velocidade de manufatura e ao acabamento superficial - algo que se torna imperativoquando se trata dum produto final e nao apenas de um modelo de testes.
O ultimo pode ser atenuado com a diminuicao da espessura das camadas depositadas,o que acarreta tambem um aumento do custo do equipamento utilizado. Outra solucaoenvolve processos de pos processamento que, ainda assim, nao permitem a obtencao damesma qualidade superficial que seria obtida, por exemplo, por um processo subtrativocomo a fresagem.
2 Capıtulo 1
1.2 Objetivos
Como mencionado na seccao 1.1 a qualidade superficial obtida por processos subtrativos -maquinagem - trariam um melhor acabamento superficial as pecas produzidas por fabricoaditivo. Para evitar a utilizacao de diferentes sistemas, que implicariam a mudanca dapeca de um sistema para o outro e, por conseguinte, um aumento do tempo e dos custosde producao, surge uma outra solucao: um sistema hıbrido que permite nao so a criacaode uma peca por fabrico aditivo, como tambem a sua maquinagem quando desejada.
Sendo uma tecnologia inovadora e relativamente recente, nao tendo sido, por isso,amplamente estudada, e o objetivo desta dissertacao explorar as arquiteturas e solucoesde fabrico ja existentes no mercado, bem como estudar as possıveis estruturas para aconjugacao dos dois tipos de fabrico, de modo a abrir caminho a construcao de um novomodelo ou de novas solucoes nesta area.
Para alem disso, sera tambem um objetivo, a analise de software informatico existenteque permita a passagem de um ficheiro de CAD para um ficheiro de codigo maquina aser introduzido num sistema hıbrido. No caso de tal software nao existir, pretende-se aadaptacao de um conjunto de programas capaz de realizar as funcionalidades requeridas.
1.3 Organizacao da tese
Para melhor fluidez no estudo, esta dissertacao estara organizada da seguinte forma:
• Parte I: Introducao
– Capıtulo 1: Introducao;
– Capıtulo 2: Enquadramento - inclui conceitos necessarios ao progresso da dis-sertacao como o de fabrico aditivo, subtrativo e hıbrido, bem como o estado daarte associado aos anteriores;
• Parte II: Estudo de uma arquitetura
– Capıtulo 3: Estrutura do Sistema - sao analisadas as arquiteturas mais usadasem cada um dos processos individuais escolhidos, tecendo-se consideracoes sobrequais as melhores arquiteturas para o sistemas conjunto;
– Capıtulo 4: Geracao de codigo G - e feito um estudo do software existente e ana-lisada uma possıvel solucao para a transformacao desde o ficheiro de ComputerAided Design (CAD) ate a obtencao de codigo G;
– Capıtulo 5: Problemas associados a um sistema hıbrido - sao mencionadosproblemas originados quando sao integrados os dois diferentes sistemas, bemcomo possıveis solucoes.
• Parte III: Conclusao e trabalhos futuros
3
Capıtulo 2
Enquadramento
2.1 Fabrico aditivo
Tendo em conta que o processo estudado adiante tera como base o fabrico aditivo, serautil analisar com maior pormenor os benefıcios e desvantagens deste metodo quando usadoindividualmente, bem como algumas das suas tecnologias base.
Numa variedade de industrias, e utilizado o termo prototipagem rapida para descre-ver um processo que cria rapidamente uma representacao do produto final - prototipo.Contudo, para algumas das tecnologias que se mencionam ao longo deste trabalho, estetermo e inadequado, visto que a qualidade da peca produzida a torna mais proxima doobjetivo, podendo mesmo ser o produto final. Sendo assim, a ASTM adotou um novotermo: fabrico aditivo (Additive Manufacturing (AM)) [2, 4].
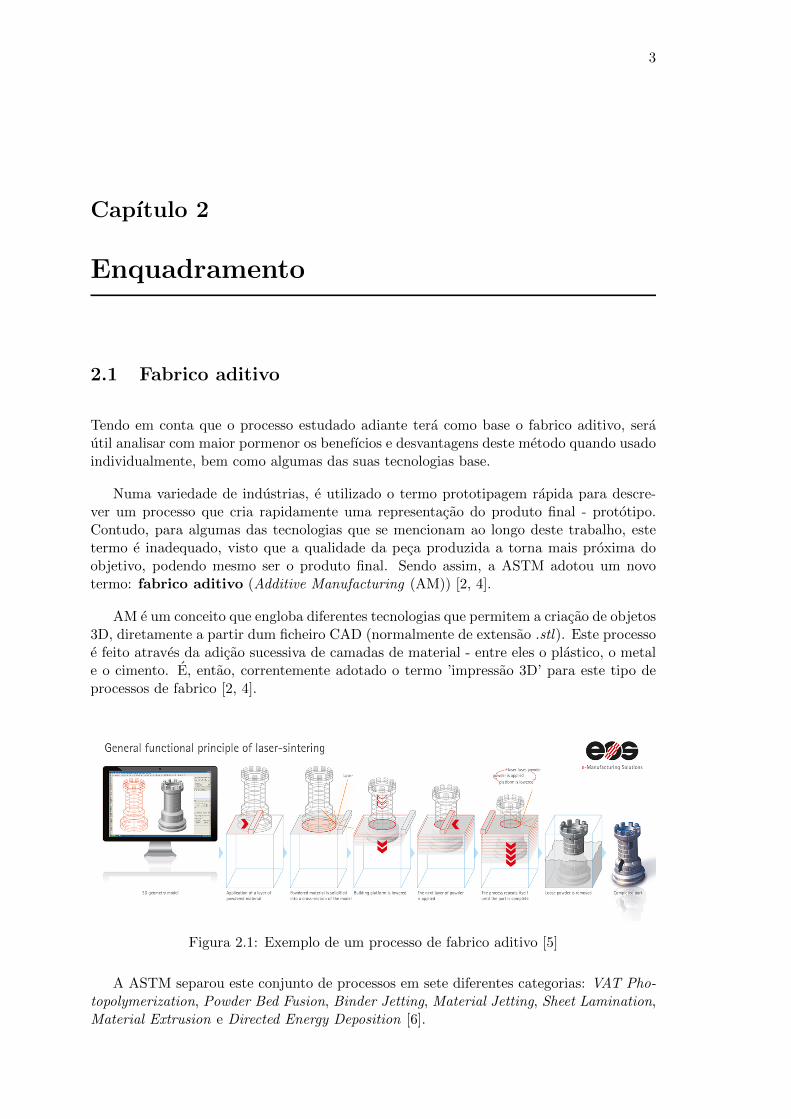
AM e um conceito que engloba diferentes tecnologias que permitem a criacao de objetos3D, diretamente a partir dum ficheiro CAD (normalmente de extensao .stl). Este processoe feito atraves da adicao sucessiva de camadas de material - entre eles o plastico, o metale o cimento. E, entao, correntemente adotado o termo ’impressao 3D’ para este tipo deprocessos de fabrico [2, 4].
Figura 2.1: Exemplo de um processo de fabrico aditivo [5]
A ASTM separou este conjunto de processos em sete diferentes categorias: VAT Pho-topolymerization, Powder Bed Fusion, Binder Jetting, Material Jetting, Sheet Lamination,Material Extrusion e Directed Energy Deposition [6].
4 Capıtulo 2
2.1.1 Categorias
De seguida sera feita uma breve descricao de cada uma das categorias mencionadas, se-gundo [2, 7].
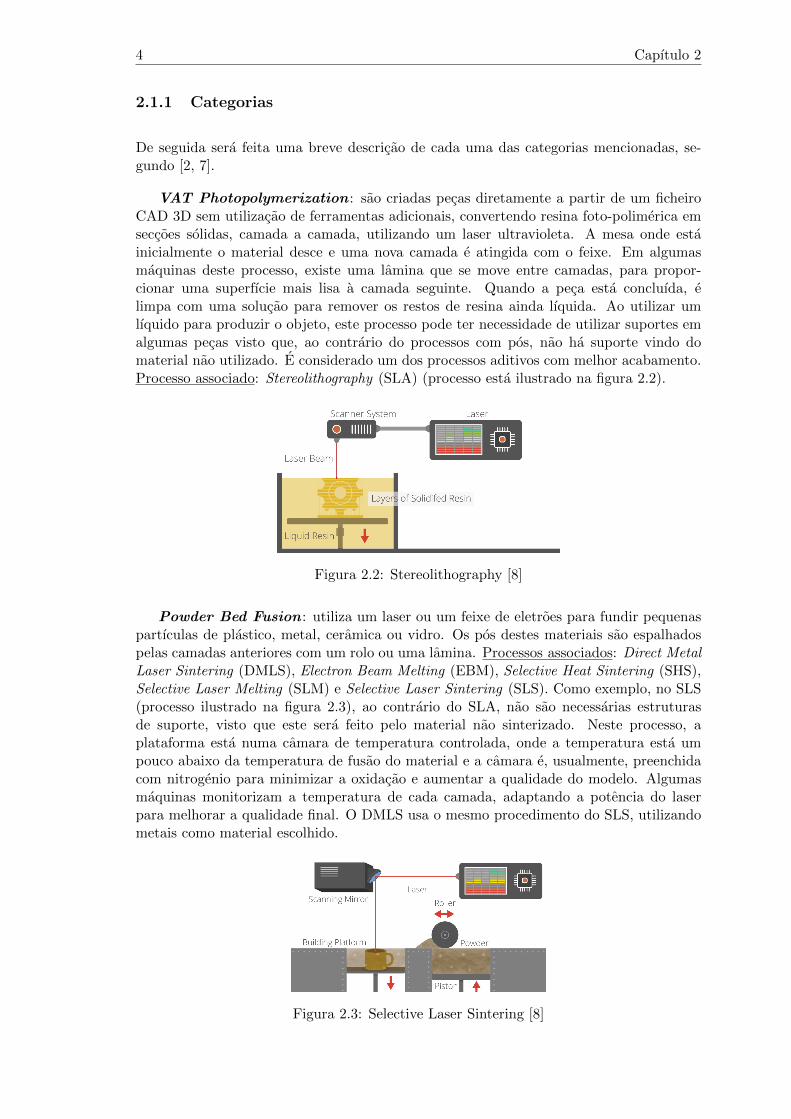
VAT Photopolymerization : sao criadas pecas diretamente a partir de um ficheiroCAD 3D sem utilizacao de ferramentas adicionais, convertendo resina foto-polimerica emseccoes solidas, camada a camada, utilizando um laser ultravioleta. A mesa onde estainicialmente o material desce e uma nova camada e atingida com o feixe. Em algumasmaquinas deste processo, existe uma lamina que se move entre camadas, para propor-cionar uma superfıcie mais lisa a camada seguinte. Quando a peca esta concluıda, elimpa com uma solucao para remover os restos de resina ainda lıquida. Ao utilizar umlıquido para produzir o objeto, este processo pode ter necessidade de utilizar suportes emalgumas pecas visto que, ao contrario do processos com pos, nao ha suporte vindo domaterial nao utilizado. E considerado um dos processos aditivos com melhor acabamento.Processo associado: Stereolithography (SLA) (processo esta ilustrado na figura 2.2).
Figura 2.2: Stereolithography [8]
Powder Bed Fusion : utiliza um laser ou um feixe de eletroes para fundir pequenaspartıculas de plastico, metal, ceramica ou vidro. Os pos destes materiais sao espalhadospelas camadas anteriores com um rolo ou uma lamina. Processos associados: Direct MetalLaser Sintering (DMLS), Electron Beam Melting (EBM), Selective Heat Sintering (SHS),Selective Laser Melting (SLM) e Selective Laser Sintering (SLS). Como exemplo, no SLS(processo ilustrado na figura 2.3), ao contrario do SLA, nao sao necessarias estruturasde suporte, visto que este sera feito pelo material nao sinterizado. Neste processo, aplataforma esta numa camara de temperatura controlada, onde a temperatura esta umpouco abaixo da temperatura de fusao do material e a camara e, usualmente, preenchidacom nitrogenio para minimizar a oxidacao e aumentar a qualidade do modelo. Algumasmaquinas monitorizam a temperatura de cada camada, adaptando a potencia do laserpara melhorar a qualidade final. O DMLS usa o mesmo procedimento do SLS, utilizandometais como material escolhido.
Figura 2.3: Selective Laser Sintering [8]

Enquadramento 5
Material Jetting : metodo semelhante a impressao 2D feita por uma impressora porjato de tinta. Podem ser utilizados multiplos materiais num unico processo e o materialpode ser mudado durante o processo de producao. Neste processo, o material e projetadona plataforma de construcao sob a forma de gotıculas (formadas por um extrusor osci-latorio). As gotas sao eletricamente carregadas e direcionadas com auxılio de placas dedeflexao eletroestaticas que permitem um correto posicionamento das mesmas. Apos se-rem depositadas formam uma camada que sera posteriormente curada ou endurecida comrecurso a luz ultravioleta. Os materiais a utilizar, devido a natureza das gotıculas, saolimitados, sendo polımeros e ceras os mais utilizados gracas a sua viscosidade e facilidadeem formar gotas. Processo associado: PolyJet.
Figura 2.4: Material Jetting [8]
Binder Jetting : sao utilizados dois materiais - po e ligante. O ultimo, normalmentelıquido, funciona como meio de adesao entre as diferentes camadas de po. Mais uma vez, hauma cabeca de extrusao que se movimenta no plano horizontal enquanto a mesa de trabalhose desloca na vertical, apos cada camada ter sido completada. Os pos sao espalhados pelamesa, com auxılio de um rolo, enquanto o ligante e extrudido nas zonas necessarias. Pelautilizacao de um ligante, este metodo nao e aconselhado para fabrico de pecas estruturais.Como outros processos com pos, tambem nao necessita de estruturas de suporte. Podemser produzidas pecas em diferentes plasticos, vidro ou metal. Processo associado: 3DPrinting (3DP).
Figura 2.5: Binder Jetting [8]

6 Capıtulo 2
Material Extrusion : o material e direcionado para um extrusor, onde e aquecido,e depositado camada a camada. O extrusor move-se no plano horizontal, enquanto aplataforma de fabrico e movida na vertical, depois de cada camada estar concluıda. Paraque haja uma aderencia eficaz, e necessario que exista energia residual suficiente paraativar cada uma das superfıcies entre regioes adjacentes. E a tecnica mais utilizada nasimpressoras desktop. Este processo varia dos restantes na medida em que o material eadicionado por um bocal extrusor sobre pressao constante e num fluxo contınuo paragarantir resultados precisos. Aquando da aplicacao duma nova camada, a anterior ja terasolidificado. O processo repete-se ate a peca estar concluıda. Processo associado: FusedDeposition Modeling (FDM).
Figura 2.6: Fused Deposition Modeling [8]
Sheet Lamination : o material, sob a forma de folha, e colocado na superfıcie defabrico, e ligado a camada anterior e cortado (por laser ou com uma faca, dependendodo material a trabalhar). Este procedimento pode acontecer na ordem inversa, cortandoo material antes de ser ligado. Processos associados: Ultrasonic Additive Manufactu-ring (UAM) and Laminated Object Manufacturing (LOM). No UAM, folhas de metal(figura 2.7)sao unidas atraves de soldadura ultra-sonica, necessitando, posteriormente, deserem maquinadas para retirar material nao unido. No LOM utiliza-se papel como ma-terial a ser unido, num metodo identico ao anterior mas, ao inves de soldadura, utiliza-seadesivo, sendo por isso desaconselhado para pecas estruturais.
Figura 2.7: Ultrasonic Additive Manufacturing [7]
Enquadramento 7
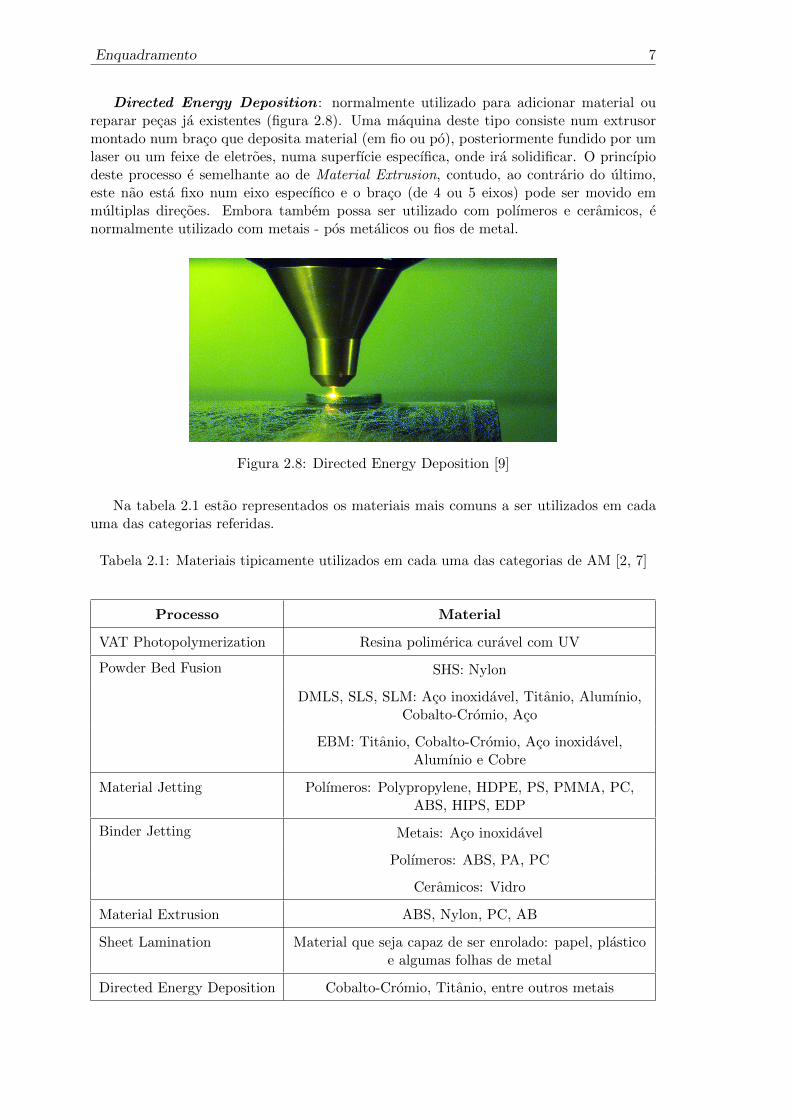
Directed Energy Deposition : normalmente utilizado para adicionar material oureparar pecas ja existentes (figura 2.8). Uma maquina deste tipo consiste num extrusormontado num braco que deposita material (em fio ou po), posteriormente fundido por umlaser ou um feixe de eletroes, numa superfıcie especıfica, onde ira solidificar. O princıpiodeste processo e semelhante ao de Material Extrusion, contudo, ao contrario do ultimo,este nao esta fixo num eixo especıfico e o braco (de 4 ou 5 eixos) pode ser movido emmultiplas direcoes. Embora tambem possa ser utilizado com polımeros e ceramicos, enormalmente utilizado com metais - pos metalicos ou fios de metal.
Figura 2.8: Directed Energy Deposition [9]
Na tabela 2.1 estao representados os materiais mais comuns a ser utilizados em cadauma das categorias referidas.
Tabela 2.1: Materiais tipicamente utilizados em cada uma das categorias de AM [2, 7]
Processo Material
VAT Photopolymerization Resina polimerica curavel com UV
Powder Bed Fusion SHS: Nylon
DMLS, SLS, SLM: Aco inoxidavel, Titanio, Alumınio,Cobalto-Cromio, Aco
EBM: Titanio, Cobalto-Cromio, Aco inoxidavel,Alumınio e Cobre
Material Jetting Polımeros: Polypropylene, HDPE, PS, PMMA, PC,ABS, HIPS, EDP
Binder Jetting Metais: Aco inoxidavel
Polımeros: ABS, PA, PC
Ceramicos: Vidro
Material Extrusion ABS, Nylon, PC, AB
Sheet Lamination Material que seja capaz de ser enrolado: papel, plasticoe algumas folhas de metal
Directed Energy Deposition Cobalto-Cromio, Titanio, entre outros metais
8 Capıtulo 2
2.1.2 Tipos de maquina
Utilizando estes processos, existem dois grupos de maquinas disponıveis no mercado:industriais e desktop. Sendo as industriais, como o nome indica, mais utilizadas pelaindustria e as desktop utilizadas em casa, ou por pequenos grupos de trabalho. As listasque se seguem enunciam algumas das propriedades de cada um deste tipo de maquina,segundo [10].
Desktop Tentam replicar as maquinas profissionais, a uma menor escala e custo.
• Preco: embora ainda existam algumas a ultrapassar os 2000 e, ha uma vastagama a precos inferiores a 200 e, tornando-as mais acessıveis ao uso domestico;
• Tamanho: reduzido, relativamente as industriais. Na tabela 2.3 e possıvel com-parar os diferentes volumes de impressao. O peso destas maquinas e tambemreduzido, rondando os 10 kg;
• Tecnologia: usualmente FDM embora tambem existam em SLA e SLS;
• Materiais: utilizam termoplasticos como o ABS e o PLA
• Software: acessıvel, visto que tambem serao utilizadas pelo consumidor domestico
• Aplicacoes: na sua maioria nao podem ser usadas eficientemente num ambi-ente industrial. Sao entao focadas no publico domestico, para fabricar pecaspersonalizadas, brinquedos, entre outros.
Industriais Utilizadas num ambiente profissional, sao utilizadas em prototipagem rapida,modelacao de um conceito ou ate mesmo para o fabrico do produto final.
• Preco: com elevados standards de qualidade, tem de ser capazes de produzirgrandes objetos eficientemente, colocando o preco destas maquinas, geralmente,acima dos 100,000 e;
• Tamanho: varia significativamente, podendo o peso da maquina estar entre os30 e os 5000 kg (como e o caso da 3D Systems Phenix PXL);
• Tecnologia: existe uma maior variedade, podendo haver em SLA, SLS, DMLS,entre outros.
• Materiais: tambem neste aspeto superam as desktop, podendo fabricar numavasta gama de materiais, permitindo ao utilizador escolher o mais indicado parao efeito pretendido. Entre eles estao termoplasticos, fotopolımeros, resinas emetais;
• Software: maior incidencia na flexibilidade e funcionalidade do que na facilidadede utilizacao;
• Aplicacoes: modelacao de conceitos, prototipagem rapida e fabrico de moldes.
Para alem desta divisao categorica, em [11] algumas maquinas com a tecnologia FDMsao agrupadas consoante a sua estrutura.
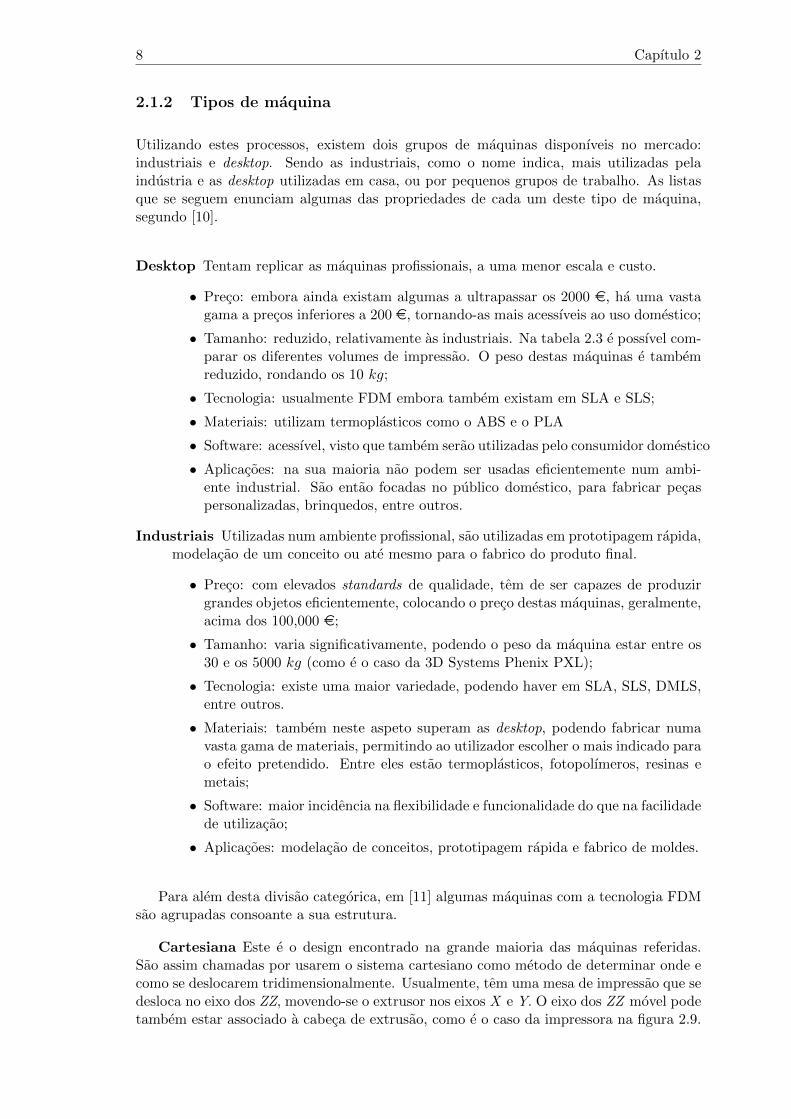
Cartesiana Este e o design encontrado na grande maioria das maquinas referidas.Sao assim chamadas por usarem o sistema cartesiano como metodo de determinar onde ecomo se deslocarem tridimensionalmente. Usualmente, tem uma mesa de impressao que sedesloca no eixo dos ZZ, movendo-se o extrusor nos eixos X e Y. O eixo dos ZZ movel podetambem estar associado a cabeca de extrusao, como e o caso da impressora na figura 2.9.
Enquadramento 9
Figura 2.9: BQ Prusa i3 Hephestos [12]
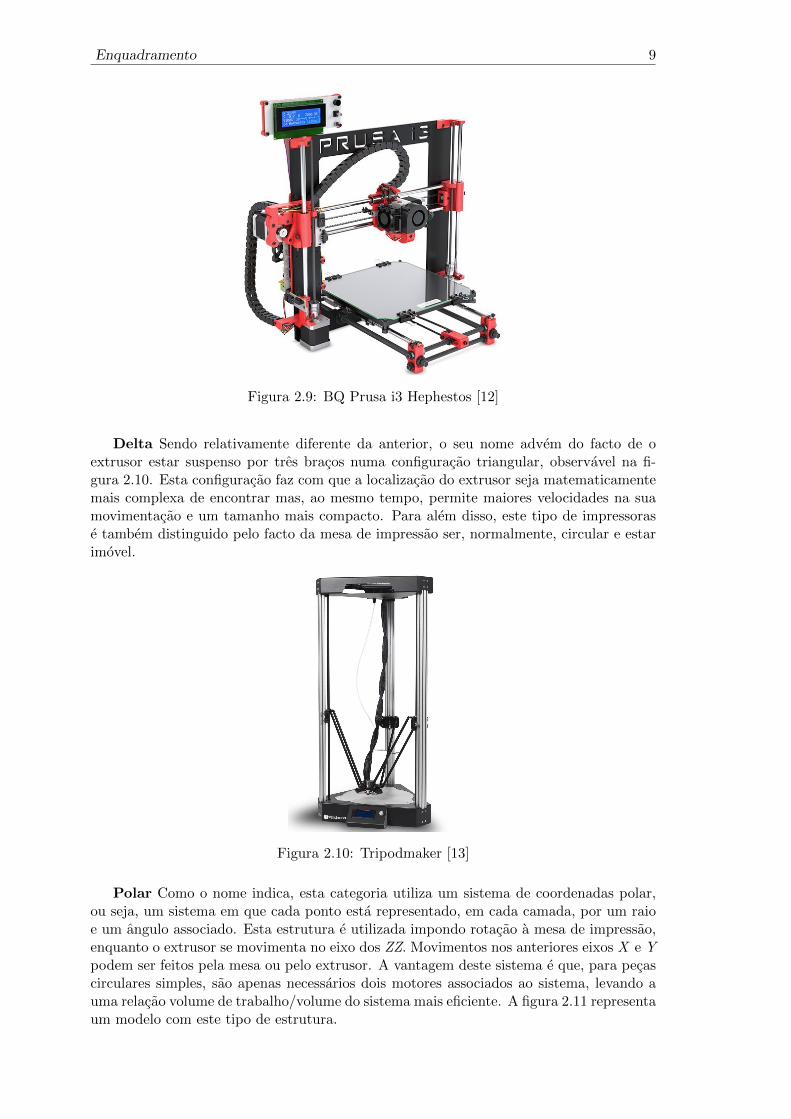
Delta Sendo relativamente diferente da anterior, o seu nome advem do facto de oextrusor estar suspenso por tres bracos numa configuracao triangular, observavel na fi-gura 2.10. Esta configuracao faz com que a localizacao do extrusor seja matematicamentemais complexa de encontrar mas, ao mesmo tempo, permite maiores velocidades na suamovimentacao e um tamanho mais compacto. Para alem disso, este tipo de impressorase tambem distinguido pelo facto da mesa de impressao ser, normalmente, circular e estarimovel.
Figura 2.10: Tripodmaker [13]
Polar Como o nome indica, esta categoria utiliza um sistema de coordenadas polar,ou seja, um sistema em que cada ponto esta representado, em cada camada, por um raioe um angulo associado. Esta estrutura e utilizada impondo rotacao a mesa de impressao,enquanto o extrusor se movimenta no eixo dos ZZ. Movimentos nos anteriores eixos X e Ypodem ser feitos pela mesa ou pelo extrusor. A vantagem deste sistema e que, para pecascirculares simples, sao apenas necessarios dois motores associados ao sistema, levando auma relacao volume de trabalho/volume do sistema mais eficiente. A figura 2.11 representaum modelo com este tipo de estrutura.

10 Capıtulo 2
Figura 2.11: Polar 3D [14]
Outras Havendo uma vasta comunidade no que diz respeito a impressao 3D, existemtipos de impressoras nao convencionais que sao desenvolvidas como meio de testar novosmetodos. Um exemplo e a impressora do tipo Selective Compliance Articulated RobotArm (SCARA), que utiliza bracos roboticos para assegurar a movimentacao do extrusorutilizado.
Embora exista uma grande variedade de sistemas de AM, como em todos os processosde fabrico, existem vantagens e limitacoes que tornam o processo passıvel de ser aper-feicoado.
2.1.3 Vantagens
Alguns dos benefıcios associados ao fabrico aditivo podem ser evidenciados, segundo [15,16] na lista abaixo.
• Producao de baixo volume: quando nao e necessario um elevado numero depecas, este processo torna-se mais vantajoso
• Produtos de complexidade elevada: permite geometrias mais complexas do queno fabrico tradicional. Torna-se possıvel criar conjuntos pre-montados com pecasmoveis.
• Pecas ocas sem aumento de custos associados: quanto mais complexa (commais ocos) for a peca, mais rapido e barato e a sua producao por fabrico aditivovisto que ha uma reducao no material a utilizar.
• Alteracoes em projetos facilitadas: caso seja preciso alterar uma peca, bastafazer a alteracao no ficheiro CAD original, visto que nao ha necessidade da criacaode novos moldes ou outras ferramentas a utilizar;
• Curto tempo de espera: o prototipo pode ser impresso logo depois de se desenharas pecas em CAD e podem ser iniciados alguns testes preliminares
• Menor desperdıcio de material: apenas o material utilizado na peca e utilizado(a excecao de pequenos suportes adicionais, em alguns casos)
Enquadramento 11
2.1.4 Desvantagens
Por outro lado, segundo [15, 17], este processos tambem tem as seguintes desvantagens:
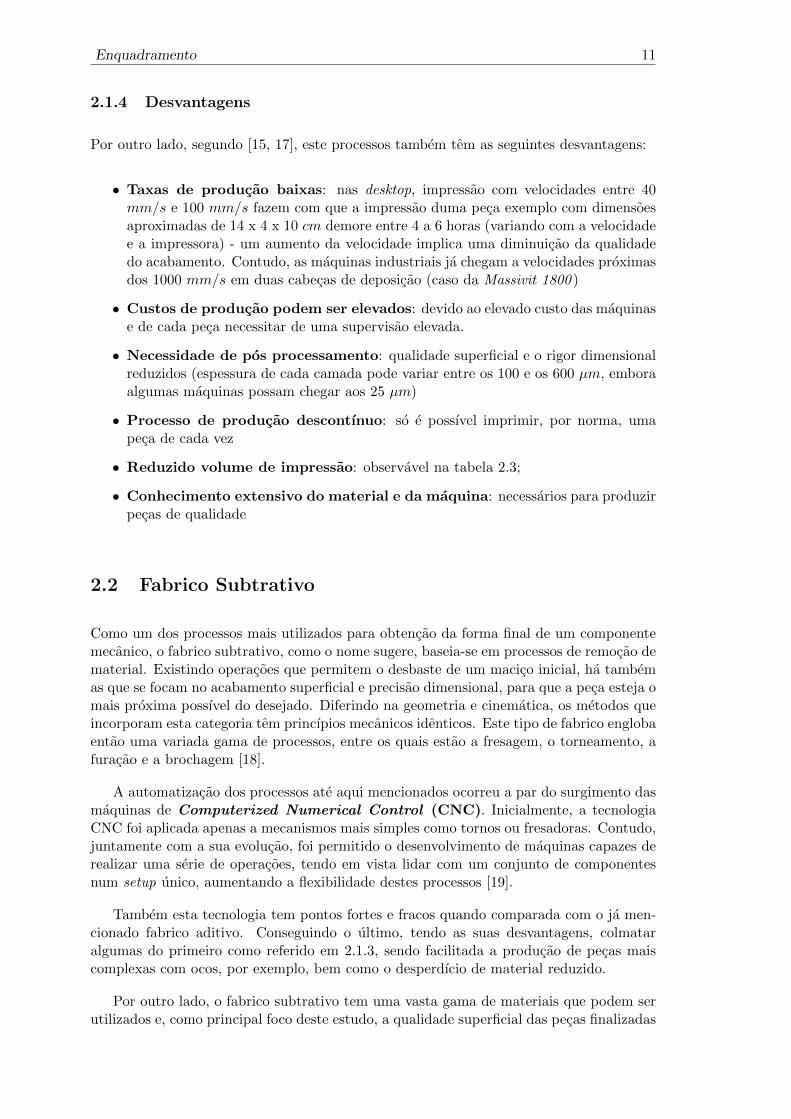
• Taxas de producao baixas: nas desktop, impressao com velocidades entre 40mm/s e 100 mm/s fazem com que a impressao duma peca exemplo com dimensoesaproximadas de 14 x 4 x 10 cm demore entre 4 a 6 horas (variando com a velocidadee a impressora) - um aumento da velocidade implica uma diminuicao da qualidadedo acabamento. Contudo, as maquinas industriais ja chegam a velocidades proximasdos 1000 mm/s em duas cabecas de deposicao (caso da Massivit 1800 )
• Custos de producao podem ser elevados: devido ao elevado custo das maquinase de cada peca necessitar de uma supervisao elevada.
• Necessidade de pos processamento: qualidade superficial e o rigor dimensionalreduzidos (espessura de cada camada pode variar entre os 100 e os 600 µm, emboraalgumas maquinas possam chegar aos 25 µm)
• Processo de producao descontınuo: so e possıvel imprimir, por norma, umapeca de cada vez
• Reduzido volume de impressao: observavel na tabela 2.3;
• Conhecimento extensivo do material e da maquina: necessarios para produzirpecas de qualidade
2.2 Fabrico Subtrativo
Como um dos processos mais utilizados para obtencao da forma final de um componentemecanico, o fabrico subtrativo, como o nome sugere, baseia-se em processos de remocao dematerial. Existindo operacoes que permitem o desbaste de um macico inicial, ha tambemas que se focam no acabamento superficial e precisao dimensional, para que a peca esteja omais proxima possıvel do desejado. Diferindo na geometria e cinematica, os metodos queincorporam esta categoria tem princıpios mecanicos identicos. Este tipo de fabrico englobaentao uma variada gama de processos, entre os quais estao a fresagem, o torneamento, afuracao e a brochagem [18].
A automatizacao dos processos ate aqui mencionados ocorreu a par do surgimento dasmaquinas de Computerized Numerical Control (CNC). Inicialmente, a tecnologiaCNC foi aplicada apenas a mecanismos mais simples como tornos ou fresadoras. Contudo,juntamente com a sua evolucao, foi permitido o desenvolvimento de maquinas capazes derealizar uma serie de operacoes, tendo em vista lidar com um conjunto de componentesnum setup unico, aumentando a flexibilidade destes processos [19].
Tambem esta tecnologia tem pontos fortes e fracos quando comparada com o ja men-cionado fabrico aditivo. Conseguindo o ultimo, tendo as suas desvantagens, colmataralgumas do primeiro como referido em 2.1.3, sendo facilitada a producao de pecas maiscomplexas com ocos, por exemplo, bem como o desperdıcio de material reduzido.
Por outro lado, o fabrico subtrativo tem uma vasta gama de materiais que podem serutilizados e, como principal foco deste estudo, a qualidade superficial das pecas finalizadas
12 Capıtulo 2
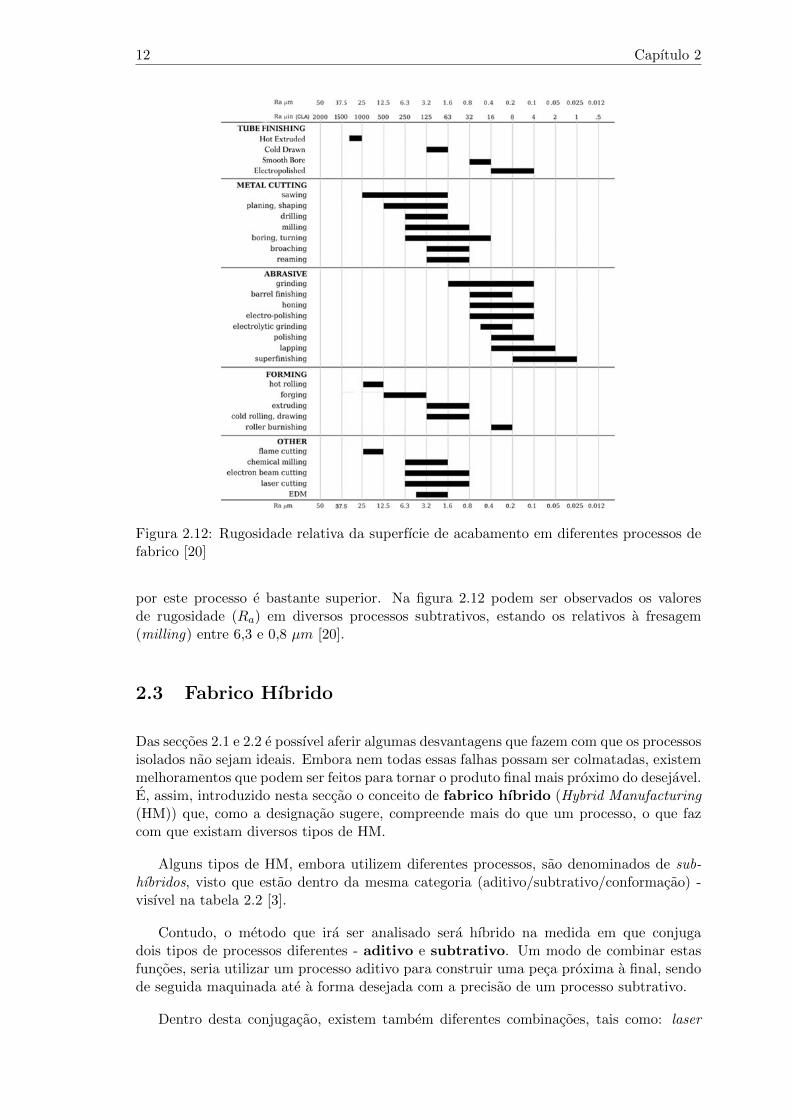
Figura 2.12: Rugosidade relativa da superfıcie de acabamento em diferentes processos defabrico [20]
por este processo e bastante superior. Na figura 2.12 podem ser observados os valoresde rugosidade (Ra) em diversos processos subtrativos, estando os relativos a fresagem(milling) entre 6,3 e 0,8 µm [20].
2.3 Fabrico Hıbrido
Das seccoes 2.1 e 2.2 e possıvel aferir algumas desvantagens que fazem com que os processosisolados nao sejam ideais. Embora nem todas essas falhas possam ser colmatadas, existemmelhoramentos que podem ser feitos para tornar o produto final mais proximo do desejavel.E, assim, introduzido nesta seccao o conceito de fabrico hıbrido (Hybrid Manufacturing(HM)) que, como a designacao sugere, compreende mais do que um processo, o que fazcom que existam diversos tipos de HM.
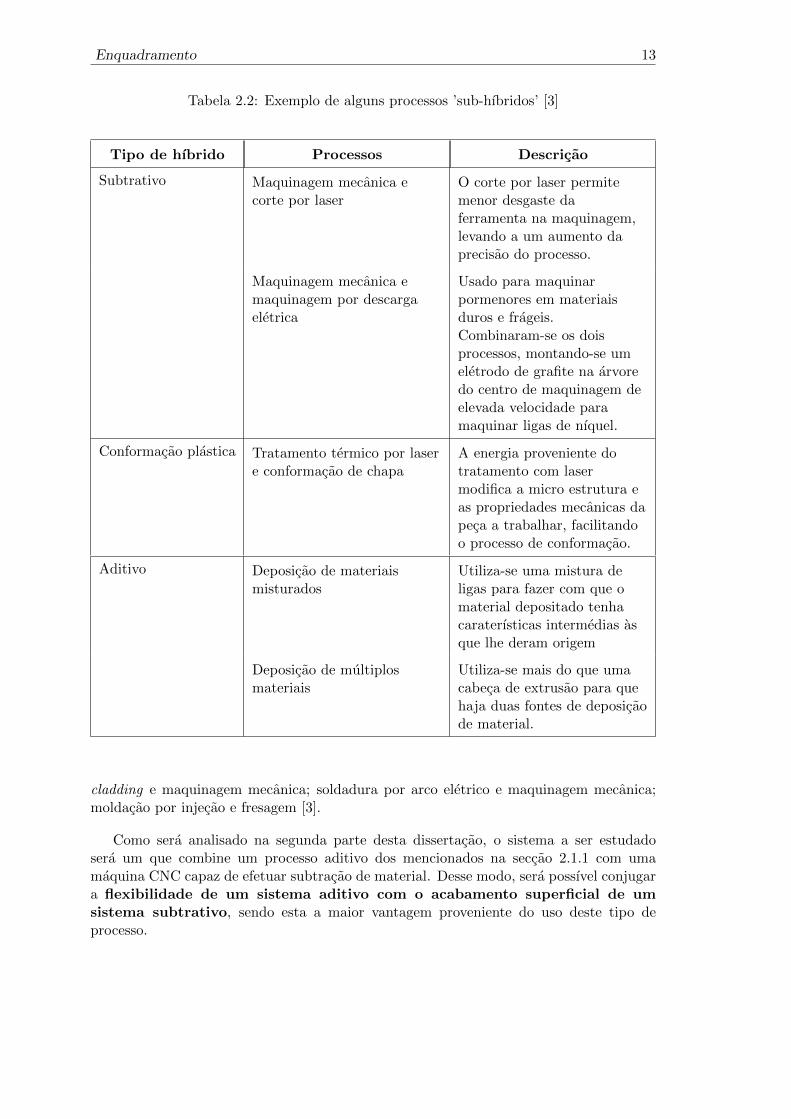
Alguns tipos de HM, embora utilizem diferentes processos, sao denominados de sub-hıbridos, visto que estao dentro da mesma categoria (aditivo/subtrativo/conformacao) -visıvel na tabela 2.2 [3].
Contudo, o metodo que ira ser analisado sera hıbrido na medida em que conjugadois tipos de processos diferentes - aditivo e subtrativo. Um modo de combinar estasfuncoes, seria utilizar um processo aditivo para construir uma peca proxima a final, sendode seguida maquinada ate a forma desejada com a precisao de um processo subtrativo.
Dentro desta conjugacao, existem tambem diferentes combinacoes, tais como: laser
Enquadramento 13
Tabela 2.2: Exemplo de alguns processos ’sub-hıbridos’ [3]
Tipo de hıbrido Processos Descricao
Subtrativo Maquinagem mecanica ecorte por laser
O corte por laser permitemenor desgaste daferramenta na maquinagem,levando a um aumento daprecisao do processo.
Maquinagem mecanica emaquinagem por descargaeletrica
Usado para maquinarpormenores em materiaisduros e frageis.Combinaram-se os doisprocessos, montando-se umeletrodo de grafite na arvoredo centro de maquinagem deelevada velocidade paramaquinar ligas de nıquel.
Conformacao plastica Tratamento termico por lasere conformacao de chapa
A energia proveniente dotratamento com lasermodifica a micro estrutura eas propriedades mecanicas dapeca a trabalhar, facilitandoo processo de conformacao.
Aditivo Deposicao de materiaismisturados
Utiliza-se uma mistura deligas para fazer com que omaterial depositado tenhacaraterısticas intermedias asque lhe deram origem
Deposicao de multiplosmateriais
Utiliza-se mais do que umacabeca de extrusao para quehaja duas fontes de deposicaode material.
cladding e maquinagem mecanica; soldadura por arco eletrico e maquinagem mecanica;moldacao por injecao e fresagem [3].
Como sera analisado na segunda parte desta dissertacao, o sistema a ser estudadosera um que combine um processo aditivo dos mencionados na seccao 2.1.1 com umamaquina CNC capaz de efetuar subtracao de material. Desse modo, sera possıvel conjugara flexibilidade de um sistema aditivo com o acabamento superficial de umsistema subtrativo, sendo esta a maior vantagem proveniente do uso deste tipo deprocesso.

14 Capıtulo 2
2.4 Estado da Arte
Nesta seccao serao abordadas algumas tecnologias, existentes no mercado, de interesserelevante para o estudo a ser realizado. Mais uma vez, visto se tratar dum processo queengloba dois metodos diferentes, sera benefico fazer tambem uma contextualizacao domercado para esses processos individualmente - fabrico aditivo e maquinagem.
2.4.1 Fabrico Aditivo
Na tabela 2.3 sao evidenciados aspetos gerais de algumas maquinas das diferentes tecno-logias de fabrico aditivo. Sendo possıvel observar a diferenca no preco e no volume deimpressao, entre as variacoes desktop e industrial. Sao tambem ilustrados alguns dessessistemas na figura 2.13.
Tabela 2.3: Comparacao das diferentes tecnologias de AM [21, 22, 23, 24, 25, 26, 27]
Modelo Tecnologia Tipo Preco Volume de impressao
Sintratec SLS Desktop 5.000 e 130 x 130 x 130 mm
EOS P 396 SLS Industrial 267.000 e 340 x 340 x 600 mm
Form 2 SLA Desktop 4.000 e 145 x 145 x 175 mm
Riverbase 500 SLA Industrial 86.000 e 500 x 400 x 300 mm
Ultimaker 2 FDM Desktop 1.700 e 223 x 223 x 205 mm
Fortus 900 mc FDM Industrial 670.000 e 914 x 610 x 914 mm
(a) Sintratec [21] (b) Form 2 [23] (c) Fortus 900mc [26]
Figura 2.13: Exemplos de maquinas referidas na tabela 2.3
2.4.2 Fabrico Subtrativo
Nesta area existe ja uma extensa gama de equipamentos disponıveis no mercado, dando-seos desenvolvimentos ao nıvel de velocidades de manufatura e precisao do acabamento.
Enquadramento 15
Como exemplo, contrariamente ao que sera de notar no HM, e possıvel enumerar umaserie de equipamentos focados em trabalho de maquinagem dentro de uma mesma marca(DMG [28]), tais como:
• DMG MORI DMU 50: centro de maquinagem universal de 5 eixos
• DMG MORI HSC 55: centro de maquinagem de elevada velocidade
• DMG MORI NTX 2000: centro de torneamento de 5 eixos
2.4.3 Fabrico Hıbrido
O foco deste estudo contudo, sera num sistema hıbrido de fabrico aditivo-subtrativo. Sendoassim, de seguida serao referidas algumas solucoes existentes no mercado, alguns artigoscom desenvolvimentos na area, bem como uma patente associada ao tema.
No mercado
Embora ainda numa fase inicial, estes sistemas propoem-se a executar ambas as funcoes -adicao e remocao de material.
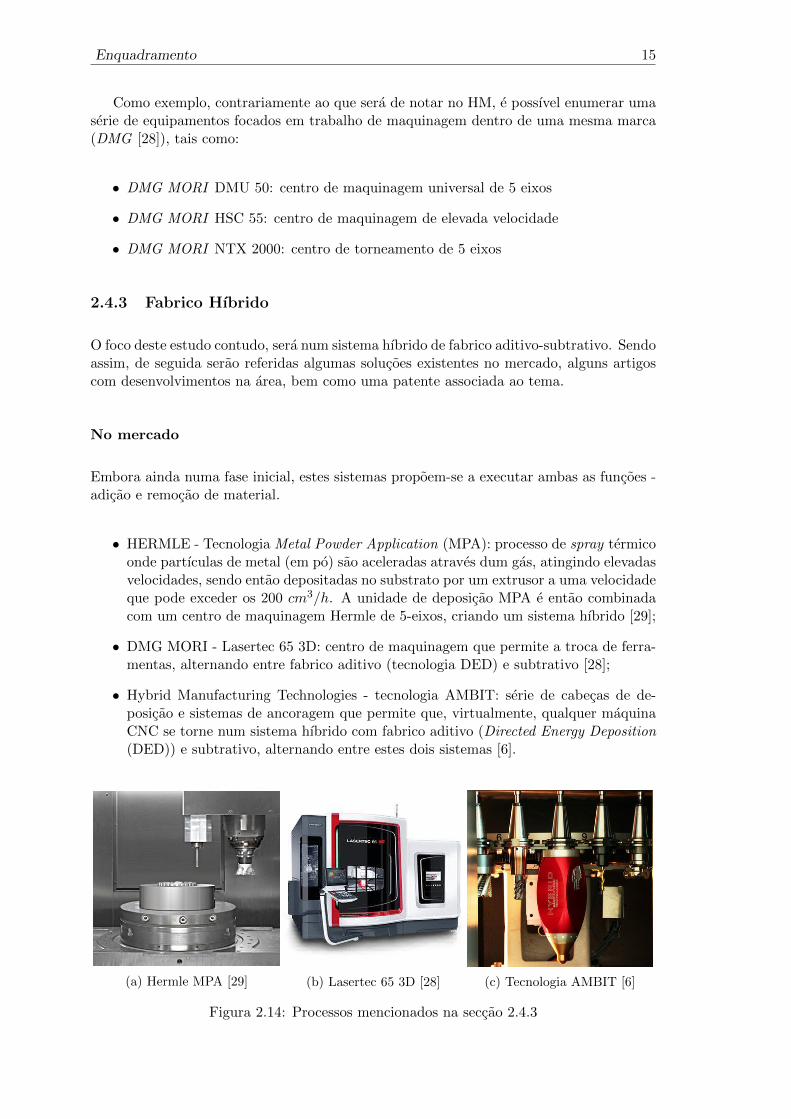
• HERMLE - Tecnologia Metal Powder Application (MPA): processo de spray termicoonde partıculas de metal (em po) sao aceleradas atraves dum gas, atingindo elevadasvelocidades, sendo entao depositadas no substrato por um extrusor a uma velocidadeque pode exceder os 200 cm3/h. A unidade de deposicao MPA e entao combinadacom um centro de maquinagem Hermle de 5-eixos, criando um sistema hıbrido [29];
• DMG MORI - Lasertec 65 3D: centro de maquinagem que permite a troca de ferra-mentas, alternando entre fabrico aditivo (tecnologia DED) e subtrativo [28];
• Hybrid Manufacturing Technologies - tecnologia AMBIT: serie de cabecas de de-posicao e sistemas de ancoragem que permite que, virtualmente, qualquer maquinaCNC se torne num sistema hıbrido com fabrico aditivo (Directed Energy Deposition(DED)) e subtrativo, alternando entre estes dois sistemas [6].
(a) Hermle MPA [29] (b) Lasertec 65 3D [28] (c) Tecnologia AMBIT [6]
Figura 2.14: Processos mencionados na seccao 2.4.3

16 Capıtulo 2
Artigos e Patentes
Para alem dos produtos a venda no mercado, ou proximos de estarem, ha tambem estudose solucoes que estao em fase de desenvolvimento, podendo ser encontrados em diferentespublicacoes e artigos.
• Automatic Process Planning and Toolpath Generation of a Multiaxis Hybrid Manu-facturing System: descreve o desenvolvimento de um algoritmo de corte adaptativo(adaptive slicing)para um processo de manufatura auxiliado por laser (LAMP) de 5eixos. Algoritmo esse que consegue gerar camadas de material de espessura uniformee nao-uniforme, utilizando os processos de fabrico aditivo e subtrativo [30];
• Low cost integration of additive and subtractive processes for hybrid layered manufac-turing : integracao de um sistema de soldadura num centro de maquinagem existente,criando um sistema de HM. Uma forma proxima da final e obtida por deposicao decordao de soldadura, sendo posteriormente maquinada ate a forma desejada [31];
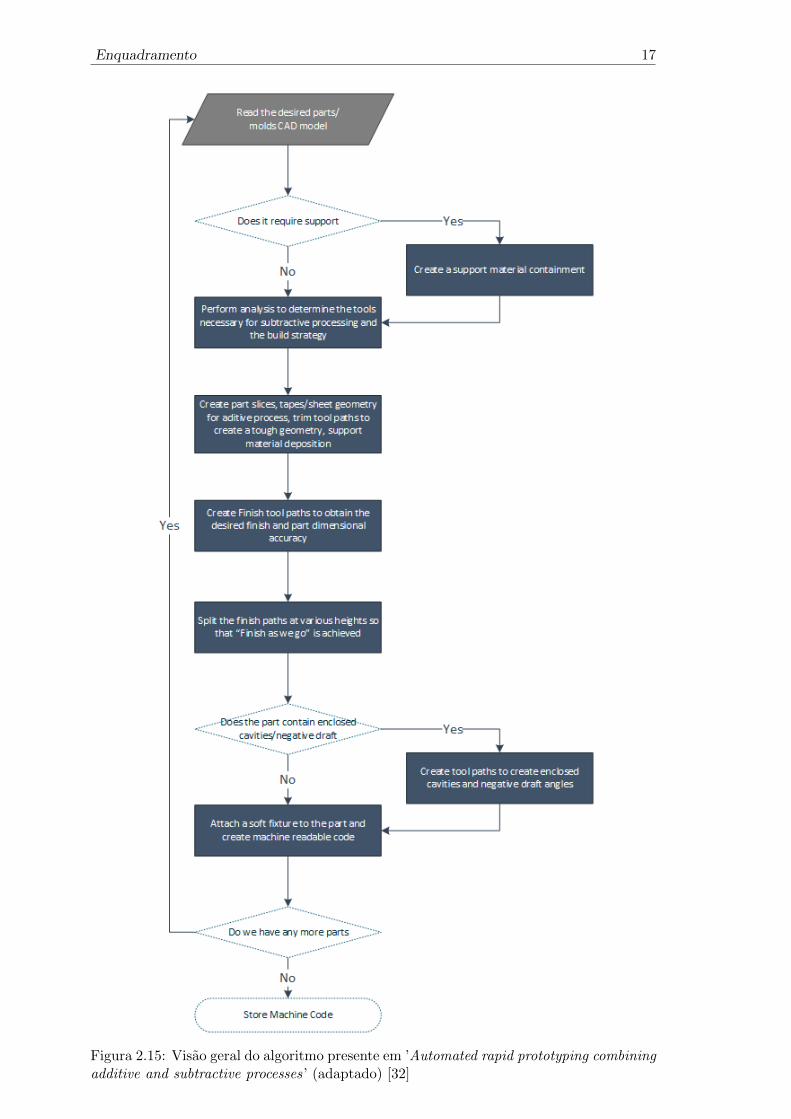
Existem tambem patentes relativas a esta area de estudo, como em ’Automated rapidprototyping combining additive and subtractive processes’, onde os autores reivindicam umprocesso de manufatura automatizado. Durante esse processo, ha a rececao da descricaodo objeto a fabricar, a identificacao das regioes onde deverao ocorrer processos de fabricoaditivo e/ou subtrativo, a criacao dos diferentes caminhos que a ferramenta ira percorrer(toolpaths) nos diferentes processos e o fabrico do objeto de acordo com os mesmos [32].Na figura 2.15 esta representada uma visao geral do algoritmo presente nesta publicacao.
Enquadramento 17
Figura 2.15: Visao geral do algoritmo presente em ’Automated rapid prototyping combiningadditive and subtractive processes’ (adaptado) [32]

18
Pagina intencionalmente deixada em branco

19
Parte II
Estudo de uma arquitetura

21
Capıtulo 3
Estrutura do sistema
Uma das alteracoes mais significativas aquando da passagem de um sistema aditivo paraum subtrativo (ou vice-versa) e a configuracao do hardware da maquina. Existem dife-rencas importantes que devem ser tidas em conta ao analisar um sistema hıbrido cons-tituıdo pelos dois processos referidos previamente, nao so nos componentes individual-mente, como tambem na estrutura em geral. Nesta seccao serao analisadas algumas dessasdiferencas, bem como possıveis estruturas a contemplar na eventual construcao do referidosistema.
3.1 Processos aditivos a utilizar
Como referido na seccao 2.1.1, existem diferentes processos de fabrico aditivo. Estandocada processo associado a uma maquina diferente, e conveniente deliberar quais os metodosque sao compatıveis ou que facilitam a implementacao de um metodo hıbrido.
Observando os dois primeiros metodos listados - VAT Photopolymerization e PowderBed Fusion - torna-se claro o inconveniente destes pelo facto da peca a ser produzida estarsubmersa em resina ou po, respetivamente, o que dificulta a passagem de uma operacaoaditiva para subtrativa (ou vice-versa). Ha tambem um inconveniente ao utilizar BinderJetting, dado que existem pos remanescentes na superfıcie da peca que nao sofreram aacao do ligante, fazendo com que o metodo referido nao seja o ideal.
Por outro lado, para facilitar a interligacao dos dois processos - aditivo e subtrativo- era conveniente que a estrutura do primeiro fosse facilmente adaptada a um sistemado segundo, ou vice-versa. Esta interligacao pode ser verificada entre os sistemas deFDM e os sistemas CNC e, sendo a tecnologia DED a mais proxima a primeira (havendomudancas na extrusao do material), escolheram-se os metodos de Material Extrusion eDirected Energy Deposition como sendo os mais indicados para este estudo. Ao contrariodos anteriores, apenas o material necessario a producao da peca esta envolvido nestesprocessos, nao existindo pos ou lıquidos inutilizados que poderao interferir com o processode maquinagem.
De notar que, como mencionado na seccao 2.4.3, o segundo metodo (DED) ja temvindo a ser desenvolvido no ambito dos sistemas hıbridos por empresas como a DMG, aHermle e a Hybrid Manufacturing Technologies.
22 Capıtulo 3
3.2 Tipo de estrutura
Para analisar a estrutura do sistema hıbrido, sera benefico analisar previamente a estruturade cada uma das suas partes - maquina CNC subtrativa e maquina de AM.
3.2.1 Estrutura CNC
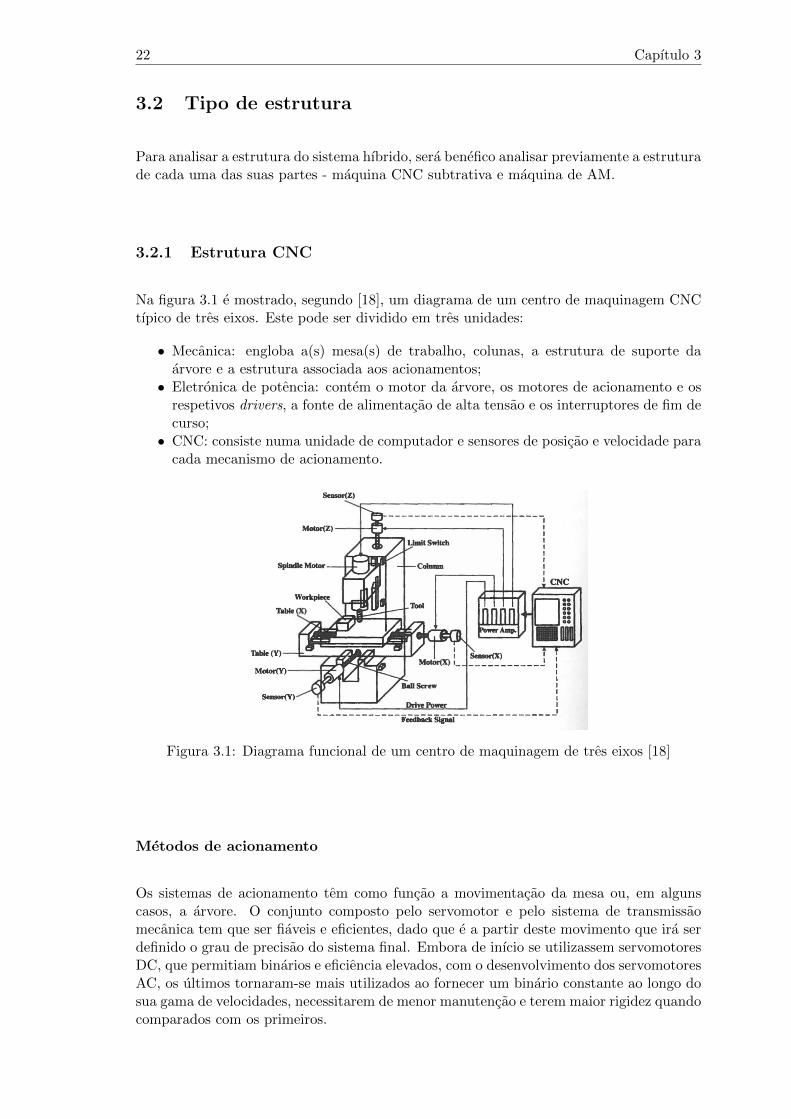
Na figura 3.1 e mostrado, segundo [18], um diagrama de um centro de maquinagem CNCtıpico de tres eixos. Este pode ser dividido em tres unidades:
• Mecanica: engloba a(s) mesa(s) de trabalho, colunas, a estrutura de suporte daarvore e a estrutura associada aos acionamentos;
• Eletronica de potencia: contem o motor da arvore, os motores de acionamento e osrespetivos drivers, a fonte de alimentacao de alta tensao e os interruptores de fim decurso;
• CNC: consiste numa unidade de computador e sensores de posicao e velocidade paracada mecanismo de acionamento.
Figura 3.1: Diagrama funcional de um centro de maquinagem de tres eixos [18]
Metodos de acionamento
Os sistemas de acionamento tem como funcao a movimentacao da mesa ou, em algunscasos, a arvore. O conjunto composto pelo servomotor e pelo sistema de transmissaomecanica tem que ser fiaveis e eficientes, dado que e a partir deste movimento que ira serdefinido o grau de precisao do sistema final. Embora de inıcio se utilizassem servomotoresDC, que permitiam binarios e eficiencia elevados, com o desenvolvimento dos servomotoresAC, os ultimos tornaram-se mais utilizados ao fornecer um binario constante ao longo dosua gama de velocidades, necessitarem de menor manutencao e terem maior rigidez quandocomparados com os primeiros.
Estrutura do sistema 23
Transmissao mecanica
E necessario que hajam elementos de transmissao mecanica como meio de transformar omovimento de rotacao dos servomotores em movimento linear. Entre alguns dos requisitosdestes sistemas estao a elevada rigidez, a baixa friccao e a ausencia de backlash [19]. Deseguida sao descritos algumas da opcoes utilizadas para este fim.
Fuso/Porca Sistema eficiente em medios percursos. Os mais indicados para a utilizacaoem maquinas CNC sao os fusos de esferas e de rolos, permitindo baixo desgaste,precisao, friccao reduzida e elevada eficiencia [19];
Pinhao/Cremalheira Para cursos maiores, os fusos tem de estar apoiados em pontosintermedios para minimizar a deflexao devido ao seu proprio peso e tem de ser au-mentados os diametros para evitar a deflexao torcional. Para alem disso, os fusostem velocidades crıticas inferiores ao conjunto pinhao/cremalheira. Por esses moti-vos, este ultimo e por vezes utilizado em aplicacoes que exijam um maior curso ouvelocidade. Neste caso, a rigidez do guiamento e independente do tamanho do curso.Para alem das referidas, este conjunto tem ainda a vantagem de ser mais barato [19];
Motores lineares Nestes sistemas e utilizado um motor que produz uma forca linear aoinves de binario. Sendo a mais recente das tres alternativas, e vantajoso quandosao necessarios elevados nıveis de velocidade e aceleracao, independentemente dotamanho do curso. Torna-se entao util aquando da producao de sistemas de grandeenvergadura [33].
Funcionamento
No paragrafo seguinte e descrito o processo de funcionamento de uma maquina CNC, desdea insercao do codigo G, a ser estudado na seccao 4.2.3, ate a movimentacao da ferramentaque ira maquinar a peca.
Para dar inıcio ao fabrico, o operador coloca o programa de controlo numerico (codigoG) no computador pertencente a unidade CNC. O controlador processa o ficheiro e fazas interpolacoes necessarias de modo a gerar posicoes numericas discretas para cada umdos drivers dos motores de posicionamento, juntamente com os de velocidade enviados aodriver encarregado de controlar a arvore. Os comandos numericos sao entao convertidosem sinais de tensao (±5V ou ±10V) pela unidade CNC e enviados aos servoamplificadores.Estes irao processar e amplificar o sinal para a tensao exigida pelos motores. A medida queestes se movem, sensores medem a sua posicao e velocidade. Utilizando essas medicoes, aunidade CNC executa, periodicamente, leis de controlo digital, com o objetivo de mantera velocidade de avanco, bem como o caminho da ferramenta, dentro dos limites exigidos[18].
Na realidade, e possıvel aferir que a descricao do paragrafo anterior serve de referenciapara os sistemas recentemente implementados mas, pela observacao de catalogos de for-necedores como a Siemens (anexo B), a Beckhoff (anexo C) e a Fanuc (anexo D), ha pre-dominancia na utilizacao de redes digitais (sistemas field bus) que permitem uma maiorfacilidade na integracao de novos componentes, fazendo com que este tipo de sistemasseja mais facilmente atualizado [34]. Para alem disso, as malhas de controlo de posicao ede velocidade tendem a ser fechadas pelos drivers, ficando o CNC apenas encarregado dainterpolacao, fornecendo as referencias de posicao ao sistema.
24 Capıtulo 3
3.2.2 Estrutura de AM
Tambem o sistema de fabrico aditivo se move segundo as instrucoes do codigo fornecido.Contudo, ao contrario do subtrativo, o resultado e a movimentacao do extrusor no lugarda ferramenta de subtracao. Isto faz com que estes processos sejam muito similares e,consequentemente, que a sua integracao seja facilitada.
Na seccao 2.1.2, as maquinas do tipo FDM foram divididas em categorias consoantea sua estrutura. Apos ter sido feita uma analise a estrutura duma maquina CNC naseccao 3.2.1, e percetıvel que para um maior nıvel de integracao entre os dois sistemas atecnologia de AM seja tambem do tipo cartesiana.
Quando comparada com uma maquina CNC, a estrutura de um sistema de FDMou DED nao sofre variacoes acentuadas. Os motores que deslocam a arvore e ferra-menta/extrusor e a mesa sao identicos, bem como o pode ser a estrutura onde os diferentessistemas estarao montados. A maior alteracao e feita no que diz respeito ao extrusor e aferramenta de maquinagem propriamente ditos. De seguida sera feita uma breve descricaodos extrusores dos diferentes processos.
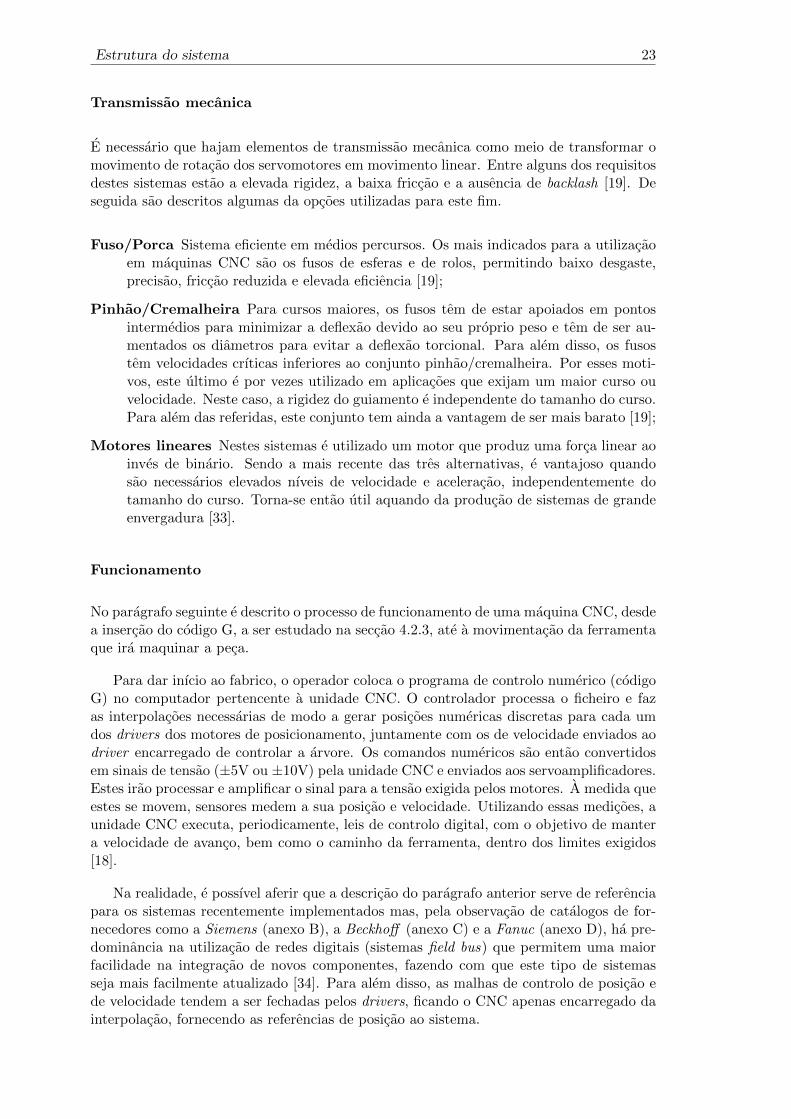
Em FDM, a cabeca de deposicao tem como funcao o aquecimento e direcionamentodo material fornecido sob a forma de um perfil contınuo, tendo em vista a correta de-posicao na superfıcie de trabalho [35]. Para isso, o filamento e pressionado entre rolos ateao liquidificador, onde funde e e extrudido. Normalmente, utiliza-se um motor passo-a-passo nestes sistemas, podendo ser substituıdo por um servomotor para maior precisao econtinuidade do fluxo. Na figura 3.2 esta esquematizado um extrusor deste tipo.
Figura 3.2: Estrutura duma cabeca de deposicao de FDM [35]
No que diz respeito ao processo de DED, a cabeca de deposicao e, tipicamente, com-posta por uma unidade de laser, um extrusor de pos, tubagens de gas inerte (que permi-tirao o correto posicionamento dos pos) e sensores. Na figura 3.3 estao representadas duaspossıveis configuracoes deste sistema. A da esquerda (alimentacao coaxial) permite umamelhor captura dos pos e tem protecao contra a oxidacao, no caso de estar a depositarna presenca de ar. A da direita (alimentacao singular) tem a vantagem de ser simples,tornando-se mais barata, e permite a deposicao de material em zonas mais apertadas [2].
De seguida serao estudados aspetos relevantes num sistema hıbrido, como o numerode eixos a utilizar e a unidade de controlo necessaria.
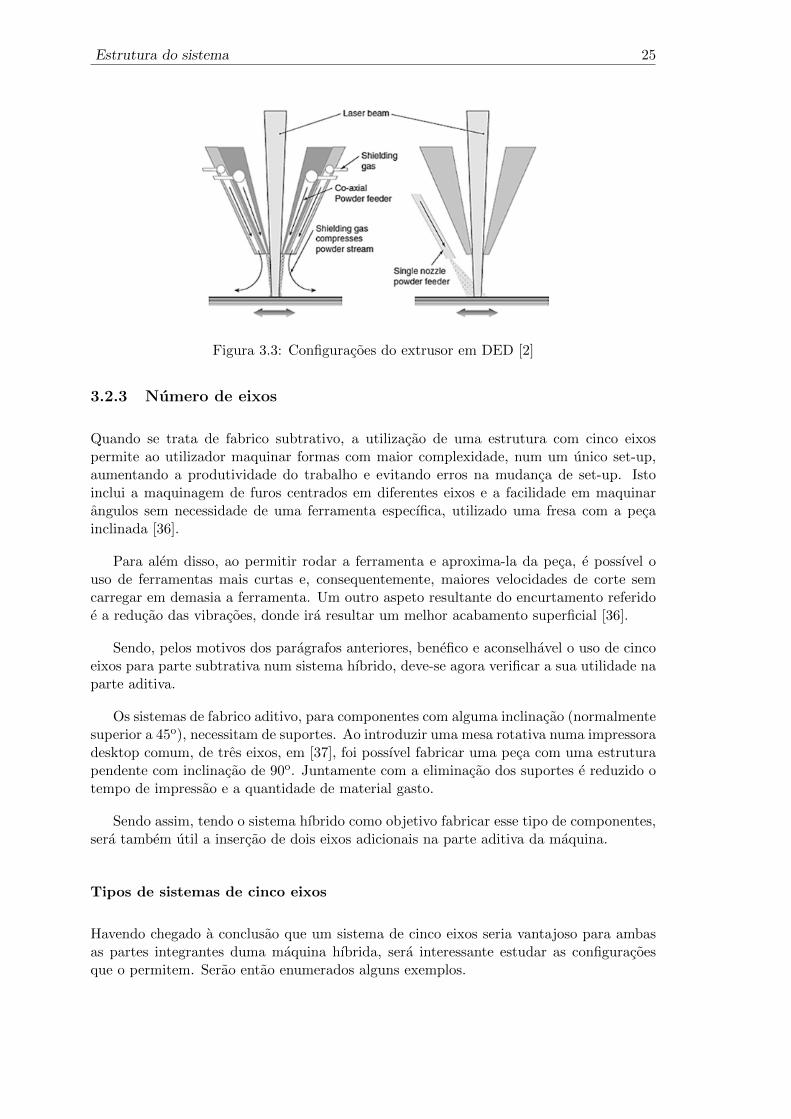
Estrutura do sistema 25
Figura 3.3: Configuracoes do extrusor em DED [2]
3.2.3 Numero de eixos
Quando se trata de fabrico subtrativo, a utilizacao de uma estrutura com cinco eixospermite ao utilizador maquinar formas com maior complexidade, num um unico set-up,aumentando a produtividade do trabalho e evitando erros na mudanca de set-up. Istoinclui a maquinagem de furos centrados em diferentes eixos e a facilidade em maquinarangulos sem necessidade de uma ferramenta especıfica, utilizado uma fresa com a pecainclinada [36].
Para alem disso, ao permitir rodar a ferramenta e aproxima-la da peca, e possıvel ouso de ferramentas mais curtas e, consequentemente, maiores velocidades de corte semcarregar em demasia a ferramenta. Um outro aspeto resultante do encurtamento referidoe a reducao das vibracoes, donde ira resultar um melhor acabamento superficial [36].
Sendo, pelos motivos dos paragrafos anteriores, benefico e aconselhavel o uso de cincoeixos para parte subtrativa num sistema hıbrido, deve-se agora verificar a sua utilidade naparte aditiva.
Os sistemas de fabrico aditivo, para componentes com alguma inclinacao (normalmentesuperior a 45o), necessitam de suportes. Ao introduzir uma mesa rotativa numa impressoradesktop comum, de tres eixos, em [37], foi possıvel fabricar uma peca com uma estruturapendente com inclinacao de 90o. Juntamente com a eliminacao dos suportes e reduzido otempo de impressao e a quantidade de material gasto.
Sendo assim, tendo o sistema hıbrido como objetivo fabricar esse tipo de componentes,sera tambem util a insercao de dois eixos adicionais na parte aditiva da maquina.
Tipos de sistemas de cinco eixos
Havendo chegado a conclusao que um sistema de cinco eixos seria vantajoso para ambasas partes integrantes duma maquina hıbrida, sera interessante estudar as configuracoesque o permitem. Serao entao enumerados alguns exemplos.
26 Capıtulo 3
a) Eixo de rotacao na mesa e eixo extra na arvore
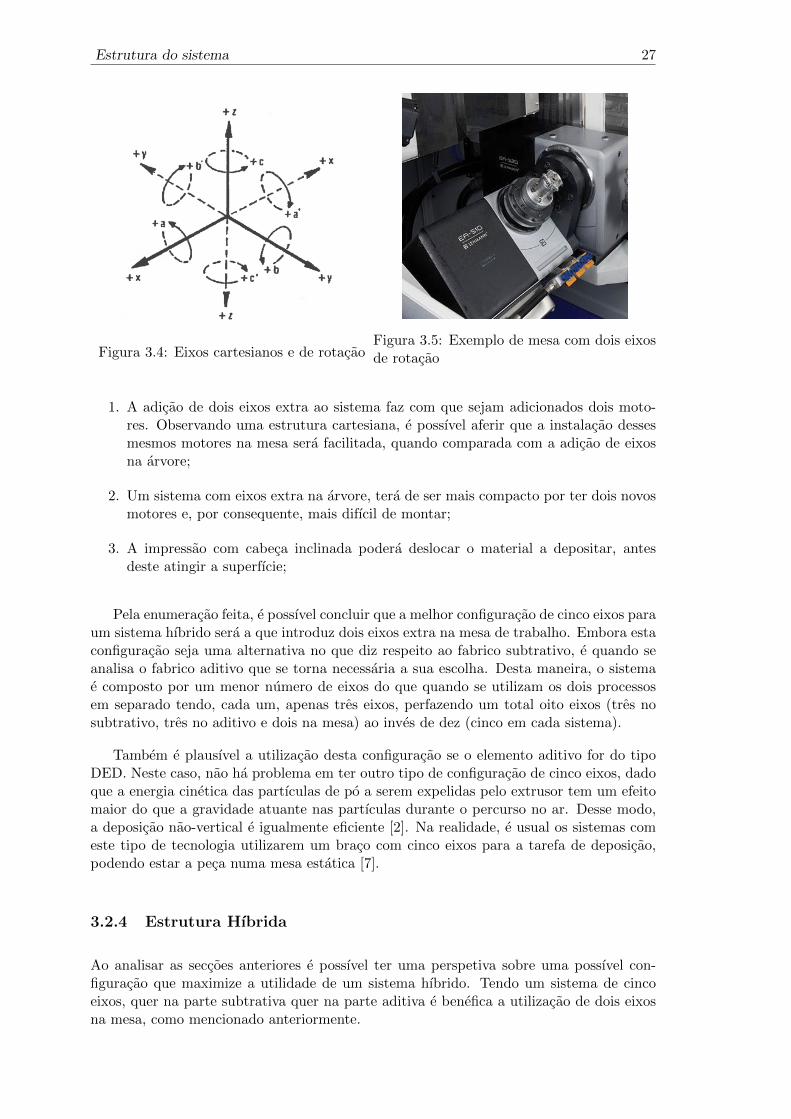
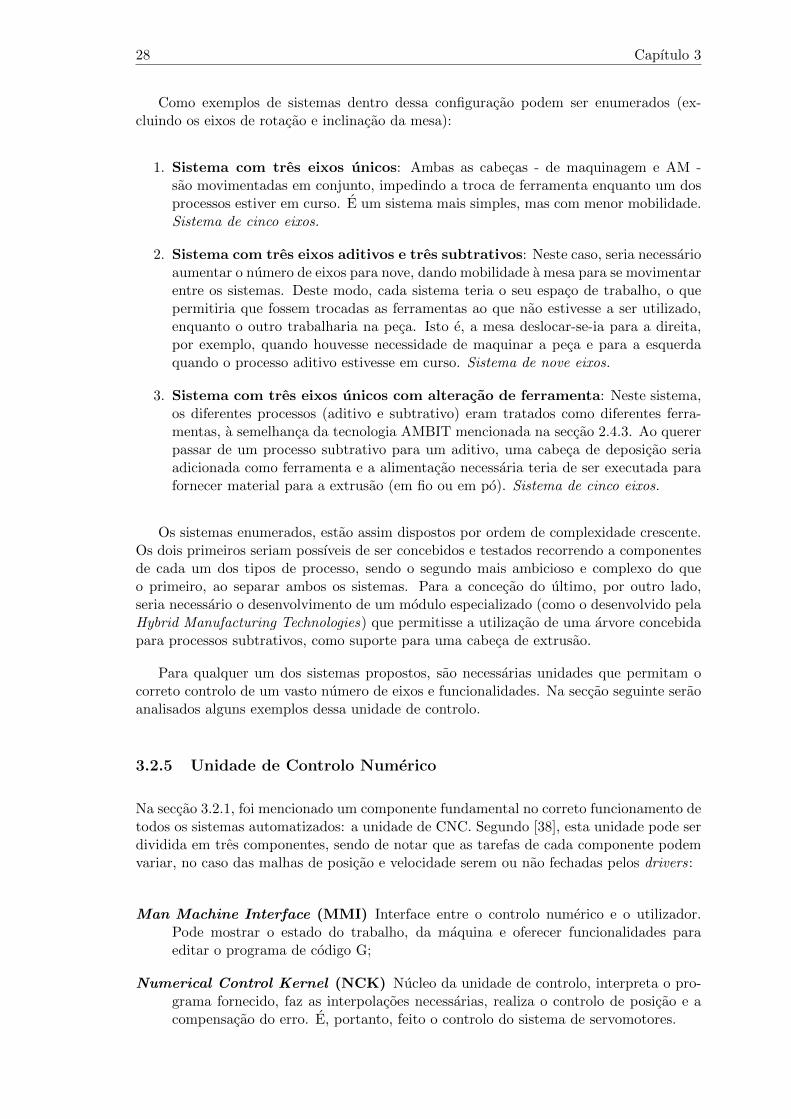
Mesa com rotacao ate 360o em torno do eixo Y. Na arvore ha tambem rotacaoA, segundo o eixo X desde 30o acima do plano horizontal ate 30o abaixo. Estaconfiguracao permite lidar com pecas de maior envergadura, dado que existem menoseixos de rotacao na mesa (ao contrario da ferramenta). Assim, havendo rotacao emtorno de Y, este eixo esta limitado, mas como e o unico, pode acomodar pecas maisaltas (eixos de rotacao evidenciados na figura 3.4).
O problema desta configuracao esta em acrescentar um eixo de rotacao a arvore queira tornar mais complexa a localizacao da ponta de corte - sera funcao do tama-nho e diametro da ferramenta, bem como do angulo em relacao ao eixo que roda.Caso o controlador utilizado nao faca a matematica associada automaticamente, enecessario medir a ferramenta antes de programar o software de Computer AidedManufacturing (CAM). Desse modo, um desgaste significativo na ferramenta levariaa uma revisao do programa de CAM. No caso dos calculos serem feitos, e de notarque esta configuracao requer um maior esforco de processamento do que quando aferramenta apenas trabalha em X, Y e Z.
Peca ideal: pecas altas e pecas cilındricas com furos ao redor da sua periferia.
b) Dois eixos de rotacao na mesa
Para alem da rotacao da configuracao anterior, a mesa e inclinada segundo A, emtorno do eixo X num sistema com rotacao de ate 180o. Esta configuracao, ao colocaros dois eixos na mesa, limita o tamanho das pecas a ser maquinadas. Isto porque,ao contrario da configuracao anterior, a peca tambem sera inclinada segundo o eixoX, a semelhanca da figura 3.5.
Nao tendo nenhum eixo extra na arvore, este tipo de maquinas permite a utilizacaode ferramentas mais longas, dado que para as afastar da peca e apenas necessariomove-las em Z. Para alem disso, ao nao colocar nenhum eixo extra na arvore, erequerido menos esforco computacional de cada vez que ha rotacao da peca, dadoque a localizacao da ferramenta nao inclui variacoes trigonometricas. Sendo assim, ooffset da ferramenta pode ser feito com um ajuste nos eixos X, Y e Z. Este esforco emenor tanto para o CNC como para o software de CAM. Outro aspeto que beneficiacom esta configuracao sao cortes mais ’pesados’. Como os rolamentos utilizadosna mesas sao, geralmente, muito maiores do que os utilizados quando ha um eixoextra na arvore, a maquina aguentara forcas mais elevadas estando a ferramenta semliberdade de inclinacao.
Peca ideal: anel de furos, pecas cilındricas com necessidade de maquinar em tornodo diametro exterior.
c) Dois eixos extra na arvore
Para esta configuracao, sao colocados dois eixos extra na arvore, um permitindo arotacao segundo Z e outro segundo X ou Y. Isto faz com que o sistema tenha umacapacidade de forca de corte reduzida quando comparada com os outros. Contudo,ao utilizar este metodo ha um aumento da flexibilidade da maquina.
Peca ideal: sendo mais flexıvel permite diferentes variedades de pecas, conseguindotrabalhar com maior facilidade, relativamente as anteriores configuracoes, em inte-riores de cilindros.
Pode entao ser feita uma analise as configuracoes referidas de modo a serem retiradasalgumas conclusoes no que diz respeito a um sistema aditivo do tipo FDM, analogamenteao que foi feito em [37]:
Estrutura do sistema 27
Figura 3.4: Eixos cartesianos e de rotacaoFigura 3.5: Exemplo de mesa com dois eixosde rotacao
1. A adicao de dois eixos extra ao sistema faz com que sejam adicionados dois moto-res. Observando uma estrutura cartesiana, e possıvel aferir que a instalacao dessesmesmos motores na mesa sera facilitada, quando comparada com a adicao de eixosna arvore;
2. Um sistema com eixos extra na arvore, tera de ser mais compacto por ter dois novosmotores e, por consequente, mais difıcil de montar;
3. A impressao com cabeca inclinada podera deslocar o material a depositar, antesdeste atingir a superfıcie;
Pela enumeracao feita, e possıvel concluir que a melhor configuracao de cinco eixos paraum sistema hıbrido sera a que introduz dois eixos extra na mesa de trabalho. Embora estaconfiguracao seja uma alternativa no que diz respeito ao fabrico subtrativo, e quando seanalisa o fabrico aditivo que se torna necessaria a sua escolha. Desta maneira, o sistemae composto por um menor numero de eixos do que quando se utilizam os dois processosem separado tendo, cada um, apenas tres eixos, perfazendo um total oito eixos (tres nosubtrativo, tres no aditivo e dois na mesa) ao inves de dez (cinco em cada sistema).
Tambem e plausıvel a utilizacao desta configuracao se o elemento aditivo for do tipoDED. Neste caso, nao ha problema em ter outro tipo de configuracao de cinco eixos, dadoque a energia cinetica das partıculas de po a serem expelidas pelo extrusor tem um efeitomaior do que a gravidade atuante nas partıculas durante o percurso no ar. Desse modo,a deposicao nao-vertical e igualmente eficiente [2]. Na realidade, e usual os sistemas comeste tipo de tecnologia utilizarem um braco com cinco eixos para a tarefa de deposicao,podendo estar a peca numa mesa estatica [7].
3.2.4 Estrutura Hıbrida
Ao analisar as seccoes anteriores e possıvel ter uma perspetiva sobre uma possıvel con-figuracao que maximize a utilidade de um sistema hıbrido. Tendo um sistema de cincoeixos, quer na parte subtrativa quer na parte aditiva e benefica a utilizacao de dois eixosna mesa, como mencionado anteriormente.
28 Capıtulo 3
Como exemplos de sistemas dentro dessa configuracao podem ser enumerados (ex-cluindo os eixos de rotacao e inclinacao da mesa):
1. Sistema com tres eixos unicos: Ambas as cabecas - de maquinagem e AM -sao movimentadas em conjunto, impedindo a troca de ferramenta enquanto um dosprocessos estiver em curso. E um sistema mais simples, mas com menor mobilidade.Sistema de cinco eixos.
2. Sistema com tres eixos aditivos e tres subtrativos: Neste caso, seria necessarioaumentar o numero de eixos para nove, dando mobilidade a mesa para se movimentarentre os sistemas. Deste modo, cada sistema teria o seu espaco de trabalho, o quepermitiria que fossem trocadas as ferramentas ao que nao estivesse a ser utilizado,enquanto o outro trabalharia na peca. Isto e, a mesa deslocar-se-ia para a direita,por exemplo, quando houvesse necessidade de maquinar a peca e para a esquerdaquando o processo aditivo estivesse em curso. Sistema de nove eixos.
3. Sistema com tres eixos unicos com alteracao de ferramenta: Neste sistema,os diferentes processos (aditivo e subtrativo) eram tratados como diferentes ferra-mentas, a semelhanca da tecnologia AMBIT mencionada na seccao 2.4.3. Ao quererpassar de um processo subtrativo para um aditivo, uma cabeca de deposicao seriaadicionada como ferramenta e a alimentacao necessaria teria de ser executada parafornecer material para a extrusao (em fio ou em po). Sistema de cinco eixos.
Os sistemas enumerados, estao assim dispostos por ordem de complexidade crescente.Os dois primeiros seriam possıveis de ser concebidos e testados recorrendo a componentesde cada um dos tipos de processo, sendo o segundo mais ambicioso e complexo do queo primeiro, ao separar ambos os sistemas. Para a concecao do ultimo, por outro lado,seria necessario o desenvolvimento de um modulo especializado (como o desenvolvido pelaHybrid Manufacturing Technologies) que permitisse a utilizacao de uma arvore concebidapara processos subtrativos, como suporte para uma cabeca de extrusao.
Para qualquer um dos sistemas propostos, sao necessarias unidades que permitam ocorreto controlo de um vasto numero de eixos e funcionalidades. Na seccao seguinte seraoanalisados alguns exemplos dessa unidade de controlo.
3.2.5 Unidade de Controlo Numerico
Na seccao 3.2.1, foi mencionado um componente fundamental no correto funcionamento detodos os sistemas automatizados: a unidade de CNC. Segundo [38], esta unidade pode serdividida em tres componentes, sendo de notar que as tarefas de cada componente podemvariar, no caso das malhas de posicao e velocidade serem ou nao fechadas pelos drivers:
Man Machine Interface (MMI) Interface entre o controlo numerico e o utilizador.Pode mostrar o estado do trabalho, da maquina e oferecer funcionalidades paraeditar o programa de codigo G;
Numerical Control Kernel (NCK) Nucleo da unidade de controlo, interpreta o pro-grama fornecido, faz as interpolacoes necessarias, realiza o controlo de posicao e acompensacao do erro. E, portanto, feito o controlo do sistema de servomotores.
Estrutura do sistema 29
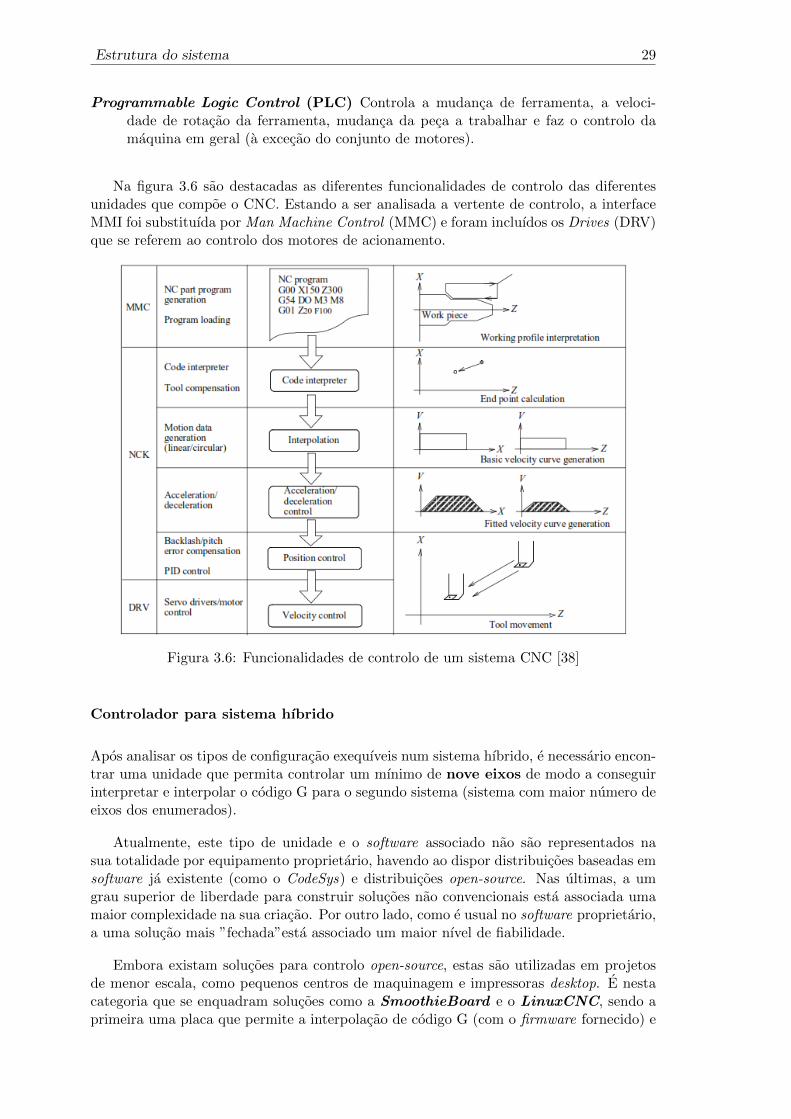
Programmable Logic Control (PLC) Controla a mudanca de ferramenta, a veloci-dade de rotacao da ferramenta, mudanca da peca a trabalhar e faz o controlo damaquina em geral (a excecao do conjunto de motores).
Na figura 3.6 sao destacadas as diferentes funcionalidades de controlo das diferentesunidades que compoe o CNC. Estando a ser analisada a vertente de controlo, a interfaceMMI foi substituıda por Man Machine Control (MMC) e foram incluıdos os Drives (DRV)que se referem ao controlo dos motores de acionamento.
Figura 3.6: Funcionalidades de controlo de um sistema CNC [38]
Controlador para sistema hıbrido
Apos analisar os tipos de configuracao exequıveis num sistema hıbrido, e necessario encon-trar uma unidade que permita controlar um mınimo de nove eixos de modo a conseguirinterpretar e interpolar o codigo G para o segundo sistema (sistema com maior numero deeixos dos enumerados).
Atualmente, este tipo de unidade e o software associado nao sao representados nasua totalidade por equipamento proprietario, havendo ao dispor distribuicoes baseadas emsoftware ja existente (como o CodeSys) e distribuicoes open-source. Nas ultimas, a umgrau superior de liberdade para construir solucoes nao convencionais esta associada umamaior complexidade na sua criacao. Por outro lado, como e usual no software proprietario,a uma solucao mais ”fechada”esta associado um maior nıvel de fiabilidade.
Embora existam solucoes para controlo open-source, estas sao utilizadas em projetosde menor escala, como pequenos centros de maquinagem e impressoras desktop. E nestacategoria que se enquadram solucoes como a SmoothieBoard e o LinuxCNC, sendo aprimeira uma placa que permite a interpolacao de codigo G (com o firmware fornecido) e
30 Capıtulo 3
o controlo de pequenos motores, permitindo a implementacao de pequenos projetos, e asegunda um outro exemplo de software capaz de ser instalado num computador para fazero controlo pretendido [39, 40]. Contudo, para o sistema em analise, sera necessaria umasolucao mais robusta que controle, como mencionado, um mınimo de nove eixos.
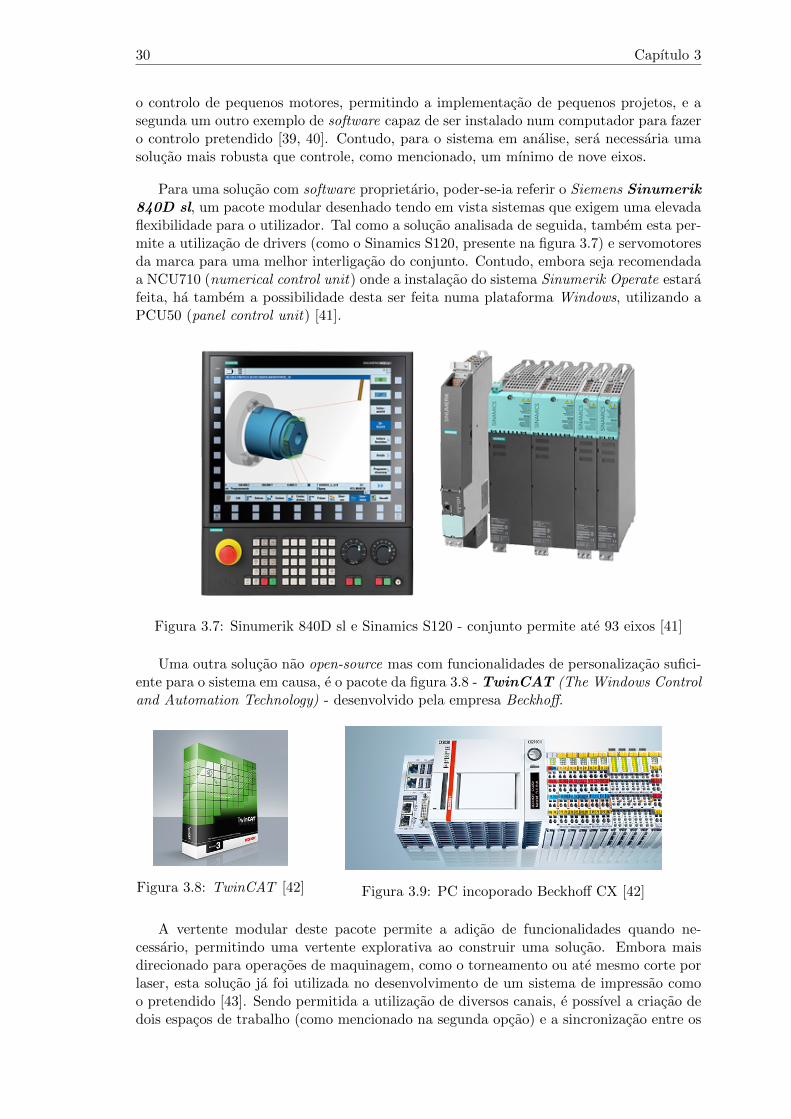
Para uma solucao com software proprietario, poder-se-ia referir o Siemens Sinumerik840D sl, um pacote modular desenhado tendo em vista sistemas que exigem uma elevadaflexibilidade para o utilizador. Tal como a solucao analisada de seguida, tambem esta per-mite a utilizacao de drivers (como o Sinamics S120, presente na figura 3.7) e servomotoresda marca para uma melhor interligacao do conjunto. Contudo, embora seja recomendadaa NCU710 (numerical control unit) onde a instalacao do sistema Sinumerik Operate estarafeita, ha tambem a possibilidade desta ser feita numa plataforma Windows, utilizando aPCU50 (panel control unit) [41].
Figura 3.7: Sinumerik 840D sl e Sinamics S120 - conjunto permite ate 93 eixos [41]
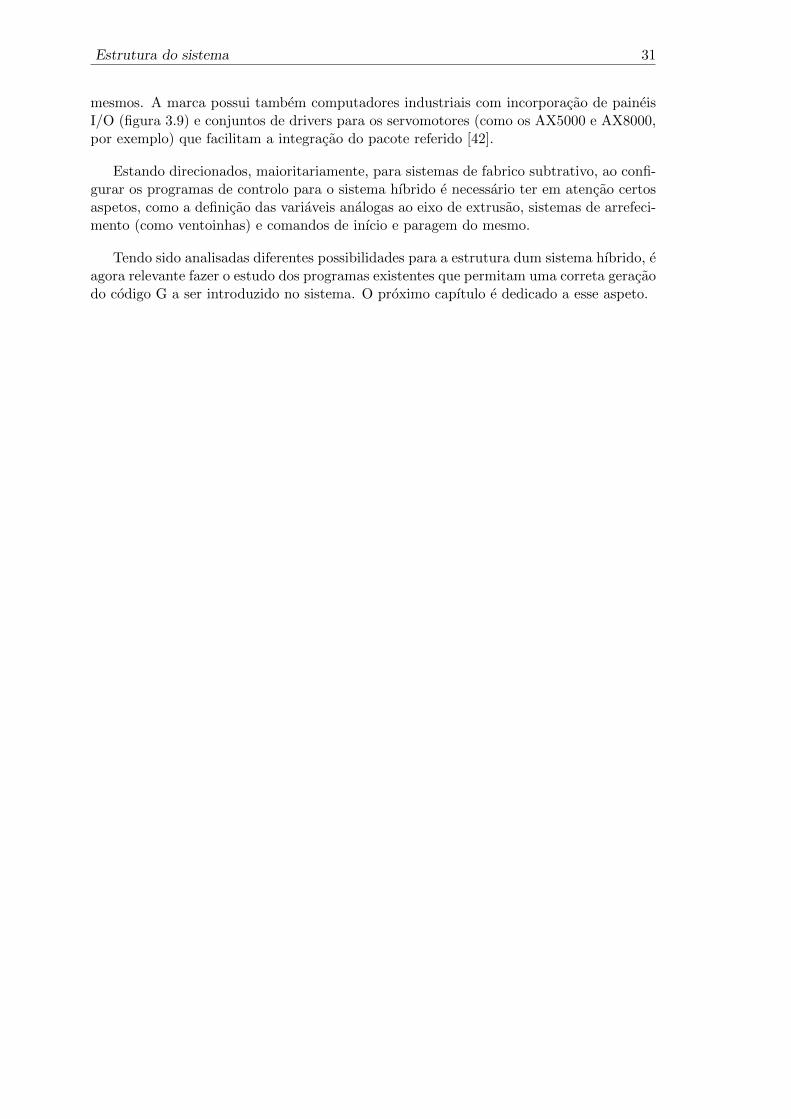
Uma outra solucao nao open-source mas com funcionalidades de personalizacao sufici-ente para o sistema em causa, e o pacote da figura 3.8 - TwinCAT (The Windows Controland Automation Technology) - desenvolvido pela empresa Beckhoff.
Figura 3.8: TwinCAT [42] Figura 3.9: PC incoporado Beckhoff CX [42]
A vertente modular deste pacote permite a adicao de funcionalidades quando ne-cessario, permitindo uma vertente explorativa ao construir uma solucao. Embora maisdirecionado para operacoes de maquinagem, como o torneamento ou ate mesmo corte porlaser, esta solucao ja foi utilizada no desenvolvimento de um sistema de impressao comoo pretendido [43]. Sendo permitida a utilizacao de diversos canais, e possıvel a criacao dedois espacos de trabalho (como mencionado na segunda opcao) e a sincronizacao entre os
Estrutura do sistema 31
mesmos. A marca possui tambem computadores industriais com incorporacao de paineisI/O (figura 3.9) e conjuntos de drivers para os servomotores (como os AX5000 e AX8000,por exemplo) que facilitam a integracao do pacote referido [42].
Estando direcionados, maioritariamente, para sistemas de fabrico subtrativo, ao confi-gurar os programas de controlo para o sistema hıbrido e necessario ter em atencao certosaspetos, como a definicao das variaveis analogas ao eixo de extrusao, sistemas de arrefeci-mento (como ventoinhas) e comandos de inıcio e paragem do mesmo.
Tendo sido analisadas diferentes possibilidades para a estrutura dum sistema hıbrido, eagora relevante fazer o estudo dos programas existentes que permitam uma correta geracaodo codigo G a ser introduzido no sistema. O proximo capıtulo e dedicado a esse aspeto.

32
Pagina intencionalmente deixada em branco
33
Capıtulo 4
Geracao de codigo G
4.1 Conceptualizacao e CAD
Todos os processos envolvendo fabrico aditivo/hıbrido necessitam que o operador passepor uma serie de tarefas, necessaria para uma correta obtencao do produto final.
Como em qualquer outro processo de fabrico, o primeiro passo e criar a ideia de comoo produto ira parecer e funcionar. A informatizacao e feita com recurso a um software deCAD 3D ou por meios de engenharia inversa, como e o caso dos scanners 3D, que fazem umreconhecimento de uma nuvem de pontos que serao posteriormente transferidos tambempara CAD. Este tipo de programa permite a criacao da peca desejada num ambientetridimensional, facilitando a adicao e remocao de caracterısticas no desenho.
Com o desenvolvimento deste tipo de programas, nos dias que correm, sao poucos osproblemas remanescentes relativos a descontinuidade das superfıcies, gracas ao softwarede inspecao e correcao integrados na maioria destes sistemas.
Desde que o volume de impressao o permita, tipicamente, qualquer modelo CAD podeser produzido por fabrico aditivo. Tambem os metodos de fabrico subtrativo principiamcom um desenho nestes moldes. Sendo assim, neste passo nao existirao alteracoes no quediz respeito ao fabrico hıbrido.
De seguida e indicado algum do software usualmente utilizado nesta area. Para oefeito pretendido, a escolha entre os programas listados reside apenas na preferencia doutilizador. Normalmente, e usado o software com o qual o utilizador esteja mais a vontade,visto que qualquer um deles tem facilidade em gerar o modelo pretendido. Na lista incluiu-se software como o OpenSCAD que cria o modelo 3D por parametrizacao. Alguns dosprogramas referidos nesta e nas seguintes listas nao sao seguidos da informacao sobre opreco. Isto ocorre porque, para tal, e necessario contactar a empresa para obter a solucaoque mais se indique a aplicacao pretendida, nao sendo o mesmo divulgado ao publico geral.
• Autodesk Inventor (2.060 e/ano)• Autodesk AutoCAD (1.400 e/ano)• Autodesk Fusion 360 (265 a 1.320 e/ano)• Rhino 3D (995 e)• Google SketchUp Pro (654 e)• Dassault Systemes Solidworks (preco indisponıvel)• Dassault Systemes CATIA (preco indisponıvel)
34 Capıtulo 4
• Siemens NX (preco indisponıvel)• Autodesk 123D Design (gratis)• Blender (gratis)• FreeCAD (gratis)• OpenSCAD (gratis)
Como exemplo e com utilidade para os passos seguintes, nomeadamente no teste desofware, utilizou se um dos programas mencionados acima (Autodesk Fusion 360 ) paradesenhar uma peca relativamente simples (doravante referida como ’peca de deste’), comalguns detalhes a serem maquinados e um cilindro, visıvel no centro, que seria introduzidona peca por fabrico aditivo e que seria, posteriormente, tambem maquinado com vista amelhorar o seu acabamento superficial. Esta peca esta ilustrada na figura 4.1.
Figura 4.1: Peca de teste
4.2 Conversao para codigo G
Embora no passo inicial nao se tenham feito distincoes nos dois tipos de processo de fabrico,a partir daı ha diferencas que devem ser devidamente destacadas. Podendo ter os doismetodos o mesmo conceito - utilizacao de uma maquina, no seu formato mais simples, com3 eixos cartesianos que irao permitir a deslocacao de uma ferramenta - ha a necessidadede criar o codigo que permitira a correta maquinagem ou deposicao de material - codigoG (G code).
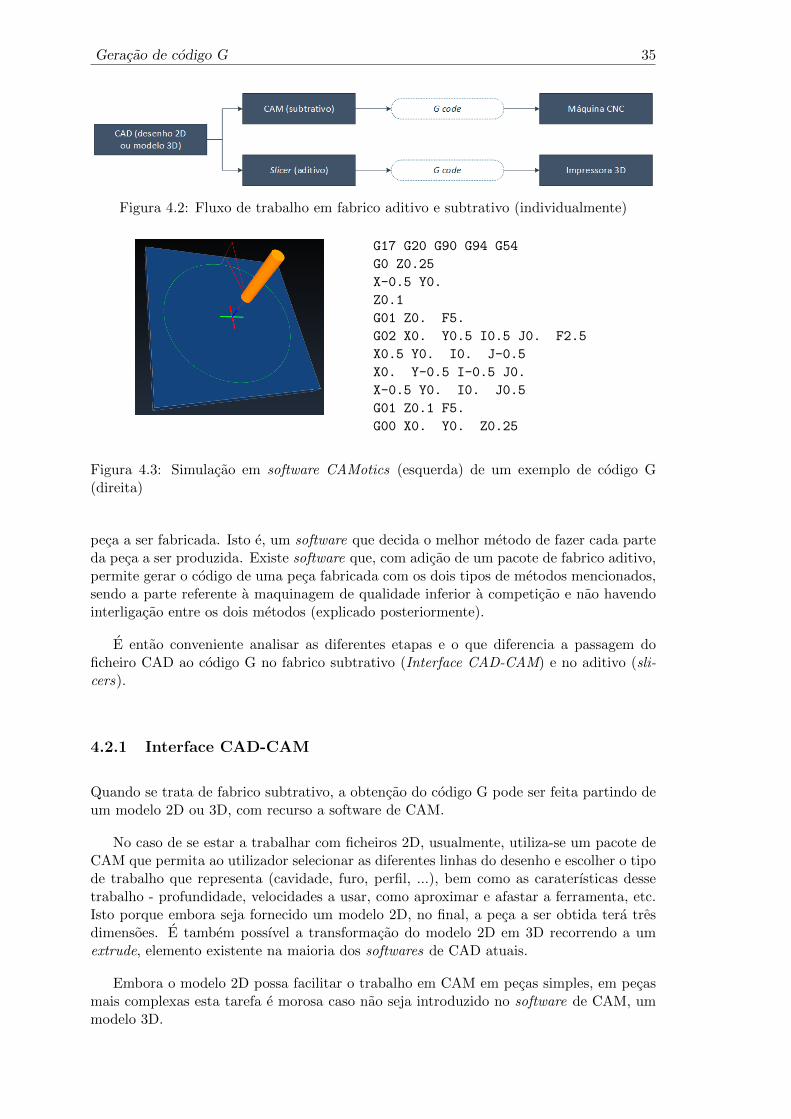
O codigo G e o nome dado a linguagem de programacao de controlo numerico maisutilizada para este fim. Sendo o ISO 6983 vastamente utilizado, existem outros stan-dards a serem utilizados (como e o caso DIN 66025, utilizado na Alemanha). Este codigopermite ao utilizador definir instrucoes que se traduzirao no movimento das ferramentasnecessarias. Entre essas instrucoes estao comandos como a velocidade do movimento, opercurso a realizar (toolpath) e o tipo de movimento utilizado, bem como as trocas deferramenta. Na figura 4.2 esta representado o fluxo do processo de trabalho, em fabricoaditivo e em fabrico subtrativo, no que diz respeito a obtencao do codigo G.
O processo de obtencao deste codigo e uma das dificuldades que surgem quando selida com fabrico hıbrido. De momento, nao existe no mercado um software unificado quepermita a obtencao de um codigo final composto por partes a serem maquinadas e outrasa serem produzidas por um metodo de fabrico aditivo, partindo apenas do modelo 3D da
Geracao de codigo G 35
Figura 4.2: Fluxo de trabalho em fabrico aditivo e subtrativo (individualmente)
G17 G20 G90 G94 G54
G0 Z0.25
X-0.5 Y0.
Z0.1
G01 Z0. F5.
G02 X0. Y0.5 I0.5 J0. F2.5
X0.5 Y0. I0. J-0.5
X0. Y-0.5 I-0.5 J0.
X-0.5 Y0. I0. J0.5
G01 Z0.1 F5.
G00 X0. Y0. Z0.25
Figura 4.3: Simulacao em software CAMotics (esquerda) de um exemplo de codigo G(direita)
peca a ser fabricada. Isto e, um software que decida o melhor metodo de fazer cada parteda peca a ser produzida. Existe software que, com adicao de um pacote de fabrico aditivo,permite gerar o codigo de uma peca fabricada com os dois tipos de metodos mencionados,sendo a parte referente a maquinagem de qualidade inferior a competicao e nao havendointerligacao entre os dois metodos (explicado posteriormente).
E entao conveniente analisar as diferentes etapas e o que diferencia a passagem doficheiro CAD ao codigo G no fabrico subtrativo (Interface CAD-CAM) e no aditivo (sli-cers).
4.2.1 Interface CAD-CAM
Quando se trata de fabrico subtrativo, a obtencao do codigo G pode ser feita partindo deum modelo 2D ou 3D, com recurso a software de CAM.
No caso de se estar a trabalhar com ficheiros 2D, usualmente, utiliza-se um pacote deCAM que permita ao utilizador selecionar as diferentes linhas do desenho e escolher o tipode trabalho que representa (cavidade, furo, perfil, ...), bem como as caraterısticas dessetrabalho - profundidade, velocidades a usar, como aproximar e afastar a ferramenta, etc.Isto porque embora seja fornecido um modelo 2D, no final, a peca a ser obtida tera tresdimensoes. E tambem possıvel a transformacao do modelo 2D em 3D recorrendo a umextrude, elemento existente na maioria dos softwares de CAD atuais.
Embora o modelo 2D possa facilitar o trabalho em CAM em pecas simples, em pecasmais complexas esta tarefa e morosa caso nao seja introduzido no software de CAM, ummodelo 3D.

36 Capıtulo 4
Para a conversao de um modelo tridimensional em codigo G existe uma variada gamade pacotes CAM - uns mais simples e outros com um maior grau de complexidade que, porsua vez, permitem ao utilizador um maior controlo dos procedimentos a serem realizadospela maquina [44].
Abaixo estao listados alguns dos programas com a opcao de CAM que, na sua maioria,permitem maquinagem a cinco eixos.
• Autodesk Powermill (6.535 a 11.980 e/ano)• Autodesk Fusion 360 - versao Ultimate (1.320 e/ano) tem maquinagem com cinco
eixos, incorporada na versao student (gratis)• Dassault Systemes Catia (preco indisponıvel)• Mastercam (preco indisponıvel)• Siemens NX (preco indisponıvel)• SolidCAM (preco indisponıvel)• Visual CADCAM (preco indisponıvel)
4.2.2 Slicers
Tal como no fabrico subtrativo, tambem no aditivo ha a intervencao de um tipo especıficode software que permite a obtencao do percurso que a ferramenta ira percorrer com algumafacilidade. Este tipo de ferramenta denomina-se por slicer (”fatiador”).
Como o nome sugere, um slicer divide o solido fornecido ao programa em fatias, oucamadas, e gera a trajetoria que o extrusor tera de percorrer em cada uma dessas camadas.Apos ocorrer a deposicao de uma camada inicial, ha um incremento no eixo Z e um novocaminho para deposicao e seguido, e assim sucessivamente, ate a peca estar finalizada.
Mais uma vez, tal como no software de CAM, maior personalizacao do codigo a sergerado e possıvel com um aumento da complexidade do programa, sendo permitida, dessemodo, a alteracao de diversos parametros como a temperatura de extrusao, a espessurada camada exterior, a densidade da peca impressa, etc. [44]
Na lista que se segue estao expressos alguns dos softwares mais utilizados para estefim.
• Simplify 3D (140 e)• Cura (gratis)• Slic3r (gratis)
De notar que nenhum dos programas mencionados faz a geracao do codigo G paraum sistema de cinco eixos. No caso de se optar por uma estrutura de cinco eixos para oprocesso aditivo, como mencionado em 3.2.4, teria de ser desenvolvido um software capazde o fazer (a semelhanca do realizado em [37]) ou tratar-se-ia o processo aditivo comoum sistema de tres eixos (inibindo as rotacoes da mesa), podendo utilizar-se um slicerexistente.
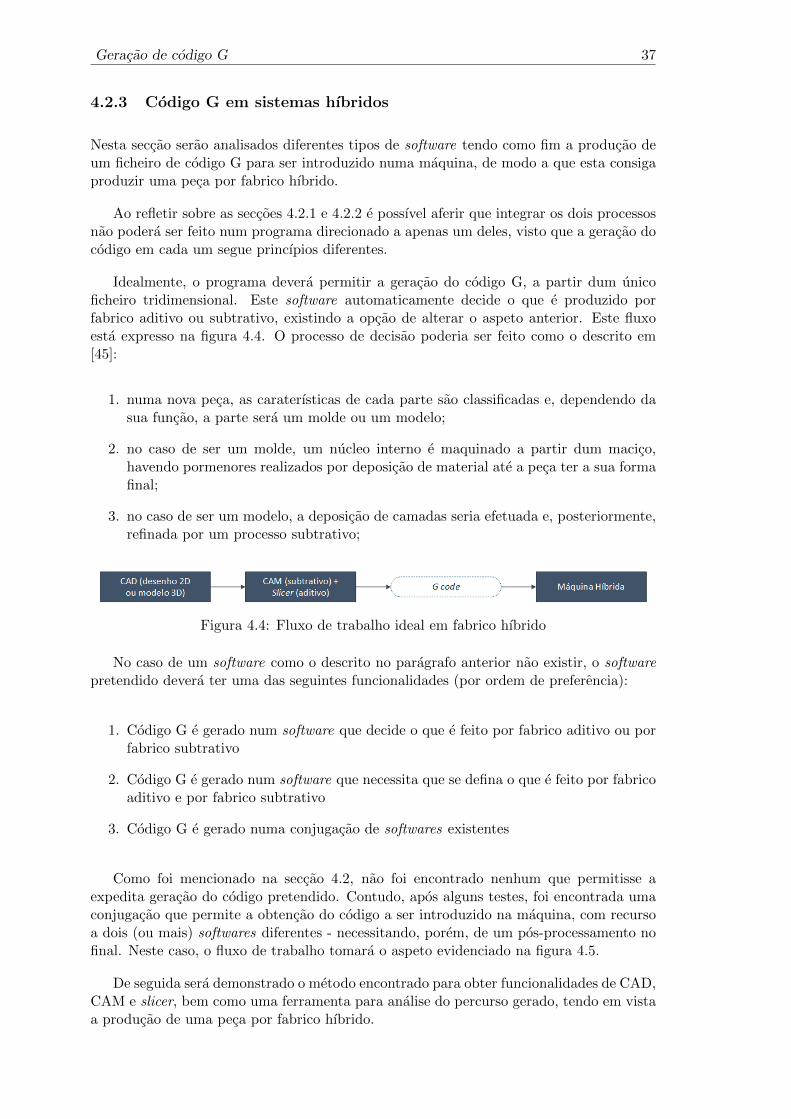
Geracao de codigo G 37
4.2.3 Codigo G em sistemas hıbridos
Nesta seccao serao analisados diferentes tipos de software tendo como fim a producao deum ficheiro de codigo G para ser introduzido numa maquina, de modo a que esta consigaproduzir uma peca por fabrico hıbrido.
Ao refletir sobre as seccoes 4.2.1 e 4.2.2 e possıvel aferir que integrar os dois processosnao podera ser feito num programa direcionado a apenas um deles, visto que a geracao docodigo em cada um segue princıpios diferentes.
Idealmente, o programa devera permitir a geracao do codigo G, a partir dum unicoficheiro tridimensional. Este software automaticamente decide o que e produzido porfabrico aditivo ou subtrativo, existindo a opcao de alterar o aspeto anterior. Este fluxoesta expresso na figura 4.4. O processo de decisao poderia ser feito como o descrito em[45]:
1. numa nova peca, as caraterısticas de cada parte sao classificadas e, dependendo dasua funcao, a parte sera um molde ou um modelo;
2. no caso de ser um molde, um nucleo interno e maquinado a partir dum macico,havendo pormenores realizados por deposicao de material ate a peca ter a sua formafinal;
3. no caso de ser um modelo, a deposicao de camadas seria efetuada e, posteriormente,refinada por um processo subtrativo;
Figura 4.4: Fluxo de trabalho ideal em fabrico hıbrido
No caso de um software como o descrito no paragrafo anterior nao existir, o softwarepretendido devera ter uma das seguintes funcionalidades (por ordem de preferencia):
1. Codigo G e gerado num software que decide o que e feito por fabrico aditivo ou porfabrico subtrativo
2. Codigo G e gerado num software que necessita que se defina o que e feito por fabricoaditivo e por fabrico subtrativo
3. Codigo G e gerado numa conjugacao de softwares existentes
Como foi mencionado na seccao 4.2, nao foi encontrado nenhum que permitisse aexpedita geracao do codigo pretendido. Contudo, apos alguns testes, foi encontrada umaconjugacao que permite a obtencao do codigo a ser introduzido na maquina, com recursoa dois (ou mais) softwares diferentes - necessitando, porem, de um pos-processamento nofinal. Neste caso, o fluxo de trabalho tomara o aspeto evidenciado na figura 4.5.
De seguida sera demonstrado o metodo encontrado para obter funcionalidades de CAD,CAM e slicer, bem como uma ferramenta para analise do percurso gerado, tendo em vistaa producao de uma peca por fabrico hıbrido.

38 Capıtulo 4
Figura 4.5: Fluxo de trabalho encontrado para o fabrico hıbrido
Software utilizado
Como e evidenciado na figura 4.5, o codigo tera de ser gerado separadamente (CAM eslicer).
Partindo do software de CAD utilizado - Autodesk Fusion 360 (escolhido pelo factode tambem ter um vertente de CAD e da facilidade de adaptacao ao ambiente de CAM)- e possıvel gerar o codigo G referente a parte da peca a ser maquinada (anexo A) comrelativa facilidade, gracas a ferramenta de CAM presente neste programa. Contudo, enecessario faze-lo como se a peca ainda nao tivesse o cilindro (a azul na figura 4.6), istoe, o software vai criar o bloco de maquinagem de acordo com a peca no ambiente detrabalho. No caso de no ambiente de trabalho estar incluıdo o cilindro, o macico inicialtera uma altura maior, dado que o programa ira assumir que o utilizador quer maquinar ocilindro. Desse modo, no primeiro passo de desbaste, ira ser desperdicado material, vistoque toda a altura proveniente do cilindro sera desbastada, dado que este sera impressoposteriormente.
Figura 4.6: Vista lateral da peca de teste Figura 4.7: Peca de teste sem parte aditiva
Apos ter modelado a peca da figura 4.7, procede-se a selecao das diferentes cara-terısticas da peca a ser maquinada: facejamento do bloco inicial, cavidade central, contornoao interior, contorno ao exterior, cantos e furos. No final, o programa permite visualizaruma simulacao para o utilizador verificar a trajetoria percorrida pela ferramenta. Para fi-nalizar, escolhe-se o pos-processador, de acordo com a maquina possuıda e gera-se o codigoG da parte a ser maquinada.
Este passo tem a possibilidade de ser feito em diferentes programas, tanto em versoesgratis como em versoes pagas, sendo a ultima, normalmente, acompanhada por um numerode opcoes e personalizacao mais alargadas.
A complexidade acrescida inerente ao fabrico hıbrido, manifesta-se na altura da criacaode estruturas por extrusao. Embora o software utilizado nao tenha a funcionalidadede slicing incorporada, ha um botao ’3D Print ’ que permite a passagem de um corposolido para um slicer externo. Embora haja maior compatibilidade com dois programas

Geracao de codigo G 39
especıficos (Autodesk Print Studio e Cura), ambos sem custos adicionais, ha tambem apossibilidade de integrar outros nao disponibilizados a partida com a opcao ’Custom’.Esta ultima opcao foi utilizada como tentativa de integrar um outro programa de slicingopen-souce que, a par do Cura e um dos mais utilizados - Slic3r. Contudo, o programanao arrancou normalmente conforme o esperado, inviabilizando esta opcao. Ainda assim,testando individualmente, este software demonstrou os mesmo problemas dos programasintegrados no que diz respeito a superfıcie de impressao, discutido de seguida.
O problema de utilizar a opcao ’3D Print ’ no programa mencionado e que esta opcao foidesenvolvida para fabricar pecas apenas por fabrico aditivo, isto e, espera-se do utilizadorapenas o desenho do modelo tridimensional do objeto a imprimir para prosseguir com asua impressao, admitindo que esta sera feita numa superfıcıe lisa, sem inclinacao e nacoordenada zero do eixo dos ZZ. Ao tentar elevar a peca no slicer sao, automaticamente,criados suportes que permitam a peca ser impressa nessa altura. Na figura 4.8 e possıvelobservar os suportes que surgem por baixo do cilindro a ser impresso.
Figura 4.8: Processo de slicing em tres diferentes planos no programa Print Studio
Um metodo que poderia ser utilizado, seria a remocao manual dos suportes no codigoG. Contudo, uma das maiores dificuldades em impressao a tres dimensoes, e a ligacaoentre a mesa de impressao e a primeira camada, principalmente nas impressoras do tipodesktop. Ao eliminar os suportes, novas alteracoes ao codigo teriam de ser feitas paraque certos aspetos da primeira camada (agora no cilindro, no caso do exemplo em causa)fossem alterados. Para alem disso, continuaria a haver o aspeto da inclinacao da peca que,embora no exemplo estudado nao se verifique, poderia ser um problema noutros casos.
Pelos motivos referidos, e necessaria a utilizacao de um slicer externo. Utilizando aextensao ’Visual 3DPrint ’ no software Visual CADCAM da Mecsoft e possıvel importardois diferentes ficheiros STL, um com a base e outro com o cilindro - facilmente exportados(por componente ou conjunto) a partir do Fusion 360 - e selecionar para impressao apenaso cilindro, sendo o codigo G gerado, em funcao da posicao que o ultimo tem no espacotridimensional. Ou seja, o codigo tera instrucoes para depositar material a uma alturaespecıfica da base onde o cilindro estaria realmente posicionado, podendo faze-lo sem aintroducao de suportes adicionais. De notar que apos exportar os dois ficheiros do mesmoprograma, a sua importacao para o software de slicing e facilitada, visto que o cilindrofica, automaticamente, na posicao correta.
Para verificar se o cilindro estava realmente a ser produzido na posicao pretendida,utilizou-se o software CAMotics. Ao importar o ficheiro de codigo para este programa,e possıvel aferir a correta posicao do cilindro. Na figura 4.9 e mostrada a utilizacao doCAMotics numa peca com cilindros (a verde) com alturas e distancias a base diferentes
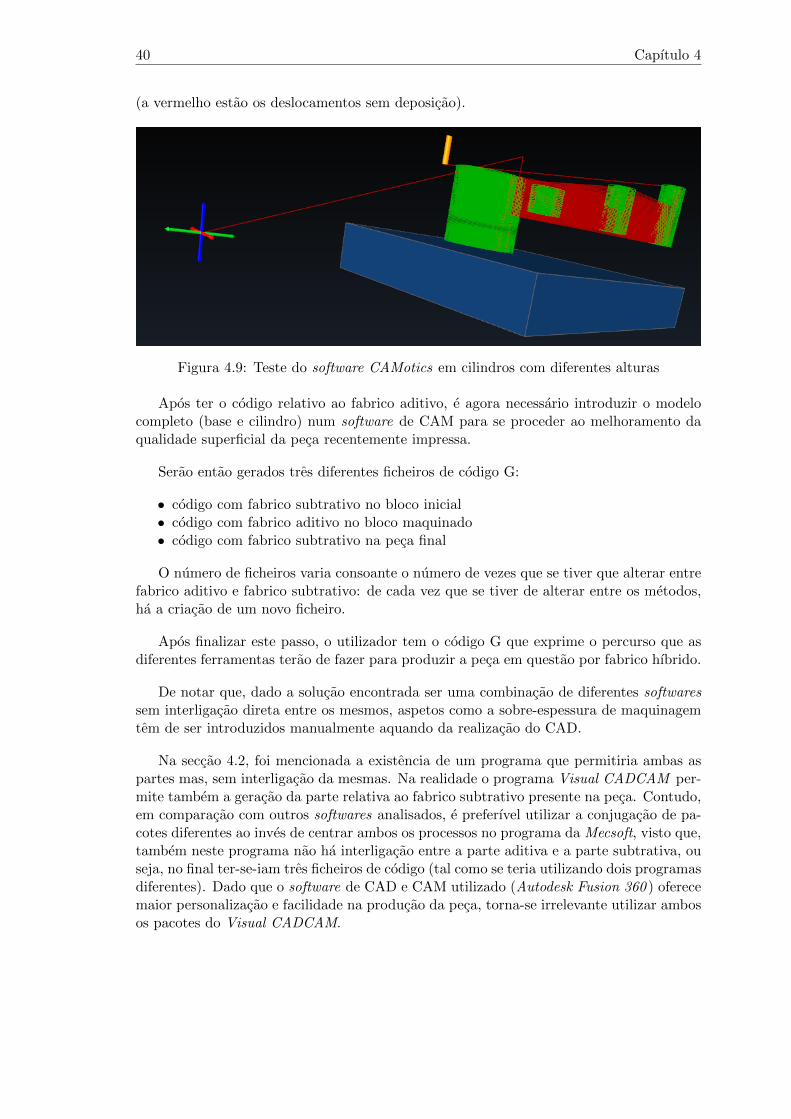
40 Capıtulo 4
(a vermelho estao os deslocamentos sem deposicao).
Figura 4.9: Teste do software CAMotics em cilindros com diferentes alturas
Apos ter o codigo relativo ao fabrico aditivo, e agora necessario introduzir o modelocompleto (base e cilindro) num software de CAM para se proceder ao melhoramento daqualidade superficial da peca recentemente impressa.
Serao entao gerados tres diferentes ficheiros de codigo G:
• codigo com fabrico subtrativo no bloco inicial• codigo com fabrico aditivo no bloco maquinado• codigo com fabrico subtrativo na peca final
O numero de ficheiros varia consoante o numero de vezes que se tiver que alterar entrefabrico aditivo e fabrico subtrativo: de cada vez que se tiver de alterar entre os metodos,ha a criacao de um novo ficheiro.
Apos finalizar este passo, o utilizador tem o codigo G que exprime o percurso que asdiferentes ferramentas terao de fazer para produzir a peca em questao por fabrico hıbrido.
De notar que, dado a solucao encontrada ser uma combinacao de diferentes softwaressem interligacao direta entre os mesmos, aspetos como a sobre-espessura de maquinagemtem de ser introduzidos manualmente aquando da realizacao do CAD.
Na seccao 4.2, foi mencionada a existencia de um programa que permitiria ambas aspartes mas, sem interligacao da mesmas. Na realidade o programa Visual CADCAM per-mite tambem a geracao da parte relativa ao fabrico subtrativo presente na peca. Contudo,em comparacao com outros softwares analisados, e preferıvel utilizar a conjugacao de pa-cotes diferentes ao inves de centrar ambos os processos no programa da Mecsoft, visto que,tambem neste programa nao ha interligacao entre a parte aditiva e a parte subtrativa, ouseja, no final ter-se-iam tres ficheiros de codigo (tal como se teria utilizando dois programasdiferentes). Dado que o software de CAD e CAM utilizado (Autodesk Fusion 360 ) oferecemaior personalizacao e facilidade na producao da peca, torna-se irrelevante utilizar ambosos pacotes do Visual CADCAM.
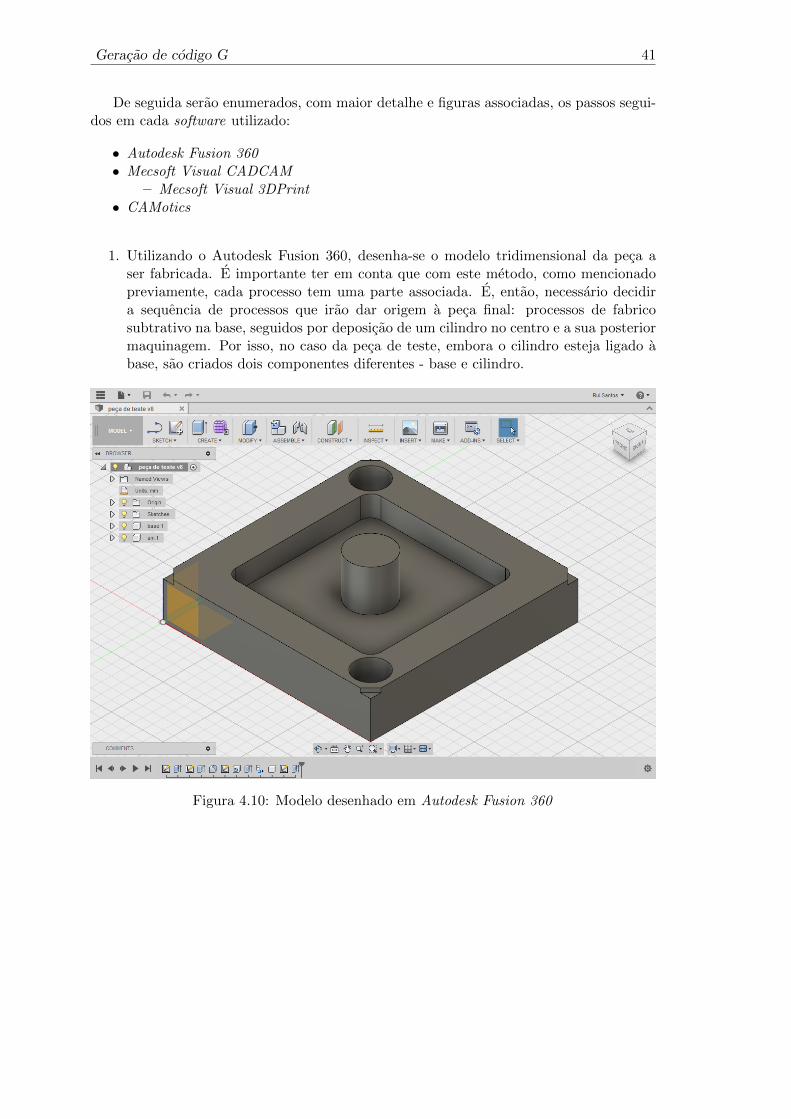
Geracao de codigo G 41
De seguida serao enumerados, com maior detalhe e figuras associadas, os passos segui-dos em cada software utilizado:
• Autodesk Fusion 360• Mecsoft Visual CADCAM
– Mecsoft Visual 3DPrint• CAMotics
1. Utilizando o Autodesk Fusion 360, desenha-se o modelo tridimensional da peca aser fabricada. E importante ter em conta que com este metodo, como mencionadopreviamente, cada processo tem uma parte associada. E, entao, necessario decidira sequencia de processos que irao dar origem a peca final: processos de fabricosubtrativo na base, seguidos por deposicao de um cilindro no centro e a sua posteriormaquinagem. Por isso, no caso da peca de teste, embora o cilindro esteja ligado abase, sao criados dois componentes diferentes - base e cilindro.
Figura 4.10: Modelo desenhado em Autodesk Fusion 360
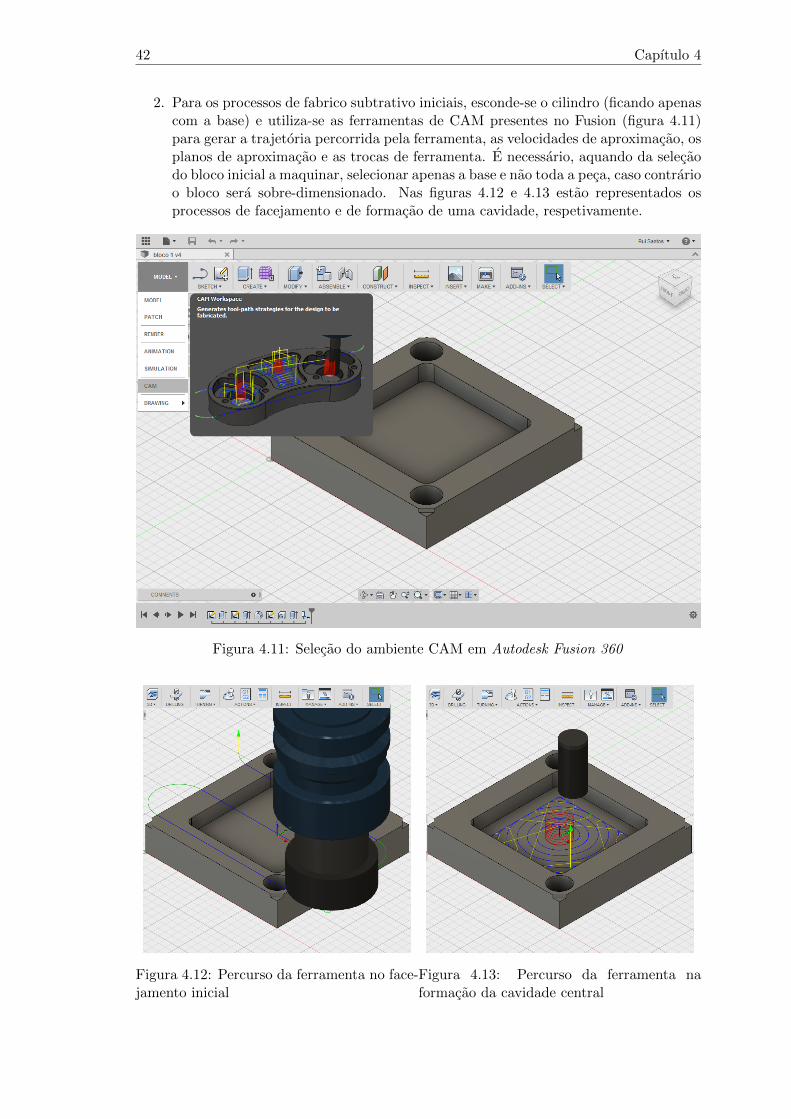
42 Capıtulo 4
2. Para os processos de fabrico subtrativo iniciais, esconde-se o cilindro (ficando apenascom a base) e utiliza-se as ferramentas de CAM presentes no Fusion (figura 4.11)para gerar a trajetoria percorrida pela ferramenta, as velocidades de aproximacao, osplanos de aproximacao e as trocas de ferramenta. E necessario, aquando da selecaodo bloco inicial a maquinar, selecionar apenas a base e nao toda a peca, caso contrarioo bloco sera sobre-dimensionado. Nas figuras 4.12 e 4.13 estao representados osprocessos de facejamento e de formacao de uma cavidade, respetivamente.
Figura 4.11: Selecao do ambiente CAM em Autodesk Fusion 360
Figura 4.12: Percurso da ferramenta no face-jamento inicial
Figura 4.13: Percurso da ferramenta naformacao da cavidade central

Geracao de codigo G 43
3. E possıvel fazer uma simulacao para garantir que o processo e o desejado, utilizandoa opcao ’Simular’.
Figura 4.14: Selecao da opcao de simulacao em Autodesk Fusion 360
Figura 4.15: Pormenor na execucao da cavi-dade central (inıcio)
Figura 4.16: Pormenor na execucao da cavi-dade central (avancado)
Figura 4.17: Pormenores da simulacao em Autodesk Fusion 360
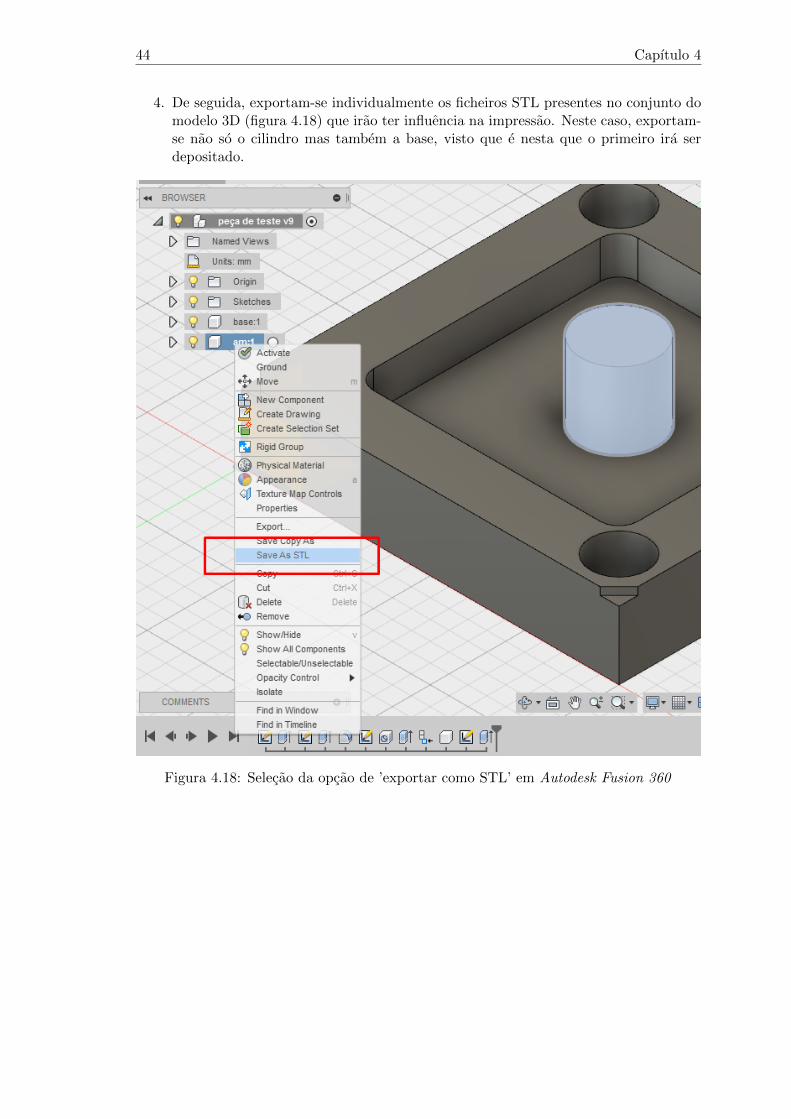
44 Capıtulo 4
4. De seguida, exportam-se individualmente os ficheiros STL presentes no conjunto domodelo 3D (figura 4.18) que irao ter influencia na impressao. Neste caso, exportam-se nao so o cilindro mas tambem a base, visto que e nesta que o primeiro ira serdepositado.
Figura 4.18: Selecao da opcao de ’exportar como STL’ em Autodesk Fusion 360
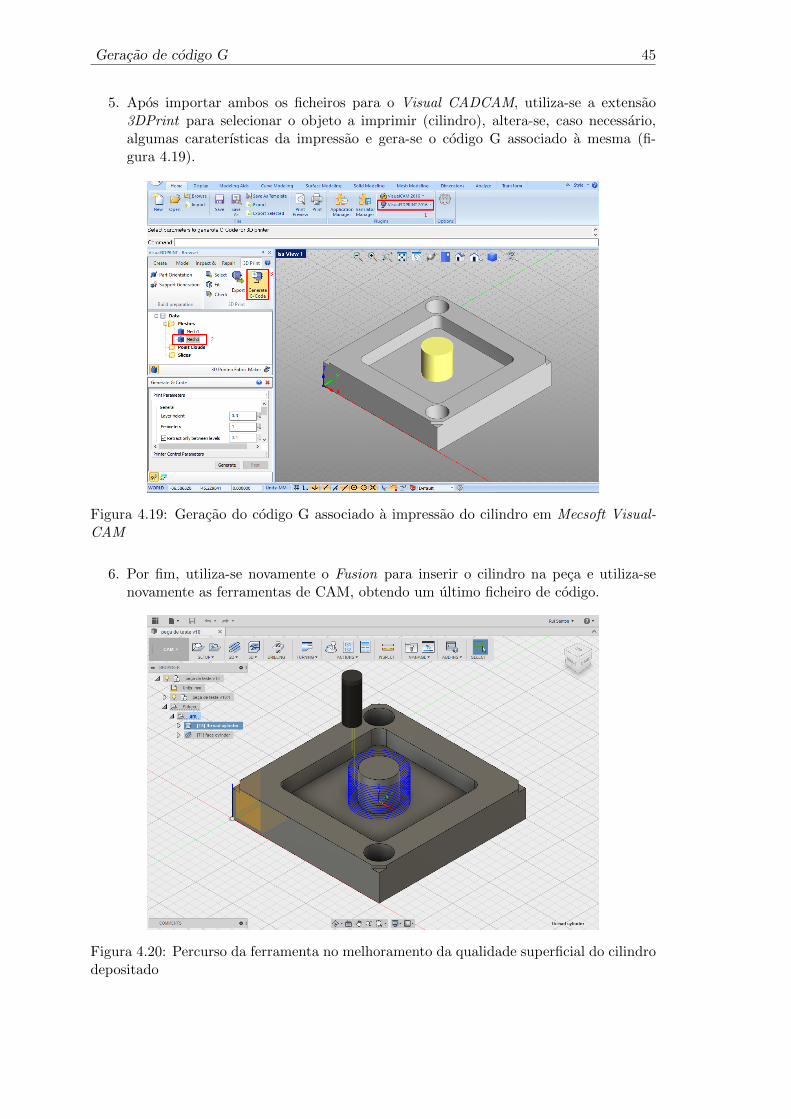
Geracao de codigo G 45
5. Apos importar ambos os ficheiros para o Visual CADCAM, utiliza-se a extensao3DPrint para selecionar o objeto a imprimir (cilindro), altera-se, caso necessario,algumas caraterısticas da impressao e gera-se o codigo G associado a mesma (fi-gura 4.19).
Figura 4.19: Geracao do codigo G associado a impressao do cilindro em Mecsoft Visual-CAM
6. Por fim, utiliza-se novamente o Fusion para inserir o cilindro na peca e utiliza-senovamente as ferramentas de CAM, obtendo um ultimo ficheiro de codigo.
Figura 4.20: Percurso da ferramenta no melhoramento da qualidade superficial do cilindrodepositado
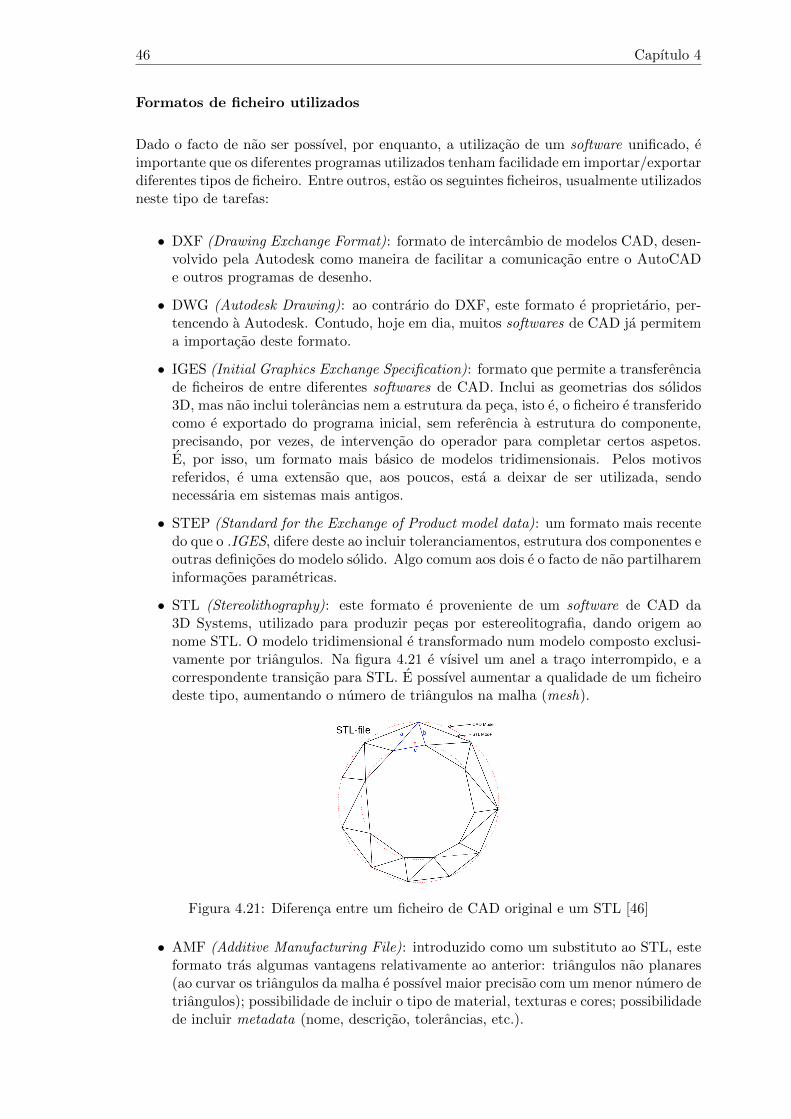
46 Capıtulo 4
Formatos de ficheiro utilizados
Dado o facto de nao ser possıvel, por enquanto, a utilizacao de um software unificado, eimportante que os diferentes programas utilizados tenham facilidade em importar/exportardiferentes tipos de ficheiro. Entre outros, estao os seguintes ficheiros, usualmente utilizadosneste tipo de tarefas:
• DXF (Drawing Exchange Format): formato de intercambio de modelos CAD, desen-volvido pela Autodesk como maneira de facilitar a comunicacao entre o AutoCADe outros programas de desenho.
• DWG (Autodesk Drawing): ao contrario do DXF, este formato e proprietario, per-tencendo a Autodesk. Contudo, hoje em dia, muitos softwares de CAD ja permitema importacao deste formato.
• IGES (Initial Graphics Exchange Specification): formato que permite a transferenciade ficheiros de entre diferentes softwares de CAD. Inclui as geometrias dos solidos3D, mas nao inclui tolerancias nem a estrutura da peca, isto e, o ficheiro e transferidocomo e exportado do programa inicial, sem referencia a estrutura do componente,precisando, por vezes, de intervencao do operador para completar certos aspetos.E, por isso, um formato mais basico de modelos tridimensionais. Pelos motivosreferidos, e uma extensao que, aos poucos, esta a deixar de ser utilizada, sendonecessaria em sistemas mais antigos.
• STEP (Standard for the Exchange of Product model data): um formato mais recentedo que o .IGES, difere deste ao incluir toleranciamentos, estrutura dos componentes eoutras definicoes do modelo solido. Algo comum aos dois e o facto de nao partilhareminformacoes parametricas.
• STL (Stereolithography): este formato e proveniente de um software de CAD da3D Systems, utilizado para produzir pecas por estereolitografia, dando origem aonome STL. O modelo tridimensional e transformado num modelo composto exclusi-vamente por triangulos. Na figura 4.21 e vısivel um anel a traco interrompido, e acorrespondente transicao para STL. E possıvel aumentar a qualidade de um ficheirodeste tipo, aumentando o numero de triangulos na malha (mesh).
Figura 4.21: Diferenca entre um ficheiro de CAD original e um STL [46]
• AMF (Additive Manufacturing File): introduzido como um substituto ao STL, esteformato tras algumas vantagens relativamente ao anterior: triangulos nao planares(ao curvar os triangulos da malha e possıvel maior precisao com um menor numero detriangulos); possibilidade de incluir o tipo de material, texturas e cores; possibilidadede incluir metadata (nome, descricao, tolerancias, etc.).

Geracao de codigo G 47
Apos os testes realizados, foi verificado que os ficheiros STL sao facilmente exportadosdo programa de CAD e importados para o programa de slicing. Embora o formato AMFseja mais atual e completo do que o STL, este nao tem a procura do anterior, provavel-mente, porque os softwares ainda nao fornecem o suporte necessario - tanto a exportar dosoftware de CAD como a importar pelo software de slicing. Contudo, com softwares voca-cionados para CAM, ficheiros IGES e STEP sao mais utilizados (sendo o ultimo preferıvelpor estar mais atualizado e conter dados como os toleranciamentos). Isto deve-se ao factode em fabrico subtrativo se lidar com tolerancias mais pequenas e, visto que o ficheiroSTL e gerado por uma malha de triangulos, nao e o melhor para este tipo de trabalho,sendo por isso mais utilizado em fabrico aditivo. Num sistema hıbrido, idealmente, seriautilizado o formato STEP, pelos motivos referidos para o fabrico subtrativo.
4.3 Manipulacao do codigo G
No final da seccao 4.2.3 chegou-se, no caso em analise, a tres diferentes ficheiros de codigo:um para o processo subtrativo inicial, um para o aditivo intermedio e outro para o subtra-tivo final. Contudo, esses ficheiros nao estao prontos a ser utilizados dado que, tratando-sede fabrico hıbrido, os programas utilizados nao tem qualquer tipo de interligacao no quediz respeito a criacao do codigo - nao ha referencia de nenhuma troca de ferramenta doprocesso subtrativo para o aditivo (e vice-versa), por exemplo. Para alem disso, foi apenasmencionado software e codigo generico, sem qualquer tipo de adaptacao a uma maquinaespecıfica.
Sendo assim, ao projetar uma nova maquina direcionada para este tipo de processode fabrico, e necessario ter em atencao estes aspetos, que se traduzem em alteracoes nocodigo, permitindo a sua correta implementacao no novo equipamento. Estas alteracoespodem ser realizadas manualmente, o que se torna moroso aquando da producao de pecasmais complexas ou de um maior numero de trocas entre processos. Esta implementacaopode ser feita previamente a passagem do ficheiro para a maquina, ou na propria maquina.
Pelos motivos referidos, no caso de se querer um ficheiro unico para ser enviado paraa maquina, seria util desenvolver um software que permita a introducao de determinadosparametros iniciais, como as definicoes inerentes ao tipo de maquina, o numero de eixos, aconfiguracao espacial e o tipo de processo aditivo utilizado que, juntamente com os ficheirosindividuais obtidos nos passos anteriores, devolvera um ficheiro de codigo devidamenteestruturado, pronto a ser utilizado.
Este novo ficheiro devera ter certas caraterısticas que o distinguirao dos ficheiros embruto resultantes do software CAM e do slicer :
• ficheiro unico
• seccoes de codigo especıficas
– inicializacao e finalizacao– trocas de ferramenta– funcoes especıficas dos diferentes processos (por exemplo, ligacao de ventoi-
nhas associadas ao fabrico aditivo ou limpeza das aparas resultantes do fabricosubtrativo)

48 Capıtulo 4
A utilizacao de software open-source na fase de CAD, CAM e slicing permitiria a facili-tada integracao de todos estes processos num programa com uma interface comum. Dessemodo, haveria um programa unico, onde estaria centrado todo o processo de concecao (in-cluindo a geracao do codigo). Contudo, nos testes realizados, os programas proprietariosapresentaram caraterısticas superiores. Por esse motivo, de momento e preferıvel ter umsoftware que adapte os ficheiros obtidos individualmente a maquina a ser utilizada.
Outra opcao, seria programar a propria maquina para receber diferentes ficheiros decodigo que, com uma interface apropriada, permitiria ao utilizador selecionar os processosque quereria implementar. Contudo, esta opcao e menos viavel visto que, no caso do utili-zador nao selecionar os processos corretos (ou a ordem correta dos processos), a operacaotornar-se-ia inutil, gerando desperdıcio.
49
Capıtulo 5
Problemas associados a um sistemahıbrido
5.1 Maquinagem de diferentes materiais
No que diz respeito a parte subtrativa, havendo dois processos de fabrico aditivo diferentes,irao ser maquinados diferentes materiais. Sendo assim, sera util fazer um estudo sobre asimplicacoes que isso trara no que diz respeito a componente subtrativa, nomeadamentena diferenca entre maquinar metais ou plasticos, percebendo as alteracoes que isso traraa estrutura da maquina.
No processo de maquinar estes dois materiais, a maquina utilizada e identica e, nasua maioria, tambem o sao as ferramentas e tecnicas adotadas. Contudo, e necessarioter em atencao certos fatores que nao teriam uma influencia significativa nos metais,relativamente aos plasticos, como e o caso da humidade e da temperatura, sendo beneficomanter a primeira baixa e a segunda constante [47]. Ha outros aspetos intrınsecos aspropriedades de cada material: o coeficiente de expansao termica dos plasticos pode sernotoriamente maior do que o dos metais (sendo, por exemplo, 8.6 × 10−6m/m.K para otitanio e 100 × 10−6m/m.K para o nylon-11), enquanto a temperatura de fusao e inferior(sendo, por exemplo, 1668 oC para o titanio e 190 oC para o nylon-11) [48].
Em [49] e feita uma revisao a utilizacao de processos subtrativos em plasticos e, no quediz respeito a fresagem, e mencionado que nao sao necessarias, como ja referido, tecnicasespecializadas. E, no entanto, necessario que as velocidades de corte nao passem o limiteinferior de 300 m/min, sendo a peca cuidadosamente posicionada e segura, de modo aevitar afastamento da ferramenta por flexao.
Outra consideracao a ter e se os plasticos sao reforcados com fibras de vidro ou decarbono que poderao aumentar o desgaste da ferramenta. Estes, ao contrario da maioriados plasticos, nao podem ser maquinados com ferramentas de acos rapidos, tendo de serutilizadas ferramentas com carbonetos ou de acos endurecidos [47].
Nao podendo ser especificados os parametros de corte para todo o tipo de polımero,existem estudos donde e possıvel retirar tais condicoes. Em [50], por exemplo, foramrealizados testes que permitiram tirar algumas conclusoes relativas aos parametros demaquinagem para furacao em plastico reforcado com fibra de carbono - velocidades ideaisde rotacao e taxas de avanco da peca para furacao em placas finas deste material rondamos 12,000 rpm e 0.137 mm/rev, respetivamente, para furos com 5 mm de diametro. Para

50 Capıtulo 5
alem disso, foi encontrada uma maior circularidade dos furos para velocidades de rotacaode cerca de 20,000 rpm.
Quando se trata de fresagem, no geral e em comparacao com os metais, sao reco-mendados para os plasticos velocidades de rotacao da ferramenta mais lentas e taxas deavanco mais elevadas - com maior rotacao o plastico podera comecar a derreter e se astaxas referidas forem baixas, a ferramenta permanece no mesmo ponto demasiado tempo,aumentando novamente o calor gerado nessa area [47].
5.2 Fluido de Corte
Durante a maioria das operacoes de maquinagem e utilizado um fluıdo de corte com oobjetivo de arrefecer a peca, reduzir a friccao causada pela ferramenta e limpar a rebarbaremanescente. E assim reduzido o desgaste da ferramenta, para alem da superfıcie da pecater melhor acabamento e estar, em alguns casos, protegida contra a corrosao. Contudo,existem aspetos negativos que fazem ponderar a remocao do fluıdo de corte aquando dofabrico subtrativo, como o custo associado que, por vezes, ultrapassa o dobro do associadoa propria ferramenta ou o perigo que advem do contacto com o operador da maquina [51].
No caso concreto dos sistemas hıbridos, os fluıdos de corte acarretam um outro impe-dimento nao referido dado que, apos o processo de subtracao de material, algum ira seradicionado. Sendo a adesao a mesa e ao material existente uma preocupacao usual nossistemas de fabrico aditivo, a existencia de um fluıdo externo e uma clara desvantagemneste tipo de sistema.
Para o problema referido sao mencionadas tres alternativas:
1. Interromper o fabrico aquando da passagem do modo subtrativo para oaditivo: esta solucao reduziria a eficacia do sistema ao parar o fabrico para efetuar alimpeza do fluıdo de corte e da rebarba remanescente e poria em causa os benefıciosna utilizacao de um sistema hıbrido relativamente a dois sistemas separados, dadoque o fabrico em ambas as situacoes teria de ser interrompido;
2. Maquinagem sem qualquer tipo de fluıdo de corte: tambem conhecido comodry machinning (maquinagem a seco) ou green machining, esta e uma alternativaque tem vindo a ser estudada por diversos autores. Embora seja considerada umaalternativa inviavel em alguns materiais especıficos como o titanio, pelas suas propri-edades fısicas como a sua baixa condutividade termica [52], ha autores que referemque este material pode ser maquinado a seco quando e utilizado um metodo demaquinagem interrompida [53] ou utilizando diferentes tipos de subtracao como oEletrical Discharge Machining (EDM) [54]. Embora na seccao 2.1.1 tenha sido apon-tado o titanio como o material usualmente utilizado em DED, ha diversos metaisque podem ser utilizados com este processo. Este aspeto nao impede a realizacao deum sistema hıbrido mas restringe as suas capacidades relativamente aos materiais evelocidades utilizadas;
3. Maquinagem com auxılio de ar comprimido: uma alternativa a utilizacao deum fluıdo de corte, seria a utilizacao de ar comprimido como metodo de limpar arebarba, arrefecer a peca e a ferramenta. Uma solucao que se enquadra neste topicosao os Cold Gun Aircoolant Systems pertencentes a Exair [55]. De acordo com oseu website, estes sistemas (representados na figura 5.1) produzem um jato de ar

Problemas associados a um sistema hıbrido 51
frio a 28 oC abaixo da temperatura a que o ar e fornecido. Este ira reduzir o calorna ferramenta e diminuir o seu desgaste. Para alem disso, permite a remocao darebarba aquando da realizacao do corte.
Figura 5.1: Exair Cold Gun Aircoolant Systems [55]

52
Pagina intencionalmente deixada em branco

53
Capıtulo 6
Conclusao e trabalhos futuros
Como uma tecnologia relativamente recente, o fabrico hıbrido ainda nao foi vastamenteintroduzido no mercado como uma opcao viavel no fabrico quer de moldes quer de pecasfinais. Embora o fabrico subtrativo ja tenha estabilizado, de certo modo, o seu desenvolvi-mento, podendo ser considerado um processo de fabrico ”maduro”, o mesmo nao acontececom o fabrico aditivo. No campo da impressao tridimensional, ainda existem desenvol-vimentos a serem feitos no que diz respeito a variabilidade de materiais, a velocidade deimpressao e ao acabamento superficial. Esta podera ser uma das causas do lento desen-volvimento dos sistemas hıbridos, dado que uma das suas vertentes esta, por si so, emdesenvolvimento.
Pelo motivo expresso no paragrafo anterior, o acesso a material envolvendo solucoesque combinassem os dois processos nao foi facilitado, tendo sido necessario conjugar in-formacoes dos mesmos fornecidas em separado. O mesmo se aplica na elaboracao deuma solucao que permitisse por em pratica o pretendido. Admitiu-se que a melhor con-figuracao, no que diz respeito ao numero de eixos utilizados, seria a de cinco eixos paraambos as partes do sistema, de modo a aumentar a capacidade de maquinar pecas maiscomplexas e de depositar material sem a necessidade de suportes adicionais. O processoaditivo a utilizar, associado a um centro de maquinagem de cinco eixos, sera o FDM ouo DED devido a semelhanca entre a sua estrutura (cartesiana) e a do sistema subtrativo.Dado os diferentes materiais usualmente utilizados nestes processos, e necessario ter algu-mas precaucoes aquando da sua maquinagem. No geral, utilizam-se velocidades de cortemais lentas e velocidades de aproximacao da ferramenta mais elevadas quando se trata deremocao de material nos plasticos, relativamente a maioria dos metais.
Outra precaucao a ter diz respeito a utilizacao de fluıdos de corte em sistemas hıbridos.Dada a alteracao do processo a meio do fabrico, seria conveniente a remocao deste inter-veniente, optando por maquinar a peca em causa a seco. Outra opcao seria a utilizacaode ar comprimido como maneira de remover a apara resultante da operacao e reduzir atemperatura da ferramenta e da peca.
Tendo sido analisadas diferentes alternativas, chegou-se a conclusao que, para base daunidade de controlo, o pacote Beckhoff TwinCAT CNC e o Siemens Sinumerik 840D sl se-riam opcoes viaveis para um sistema hıbrido, dada a sua componente modular expansıvele o seu elevado grau de flexibilidade na elaboracao da unidade de controlo do sistema.Estes sistemas poderao ser equipados com motores e drivers do mesmo fornecedor (ha-vendo facilidade de interligacao entre os componentes) ou de outros fabricantes. Contudo,estando direcionados para sistemas de fabrico subtrativo, sao necessarios alguns cuidados
54 Capıtulo 6
na programacao destes componentes, nomeadamente a definicao de variaveis analogas aoeixo de extrusao do sistema aditivo, ventoinhas responsaveis pelo arrefecimento do sistemae comandos de arranque e paragem dos mesmos.
A analise de software levou a conclusao que, neste momento, nao existe nenhum opcao,open-source ou proprietaria, que permita a criacao um ficheiro unico de codigo G, comdados sobre ambos os tipos de fabrico, que possa ser utilizado para um sistema hıbrido,isto e, as funcoes de CAM e slicing interligadas. Encontrou-se um pacote (Mecsoft VisualCADCAM/Visual 3DPrint) que permite trabalhar com ambos os tipos de operacao masos ficheiros gerados sao separados e sem conexao entre as fases. Sendo assim, escolheu-se,como exemplo, o Autodesk Fusion 360 para a parte de CAD/CAM e o anterior Mecsoftcomo slicer. Embora existam outras solucoes para a criacao das camadas depositadas,este foi o unico encontrado que permite a deposicao de material em superfıcies irregulares(indispensavel para o tipo de fabrico estudado).
Foi ainda possıvel concluir que, embora nao seja o mais avancado, o formato STL eo mais utilizado no que diz respeito ao fabrico aditivo. O AMF, tendo a possibilidadede introduzir dados como a cor e o tipo de material, bem como fazendo um uso maiseficaz dos triangulos utilizados, nao e vastamente utilizado devido a falta de suporte pelossoftwares atuais. Ainda assim, o formato recomendado para fabrico subtrativo seria oSTEP devido a uma maior aproximacao a forma inicial do solido e ao facto de contemplardados relativos a toleranciamentos, sendo, por esse motivo, o preferıvel em fabrico hıbrido.
Em sumario, pode ser concluıdo que, neste momento, o fabrico hıbrido e uma solucaocom potencial mas, estando num estagio primario da sua evolucao, e necessario o desen-volvimento de software e hardware dedicado, de maneira a facilitar a sua implementacao.
Trabalhos Futuros
Embora tenham sido estudadas diferentes estruturas e procedimentos a ter na realizacaoe utilizacao de um sistema hıbrido, existiriam ainda etapas a realizar para a criacao desseproduto:
1. Para melhor perceber as falhas das estruturas sugeridas, seria indispensavel a cons-trucao dum sistema como o mencionado, onde seriam realizados todos os testesnecessarios, incluindo a maquinagem com utilizacao de ar comprimido e a mudancado processo aditivo a utilizar (FDM e DED);
2. Como foi evidenciado, o ficheiro de codigo G gerado necessitaria ainda de certasalteracoes, como funcoes de troca de ferramenta ou de alteracao do processo defabrico, podendo esta ser feita na unidade de controlo;
3. Idealmente, seria criado um software que incorporasse a solucao de CAM e de slicingnum so ambiente de trabalho a semelhanca do visto no Autodesk Fusion 360, ondea funcao ’Print’ abriria um ambiente identico ao de CAM mas com ferramentasde slicing que permitissem a impressao direta na peca em causa. Este softwarepoderia ser construıdo de raiz ou tendo como base programas open-source. Nele,para alem das referidas, estariam presentes funcoes especıficas como a criacao desobre-espessuras de maquinagem automaticamente;
4. Tendo o software referido no ponto anterior, a elaboracao de um algoritmo que per-mitisse a escolha direta das partes a serem maquinadas e extrudidas seria benefico
Conclusao e trabalhos futuros 55
para otimizar todo o processo. A peca poderia ser produzida por fabrico aditivo eposteriormente maquinada ou ser subtraıdo material a um bloco inicial e, seguida-mente, haver deposicao;
5. Embora os softwares de CAM, usualmente, tenham funcionalidades para trabalhocom cinco eixos, essas nao se verificam nos slicers, sendo por isso necessario inclui-lasno programa a desenvolver.

56
Pagina intencionalmente deixada em branco
57
Bibliografia
[1] P. R. Beeley, Foundry Technology. London Butterworths, 1972.
[2] I. Gibson, D. W. Rosen, and B. Stucker, Additive Manufacturing Technologies. Sprin-ger, 2010.
[3] Z. Zhu, V. G. Dhokia, A. Nassehi, and S. T. Newman, “A review of hybrid manufac-turing processes - state of the art and future perspectives.” International Journal ofComputer Integrated Manufacturing, 26 (7). pp. 596-615. ISSN 0951-192X, 2013.
[4] “What is Additive Manufacturing?.” http://additivemanufacturing.com/
basics/. Accessed: 19-09-2016.
[5] http://www.eos.info/additive_manufacturing/for_technology_interested,2016. Accessed: 20-09-2016.
[6] “7 Families of Additive Manufacturing.” http://hybridmanutech.com. Accessed:29-09-2016.
[7] http://www.lboro.ac.uk/research/amrg/about/the7categoriesofadditivemanufacturing/,2016. Accessed: 16-11-2016.
[8] http://www.theaxiz.com/3d-printing/3d-printing-processes/, 2016. Acces-sed: 16-11-2016.
[9] https://addmantech.wordpress.com/2015/12/13/so-what-is-directed-energy-deposition/,2016. Accessed: 16-11-2016.
[10] https://www.xometry.com/, 2016. Accessed: 10-09-2016.
[11] “3D Printers Explained: Delta, Cartesian, Polar, Scara.” https://all3dp.com/
know-your-fdm-3d-printers-cartesian-delta-polar-and-scara/. Accessed:05-12-2016.
[12] https://store.bq.com/pt/kit-prusai3. Accessed: 05-12-2016.
[13] http://http://www.tripodmaker.com/. Accessed: 05-12-2016.
[14] http://http://www.polar3d.com/printer/. Accessed: 05-12-2016.
[15] “Pros and Cons of Additive Manufacturing.” http:
//compositesmanufacturingmagazine.com/2014/10/
pros-cons-additive-manufacturing/, 2014. Accessed: 01-08-2016.
[16] “Additive manufacturing: opportunities and constraints.” A summary of a roundtableforum held on 23 May 2013 hosted by the Royal Academy of Engineering - http://www.raeng.org.uk/publications/reports/additive-manufacturing, 2013. Ac-cessed: 01-08-2016.
58 Capıtulo 6
[17] “3D Printing Speed: How Fast Can 3D Printers Go?.” https://all3dp.com/
3d-printing-speed/, 2014. Accessed: 01-08-2016.
[18] Y. Altintas, Manufacturing Automation: Metal Cutting Mechanics, Machine ToolVibrations, and CNC Design. Cambridge University Press, 2000.
[19] H. Limited, Mechatronics and Machine Tools. McGraw-Hill, 1998.
[20] http://www.cnccookbook.com/Calculators/SurfaceFinishChartMeasureSymbols.
html, 2016. Accessed: 30-12-2016.
[21] http://sintratec.com/. Accessed: 21-09-2016.
[22] http://www.engineering.com/3DPrinting/3DPrintingArticles/ArticleID/
12062/EOS-P-396.aspx. Accessed: 21-09-2016.
[23] http://formlabs.com. Accessed: 21-09-2016.
[24] http://www.ctcprinter.com/product_detail.php?ProId=27. Accessed: 21-09-2016.
[25] http://ultimaker.com. Accessed: 21-09-2016.
[26] http://www.stratasys.com/3d-printers/production-series/fortus-900mc.Accessed: 21-09-2016.
[27] http://www.absplastic.eu/how-much-does-a-3d-printer-cost/. Accessed: 21-09-2016.
[28] https://dmgmori.com/, 2016. Accessed: 29-09-2016.
[29] “Hermle MPA Technology.” https://hermle-generative-manufacturing.com/,2016. Accessed: 29-09-2016.
[30] J. Ruan, K. Eiamsa-ard, and F. Liou, “Automatic process planning and toolpathgeneration of a multiaxis hybrid manufacturing system,” Journal of ManufacturingProcesses, vol. 7, no. 1, pp. 57 – 68, 2005.
[31] K. Karunakaran, S. Suryakumar, V. Pushpa, and S. Akula, “Low cost integration ofadditive and subtractive processes for hybrid layered manufacturing,” Robotics andComputer-Integrated Manufacturing, vol. 26, no. 5, pp. 490 – 499, 2010.
[32] S. Keshavmurthy, J. Carmein, and D. White, “Automated rapid prototyping combi-ning additive and subtractive processes,” June 3 2004. US Patent App. 10/623,330.
[33] “Ballscrews or Linear Motors?.” https://www.makino.com/about/news/
Ballscrews-or-Linear-Motors/124/. Accessed: 19-12-2016.
[34] “Modern CNC Control Systems for High SpeedMachining.” http://www.mmsonline.com/articles/
modern-cnc-control-systems-for-high-speed-machining. Accessed: 13-01-2017.
[35] J. W. Comb, W. R. Priedeman, and P. W. Turley, FDM Technology Process Impro-vement, pp. 42–49. The University of Texas at Austin, 1994.
[36] “Reasons To Use 5-Axis Machining.” http://www.mmsonline.com/articles/
reasons-to-use-5-axis-machining/. Accessed: 06-12-2016.
Bibliografia 59
[37] Øyvind Kallevik Grutle, “5-axis 3d printer: Designing a 5-axis 3d printer,” Master’sthesis, University of Oslo, 2015.
[38] S. Suh, S. Kang, I. Chung, and I. Stroud, Theory and Design of CNC Systems.Springer, 2008.
[39] http://smoothieware.org/. Accessed: 26-12-2016.
[40] http://linuxcnc.org/. Accessed: 26-12-2016.
[41] “Siemens Sinumerik 840D sl.” https://mall.industry.siemens.com/mall/en/WW/
Catalog/Products/10166050. Accessed: 27-12-2016.
[42] “Beckhoff.” https://www.beckhoff.com/. Accessed: 27-12-2016.
[43] L. Halamıcek, “Modification of 3d milling machine to 3d printer,” Master’s thesis,Brno University of Technology, 2015.
[44] http://www.blog.cnccookbook.com/, 2016. Accessed: 1-11-2016.
[45] G. Caligiana, D. Francia, and A. Liverani, CAD-CAM integration for 3D HybridManufacturing, pp. 329–337. Cham: Springer International Publishing, 2017.
[46] https://commons.wikimedia.org/, 2016. Accessed: 04-11-2016.
[47] http://americanmachinist.com/machining-cutting/machining-plastic-art/,2016. Accessed: 25-11-2016.
[48] “Machining Plastics: How Metals Techniques CouldLead You Astray.” http://www.mddionline.com/article/
machining-plastics-how-metals-techniques-could-lead-you-astray, 2016.Accessed: 28-11-2016.
[49] M. Alauddin, I. Choudhury, M. E. Baradie, and M. Hashmi, “Plastics and theirmachining: A review,” Journal of Materials Processing Technology, vol. 54, no. 1,pp. 40 – 46, 1995.
[50] V. Krishnaraj, A. Prabukarthi, A. Ramanathan, N. Elanghovan, M. S. Kumar, R. Zi-toune, and J. Davim, “Optimization of machining parameters at high speed drillingof carbon fiber reinforced plastic (cfrp) laminates,” Composites Part B: Engineering,vol. 43, no. 4, pp. 1791 – 1799, 2012.
[51] U. S. Dixit, D. K. Sarma, and J. P. Davim, Machining with Minimal Cutting Fluid,pp. 9–17. Boston, MA: Springer US, 2012.
[52] “Machining Dry Is Worth A Try.” http://www.mmsonline.com/articles/
machining-dry-is-worth-a-try/. Accessed: 06-12-2016.
[53] P. Sreejith and B. Ngoi, “Dry machining: Machining of the future,” Journal of Ma-terials Processing Technology, vol. 101, no. 1–3, pp. 287 – 291, 2000.
[54] Y. Shen, Y. Liu, W. Sun, H. Dong, Y. Zhang, X. Wang, C. Zheng, and R. Ji, “High-speed dry compound machining of ti6al4v,” Journal of Materials Processing Techno-logy, vol. 224, pp. 200 – 207, 2015.
[55] “Cold Gun Aircoolant Systems.” http://www.exair.com/en-US/Primary%
20Navigation/Products/Cold%20Gun%20Aircoolant%20Systems/Pages/Cold%
20Gun%20Aircoolant%20Systems.aspx. Accessed: 12-12-2016.

60
Pagina intencionalmente deixada em branco
61
Anexos
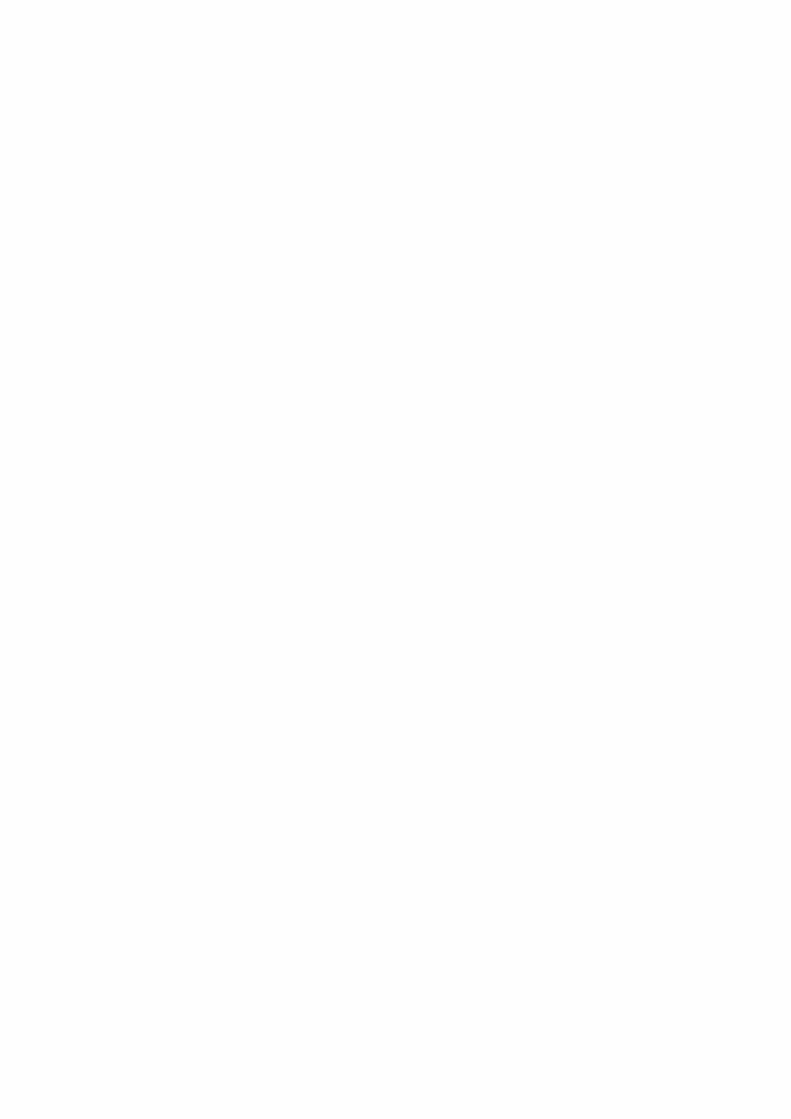

63
Anexo A: Desenho de definicao da peca estudada

64
Pagina intencionalmente deixada em branco


66
Pagina intencionalmente deixada em branco

De
pt.
Te
ch
nica
l re
fe
re
nce
Cre
ate
d b
yA
pp
ro
ve
d b
y
Do
cu
me
nt typ
eD
ocu
me
nt sta
tu
s
Title
DW
G N
o.
Re
v.
Da
te
o
f issu
eS
he
et
27
/1
0/2
01
6
1 o
f 1
pe
ça
1
com
cilin
dro
Ru
i S
an
to
s
A
A
A-A
(1
:2)
Ø
2
0
50
50
2
0

68
Pagina intencionalmente deixada em branco

69
Anexo B: Catalogo Siemens Sinumerik

70
Pagina intencionalmente deixada em branco

4
SINUMERIK 808D
• Panel-based compact CNC• Technologies: Milling and turning• Up to 5 axes/spindles• 1 machining channel• 7.5"/8.4" color display• S7-200 PLC
SINAMICS V60
SIMOTICS S-1FL5
SINAMICS V70
SIMOTICS S-1FL6
SINUMERIK 808D
SINUMERIK 808D
ADVANCED
Entry-level class
SINUMERIK 828D
• Panel-based compact CNC• Technologies: Turning, milling,
grinding functions• Up to 10 axes/spindles and
2 auxiliary axes• Up to 2 machining channels• 8.4"/10.4" color display• S7-200 PLC
SINAMICS S120
SINAMICS S120 Combi
SINUMERIK 828D BASIC
SINUMERIK 828D
SINUMERIK 828D
ADVANCED
Compact class
SINUMERIK 840D sl
• Drive-based, modular CNC• Multi-technology CNC• Up to 93 axes/spindles and any
number of PLC axes• Up to 30 machining channels• Modular panel concept up to
19" color display• SIMATIC S7-300 PLC
SINAMICS S120 Combi
SINAMICS S120
SINUMERIK 840D sl BASIC
SINUMERIK 840D sl
Premium class
SINUMERIK – a CNC portfolio for the global machine tool market

12
Siemens is simply world-class when it comes to drive technology – and therefore has outstanding drive solutions
for machine tools.
SINAMICS S120 – the highest degree of flexibility SINAMICS S120 is synonymous with performance and flexibility when it comes to equipping machine tools. In addition to a wide range of motor modules up to a power rating of 300 kW, there is also an infeed unit with a controlled DC link. This ensures the shortest spindle acceleration times and facilitates perfect reactive power compensation for the complete machine (cos φ = 1). This is complemented by DSC (Dynamic Servo Control), which represents a unique position control technique to achieve the highest dynamic performance of feed and spindle motors. The SINAMICS S120 high-performance drive system can also be used in decentralized solutions with the S120M variant.
SINAMICS S120 BooksizeSINAMICS S120 Combi
SINAMICS S120 Combi – the ideal drive for compact machinesSINAMICS S120 Combi combines the performance of the modular SINAMICS S120 Combi in a compact, rugged design. Here, an infeed and up to four motor modules are integrated in one housing. By intelligently expanding the system to include two more motor modules, the SINAMICS S120 Combi is the ideal drive for compact, standard CNC machines with a spindle power of up to 15 kW and can control up to five feed axes.
SINAMICS – the powerhouse in the background

30
Technical dataNCU710 NCU720 / 730
Configuration
Mechanical design Drive-based
Operation with SINAMICS S120 Combi ⦁ (840D sl BASIC) –
Operation with SINAMICS S120 Booksize ⦁ ⦁
Maximum number of axes / spindles 6 (840D sl BASIC) / 8 31
Maximum number of machining channels / mode groups 4 10
Maximum number of NCUs in the NCU Link 3 3
CNC user memory, up to 16 Mbyte 22 Mbyte
Extended CNC user memory 100 MB
Additional CNC user memory on hard disk (PCU50) 12 Gbyte
Minimum block change time ~ 1.5 ms ~ 0.6 ms / ~ 0.4 ms
Minimum current / speed controller cycle 31.25 µs
Display size (TFT color displays) 7.5"/10"/12"/15"/19"
Maximum number of operator panels per NCU 2 4
PLC adaptation control SIMATIC S7-300
PLC I/O interface PROFIBUS/PROFINET
OPC UA ⦁
Standard data transfer RS232C/USB/Ethernet
Axis functions
Travel to fixed stop with Force Control ⦁
Acceleration with jerk limiting ⦁
Dynamic feed forward control ⦁
Advanced Position Control ⦁
Dynamic Servo Control in the drive ⦁
Interpolation
Interpolating axes, up to 6 (840D sl BASIC) / 8 20
Linear, circle, helix ⦁
Splines, polynomials, involutes ⦁
Advanced Surface ⦁
Top Surface ⦁
Look Ahead ⦁
Compressor ⦁
Couplings
Synchronous axis pair (gantry axes) ⦁
Synchronous spindle/multi-edge turning ⦁
Master value coupling / cam table interpolation ⦁
Electronic gearbox ⦁
Additional machine-specific couplings ⦁
Transformations
Face / peripheral surface transformation ⦁
Multi-side machining (3+2-axis machining) ⦁
Dynamic 5-axis machining (TRAORI) ⦁
Additional machine-specific kinematic transformations
⦁
SINUMERIK synchronous architecture
Synchronized actions ⦁
Asynchronous subprograms ⦁
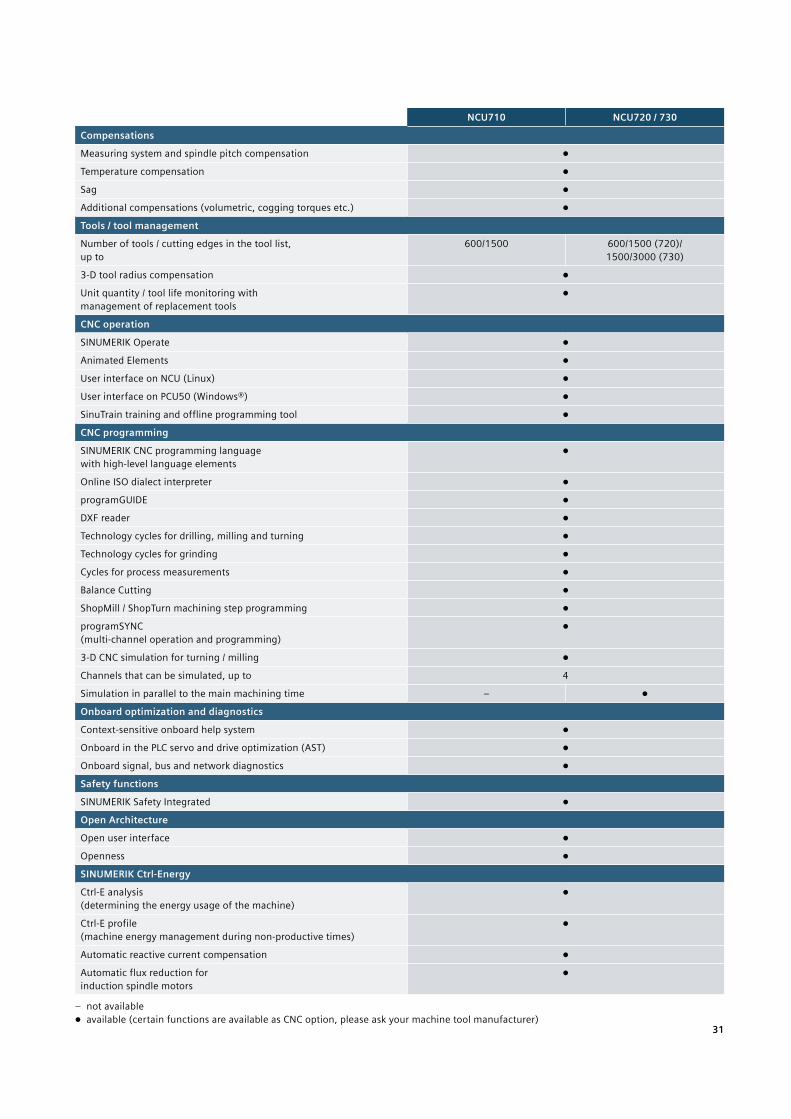
31
NCU710 NCU720 / 730
Compensations
Measuring system and spindle pitch compensation ⦁
Temperature compensation ⦁
Sag ⦁
Additional compensations (volumetric, cogging torques etc.) ⦁
Tools / tool management
Number of tools / cutting edges in the tool list, up to
600/1500 600/1500 (720)/ 1500/3000 (730)
3-D tool radius compensation ⦁
Unit quantity / tool life monitoring with management of replacement tools
⦁
CNC operation
SINUMERIK Operate ⦁
Animated Elements ⦁
User interface on NCU (Linux) ⦁
User interface on PCU50 (Windows®) ⦁
SinuTrain training and offline programming tool ⦁
CNC programming
SINUMERIK CNC programming language with high-level language elements
⦁
Online ISO dialect interpreter ⦁
programGUIDE ⦁
DXF reader ⦁
Technology cycles for drilling, milling and turning ⦁
Technology cycles for grinding ⦁
Cycles for process measurements ⦁
Balance Cutting ⦁
ShopMill / ShopTurn machining step programming ⦁
programSYNC (multi-channel operation and programming)
⦁
3-D CNC simulation for turning / milling ⦁
Channels that can be simulated, up to 4
Simulation in parallel to the main machining time – ⦁
Onboard optimization and diagnostics
Context-sensitive onboard help system ⦁
Onboard in the PLC servo and drive optimization (AST) ⦁
Onboard signal, bus and network diagnostics ⦁
Safety functions
SINUMERIK Safety Integrated ⦁
Open Architecture
Open user interface ⦁
Openness ⦁
SINUMERIK Ctrl-Energy
Ctrl-E analysis (determining the energy usage of the machine)
⦁
Ctrl-E profile (machine energy management during non-productive times)
⦁
Automatic reactive current compensation ⦁
Automatic flux reduction for induction spindle motors
⦁
– not available ⦁ available (certain functions are available as CNC option, please ask your machine tool manufacturer)

75
Anexo C: Catalogo Beckhoff Twincat CNC

76
Pagina intencionalmente deixada em branco

TC1xxx | TwinCAT Base
TC3 ADS
Technical data TC1000-00pp
The TwinCAT Automation Device Specifi cation (ADS) is the medium-independent protocol for the reading and writing of data and for instruction transmission within TwinCAT. An ADS router is made available for communication links. ADS clients can be connected to TwinCAT controllers in the network via ADS.
Required
Target systems Windows XP, Windows 7, Windows CE
Performance class (pp) 20 30 40 50
x x x x
60 70 80 90
x x x x
Available Yes
Further information www.beckhoff.com/TC1000
TC3 I/O
TC1100-00pp
Using TwinCAT I/O, cyclic data can be collected by different fi eldbuses in process images. Cyclic tasks drive the corre-sponding fi eldbuses. Various fi eldbuses can be operated with different cycle times on one CPU. Applications can directly access the process image. The fi eldbuses and the process images are confi gured in TwinCAT Engineering. . provides variable-oriented linkage of I/O devices to tasks . tasks are variable-oriented among each other . the smallest unit is one bit . supports both synchronous and asynchronous relation-
ships . consistent exchange of data areas and process images . online display in the directory tree . online watch window . ‘Force and Write’ for commissioning and for testing task variables and I/O devices . supported fi eldbuses: . EtherCAT . Lightbus . PROFIBUS DP (Master and Slave) . Interbus . CANopen . SERCOS interface . DeviceNet . Ethernet . USB . SMB (System Management Bus)
Windows XP, Windows 7, Windows CE
20 30 40 50
x x x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1100
New Automation TechnologyBECKHOFF We reserve the right to make technical changes.
22
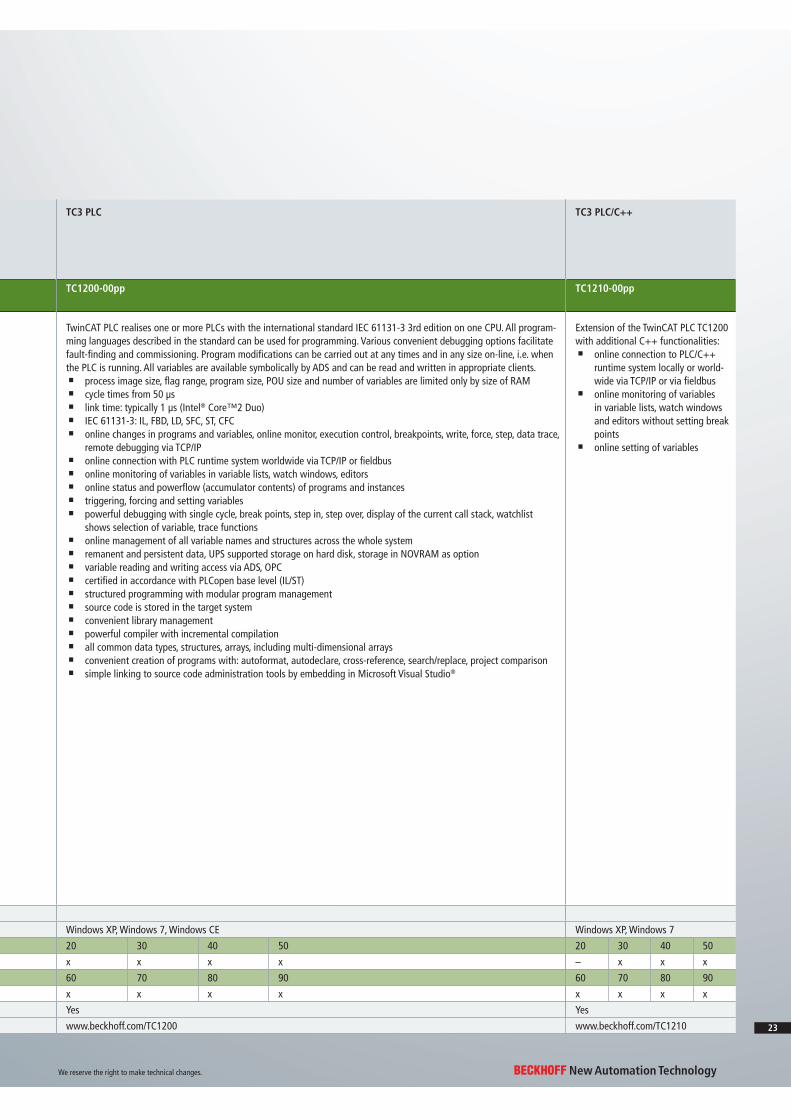
TC3 PLC
TC1200-00pp
TwinCAT PLC realises one or more PLCs with the international standard IEC 61131-3 3rd edition on one CPU. All program-ming languages described in the standard can be used for programming. Various convenient debugging options facilitate fault-fi nding and commissioning. Program modifi cations can be carried out at any times and in any size on-line, i.e. when the PLC is running. All variables are available symbolically by ADS and can be read and written in appropriate clients. . process image size, fl ag range, program size, POU size and number of variables are limited only by size of RAM . cycle times from 50 µs . link time: typically 1 µs (Intel® Core™2 Duo) . IEC 61131-3: IL, FBD, LD, SFC, ST, CFC . online changes in programs and variables, online monitor, execution control, breakpoints, write, force, step, data trace,
remote debugging via TCP/IP . online connection with PLC runtime system worldwide via TCP/IP or fi eldbus . online monitoring of variables in variable lists, watch windows, editors . online status and powerfl ow (accumulator contents) of programs and instances . triggering, forcing and setting variables . powerful debugging with single cycle, break points, step in, step over, display of the current call stack, watchlist shows selection of variable, trace functions . online management of all variable names and structures across the whole system . remanent and persistent data, UPS supported storage on hard disk, storage in NOVRAM as option . variable reading and writing access via ADS, OPC . certifi ed in accordance with PLCopen base level (IL/ST) . structured programming with modular program management . source code is stored in the target system . convenient library management . powerful compiler with incremental compilation . all common data types, structures, arrays, including multi-dimensional arrays . convenient creation of programs with: autoformat, autodeclare, cross-reference, search/replace, project comparison . simple linking to source code administration tools by embedding in Microsoft Visual Studio®
Windows XP, Windows 7, Windows CE
20 30 40 50
x x x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1200
TC3 PLC/C++
TC1210-00pp
Extension of the TwinCAT PLC TC1200 with additional C++ functionalities: . online connection to PLC/C++
runtime system locally or world-wide via TCP/IP or via fi eldbus . online monitoring of variables in variable lists, watch windows and editors without setting break points . online setting of variables
Windows XP, Windows 7
20 30 40 50
– x x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1210
New Automation TechnologyBECKHOFFWe reserve the right to make technical changes.
23
TC1xxx | TwinCAT Base
Technical data
Required
Target systems
Performance class (pp)
Available
Further information
TC3 PLC/C++/Matlab®/Simulink®
TC1220-00pp
Extension of the TwinCAT PLC/C++ TC1300 by the possibility to execute modules generated by Matlab®/Simulink®: . contains the TwinCAT 3 PLC and C++ runtime . allows the execution of modules generated by Matlab®/
Simulink® . multiple instancing of modules . parameterisation of these modules at runtime . online access to all parameters (can be deactivated) . generic modules (no hardware connection necessary within the models) . connection to the external mode of Simulink® . connection to the TwinCAT C++ debugger, with graphi-cal representation of the blocks . modules can be called from other modules or directly by tasks
Windows XP, Windows 7
20 30 40 50
– x x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1220
TC3 PLC/NC PTP 10
TC1250-00pp
Extension of the TwinCAT PLC TC1200 by the possibility to rea-lise point-to-point movements in software (TwinCAT Motion Control PTP 10). The axes are represented by axis objects and provide a cyclic interface, e.g. for the PLC. This axis object is then linked to a corresponding physical axis. In this way the most diverse axis types with the most diverse fi eldbus inter-faces can be connected abstractly with the axis objects, which always offer an identical confi guration interface. The control of the axes can be confi gured in various constellations (position or velocity interface) and various controllers. The axes are confi gured in TwinCAT Engineering. . up to a maximum of 255 axes on one CPU . supports electrical and hydraulic Servo Drives, frequency
converter drives, stepper motor drives, DC drives, swit-ched drives (fast/slow axes), simulation axes and encoder axes . supports various encoders such as incremental encoder, absolute encoder, digital interface to the drives such as EtherCAT, SERCOS, SSI, Lightbus, PROFIBUS DP/MC, pulse train . standard axis functions such as start/stop/reset/reference, velocity override, master/slave couplings, electronic gearbox, online distance compensation Programming is carried out via PLCopen-compliant IEC 61131-3 function blocks . convenient axis commissioning options . online monitoring of all axis state variables such as actual/set values, releases, control values . online axis tuning . forcing of axis variables . confi guration of all axis parameters, such as measuring system, drive parameters and position controller . confi gurable controller structures: P control, PID control, PID with velocity pre-control, PID with velocity and acceleration pre-control . online master/slave and slave/master conversion . fl ying saw (diagonal saw (optional)) . cam plates (support by TC3 Cam Design Tool (optional) . FIFO axes (optional) . external set value generators . multi-master coupling (optional)
Windows XP, Windows 7
20 30 40 50
– x x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1250
New Automation TechnologyBECKHOFF We reserve the right to make technical changes.
24
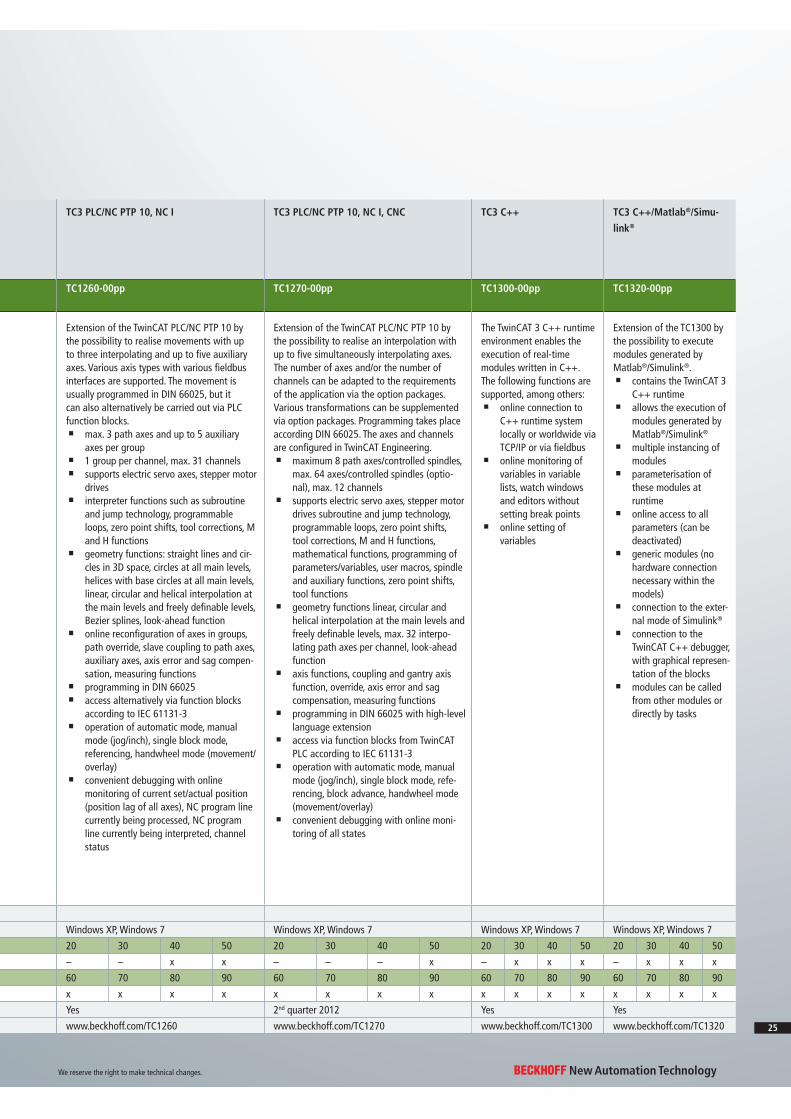
TC3 C++/Matlab®/Simu-
link®
TC1320-00pp
Extension of the TC1300 by the possibility to execute modules generated by Matlab®/Simulink®. . contains the TwinCAT 3
C++ runtime . allows the execution of modules generated by Matlab®/Simulink® . multiple instancing of modules . parameterisation of these modules at runtime . online access to all parameters (can be deactivated) . generic modules (no hardware connection necessary within the models) . connection to the exter-nal mode of Simulink® . connection to the TwinCAT C++ debugger, with graphical represen-tation of the blocks . modules can be called from other modules or directly by tasks
Windows XP, Windows 7
20 30 40 50
– x x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1320
TC3 PLC/NC PTP 10, NC I
TC1260-00pp
Extension of the TwinCAT PLC/NC PTP 10 by the possibility to realise movements with up to three interpolating and up to fi ve auxiliary axes. Various axis types with various fi eldbus interfaces are supported. The movement is usually programmed in DIN 66025, but it can also alternatively be carried out via PLC function blocks. . max. 3 path axes and up to 5 auxiliary
axes per group . 1 group per channel, max. 31 channels . supports electric servo axes, stepper motor drives . interpreter functions such as subroutine and jump technology, programmable loops, zero point shifts, tool corrections, M and H functions . geometry functions: straight lines and cir-cles in 3D space, circles at all main levels, helices with base circles at all main levels, linear, circular and helical interpolation at the main levels and freely defi nable levels, Bezier splines, look-ahead function . online reconfi guration of axes in groups, path override, slave coupling to path axes, auxiliary axes, axis error and sag compen-sation, measuring functions . programming in DIN 66025 . access alternatively via function blocks according to IEC 61131-3 . operation of automatic mode, manual mode (jog/inch), single block mode, referencing, handwheel mode (movement/overlay) . convenient debugging with online monitoring of current set/actual position (position lag of all axes), NC program line currently being processed, NC program line currently being interpreted, channel status
Windows XP, Windows 7
20 30 40 50
– – x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1260
TC3 PLC/NC PTP 10, NC I, CNC
TC1270-00pp
Extension of the TwinCAT PLC/NC PTP 10 by the possibility to realise an interpolation with up to fi ve simultaneously interpolating axes. The number of axes and/or the number of channels can be adapted to the requirements of the application via the option packages. Various transformations can be supplemented via option packages. Programming takes place according DIN 66025. The axes and channels are confi gured in TwinCAT Engineering. . maximum 8 path axes/controlled spindles,
max. 64 axes/controlled spindles (optio-nal), max. 12 channels . supports electric servo axes, stepper motor drives subroutine and jump technology, programmable loops, zero point shifts, tool corrections, M and H functions, mathematical functions, programming of parameters/variables, user macros, spindle and auxiliary functions, zero point shifts, tool functions . geometry functions linear, circular and helical interpolation at the main levels and freely defi nable levels, max. 32 interpo-lating path axes per channel, look-ahead function . axis functions, coupling and gantry axis function, override, axis error and sag compensation, measuring functions . programming in DIN 66025 with high-level language extension . access via function blocks from TwinCAT PLC according to IEC 61131-3 . operation with automatic mode, manual mode (jog/inch), single block mode, refe-rencing, block advance, handwheel mode (movement/overlay) . convenient debugging with online moni-toring of all states
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TC1270
TC3 C++
TC1300-00pp
The TwinCAT 3 C++ runtime environment enables the execution of real-time modules written in C++. The following functions are supported, among others: . online connection to
C++ runtime system locally or worldwide via TCP/IP or via fi eldbus . online monitoring of variables in variable lists, watch windows and editors without setting break points . online setting of variables
Windows XP, Windows 7
20 30 40 50
– x x x
60 70 80 90
x x x x
Yes
www.beckhoff.com/TC1300
New Automation TechnologyBECKHOFFWe reserve the right to make technical changes.
25
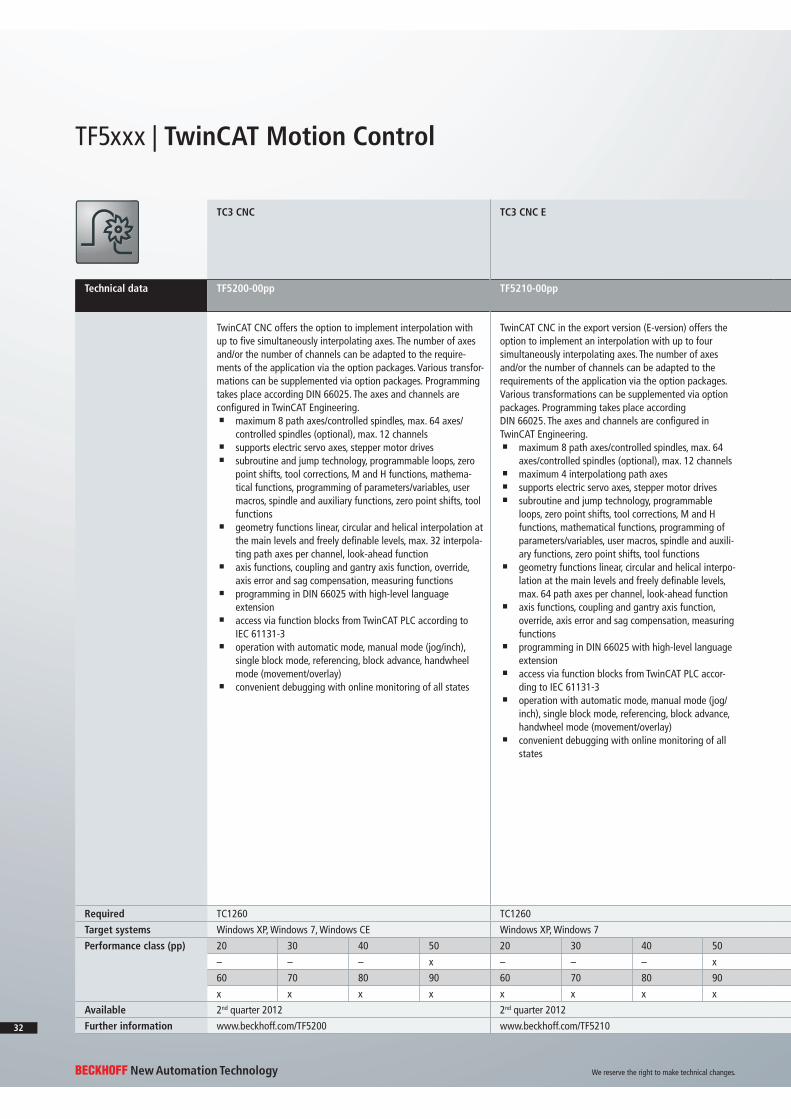
TF5xxx | TwinCAT Motion Control
TC3 CNC
Technical data TF5200-00pp
TwinCAT CNC offers the option to implement interpolation with up to fi ve simultaneously interpolating axes. The number of axes and/or the number of channels can be adapted to the require-ments of the application via the option packages. Various transfor-mations can be supplemented via option packages. Programming takes place according DIN 66025. The axes and channels are confi gured in TwinCAT Engineering. . maximum 8 path axes/controlled spindles, max. 64 axes/
controlled spindles (optional), max. 12 channels . supports electric servo axes, stepper motor drives . subroutine and jump technology, programmable loops, zero point shifts, tool corrections, M and H functions, mathema-tical functions, programming of parameters/variables, user macros, spindle and auxiliary functions, zero point shifts, tool functions . geometry functions linear, circular and helical interpolation at the main levels and freely defi nable levels, max. 32 interpola-ting path axes per channel, look-ahead function . axis functions, coupling and gantry axis function, override, axis error and sag compensation, measuring functions . programming in DIN 66025 with high-level language extension . access via function blocks from TwinCAT PLC according to IEC 61131-3 . operation with automatic mode, manual mode (jog/inch), single block mode, referencing, block advance, handwheel mode (movement/overlay) . convenient debugging with online monitoring of all states
Required TC1260
Target systems Windows XP, Windows 7, Windows CE
Performance class (pp) 20 30 40 50
– – – x
60 70 80 90
x x x x
Available 2nd quarter 2012
Further information www.beckhoff.com/TF5200
TC3 CNC E
TF5210-00pp
TwinCAT CNC in the export version (E-version) offers the option to implement an interpolation with up to four simultaneously interpolating axes. The number of axes and/or the number of channels can be adapted to the requirements of the application via the option packages. Various transformations can be supplemented via option packages. Programming takes place according DIN 66025. The axes and channels are confi gured in TwinCAT Engineering. . maximum 8 path axes/controlled spindles, max. 64
axes/controlled spindles (optional), max. 12 channels . maximum 4 interpolationg path axes . supports electric servo axes, stepper motor drives . subroutine and jump technology, programmable loops, zero point shifts, tool corrections, M and H functions, mathematical functions, programming of parameters/variables, user macros, spindle and auxili-ary functions, zero point shifts, tool functions . geometry functions linear, circular and helical interpo-lation at the main levels and freely defi nable levels, max. 64 path axes per channel, look-ahead function . axis functions, coupling and gantry axis function, override, axis error and sag compensation, measuring functions . programming in DIN 66025 with high-level language extension . access via function blocks from TwinCAT PLC accor-ding to IEC 61131-3 . operation with automatic mode, manual mode (jog/inch), single block mode, referencing, block advance, handwheel mode (movement/overlay) . convenient debugging with online monitoring of all states
TC1260
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5210
New Automation TechnologyBECKHOFF We reserve the right to make technical changes.
32

TC3 CNC Axes Pack
TF5220-00pp
Using the TwinCAT CNC Axes Pack, extension is possible up to a total of 64 axes/controlled spindles, of which a maximum of 32 can be path axes and a maximum of 12 can be controlled spindles
TC1270
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5220
TC3 CNC Channel Pack
TF5230-00pp
Using TwinCAT CNC Channel Pack, a further CNC channel can be extended to a maximum of 12 channels. . channel synchronisation . axis transfer between channels
TC1270
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5230
TC3 CNC Transformation
TF5240-00pp
TwinCAT CNC Transformation is an optional function for the TwinCAT CNC. . transformation functionality
(5-axis functionality) . kinematics selection from the kinematics library . RTCP function . TLC function . defi nition of different coordinate systems, linking/transition of coordinate systems
TC1270
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5240
TC3 CNC HSC Pack
TF5250-00pp
TwinCAT CNC HSC Pack is an optional high-speed cutting solution for the TwinCAT CNC: . cross-block velocity and
acceleration control for optimal utilisation of the axis dynamics and thus higher path speeds . high surface quality through smoothed dynamics and asso-ciated reduction of vibrational excitation of the machine . effective control of specifi ed contour tolerances . path programming via splines with programmable spline type (Akima spline, B-spline) for reduction of NC blocks for free-form surfaces
TC1270
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5250
New Automation TechnologyBECKHOFFWe reserve the right to make technical changes.
33
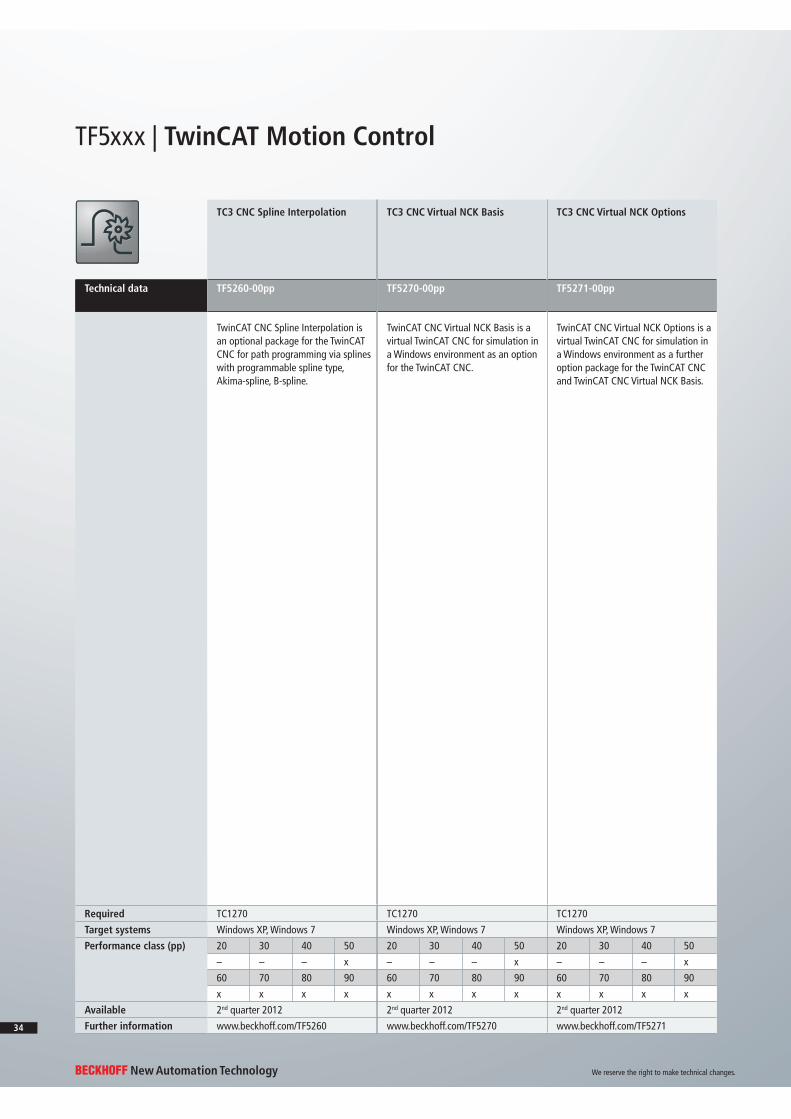
TF5xxx | TwinCAT Motion Control
Technical data
Required
Target systems
Performance class (pp)
Available
Further information
TC3 CNC Virtual NCK Basis
TF5270-00pp
TwinCAT CNC Virtual NCK Basis is a virtual TwinCAT CNC for simulation in a Windows environment as an option for the TwinCAT CNC.
TC1270
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5270
TC3 CNC Spline Interpolation
TF5260-00pp
TwinCAT CNC Spline Interpolation is an optional package for the TwinCAT CNC for path programming via splines with programmable spline type, Akima-spline, B-spline.
TC1270
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5260
TC3 CNC Virtual NCK Options
TF5271-00pp
TwinCAT CNC Virtual NCK Options is a virtual TwinCAT CNC for simulation in a Windows environment as a further option package for the TwinCAT CNC and TwinCAT CNC Virtual NCK Basis.
TC1270
Windows XP, Windows 7
20 30 40 50
– – – x
60 70 80 90
x x x x
2nd quarter 2012
www.beckhoff.com/TF5271
New Automation TechnologyBECKHOFF We reserve the right to make technical changes.
34
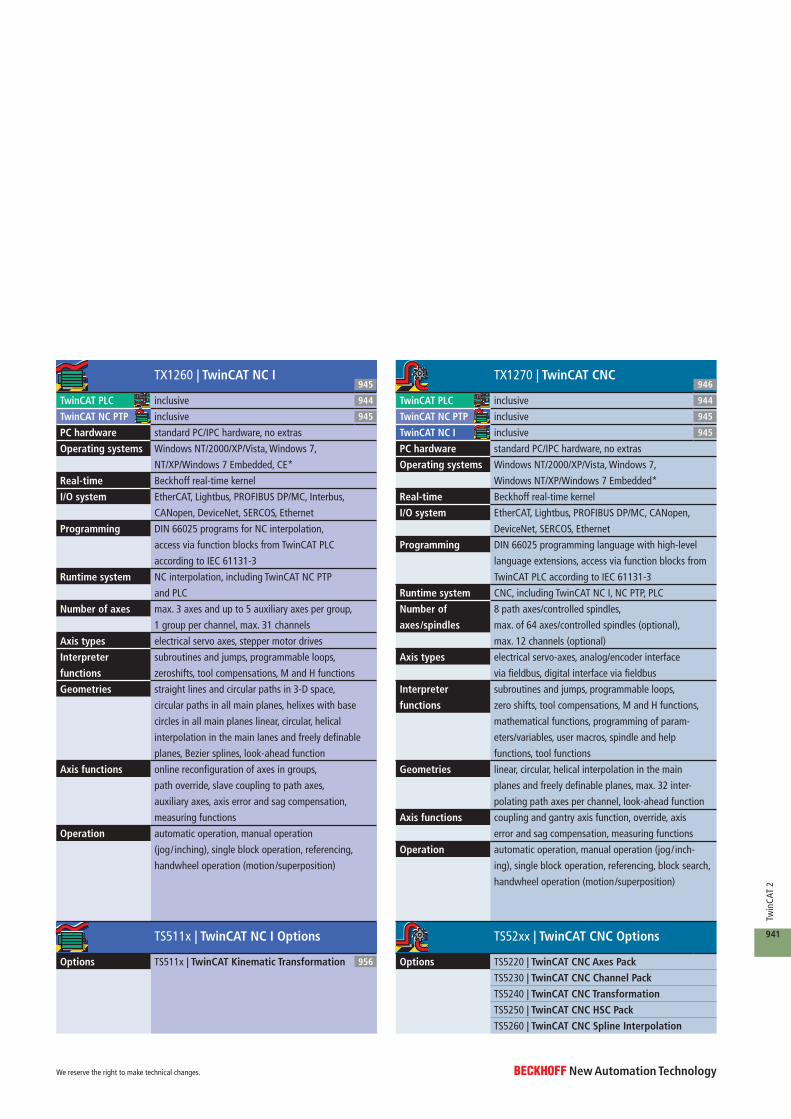
TX1260 | TwinCAT NC I945
TwinCAT PLC inclusive 944
TwinCAT NC PTP inclusive 945
PC hardware standard PC/IPC hardware, no extras
Operating systems Windows NT/2000/XP/Vista, Windows 7,
NT/XP/Windows 7 Embedded, CE*
Real-time Beckhoff real-time kernel
I/O system EtherCAT, Lightbus, PROFIBUS DP/MC, Interbus,
CANopen, DeviceNet, SERCOS, Ethernet
Programming DIN 66025 programs for NC interpolation,
access via function blocks from TwinCAT PLC
according to IEC 61131-3
Runtime system NC interpolation, including TwinCAT NC PTP
and PLC
Number of axes max. 3 axes and up to 5 auxiliary axes per group,
1 group per channel, max. 31 channels
Axis types electrical servo axes, stepper motor drives
Interpreter
functions
subroutines and jumps, programmable loops,
zeroshifts, tool compensations, M and H functions
Geometries straight lines and circular paths in 3-D space,
circular paths in all main planes, helixes with base
circles in all main planes linear, circular, helical
interpola tion in the main lanes and freely defi nable
planes, Bezier splines, look-ahead function
Axis functions online reconfi guration of axes in groups,
path override, slave coupling to path axes,
auxiliary axes, axis error and sag compensation,
measuring functions
Operation automatic operation, manual operation
(jog / inching), single block operation, referencing,
handwheel operation (motion /superposition)
TS511x | TwinCAT NC I Options
Options TS511x | TwinCAT Kinematic Transformation 956
TX1270 | TwinCAT CNC946
TwinCAT PLC inclusive 944
TwinCAT NC PTP inclusive 945
TwinCAT NC I inclusive 945
PC hardware standard PC/IPC hardware, no extras
Operating systems Windows NT/2000/XP/Vista, Windows 7,
Windows NT/XP/Windows 7 Embedded*
Real-time Beckhoff real-time kernel
I/O system EtherCAT, Lightbus, PROFIBUS DP/MC, CANopen,
DeviceNet, SERCOS, Ethernet
Programming DIN 66025 programming language with high-level
language extensions, access via function blocks from
TwinCAT PLC according to IEC 61131-3
Runtime system CNC, including TwinCAT NC I, NC PTP, PLC
Number of
axes /spindles
8 path axes/controlled spindles,
max. of 64 axes/controlled spindles (optional),
max. 12 channels (optional)
Axis types electrical servo-axes, analog/encoder interface
via fi eldbus, digital interface via fi eldbus
Interpreter
functions
subroutines and jumps, programmable loops,
zero shifts, tool compensations, M and H functions,
mathematical functions, programming of param-
eters/variables, user macros, spindle and help
functions, tool functions
Geometries linear, circular, helical interpolation in the main
planes and freely defi nable planes, max. 32 inter-
polating path axes per channel, look-ahead function
Axis functions coupling and gantry axis function, override, axis
error and sag compensation, measuring functions
Operation automatic operation, manual operation (jog / inch-
ing), single block operation, referencing, block search,
handwheel operation (motion /superposition)
TS52xx | TwinCAT CNC Options
Options TS5220 | TwinCAT CNC Axes Pack
TS5230 | TwinCAT CNC Channel Pack
TS5240 | TwinCAT CNC Transformation
TS5250 | TwinCAT CNC HSC Pack
TS5260 | TwinCAT CNC Spline Interpolation
We reserve the right to make technical changes.
941
Twin
CAT
2

85
Anexo D: Catalogo Fanuc CNC

86
Pagina intencionalmente deixada em branco

High-performance CNC for complex machine tools
CNC Series 30i / 31i / 32i-MODEL BThe FANUC Series 30i / 31i / 32i-MODEL B controls are ideal for highly complex machines with multiple axes, multi-path, and high-speed high-precision machining requirements. The hardware and innovative software provide the highest performance, precision and surface quality.
Key features:• up to 40 axis, 8 spindle axis and 10 path• 5-axis machining• compound mill / turn or turn / mill machining• extended integrated preventive maintenance functions• integrated FANUC Dual Check Safety function• shop-floor programming via MANUAL GUIDE i• collision control via 3D Interference Check• dynamic compensation functions for highest accuracy• High-Speed-Smooth-Tool-Centre-Point-5-axis compensation• Learning Control / High-Speed-Cycle-Machining• integrated high-speed PMC• high speed cutting• iHMI offering intuitive and extremely user friendly operation
Applications:• milling• turning• grinding• punching• laser• gear cutting
Basic model for multiple control applications
CNC Series 0i-MODEL FThe CNC Series 0i -MODEL F provides the ideal basic solution for multiple control applications. Ready to use, it boasts latest generation hardware and a complete package of standard software. To maximise productivity on more specific applications, it can be easily customised using a range of additional functions. Combining unbeatable value for money with unrivalled performance and reliability, it includes features and functions usually associated with high performance systems.
Key features:• up to 11 axis, 4 spindle axis and 2 path • up to 2 additional loader path • 4-axis simultaneous and 3+2 axis machining• ready to use with integrated software package• excellent performance-to-cost ratio • integrated FANUC Dual Check Safety function • shop-floor programming via MANUAL GUIDE i or TURN MATE i• additional functions for simple customisation • integrated high-speed PMC• high speed and high quality machining package• maximum look-ahead blocks 400• common operability, maintainability, network and PMC function
with CNC Series 30i-MODEL B
Applications:• milling• turning• grinding• punching• gear cutting
Key features:• up to 32 axis and 4 path• ready to use with integrated software package• integrated FANUC Dual Check Safety function• additional functions for simple customisation• integrated high-speed PMC• CAM function• perfect combination of pressure and position control
CNC for motion control and various applications
Power Motion i-MODEL AThe FANUC CNC Power Motion i-A is ideal for efficient motion control and a wide range of various applications from positioning up to multi-path axis interpolation.
Applications:• packing• handling• wrapping• sawing• pressing• punching• bending
Key features:• up to 20 axis, 4 spindle axis and 4 path• ready to use with integrated software package• simple axis setup• additional functions for simple customisation• up to 5 integrated high speed PMCs
CNC Series 35i-MODEL BThe FANUC series 35i-MODEL B control is primarily designed for transfer lines, gantries or multiple milling and drilling stations. Its software options enable high-precision multi-path processing with short processing times.
Applications:• transfer lines• gantries• multiple milling /
drilling stations
CNC designed for transfer lines
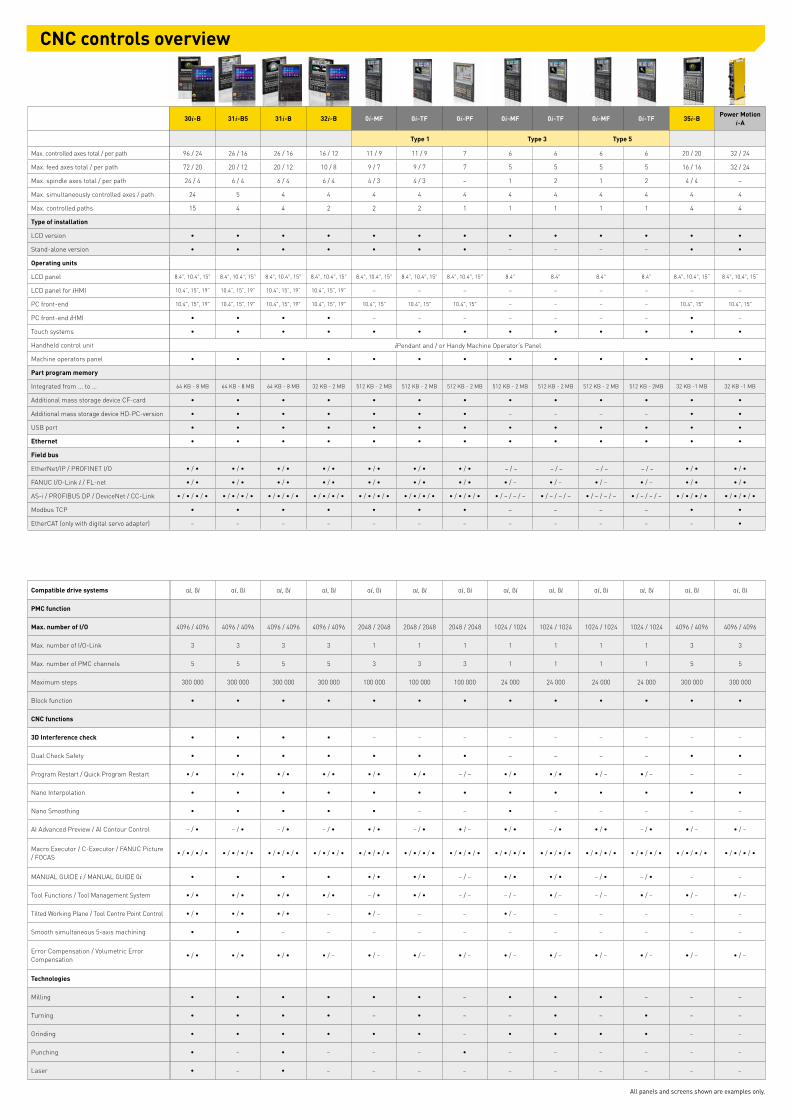
30i-B 31i-B5 31i-B 32i-B 0i-MF 0i-TF 0i-PF 0i-MF 0i-TF 0i-MF 0i-TF 35i-BPower Motion
i-A
96 / 24 26 / 16 26 / 16 16 / 12 11 / 9 11 / 9 7 6 6 6 6 20 / 20 32 / 24
72 / 20 20 / 12 20 / 12 10 / 8 9 / 7 9 / 7 7 5 5 5 5 16 / 16 32 / 24
24 / 4 6 / 4 6 / 4 6 / 4 4 / 3 4 / 3 – 1 2 1 2 4 / 4 –
24 5 4 4 4 4 4 4 4 4 4 4 4
15 4 4 2 2 2 1 1 1 1 1 4 4
• • • • • • • • • • • • •
• • • • • • • – – – – • •
8.4", 10.4", 15" 8.4", 10.4", 15" 8.4", 10.4", 15" 8.4", 10.4", 15" 8.4", 10.4", 15" 8.4", 10.4", 15" 8.4", 10.4", 15" 8.4" 8.4" 8.4" 8.4" 8.4", 10.4", 15“ 8.4", 10.4", 15“
10.4”, 15”, 19” 10.4”, 15”, 19” 10.4”, 15”, 19” 10.4”, 15”, 19” – – – – – – – – –
10.4", 15", 19" 10.4", 15", 19" 10.4", 15", 19" 10.4", 15", 19" 10.4", 15" 10.4", 15" 10.4", 15" – – – – 10.4", 15" 10.4", 15"
• • • • – – – – – – – • –
• • • • • • • • • • • • •
• • • • • • • • • • • • •
64 KB - 8 MB 64 KB - 8 MB 64 KB - 8 MB 32 KB - 2 MB 512 KB - 2 MB 512 KB - 2 MB 512 KB - 2 MB 512 KB - 2 MB 512 KB - 2 MB 512 KB - 2 MB 512 KB - 2MB 32 KB -1 MB 32 KB -1 MB
• • • • • • • • • • • • •
• • • • • • • – – – – • •
• • • • • • • • • • • • •
• • • • • • • • • • • • •
• / • • / • • / • • / • • / • • / • • / • – / – – / – – / – – / – • / • • / •
• / • • / • • / • • / • • / • • / • • / • • / – • / – • / – • / – • / • • / •
• / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / – / – / – • / – / – / – • / – / – / – • / – / – / – • / • / • / • • / • / • / •
• • • • • • • – – – – • •
– – – – – – – – – – – – •
αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi αi, βi
4096 / 4096 4096 / 4096 4096 / 4096 4096 / 4096 2048 / 2048 2048 / 2048 2048 / 2048 1024 / 1024 1024 / 1024 1024 / 1024 1024 / 1024 4096 / 4096 4096 / 4096
3 3 3 3 1 1 1 1 1 1 1 3 3
5 5 5 5 3 3 3 1 1 1 1 5 5
300 000 300 000 300 000 300 000 100 000 100 000 100 000 24 000 24 000 24 000 24 000 300 000 300 000
• • • • • • • • • • • • •
• • • • – – – – – – – – –
• • • • • • • – – – – • •
• / • • / • • / • • / • • / • • / • – / – • / • • / • • / – • / – – –
• • • • • • • • • • • • •
• • • • • – – • – – – – –
– / • – / • – / • – / • • / • – / • • / – • / • – / • • / • – / • • / – • / –
• / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / • • / • / • / •
• • • • • / • • / • – / – • / • • / • – / • – / • – –
• / • • / • • / • • / • – / • • / • – / – – / – • / – – / – • / – • / – • / –
• / • • / • • / • – • / – – – • / – – – – – –
• • – – – – – – – – – – –
• / • • / • • / • • / – • / – • / – • / – • / – • / – • / – • / – • / – • / –
• • • • • • – • • • – – –
• • • • – • – – • – • – –
• • • • • • – • • • • – –
• – • – – – • – – – – – –
• – • – – – – – – – – – –
CNC controls overview
All panels and screens shown are examples only.
Type 5Type 3Type 1
Max. controlled axes total / per path
Max. feed axes total / per path
Max. spindle axes total / per path
Max. simultaneously controlled axes / path
Max. controlled paths
Type of installation
LCD version
Stand-alone version
Operating units
LCD panel
LCD panel for iHMI
PC front-end
PC front-end iHMI
Touch systems
Handheld control unit
Machine operators panel
Part program memory
Integrated from ... to …
Additional mass storage device CF-card
Additional mass storage device HD-PC-version
USB port
Ethernet
Field bus
EtherNet/IP / PROFINET I/O
FANUC I/O-Link i / FL-net
AS-i / PROFIBUS DP / DeviceNet / CC-Link
Modbus TCP
EtherCAT (only with digital servo adapter)
Compatible drive systems
PMC function
Max. number of I/O
Max. number of I/O-Link
Max. number of PMC channels
Maximum steps
Block function
CNC functions
3D Interference check
Dual Check Safety
Program Restart / Quick Program Restart
Nano Interpolation
Nano Smoothing
AI Advanced Preview / AI Contour Control
Macro Executor / C-Executor / FANUC Picture / FOCAS
MANUAL GUIDE i / MANUAL GUIDE 0i
Tool Functions / Tool Management System
Tilted Working Plane / Tool Centre Point Control
Smooth simultaneous 5-axis machining
Error Compensation / Volumetric Error Compensation
Technologies
Milling
Turning
Grinding
Punching
Laser
iPendant and / or Handy Machine Operator‘s Panel














![[arquitetura] projetos de casas - suomi](https://static.fdokumen.com/doc/165x107/63320c31f0080405510447ff/arquitetura-projetos-de-casas-suomi.jpg)





