CONCEPTOS DEL PROCESO DE HOJUELAS
18
DIAGRAMA DE FLUJO GRUPO 8 HOJUELAS A BASE DE GRAMINEAS (ARROZ, AVENA, CEBADA, TRIGO), EDICIÓN: 14 FLUJO Nº 8 QUENOPODIÁCEAS (KIWICHA, QUINUA) Y LEGUMINOSAS (SOYA) CON O SIN AZUCARADAS CON LECHE, CON O SIN VITAMINAS Y MINERALES HARINA DE GRAMINEAS, QUENOPODIÁCEAS, SOYA GRANO COMPRAS RECEPCIÓN Y EVALUACIÓN DE MATERIAS PRIMAS, INGREDIENTES, ALMACENAMIENTO DE MATERIAS PRIMAS, INGREDIENTES, ADITIVOS Y EN VA SE S PESADO DOSIMETRÍA HARINAS CLASIFICACIÓN HARINAS ENSACADO PRODUCTOS CRUDOS ALMACENAMIENTO HARINAS FORMADO SELLADO LLENADO CODIFICADO AUTOMATICO EMPAQUETADO MANUAL MEZCLADO HARINAS CRUDAS CODIFICACIÓN PCC PCC 1 PCC PCC 3 PRE-LIMPIEZA LIMPIEZA PELADO MOLIENDA/DESCASCARILLADO PESADO SELECCIÓN AUTOMÁTICA DOSIMETRÍA INGREDIENTES PARA MEZCLADO Y HUMECTADO LAMINADO SECADO LAMINADO ENSACADO PRECOCCIÓN CON VAPOR PESADO DOSIMETRIA HARINAS CRUDAS MEZCLADO HARINAS CRUDAS ESTRUSION SECADO ENFRIADO PULVERIZADO CLASIFICADO SEPARADO ENSACADO EXTRUSION ALMACENAMIENTO H.EXTR. PCC PCC 2
Transcript of CONCEPTOS DEL PROCESO DE HOJUELAS

DIAGRAMA DE FLUJOGRUPO 8 HOJUELAS A BASE DE GRAMINEAS (ARROZ, AVENA, CEBADA, TRIGO),EDICIÓN: 14 FLUJO Nº 8 QUENOPODIÁCEAS (KIWICHA, QUINUA) Y LEGUMINOSAS (SOYA) CON O SIN AZUCARADAS CON LECHE, CON O SIN VITAMINAS Y MINERALES
HARINA DE GRAMINEAS,
QUENOPODIÁCEAS, SOYA GRANO
COMPRAS
RECEPCIÓN Y EVALUACIÓN DE MATERIAS PRIMAS, INGREDIENTES,
ALMACENAMIENTO DE MATERIAS PRIMAS, INGREDIENTES, ADITIVOS Y
ENVASES
PESADO DOSIMETRÍA HARINAS
CLASIFICACIÓN HARINAS
ENSACADO PRODUCTOS CRUDOS
ALMACENAMIENTO HARINAS
FORMADO SELLADO LLENADO CODIFICADO AUTOMATICO
EMPAQUETADO MANUAL
MEZCLADO HARINAS CRUDAS
CODIFICACIÓN
PCC PCC 11
PCC PCC 33
PRE-LIMPIEZA
LIMPIEZA
PELADO
MOLIENDA/DESCASCARILLADO
PESADO SELECCIÓN AUTOMÁTICA
DOSIMETRÍA INGREDIENTES PARA
MEZCLADO Y HUMECTADO
LAMINADO
SECADO LAMINADO
ENSACADO
PRECOCCIÓN CON VAPOR
PESADO DOSIMETRIA HARINASCRUDAS
MEZCLADO HARINAS CRUDAS
ESTRUSION
SECADO
ENFRIADO
PULVERIZADO
CLASIFICADO
SEPARADO
ENSACADO EXTRUSION
ALMACENAMIENTO H.EXTR.
PCC PCC 22

MOLIENDA/DESCASCARILLADO
• ARROZ DESCASCARILLADO (ORO)
DESCRIPCIÓN:
Originario de Asia y África. En el proceso de "descascarillado" del arroz, seretira la envoltura dura que protege al grano cuando está en la espiga. Así seobtiene el arroz integral, de color marrón, rico en vitaminas del grupo B,minerales y fibra.
En el proceso de "descascarillado" el arroz, se retira en primer lugar laenvoltura dura que protege al grano cuando está en la espiga. Así se obtiene elarroz integral, de color marrón, rico en vitaminas del grupo B, minerales yfibra.
Después, se irá desprendiendo de sus envolturas más finas mediante una operaciónde "mondado", que supone la eliminación total o parcial del salvado que lorecubre y, con ello, una mayor pérdida de vitaminas, minerales y fibra.
El germen, donde se encuentra presente la grasa del cereal, desaparece durante elúltimo proceso, el "pulido", a fin de evitar que se enrancie durante sualmacenamiento y esto hace, igualmente, que disminuya su calidad nutritiva.
MOLIENDA
La molienda consiste en separar el endospermo que contiene el almidón de lasotras partes del grano. El trigo entero rinde más del 72% de harina blanca yel resto es un subproducto. En la molienda, el grano de trigo se somete adiversos tratamientos antes de convertirlo en harina. El proceso que sedesarrolla en un molino consiste en una reducción gradual. Los granos(endospermo) se trituran gradualmente pasando a través de varios pares derodillos de acero acanalados o lisos. Estos granos se separan del salvado yde los gérmenes en cernedores mediante cribas. En cada par de rodillos de unmolino hay un rodillo que gira más rápido que el otro. Gracias a la rotacióninversa de ambos rodillos, la mercancía entra en el hueco de los rodillos.La forma, la profundidad y la torsión del acanalado determinan, junto con eldiferencial de revoluciones, la intensidad de la molienda en casa paso(Ruiz, 1991).
ALMACENAMIENTO PRODUCTO
DESPACHO
DISTRIBUCIÓN

Proceso de Molienda
a) Recepción y almacenamiento del trigo: al ingresar el trigo en camiones sepesa y se toman muestras para analizar en laboratorio, luego se descargay clasifica en la planta de almacenes.
b) Limpieza y preparación del trigo: Se realiza una primera limpieza en secopara separar polvillo y cuerpos extraños. Luego el trigo es mojado ydepositado en silos de descanso durante 30 horas previo a la molienda.
c) Molienda y cernido: Todo el proceso está dedicado a abrir cada grano detrigo, raspar el endospermo y remover las partículas de cáscara para molerel endospermo puro y transformarlo en harinas. Las máquinas utilizadas parala molienda se denominan molinos de cilindros, poseen rodillos de aceroestriados de a pares que al girar en sentido contrario rompen los granos quepasan a través de ellos. El cernido se efectúa mediante una máquinacernedora con tamices múltiples denominada Planfsister que separa losdistintos tipos de harina según el tamaño de sus partículas (Itstepeaca,2010)
PESADO DOSIMETRIA HARINA CRUDA
Definición.
Esta etapa consiste en dosificar con exactitud la cantidad de los insumos que intervienen en la fórmula, así el rendimiento de la producción será constante, lacalidad estable y se podrá establecer un control de costos.
Operaciones.
1. Calcular los insumos requeridos a partir de la Orden de Producción para la producción del día.
2. Solicitar al almacén los insumos sólidos y líquidos.
3. Identificar los rótulos y fechas de vencimiento en los insumos recibidos.
4. Preparar y asear los implementos de pesado y las superficies de la mesa de trabajo.
5. Limpiar los empaques de los insumos antes de extraerlos.
6. Usar recipientes limpios y/o nuevos para recepcionar el producto de su envase original.
7. Verificar que la balanza marque cero y este a nivel.
8. Pesar todos los ingredientes con precisión, teniendo en cuenta que todo el insumo se encuentre dentro del platillo, sin derramarse.
9. Eliminar adecuadamente los desperdicios de pesada.
10. Disponer los insumos debidamente rotulados sobre la mesa de trabajo.
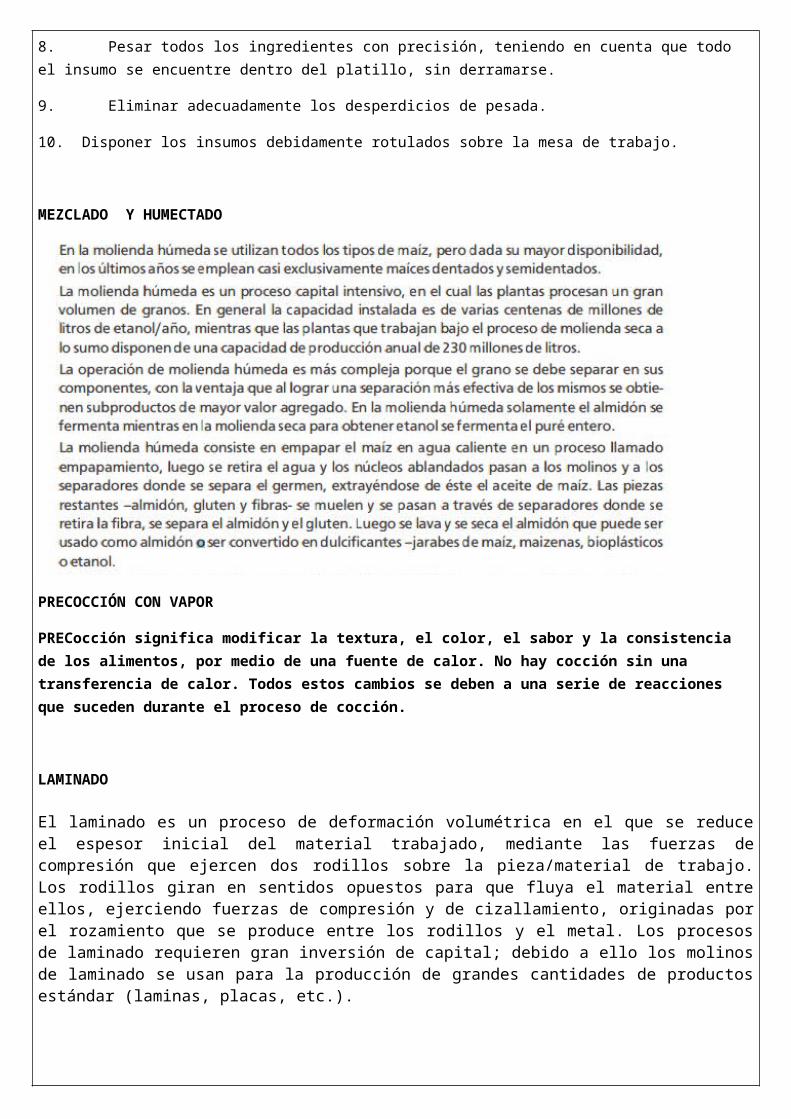
MEZCLADO Y HUMECTADO
PRECOCCIÓN CON VAPOR
PRECocción significa modificar la textura, el color, el sabor y la consistencia de los alimentos, por medio de una fuente de calor. No hay cocción sin una transferencia de calor. Todos estos cambios se deben a una serie de reacciones que suceden durante el proceso de cocción.
LAMINADO
El laminado es un proceso de deformación volumétrica en el que se reduceel espesor inicial del material trabajado, mediante las fuerzas decompresión que ejercen dos rodillos sobre la pieza/material de trabajo.Los rodillos giran en sentidos opuestos para que fluya el material entreellos, ejerciendo fuerzas de compresión y de cizallamiento, originadas porel rozamiento que se produce entre los rodillos y el metal. Los procesosde laminado requieren gran inversión de capital; debido a ello los molinosde laminado se usan para la producción de grandes cantidades de productosestándar (laminas, placas, etc.).

Los procesos de laminado se realizan, en su gran mayoría, en caliente porla gran deformación ejercida sobre el material trabajado. Además, losmateriales laminados en caliente tienen propiedades isotrópicas y carecende tensiones residuales. Los principales inconvenientes que presenta ellaminado en caliente son que el producto no puede mantenerse dentro detolerancias adecuadas, y que la superficie de la pieza queda cubierta poruna capa de óxido característica.
Principales aplicaciones del laminado
El laminado se utiliza en los procesos de fabricación de los aceros,aluminio, cobre, magnesio, plomo, estaño, zinc, y sus aleaciones. Casitodos los metales utilizados en la industria, han sufrido una laminaciónen alguna etapa de su conformación. Aunque la principal aplicación dellaminado es la «laminación del acero».
La laminación del acero
La principal aplicación de la laminación es la producción de acero. Latemperatura de la laminación del acero es de unos 1200 °C, los lingotes deacero iniciales, que se obtienen por fundición, se elevan a dichatemperatura en unos hornos llamados «fosas de recalentamiento» y elproceso en el que elevamos la temperatura del lingote recibe el nombre de«recalentado».
Los lingotes de acero recalentados pasan al molino de laminación en losque se laminan para convertirlos en una de las tres formas intermedias:lupias, tochos o planchas. Las lupias se utilizan para generar perfilesestructurales y rieles para ferrocarril, los tochos se laminan paraobtener barras y varillas. Y las planchas se laminan para producir placas,laminas y tiras. El laminado posterior de las placas y laminas suelerealizarse en frío.
Como reducir la fuerza de laminación
Procedimientos para reducir fuerzas de laminación.
a) Reducir la fricción. b) Reducir el área de contacto reduciendo el diámetro de los
rodillos.
c) Efectuando reducciones más pequeñas por pasada, a fin de reducirel área de contacto.

d) Reducir la resistencia del material elevando la temperatura en elproceso.
Otro método es aplicando tensiones longitudinales a la tira durante lalaminación ya que éstas reducen los esfuerzos a la compresión requeridospara deformar plásticamente. Las tensiones aplicadas a la tira pueden seraplicadas en la zona de entrada (tensión posterior) o en la zona de salida(tensión anterior o frontal) o en ambas.
Laminado de perfiles
En el laminado de perfiles, el material de trabajo se deforma para generarla sección transversal del perfil deseado. Por este procedimiento serealizan perfiles de construcción como perfiles en I, en L y canales en U;rieles para vías de ferrocarril y barras redondas y cuadradas, así comovarillas. El material de trabajo pasa a través de rodillos que tienenimpreso el reverso de la forma deseada.
Los principios que se aplican al laminado plano pueden aplicarse allaminado de perfiles en su gran mayoría. Los rodillos formadores son máscomplicados; y el material inicial, de forma usualmente cuadrada, requiereuna transformación gradual a través de varios rodillos para alcanzar lasección final.1 Se diseña una secuencia de formas intermedias, con suscorrespondientes rodillos, para lograr una deformación uniforme a travésde las secciones transversales de cada reducción y así evitar una mayorelongación en estas secciones que podría suponer torceduras yagrietamiento del producto laminado.
Otras operaciones de laminado
Laminado de anillos
Ejemplo de laminación de anillos.
En la laminación de anillos consiste en una deformación que lamina lasparedes gruesas de un anillo para obtener un anillo de paredes más

delgadas, y por tanto, de un diámetro mayor al inicial. El laminado deanillos se aplica generalmente en procesos de trabajo en frió para anillospequeños y de trabajo caliente para anillos más grandes. Se utiliza, entreotros, para la fabricación de collares para rodamiento de bolas yrodillos, llantas de acero para ruedas de ferrocarril, etc. Las paredes delos anillos no solo se limitan a formas rectas, también este procesopermite formas más complejas. Este proceso tiene como principal ventaja elahorro de materias primas.
Laminación de cuerdas
La laminación de cuerdas se usa para formar cuerdas en partes cilíndricasmediante su laminación entre dados. La mayoría de las maquinas laminadorasde cuerdas realizan las operaciones de laminado de cuerdas en frío, laforma y tamaño de la cuerda depende del tipo de dados con que esténequipadas dichas maquinas.Existen dos tipos de dados:Dados planos que semueven alternativamente entre si y dados redondos que giran relativamenteentre si para lograr la acción de laminado. Entre las ventajas de esteproceso están la alta velocidad, mejor utilización del material, cuerdasmás fuertes debido al endurecimiento del material, mejor resistencia a lafatiga y superficies más lisas.
Laminación de engranajes
La laminación de engranajes es un proceso de formado en frío que produceciertos engranajes. Este tipo de laminacióm es similar al de laminado decuerdas, y la difernecia reside en que las características de deformaciónde los cilindros o discos se orientan paralelo a su eje (en ángulo paralos engranajes helicoidales) y no espiral como en el laminado de cuerdas.En este proceso encontramos algunas ventajas como: alta velocidad, mejoraprovechamiento del material, mayor resistencia a la fatiga, etc.
Laminado de polvos
El polvo puede comprimirse en una operación para formar tiras de materialmetálico. El proceso por lo general se efectúa de manera continua osemicontinua. Los polvos se compactan entre los rodillos para formar unatira verde que se alimenta directamente a un horno de sinterizado despuésse enfría, se lamina y se resinteriza.
Laminado de roscas

Ejemplo de laminación de roscas.
Este proceso de laminado se realiza en frío se pueden formar roscas rectaso cónicas en varillas redondas cuando éstas pasan a través de dados paradarles la forma. Las roscas se forman sobre el alambre o varilla en cadacarrera de un par de dados planos reciprocantes, en este proceso semantiene el volumen constante ya que no existe eliminación de material.Los productos típicos son: pernos, tornillos y piezas roscadas.
El proceso puede generar formas similares como ranuras y formas deengrane. Este método tiene la ventaja de generar roscas sin ningunapérdida de material (desperdicio) y con buena resistencia (debido altrabajo en frío) además provoca sobre la superficie de la pieza esfuerzosresiduales a la compresión, mejorando la vida bajo condiciones de fatiga,el acabado superficial que se obtiene es muy terso. El laminado de roscases muy superior a otros métodos de fabricación de roscas, ya que elmaquinado de las roscas corta a través de las líneas de flujo de grano delmaterial, en tanto que el laminado de las roscas mejora la resistencia dela rosca ya que éste deja un patrón de flujo de grano.
La fabricación de roscas en los metales dúctiles se caracteriza por lasuavidad del proceso. No obstante, después se suelen someter a untratamiento térmico y a un maquinado o rectificado final. Para metales encondición dura, las roscas se maquinan y/o se rectifican.
Defectos en placas y hojas laminadas
Estos defectos pueden presentarse en la superficie de las placas u hojas,o pueden darse en su estructura interna. Los defectos degradan laapariencia de la superficie y pueden afectar de manera adversa a la

resistencia, la capacidad de formado y otras características demanufactura.
Los defecto superficiales pueden ser: ralladuras, corrosión, cascarilla,picaduras, mordeduras y grietas causados por inclusiones e impurezas en elmaterial fundido original o debido a otros procesos de preparación delmaterial o a la misma operación de laminado.
Los defectos en los bordes en las hojas laminadas son eliminados medianteoperaciones de corte y hendedura.
Laminado
El laminado es un proceso de deformación volumétrica en el que se reduce el espesor inicial del material trabajado, mediante las fuerzas de compresión que ejercen dos rodillos sobre la pieza/material de trabajo. Los rodillos giran en sentidos opuestos para que fluya el material entre ellos, ejerciendo fuerzas de compresión y de cizallamiento, originadas por el rozamiento que se produce entre los rodillos y el metal. Los procesos de laminado requieren gran inversión de capital; debido a ello los molinos de laminado se usan para la producción de grandes cantidades de productos estándar (laminas, placas, etc.).
Los procesos de laminado se realizan, en su gran mayoría, en caliente por la grandeformación ejercida sobre el material trabajado. Además, los materiales laminados en caliente tienen propiedades isotrópicas y carecen de tensiones residuales. Los principales inconvenientes que presenta el laminado en caliente son que el producto no puede mantenerse dentro de tolerancias adecuadas, y que lasuperficie de la pieza queda cubierta por una capa de óxido característica.
Principales aplicaciones del laminado
El laminado se utiliza en los procesos de fabricación de los aceros, aluminio, cobre, magnesio, plomo, estaño, zinc, y sus aleaciones. Casi todos los metales utilizados en la industria, han sufrido una laminación en alguna etapa de su conformación. Aunque la principal aplicación del laminado es la «laminación del acero».
La laminación del acero
La principal aplicación de la laminación es la producción de acero. La temperatura de la laminación del acero es de unos 1200 °C, los lingotes de acero iniciales, que se obtienen por fundición, se elevan a dicha temperatura en unos

hornos llamados «fosas de recalentamiento» y el proceso en el que elevamos la temperatura del lingote recibe el nombre de «recalentado».
Los lingotes de acero recalentados pasan al molino de laminación en los que se laminan para convertirlos en una de las tres formas intermedias: lupias, tochos oplanchas. Las lupias se utilizan para generar perfiles estructurales y rieles para ferrocarril, los tochos se laminan para obtener barras y varillas. Y las planchas se laminan para producir placas, laminas y tiras. El laminado posterior de las placas y laminas suele realizarse en frío.
Como reducir la fuerza de laminación
Procedimientos para reducir fuerzas de laminación.
a) Reducir la fricción.
b) Reducir el área de contacto reduciendo el diámetro de los rodillos.
c) Efectuando reducciones más pequeñas por pasada, a fin de reducir el área de contacto.
d) Reducir la resistencia del material elevando la temperatura en el proceso.
Otro método es aplicando tensiones longitudinales a la tira durante la laminaciónya que éstas reducen los esfuerzos a la compresión requeridos para deformar plásticamente. Las tensiones aplicadas a la tira pueden ser aplicadas en la zona de entrada (tensión posterior) o en la zona de salida (tensión anterior o frontal) o en ambas.
Laminado de perfiles
En el laminado de perfiles, el material de trabajo se deforma para generar la sección transversal del perfil deseado. Por este procedimiento se realizan perfiles de construcción como perfiles en I, en L y canales en U; rieles para vías de ferrocarril y barras redondas y cuadradas, así como varillas. El materialde trabajo pasa a través de rodillos que tienen impreso el reverso de la forma deseada.
Los principios que se aplican al laminado plano pueden aplicarse al laminado de perfiles en su gran mayoría. Los rodillos formadores son más complicados; y el material inicial, de forma usualmente cuadrada, requiere una transformación gradual a través de varios rodillos para alcanzar la sección final.1 Se diseña unasecuencia de formas intermedias, con sus correspondientes rodillos, para lograr una deformación uniforme a través de las secciones transversales de cada reducción y así evitar una mayor elongación en estas secciones que podría suponertorceduras y agrietamiento del producto laminado.

Otras operaciones de laminado
Laminado de anillos
Ejemplo de laminación de anillos.
En la laminación de anillos consiste en una deformación que lamina las paredes gruesas de un anillo para obtener un anillo de paredes más delgadas, y por tanto,de un diámetro mayor al inicial. El laminado de anillos se aplica generalmente enprocesos de trabajo en frió para anillos pequeños y de trabajo caliente para anillos más grandes. Se utiliza, entre otros, para la fabricación de collares para rodamiento de bolas y rodillos, llantas de acero para ruedas de ferrocarril,etc. Las paredes de los anillos no solo se limitan a formas rectas, también este proceso permite formas más complejas. Este proceso tiene como principal ventaja el ahorro de materias primas.
Laminación de cuerdas
La laminación de cuerdas se usa para formar cuerdas en partes cilíndricas mediante su laminación entre dados. La mayoría de las maquinas laminadoras de cuerdas realizan las operaciones de laminado de cuerdas en frío, la forma y tamaño de la cuerda depende del tipo de dados con que estén equipadas dichas maquinas.Existen dos tipos de dados:Dados planos que se mueven alternativamente entre si y dados redondos que giran relativamente entre si para lograr la acción de laminado. Entre las ventajas de este proceso están la alta velocidad, mejor utilización del material, cuerdas más fuertes debido al endurecimiento del material, mejor resistencia a la fatiga y superficies más lisas.
Laminación de engranajes
La laminación de engranajes es un proceso de formado en frío que produce ciertos engranajes. Este tipo de laminacióm es similar al de laminado de cuerdas, y la difernecia reside en que las características de deformación de los cilindros o discos se orientan paralelo a su eje (en ángulo para los engranajes helicoidales)y no espiral como en el laminado de cuerdas. En este proceso encontramos algunas

ventajas como: alta velocidad, mejor aprovechamiento del material, mayor resistencia a la fatiga, etc.
Laminado de polvos
El polvo puede comprimirse en una operación para formar tiras de material metálico. El proceso por lo general se efectúa de manera continua o semicontinua.Los polvos se compactan entre los rodillos para formar una tira verde que se alimenta directamente a un horno de sinterizado después se enfría, se lamina y seresinteriza.
Laminado de roscas
Ejemplo de laminación de roscas.
Este proceso de laminado se realiza en frío se pueden formar roscas rectas o cónicas en varillas redondas cuando éstas pasan a través de dados para darles la forma. Las roscas se forman sobre el alambre o varilla en cada carrera de un par de dados planos reciprocantes, en este proceso se mantiene el volumen constante ya que no existe eliminación de material. Los productos típicos son: pernos, tornillos y piezas roscadas.
El proceso puede generar formas similares como ranuras y formas de engrane. Este método tiene la ventaja de generar roscas sin ninguna pérdida de material (desperdicio) y con buena resistencia (debido al trabajo en frío) además provoca sobre la superficie de la pieza esfuerzos residuales a la compresión, mejorando la vida bajo condiciones de fatiga, el acabado superficial que se obtiene es muy terso. El laminado de roscas es muy superior a otros métodos de fabricación de roscas, ya que el maquinado de las roscas corta a través de las líneas de flujo
de grano del material, en tanto que el laminado de las roscas mejora la resistencia de la rosca ya que éste deja un patrón de flujo de grano.
La fabricación de roscas en los metales dúctiles se caracteriza por la suavidad del proceso. No obstante, después se suelen someter a un tratamiento térmico y a un maquinado o rectificado final. Para metales en condición dura, las roscas se maquinan y/o se rectifican.
Defectos en placas y hojas laminadas
Estos defectos pueden presentarse en la superficie de las placas u hojas, o pueden darse en su estructura interna. Los defectos degradan la apariencia de la superficie y pueden afectar de manera adversa a la resistencia, la capacidad de formado y otras características de manufactura.
Los defecto superficiales pueden ser: ralladuras, corrosión, cascarilla, picaduras, mordeduras y grietas causados por inclusiones e impurezas en el material fundido original o debido a otros procesos de preparación del material oa la misma operación de laminado.
Los defectos en los bordes en las hojas laminadas son eliminados mediante operaciones de corte y hendedura.
EXTRUSION
La extrusión es definida como "el proceso que consiste en dar forma a un producto, forzándolo a través de una abertura con diseño específico". Así pues, la extrusión puede o no implicar simultáneamente un proceso de cocción.
Centrándonos en el proceso de extrusión aplicado al tratamiento de cereales, oleaginosas y pienso, podemos decir que la extrusión consiste en hacer pasar a través de los agujeros de una matriz, la harina de estos productos a presión pormedio de un tornillo sinfin que gira a cierta velocidad.
Este proceso de extrusión se puede efectuar con el acondicionamiento de la harina antes de la extrusión por medio de vapor o sin vapor y según sea el caso nos dará dos métodos:
- húmedo
- seco
Dentro del proceso de extrusión en húmedo podemos diferenciar a la vez dos tipos, el de corto tiempo y alta temperatura y el de cocción a presión en funcióndel tipo de acondicionador y extrusora.
http://www.ucv.ve/fileadmin/user_upload/facultad_agronomia/Extrusi%C3%B3n_y_su_efecto.pdf
http://www4.inti.gov.ar/gd/jornadas2000/Pdf/cempam-064.pdf
SECADO
Un proceso de secado involucra aporte de calor y transferencia de masa. El calor debe transferirse al material a secar para suministrar el calor latente requeridopara la vaporización de la humedad10.
Luego la masa de agua se vuelve vapor que pasa a la corriente de aire. La velocidad total de transferencia de calor se expresa como la suma de las velocidades de transferencia por conducción, convección, y radiación. La velocidad del secado durante el periodo de velocidad constante se puede expresar así:
dw/dq = (qc + qk + qr)/l o dw/dq = k’A (Hs – Hg) donde
dw/dq es la velocidad de evaporación (libras de agua/hora)
K’ = coeficiente de transferencia de masa en Kg/(hm2kPa) (determina la capacidad de difusión de humedad).
A = Área superficial del sólido involucrado en la transferencia de calor
l = Calor latente de evaporación (KJ/kg agua)
Hs= Presión parcial en la superficie de evaporación (KPa).
Hg = Presión parcial del vapor en la corriente de aire (KPa).
Aumento de velocidad de secado: Según las anteriores fórmulas, la velocidad del secado se puede aumentar así:
-En la convección y por la K’ aumentando la entrada de aire que transporta el calor (circulación).
-En la radiación aumentando el calor producido por radiación en la estufa.
En la conducción: Reduciendo la espesura del material a secar y poniendo en contacto el material con las superficies calientes.

-(Hs – Hg) = Deshumidificando la entrada de aire (aumentando la diferencia entre Hs y Hg).
Cantidad de humedad de los sólidos11
El contenido de humedad de los sólidos se puede expresar en base seca o en base húmeda.
1. Pérdida por secado: (LOD): La humedad se expresa como porcentaje (p/p) de aguaen el sólido seco.
% LOD = (W agua en la muestra X 100%) / W total de la muestra húmeda
2. Contenido de Humedad (MC): La humedad se expresa como porcentaje (p/p) de aguaen el sólido seco.
% MC = (W agua de la muestra X 100%) / W muestra seca
Nota: según las dos expresiones anteriores es obvio que los valores de MC produzcan valores superiores a LOD.
http://catarina.udlap.mx/u_dl_a/tales/documentos/lim/cabrera_v_a/capitulo5.pdf
PULVERIZADO
http://www.produccion-animal.com.ar/produccion_y_manejo_pasturas/pasturas_combate_de_plagas_y_malezas/79-pulverizacion_o_aplicacion.pdf

ENSACADO
El proceso de ensacado se define como el llenado de sacos o bolsas, los cuales cuelgan manualmente por medio de un operador o maquinaria especializada que ordena el cierre de las bolsas o sacos herméticamente para que el producto no sufra alguna anomalía o contaminación mientras se es distribuido y comercializado.
Actualmente, existen empresas dedicadas al ensacado, las cuales ofrecen un producto de calidad pero, sobre todo, un producto con alto índice de higiene, debido a que éste no fue tocado por manos humanas durante el sistema de ensacado.
Los sistemas de ensacado ofrecen soluciones totales de los procesos a los productores de sólidos a granel seco para almacenar, empacar, transportar y comercializar los productos en contenedores FIBC.
Poseen tecnología de servicios de embalaje para los fabricantes de productos secos que se utilizan en aplicaciones en la industria de la minería, las resinas de polímero, los alimentos, los productos químicos y las industrias agrícolas.
Sistemas de Ensacado
Dentro de los principales sistemas de ensacado de llenado de gráneles secos, se encuentran:
Sistemas de ensacado válvulado
Los sacos que incorporan válvulas son sacos cuyo fondo y boca se encuentran cerrados, entrando a presión el producto por una válvula que se encuentra en uno de los laterales.
Esta válvula es cerrada cuando la presión del contenido de la bolsa alcanza un valor suficiente.
Sistemas de ensacado de boca abierta
Son sacos que posen una boca abierta y un fondo cerrado. El producto se llena a través de la boca del saco generalmente por gravedad de un conducto conectado previamente a una báscula o un elemento de medida volumétrico.
Posteriormente, una vez que el producto se encuentra contenido en él, se cierra dicha boca mediante cosido, pegado y termo sellado.

Sistemas de paletizado
En este sistema se colocan los sacos o cajas en orden dentro de un palet, este sistema depende de la producciónde línea, lo cual hace que el sistema sea un sistema seguro y estable de acabado perfecto.
Sistemas con supersacos
Este sistema logra una operación de llenado y pesado integrado a la línea de producción.
Este sistema se estructura a altas velocidades y es totalmente automatizado, lo cual ayuda a un proceso seguro y ergo económico.
Llenado de cajas y cuñetes
El llenado en cajas o cuñetes hacen que sea un proceso mucho más higiénico así como de fácil transporte.
Las cajas o cuñetes tienen una mayor resistencia de peso,a su vez resultan más prácticos y ayudan a que el llenadosea más rápido y fácil.
Sistemas de pesaje
Este sistema ayuda a que no haya necesidad de calibracióny cuenta con inmunidad a la vibración.
Transporte del material ensacado
Se provee de un transporte especializado para los productos que han sido ensacados, esto asegura que el producto llegue a su destino en perfecto estado y sin irregularidades o contratiempos.
Proveedores de Sistemas de Ensacado
A continuación le presentamos a Remind Internacional, S.A. de C.V, proveedor de sistemas de ensacado:
Remind Internacional, S.A. de C.V es una empresa establecida en México desde 1990por ingenieros con varios años de experiencia y constante actualización en las técnicas de manejo de materiales y los sistemas diseñados para el llenado de sólidos a granel.

Remind Internacional, S.A. de C.V., cuenta con el respaldo de tecnologías de punta suministradas por firmas de prestigio internacional que, en conjunto, nos permiten ofrecer a la industria en general servicios de ingeniería y asesoría.
Remind Internacional le proporciona Sistemas de Ensacado de gráneles, llenado de sacos y supersacos, bolsas, cuñetes, cajas y sistemas de paletizado con la posibilidad de resolver los procesos particulares o generales de ensacado.
Conozca el Perfil, Dirección, Teléfono y Productos de Remind Internacional, S.A. de C.V
O bien, haga contacto con Remind Internacional, S.A. de C.V para solicitar mayor información sobre sus sistemas de ensacado.