Cultures are consider - Università del Salento
40
but compounds like Vinblastine, Pilocarpine, Codeine and others are specific tissue. From previous lesson: Cultures are considered as an alternative source for industrial purposes, Biotransformation is a process by which organic compounds are transformed from one form to another, aided by organisms. In any case through the action of enzymes. It plays a major role in drugs design! Biotransformation takes place only after the drugs reach their specific target site and produce the desired effects. Biotransformation has an important role in the determination of the pharmacokinetic parameters like oral bioavailability, drug-drug interaction, clearance and the half-life of the entity within the cell. In bioproduction the biotransformations simply use of biological agents, form whole cells to isolated enzymes, to catalyze chemical reactions.
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Cultures are consider - Università del Salento

14/10/17
1
but compounds like Vinblastine, Pilocarpine, Codeine and others are
specific tissue.
From previous lesson: Cultures are considered as an alternative source for industrial purposes,
Biotransformation is a process by which organic compounds are transformed from one form to another, aided by organisms.In any case through the action of enzymes.
It plays a major role in drugs design!Biotransformation takes place only after the drugs reach their specific target site and produce the desired effects. Biotransformation has an important role in the determination of the pharmacokinetic parameters like oral bioavailability, drug-drug interaction, clearance and the half-life of the entity within the cell.
In bioproduction the biotransformations simply use of biological agents, form whole cells to isolated enzymes, to catalyze chemical reactions.
14/10/17
2
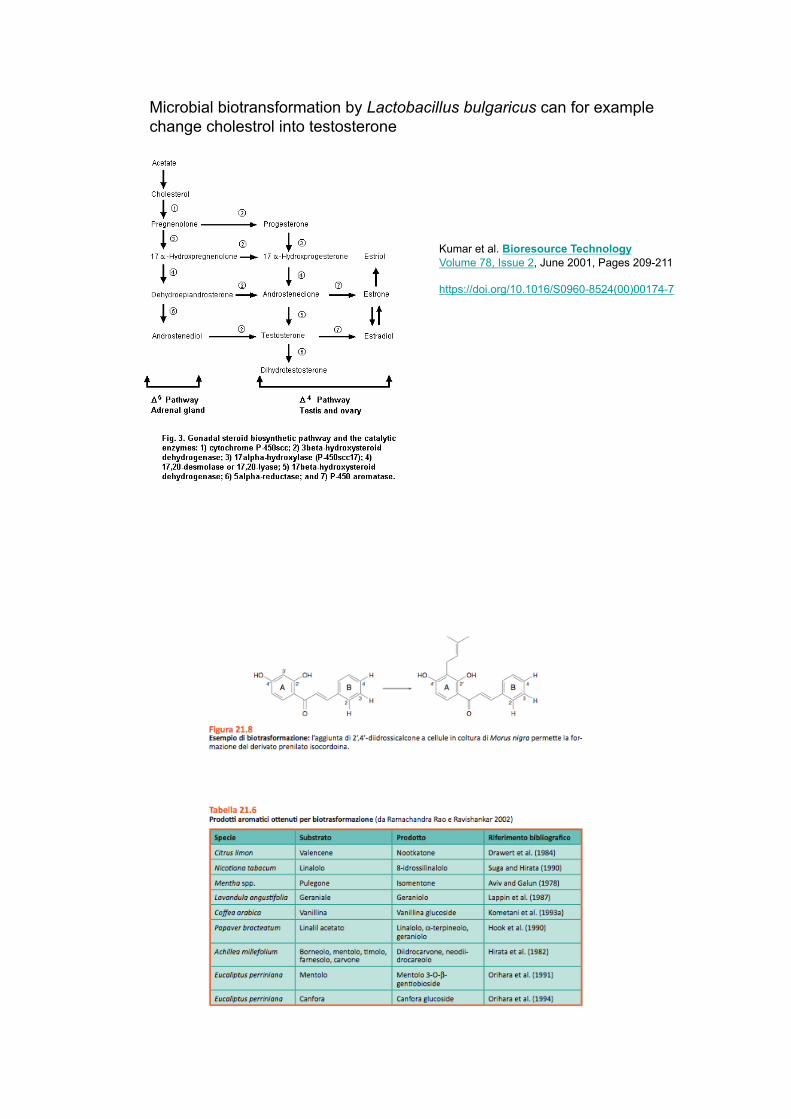
Microbial biotransformation by Lactobacillus bulgaricus can for example change cholestrol into testosterone
Kumar et al. Bioresource TechnologyVolume 78, Issue 2, June 2001, Pages 209-211
https://doi.org/10.1016/S0960-8524(00)00174-7

14/10/17
3
How do we bring plant cells into bioreactors or cultivate out of the plant itself?
Various mineral formulations are available to culture plant tissues. Most common are MS medium (Murashige and Skoog, 1962) and Gamborg’s B5 medium (Gamborg et al., 1968). Generally, the plant tissue culture media are made up of macro- and micronutrients, vitamins, phytohormones, and other adjuvants (such as yeast extract or coconut water), as well as sucrose (2–3% w/v.).The pH of the medium is adjusted to 5.8�0.2 and a gelling agent is added if required (Agar (8–10 g/l), Phytagel® or Gelrite® (2–3 g/l))
The discovery of the phytohormone cytokinins led to the central dogma of tissue culture, namely, endogenous ratio of cytokinin to auxin determining the nature of regeneration (Skoog and Miller, 1957). According to this, a relatively high ratio of cytokinin to auxin within the explant favors shoot regeneration, a relatively high auxin to cytokinin ratio leads to root regeneration, and the intermediate ratio causes callus proliferation. Often the concentration of the phytohormones in the medium is higher because the endogenous concentration depends on the efficiency of uptake of the compound by the explant from the external medium. Initially a brad spectrum screening medium is necessary.
How do we bring plant cells into bioreactors or cultivate out of the plant itself?
In sinthesis:Plants other
Mineral, carbon, light source Mineral, carbon sourcepH, temperature, “absorption” pH, temperature, “absorption”Hormones and elicitors elicitors
ORGANOGENESIS and tissue specificity
Hairy roots culture

14/10/17
4
14/10/17
5

14/10/17
6
14/10/17
7
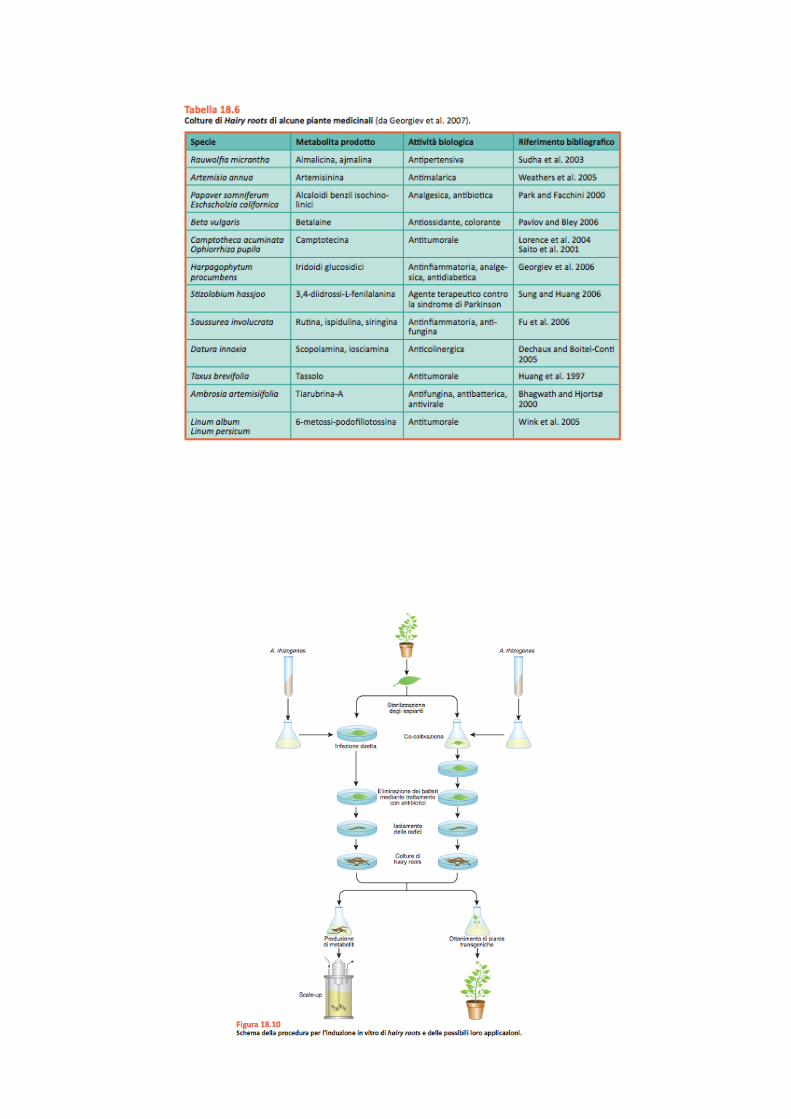
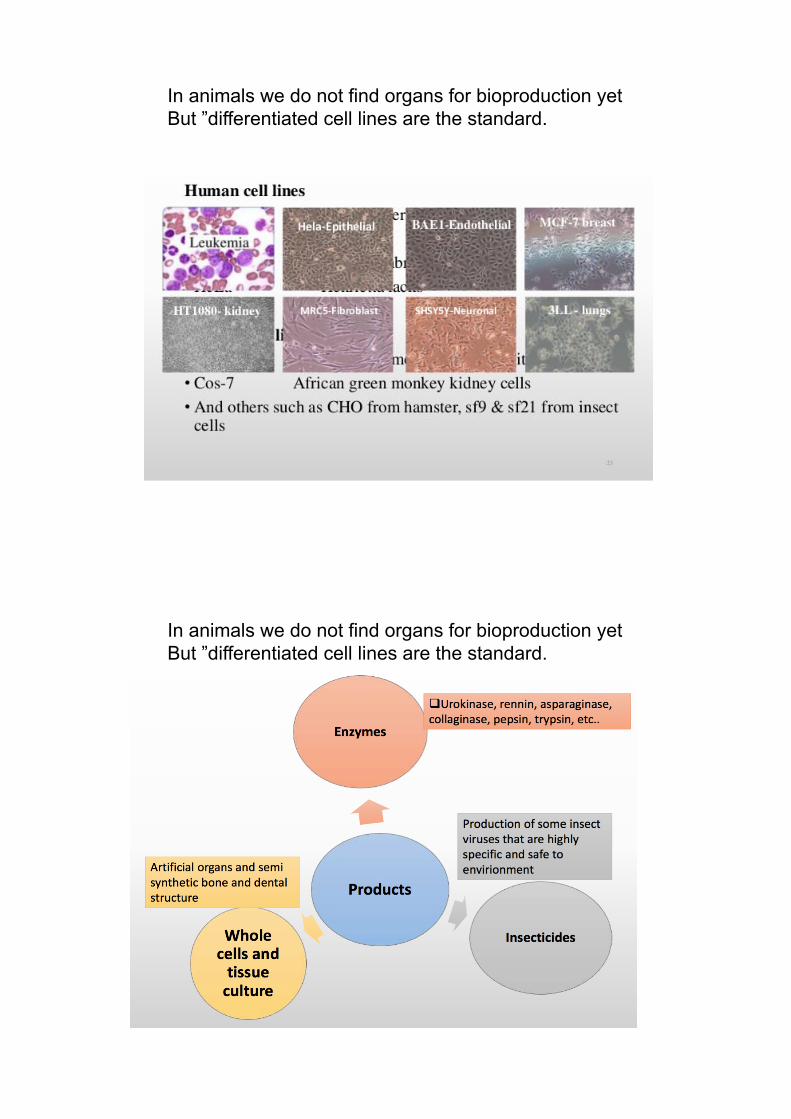
In animals we do not find organs for bioproduction yetBut ”differentiated cell lines are the standard.
In animals we do not find organs for bioproduction yetBut ”differentiated cell lines are the standard.

14/10/17
8
In animals we do not find organs for bioproduction yetBut ”differentiated cell lines are the standard.
What’s an hybridoma

14/10/17
9
Where do we cultivate cells?
IN A BIOREACTOR
When you make / use a BIOREACTOR (in the strict sense), one of the technical problems is
MASS TRANSPORT.
Mass transport in a medium will depend on: · Mixing level, viscosity and density of the culture fluid.
The mixing level will depend on: · Characteristics of the agitator, · Bioreactor geometries, · Shaking power.
The viscosity and density of the medium will depend on: · Chemical composition of the medium, · temperature.
When the substrate is in a non-aqueous form, mass transfer is referred to as 2 types of gas (liquid, liquid-liquid) phases, and the biocatalysis kinetics will be dependent on the dissolved (in solution) concentration
and not by the concentration total of the substrate.

14/10/17
10
GENERAL PRELIMINARY CONSIDERATIONSThe choice of a bioreactor type with respect to another is made taking into account the specific
biological characteristics of a culture, the amount of biomass needed for the required productivity and the types of culture, for example, if cells are suspended, immobilized in gel matrices or if hairy
roots.Aiming at biotechnological production on an industrial scale, the costs and operational simplicity
also become factors influencing the choice.
Additional Objectives: Positively control, contain and influence biological cell culture reactions; to ensure the development and maintenance of the morphology and physiology of the cellular system
considered; eliminate or reduce possible contamination by micro-organisms and avoid possible mutations or transformations of the system considered.
In this context, the design of the bioreactor must ensure the control and stability of bioreactor parameters such as: · temperature; · Optimum pH; · Availability of suffixed substrates (as carbon source); · Water availability; · Salts and vitamins; · Oxygen (for aerobic processes); · Evolution of
gas and products; Removal of products. Choosing a type of bioreactor will also serve the purpose of application; different bioreactors will be selected for the production of cell bio-mass, for the production of secondary metabolites or for the
production of recombinant proteins.
In general, although the field of bioreactor engineering is constantly expanding, we can distinguishthe following types of bioreactors for plant systems: • External shake (shake flush); • Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; • Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors
and Airlift Bioreactors ); • Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)• Photo-Bioreactors• Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full
plants cultivation.
14/10/17
11
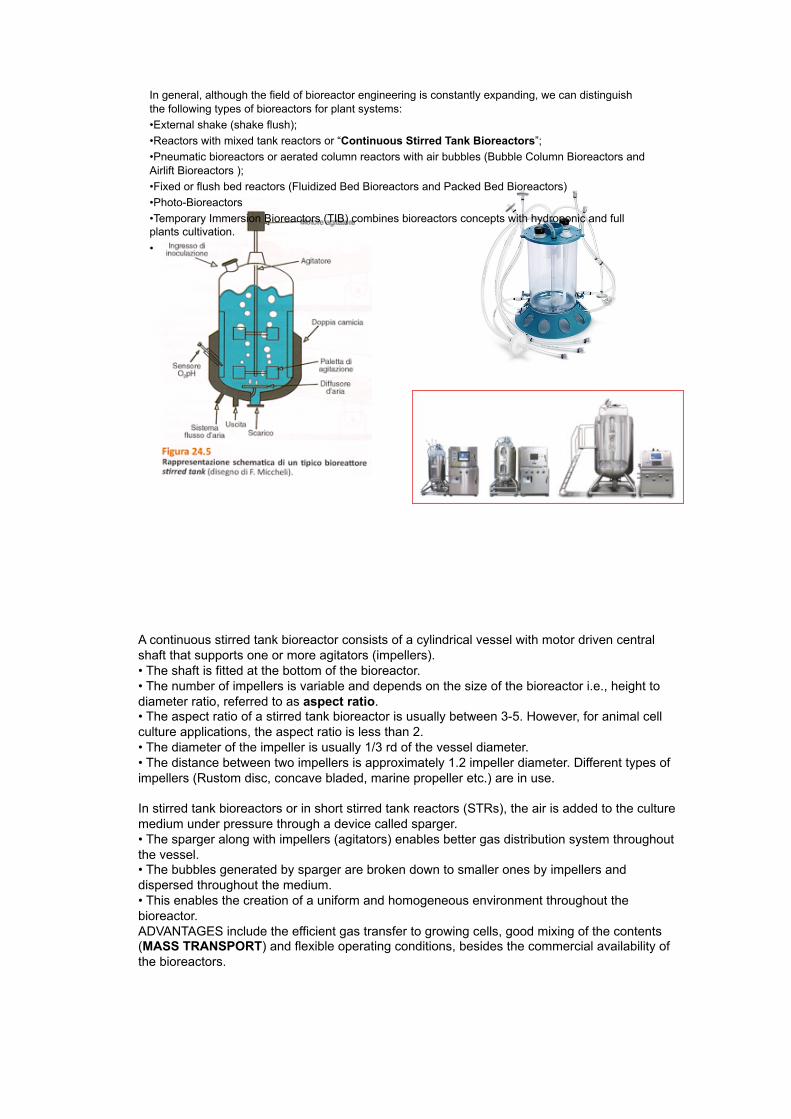
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors•Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full plants cultivation.•
A continuous stirred tank bioreactor consists of a cylindrical vessel with motor driven centralshaft that supports one or more agitators (impellers). • The shaft is fitted at the bottom of the bioreactor. • The number of impellers is variable and depends on the size of the bioreactor i.e., height to diameter ratio, referred to as aspect ratio. • The aspect ratio of a stirred tank bioreactor is usually between 3-5. However, for animal cellculture applications, the aspect ratio is less than 2. • The diameter of the impeller is usually 1/3 rd of the vessel diameter. • The distance between two impellers is approximately 1.2 impeller diameter. Different types of impellers (Rustom disc, concave bladed, marine propeller etc.) are in use.
In stirred tank bioreactors or in short stirred tank reactors (STRs), the air is added to the culture medium under pressure through a device called sparger. • The sparger along with impellers (agitators) enables better gas distribution system throughoutthe vessel. • The bubbles generated by sparger are broken down to smaller ones by impellers and dispersed throughout the medium. • This enables the creation of a uniform and homogeneous environment throughout the bioreactor. ADVANTAGES include the efficient gas transfer to growing cells, good mixing of the contents(MASS TRANSPORT) and flexible operating conditions, besides the commercial availability of the bioreactors.

14/10/17
12
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors •Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full plants cultivation.
BUBBLE COLUMN BIOREACTORS • In the bubble column bioreactor, the air or gas is introduced at the base of the columnthrough perforated pipes or plates, or metal micro porous spargers. • The flow rate of the air/gas influences the performance factors —O2 transfer, mixing. • The bubble column bioreactors may be fitted with perforated plates to improve performance. • The vessel used for bubble column bioreactors is usually cylindrical with an aspect ratio of 4-6 (i.e., height to diameter ratio).
In the airlift bioreactors, the medium of the vessel is divided into two interconnectedzones by means of a baffle or draft tube. • In one of the two zones the air/gas is pumped. The other zone receives no gas. There are two types of airlift bioreactors. • Internal-loop airlift bioreactor • External loop airliftbioreactor
• These reactors can be suitably modified to suit the requirements of different fermentations. • In general, the airlift bioreactors are more efficient than bubble columns, particularly for more denser suspensions of microorganisms. This is mainly because in these bioreactors, the mixing of the contents is better compared to bubble columns.
Airlift bioreactors are commonly employed for aerobic bioprocessing technology. • They ensure a controlled liquid flow in a recycle system by pumping. • Due to high efficiency, airlift bioreactors are sometimes preferred e.g., methanol production, waste water treatment, single-cell protein production. • In general, the performance of the airlift bioreactors is dependent on the pumping (injection) of air and the liquid circulation.
14/10/17
13
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors •Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full plants cultivation.
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors •Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full plants cultivation.
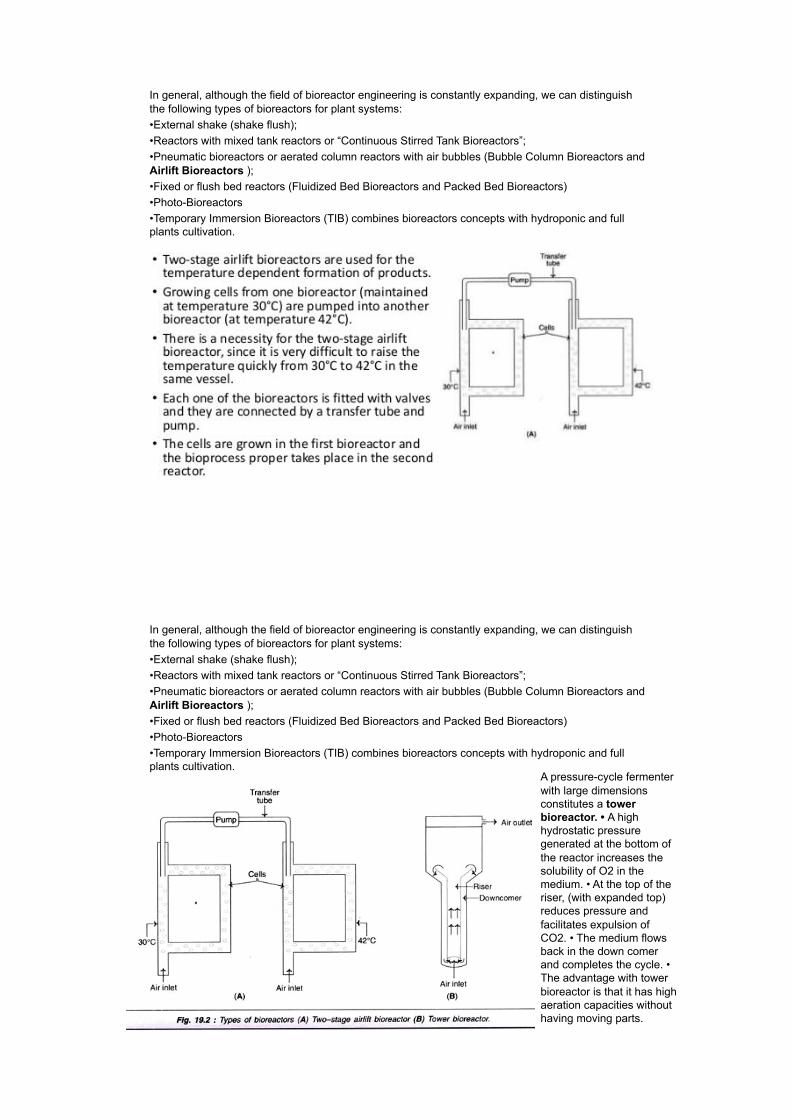
A pressure-cycle fermenter with large dimensions constitutes a tower bioreactor. • A high hydrostatic pressure generated at the bottom of the reactor increases the solubility of O2 in the medium. • At the top of the riser, (with expanded top) reduces pressure and facilitates expulsion of CO2. • The medium flows back in the down comer and completes the cycle. • The advantage with tower bioreactor is that it has high aeration capacities without having moving parts.
14/10/17
14
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors
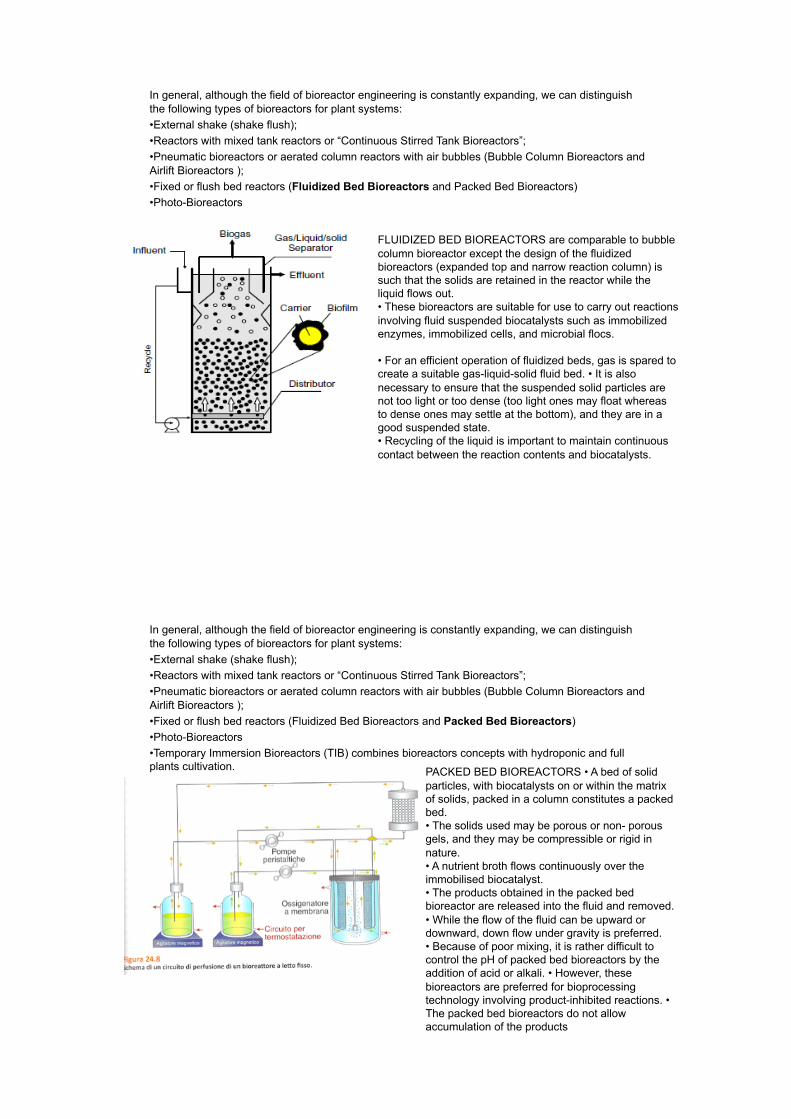
FLUIDIZED BED BIOREACTORS are comparable to bubble column bioreactor except the design of the fluidized bioreactors (expanded top and narrow reaction column) is such that the solids are retained in the reactor while the liquid flows out. • These bioreactors are suitable for use to carry out reactions involving fluid suspended biocatalysts such as immobilized enzymes, immobilized cells, and microbial flocs.
• For an efficient operation of fluidized beds, gas is spared to create a suitable gas-liquid-solid fluid bed. • It is also necessary to ensure that the suspended solid particles are not too light or too dense (too light ones may float whereas to dense ones may settle at the bottom), and they are in a good suspended state. • Recycling of the liquid is important to maintain continuous contact between the reaction contents and biocatalysts.
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors •Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full plants cultivation. PACKED BED BIOREACTORS • A bed of solid
particles, with biocatalysts on or within the matrix of solids, packed in a column constitutes a packed bed. • The solids used may be porous or non- porous gels, and they may be compressible or rigid in nature. • A nutrient broth flows continuously over the immobilised biocatalyst. • The products obtained in the packed bed bioreactor are released into the fluid and removed. • While the flow of the fluid can be upward or downward, down flow under gravity is preferred. • Because of poor mixing, it is rather difficult to control the pH of packed bed bioreactors by the addition of acid or alkali. • However, these bioreactors are preferred for bioprocessing technology involving product-inhibited reactions. • The packed bed bioreactors do not allow accumulation of the products
14/10/17
15
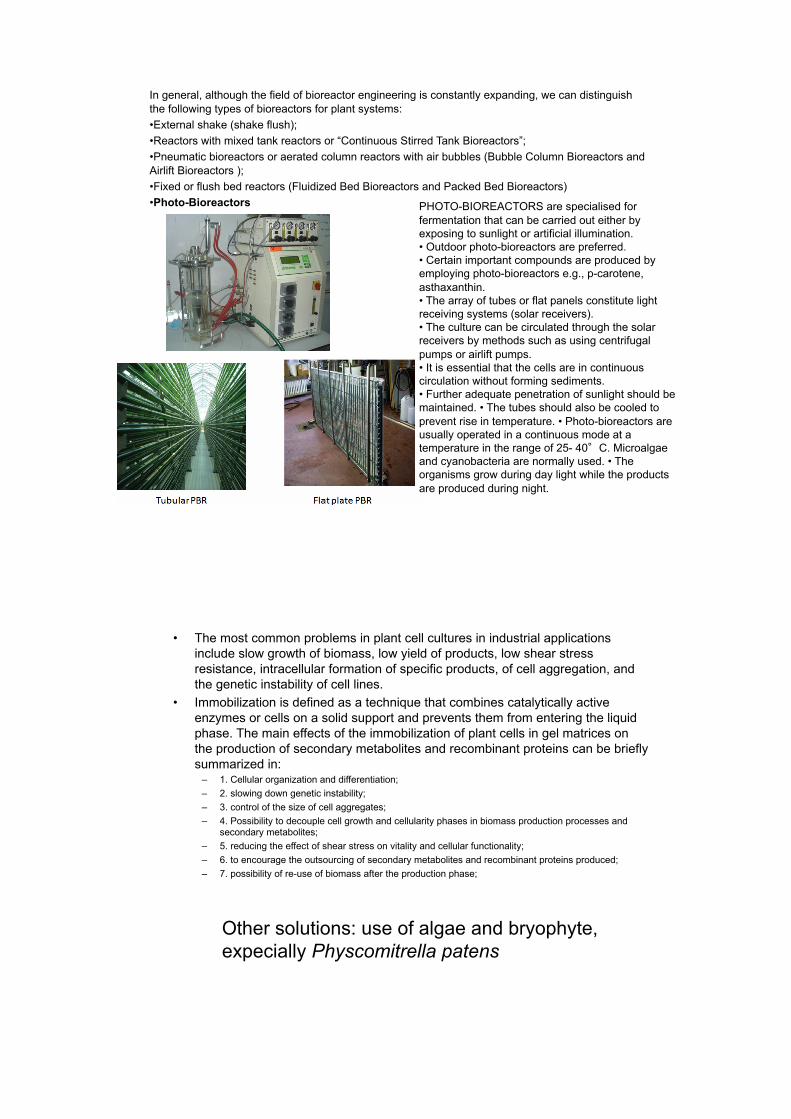
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors PHOTO-BIOREACTORS are specialised for
fermentation that can be carried out either by exposing to sunlight or artificial illumination. • Outdoor photo-bioreactors are preferred. • Certain important compounds are produced by employing photo-bioreactors e.g., p-carotene, asthaxanthin. • The array of tubes or flat panels constitute light receiving systems (solar receivers). • The culture can be circulated through the solar receivers by methods such as using centrifugal pumps or airlift pumps. • It is essential that the cells are in continuous circulation without forming sediments. • Further adequate penetration of sunlight should be maintained. • The tubes should also be cooled to prevent rise in temperature. • Photo-bioreactors are usually operated in a continuous mode at a temperature in the range of 25- 40�C. Microalgae and cyanobacteria are normally used. • The organisms grow during day light while the products are produced during night.
• The most common problems in plant cell cultures in industrial applications include slow growth of biomass, low yield of products, low shear stress resistance, intracellular formation of specific products, of cell aggregation, and the genetic instability of cell lines.
• Immobilization is defined as a technique that combines catalytically active enzymes or cells on a solid support and prevents them from entering the liquid phase. The main effects of the immobilization of plant cells in gel matrices on the production of secondary metabolites and recombinant proteins can be briefly summarized in:
– 1. Cellular organization and differentiation; – 2. slowing down genetic instability; – 3. control of the size of cell aggregates; – 4. Possibility to decouple cell growth and cellularity phases in biomass production processes and
secondary metabolites; – 5. reducing the effect of shear stress on vitality and cellular functionality; – 6. to encourage the outsourcing of secondary metabolites and recombinant proteins produced; – 7. possibility of re-use of biomass after the production phase;
Other solutions: use of algae and bryophyte, expecially Physcomitrella patens

14/10/17
16
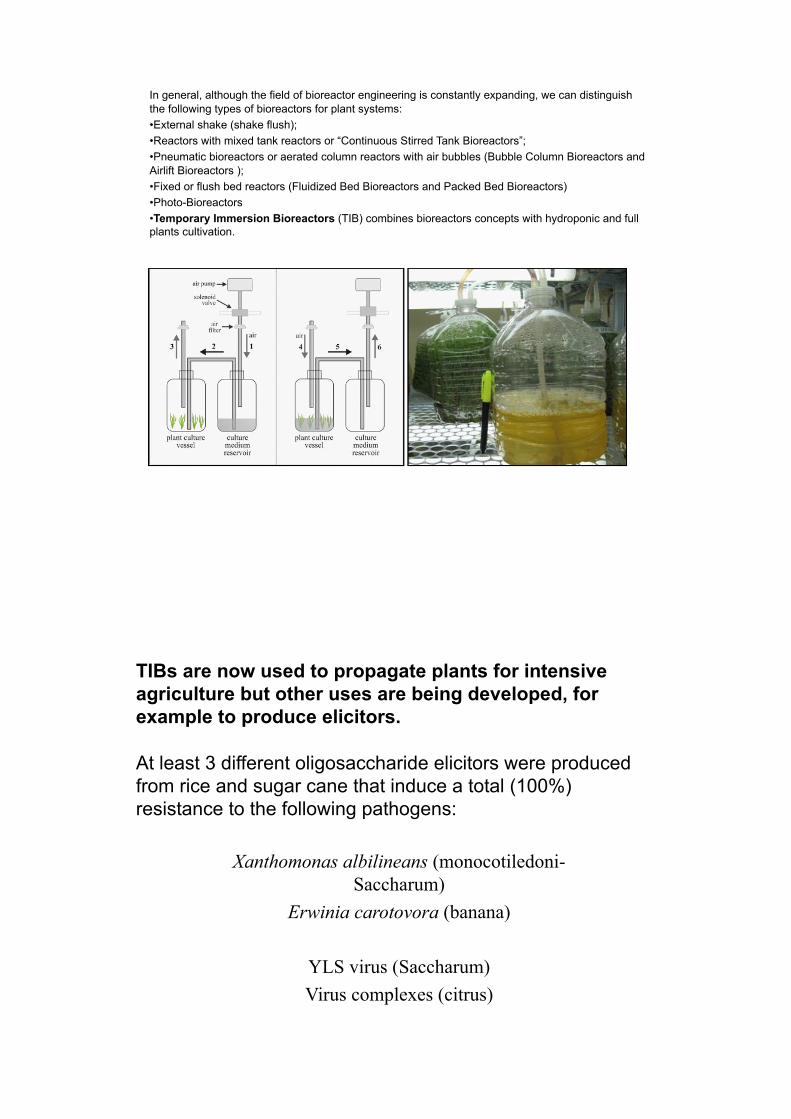
TIBs combines photo-bioreactors concepts with hydroponic and full plants cultivation.
Plant roots can produce large quantities of oligosaccharides, secreted in the surrounding environment and capable of eliciting important physiological responses to the plants they come into contact with.
The elicitors would represent the only viable tool against plant viruses and systemic bacterial infections.
Bertin, C; Yang, XH; Weston, LA (2003) The role of root exudates and allelochemicals in the rhizosphere. PLANT AND SOIL 256: 67-83
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors •Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full plants cultivation.
14/10/17
17
In general, although the field of bioreactor engineering is constantly expanding, we can distinguish the following types of bioreactors for plant systems: •External shake (shake flush); •Reactors with mixed tank reactors or “Continuous Stirred Tank Bioreactors”; •Pneumatic bioreactors or aerated column reactors with air bubbles (Bubble Column Bioreactors and Airlift Bioreactors ); •Fixed or flush bed reactors (Fluidized Bed Bioreactors and Packed Bed Bioreactors)•Photo-Bioreactors •Temporary Immersion Bioreactors (TIB) combines bioreactors concepts with hydroponic and full plants cultivation.
Xanthomonas albilineans (monocotiledoni-Saccharum)
Erwinia carotovora (banana)
YLS virus (Saccharum)Virus complexes (citrus)
TIBs are now used to propagate plants for intensive agriculture but other uses are being developed, for example to produce elicitors.
At least 3 different oligosaccharide elicitors were produced from rice and sugar cane that induce a total (100%) resistance to the following pathogens:

14/10/17
18
Pseudomonas solanacearum (Bacterial wilt) in tomato
CTRL
infected
treated
Large amounts of bio-product can be obtained continuously
with hydroponic culture techniques as an alternative to
biomass treatment.

14/10/17
19
There are several technologies for hydroponics but the technical difficulties of extraction and maintenance
are not lacking.
3x6mt 48 TIB (plastic bottles)About 15000 euro

14/10/17
20
R&Dexperimentation with Plant species Biological activity on plants and animals
Results at low risk: Plantlets primingnatural antioxidants natural biocides anti-inflammatory (beta-glucans)? dietary supplements (beta-glucans)?
SCALE-UP in TIB
Secondary by-products become primary!
Plants Exudates Extracts refined exudates
Plant nursery Dermocosmesis and nutraceutics
Plant Factory for BiopharmaceuticalsENEA 2009 report
STATE OF ART - Plants hold the potential for cost-effective, large-scale production of recombinant proteins for industrial and pharmaceutical uses. Among these, the therapeutic monoclonal antibodies (Mabs) are expected to account for at least 40% of the total production of biopharmaceuticals. With existing methods and infrastructures for growing, processing and storing crops, plants may offer a flexible system for producing potentially unlimited quantities of biopharmaceuticals for human need at a relatively low cost. The process basically consists of inserting the DNA of the target molecule into a proper host plant, which will reproduce the molecule during its own growth, with possible accumulation into specific cellular compartments or organs. The production of antibodies in plants is particularly attractive as the natural lack of antibodies in the plants facilitates significantly the recovery and purification processes. Encouraging results obtained worldwide demonstrate that this production system is robust and commercially attractive. In the United Kingdom, an antibody for use in dental care is currently in a pre-commercial phase. In the United States, in-plants produced enzymes are already commercialized. In Europe, the first functional engineered antibody produced in a transgenic plant was obtained in 1991-1993 by ENEA, which still holds a primary position in plant factory R&D.

14/10/17
21
Plant Factory for BiopharmaceuticalsENEA 2009 report
APPLICATIONS AND COSTS – Currently, major application areas for biopharmaceuticals include oncology, anti-infective diseases, blood disorders (market leader) and vaccines. The need for manufacturing capacity is rapidly increasing following the approval of new biopharmaceuticals for clinic use, and the future approval of those that are currently undergoing clinical trials, many of which being antibodies. Significant investment and time are needed to improve the production capacity for meeting the growing demand. However, market prospects for biopharmaceuticals are such that manufacturers will certainly take action to meet the demand. In such a context, the plant factory option is at an early stage of development, but it is actively investigated as a valid candidate to compete in the emerging market. It requires low initial investment and offers scalable manufacturing capacity, easy recovery and purification and high safety in the overall production process. These characteristics anticipate substantial economic benefits in terms of production cost. However, a comparison with the current technologies is either premature or impossible because of the early stage of plant factory technology and the unavailability of the costs of the most advanced biopharma, particularly antibodies, which are currently distributed only in hospital structures.
Plant Factory for BiopharmaceuticalsENEA 2009 reportPOTENTIAL AND BARRIERS - Biopharmaceuticals have undergone a rapid expansionwith growth rates higher than most other pharmaceutical segments. In the Global Biotech Report 2005, the 2005 bio-pharma market value was estimated at $70.8 billion, with a 16.5% growth over 2004, and representing some 17% of all prescriptions, to be comparedwith 12% in 2004. The "guideline for the quality of biological active substances producedby stable transgene expression in higher plants" as released by EMEA (EuropeanMedicines Agency) in July 2006, has given a first answer to the need of regulation and rules, which has heavily affected the development of this sector in Europe. At present, the production of biopharmaceuticals in plants is legally permitted. However, in Europe, a negative public perception towards transgenic plants could vanish the R&D achievements and jeopardise the completion with other countries, notably the US, diverting R&D investment.

14/10/17
22
The pharmaceutical industry in the early 2000s faced problems in answering market questions.
An emblematic story: The case of Enbrel (etanercept), a recombinantversion of the soluble receptor for a tumor necrosis factor developedand marketed by Immunex (Seattle, WA, USA, subsequently acquiredby Amgen, Thousand Oaks, CA), is initially approved for treatment of REUMATOID ARTRITIS in November 1998. After 2 years, Immunex was a demand for BioProduction, such asAmerican Home Products, to have a waiting list for supplies. Amgen acquired Immunex and built a wholly-owned big plant in West Greenwich, Rhode Island, with a large, high-worthy investment in the market.
The pharmaceutical industry in the early 2000s faced problems in answering market questions.
On this basis, rating agencies (JP Morgan & Co) began to push investments in building and plant engineering for biotechnology.
Boehringer Ingelheim (Ingelheim, Germany), the largest contract manufacturing organization (CMOs) in the world has doubled bioproduction from 2000 to 2004.From the following articleBiomanufacturing, from bust to boom...to bubble?Karl A ThielNature Biotechnology 22, 1365 -1372 (2004)doi:10.1038/nbt1104-1365

14/10/17
23
(Example of costs not about bioproduction)Recently, the cost of one of the most successful recombinant therapies,
Sovaldi's hepatitis treatment, has cost $ 84,000 for total treatment, dragging the company into legal action and causing instability for the Nasdaq Biotechnology
Index(Massoudi e Rappaport, Financial Times, Feb. 2014);
in the future we can expect more frequent financial shocks and disruption due to the unavailability of new products to "normal" consumers.
Now "this" SOVALDI is also responsible for the national health service.
BIOPRODUCTION in GM animals would cut the cost of a factor 10.
GTC Biotherapeutics first required 2004 approval of ATryn (a recombinant human antitrombin III), a blood, anticoagulant and anti-inflammatory protein, typically targeted at many patients with congenital pathologies.
ATryn is expressed in goat milk GM.
To date, it is only available in the US http://atryn.com/
Echelard Y, Meade HM, Ziomek CA. The first biopharmaceutical from transgenic animals: ATryn. In: Knäblein J, ed. Modern Biopharmaceuticals. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA; 2005; 995-1016.

14/10/17
24
BIOPRODUCTION in GM animals would cut the cost of a factor 10.
GM plants would further reduce costs and concerns.Problems are not new anyhow!
Important Safety InformationATryn is contraindicated in patients with known hypersensitivity to goat and goat milk proteins. Allergic-type hypersensitivity reactions, including anaphylaxis, are possible. Patients must be closely monitored and carefully observed for any symptoms throughout the infusion period. Patients should be informed of the early signs of hypersensitivity reactions …
Hidden costs anyhow limit OGM convenience.
Main costs are in current Good Manufacture Practice
There are technical and regulatory limits that impose economic and authorizational barriers that discourage investment. However, this technical problem is also being attacked.

14/10/17
25
ORIGINAL PAPER
Bioprocessing of plant-derived virus-like particlesof Norwalk virus capsid protein under currentGood Manufacture Practice regulations
Huafang Lai • Qiang Chen
Received: 30 September 2011 / Revised: 7 November 2011 / Accepted: 20 November 2011 / Published online: 2 December 2011! Springer-Verlag 2011
Abstract Despite the success in expressing a variety ofsubunit vaccine proteins in plants and the recent stride in
improving vaccine accumulation levels by transient
expression systems, there is still no plant-derived vaccinethat has been licensed for human use. The lack of com-
mercial success of plant-made vaccines lies in several
technical and regulatory barriers that remain to be over-come. These challenges include the lack of scalable
downstream processing procedures, the uncertainty of
regulatory compliance of production processes, and thelack of demonstration of plant-derived products that meet
the required standards of regulatory agencies in identity,
purity, potency and safety. In this study, we addressedthese remaining challenges and successfully demonstrate
the ability of using plants to produce a pharmaceutical
grade Norwalk virus (NV) vaccine under current Good
Manufacture Practice (cGMP) guidelines at multiple gramscales. Our results demonstrate that an efficient and scal-
able extraction and purification scheme can be established
for processing virus-like particles (VLPs) of NV capsidprotein (NVCP). We successfully operated the upstream
and downstream NVCP production processes under cGMP
regulations. Furthermore, plant-derived NVCP VLP dem-onstrates the identity, purity, potency and safety that meet
the preset release specifications. This material is being
tested in a Phase I human clinical trial. This researchprovides the first report of producing a plant-derived vac-
cine at scale under cGMP regulations in an academic set-
ting and an important step for plant-produced vaccines tobecome a commercial reality.
Keywords Bioprocessing ! cGMP ! Large-scale !Plant-derived vaccines ! Purification ! VLP
Introduction
Vaccines are one of the greatest life-saving inventions. They
have reduced or eradicated many deadly infectious diseasesfrom most of the world and allowed human civilization to
flourish in the twenty century. Unfortunately, the availability
of these vaccines for use by all those who need them greatlydepends on economic considerations such as the cost of their
production and delivery. Therefore, a major challenge of
vaccine technology is to translate research innovations toeconomically viable practice. The production of vaccines
using plants is a step toward such goal.
Currently licensed subunit vaccines are produced inmammalian or microbial cell cultures which require large
capital investment for facility construction and the sub-
sequent high-cost operations (Thiel 2004). Therefore, the
Communicated by K. Chong.
A contribution to the Special Issue: Plant Molecular Pharming in2012 and Beyond.
Key message : Successful first demonstration of scale-up productionof pharmaceutical grade Norwalk virus capsid protein vaccine inplants under current Good Manufacture Practice regulations and thequality of this vaccine meets regulatory standards in identity, purity,and potency.
H. Lai ! Q. Chen (&)The Center for Infectious Diseases and Vaccinology,Biodesign Institute, Arizona State University,Mail Zone 5401, 1001 S. McAllister Avenue,Tempe, AZ 85287, USAe-mail: [email protected]
H. Lai ! Q. ChenCollege of Technology and Innovation,Arizona State University, Mesa, AZ 85212, USA
123
Plant Cell Rep (2012) 31:573–584
DOI 10.1007/s00299-011-1196-6
Based on established technologies, in this work, all stages of development and production of VIRUS-LIKE (VLPs) particles have been developed starting from the Norwalk virus (NVCP) capside proteins.
This fact study is the first public release for a commercial production (Pharmaceutical grade) of a vaccine in the plant GM.
ORIGINAL PAPER
Bioprocessing of plant-derived virus-like particlesof Norwalk virus capsid protein under currentGood Manufacture Practice regulations
Huafang Lai • Qiang Chen
Received: 30 September 2011 / Revised: 7 November 2011 / Accepted: 20 November 2011 / Published online: 2 December 2011! Springer-Verlag 2011
Abstract Despite the success in expressing a variety ofsubunit vaccine proteins in plants and the recent stride in
improving vaccine accumulation levels by transient
expression systems, there is still no plant-derived vaccinethat has been licensed for human use. The lack of com-
mercial success of plant-made vaccines lies in several
technical and regulatory barriers that remain to be over-come. These challenges include the lack of scalable
downstream processing procedures, the uncertainty of
regulatory compliance of production processes, and thelack of demonstration of plant-derived products that meet
the required standards of regulatory agencies in identity,
purity, potency and safety. In this study, we addressedthese remaining challenges and successfully demonstrate
the ability of using plants to produce a pharmaceutical
grade Norwalk virus (NV) vaccine under current Good
Manufacture Practice (cGMP) guidelines at multiple gramscales. Our results demonstrate that an efficient and scal-
able extraction and purification scheme can be established
for processing virus-like particles (VLPs) of NV capsidprotein (NVCP). We successfully operated the upstream
and downstream NVCP production processes under cGMP
regulations. Furthermore, plant-derived NVCP VLP dem-onstrates the identity, purity, potency and safety that meet
the preset release specifications. This material is being
tested in a Phase I human clinical trial. This researchprovides the first report of producing a plant-derived vac-
cine at scale under cGMP regulations in an academic set-
ting and an important step for plant-produced vaccines tobecome a commercial reality.
Keywords Bioprocessing ! cGMP ! Large-scale !Plant-derived vaccines ! Purification ! VLP
Introduction
Vaccines are one of the greatest life-saving inventions. They
have reduced or eradicated many deadly infectious diseasesfrom most of the world and allowed human civilization to
flourish in the twenty century. Unfortunately, the availability
of these vaccines for use by all those who need them greatlydepends on economic considerations such as the cost of their
production and delivery. Therefore, a major challenge of
vaccine technology is to translate research innovations toeconomically viable practice. The production of vaccines
using plants is a step toward such goal.
Currently licensed subunit vaccines are produced inmammalian or microbial cell cultures which require large
capital investment for facility construction and the sub-
sequent high-cost operations (Thiel 2004). Therefore, the
Communicated by K. Chong.
A contribution to the Special Issue: Plant Molecular Pharming in2012 and Beyond.
Key message : Successful first demonstration of scale-up productionof pharmaceutical grade Norwalk virus capsid protein vaccine inplants under current Good Manufacture Practice regulations and thequality of this vaccine meets regulatory standards in identity, purity,and potency.
H. Lai ! Q. Chen (&)The Center for Infectious Diseases and Vaccinology,Biodesign Institute, Arizona State University,Mail Zone 5401, 1001 S. McAllister Avenue,Tempe, AZ 85287, USAe-mail: [email protected]
H. Lai ! Q. ChenCollege of Technology and Innovation,Arizona State University, Mesa, AZ 85212, USA
123
Plant Cell Rep (2012) 31:573–584
DOI 10.1007/s00299-011-1196-6
NVCP VLP extraction and purification
The downstream processing of NVCP VLP production issummarized in Fig. 4. N. benthamiana leaves were har-
vested 7 dpi and homogenized by blending in extraction
buffer at a ratio of 1 L of extraction buffer per Kg leaf freshweight (LFW). Plant-specific protease inhibitor tablet
(Sigma, 5 tablets per L of buffer) was included in the
extraction buffer during process development, but wasfound unnecessary. After 1 h of incubation at 4!C,homogenates were centrifuged at 6,0009g for 30 min at
4!C to remove leaf debris and the plant photosyntheticenzyme ribulose 1,5-bisphosphate carboxylase-oxygenase
(RuBisco) precipitated at the low pH condition. The
supernatant was then incubated at 4!C for 24 h and cen-trifuged for 30 min at 6,0009g at 4!C to further remove
RuBisco precipitated during incubation. This process was
repeated totally three times to future remove the residualRuBisco. The supernatant was then filtered with a 0.22-lMfilter (Millipore). The clarified supernatant was then con-
centrated by ultrafiltration/diafiltration (UF/DF) with a100 kDa polyethersulfone tangential flow (PES TFF)
membrane (Pall Corporation). The UF/DF process also
aimed to remove any residual contaminating small mole-cule. The UF/DF retentate was then subjected to an anion-
exchange (IEX) chromatography with diethylaminoethyl
cellulose (DEAE) Sepharose FF resin (GE Healthcare) witha linear velocity of 60 cm/h. A final UF/DF step (100 kDa,
PES TFF membrane) was used to concentrate the purified
product in the formulation buffer (25 mM sodium phos-phate, 100 mM NaCl, pH 5.75) and to remove any
remaining small molecules prior to sterile fill in a class 100
Biosafety hood. The purity of NVCP VLP and the level ofresidual DNA in the final purified sample were determined
using a densitometer and a commercial PicoGreen dsDNA
quantitation kit (Invitrogen), respectively as describedpreviously (Lai et al. 2010, 2011). The concentration of
purified NVCP VLP was determined by measuring the OD
at 280 nm (A280) with extinction coefficient of 0.852 asdescribed previously (Ausar et al. 2006).
SDS-PAGE and western blot
In-process or purified protein samples were subjected
to 4–20% gradient SDS-PAGE under a reducing (5% v/vb-mercaptoethanol) condition. Gels were either stained
with Coomassie blue, silver or used to transfer proteins
onto polyvinylidene difluoride (PVDF) membranes (GEHealthcare) as described previously (Santi et al. 2008). A
rabbit anti-NVCP polyclonal antibody (Santi et al. 2008)and a horseradish peroxidase (HRP)-conjugated goat anti-
rabbit-IgG (Sigma) were used in a 1:10,000 dilution as
detection antibodies for western blot analysis. A insect cell-
derived NVCP VLP (iNVCP) (Jiang et al. 1992) was used
as a reference standard. The membranes were developedwith 3,30,5,50-tetramethylbenzidine (TMB) substrate (KPL
Inc.)
ELISA
NVCP quantitative ELISA was performed to quantifyNVCP expression in plants as previously described (Santi
et al. 2008). Briefly, plates were coated with a rabbit anti-NVCP polyclonal antibody. After incubation with plant
protein extract or purified NVCP, a guinea pig anti-NVCP
serum and a HRP-conjugated goat anti-guinea pig IgG(Santi et al. 2008) were used as the detection antibodies.
iNVCP VLP was used as reference standard. The plates
were developed with TMB substrate (KPL Inc).
N-terminal sequencing, sucrose gradient, electron
microscopy and GFP visualization
N-terminal sequencing of NVCP, sucrose gradient centri-
fugation and electron microscopy for NVCP VLP, and GFPvisualization were all performed according to published
protocols (Huang et al. 2009; Santi et al. 2008; Speicher
et al. 2009).
Results
Establishment of facilities for cGMP production
of NVCP VLP from plants
We have established greenhouse and bioprocessing facili-
ties for cGMP production of NVCP VLP (Fig. 1). The newand purposefully built production facilities permit biopro-
cessing of NVCP vaccines and other plant-made pharma-
ceuticals (PMPs) under cGMP quality management system(QMS). As shown in Fig. 1c, the 2,000 ft2 central biopro-
cessing suite has separate rooms for buffer preparation,
incoming samples, chromatography and sterile fill. Thefacility has differential pressure and the final chromatog-
raphy room contains a Class 100 environment for finishing
and vial fill. The facility was designed to have separatedunidirectional flow of human workers and biological
material, so that the product will meet the requirements of
both United States (US) and European Union (EU) regu-latory agencies for manufacturing of human pharmaceuti-
cals. The central bioprocessing suite is accompanied by a
quality control (QC)/quality assurance (QA) laboratory forproduct quality management and a laboratory for process
development (Fig. 1c). Greenhouses facilities are an inte-
gral part of the production facility. We established a3,600 ft2 biosafety level 2 (BSL-2) greenhouse facility that
576 Plant Cell Rep (2012) 31:573–584
123
provides plant production space, a potting room, autoclave,
an acclimation room, and is coordinated by fully integratedcomputer control for climatic control and monitoring
(Fig. 1a). The BL-2 greenhouse is equipped with advanced
technology for containment of plants or pathogens. Thefacility design features fully sealed walls and ceilings,
screened air intake and exhaust ports, non-porous concrete
floor, centralized floor drainage system, tight sealing doorsand walls that were meticulously inspected and sealed with
caulking. This level of greenhouse containment is necessary
to minimize the risk of inadvertent genetic contamination of
the external environment, and tomaintain the integrity of theplant-derived vaccines. This greenhouse is equipped with a
computer-monitored climate-control system through the
central control panel,manufactured byArgus EnvironmentalControl Systems. Each of four greenhouse cells has bench-
top heating system. All heating, cooling, and ventilation of
the greenhouses are constantly monitored by the computer-ized control systems, and adjustments made as needed
throughout the day. The established bioprocessing facilities
Gown
Gown
PrimaryGown
De-Gown
De-
Gow
n
BufferPrep
MaterialsReception &Quarantine
Extraction &Clarification
Chromatography
Finishing,Sterile Fill &Packaging
QA/QC Lab
R & D Lab
Flow of In-Process MaterialsFlow of Finished MaterialsFlow of People
Emergency Exit Emergency Exit
Emergency Exit
ASU Plant-MadePharmaceuticalManufacturing
Facility
a b
c
Fig. 1 Facilities for cGMP production of NVCP VLP vaccine andother plant-made pharmaceuticals. a The 3,600 ft2 BSL-2 greenhousefacility for plant biomass generation and NVCP expression. b Theplant biopharmaceutical center that houses the central bioprocessing
suite, the QA/QC laboratory, and the process development laboratory.c The floor plan of the central bioprocessing suite. The arrowsindicate the unidirectional flow of in-process materials (green),purified final product (red) and people (yellow)
Plant Cell Rep (2012) 31:573–584 577
123
provides plant production space, a potting room, autoclave,
an acclimation room, and is coordinated by fully integratedcomputer control for climatic control and monitoring
(Fig. 1a). The BL-2 greenhouse is equipped with advanced
technology for containment of plants or pathogens. Thefacility design features fully sealed walls and ceilings,
screened air intake and exhaust ports, non-porous concrete
floor, centralized floor drainage system, tight sealing doorsand walls that were meticulously inspected and sealed with
caulking. This level of greenhouse containment is necessary
to minimize the risk of inadvertent genetic contamination of
the external environment, and tomaintain the integrity of theplant-derived vaccines. This greenhouse is equipped with a
computer-monitored climate-control system through the
central control panel,manufactured byArgus EnvironmentalControl Systems. Each of four greenhouse cells has bench-
top heating system. All heating, cooling, and ventilation of
the greenhouses are constantly monitored by the computer-ized control systems, and adjustments made as needed
throughout the day. The established bioprocessing facilities
Gown
Gown
PrimaryGown
De-Gown
De-
Gow
n
BufferPrep
MaterialsReception &Quarantine
Extraction &Clarification
Chromatography
Finishing,Sterile Fill &Packaging
QA/QC Lab
R & D Lab
Flow of In-Process MaterialsFlow of Finished MaterialsFlow of People
Emergency Exit Emergency Exit
Emergency Exit
ASU Plant-MadePharmaceuticalManufacturing
Facility
a b
c
Fig. 1 Facilities for cGMP production of NVCP VLP vaccine andother plant-made pharmaceuticals. a The 3,600 ft2 BSL-2 greenhousefacility for plant biomass generation and NVCP expression. b Theplant biopharmaceutical center that houses the central bioprocessing
suite, the QA/QC laboratory, and the process development laboratory.c The floor plan of the central bioprocessing suite. The arrowsindicate the unidirectional flow of in-process materials (green),purified final product (red) and people (yellow)
Plant Cell Rep (2012) 31:573–584 577
123
provides plant production space, a potting room, autoclave,
an acclimation room, and is coordinated by fully integratedcomputer control for climatic control and monitoring
(Fig. 1a). The BL-2 greenhouse is equipped with advanced
technology for containment of plants or pathogens. Thefacility design features fully sealed walls and ceilings,
screened air intake and exhaust ports, non-porous concrete
floor, centralized floor drainage system, tight sealing doorsand walls that were meticulously inspected and sealed with
caulking. This level of greenhouse containment is necessary
to minimize the risk of inadvertent genetic contamination of
the external environment, and tomaintain the integrity of theplant-derived vaccines. This greenhouse is equipped with a
computer-monitored climate-control system through the
central control panel,manufactured byArgus EnvironmentalControl Systems. Each of four greenhouse cells has bench-
top heating system. All heating, cooling, and ventilation of
the greenhouses are constantly monitored by the computer-ized control systems, and adjustments made as needed
throughout the day. The established bioprocessing facilities
Gown
Gown
PrimaryGown
De-Gown
De-
Gow
n
BufferPrep
MaterialsReception &Quarantine
Extraction &Clarification
Chromatography
Finishing,Sterile Fill &Packaging
QA/QC Lab
R & D Lab
Flow of In-Process MaterialsFlow of Finished MaterialsFlow of People
Emergency Exit Emergency Exit
Emergency Exit
ASU Plant-MadePharmaceuticalManufacturing
Facility
a b
c
Fig. 1 Facilities for cGMP production of NVCP VLP vaccine andother plant-made pharmaceuticals. a The 3,600 ft2 BSL-2 greenhousefacility for plant biomass generation and NVCP expression. b Theplant biopharmaceutical center that houses the central bioprocessing
suite, the QA/QC laboratory, and the process development laboratory.c The floor plan of the central bioprocessing suite. The arrowsindicate the unidirectional flow of in-process materials (green),purified final product (red) and people (yellow)
Plant Cell Rep (2012) 31:573–584 577
123

14/10/17
26
NVCP production. Collectively, these results allowed us toestablish the following conditions for the optimal plant
growth and NVCP expression. One hundred twenty (120)
N. benthamiana plants were planted and grown in 60 Jiffy-7 peat pellets in a 210-square inch (0.14 square meter) tray
for 5 weeks in a greenhouse at 25 ± 0.5!C with a 16 h
light/8 h dark cycle of 85% white spectrum light supple-mented with blue spectrum light. Under such conditions,
each tray produces 250 ± 5 g of green biomass. Therefore,
biomass for producing sufficient amount of purified NVCPfor a Phase I clinical trial can be generated by 40 such
production trays in 5 weeks. This is equivalent to 5.6square meters of green house space. Since we stack 3
growth trays vertically in light racks, the required hori-
zontal greenhouse space was reduced to 1.87 squaremeters. The horizontal space requirement could be further
reduced by stacking more layers of growth trays vertically.
To efficiently introduce Agrobacterium into plants, wehave developed standard operating procedures (SOPs) for
growing Agrobacterium culture and vacuum infiltration of
N. benthamiana plants at the scale needed for producingthe Phase I clinical trial material. These SOPs include
Fig. 2 Biomass generation withJiffy-7 peat pellets and growthtrays under productionconditions optimized in thisstudy. Wild-typeN. benthamiana plants at 1 (a),3 (b), 4 (c), and 5 (d) weeksafter seed sowing
Fig. 3 Optimization of biomass generation and NVCP expression.a Biomass and NVCP yield under natural and artificial light.N. benthamiana plants were grown either under natural or artificiallight for 5 weeks. Leaf biomass (green square) and NVCP expressionlevel (red column) were measured by weighing and ELISA, respec-tively. b Temporal pattern of biomass yield and NVCP expression.Plants were grown under artificial light for 5 weeks, and biomassproduction (green square) and NVCP accumulation (red column) were
examined. For both a and b, mean ± standard deviation (SD) ofsamples (N[ 10) from three independent infiltration experiments arepresented. c and d Visualization of GFP expression in Agroinfiltratedleaves. N. benthamiana plants were infiltrated either with GV3101cultures that carrying the three MagnICON vectors for GFP expression(c) or with infiltration buffer as a negative control (d). Leaves wereexamined and photographed at 7 dpi under UV light. One represen-tative of at least three independent experiments is shown
Plant Cell Rep (2012) 31:573–584 579
123
ORIGINAL PAPER
Bioprocessing of plant-derived virus-like particlesof Norwalk virus capsid protein under currentGood Manufacture Practice regulations
Huafang Lai • Qiang Chen
Received: 30 September 2011 / Revised: 7 November 2011 / Accepted: 20 November 2011 / Published online: 2 December 2011! Springer-Verlag 2011
Abstract Despite the success in expressing a variety ofsubunit vaccine proteins in plants and the recent stride in
improving vaccine accumulation levels by transient
expression systems, there is still no plant-derived vaccinethat has been licensed for human use. The lack of com-
mercial success of plant-made vaccines lies in several
technical and regulatory barriers that remain to be over-come. These challenges include the lack of scalable
downstream processing procedures, the uncertainty of
regulatory compliance of production processes, and thelack of demonstration of plant-derived products that meet
the required standards of regulatory agencies in identity,
purity, potency and safety. In this study, we addressedthese remaining challenges and successfully demonstrate
the ability of using plants to produce a pharmaceutical
grade Norwalk virus (NV) vaccine under current Good
Manufacture Practice (cGMP) guidelines at multiple gramscales. Our results demonstrate that an efficient and scal-
able extraction and purification scheme can be established
for processing virus-like particles (VLPs) of NV capsidprotein (NVCP). We successfully operated the upstream
and downstream NVCP production processes under cGMP
regulations. Furthermore, plant-derived NVCP VLP dem-onstrates the identity, purity, potency and safety that meet
the preset release specifications. This material is being
tested in a Phase I human clinical trial. This researchprovides the first report of producing a plant-derived vac-
cine at scale under cGMP regulations in an academic set-
ting and an important step for plant-produced vaccines tobecome a commercial reality.
Keywords Bioprocessing ! cGMP ! Large-scale !Plant-derived vaccines ! Purification ! VLP
Introduction
Vaccines are one of the greatest life-saving inventions. They
have reduced or eradicated many deadly infectious diseasesfrom most of the world and allowed human civilization to
flourish in the twenty century. Unfortunately, the availability
of these vaccines for use by all those who need them greatlydepends on economic considerations such as the cost of their
production and delivery. Therefore, a major challenge of
vaccine technology is to translate research innovations toeconomically viable practice. The production of vaccines
using plants is a step toward such goal.
Currently licensed subunit vaccines are produced inmammalian or microbial cell cultures which require large
capital investment for facility construction and the sub-
sequent high-cost operations (Thiel 2004). Therefore, the
Communicated by K. Chong.
A contribution to the Special Issue: Plant Molecular Pharming in2012 and Beyond.
Key message : Successful first demonstration of scale-up productionof pharmaceutical grade Norwalk virus capsid protein vaccine inplants under current Good Manufacture Practice regulations and thequality of this vaccine meets regulatory standards in identity, purity,and potency.
H. Lai ! Q. Chen (&)The Center for Infectious Diseases and Vaccinology,Biodesign Institute, Arizona State University,Mail Zone 5401, 1001 S. McAllister Avenue,Tempe, AZ 85287, USAe-mail: [email protected]
H. Lai ! Q. ChenCollege of Technology and Innovation,Arizona State University, Mesa, AZ 85212, USA
123
Plant Cell Rep (2012) 31:573–584
DOI 10.1007/s00299-011-1196-6
ORIGINAL PAPER
Bioprocessing of plant-derived virus-like particlesof Norwalk virus capsid protein under currentGood Manufacture Practice regulations
Huafang Lai • Qiang Chen
Received: 30 September 2011 / Revised: 7 November 2011 / Accepted: 20 November 2011 / Published online: 2 December 2011! Springer-Verlag 2011
Abstract Despite the success in expressing a variety ofsubunit vaccine proteins in plants and the recent stride in
improving vaccine accumulation levels by transient
expression systems, there is still no plant-derived vaccinethat has been licensed for human use. The lack of com-
mercial success of plant-made vaccines lies in several
technical and regulatory barriers that remain to be over-come. These challenges include the lack of scalable
downstream processing procedures, the uncertainty of
regulatory compliance of production processes, and thelack of demonstration of plant-derived products that meet
the required standards of regulatory agencies in identity,
purity, potency and safety. In this study, we addressedthese remaining challenges and successfully demonstrate
the ability of using plants to produce a pharmaceutical
grade Norwalk virus (NV) vaccine under current Good
Manufacture Practice (cGMP) guidelines at multiple gramscales. Our results demonstrate that an efficient and scal-
able extraction and purification scheme can be established
for processing virus-like particles (VLPs) of NV capsidprotein (NVCP). We successfully operated the upstream
and downstream NVCP production processes under cGMP
regulations. Furthermore, plant-derived NVCP VLP dem-onstrates the identity, purity, potency and safety that meet
the preset release specifications. This material is being
tested in a Phase I human clinical trial. This researchprovides the first report of producing a plant-derived vac-
cine at scale under cGMP regulations in an academic set-
ting and an important step for plant-produced vaccines tobecome a commercial reality.
Keywords Bioprocessing ! cGMP ! Large-scale !Plant-derived vaccines ! Purification ! VLP
Introduction
Vaccines are one of the greatest life-saving inventions. They
have reduced or eradicated many deadly infectious diseasesfrom most of the world and allowed human civilization to
flourish in the twenty century. Unfortunately, the availability
of these vaccines for use by all those who need them greatlydepends on economic considerations such as the cost of their
production and delivery. Therefore, a major challenge of
vaccine technology is to translate research innovations toeconomically viable practice. The production of vaccines
using plants is a step toward such goal.
Currently licensed subunit vaccines are produced inmammalian or microbial cell cultures which require large
capital investment for facility construction and the sub-
sequent high-cost operations (Thiel 2004). Therefore, the
Communicated by K. Chong.
A contribution to the Special Issue: Plant Molecular Pharming in2012 and Beyond.
Key message : Successful first demonstration of scale-up productionof pharmaceutical grade Norwalk virus capsid protein vaccine inplants under current Good Manufacture Practice regulations and thequality of this vaccine meets regulatory standards in identity, purity,and potency.
H. Lai ! Q. Chen (&)The Center for Infectious Diseases and Vaccinology,Biodesign Institute, Arizona State University,Mail Zone 5401, 1001 S. McAllister Avenue,Tempe, AZ 85287, USAe-mail: [email protected]
H. Lai ! Q. ChenCollege of Technology and Innovation,Arizona State University, Mesa, AZ 85212, USA
123
Plant Cell Rep (2012) 31:573–584
DOI 10.1007/s00299-011-1196-6
NVCP production. Collectively, these results allowed us toestablish the following conditions for the optimal plant
growth and NVCP expression. One hundred twenty (120)
N. benthamiana plants were planted and grown in 60 Jiffy-7 peat pellets in a 210-square inch (0.14 square meter) tray
for 5 weeks in a greenhouse at 25 ± 0.5!C with a 16 h
light/8 h dark cycle of 85% white spectrum light supple-mented with blue spectrum light. Under such conditions,
each tray produces 250 ± 5 g of green biomass. Therefore,
biomass for producing sufficient amount of purified NVCPfor a Phase I clinical trial can be generated by 40 such
production trays in 5 weeks. This is equivalent to 5.6square meters of green house space. Since we stack 3
growth trays vertically in light racks, the required hori-
zontal greenhouse space was reduced to 1.87 squaremeters. The horizontal space requirement could be further
reduced by stacking more layers of growth trays vertically.
To efficiently introduce Agrobacterium into plants, wehave developed standard operating procedures (SOPs) for
growing Agrobacterium culture and vacuum infiltration of
N. benthamiana plants at the scale needed for producingthe Phase I clinical trial material. These SOPs include
Fig. 2 Biomass generation withJiffy-7 peat pellets and growthtrays under productionconditions optimized in thisstudy. Wild-typeN. benthamiana plants at 1 (a),3 (b), 4 (c), and 5 (d) weeksafter seed sowing
Fig. 3 Optimization of biomass generation and NVCP expression.a Biomass and NVCP yield under natural and artificial light.N. benthamiana plants were grown either under natural or artificiallight for 5 weeks. Leaf biomass (green square) and NVCP expressionlevel (red column) were measured by weighing and ELISA, respec-tively. b Temporal pattern of biomass yield and NVCP expression.Plants were grown under artificial light for 5 weeks, and biomassproduction (green square) and NVCP accumulation (red column) were
examined. For both a and b, mean ± standard deviation (SD) ofsamples (N[ 10) from three independent infiltration experiments arepresented. c and d Visualization of GFP expression in Agroinfiltratedleaves. N. benthamiana plants were infiltrated either with GV3101cultures that carrying the three MagnICON vectors for GFP expression(c) or with infiltration buffer as a negative control (d). Leaves wereexamined and photographed at 7 dpi under UV light. One represen-tative of at least three independent experiments is shown
Plant Cell Rep (2012) 31:573–584 579
123

14/10/17
27
ORIGINAL PAPER
Bioprocessing of plant-derived virus-like particlesof Norwalk virus capsid protein under currentGood Manufacture Practice regulations
Huafang Lai • Qiang Chen
Received: 30 September 2011 / Revised: 7 November 2011 / Accepted: 20 November 2011 / Published online: 2 December 2011! Springer-Verlag 2011
Abstract Despite the success in expressing a variety ofsubunit vaccine proteins in plants and the recent stride in
improving vaccine accumulation levels by transient
expression systems, there is still no plant-derived vaccinethat has been licensed for human use. The lack of com-
mercial success of plant-made vaccines lies in several
technical and regulatory barriers that remain to be over-come. These challenges include the lack of scalable
downstream processing procedures, the uncertainty of
regulatory compliance of production processes, and thelack of demonstration of plant-derived products that meet
the required standards of regulatory agencies in identity,
purity, potency and safety. In this study, we addressedthese remaining challenges and successfully demonstrate
the ability of using plants to produce a pharmaceutical
grade Norwalk virus (NV) vaccine under current Good
Manufacture Practice (cGMP) guidelines at multiple gramscales. Our results demonstrate that an efficient and scal-
able extraction and purification scheme can be established
for processing virus-like particles (VLPs) of NV capsidprotein (NVCP). We successfully operated the upstream
and downstream NVCP production processes under cGMP
regulations. Furthermore, plant-derived NVCP VLP dem-onstrates the identity, purity, potency and safety that meet
the preset release specifications. This material is being
tested in a Phase I human clinical trial. This researchprovides the first report of producing a plant-derived vac-
cine at scale under cGMP regulations in an academic set-
ting and an important step for plant-produced vaccines tobecome a commercial reality.
Keywords Bioprocessing ! cGMP ! Large-scale !Plant-derived vaccines ! Purification ! VLP
Introduction
Vaccines are one of the greatest life-saving inventions. They
have reduced or eradicated many deadly infectious diseasesfrom most of the world and allowed human civilization to
flourish in the twenty century. Unfortunately, the availability
of these vaccines for use by all those who need them greatlydepends on economic considerations such as the cost of their
production and delivery. Therefore, a major challenge of
vaccine technology is to translate research innovations toeconomically viable practice. The production of vaccines
using plants is a step toward such goal.
Currently licensed subunit vaccines are produced inmammalian or microbial cell cultures which require large
capital investment for facility construction and the sub-
sequent high-cost operations (Thiel 2004). Therefore, the
Communicated by K. Chong.
A contribution to the Special Issue: Plant Molecular Pharming in2012 and Beyond.
Key message : Successful first demonstration of scale-up productionof pharmaceutical grade Norwalk virus capsid protein vaccine inplants under current Good Manufacture Practice regulations and thequality of this vaccine meets regulatory standards in identity, purity,and potency.
H. Lai ! Q. Chen (&)The Center for Infectious Diseases and Vaccinology,Biodesign Institute, Arizona State University,Mail Zone 5401, 1001 S. McAllister Avenue,Tempe, AZ 85287, USAe-mail: [email protected]
H. Lai ! Q. ChenCollege of Technology and Innovation,Arizona State University, Mesa, AZ 85212, USA
123
Plant Cell Rep (2012) 31:573–584
DOI 10.1007/s00299-011-1196-6
months to a year to generate and select NVCP-expressing
plant lines and the yield of NVCP was very low(*10–20 lg/g tissue fresh weight). We have successfully
resolved these issues associated with stable transgenic
plants using transient expression systems based on plantvirus replicons. For example, our previous reports indicate
that these transient expression systems allow us to achieve
high-level NVCP accumulation (*400 lg/g LFW) within1–2 weeks of vector infiltration. However, like for other
PMPs, there are remaining technical and regulatory hurdlesthat must be overcome before plant-derived NVCP can be
accepted as a licensed vaccine product. These challenges
include the development of scalable downstream process-ing procedures to recover NVCP VLP from plant leaves,
the compliance of FDA cGMP regulation of the operation,
and ultimately the demonstration of the identity, purity,potency and safety of plant-made NVCP VLP vaccine that
meet the required standards of regulatory agencies. In this
study, we tackled these remaining challenges and suc-cessfully demonstrated the ability of using plants to
Grow plants
Vacuum infiltration
Incubation Harvest•Grinding•Low-pH buffer extraction
Purification (Polish)•Anion exchange•UF/DF
In-process analysis•Purity•Total protein
Post-purification analysis•Identity•Purity•pH •Concentration•Clarity of final solution•Bioburdenand sterility•Stability•Potency
Fill and label
Generate C of A
Accept or reject C of A
Purification:•Low-pH precipitation•Clarification (UF/DF)
Generate C of A (for animal studies)
Generate QA/QC release report (for human clinical studies)
cGMP-like compliance
A. tumefaciens Cell banks
Seed Bank
Grow Agrobacterium
Grow plants
Vacuum infiltration
Incubation Harvest•Grinding•Low-pH buffer extraction
Purification (Polish)•Anion exchange•UF/DF
In-process analysis•Purity•Total protein
Post-purification analysis•Identity•Purity•pH •Concentration•Clarity of final solution•Bioburdenand sterility•Stability•Potency
Fill and label
Generate C of A
Accept or reject C of A
Purification:•Low-pH precipitation•Clarification (UF/DF)
Generate C of A (for animal studies)
Generate QA/QC release report (for human clinical studies)
cGMP-like compliance cGMP-like compliance
A. tumefaciens Cell banks
Seed Bank
Grow Agrobacterium
Fig. 4 Process flow for the production of NVCP VLP vaccine under cGMP regulations. C of A certificate of analysis, UF/DF ultrafiltration anddiafiltration
Fig. 5 Purification of NVCP from N. benthamiana plants. Leafprotein extract was purified and analyzed on a 4–20% SDS-PAGE gelunder reducing condition. Lane 1 insect cell-produced NVCP as areference standard; lane 2 clarified leaf extract from uninfiltratedplants; lane 3 clarified leaf extract from NVCP-producing plants; lane4 supernatant of low pH precipitation; lane 5 purified plant-derivedNVCP from DEAE anion-exchange chromatography. Arrowheadindicates RuBisCo large and small subunits; arrow indicates NVCP
Table 1 Scalability of plant-derived NVCP VLP downstreamprocessing
LFW (g) Overall recovery (%) Purity (%)
100 33.08 ± 6.55 [95
500 25.41 ± 7.38 [95
15,000 23.76 ± 9.47 [95
Plant Cell Rep (2012) 31:573–584 581
123
months to a year to generate and select NVCP-expressing
plant lines and the yield of NVCP was very low(*10–20 lg/g tissue fresh weight). We have successfully
resolved these issues associated with stable transgenic
plants using transient expression systems based on plantvirus replicons. For example, our previous reports indicate
that these transient expression systems allow us to achieve
high-level NVCP accumulation (*400 lg/g LFW) within1–2 weeks of vector infiltration. However, like for other
PMPs, there are remaining technical and regulatory hurdlesthat must be overcome before plant-derived NVCP can be
accepted as a licensed vaccine product. These challenges
include the development of scalable downstream process-ing procedures to recover NVCP VLP from plant leaves,
the compliance of FDA cGMP regulation of the operation,
and ultimately the demonstration of the identity, purity,potency and safety of plant-made NVCP VLP vaccine that
meet the required standards of regulatory agencies. In this
study, we tackled these remaining challenges and suc-cessfully demonstrated the ability of using plants to
Grow plants
Vacuum infiltration
Incubation Harvest•Grinding•Low-pH buffer extraction
Purification (Polish)•Anion exchange•UF/DF
In-process analysis•Purity•Total protein
Post-purification analysis•Identity•Purity•pH •Concentration•Clarity of final solution•Bioburdenand sterility•Stability•Potency
Fill and label
Generate C of A
Accept or reject C of A
Purification:•Low-pH precipitation•Clarification (UF/DF)
Generate C of A (for animal studies)
Generate QA/QC release report (for human clinical studies)
cGMP-like compliance
A. tumefaciens Cell banks
Seed Bank
Grow Agrobacterium
Grow plants
Vacuum infiltration
Incubation Harvest•Grinding•Low-pH buffer extraction
Purification (Polish)•Anion exchange•UF/DF
In-process analysis•Purity•Total protein
Post-purification analysis•Identity•Purity•pH •Concentration•Clarity of final solution•Bioburdenand sterility•Stability•Potency
Fill and label
Generate C of A
Accept or reject C of A
Purification:•Low-pH precipitation•Clarification (UF/DF)
Generate C of A (for animal studies)
Generate QA/QC release report (for human clinical studies)
cGMP-like compliance cGMP-like compliance
A. tumefaciens Cell banks
Seed Bank
Grow Agrobacterium
Fig. 4 Process flow for the production of NVCP VLP vaccine under cGMP regulations. C of A certificate of analysis, UF/DF ultrafiltration anddiafiltration
Fig. 5 Purification of NVCP from N. benthamiana plants. Leafprotein extract was purified and analyzed on a 4–20% SDS-PAGE gelunder reducing condition. Lane 1 insect cell-produced NVCP as areference standard; lane 2 clarified leaf extract from uninfiltratedplants; lane 3 clarified leaf extract from NVCP-producing plants; lane4 supernatant of low pH precipitation; lane 5 purified plant-derivedNVCP from DEAE anion-exchange chromatography. Arrowheadindicates RuBisCo large and small subunits; arrow indicates NVCP
Table 1 Scalability of plant-derived NVCP VLP downstreamprocessing
LFW (g) Overall recovery (%) Purity (%)
100 33.08 ± 6.55 [95
500 25.41 ± 7.38 [95
15,000 23.76 ± 9.47 [95
Plant Cell Rep (2012) 31:573–584 581
123
Ragionare su R&D di possibili bio-farmaciThink about R&D of potential bio-pharmaceuticals
Just a model scheme:MINISTERO DELL'ISTRUZIONE DELL'UNIVERSITÀ E DELLA RICERCA PROGETTI DI RICERCA DI RILEVANTE INTERESSE NAZIONALE – Bando 2015�prot. ....
PARTE A�1 - Titolo del progetto di ricerca (Max. 500 caratteri)2 – Durata (mesi) 36�3 - Settore ERC principale5 - Sottosettori ERC6 - Parole chiave(Max. 5, una obbligatoria)7 - Coordinatore scientifico8 - Elenco delle unità operativeINDICARE 2 o 3 collaboratori (Specialisti)9 - Abstract del progetto di ricerca (Max. 3.000/1000
caratteri)

14/10/17
28
Ragionare su R&D di possibili bio-farmaciThink about R&D of potential bio-pharmaceuticals
Just a model scheme:
MINISTERO DELL'ISTRUZIONE DELL'UNIVERSITÀ E DELLA RICERCA PROGETTI DI RICERCA DI RILEVANTE INTERESSE NAZIONALE – Bando 2015�prot. ....
PARTE B B.1
1 - Stato dell’arte(Max. 5.000/2000 caratteri)
2 – Descrizione dettagliata del progetto: metodologie, obiettivi e risultati che il progetto si propone di raggiungere e loro interesse per l’avanzamento della conoscenza (Max. 15.000/3000 caratteri)
Sistema sperimentale: Organismi/cellule, strumenti molecolari e tecnici Strategia sperimentale: metodi e razionale per loro riuscita
3 - Articolazione del progetto, con individuazione dei ruoli dei collaboratori (singole unità operative e degli eventuali organismi di ricerca coinvolti) in
funzione degli obiettivi previsti, e relative modalità di integrazione e collaborazione�(Max. 10.000/ 3000 caratteri)
Immaginare dei Work package: ruoli e tempi di realizzazione (Flow chart) con loro sequenza (Gantt chart).
4 – Eventuali potenzialità applicative, impatto scientifico e/o tecnologico e/o sociale e/o economico (Max. 5.000/1000 caratteri)
5 – Aspetti finanziari: costi e contributi per singola unità
B.2
1 - Curriculum scientifico del Coordinatore CONFRONTARE H-INDEX DEI COLLABORATORI SCELTI

14/10/17
29
How do we get the perfectcells to cultivate?
Or the best plant-bioreactor?
Genetic modification.Plant cell transformation
methods
DIRECT TRANSFORMATION
There are several protocols that involve a chemical-mediated transformation:
� DNA can be encapsulated in artificial membranes (liposomes) and introduced into the protoplast with theirfusion to the plasma membrane. � The DNA charge can be neutralizedby binding to polycation and thereforeit is easier to endocytic. As an aid to this process, you can alsomix PEG 4000 or 6000 as a whole to 40% percent.
Microinjection, which isonly possible in a fewcases, does not usuallyapply to plants
DIRECT TRANSFORMATION METHODS
1 Chemical Method 2 microinjection3 Electroporation4 biolisticIn the first 3 cases wall-free cells (PROTOPLASTS)
14/10/17
30
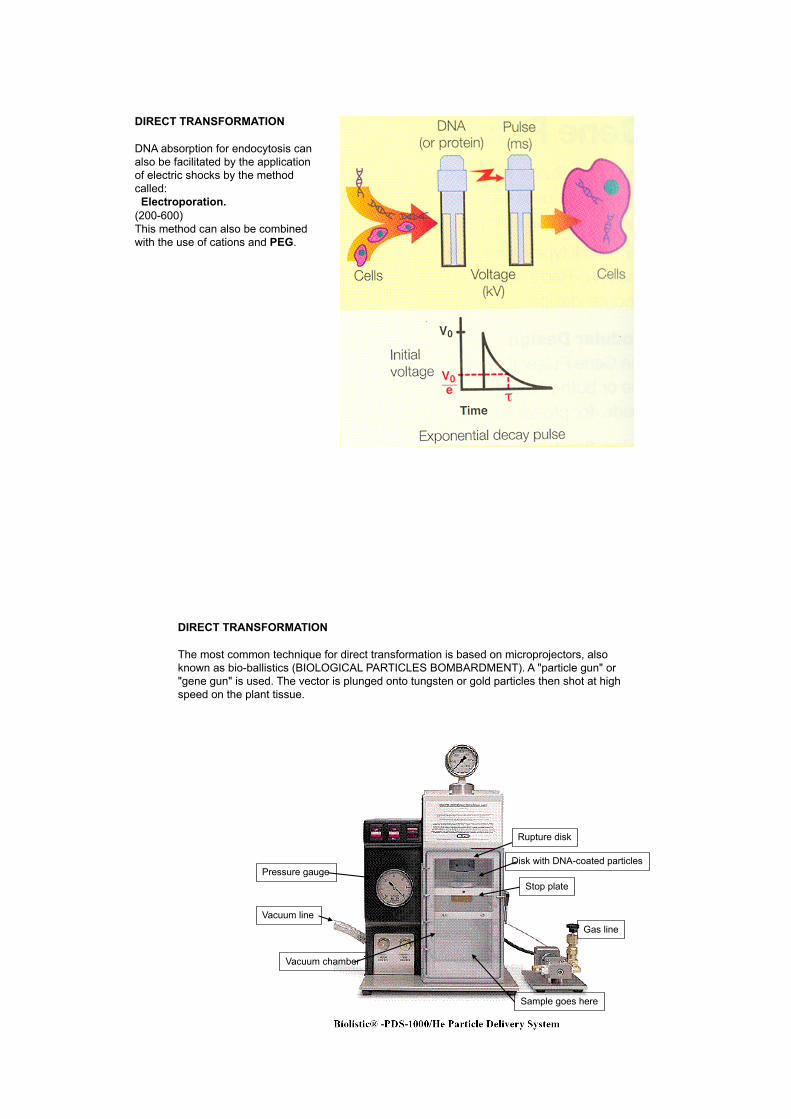
DIRECT TRANSFORMATION
DNA absorption for endocytosis can also be facilitated by the applicationof electric shocks by the methodcalled:Electroporation.
(200-600)This method can also be combinedwith the use of cations and PEG.
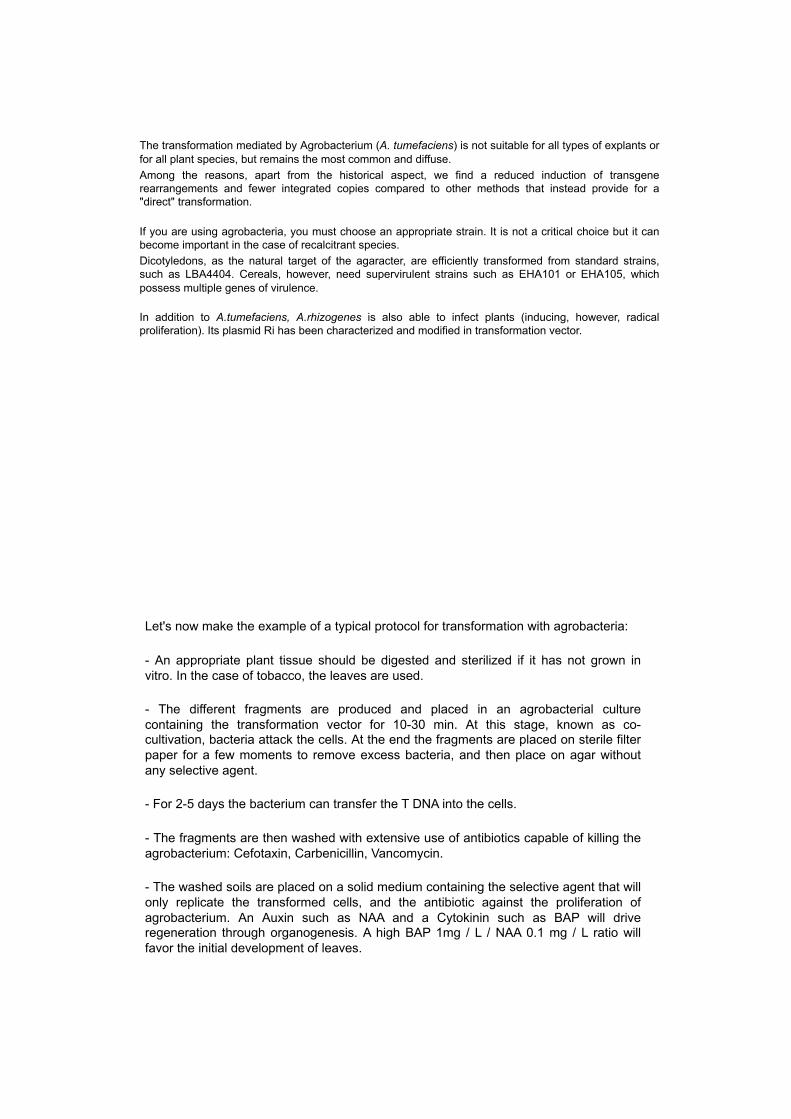
Pressure gaugeDisk with DNA-coated particles
Stop plate
Sample goes here
Vacuum lineGas line
DIRECT TRANSFORMATION
The most common technique for direct transformation is based on microprojectors, alsoknown as bio-ballistics (BIOLOGICAL PARTICLES BOMBARDMENT). A "particle gun" or "gene gun" is used. The vector is plunged onto tungsten or gold particles then shot at high speed on the plant tissue.
Rupture disk
Vacuum chamber

14/10/17
31
An Air Rifle for a DNA Gun – Circa 1989
A.J. Thompson and D. Herrin
The Helium Gas Gun – Circa 2000

14/10/17
32
The Hand-Held Gas Gun
Purpose:Introduce DNA into cells that are below the top surface layer of tissues (penetrate into lower layers of a tissue)
One interesting use:Making DNA Vaccines in whole animals.
TRASFORMAZIONE MEDIATA DA AGROBATTERIO
The T-DNA (transfer-DNA) is transferred to the host. TheT-DNA is flanked by a left and a right border, consisting of25 bp direct repeats. These borders are recognized byendonucleases encoded by the virD1 and virD2 genes,which are part of the Ti-plasmid. The virD2 protein nicksthe border sequence and binds to the 5’ end of the nickedDNA. The T-DNA is thought to unwind from the plasmidand is then transferred to the plant as a single-strandedDNA molecule. It is coated with the virE2 protein, which isa DNA binding protein with a nuclear import signal thattargets the T-DNA to the plant’s nucleus, where itintegrates into the genome.
The use of this naturally occurring gene transfer processas a transformation tool was made possible by thediscovery that the Ti-plasmid could be disarmed, i.e. thetumor inducing genes on the T-DNA could be eliminatedwithout affecting the gene transfer itself. So you couldreplace the undesirable genes with YFG!
The modern expression vectors can replicate in both E.coli and A. tumefaciens. So you can construct the plasmidin E. coli, harvest large quantities of it, make sure it is OK,and then transfer it to A. tumefaciens via electroporation

14/10/17
33
Trasformazione stabile
Rigenerante trasformato
Transformation / expression vectors (usually plasmids but may alsobe viruses) can be prepared in the lab or purchased on the market,they usually provide cloning steps in E. coli to assure the quantitiesrequired for the different types of methods.
The techniques used to prepare vectors are simple molecularbiology processes.
The vectors are then stored in E. coli to produce large quantities asneeded for using in the direct transformation of plant cells or forintroduction into A. tumefaciens.
14/10/17
34
The transformation mediated by Agrobacterium (A. tumefaciens) is not suitable for all types of explants orfor all plant species, but remains the most common and diffuse.Among the reasons, apart from the historical aspect, we find a reduced induction of transgenerearrangements and fewer integrated copies compared to other methods that instead provide for a"direct" transformation.
If you are using agrobacteria, you must choose an appropriate strain. It is not a critical choice but it canbecome important in the case of recalcitrant species.Dicotyledons, as the natural target of the agaracter, are efficiently transformed from standard strains,such as LBA4404. Cereals, however, need supervirulent strains such as EHA101 or EHA105, whichpossess multiple genes of virulence.
In addition to A.tumefaciens, A.rhizogenes is also able to infect plants (inducing, however, radicalproliferation). Its plasmid Ri has been characterized and modified in transformation vector.
Let's now make the example of a typical protocol for transformation with agrobacteria:
- An appropriate plant tissue should be digested and sterilized if it has not grown invitro. In the case of tobacco, the leaves are used.
- The different fragments are produced and placed in an agrobacterial culturecontaining the transformation vector for 10-30 min. At this stage, known as co-cultivation, bacteria attack the cells. At the end the fragments are placed on sterile filterpaper for a few moments to remove excess bacteria, and then place on agar withoutany selective agent.
- For 2-5 days the bacterium can transfer the T DNA into the cells.
- The fragments are then washed with extensive use of antibiotics capable of killing theagrobacterium: Cefotaxin, Carbenicillin, Vancomycin.
- The washed soils are placed on a solid medium containing the selective agent that willonly replicate the transformed cells, and the antibiotic against the proliferation ofagrobacterium. An Auxin such as NAA and a Cytokinin such as BAP will driveregeneration through organogenesis. A high BAP 1mg / L / NAA 0.1 mg / L ratio willfavor the initial development of leaves.
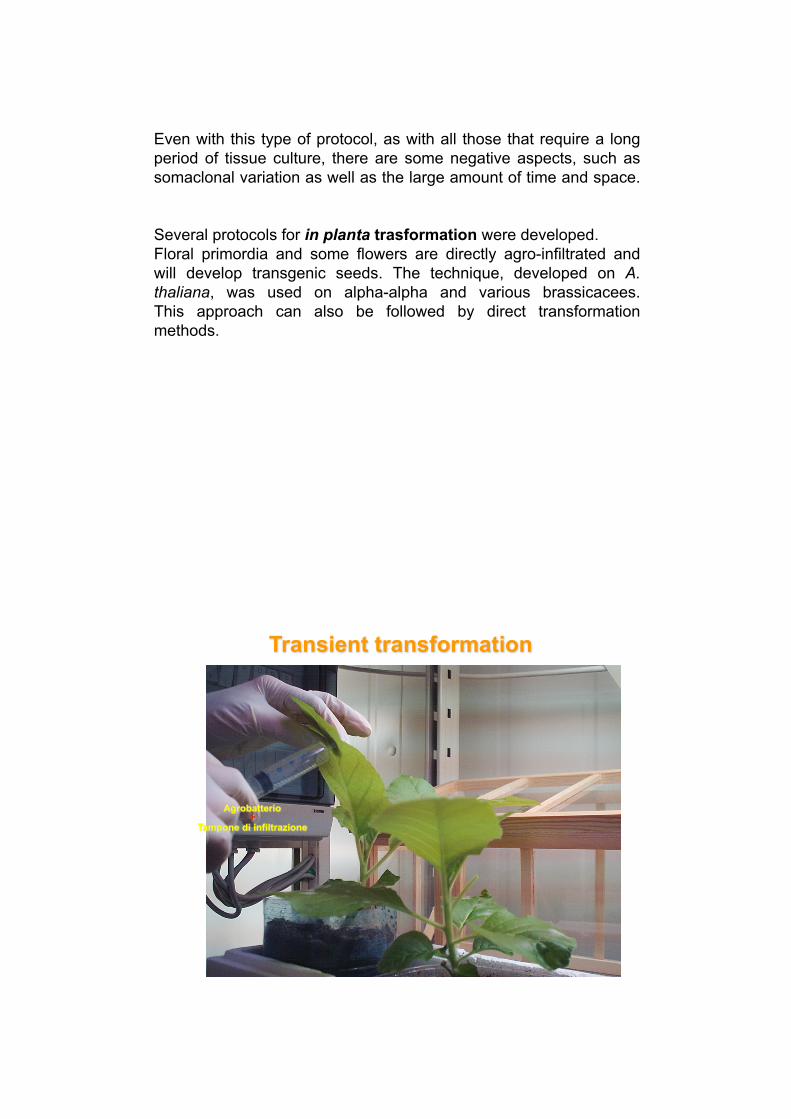
14/10/17
35
Even with this type of protocol, as with all those that require a longperiod of tissue culture, there are some negative aspects, such assomaclonal variation as well as the large amount of time and space.
Several protocols for in planta trasformation were developed.Floral primordia and some flowers are directly agro-infiltrated andwill develop transgenic seeds. The technique, developed on A.thaliana, was used on alpha-alpha and various brassicacees.This approach can also be followed by direct transformationmethods.
Transient transformation
Agrobatterio+
Tampone di infiltrazione

14/10/17
36
Floral dip
Nature protocols 2006
Dal 1993 (Becthold)
The goal, in most cases, is the production of whole transgenic plants. Consequently, the target cells of the transformation must be able to regeneratethe entire plant and the tissue used (explant) must contain a large number of cells competent for transformation.
An explant can be used directly or start a culture of cells. After transformation you may have somatic embryogenesis or organogenesis.
In the following diagram we see how any type of cell culture or strain can be combined with some transformation methods, obviously some combinations are needed to succeed with some species.
For example, to regenerate monocotyledons, it is appropriate to start from immature embryos derived from somatic embryogenesis; both agroinfection and biology can be successful.

14/10/17
37
PROTOPLASTI (transiente- PEG)
CALLO (stabile - Agros)
TESSUTO DIFFERENZIATO (transiente - Agros)
PIANTA INTERA (stabile - Agros)

14/10/17
38
The gene of interest that has been transformed must have been cloned andmade available to manipulation.
The gene must then be cloned into a vector for transformation in which theexpression of the gene is then controlled by promoter and terminator(with the exception of special techniques aimed at the "fishing" of newpromoters).
At this point, plant cells must be transformed with one of the many availabletechniques.
The transformed cells must then be regenerated to produce a whole plantand this represents an important limiting factor of all techniques.
An appropriate strategy for the selection of transformants and possibly forthe stabilization of character must be applied in a homozygous line.
The expression of the trans gene has to be verified (silencing is alwayspossible).
PLANT GENOMES
Genetic information at the base of all cellular processesis enclosed in GENOMAs but this concept needs to be elaborated to understand both the contribution of the NUCLEAR genome, the MITOCONDRIAL and PLASTIDAL genome.
In fact, plant cells possess three distinct genomes, unlikeanimal cells that contain only two (nuclear and mitochondrial).

14/10/17
39
DNA molecules in the nuclear genome are linear and organized in chromatin whereasmitochondrial and plasmid genomes are circular molecules that do not form complex structures.
This feature immediately recalls the organization of bacterial genomes, and in fact, the mosthypothesized about the origin of organs containing this genetic material, refers to the gradualintegration of the eukaryotic cell with a prokaryotic ENDOSYMBIONT.
During the evolution a significant amount of genes have been integrated into the host eukaryoticnuclear genome and significant peculiarities have been developed.
Martin W, Koonin EV.Introns and the origin of nucleus-cytosol
compartmentalization.Nature. 2006 Mar 2;440(7080):41-5.
The MITOCONDRIAL GENOMA is common to all eukaryotes, but in plant cells it is much larger, even 2500 Kb (Cucumis, apple). A large interspecific variability is due to large portions of non-coding DNA. The complete circular chromosome, called "master", can recombine by forming smaller circular molecules. There is also the "promiscuousDNA" derived from recombination with plasmid DNA.

14/10/17
40
PLASTIDAL GENOMA is just found in the plant cells and is extremelyconserved. Each plastid contains a variable number of copies. In the case of chloroplasts the number can be approximate to 100.Most of the plastid genomes are between 120 and 160 Kb, containingbetween 120 and 140 genes. Many genes are arranged in clusters with polycistronic transcripts.
LSCLong single copy
SSCShort single copy
IRInverted repeats
Both sense transcription
In the early 50's, DNA was discovered in the chloroplasts of some species of flowering plants and in Selaginella moss, and thanks to more and more accurate methods, its presence became evident in all
species.History of chloroplast genomicsSugiura, MasahiroPhotosynthesis Research2003 - Volume: 76, Issue: 1-3. pp. 371 - 377




















