Chloride-Induced Stress Corrosion Cracking in Used Nuclear ...
177
Chloride-Induced Stress Corrosion Cracking in Used Nuclear Fuel Welded Stainless Steel Canisters Dissertation Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By Yi Xie, B.S. Graduate Program in Nuclear Engineering The Ohio State University 2016 Dissertation Committee: Professor Jinsuo Zhang, Advisor Professor Tunc Aldemir Professor Marat Khafizov Professor Andre F. Palmer
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Chloride-Induced Stress Corrosion Cracking in Used Nuclear ...

Chloride-Induced Stress Corrosion Cracking in Used Nuclear Fuel Welded Stainless
Steel Canisters
Dissertation
Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy
in the Graduate School of The Ohio State University
By
Yi Xie, B.S.
Graduate Program in Nuclear Engineering
The Ohio State University
2016
Dissertation Committee:
Professor Jinsuo Zhang, Advisor
Professor Tunc Aldemir
Professor Marat Khafizov
Professor Andre F. Palmer

Copyright by
Yi Xie
2016

ii
Abstract
The used nuclear fuel (UNF) dry storage is one of the options for the interim storage of
UNF. Most of the dry storages are located in coastal and lake/river-side regions. They are
designed to serve for 60 years or even more. In most cases, the storage canister which is
in a welded austenitic stainless steel (SS) structure will be exposed to a salt-containing
environment for the entire storage period. Since the canister is a primary barrier to fission
product release, it has been determined to be robust with little degradation due to thermal,
mechanical or radiation effects. However, atmospheric and aqueous pitting corrosion, as
well as chloride induced stress corrosion cracking (CISCC) may occur because of the
aggressive species that form on or contact the canister surface and the residual tensile
stresses.
The objective of this dissertation is to develop an experimental integrated approach to
study the fundamentals of CISCC of Type 304L base metal (BM) and weld metal (WM)
and collect data to evaluate CISCC under relevant environmental conditions, and to
develop a model based on probabilistic analysis by parameterizing and validating using
the experimental studies to predict long-term pitting behaviors of the storage canister.
The efforts and findings documented in this dissertation consist of: (1) The
electrochemical techniques are used to identify the corrosion potential, passive current,

iii
pitting potential, passivation layer impedance of the BM and WM immersed in highly
concentrated chloride solutions at 40 and 70 °C. (2) The pitting corrosion resistance in
the chloride-containing aqueous and atmospheric environment is evaluated and compared
by the pit density and frequency distribution of depth. It is found that the welding process
depresses the corrosion resistance of a metal matrix under the investigated environments.
Metastable pitting is distinct especially for the early exposure times. The pitting corrosion
resistance is influenced by the chloride concentration and the temperature. The findings
of pitting corrosion in humid environments provide better forecasting on actual in-service
canisters. (3) CISCC experiments with in situ measurement of crack growth rates of the
BM and WM exposed to the salt deposit humid environment (15% RH at 70 °C) are
conducted in the SCC test system. The WM has much higher SCC growth rate than the
BM even with lower applied stress intensity, indicating the SCC resistance of the steel is
depressed by the welding process. (4) Micro-characteristics imaging and analytical
facilities are used to analyze the microstructure of pitting corrosion and CISCC. (5) The
experimental results are used to concurrently parameterize and validate the model based
on probabilistic analysis for pitting corrosion. The concept of Markov chain, as well as
the pitting corrosion mechanism, is involved in this model to predict the pitting corrosion
states, density and depth.
Since the safety performance of the storage is major concerned in the nuclear industry,
this study provides a technical basis for evaluating the technical issue and supports the
development of evaluating SCC occurrence, crack depth and growth rate on in-service
storage canisters.

iv
Dedication
Dedicated to my family.
v
Vita
2012....................................................B.S. Nuclear Engineering, University of Science
and Technology of China
2012-Present.......................................Graduate Research Associate, Nuclear Engineering
Program, Department of Mechanical and Aerospace
Engineering, The Ohio State University
Publications
[1] Y Xie, Y Wu, J Burns, and J Zhang. Characterization of stress corrosion cracks in Ni-
based weld alloys 52, 52M and 152 grown in high-temperature water. Materials
Characterization, 112, 87-97, 2016.
[2] Y Xie and J Zhang. Corrosion and deposition on the secondary circuit of steam
generators. Journal of Nuclear Science and Technology, 1-12. Online publication date:
Feb 26, 2016.
[3] Y Xie and J Zhang. Chloride-induced stress corrosion cracking of used nuclear fuel
welded SS canisters: A review. Journal of Nuclear Materials, 466, 85-93, 2015.
[4] Y Xie and J Zhang. High temperature and pressure stress corrosion cracking system.
Transactions of the American Nuclear Society, vol.109, pp.592-593, Washington, D.C.,
November 10-14, 2013.
Fields of Study
Major Field: Nuclear Engineering

vi
Table of Contents
Abstract ............................................................................................................................... ii
Dedication .......................................................................................................................... iv
Vita ...................................................................................................................................... v
Table of Contents ............................................................................................................... vi
List of Tables ...................................................................................................................... x
List of Figures ................................................................................................................... xii
Chapter 1: Introduction ....................................................................................................... 1
1. Background and significance ................................................................................... 1
2. Objective and scope ................................................................................................. 4
3. Overview of the studies of CISCC relevant to in-service canisters ......................... 5
3.1 Surface temperature variables ............................................................................... 5
3.2 Salt deposit composition ........................................................................................ 5
3.3 RH and salt deliquescence ..................................................................................... 7
3.4 Residual stress ....................................................................................................... 9
Chapter 2: Fundamentals of CISCC ................................................................................. 12

vii
1. Pitting corrosion mechanism .................................................................................. 12
2. Pitting corrosion of SSs in chloride ion environment ............................................ 16
3. Modeling of pitting corrosion ................................................................................ 20
3.1 Comparison of deterministic and probabilistic models ....................................... 20
3.2 Comparison of statistical and stochastic methods ............................................... 22
4. SCC mechanism ..................................................................................................... 26
Chapter 3: Pitting Corrosion of SSs in Brine Solutions .................................................... 29
1. Introduction ............................................................................................................ 29
2. Specimen preparation............................................................................................. 29
3. Solution preparation ............................................................................................... 31
4. Test procedures ...................................................................................................... 32
4.1 Electrochemical techniques ................................................................................. 32
4.2 Optical profiler .................................................................................................... 33
4.3 SEM/FIB and STEM/EDS analysis ..................................................................... 33
5. Results and analysis ............................................................................................... 34
5.1 WM properties ..................................................................................................... 34
5.2 The evolution of corrosion potential ................................................................... 36
5.4 The identification of passivation layer ................................................................ 42
5.5 Pit depth and density............................................................................................ 50

viii
5.6 The probability distribution of pit depth.............................................................. 56
5.7 Microstructure and microchemistry ..................................................................... 62
6. Summary ................................................................................................................ 66
Chapter 4: Pitting Corrosion of SSs in Humid Environments .......................................... 68
1. Introduction ............................................................................................................ 68
2. Specimen preparation and test procedure .............................................................. 69
3. Results and analysis ............................................................................................... 70
3.1 Pit depth and density............................................................................................ 70
3.2 The probability distribution of pit depth.............................................................. 77
3.3 Microstructure and microchemistry ..................................................................... 82
4. Summary ................................................................................................................ 86
Chapter 5: Markov model for pitting corrosion under relevant environmental conditions
........................................................................................................................................... 88
1. Concept .................................................................................................................. 88
2. Details of the model ............................................................................................... 90
2.1 Pitting corrosion states and sub-states ................................................................. 90
2.2 Transition rates .................................................................................................... 95
2.3 Pit density ............................................................................................................ 98
3. Case studies .......................................................................................................... 101

ix
4. Summary .............................................................................................................. 112
Chapter 6: Stress Corrosion Cracking of SSs in Humid Environments.......................... 114
1. Introduction .......................................................................................................... 114
2. Specimen preparation........................................................................................... 115
3. SCC crack growth test system ............................................................................. 117
4. Test procedure ...................................................................................................... 119
5. Results and analysis ............................................................................................. 123
6. Microstructure and microchemistry ..................................................................... 127
Chapter 7: Conclusions and Recommendations for Future Work .................................. 140
1. Conclusion and significance ................................................................................... 140
2. Technical challenges ............................................................................................... 143
3. Future work ............................................................................................................. 145
References ....................................................................................................................... 147

x
List of Tables
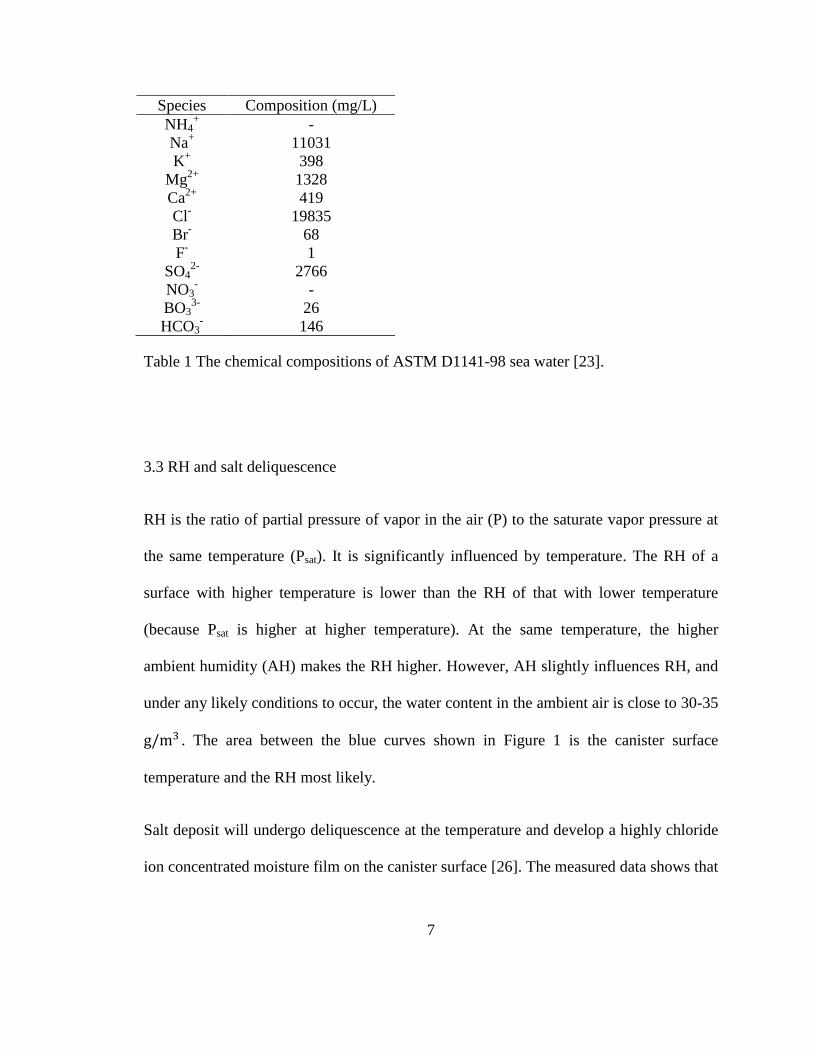
Table 1 The chemical compositions of ASTM D1141-98 sea water [23]. ......................... 7
Table 2 The chemical compositions of Type 304L BM circular disk specimen used in the
investigations (at %). ........................................................................................................ 30
Table 3 The chemical compositions of Type 304L BM coupon specimen used in the
investigations (at %). ........................................................................................................ 31
Table 4 Solution specifications. ........................................................................................ 31
Table 5 Atomic concentrations of spots shown in Figure 5b............................................ 36
Table 6 The starting and ending potentials in mV vs. SSE (average hourly). .................. 38
Table 7 Electrochemical polarization parameters at (a) the 1st hour and (b) the 43rd hour
of immersion testing. ........................................................................................................ 42
Table 8 Values obtained from the analysis of the EIS spectra in (a) BM-A, (b) WM-A, (c)
BM-C, (d) WM-C. ............................................................................................................ 47
Table 9 Values obtained from the analysis of the EIS spectra in (a) BM-B, (b) WM-B. . 50
Table 10 EDS concentration profiles obtained from the spectrum scan shown in Figure 16.
........................................................................................................................................... 65
Table 11 Preparation of the salt solution for pasting. ....................................................... 70
Table 12 Compositions of O, Cr, Fe and Ni in the detected areas shown in Figure 28. ... 84
Table 13 Summary of the variables and parameters derived within section 2. .............. 100

xi
Table 14 Measured data of exposure times with pit density and diameter for the data set.
......................................................................................................................................... 103
Table 15 Input parameters for case 1. ............................................................................. 104
Table 16 Exposure times with mean maximum pit depth and standard deviation for the
data set (some data come from the reference [106]). ...................................................... 109
Table 17 Input parameters for case 2. ............................................................................. 109
Table 18 The pre-cracking and crack-transitioning procedure for SCC crack growth
testing of BM at 9 MPa√m exposed to 15 % RH at 70 °C. The specimen was immersed in
the saturated sea-salt solution at room temperature (RT) and dried in air. ..................... 124
Table 19 The pre-cracking and crack-transitioning procedure for SCC crack growth
testing of WM at 7 MPa√m exposed to 15 % RH air at 70 °C. The specimen was
immersed in the saturated sea-salt solution at room temperature (RT) and dried in air. 125

xii
List of Figures
Figure 1 Relationship between RH, surface temperature, and conditions of deliquescence
for potentially relevant salt assemblages [21]. .................................................................... 9
Figure 2 Schematic of anodic and cathodic electrochemical reactions in an initiated pit. 15
Figure 3 Representative polarization curve with Epit and Ecorr indicated. Additionally,
metastable pits prior to Epit are shown. ............................................................................. 17
Figure 4 Representative cyclic polarization curve with Epit and Erep indicated. ............... 18
Figure 5 SEM images of the surface of (a) BM, and (b) WM before testing. .................. 35
Figure 6 Plots of OCP in 43 hours. A, B and C represent the solutions shown in Table 4.
........................................................................................................................................... 38
Figure 7 Plots of potentiodynamic polarization curves at (a) the 1st hour, and (b) the 43rd
hour of testing. .................................................................................................................. 41
Figure 8 EIS spectra and the equivalent circuit. (a) BM-A, (b) WM-A, (c) BM-C, (d)
WM-C, (e) equivalent circuit used to fit the EIS spectra. ................................................. 46
Figure 9 EIS spectra and the equivalent circuit. (a) BM-B, (b) WM-B, (c) equivalent
circuit used to fit the spectra. ............................................................................................ 49
Figure 10 The 3D morphology profile of pits by optical profiler. .................................... 51
Figure 11 Relationships of pit depth and density. (a) BM-A, (b) WM-A, (c) BM-B, (d)
WM-B, (e) BM-C, (f) WM-C. .......................................................................................... 53

xiii
Figure 12 Pit density evolution with time. (a) BM-A, (b) WM-A, (c) BM-B, (d) WM-B,
(e) BM-C, (f) WM-C......................................................................................................... 55
Figure 13 CDF of the pit depth with exposure times: (a) BM-A, (b) WM-A, (c) BM-B, (d)
WM-B, (e) BM-C, and (f) WM-C. ................................................................................... 59
Figure 14 Data from Figure 13a plotted on (a) exponential paper, and (b) normal paper.
The straight lines indicate fits to the distribution. For clarity not all data from Figure 13
are shown. ......................................................................................................................... 62
Figure 15 (a) SEM image: titled view of the pit in the BM specimen exposed to the 1.5 M
chloride sea-salt solution at 70 °C. (b) STEM dark field image: TEM foil with the pit
cross-section. ..................................................................................................................... 64
Figure 16 STEM image of the cross-section of the pit with an EDS spectrum scan
indicated with a red spot. .................................................................................................. 64
Figure 17 (a) STEM image of the bottom of the pit with an EDS line scan indicated with
a red line. (b) Corresponding EDS concentration profiles of Ni, Cr, Fe and O measured at
the line. .............................................................................................................................. 65
Figure 18 (a) STEM dark field image of the matrix near to the pit with an EDS line scan
indicated with a red line. (b) Corresponding EDS concentration profiles of Ni, Cr, Fe and
O measured at the line....................................................................................................... 66
Figure 19 The frequency distribution of pit depth: (a) BM with 1 g/m2 NaCl in 60 % RH
at 40 °C, (b) WM with 1 g/m2 NaCl in 60 % RH at 40 °C, (c) BM with 10 g/m
2 NaCl in
60 % RH at 40 °C, (d) WM with 10 g/m2 NaCl in 60 % RH at 40 °C. ............................ 73

xiv
Figure 20 The frequency distribution of pit depth: (a) BM with 1 g/m2 sea-salt in 15 %
RH at 70 °C, (b) WM with 1 g/m2 sea-salt in 15 % RH at 70 °C, (c) BM with 10 g/m
2
sea-salt in 15 % RH at 70 °C, (d) WM with 10 g/m2 sea-salt in 15 % RH at 70 °C. ........ 74
Figure 21 Pit density evolution with time: (a) BM with 1 g/m2 NaCl in 60 % RH at 40 °C,
(b) WM with 1 g/m2 NaCl in 60 % RH at 40 °C, (c) BM with 10 g/m
2 NaCl in 60 % RH
at 40 °C, (d) WM with 10 g/m2 NaCl in 60 % RH at 40 °C. ............................................ 75
Figure 22 Pit density evolution with time: (a) BM with 1 g/m2 sea-salt in 15 % RH at
70 °C, (b) WM with 1 g/m2 sea-salt in 15 % RH at 70 °C, (c) BM with 10 g/m
2 sea-
salt15 % RH at 70 °C, (d) WM with 10 g/m2 sea-salt15 % RH at 70 °C. ........................ 76
Figure 23 CDF of the pit depth with exposure times: (a) BM with 1 g/m2 NaCl in 60 %
RH at 40 °C, (b) WM with 1 g/m2 NaCl in 60 % RH at 40 °C, (c) BM with 10 g/m
2 NaCl
in 60 % RH at 40 °C, (d) WM with 10 g/m2 NaCl in 60 % RH at 40 °C. ........................ 78
Figure 24 CDF of the pit depth with exposure times: (a) BM with 1 g/m2 sea-salt in 15 %
RH at 70 °C, (b) WM with 1 g/m2 sea-salt in 15 % RH, at 70 °C, (c) BM with 10 g/m
2
sea-salt15 % RH at 70 °C, (d) WM with 10 g/m2 sea-salt15 % RH at 70 °C. .................. 80
Figure 25 SEM images of the pit geometry of the BM specimen exposed to 15 % RH at
70 ºC. ................................................................................................................................. 83
Figure 26 STEM image of the cross-section of the pit. .................................................... 83
Figure 27 (a) STEM image of the pit interface with an EDS line scan indicated with an
orange arrow. (b) Corresponding EDS concentration profiles of Ni, Cr, Fe and O
measured at the line. ......................................................................................................... 84

xv
Figure 28 STEM dark field images of the pit with EDS mapping areas indicated with the
red boxes: (a) area A, (b) area B, and (c) comparison of element profiles of Ni, Fe, Cr and
O between the two areas. .................................................................................................. 85
Figure 29 A physics based multi-state transition model diagram. S: initial state. G:
growth state, D: declining state, R: repassivation state, C: critical state. ......................... 91
Figure 30 A physics based multi-state transition model diagram with sub-states Gi and Dj.
........................................................................................................................................... 94
Figure 31 A diagram illustrates the pit depth states in a material matrix. ........................ 95
Figure 32 Comparison of optimized result and measured data of pit density in (a) short
term, and (b) long term. .................................................................................................. 104
Figure 33 Modeling results of the pitting corrosion states with time. ............................ 105
Figure 34 Comparison of the frequency distribution of pit depth (a) laboratory measured
data, (b) simulation. ........................................................................................................ 106
Figure 35 Simulation results of frequency distribution of pit depth. .............................. 107
Figure 36 Pit density with depth of SS316L specimens at various exposure times exposed
to 1.12 M chloride sea-salt solution at 72 °C [106]. ....................................................... 108
Figure 37 Comparison of optimized result and measured data of pit density. ............... 110
Figure 38 Modeling results of the pitting corrosion states with time. ............................ 110
Figure 39 Comparison of the frequency distribution of pit depth (a) laboratory measured
data (b) simulation. ......................................................................................................... 111
Figure 40 Standard 0.5 inch thickness CT specimen: (a) schematic view, (b) solid view.
......................................................................................................................................... 116

xvi
Figure 41 Picture of the SCC test system (located in W396 Scott Lab, OSU). .............. 118
Figure 42 Schematic diagram of autoclave inner structure setup (not scaled). .............. 119
Figure 43 Schematic diagram of DCPD test system setup. ............................................ 119
Figure 44 Crack length with time of the SCC propagation testing of the BM specimen at
the stress intensity factor of 9 MPa√m exposed to 15 % RH air at 70 °C. ..................... 126
Figure 45 Crack length with time of the SCC propagation testing of the WM specimen at
the stress intensity factor of 8 MPa√m exposed to 15 % RH air at 70 °C. ..................... 126
Figure 46 Comparison of crack growth rate of the BM and the WM specimens. .......... 127
Figure 47 TEM foil preparation of the WM-made CT specimen exposed to 15 % RH air
at 70 °C. (a) Overview of the cracking from notch (bottom) to the tip (top), (b) the tip of
cracking with a Pt layer (mark), (c) foil has been etched, and (d) the TEM foil is attached
to a TEM grid. ................................................................................................................. 130
Figure 48 STEM dark field image of the cross-section of the crack with an STEM-EDS
mapping area indicated by a red box. ............................................................................. 131
Figure 49 (a) STEM dark field image. Elemental maps of (b) Pt, (c) C, (d) Cr, (e) Fe, (f)
Ni, and (g) O. .................................................................................................................. 132
Figure 50 STEM-EDS elemental maps of (a) Mg, and (b) Cl. ....................................... 133
Figure 51 STEM-EDS concentration profiles (atomic normalized) measured at the spots
in Figure 49a. .................................................................................................................. 134
Figure 52 Corresponding STEM-EDS concentration profiles of C, Cr, Fe, Ni and O
measured at the line in Figure 49a. ................................................................................. 135

xvii
Figure 53 (a) STEM dark field image with an STEM-EDS line scan indicated with a red
line. EDS elemental maps of (b) O, (c) Fe, and (d) Ga................................................... 137
Figure 54 Corresponding EDS concentration profiles of O, Cr, Fe, Ni and Ga measured at
the line of Figure 53a. ..................................................................................................... 138
Figure 55 STEM dark field image of the cross-section of the tip of crack with a STEM-
EDS mapping area indicated with a red box. .................................................................. 138
Figure 56 EDS elemental maps of the area in Figure 55. (a) STEM dark field image, (b)
O, (c) Fe, (d) Ga. ............................................................................................................. 139

1
Chapter 1: Introduction
1. Background and significance
More than 1,500 dry storage facilities which are loaded at 63 independent used nuclear
fuel (UNF) storage installations in the United States coastal and lake/river-side regions [1]
have been licensed for operating periods of up to 60 years since the 1980’s. The fuel in
these systems and those that will be discharged in the foreseeable future may need to
remain in storage for up to 100 years [2]. In a host of cases, a salty air environment exists.
Accordingly, the storage facility will be exposed to a salty environment for the entire
storage period.
One type of dry storage facilities is the thin-walled stainless steel (SS) welded canister
within an overpack (concrete or hollow SS filled with concrete). The overpack both
protects the canister from weather and provides radiation shielding from the high
radiation fluxes. Type 304/304L SS and Type 316/316L SS are the standard body
materials for canisters [3]. Type 308/SS308L SS and Type 316/316L SS are commonly
used as weld filler metals.
Recent evaluations by the Nuclear Regulatory Commission (NRC) [1], the U.S.
Department of Energy Office of Nuclear Energy Used Fuel Disposition Program [4], the
Electric Power Research Institute Extended Storage Collaboration Program [5] and the

2
Nuclear Waste Technical Review Board (NWTRB) [6] claimed that the welded canisters
are robust due to low levels of degradation caused by thermal, mechanical and radiation
effects. However, they are susceptible to chloride-induced stress corrosion cracking
(CISCC) as a continuous deliquescent-salt moisture film can form and remain on the
surface. CISCC is one of the major technical gaps for extended dry storage facilities and
listed as the highest priority of concern in the NRC and NWTRB reports.
CISCC is influenced by the combination of aggressive environment (chloride ions and
oxidized species in our case) and tensile stresses (residual tensile stresses in our case) on
susceptible materials (austenitic SSs in our case). Note that SSs are useful only due to the
nanometer scale oxide layer or the passive film formed on the metal surface. The oxide
layer naturally forms on the SS surface and significantly reduces the rate of corrosion in
aggressive environments. However, such oxide layer is often susceptible to be localized
breakdown by the attack of aggressive ions (e.g. chloride ions), resulting in the
accelerated dissolution of the underlying metal. In the case of canisters, the attack
initiates on an open surface called pitting corrosion. Pitting corrosion can lead to
accelerated failure of structural components by perforation or acting as an initiation site
for cracking [7].
CISCC causes the potential for significant impacts on safety as it will lead to partial or
through-wall corrosion and cracking of canisters. The integrity of canisters is of
paramount importance as the systems not only prevent the release of radionuclides but
also provides an inert atmosphere (helium backfilled) for the irradiated fuel. Helium
3
backfilled inside the welded canisters provides improved heat transfer and minimizes the
potential for fuel degradation during subsequent storage. If helium leaks, and the air is
allowed to enter together with the moisture in the air, oxidation of the fuels and claddings
will occur.
Methods of mitigating or reducing CISCC on canister body and welds are available. The
industry is developing advanced canisters which are made of CISCC resistant materials
(e.g. SUS329J4L and S31254 [8]) and employing modifying welding process (e.g. low
heat input, high speed, and narrow weld zone) to reduce the thermal damage. However, in
the past 20 years, the welded canisters were fabricated without such mitigations.
Available studies suggested that the primary factors affecting the potential CISCC of the
welded canisters include: the presence of surface temperature variables, the surface
relative humidity (RH), the deliquescent sea-salt concentration, and tensile stresses
caused by the welding process [9-12]. The canister surface temperature is very high at the
initial due to the UNF and then becomes lower with the time increasing due to the decay
heat. The maximum temperature at the initial can be around 140 ºC. The surface
temperature is not homogeneous due to the divergent flowing air. Sea-salt and other
impurities are carried in by the air and deposit on the canister surface. The deliquescence
of sea-salt will start once the surface temperature reduced to the temperature for limiting
relative humidity (RHL). The deliquescent sea-salt will form a corrosive aqueous
moisture layer on the canister surface, leading to pitting corrosion. Pitting corrosion is the
trigger of SCC according to a multitude of studies (e.g. [13-15]). Canisters are fabricated

4
by cold rolling and welding processes. The fabrication processes make hundreds of MPa
tensile residual stresses remain [16], which are known to be sufficient to promote SCC
[17].
2. Objective and scope
The goal of the study is to develop a robust method for evaluating CISCC of in-service
storage canisters. The study will perform experimental work assessing the effect of
environmental conditions and canister materials (variations in weld-induced tensile
stresses) on pitting and SCC initiation and growth rates. This work will be used to
parameterize a Markov model for anticipating canister failure.
Experimental of canister pitting and SCC initiation will be undertaken to evaluate
conditions under which corrosion pits occur, grow and ultimately provide a locus for
SCC initiation. This work will not only assess conditions and timing of corrosion
initiation but also evaluate the pitting corrosion resistance in variations of environmental
terms and materials. The work will also provide assistance in the evaluation of the
incubation time for SCC following the start of localized corrosion.
SCC experiments under typical canister surface conditions will be conducted to evaluate
crack growth rates and crack characteristics. This part of work will provide data for
parameterization and validation of models about SCC corrosion model.
The probabilistic corrosion model will be developed based on the Markov chain concept
and corrosion growth law to simulate the pitting corrosion states, as well as density and

5
depth. The model will be parameterized and validated using the experimental studies of
canister pitting, and can provide a mechanistic basis for the predictive model of SCC
crack initiation and growth, assessing corrosion for different storage facilities and
environmental conditions.
3. Overview of the studies of CISCC relevant to in-service canisters
3.1 Surface temperature variables
Canister bottom has the lowest temperature due to the entrance of cooling air. A study of
the single point on the bottom of a mockup canister supports that the surface temperature
decreases over time [18]. The canister surface temperature could significantly vary,
which depends on the decay heat, locations, and temporal weather variations. Within the
overpack, passive airflow cools the canister but results in significant temperature
gradients due to the flow direction. Recent modeling [19, 20] as well as actual
measurements on the surface of an in-service horizontal storage canister [21, 22] shows
that the canister surface temperature greatly varies across the surface, being cooler at the
bottom where the air flowing in the inlets of the overpack first contacts the canister and
progressively hotter going up the canister side. The modeling and the measurement both
show the maximum temperature difference on the surface more than 50 ºC.
3.2 Salt deposit composition
The compositions of the salt deposit on the container surface determine the temperature
for salt deliquescence. Many dry storage facilities are in near-marine settings so that the

6
salts in dust and aerosols are expected to be dominated by sea-salt. Table 1 lists the
compositions of ASTM D1141-98 synthetic sea water [23] which is dominated by
sodium-magnesium chloride sulfates, being widely used in corrosion experiments for sea
spray.
While sea water may represent the primary source of salts in near marine environments, it
is not the only one. Rainwater and fog in near marine environments are not pure sea-salt,
contain variable but significant amounts of ammonium and nitrate, and are enriched in
sulfate relative to sea-salt. For marine aerosols, reactions with atmospheric volatiles may
substantially modify the composition of sea-salt particulates. Reactions with nitric acid
and acidic sulfur compound in the atmosphere act to convert sea-salt to nitrate and sulfate
compounds, accounting for the enrichment of these species in atmospheric aerosols
adjacent marine areas and even above the oceans. Sea-salt chloride in sea breezes on the
west shore of the Iberian Peninsula is depleted by 67% and 24% of fine and coarse
particles respectively, by the time the air mass reaches the coast [24]. What’s further,
inland atmospheric salts are dominantly ammonium-calcium-nitrate-sulfates, with only
minor chloride, according to Bryan and Enos [25]. However, chloride ion salt represents
the atmospheric salt load because of it is the aggressive factor to pitting corrosion of SSs,
instead of others such as dust and aerosols. Study of sea-salt deposit on SSs at the
temperature for deliquescence will closely simulate the corrosion behavior of canisters in
service.
7
Species Composition (mg/L)
NH4+ -
Na+ 11031
K+ 398
Mg2+
1328
Ca2+
419
Cl- 19835
Br- 68
F- 1
SO42-
2766
NO3- -
BO33-
26
HCO3- 146
Table 1 The chemical compositions of ASTM D1141-98 sea water [23].
3.3 RH and salt deliquescence
RH is the ratio of partial pressure of vapor in the air (P) to the saturate vapor pressure at
the same temperature (Psat). It is significantly influenced by temperature. The RH of a
surface with higher temperature is lower than the RH of that with lower temperature
(because Psat is higher at higher temperature). At the same temperature, the higher
ambient humidity (AH) makes the RH higher. However, AH slightly influences RH, and
under any likely conditions to occur, the water content in the ambient air is close to 30-35
g/m3 . The area between the blue curves shown in Figure 1 is the canister surface
temperature and the RH most likely.
Salt deposit will undergo deliquescence at the temperature and develop a highly chloride
ion concentrated moisture film on the canister surface [26]. The measured data shows that

8
the salt deposit on the canister surface after 19 years’ service was 1 g/m2 (which is
extremely small), but there was highly chloride ion concentrated moisture film formed by
deliquescence (> 6 M chloride).
Figure 1 shows the deliquescence RH values for NaCl, MgCl2, and sea-salt. The single
salt deliquescence RH values are beyond 20%. While for sea-salt (a mixture of NaCl,
MgCl2 and others), many studies have shown that the corrosion occurs well below the
deliquescence RH value of any single salt [6, 27]. This value is referred to limiting
relative humidity (RHL). Shirai et. al [28] measured the deliquescence RHL of sea-salt
for canister corrosion is 15% (the red line in Figure 1), which is a universal RH value
used to evaluate canister corrosion.
RHL is a significant value to refer when estimating the start of deliquescence of mixed
salts, considering the decline of surface temperature due to the air cooling and decay heat.
Once the surface temperature dropped to the temperature for deliquescence, the pitting
corrosion will start to occur. At 15% RHL with 30-35 g/m3 ambient air, it is estimated
that the corrosion will initiate when the canister surface temperature decreases to 70 °C.
Previous studies demonstrated that both Type 304L BM and WM are susceptible to crack
initiation at all salt concentrations from 0.1 to 10 g/m2 and the temperatures between 35
and 80 °C [29].

9
Figure 1 Relationship between RH, surface temperature, and conditions of deliquescence
for potentially relevant salt assemblages [21].
3.4 Residual stress
The applied stress caused by the inner pressure on the canister body is not considered as
the extremely low value, especially compared with the residual stress. The worst case
calculation indicates that the maximum value of internal pressurization is 0.35 MPa
hydrated uranium oxides (assuming 1 kg of UO2·2H2O which yields 112 g of water)
heated to 250°C by decay heat after sealing [30]. Accordingly, this maximum value of
inner pressure should not be high enough to cause any significant problems.

10
The high tensile residual stress caused by welding is the primary contributor of CISCC.
Sufficiently high tensile residual stresses exist in the canister welds and their associated
heat affected zones (HAZs) to allow for SCC initiation and potential through-wall growth
if exposed to a corrosive environment [16, 31]. There are limited stress reliefs on the
body longitudinal or circumferential welds or the lid closure welds. When the welds are
rapidly cooled to room temperature rather than being thermally or mechanically annealed
to relieve the stresses, highly tensile or compressive residual stresses may develop around
the welding area.
Welding process has two major effects on corrosion. Firstly, it induces residual stresses
in the weld and the adjacent HAZ, which weaken the corrosion resistance of the metal,
increasing pitting and general corrosion rates. Residual stresses, if sufficiently high, can
also support SCC of the metal. Secondly, the welding heat sensitizes the metal at HAZ.
Sensitization occurs when carbon and chromium in the steel diffuse to the grain boundary
(GB) and combines to form chrome rich carbides, resulting in a Cr-depleted selvage on
the grains along the GBs and therefore much more readily than the BM. GB corrosion
also helps to support SCC. Note that the WM itself is cooled from a molten state and
annealed such that avoids being sensitized.
A finite element analysis presented the residual stress distribution on a canister [31]. The
circumferential storage canister weld resulted in high tensile hoop stresses in the weld
and HAZ, remaining near or above yield strength throughout the thickness of the canister.
The longitudinal weld induced high tensile residual stresses in the axial direction, also

11
remaining near or above yield strength throughout the thickness of the canister. Both the
longitudinal and circumferential results suggest that a potential CISCC indication would
have a tendency to grow perpendicular to the weld direction, but would reach a region of
compressive stress approximately 40 mm from the weld centerline.
The residual stress measurement on a full-scale mockup container by Enos and Bryan [16]
verified that there are sufficient through-wall tensile stresses to support SCC crack
propagation. Far from the welds, the residual stresses are tensile on the outer diameter,
then compressive on the inner diameter. Circumferential welds are actively tensile
through the thickness, with the largest stress (up to 340 MPa) being parallel to the weld
direction. Longitudinal welds are also strongly tensile through the thickness, with the
largest stresses (up to 450 MPa) parallel to the weld direction.
Both the calculation and measurement of residual stresses in the canister indicate
deleterious effects on potential crack growth since no compressive regions exist to slow
or arrest through-wall growth.
12
Chapter 2: Fundamentals of CISCC
1. Pitting corrosion mechanism
Localized corrosion frequently forms at the locations of inhomogeneous steel matrix
(typically at welded joints), discontinuous surface films, differential aeration and
different pH, as where usually form the macro-galvanic cells [32]. Pits almost always
initiate due to chemical or physical heterogeneity at the surface such as inclusions,
second phase particles, solute-segregated GBs, mechanical damage, or dislocations [33].
Most engineering alloys have many or all such defects, and a pit tends to form at the most
responsive sites first. For example, pits in SSs often associate with manganese sulfide
(MnS) inclusions. The role of MnS inclusions in promoting the breakdown and localized
corrosion of SSs has been broadly recognized [7, 33, 34].
SSs are resistant to electrochemical corrosion due to the chromium oxide passive layer
(1-3 nm) [35]. However, aggressive anionic species, especially chloride ions, can locally
damage the passive layer, and the damage was reported in [36-38]. Where the steel loses
passivity above a critical potential, is called Epit, Eb, or film breakdown potential; the
phenomenon is responsible for pitting corrosion. Because of deliquescent salts, the
canister surface moisture film is strongly acidic and makes the steel electrical potential
above Epit.

13
The pitting corrosion resistance tends to be varied with the concentrations of chloride
ions. The reason for the aggressiveness of chloride ions has been considered, and a
number of investigations and examinations were carried out in marine and offshore
installations [7]. Chloride is an anion of a strong acid, and many metal cations exhibit
considerable solubility in chloride solutions. Pitting phenomenon can be summarized as
the local pit environment depleted in the cathodic reactant, such as dissolved oxygen, and
enriched in metal cation including anionic species [39]. Hence, the presence of the
oxidizing agent (oxide) in a chloride-containing environment is extremely damaging as to
enhance localized corrosion.
Previous studies commonly agreed that there are two stages of pitting progress:
metastable pitting and stable pitting. Pitting decline is a mid-state between propagation
and repassivation. It is difficult to distinguish that whether a pit is at the declined state
through observing, but its existence is considerable.
Pits are in nucleation state when the aggressive species rapidly penetrate the protective
oxide film. They start to grow after the nucleation. Figure 2 shows that the anodic and
cathodic electrochemical reactions that comprise corrosion spatially separate during
pitting. The metal, M, is being pitted by an aerated NaCl solution. Rapid dissolution of M
releases more Mn+
in the pit, while oxygen reduction takes place on the adjacent metal
surfaces. More Cl- ions are attracted in the pit to neutralize, since the total charge of a
solution must be zero. Oxygen is consumed in the pit and shifts most of the cathodic
reaction outside of the pit. The cathodic reaction is

14
O2 + 2H2O + 4e− → 4OH−
The acidic chloride environment is aggressive to most metals and tends to prevent
repassivation, thereby promoting the propagation.
The alloy compositions and microstructure have strong effects on the pitting corrosion
resistance. An existing pit can also be repassivated if the material contains a sufficient
amount of alloying elements such as Cr, Mo, Ti and so forth. Epit was correspondingly
found to increase dramatically as the Cr content increased above 13 %, which is a critical
value to create SSs [40]. Increasing concentration of Ni, which stabilizes the austenitic
phase, moderately improves the pitting resistance of Fe-Cr balanced alloy [40]. Small
increases in certain minor alloy elements include Mo and N can greatly reduce pitting
susceptibility [33]. Mo is practically effective but only in the presence of Cr through
enhancing the enrichment of Cr in the oxide film.
The majority of the researchers seem to favor the notion that removal of oxidizing agents,
e.g. removal of dissolved oxygen, is one powerful approach for reducing susceptibility to
localized corrosion. However, it is also supported that sufficient oxygen to the reaction
may enhance the formation of an oxide layer and thus repassivate or heal the damage to
the passive film, especially the increase in potential associated with oxidizing agents
would improve pitting potential, Epit [33].
The solid salt film which forms on the pit surface would enhance stability by providing a
buffer of ionic species that can dissolve into the pit to re-concentrate the environment in

15
the event of a catastrophic event, such as the sudden loss of a protective pit cover [7].
Under mass-transport-limited growth of solid salt film formed on the pit surface, pits can
be hemispherical with polished surfaces; while in the absence of a salt film, pits can be
crystallographically etched or irregularly shaped [7].
Figure 2 Schematic of anodic and cathodic electrochemical reactions in an initiated pit.

16
2. Pitting corrosion of SSs in chloride ion environment
Previous studies used various techniques to understand the pitting corrosion of materials
occurred in brine solutions. These methods include analyzing the local chemistries, the
potentiostatic characterization, potentiodynamic characterization, etc.
The local chemistries were in considerable interest and investigated by a range of
techniques. Wong et al. [41] described a way to isolate the pit solution by the rapid
freezing of the electrode in liquid nitrogen, removing the surface excess and subsequent
thawing. This approach is mainly used to study the pH in aluminum pits and the chloride
ion concentration in pits for SSs, allowing a considerable volume of pit solution to be
analyzed. Likewise, Frankel [7] suggested the way to isolate the pit solution by using
artificial pit electrode methods. This is also known as one-dimensional pit, or lead–in-
pencil electrode, which is a wire embedded in an insulator such as epoxy. Another way to
isolate the pit solution is by inserting microelectrodes into pits, cracks and crevices. With
this technique, once the local solution composition is fully characterized, it is possible to
reassemble the local environment by reconstituting it in bulk form from reagent grade
chemicals, and then determining the electrochemical behavior of a normal-sized sample
extracted from a local environment [7].
The electrochemical characteristic inside the cavity was also in interest as it would reveal
the different aspects of potentials existing within pitting corrosion. Figure 3 is a typical
polarization curve displaying the relationship of Ecorr and Epit, and the region of
metastable pits. Epit is principally treated as a standard to compare the pitting resistance

17
among all the metals and as a criterion whether the initiated cavity becomes stably
propagated. For instance, metals with low experimentally determined Epit have a higher
tendency to form pits naturally at open circuits [42]. The metastable pit, which initiates
for a limited period before repassivating, is found that it occurs below Epit, being not an
initiation point of pitting.
Figure 3 Representative polarization curve with Epit and Ecorr indicated. Additionally,
metastable pits prior to Epit are shown.
Repassivation potential (Erep) is the other criteria to interpret the pitting resistance. With
the effects of Epit and Erep, cyclic polarization experiments are used to measure the pitting
resistance of metals. The values could be used to determine under what conditions pitting

18
corrosion occurs. Figure 4 illustrates the typical repassivating polarization curve to
estimate the susceptibility of the metal alloy to pitting corrosion. The curve is used to find
Epit and repassivation potential (Erep). Higher Epit for material in a given environment
indicates greater resistance to pitting. Similarly, if the potential reduces below Epit, the
surface may repassivate and pit growth can stop. However, if the potential is between Epit
and Erep, pitting can be expected. Related studies have been undertaken by Szklarska-
Smialowska [33], Caines [43], Melchers [44] and Abood [45].
Figure 4 Representative cyclic polarization curve with Epit and Erep indicated.
However, using the electrochemical method to compare the pitting corrosion resistance is
not absolutely valid. The potentiodynamically determined Epit of most metals exhibits a

19
broad experimental scatter, of the other of hundreds of millivolts. Epit is insufficient for
the development of a fundamental understanding of the mechanism of pitting corrosion.
The other study interest of pitting corrosion is the influence of pit chemistry on pit
growth and stability, which has been provided by Galvele et al. [46]. The concentrations
of various ionic species at the bottom of modeled one-dimensional pit geometry were
also studied [7, 46]. The concentration of various ionic species is determined as a
function of current density based on a material balance that considered generation of
cations by dissolution, outward diffusion, and thermodynamic equilibrium of various
reactions such as cation hydrolysis [7]. Galvele et al. [46] found that a critical value of
the factor x.i, (where x is pit depth and i is current density), correspond to a critical pit
acidification for sustained pit growth. Current density in a pit is a measure of the
corrosion rate within the pit and thus a measure of the pit penetration rate. x.i can be used
to determine the current density required to initiate pitting at a defect of a given size.
Increasing the pit density increases the ionic concentration in the pit solution, often
reaching supersaturation conditions.
The aggressive ions, take significant effect on the rate of pitting corrosion. It is revealed
that Ecorr and Epit decreased, and current density in the passive region increased with the
increase of chloride ion concentrations [47]. A linear relationship between Epit and the
chloride ion concentration was found [47]. The previous anodic potentiodynamic tests of
Type 304L SS suggested that for the NaCl solution (pH 2) under 4.5 % concentration,
passivation region had a significant range between the Ecorr and Epit, and passivation

20
break-down potential Epit shifted towards more positive potentials with the decrease of
chloride concentration [47]. A steady increase of current with potential in 4.5% NaCl
which indicated active corrosion was observed [47].
3. Modeling of pitting corrosion
3.1 Comparison of deterministic and probabilistic models
A wide range of diverse pitting corrosion models that have been proposed can be
characterized as either deterministic or probabilistic (include statistical and stochastic
methods) [48-53].
A deterministic model is often formulated using partial differential equations based on a
set of variables and environmental parameters [49, 50]. Different deterministic models do
not use the same set of variables because they consider various aspects of the corrosion
mechanism. The partial differential equations could come from the kinetics or
electrochemistry [54]. Numerical solution of these partial differential equations is used to
make the prediction from the models.
The probabilistic models use probabilities to interpret certain factors of the dynamics of
pitting corrosion [51-53]. One example of the probabilistic model divides the metal
surface into a 2D array of hypothetical cells, then assigns the probabilities for the
transition between pitting states to each cell. Nucleation or destruction of a pit embryo is
controlled by comparing random numbers to an environment-dependent probability.
After a pit embryo grows to a certain stage, it becomes a stable pit and follows the

21
probabilistic rules for pitting growth. The environmental parameters come into the model
through the probabilities, and the computation is based on the theoretical formulation as
well as the empirical observation.
Models which are already constructed to be probabilistic in nature are more favorable for
the initial modeling effort since deterministic models must be adapted to probabilistic
forms if they are selected. Although deterministic models are easy to approach and
interpret regarding actual physical and chemical parameters, they cannot explain the
stochastic behavior of an actual corrosion process. Thereafter, deterministic models
cannot determine the realistic results through simulating. Probabilistic models, on the
other hand, only involve simple computations but are likely to generate more realistic
results than deterministic models. However, none of the probabilities in these models can
be related to the physical or chemical parameters; also, the probabilistic models are
localized and do not show global interactions.
Mears and Evans stated in 1934 [55] that “from the practical standpoint … it may be
more important to know whether … corrosion is likely to occur at all than to know how
quickly it will develop.” Yet, deterministic approaches have so far prevailed in corrosion
science, even though the stochastic theory was successfully used to explain pitting
corrosion characteristics such as the probability distribution of both Epit and the induction
time [56]. The work by Henshall et al. [57] showed that a computing model based on
stochastic theory could describe the pit initiation and growth on SSs and include some
deterministic elements.

22
It is recognized that the probabilistic model is an effective and persuasive simulation
method to predict the complex corrosion process. While, two approaches: statistical and
stochastic methods are commonly used on probabilistic models, leading to two directions
on the way to the eventuality. The following section will in further discovery the
probabilistic models through comparing its two methods.
3.2 Comparison of statistical and stochastic methods
The majority of researchers seem to agree on the notion that it is impossible to depend on
a single distribution of the statistic approach to simulate the complicated pitting corrosion
process. A combination of several probabilistic distributions is prone to be more factual.
Valor [58] modeled the pitting corrosion as the combination of two independent
nonhomogeneous in time physical process, one for pit initiation and one for pit growth.
Extreme value distribution was applied to produce a unified stochastic model of pitting
corrosion.
For instance, Valor, et al. [59] treated the pit generation process as a nonhomogeneous
Poisson process, in which induction time for pit initiation was simulated as the realization
of a Weibull process; it also combined the pit growth process as a nonhomogeneous
Markov process through using extreme value statistics. The model was able to display the
whole process of pitting corrosion from an embryo to stable growth, and it was
demonstrated to be valid on the specific conditions through experimental methods.
23
However, if further applications are intended under a variety of conditions, some
problems will arise: (1) It was static and thus limited in analysis of the time-dependent
probabilistic aspects of pitting corrosion; (2) It was weak in involving the changes of
environment and the model parameters must be derived from the experimental results at
the specific environments; (3) It is difficult to get sample data for the objective, and thus
decide how many samples to apply. Summarily, the limitations of the statistical approach
include the assumption of nominal “homogeneity” in the system (e.g. random distribution
of material microstructure, and solution flow rate), and inflexibility in dealing with
changes in operating conditions, environment or pit shapes [60].
Environment determines the severity of pitting damage [61], thereafter, to improve
corrosion models, it is necessary to not only account for the time but also include
contributing variables [62]. However, there is no accomplished model attempted to
include all the significant factors for naturally induced pitting corrosion of metals.
Among the validated models, compared with the statistic method, the stochastic method
is better for probabilistic events depending upon time, and a birth and death stochastic
parameter is more suitable to describe the whole process of pit initiation and
repassivation. In addition, previous developed stochastic models have demonstrated the
ability to involve with environmental factors.
A stochastic approach has been developed for probabilistic events depending upon time
and found to apply to pit generation events that change with time. The approach first was
introduced to explain the relation between the distribution of Epit and induction time for

24
pit generation [63, 64]. Williams, et al., described a random generation of pit and current
noise by assuming a stochastic process [65, 66]. Gabrielli, et al., reviewed the
probabilistic aspects of localized corrosion and discussed a general approach to the
stochastic process, including a counting process and noise generation [67].
There existed a substantial interest in the environmental parameters, but little quantitative
work has been done on corrosion damage generation and growth simulation models.
Baroux applied the stochastic theory to pitting corrosion of SS and analyzed the effect of
inclusions and inhibitors [68]. Macdonald, et al., combined the deterministic approach
with the stochastic model [69]. The elegant point-defect model for pit generation of a
passive film was used to explain the distribution of the induction time and Epit by
introducing the distribution function for the diffusion constant in the deterministic model.
Doelling, et al. reported that analysis of the distribution for pit generation time at a
potentiostatic condition for iron led to the same conclusion obtained by the deterministic
approach [70]. Hashimoto, et al., reported that the noise spectrum for iron in chloride
chromate solution could be explained by assuming pit generation and repassivation [71].
Murer and Buchheit [72] developed a Monte Carlo model for aluminum alloys, which
was based on Henshall’s [57]. The design collected experimental input parameters of
birth rate and death rate through multichannel microelectrode analysis, which was
statistically significant. However, the assumption that death rate was equal to the birth
rate remained to be questioned, and the equations of stable pit growth rate were
deterministic rather than stochastic. In addition, it is well known that aluminum alloys

25
have an exponential dependence on electrochemical potential, a logarithmic dependence
on chloride ion concentration, and an exponential dependence on temperature, while the
model did not consider them.
The Monte Carlo model [53] developed by Henshall started to involve environmental
parameters quantitatively into the "birth and death" stochastic theory of pitting for SSs. It
included three critical environmental parameters: applied potential, chloride ion
concentration, and absolute temperature. The model explained the development process
which was based on the work of Janik-Czachor [73], Broli et al. [74] Herbsleb and Engell
[75], and Szklarska-Smialowska and Janik-Czachor [76]. It only directly combined the
separate proportionalities of variables, rather than considering synergistic reactions
between variables. The initiation of corrosion pits followed a statistical distribution of
induction time. The growth of corrosion pits was based on stochastic parameters derived
from a variety of experimental data. The model was based on Monte Carlo method such
that provided a microscopic and mechanistic view, as well as to qualitatively simulated
the effects of environment on pit generation and growth. However, the sensitivity
analysis was not adequately performed; according to the results, the model would largely
depend on the input parameters, remaining to be studied.
Among the numerous stochastic models, it is difficult to decide a definite model as a
general model to explain all the pit formation processes observed, but the experimental
data obtained in various cases could be fitted to a particular model by numerical or
graphic analysis using the formulated equations. The estimation of pitting generation and

26
growth places high demands in estimating the lifetime of materials in the specific
environments. A valid model with the ability to solve the significantly related factors for
naturally induced pitting corrosion is in high priority of interest.
4. SCC mechanism
In 1969, Staehle [77] concluded that “there presently is no reliable fundamental theory of
SCC in any alloy-environment system that can be used to predict the performance of
equipment even in environments where conditions are readily defined. There was an
almost uniform conclusion that no unifying mechanisms of SCC exist.” This conclusion
is still applicable today. Although the SCC mechanism is difficult to conclude, an amount
of studies has been undertaken to reveal the fundamentals of SCC and suggest the
tendency of structure failure for each SS at its application environment. It has been
concluded that susceptibility to chloride cracking in SSs is a function not of the crystal
structure of ferrite or austenite but of the compositions of these phases and the presence
of Cr-depleted zones around precipitations in ferritic alloys [78].
In many applications, pitting is the precursor to SCC because it provides the combination
of local aggressive solution chemistry and a stress concentrating feature [79]. The
fundamental steps in the overall process of crack development involve pit initiation, pit
growth, the transition from a pit to a crack, short crack growth and long crack growth. In
predictive schemes [80-82], the pit-to-crack transition is based on the phenomenological
requirements that the pit depth must be greater than a threshold depth, corresponding to a
threshold stress intensity factor, and that the crack growth rate should exceed the pit

27
growth rate. Except for the continuum-based models, the detail of how SCC actually
emerges from a pitting corrosion precursor has been clarified through unique 3-D images
which show the early stages of cracks evolving from pits in 3NiCrMoV steam turbine
disc steel [83]. It is demonstrated that SCC invariably originates from corrosion pits [84]
and cracks that have nucleated on pit walls can grow around the pit and coalesce to form
a complete through-crack [83].
With the materials used on the welded canister, CISCC occurs from the combined effect
of pitting corrosion under residual stress [27]. The process is a composite of the initiation
stage dominated by electrochemical mechanism and the propagation stage dominated by
both electrochemistry and metal separation. The initiation of CISCC by pitting corrosion
is widely accepted [85-90]. It is considered corrosion with local slip at the crack tip and is
often found to initiate where pitting corrosion has occurred. Kosaki [91], Nakahara and
Takahashi [92], Kawamoto [93] and Mayuzumi [94] found SCC initiation starts from the
bottom of the pitting corrosion area.
The origin of the crack is located on a stress concentration region, but its nucleation is a
result of high corrosive conditions [95]. Once the crack is initiated at the corrosion area,
it will propagate at a fast rate under the conditions of metal dissolution and residual stress.
The study of pitting and crack nucleation at the early stages of SCC under ultra-low
elastic load suggests that SCC emanates from the defect on the sample surface, and the
preferential SCC initiation sites are at the shoulders rather than at the bottoms of the
surface defect [96]. The likelihood of SCC propagation from an area of pitting corrosion

28
should increase with time as the depth of metal loss increases [97]. Metal separation is
faster than electrochemical dissolution during the process of propagation.
Note that crack propagation conditions must all be satisfied otherwise the propagation
will not occur. One study [27] found that below the RHL that pitting corrosion probably
did not occur, no SCC propagated in Type 304 SS after 125 days with simulated residual
stress. Moreover, according to the competing theory [97], even if the applied stress
intensity factor (K) exceeds the threshold stress intensity factor for SCC (i.e., K > K1SCC),
a crack will only initiate in a pit if the crack growth rate is more rapid than the rate of pit
growth. It is reasonable to expect that pitting corrosion will slow down with time as a
corroded area deepens and the diffusion distance increases. Overall, the SCC propagation
demands the satisfaction of all threshold conditions.

29
Chapter 3: Pitting Corrosion of SSs in Brine Solutions
1. Introduction
Motivated by the need to explore and compare the corrosion behaviors of BM and WM
exposed to highly concentrated chloride solutions as well as to supply laboratory
measured data to the expected pitting corrosion model, this study focused on observing
the pitting corrosion characteristics of Type 304L BM and the WM in the highly
concentrated NaCl solution and ASTM D1141-98 standard sea-salt solution at
temperatures of 40 and 70 °C. Extensive experimental data have been achieved by the
techniques include (1) microscope characterizations: focused ion beam/ scanning electric
microscope (FIB/SEM), scanning transmission electron microscope (STEM) equipped
with an electron energy dispersive spectroscope (EDS); (2) electrochemical techniques:
open circuit potential (OCP), electrochemical impedance spectroscopy (EIS), and
potentiodynamic polarization; and (3) optical profiler.
2. Specimen preparation
The Type 304L BM and WM were prepared based on the focus of research. The WM
was machined from the welding zone of a butt weld. The outer surface of the weld was
exposed to the investigated environments. The specimens were fabricated in the shapes of
circular disk and coupon, for electrochemical testing and immersion testing, respectively.

30
The copper deposit caused by electric discharge machining (EDM) was cleaned by DI
water, acetone and sandpaper polishing.
Each circular disk specimen was in 5 mm diameter and 4 mm thick, installed on a
polytetrafluoroethylene (PTFE) electrode head used on the electrochemical testing. The
edges of specimens were protected by washers from crevice corrosion, and the spherical
surface was 0.196 cm2
and exposed to the test environment. The exposed surface was
successively mechanically polished up to an 800-grit finish using sandpapers.
Each coupon specimen was machined to 4 cm2 square and 5 mm thick, mechanically
abraded and SiC diamond polished to 1 μm.
After polishing, the specimens were ultrasonically cleaned in acetone of analytical grade
for about 3 minutes, rinsed with ultrapure water (resistivity > 18 MΩ cm) and dried by
ethanol of analytical grade. They were kept in a desiccator for 3 days to form stable oxide
layers before testing. The chemical compositions of the specimens are displayed in Table
2 and Table 3.
Fe Cr Ni C P Si Cu N Cb+Ta Mn
Bal. 18.470 8.190 0.025 0.037 0.260 0.620 0.069 0.013 1.800
S Mo Ti Co Al B V W Ta Sn
0.025 0.400 0.003 0.123 0.006 0.001 0.060 0.029 0.001 0.008
Table 2 The chemical compositions of Type 304L BM circular disk specimen used in the
investigations (at %).

31
Fe Cr Ni C P Si Cu N Mn S Mo Co
Bal. 18.21 8.06 0.021 0.031 0.44 0.46 0.082 1.65 0.024 0.65 0.11
Table 3 The chemical compositions of Type 304L BM coupon specimen used in the
investigations (at %).
3. Solution preparation
The base solution was made up by dissolving an appropriate amount of analytical grade
and chemically pure NaCl or ASTM D1141-98 sea-salt1 in distilled water (18.2 MΩ∙cm).
Table 4 shows solution specifications.
Series Solute
Weight
Concentration
(wt %)
Chloride
Molarity
(M)
Temperature
(°C) pH
A 99.99 % pure NaCl 26.7 6.25 40 7.00
B ASTM D1141-98 sea-salt 10.5 1.5 40 7.32
C ASTM D1141-98 sea-salt 10.5 1.5 70 7.00
Table 4 Solution specifications.
1 Chemical compositions (g/L): NaCl 24.53, MgCl2 5.20, Na2SO4 4.09, CaCl2 1.16, KCl 0.695,
NaHCO3 0.201, KBr 0.101, H3BO3 0.027, SrCl2 0.025, NaF 0.003 and traces of nitrate compounds.

32
4. Test procedures
4.1 Electrochemical techniques
The experiments were conducted in a typical three-electrode electrochemical system in a
glass cell. The glass cell was filled with 1 L of test solution. The circular disk specimen
was installed on the working electrode (WE). A graphite rod seated inside a fritted glass
tube was used as the counter electrode (CE). An Ag/AgCl (4M KCl) reference electrode
(RE) was connected to the cell externally via a Luggin tube. The solution temperature
was maintained within ± 1 °C by using a thermocouple and a controllable hot plate. The
solution was exposed to the atmosphere via a condenser, which was also used to avoid
the evaporation of water. The solution was heated up to boiling and cooled down to the
desired temperatures (40 °C and 70 °C), then maintained at the desired test temperatures
for 3 hours for the equilibration with air. All electrochemical measurements were
performed using a Gamry Interface 1000 potentiostat controlled by the Gamry
Framework software.
After preparing the solution, the specimen was immersed in the solution. A
potentiodynamic polarization measurement at the 1st hour of immersion was conducted.
The potentiodynamic measurement was carried out at a scan rate of 0.5mV/s ranging
from -0.2V to 0.8V vs. OCP. After the test, the specimen was released from the WE,
rinsed with DI water and analytical grade acetone, and stored in the desiccator.

33
The other solution, as well as a new specimen, was prepared to take a 43-hour testing.
OCP measurement throughout the test was undertaken on the specimen with a sample
period of 1 second. EIS measurements at times of 1, 4, 9, 17, 25, 34 and 43 hours were
carried out at the OCP over a frequency range from 100 kHz to 10 mHz amplitude
sinusoidal voltage applied as the disturbance signal. After 43 hours, a potentiodynamic
polarization measurement was conducted at a scan rate of 0.5mV/s ranging from -0.2V to
0.8V vs. OCP. Replicate tests were conducted, and results were essentially the same.
4.2 Optical profiler
The coupon specimens were immersed in the solutions as shown in Table 4 at the time
intervals of 2, 5, 10, 20 and 30 days. After testing, they were ultrasonically cleaned in
acetone of analytical grade for 2 minutes, rinsed with DI water (18.2 MΩ∙cm) and dried
by ethanol of analytical grade. The 3D surface morphology of the specimen after the test
was observed using the non-contact ContourGT-I 3D optical profiler; the depth and
radius, as well as density of pits, were analyzed by the Vision64TM
software.
4.3 SEM/FIB and STEM/EDS analysis
The FEI Nova NanoLabTM
600 Dual-Beam (FIB/SEM) was used to observe the
microstructure of the specimen surface, as well as to prepare a thin cross-section slice
(typically 100-200 nm thick foil). Microchemistry analysis was also conducted by FEI
Tecnai F20 S/TEM equipped with an efficient collection of X-rays for elemental analysis
down to the sub-nanometer level.

34
5. Results and analysis
5.1 WM properties
Before testing, the specimen surface was examined by SEM. The differences between the
BM and the WM are compared in Figure 5. The BM is homogenous (Figure 5a), and the
WM has two phases shown as two contrasts in Figure 5b. Table 5 displays the
compositions of the lighter gray phase (e.g. spot 1) and the darker gray phase (e.g. spot 2).
The second phase is susceptible to Cr-C precipitations due to the higher content of Cr and
C, and extremely low content of Ni compared with the BM.
To maintain high resistance to localized corrosion, it is commonly agreed that alloying
elements must be homogeneously distributed. The balance of alloying elements can be
changed by the precipitation of various secondary phases, due to welding process and
applied conditions. The most common precipitates are secondary austenite (γ2), nitrides,
M23C6 carbide and Fe-Cr-Mo intermetallic phases such as σ phase, χ phase, and R phase.
Their presence can cause degradation of the metal, particularly its corrosion properties.
The severity of corrosion attack depends on the nature and a number of undesirable
phases, the chemical compositions of the metal as well as the production conditions [98,
99]. In the steel welded joint, coarsening of the M23C6 precipitate by weld thermal cycle
renders the creep rupture strength of the welded joint significantly lower than the BM
[100].
Besides Cr-C precipitations, it is observed that intergranular crack (IGC) occurring in the
stabilized SS is also caused by Cr depletion due to the segregation of the solute Cr atoms

35
in the grain boundary (GB) [101], contrasting with the conventionally favored
mechanism that IGC occurs due to the formation of Cr-C precipitations in the GB. This
discovery illustrated that the stabilizer elements (e.g. Ti, Nb) precipitated with carbon in
the GB, and Cr diffused out from the precipitate and formed a depletion zone between the
GB and the matrix. Combined with the Cr-C distribution examined at the welding zone, it
is predictable that partial of Cr will diffuse out from the Cr-C precipitations and form a
depletion zone around the GB, and weaken the corrosion resistance.
Figure 5 SEM images of the surface of (a) BM, and (b) WM before testing.

36
Spot 1 Spot 2
Atomic % Uncertainty % Atomic % Uncertainty %
Fe 70.43 2.76 60.1 3.01
Cr 19.7 4.02 21.47 4.07
Ni 9.87 7.56 0 0
C 0 0 18.43 18.84
Table 5 Atomic concentrations of spots shown in Figure 5b.
5.2 The evolution of corrosion potential
The corrosion potential is when the corrosion rate of oxidation equals to the corrosion
rate of reduction. In general, the material with a more positive corrosion potential is
expected to be more corrosion resistant in that particular solution than one with a more
negative corrosion potential. The results of materials in differently concentrated chloride
solutions usually can be ranked according to the resistance to corrosion based on
potentials.
Figure 6 shows the OCP results of the specimens exposed to the investigated
environments. Table 6 summarizes their starting and ending potentials (average hourly).
A, B and C represent the solutions shown in Table 4.The OCP value fluctuated in the
testing, not showing a steady increasing or decreasing. The OCP value of the WM
specimen had more significant fluctuations than the one of the BM specimen. Breakdown
of oxide layer and repassivation of oxide layer alternatively occurred on the metal surface.
For the duplicate tests of one metal in one environment, the starting potentials were not

37
always the same, and the fluctuation of potential did not follow an order; however, the
potential always reached the same value after 35 hours and became relatively stable.
The WM typically had much lower OCP values than the BM in the same environment,
indicating the less corrosion resistance. To the localized corrosion at welded joints, when
the WM is less noble than the parent metal, the former corrodes selectively. Since both
are ferrous metals, the difference in the OCP between the anode and the cathode would
not be significant. As shown in Table 6, in the same test condition, the difference in the
OCP of WM and BM is about 30- 90 mV. However, the penetration rate could be high
because a small shift of the potential of the anode in the noble direction causes a large
increase in the dissolution rate [102]. The WM at the welded joint will be selectively
attacked in the aggressive environment.
The chloride ion concentration significantly affected potentials. The specimens exposed
to 6.25 M chloride NaCl solution had significantly lower corrosion potentials than those
to 1.5 M chloride sea-salt solution. Temperature has a small effect on the potential
changes when compared the values of 1.5 M chloride sea-salt solution at 40 °C and 70 °C.

38
Figure 6 Plots of OCP in 43 hours. A, B and C represent the solutions shown in Table 4.
Time BM-A WM-A BM-B WM-B BM-C WM-C
The first hour -238.3 -40.1 -73.6 -130.5 -101.9 -112.7
The last hour -251.6 -286.5 -51.8 -139.7 -65.1 -126.9
Table 6 The starting and ending potentials in mV vs. SSE (average hourly).
5.3 The identification of pitting potential
The evolution of pitting on SSs in chloride-containing solutions occurs in three stages: (1)
pit nucleation, (2) metastable growth of pit, and (3) stable pit growth [7]. For the stable
pit growth which is characterized by the pitting potential, Epit, several critical conditions

39
should be met. When the critical conditions are not satisfied, pits will repassivate without
further growth, which is called metastable pit growth.
In the early hours, the oxide layer formed in the aggressive solution was unstable.
Breakdown and repassivation of the layer alternatively occurred. The potentiodynamic
testing at the 1st hour was conducted, and the result is shown in Table 7a. Significant
current density spikes are in the passivation zone, i.e. below Epit. These spikes are due to
the occurrence of metastable pits and are explained by the consecutive formation and
repassivation of micro-size pits. The pit nucleation and metastable pit growth appeared as
current spikes on polarization curves.
Note that the passivation layer became relatively stable after 35 hours, which is illustrated
by the OCP values in Figure 6. The potentiodynamic testing at the 43rd
hour was also
conducted to compare with the results of 1st hour, shown in Figure 7b. The current
density spikes are not manifest in the passivation zone. Besides, the passivation zones
become wider than the curves obtained at the 1st hour (Figure 7a).
The WM typically has larger anodic passive current density and lower cathodic current
density than the BM. Larger anodic passive current density is the representative of faster
dissolution rate of metals, thereafter the corrosion resistance is depressed by welding. The
anodic passive current density of specimens exposed to 6.25 M chloride NaCl solution
was much larger than that of 1.5 M chloride.

40
Table 7 summarizes the electrochemical parameters, including Epit, Ecorr, βa (anodic Tafel
constant), βc (cathodic Tafel constant) and icorr (corrosion current density). The consistent
pattern on the effect of chloride ion concentration on Ecorr and Epit was observed. The
potential range of the passive region is displaced toward more negative potentials and
becomes progressively narrower with increased chloride ion concentration and
temperature. Larger icorr and more negative Epit are caused by the adsorption of chloride
ions.
A negative linear relationship of Epit and temperature has been derived, and the
coefficients are influenced by the type of metal and corrosive medium. The relation
Epit (mV vs. SHE) = 174 – 5.32 T (°C)
was suggested by Ezuber [103] to SS316 in NaCl system at 1M. In our case, a negative
relationship was also found, though it would need more replicate tests as well as at
different temperatures to parameterize the relationship.
Cyclic polarization scans were also applied at the investigated environments; however no
pronounced hysteresis loops were achieved. The hysteresis loops typically intersect with
the cathodic curves were far below the corrosion potentials. Metals have little
repassivation ability in the investigated solutions.

41
Figure 7 Plots of potentiodynamic polarization curves at (a) the 1st hour, and (b) the 43rd
hour of testing.

42
(a)
Test Epit
(mV vs. SSE)
Ecorr
(mV vs. SSE)
βa
(mV/decade)
βc
(mV/decade)
icorr
(mA/cm2)
BM-A -94 -230 105 122 5.46E-04
WM-A -150 -274 107 346 8.57E-04
BM-B 118 -118 354 126 1.02E-04
WM-B 156 -185 274 74 7.45E-05
BM-C 49 -116 281 79 2.46E-04
WM-C 72 -150 328 78 2.32E-04
(b)
Test Epit
(mV vs. SSE)
Ecorr
(mV vs. SSE)
βa
(mV/decade)
βc
(mV/decade)
icorr
(mA/cm2)
BM-A 40 -228 114 172 3.50E-07
WM-A -3 -300 245 373 1.24E-06
BM-B 224 -131 598 68 4.56E-05
WM-B 161 -156 350 132 3.81E-04
BM-C 149 -114 450 58 3.63E-05
WM-C 247 -159 375 113 7.70E-05
Table 7 Electrochemical polarization parameters at (a) the 1st hour and (b) the 43rd hour
of immersion testing.
5.4 The identification of passivation layer
To the EIS spectra corresponding to the specimens exposed to 6.25 M chloride NaCl
solution at 40 °C (Figure 8a & 8b), and to the 1.5 M chloride sea-salt solution at 70 °C
(Figure 8c & 8d), an equivalent circuit shown in Figure 8e consisting of a double- parallel
R-constant phase element (CPE) arrangement in series with the solution resistance is used
to simulate the elements deriving from the spectra, and a good fitting quality is obtained.

43
The passive layer formed on the SS surface can be considered to be a parallel circuit of a
resistor due to the conductivity of the film, and a capacitor due to its dielectric properties
[104, 105]. On the equivalent circuit, Re represents the solution resistance; CPEf1
represents the capacitance of the outer layer, Rf1 is the resistance of the outer layer; CPEf2
represents the capacitance of the inner layer, and Rf2 is the resistance of the inner layer.
Table 8 is a summary of the fitting data to the EIS spectra.
A CPE is utilized instead of a capacitance because often the measured capacitance is not
ideal, i.e. the element is not a pure capacitance. The impedance representation of a CPE is
given as
Z(CPE) =1
Q0(jω)n
where Q0 is a fit parameter. In the ideal case when the exponential factor n = 1, the CPE
acts as a capacitor with Q0 equal to the capacitance C. In practice, n is less than 1. The
CPE behavior arises because microscopic material properties can exhibit a distribution,
and the n-value provides the information on the nature of the surface or the passive layer.
Accordingly, the impedance of the equivalent circuit is given by
Z = Re +1
Qf1(jω)nf1 +1
Rf1 +1
Rf2 +1
Qf2(jω)nf2

44
In Figure 8a- 8d, two time constants can be identified during the exposure: an incomplete
capacitive time constant at high-frequency zone (>104 Hz) and a capacitive time constant
at medium-frequency zone. Normally, the impedance of the inner layer (passive layer) is
negligible at high-frequency zone and the inner layer responses as a resistor giving a
phase angle of zero. In Figure 8a- 8d, the non-zero (negative) phase angle at 105 Hz
indicates the impedance of the capacitor at 105 Hz is considerable, illustrated by the
values of Qf2. Meanwhile, the resistance of inner layer (Rf2) is large, representing the
compact structure. Besides, the capacitance response (Qf1) of the outer layer is from the
lower frequency zone. The outer layer is passive as well. While compared with the
resistance of the inner layer (Rf2), this resistance of outer layer (Rf1) is much smaller,
indicating the outer layer is porous.
Polarization resistance, Rp, is the sum of Rf1 and Rf2 for a bi-layer structure. According to
the data shown in Table 8a & 8b, Rp values become smaller with the increasing time. The
decline of Rp represents that the transportation of metal ions became faster, and the
passive layer was slowly dissolved. Note that the OCP values of the specimens exposed
to this investigated environment kept declining (with fluctuations) during the OCP
measurement (Figure 6). The slowly dissolved passive layer explains the reason for the
potential decline.
On the contrary, Rp values in Table 8c & 8d become larger with the increasing time,
representing that the transportation of metal ions became slower, and the passive layer
became firmer. This is also coherent with the OCP values shown in Figure 6.
45
To the EIS spectra (Figure 9a) corresponding to the specimens exposed to 1.5 M chloride
sea-salt solution at 40 °C, an equivalent circuit shown in Figure 9b consisting of a single-
parallel R-CPE arrangement in series with the solution resistance is used to simulate the
data. Re is the solution resistance, identified with the ohmic drop that occurs in the
solution; Rpl and CPEpl represent the resistance of the passive layer and its capacitive
behavior, respectively.
The impedance of the equivalent circuit is given by
Z = Re +1
Qpl(jω)npl +
1Rpl
According to the fitting data in Table 9, the resistance of the passive layer formed on the
BM is much higher than that on the weld, representing better corrosion resistance.
Besides, the corrosion resistance and layer thickness (inverse to Qpl) of WM both
increase with increasing time, coherent with its OCP value displayed in Figure 6.

46
Continued
Figure 8 EIS spectra and the equivalent circuit. (a) BM-A, (b) WM-A, (c) BM-C, (d)
WM-C, (e) equivalent circuit used to fit the EIS spectra.

47
Figure 8 continued
(a) Test BM-A
Time
(hour)
Re
(kΩcm2)
Rf1
(kΩcm2)
Qf1
(μSsncm
-2)
nf1 Rf2
(kΩcm2)
Qf2
(μSsncm
-2)
nf2
1 0.001 0.037 74.949 0.736 11.117 132.551 0.617
4 0.001 0.079 77.347 0.721 11.748 85.969 0.670
9 0.001 0.056 106.327 0.697 9.590 86.429 0.666
17 0.001 0.098 239.592 0.641 6.456 6.117 0.987
25 0.001 0.055 269.235 0.646 5.116 9.541 0.931
34 0.001 0.038 297.296 0.664 3.540 9.791 0.907
43 0.001 0.001 289.694 0.608 3.665 124.745 0.740
(b) Test WM-A
Time
(hour)
Re
(kΩcm2)
Rf1
(kΩcm2)
Qf1
(μSsncm
-2)
nf1 Rf2
(kΩcm2)
Qf2
(μSsncm
-2)
nf2
1 0.001 0.074 41.612 0.696 121.677 49.474 0.762
4 0.001 0.050 47.827 0.692 93.139 67.347 0.736
9 0.001 0.028 55.510 0.697 47.138 79.643 0.743
17 0.001 0.018 174.745 0.649 10.216 37.026 0.858
25 0.001 0.018 211.429 0.639 10.737 25.357 0.899
34 0.001 0.014 335.051 0.606 7.189 28.429 0.873
43 0.001 0.012 369.031 0.604 7.264 27.704 0.879
Continued
Table 8 Values obtained from the analysis of the EIS spectra in (a) BM-A, (b) WM-A, (c)
BM-C, (d) WM-C.

48
Table 8 continued
(c) Test BM-C
Time
(hour)
Re
(kΩcm2)
Rf1
(kΩcm2)
Qf1
(μSsncm
-2)
nf1 Rf2
(kΩcm2)
Qf2
(μSsncm
-2)
nf2
1 0.003 0.778 60.714 0.810 240.688 15.230 0.866
4 0.003 1.834 51.990 0.824 461.384 12.740 0.852
9 0.003 1.761 43.362 0.840 916.300 13.923 0.813
17 0.003 1.634 40.138 0.848 1460.40 13.112 0.814
25 0.004 1.798 38.918 0.852 1913.35 11.005 0.816
34 0.004 1.962 37.995 0.856 2402.96 9.679 0.820
43 0.004 1.974 36.765 0.857 3087.00 9.327 0.808
(d) Test WM-C
Time
(hour)
Re
(kΩcm2)
Rf1
(kΩcm2)
Qf1
(μSsncm
-2)
nf1 Rf2
(kΩcm2)
Qf2
(μSsncm
-2)
nf2
1 0.001 2.060 5.995 0.835 163.542 57.041 0.704
4 0.001 2.283 4.490 0.853 459.228 50.418 0.721
9 0.001 1.924 3.966 0.861 1103.28 47.173 0.748
17 0.001 1.512 3.811 0.866 2434.32 45.383 0.763
25 0.001 1.307 3.908 0.865 3706.36 44.168 0.772
34 0.004 1.200 4.211 0.858 6134.80 43.122 0.778
43 0.004 1.103 4.348 0.856 10050.9 42.735 0.783

49
Figure 9 EIS spectra and the equivalent circuit. (a) BM-B, (b) WM-B, (c) equivalent
circuit used to fit the spectra.

50
(a) BM-B
Exposure time
(hour) Re(kΩcm
2) Rpl(kΩcm
2) Qpl(μSs
ncm
-2) nf1
1 0.020 529.396 46.128 0.855
4 0.020 511.168 45.561 0.858
9 0.021 534.688 45.969 0.861
17 0.021 553.896 45.903 0.864
25 0.021 566.048 45.490 0.867
34 0.021 568.204 45.184 0.868
43 0.010 562.128 45.061 0.869
(b) WM-B
Exposure time
(hour) Re(kΩcm
2) Rpl(kΩcm
2) Qpl(μSs
ncm
-2) nf1
1 0.003 15.796 130.459 0.829
4 0.003 17.028 133.827 0.835
9 0.003 27.793 106.224 0.848
17 0.003 62.132 84.847 0.862
25 0.003 86.083 78.418 0.868
34 0.003 85.280 74.286 0.869
43 0.004 83.339 75.459 0.865
Table 9 Values obtained from the analysis of the EIS spectra in (a) BM-B, (b) WM-B.
5.5 Pit depth and density
Figure 10 is the 3D morphology profile, showing the pit distribution and geometry on the
specimen surface. The images like the 3D morphology profile illustrated in Figure 10
were used to count the pit depth and diameter, as well as pit density. The max depth of
each pit was counted as the pit depth for each pit, and the pit diameter appeared in the
surface was counted as the pit diameter for each pit.

51
Figure 10 The 3D morphology profile of pits by optical profiler.
Figure 11 shows the frequency distribution of pit depth in the investigated solutions. In
most cases, the WM has a higher frequency of pit depth than the BM. In the 30-day
exposure, most pits are concentrated at the depth of less than 1 μm.
Figure 12 displays the pit density with time in the investigated solutions. During the
exposure, the BM had increased pit density in the first 10 days while declined after 10
days. The phenomenon represents the repassivation process of the metastable pit growth.
While the WM had declined pit density in the first 10 days, while increased one after 10
days. The metastable pits support for the fluctuations of OCP evolution shown in Figure
6. The pit density after 1 month is determined to be 200-400 per cm2 in the investigated
solutions.

52
These results suggested that the chloride ion concentration and temperature influenced
the pitting corrosion resistance. Considering the potentiodynamic polarization curves of
different environments shown in Figure 7, it can be concluded that the more negative Epit,
the less pitting corrosion resistance.
The chloride ion concentration affected pitting corrosion resistance in these metals,
compared with that, the temperature had a relatively small effect on the damage
accumulation.
Higher pit depth and density of the specimens exposed to 6.25 M chloride NaCl solution
(A) were observed, compared with those exposed to 1.5 M chloride sea-salt solution (B &
C). Over the range investigated, chloride ion concentration mainly affected the severity of
attack rather than morphology. Besides, the chloride ion concentration should be
significant in the initiation of pitting, but has small effect on the propagation, through the
range of tested. The chloride ion concentration was more important in disrupting the film
than promoting the propagation of pits. The change of behavior was attributed to the
varying response of the matrix and intermetallic with chloride ions, but even these
variations are yet to be understood. Further work in this area needs to be performed to
elucidate the influence of chloride ion concentration upon corrosion mode determination
and also the extent to which that corrosion manifests.
A higher temperature solution is expected to produce more damage according to its
electrochemical testing, shown in Figure 6 and Figure 7. However, the influence of
temperature was difficult to conclude, since in some cases, the damage increased with the

53
increasing temperature, coinciding with the accepted understanding, i.e. higher
temperature leads to more pitting susceptibility (referring to the BM exposed to B & C,
Figure 11c & 11e). However, the higher pitting density also occurred at the lower
temperature (referring to the WM exposed to B & C, Figure 11d & 11f).
°
Continued
Figure 11 Relationships of pit depth and density. (a) BM-A, (b) WM-A, (c) BM-B, (d)
WM-B, (e) BM-C, (f) WM-C.

54
Figure 11: Continued

55
Continued
Figure 12 Pit density evolution with time. (a) BM-A, (b) WM-A, (c) BM-B, (d) WM-B,
(e) BM-C, (f) WM-C.

56
Figure 12: Continued
5.6 The probability distribution of pit depth
The probability that either a pit is initiated or a metastable pit evolves as a stable pit
should be in consideration of the pit characterization distribution (i.e. pit depth in this
study) with increased time. The model is to incorporate the complete process of pit
evolution, including the metastable pitting and stable pitting. For the particular case of
SSs in chloride ion environment, pits are considered to initiate early in life from MnS
inclusions so that the primary issue is the growth of these pits and their stable promotion.
Experimental observation at relatively long exposure times indicated that once the pit
grew to as deep as above 5 μm it can be considered effectively as stable pits [106]. For pit
depths reach a range of depth, about more than 10 μm deep, the pit density overall does
not significantly change with exposure time; on the whole, the pits simply appear to
become deeper. For instance, the pitting corrosion of SSs in this study expected that the
57
pit density after 1 month is determined to be 200-400 per cm2 in all the investigated
solutions. Pits of this dimension are stable and propagating, albeit with very slow and
stable growth rates in some cases. Accordingly, it is critical to distinguish the difference
and discover the probability distribution that fit in the evolution of pitting corrosion for
the developing of a stochastic model.
In applied corrosion mechanics, it is conventional to represent pit depth distribution by an
extreme value distribution, usually Gumbel distribution, as can be found in the
publications [58, 59, 107-109]. Extreme value distribution is reliable for the constitute
appearance of extreme values during the statistics; the maximum pits, accordingly, must
be in the appearance of the specimens for statistic purpose. Besides, the modern
understanding of the existence of a maximum pit for statistics is that some pits undergo
stable pitting behavior immediately after the initiation process upon exposure. However,
the limiting of the statistic area caused by the limited specimens leads to the failure of
obtaining the maximum pit for the investigated conditions, making the extreme value
distribution for stable pits unreliable. Furthermore, pits that undergo metastable pitting
which have few regulations to follow are unlikely to be the extreme value, leading to a
different statistical population. Both factors cast doubt on the conventional use of
extreme value theory in representing the uncertainty associated with maximum pit depth.
The previous investigations of the distribution of depth of pitting as a function of
exposure time commonly agreed that the pit depth may be represented by the negative
exponential distribution in a short-term (e.g. two weeks), and the bi-modal form which

58
mixes a negative exponential distribution and a normal distribution at a long-term
develop [110, 111]. A detailed examination of the field data for maximum pit depth of
mild steel under marine conditions shows that it can be fitted as well or better to a bi-
model probability distribution [111].
In our investigation, a bi-model distribution also fits for most of the cases. Figure 13
show the cumulative distribution function (CDF) of pit depth plotted on the distribution
papers. The exponential distribution fits well for the shallower pits, and the normal
distribution fits for the deeper pits. An instance illustrating the fits of different
distribution for pit depth is shown in Figure 14. As demonstrated by the high correlation
factor R, reasonably good linear fit is now obtained for the shallower pit depth region for
the data set. This supports that the normal distribution is a good fit for the deeper pit
depths for each data set and is consistent with the limit of applicability of the exponential
distribution for shallower pit depths.

59
Continued
Figure 13 CDF of the pit depth with exposure times: (a) BM-A, (b) WM-A, (c) BM-B, (d)
WM-B, (e) BM-C, and (f) WM-C.

60
Figure 13: Continued
Continued

61
Figure 13: Continued

62
Figure 14 Data from Figure 13a plotted on (a) exponential paper, and (b) normal paper.
The straight lines indicate fits to the distribution. For clarity not all data from Figure 13
are shown.
5.7 Microstructure and microchemistry
One pit in the BM specimen exposed to the 1.5 M chloride sea-salt solution at 70 °C was
analyzed under FIB/SEM and STEM-EDS. The pit is elongated, about 30 μm long and 5
μm wide, and of which the depth is about 3 μm (Figure 15).
The spectrum scan inside the pit is shown in Figure 16, and the EDS concentration
profiles are displayed in Table 10. There is a little metal element, including Fe, Ni and Cr,
and 80 at % is O. The significant content of O is caused by the passive layer breakdown.

63
Besides, the sea-salt elements, Mg and Ca, are found in the pit, being an evidence of the
deliquescence of the salt deposit.
A further STEM-EDS line scan which compared the element profiles of the pit interface
is shown in Figure 17. The line scan captured 32 spots on a 3 μm line, crossing the pit
and the matrix. At the interface, i.e. distance 0.8-1.0 μm, the composition of elements
seriously changes: O drops from about 98 at % to 12 at %; Fe, Ni and Cr abundantly
incline.
The other EDS line scan was undertaken near to the pit, shown in Figure 18. The line is
2.5 μm long, outside of the pit and very close to its edge. The content of O is relatively
stable and enriched throughout the line, indicating the diffusion of oxygen during the
exposure test.

64
Figure 15 (a) SEM image: titled view of the pit in the BM specimen exposed to the 1.5 M
chloride sea-salt solution at 70 °C. (b) STEM dark field image: TEM foil with the pit
cross-section.
Figure 16 STEM image of the cross-section of the pit with an EDS spectrum scan
indicated with a red spot.

65
Element Weight % Atomic % Uncertainty %
O 89.64 94.01 8.57
Mg 6.09 4.20 2.08
Ca 4.27 1.79 0.96
Table 10 EDS concentration profiles obtained from the spectrum scan shown in Figure 16.
Figure 17 (a) STEM image of the bottom of the pit with an EDS line scan indicated with
a red line. (b) Corresponding EDS concentration profiles of Ni, Cr, Fe and O measured at
the line.

66
Figure 18 (a) STEM dark field image of the matrix near to the pit with an EDS line scan
indicated with a red line. (b) Corresponding EDS concentration profiles of Ni, Cr, Fe and
O measured at the line.
6. Summary
Chapter 3 described the methodology and results for the pitting corrosion studies of SS in
the highly concentrated chloride ion solutions. The studies include the electrochemical
testing, immersion testing, and microstructure analysis, comprehensively understanding
the characteristics of pitting corrosion of SSs in the solution environment.
The welding process depressed the corrosion resistance, which was confirmed by the
microstructure analysis, potential measurement, and potentiodynamic polarization scan.
The elements of WM were heterogeneously distributed, and the secondary phase was

67
susceptible to the Cr-C precipitations. The corrosion potential of the WM was lower than
that of the BM, and the anodic passive current densities of which were higher.
In the electrochemical testing, the sudden drop and recovery of the corrosion potential
were observed, supporting the metastable pitting. Meanwhile, the optical profiler
morphology found that the pit density fluctuated with increasing time (in 30 days),
indicating some pits were repassivated while some others were nucleated and stably
grown.
The more negative Epit, the less pitting corrosion resistance. The pitting potential
depended on the chloride ion concentration and the temperature: increased chloride ion
concentration significantly decreased the pitting potential and narrowed the passive
region; furthermore, the higher temperature declined the pitting potential in an eligible
level. The chloride ion concentration affected the pitting corrosion resistance of these
metals, compared with that, the temperature (from 40 °C to 70 °C) had a relatively small
effect on the damage accumulation.
The pit had little metal elements inside, while the salt species (e.g. Mg and Ca) existed.
Oxygen significantly diffused in the matrix around the edge of pit, diffusion layer of
which being above 2.5 μm.
The next chapter, Chapter 4, describes the coupon tests in the humid environment with
salt particles deposit. The test results of the coupon specimens immersed in solutions and
exposed to humid environments is compared.

68
Chapter 4: Pitting Corrosion of SSs in Humid Environments
1. Introduction
To further examine the pitting corrosion resistance of canister materials under the coastal
region, the laboratory tests under the humid environments are undertaken. Considering
the representative environment where canisters are located, it is determined to make a
humid environment of 60 % RH at 40 °C for the deliquescence of NaCl, and 15 % RH at
70 °C for the deliquescence of sea-salt.
In previous studies, several salt particle deposition methods have been employed to
prepare the NaCl particle loaded specimens before exposure to the high humidity. One
commonly used approach involves spraying ethanol or methanol/water mixture saturated
with salts onto metal surfaces and followed by drying in air at room temperature [112-
119]. The other way of salt particle deposition is by manually depositing grounded NaCl
particles on metal surfaces with the assistance of optical microscope [120-123].
The type of salt particles is important since different types of salts have different RHL for
deliquescence, affecting the wetting of the sample surface. For example, regions with
mixed sea-salt can be wet at RH levels as low as 15% due to the RHL of sea-salt while
those with Na-rich salts require RH levels near the RHL of NaCl or approximately 60%
for deliquescence.

69
It is suggested that the metallic corrosion rate increases the fastest concerning chloride
deposition between 0.1 and 0.4 g/m2 per day, and slower when the chloride deposition is
less than 0.1 g/m2 per day or more than 0.4 g/m
2 per day. Specifically, for salinity values
of less than 0.1 g/m2 per day, there is a slight increase in steel atmospheric corrosion,
which subsequently increases faster with salinity values up to 0.4 g/m2 per day. After this
point the growth in corrosion with salinity again becomes slight, and then corrosion
seems to stabilize as the atmospheric salinity increases. The tests last from 2 days to 60
days, separately. Considering the test time and deposit rate, the deposit densities of 1
g/m2 and 10 g/m
2 are selected for the testing. Pitting corrosion is expected to occur in
both situations, and will be more severe for the one of 10g/m2.
2. Specimen preparation and test procedure
The test specimens are in the dimension of 20 mm × 20 mm × 5 mm as described in
Chapter 3 section 2, made of BM and WM. Two values of concentrations of salt deposit
on the coupon surface were applied: 1 g/m2 and 10 g/m
2. The following procedure makes
salt particles deposit for the laboratory exposure tests. 10 μL salt solution was evenly
pasted on the top side of the coupon surface using a transfer pipette. The salt solution is
displayed in Table 11. The coupon samples were stored in a desiccator for about 24 hours
before exposing to the humid environment to make ethanol and water volatilize and salt
particles firmly deposit. After the drying process, the coupon specimens were transferred
to the humidity chamber at the expected humidity and temperature. The RH value of each
test environment was the same as the RHL for each type of salt, and therefore, the

70
exposure surface had a moisture film of highly concentrated chloride ions. These series of
tests were undertaken: BM/WM with 1 g/m2 or 10 g/m
2 NaCl exposed to 40 ºC 60 % RH
environment, and BM/WM with 1 g/m2 or 10 g/m
2 sea-salt exposed to 70 ºC 15 % RH
environment. The test times for each series of tests were at 2, 5, 10, 20 and 30 days, and
for the specimens exposed to 70 ºC 15 % RH environment lasted to 60 days. After the
test, the specimen was rinsed with DI water, cleaned by ultrasonic with analytical acetone
and then rinsed with DI water and ethanol. The clean process thoroughly dissolved and
removed the salt deposit.
Solvent Solid Salt Concentration
(wt %) T
Mixture of
50 %
Ethanol and
50 % DI
water
NaCl 0.40775 %
Room
temperature
NaCl 4.0775 %
Sea-salt 0.40775 %
Sea-salt 4.0775 %
Table 11 Preparation of the salt solution for pasting.
3. Results and analysis
3.1 Pit depth and density
Like section 5.5 in Chapter 3, Figure 19 and Figure 20 display the frequency distribution
of pit depth for the environments of 40 ºC 60 % RH and 70 ºC 15 % RH, separately;

71
Figure 21 and Figure 22 display the pit density evolution with exposure time for the
environments of 40 ºC 60 % RH and 70 ºC 15 % RH, separately.
As the results of specimens immersed in the investigated solutions (Chapter 3), the results
here show that the WM has the higher frequency of pit depth than the BM, that is the
growth rate of WM is greater than that of BM. The repassivation also occurred in these
tests as the pit density rapidly increased in the first days while mostly dropped to a
relatively stable value after reaching the maximum pit density. Some of the pits that were
nucleated became passivated, while others became stable for growing. Note that the
density result of the 60-day test (shown in Figure 22) is very close to the density result of
the 30-day test. The pit density gradually becomes stable after the early-term exposure.
The pitting corrosion resistance once again is evident to be affected by the chloride ion
concentration and temperature. Higher salt concentration (10 g/m2) deposit specimens
have larger pit density as well as pit depth than the lower salt concentration deposit
specimens (1 g/m2). Higher temperature (70 ºC) makes pit density higher than lower
temperature (40 ºC), though the effect is less significant than the chloride ion
concentration.
Unlike the results are shown in Chapter 3, the results here present that the specimens had
less pit density while deeper pit depth than the specimens immersed in the investigated
solutions. Note that the investigated solutions are highly concentrated, close to saturating.
The chloride ions in the solution are homogenously distributed, being evenly contact with
the specimen surface. The nucleation of a pit is caused by the inhomogeneous steel

72
matrix or the chemical or physical heterogeneity at the surface. The homogeneously
distributed chloride ion makes pitting corrosion uniform rather than electrochemically
reacted at a single spot. So a number of microscale sizes on the specimen surface are
nucleated, and an eligible number of them are in the metastable states of shallow depth.
However, the humid environment which makes the specimen surface deposit with a thin
moisture film with highly concentrated chloride ions is different than the solution
environment. Deliquescent salt is not as homogenous as the salt dissolved in the solution.
It is unavoidable that part of the specimen has more salt particles concentrated while the
other part has less. This distribution of salt particles is on a scale of micrometers.
Corrosion cells with anodic and cathodic electrodes were formed by this condition.
Therefore, the potential for pit nucleation and grow at each micro-scale size is different.
Higher chloride ion concentrated size becomes easier to be nucleated, and the chloride
ions in the cavity are enriched and make the potential in the cavity much lower than the
outside, therefore keep reacting with the matrix. Thereafter, at the same temperature and
similar chloride ion concentration environment, the specimens exposed to the humid
environment have less pit density and deeper pit depth.

73
Figure 19 The frequency distribution of pit depth: (a) BM with 1 g/m2 NaCl in 60 % RH
at 40 °C, (b) WM with 1 g/m2 NaCl in 60 % RH at 40 °C, (c) BM with 10 g/m
2 NaCl in
60 % RH at 40 °C, (d) WM with 10 g/m2 NaCl in 60 % RH at 40 °C.

74
Figure 20 The frequency distribution of pit depth: (a) BM with 1 g/m2 sea-salt in 15 %
RH at 70 °C, (b) WM with 1 g/m2 sea-salt in 15 % RH at 70 °C, (c) BM with 10 g/m
2
sea-salt in 15 % RH at 70 °C, (d) WM with 10 g/m2 sea-salt in 15 % RH at 70 °C.
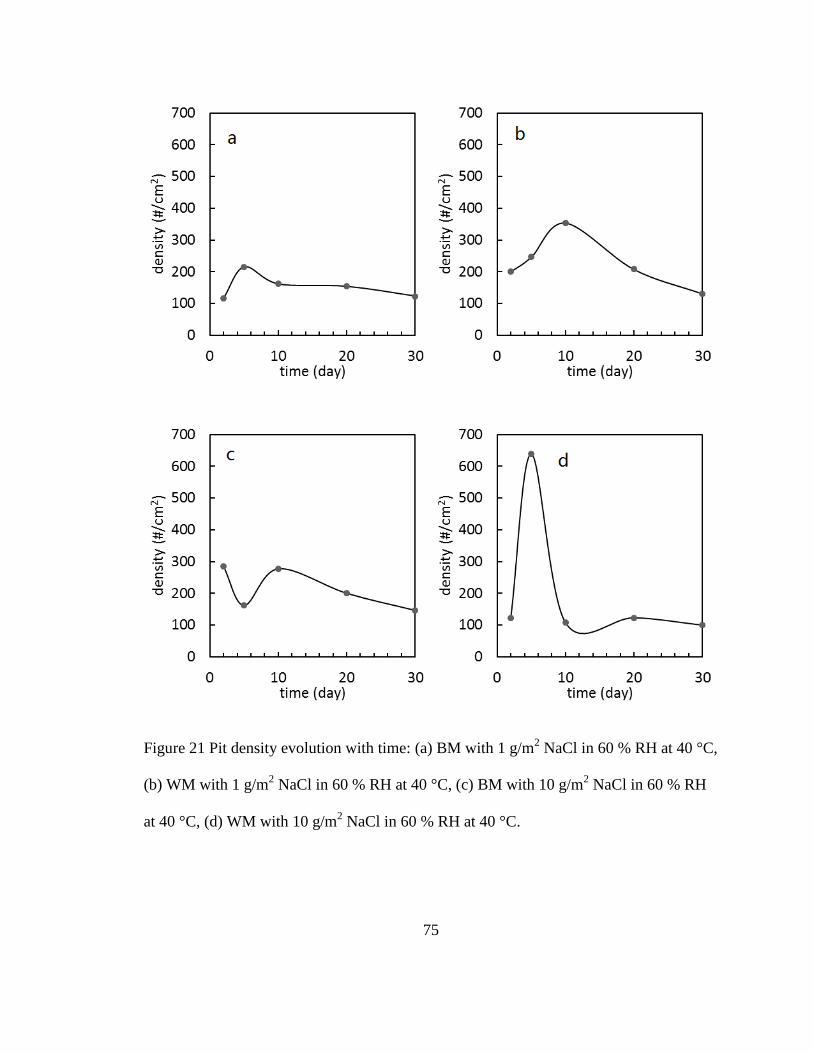
75
Figure 21 Pit density evolution with time: (a) BM with 1 g/m2 NaCl in 60 % RH at 40 °C,
(b) WM with 1 g/m2 NaCl in 60 % RH at 40 °C, (c) BM with 10 g/m
2 NaCl in 60 % RH
at 40 °C, (d) WM with 10 g/m2 NaCl in 60 % RH at 40 °C.

76
Figure 22 Pit density evolution with time: (a) BM with 1 g/m2 sea-salt in 15 % RH at
70 °C, (b) WM with 1 g/m2 sea-salt in 15 % RH at 70 °C, (c) BM with 10 g/m
2 sea-
salt15 % RH at 70 °C, (d) WM with 10 g/m2 sea-salt15 % RH at 70 °C.

77
3.2 The probability distribution of pit depth
Like section 5.6 in Chapter 3, Figure 23 displays the probability distribution of pit depth.
The figures support that the probability distribution follows the bi-model distribution, i.e.
an exponential distribution for shallower pits and a normal distribution for deeper pits.

78
Continued
Figure 23 CDF of the pit depth with exposure times: (a) BM with 1 g/m2 NaCl in 60 %
RH at 40 °C, (b) WM with 1 g/m2 NaCl in 60 % RH at 40 °C, (c) BM with 10 g/m
2 NaCl
in 60 % RH at 40 °C, (d) WM with 10 g/m2 NaCl in 60 % RH at 40 °C.

79
Figure 23: Continued

80
Continued
Figure 24 CDF of the pit depth with exposure times: (a) BM with 1 g/m2 sea-salt in 15 %
RH at 70 °C, (b) WM with 1 g/m2 sea-salt in 15 % RH, at 70 °C, (c) BM with 10 g/m
2
sea-salt15 % RH at 70 °C, (d) WM with 10 g/m2 sea-salt15 % RH at 70 °C.

81
Figure 24: Continued

82
3.3 Microstructure and microchemistry
Figure 25 is the pit geometry of the BM specimen exposed to 15 % RH at 70 ºC. Small
and concentrated pores are accumulated around the pit edge, which can be explained by
the cathodic reaction discussed in section 1 in Chapter 2, as well as the electrochemical
reactions shown in Figure 2. It is predictable that the size of the pit will outspread with
time throughout the electrochemical reaction.
Figure 26 is a STEM image of the TEM foil fabricated from the pit shown in Figure 25.
The pit cross-section, Pt coating, thinned matrix and the original matrix are marked to
distinguish the details of the foil.
Figure 27 and Figure 28 are the STEM images with the EDS line scan and area scan, as
well as the concentration profiles. In Figure 27b, at the pit interface the content of O
increases and the metal elements, including Fe, Ni and Cr, slightly decline. In Figure 28,
the area of the bottom of the pit (A) and the area of the matrix were measured, the
concentration profiles of which are displayed in Figure 28c. The content of O is high
inside of the pit and low in the matrix. Note that there is a considerable content of O at
area B, which is susceptible to be the oxygen diffusion after the breakdown of the passive
layer. Table 12 summarizes the compositions of area A and area B, as well as the matrix
before testing. The ratios of Fe to Ni of area A and B are smaller than that of the matrix
before testing, indicating that Fe diffused out of the material in the test. The ratios of Cr
to Ni of area A and B are larger than that of the matrix before testing, caused by the
decrease of Fe.

83
Figure 25 SEM images of the pit geometry of the BM specimen exposed to 15 % RH at
70 ºC.
Figure 26 STEM image of the cross-section of the pit.

84
Figure 27 (a) STEM image of the pit interface with an EDS line scan indicated with an
orange arrow. (b) Corresponding EDS concentration profiles of Ni, Cr, Fe and O
measured at the line.
Area A Area B The matrix
Atomic
percentage
(%)
Ratio
(/Ni)
Atomic
percentage
(%)
Ratio
(/Ni)
Atomic
percentage
(%)
Ratio
(/Ni)
O 23.10 - 15.21 - - -
Cr 16.12 2.53 17.74 2.47 18.86 2.26
Fe 54.41 8.54 59.87 8.34 72.79 8.72
Ni 6.37 1.00 7.18 1.00 8.35 1.00
Table 12 Compositions of O, Cr, Fe and Ni in the detected areas shown in Figure 28.

85
Figure 28 STEM dark field images of the pit with EDS mapping areas indicated with the
red boxes: (a) area A, (b) area B, and (c) comparison of element profiles of Ni, Fe, Cr and
O between the two areas.
86
4. Summary
To evaluate the pitting corrosion resistance of the investigated materials in humid
environments, a series of pitting corrosion tests specifically aimed at obtaining a measure
of the variability of the pits as a function of time, to complement the growth in the mean,
was undertaken. This test strictly simulates the actual environment (include temperature
and relative humidity) of a welded canister exposed to the marine coastal circumstance
with appropriate salt deposit, and therefore provides valid and reliable laboratory data for
evaluating the actual severity of pitting corrosion for canisters and characterizing the
metal surface in micro- and nano-scales.
Similar results as the tests in the chloride solutions have been obtained by testing in the
humid environment with salt particles deposit. A saturate salt particle moisture film was
made on the surface to electrochemically react with the metal matrix. WM once again is
evident to be less corrosion resistant than BM through observing larger pit density and pit
depth. Comparing the data obtained from these tests, it is concluded that the pitting
corrosion resistance is mainly affected by the chloride ion, and partially affected by
temperature. The results of the humid environment tests presented deeper pit depth.
Considering about the deliquescence of salt particles deposit, this phenomenon is
ascribed to the inhomogeneous distribution of deliquescent salt particles on the deposit
surface. For the long-term service canisters exposed to the marine coastal circumstance,
salt deposit on the canister surface is in the level of grams per meter square, making the
deliquescent salt moisture film saturated as well as inhomogeneous with chloride ions.

87
The pitting corrosion resistance in this condition generally will be less than that in
saturating solutions.
The next chapter, Chapter 5, predicts the evolution of pitting corrosion over time in the
methodology of Markov chain. The modeling provides the method to predict the pitting
corrosion states, density and depth based on the Markov chain corrosion model and
corrosion growth law. The simulating is fit with the laboratory measured data to verify its
reliability and flexibility.

88
Chapter 5: Markov model for pitting corrosion under relevant environmental conditions
1. Concept
This work applies the Markov chain method to simulate the evolution of pitting corrosion
with time, providing the simulating results of pitting corrosion states, pit density and the
frequency distribution of pit depth. According to Valor, et al. [124], the Markov model is
the best for predicting the future pit depth distributions. The statement is verified by the
reliability assessment based on different corrosion rate models through comparing the
different corrosion rate distribution applied to the modeling, including a single-value
corrosion rate based on the NACE recommendations for buried pipelines [125], a
distribution derived from the linear growth model, time-dependent and time-independent
distributions predicted from a soil corrosion model developed by Caleyo, et al. [126], and
a distribution derived from a Markov chain corrosion model [127]. The Markov model
has the best reliability assessment among all the available methods.
A Markov process is a stochastic process with no memory that would allow it to use past
information to modify the probabilities that follow. The process is founded on the views
of set theory, measure theory, the axiomatic definitions of probability and conditional
probability, random variables, and distribution functions. f is denoted as the conditional
density, Dt represents the state at time t. For any sequence of instants t1 < t2 < … < tn-1 <

89
tn ∈ T (n = 4, 5, …) and any possible observed values x1, x2, …, xn ∈ Ω (n = 3, 4, …), f
satisfies:
f(Dtn|Dtn−1Dtn−2…Dt1)(xn| xn−1xn−2…x1) = f(Dtn|Dtn−1)
(xn|xn−1)
In words, above equation signifies that the present state of the process makes its future
independent of the past.
If a sufficiently large area of the material used to manufacture the specimen was exposed
to the test environment for a particular exposure time, there would be a sufficient number
of pits such that the distribution of flaw sizes could be well characterized. This could be
inferred to be the “characteristic” distribution for those conditions at that time.
In practice, measurements are primarily based on laboratory tests which supply the
results of pit distribution in a relatively small total area. The pit distribution of specimens
exposed to brine solution and in the humid environment which have been discussed in
Chapter 3 and Chapter 4 can therefore be used as measured data to parameterize and
validate this model.
In essence, although the characteristic distribution can be sampled, the relatively small
area leads to inherent uncertainty in the extent to which the characteristic distribution is
adequately represented. This uncertainty can even be magnified when the population of
pits is sparse, which is likely for normal operating conditions with good control of water
chemistry or humid environment. For this reason, the approach adopted in this work will

90
undertake a simulation of the pit growth process, i.e. model experiments, and use the
measured data only to derive the unknown variables.
With preliminary fitting at one exposure time, the model reflects the tendency in the
experimental measurement and simulates the expected distribution of pit characteristics
for a particular area exposed to different test environments. The condition based on
deterministic equations with statistically distributed input parameters is also considered
for simulating the evolution of the frequency distribution of pit depth at different
exposure times.
2. Details of the model
This section describes the formulation of the model combined with the mechanism of
pitting corrosion. The Markov model includes the modeling of pitting corrosion state
transition that estimates the pit density for each state and pit depth state transition that
predicts the frequency distribution of pit depth with time. The model is implemented for
the SS exposed to chloride ion contained aggressive environment, for the cases of pitting
corrosion scenario.
2.1 Pitting corrosion states and sub-states
The modeling of pitting corrosion state transition involves ordinary differential equations
(ODEs) which are solved by a Markov chain approach to account for corrosion history
and environment dependent transition rates. Figure 29 shows the pitting corrosion state

91
transition diagram, states of which include the initial state (S), growth state (G), declining
state (D), repassivation state (R) and critical state (C).
Figure 29 A physics based multi-state transition model diagram. S: initial state. G:
growth state, D: declining state, R: repassivation state, C: critical state.
Initial state represents that the pit is not observable, and oxide layer well protects the
specimen from corrosion; growth state means that the pit is nucleated and metastable, the
size of which being above the level of detectability; declining state indicates that the pit
depth reduces over time because of the repassivation property of pitting corrosion;
repassivation state is when a metastable pit becomes sufficiently passivated; critical state
is that the pit reaches the stable size and keeps growing at a growth rate without declining
or repassivation.
Markov chain system is used to simulate the pitting corrosion states with time and further
obtain the estimated pit density at each state. The frequency distribution of pit depth
which illustrates the relation of pit depth and pit density can be simulated through the

92
known pit density at each state and the corresponding pit growth rates. Similar studies
have been undertaken by Valor, et al. [58, 59] and Caleyo [127].
This model considers the distribution of pit depth into sub-states. The pit growth state
represents the metastable pitting corrosion which has pit depth less than the critical depth.
A well-known characteristic of the pitting corrosion rates in addition to its time
dependence is that it also depends on the defect depth [128] and has a marked stochastic
character. This means that the mean value and variance of the corrosion rate distribution
undergo changes with the exposure time increasing [126, 129]. The frequency
distribution of pit depth of metastable pitting corrosion that is smaller than the critical
depth therefore is significant to consider.
The Markov chain process outlined in this work is based on the discretization of the
critical depth into N states of equal thickness, Th
Th =Critical Depth
N (E. 1)
The growth state of the physics based multi-state transition diagram can be discretized in
N sub-states Gi (i = 1, 2, …, N) and Dj (j = 1, 2, …, N-1) as shown in Figure 30. Figure
31 further illustrates this discretization in a material matrix.
A pit advances through the states as it grows. Gi(t) is the probability of a pit that is in
state i at global time t. G1 represents the nucleation; state GN represents the pit depth
exceeds the critical depth and becomes stable pitting corrosion. λi(t) is the state transition
rate for a pit advancing from state i to state (i+1). The metastable pit has a possibility to

93
be in the state of decline, which is each sub-state Gi has a transition rate m1i to be in state
D. To simplify, it is assumed that any m1i is equal to m1.
Similarly, a pit advances through the states Dj (j = 1, 2, …, N-1) as it declines. Dj(t) is
the probability of a pit that is in state j at global time t. γj(t) is the probabilistic transition
rate for a pit advancing from state j to state (j+1). D1 represents the decline pit at depth
Th(N-1), DN-1 represents the decline pit at depth Th.
Accordingly, state evolutions are described through the equations
dS(t)
dt= −f1(t)S(t),
dGi(t)
dt= −[λi(t) + m1(t)]Gi(t) + f1(t)S(t), i = 1
dGi(t)
dt= −[λi(t)+m1(t)]Gi(t) + λi−1(t)Gi−1(t), i = 2, 3, … , N
dDj(t)
dt= −γj(t)Dj(t) + m1(t)GN(t), j = 1
dDj(t)
dt= −γj(t)Dj(t) + γj−1(t)Dj−1(t) + m1(t)GN+1−j(t), j = 2, 3, … , N − 1
dR(t)
dt= m1(t)G1(t) + γN−1(t)DN−1 (t),
dC(t)
dt= λN(t)GN(t).
(E. 2)
The equations should be satisfied as:
S(t) +∑Gi(t)
N
i=1
+∑Dj(t)
N−1
j=1
+ R(t) + C(t) = 1

94
At start, S(t=0) = 1.
Figure 30 A physics based multi-state transition model diagram with sub-states Gi and Dj.

95
Figure 31 A diagram illustrates the pit depth states in a material matrix.
2.2 Transition rates
Note that the Markov chain architecture has been established, the method for parameter
determination, which is the expression of the state transition rates applied to the Markov
chain modeling, needs to be discussed.
Weibull distribution can be used to characterize the density function for transitioning
from the initial state without observable pits to the growth state with macroscopic pits.
The second Weibull distribution involves the characteristic time for a macroscopic pit to
become sufficiently passivated to start to decline. It can be used to characterize the
transition rate from the growth state with macroscopic pits to the declining state. The
transition rates f1(t) and m1(t) are accordingly defined as

96
f1(t) = (b1
τ1) (
u(t)
τ1)b1−1
(E. 3)
m1(t) = (b2
τ2) (
v(t)
τ2)b2−1
(E. 4)
where bi (i = 1, 2) is a Weibull shape parameter, and τi (i = 1, 2) is a Weibull scale
parameter, which has been observed to have both a chloride concentration and
temperature dependence. u(t) and v(t) separately represent the time for metastable pitting
corrosion, and the time for declining.
In essence, the time for metastable pitting corrosion and the time for declining are not
equal to global time. To simplify the simulating process, this model ignores the start time
for metastable pitting corrosion or declining. In words, the model unifies them to the
global time, that is u(t) = t and v(t) = t.
The transition rate λi(t) (i =1, 2, … N) is the expression of the general pit growth rate
through the pit growth law. The expression of a general pit growth rate governs the
accuracy of the prediction. The simplest case of pit growth rate is suggested by the
National Association of Corrosion Engineers (NACE) that empirical values for the
average corrosion rate according to the corrosiveness of the media [130]. When no data
for the pit growth rate is available, NACE recommends using a unique value for
corrosion rate of 0.4 mm/yr [125]. However, pit growth rates have little doubt to change
with the particular environment and time. It is widely accepted that the time dependence
of the characteristic dimension of a corrosion defect (depth) follows a power function in
the form
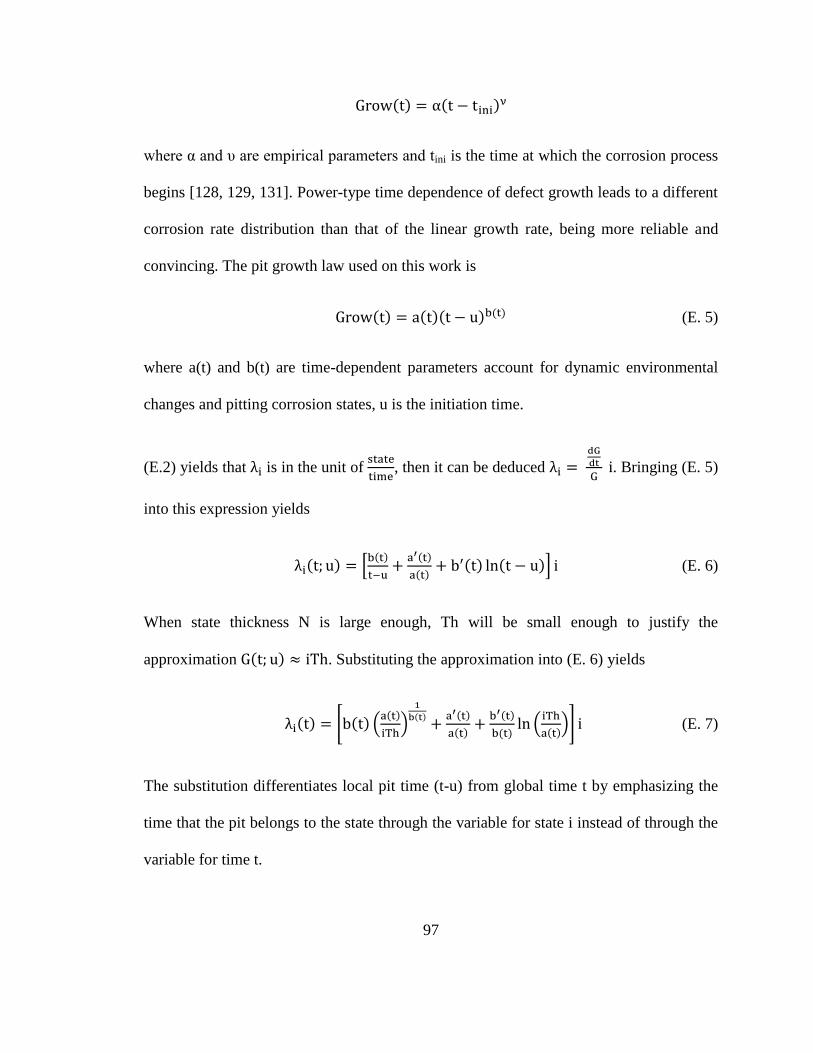
97
Grow(t) = α(t − tini)ν
where α and υ are empirical parameters and tini is the time at which the corrosion process
begins [128, 129, 131]. Power-type time dependence of defect growth leads to a different
corrosion rate distribution than that of the linear growth rate, being more reliable and
convincing. The pit growth law used on this work is
Grow(t) = a(t)(t − u)b(t) (E. 5)
where a(t) and b(t) are time-dependent parameters account for dynamic environmental
changes and pitting corrosion states, u is the initiation time.
(E.2) yields that λi is in the unit of state
time, then it can be deduced λi =
dG
dt
G i. Bringing (E. 5)
into this expression yields
λi(t; u) = [b(t)
t−u+a′(t)
a(t)+ b′(t) ln(t − u)] i (E. 6)
When state thickness N is large enough, Th will be small enough to justify the
approximation G(t; u) ≈ iTh. Substituting the approximation into (E. 6) yields
λi(t) = [b(t) (a(t)
iTh)
1
b(t)+a′(t)
a(t)+b′(t)
b(t)ln (
iTh
a(t))] i (E. 7)
The substitution differentiates local pit time (t-u) from global time t by emphasizing the
time that the pit belongs to the state through the variable for state i instead of through the
variable for time t.

98
Effectively, if a metastable pit can avoid becoming sufficiently passivated such that its
size begins to decline before it reaches the stable size, it transitions to stable. If we look at
the final stage of growth before becoming stable, the characteristic rate of transition to
stable is the growth rate over the delta depth and the transition rate to a declining state is
λN.
Similar to λi, the transition rates γj (j = 1, 2,…, N-1) can be expressed by
γj(t) = [d(t) (c(t)
jTh)
1
d(t)+c′(t)
c(t)+d′(t)
d(t)ln (
jTh
c(t))] j (E. 8)
where c(t) and d(t) are also time-dependent parameters account for dynamic
environmental changes and pitting corrosion states. γN−1 is a rate of decline to get from
the declining state (D) back to a size below the level of detectability (R).
Note that the pits in the critical state also follow the pit growth law.
2.3 Pit density
States Gi (i = 1, 2, …, N), Dj (j = 1, 2, …, N-1) and C represent the probability when pits
are detectable. The sum of the states multiplies the number of potential maximum pitting
locations (M) of a specimen will obtain the pit density (PD). The equation is
∑ Gi(t)Ni=1 + ∑ Dj(t)
N−1j=1 + C(t) × M = PD(t) (E. 9)
The potential maximum pitting locations M of a specimen depend on the specimen’s
compositions and corrosion-resistance. For SSs, the locations usually occur on the MnS

99
inclusions, and M does not exceed the number of MnS inclusions. According to Schmuki,
et al. [132], the MnS inclusion density is about 500-600 per 100 μm2, therefore, the max
pit number should not be above 6 × 106 per cm2. For more specific situations, like the
tests on Chapter 3 and Chapter 4, which obtained the results of pit diameter, M can be
estimated as the consequence of the unit area to the averaged pit area, making the
estimation of M more close to the actual.
By fitting with the measured pit density at test times, PD(t) can be optimized through
optimizing the results of G(t), D(t) and C(t) which is to optimize the parameters for state
transition rates.

100
Variable Equation usage Description
t various Global time
Th (E. 1) Depth per state
S(t), Gi(t), Di(t), R(t), C(t) (E. 2) The probability of being in the
states of pitting corrosion
fi(t) (i = 1, 2), mi(t) (i = 1, 2) (E. 3)(E. 4)
Transition rates of the Markov
system representing the transition
of one pitting corrosion state to
the next
bi (i = 1, 2) (E. 3)(E. 4) Weibull shape parameters for the
transition rates
τi (i = 1, 2) (E. 3)(E. 4) Weibull scale parameters for the
transition rates
Grow(t;u) (E. 5) Pit growth law; depth at time t of
a pit initiated at time u
λi (E. 6)(E. 7) Probabilistic growth rate from Gi
to Gi+1
γj (E. 8) Probabilistic declining rate from
Di to Di+1
N Constant The number of states of depth
M Constant
The potential pit density of the
specimen in the exposed
environment
PD(t) (E. 8) Pit density at time t
Table 13 Summary of the variables and parameters derived within section 2.

101
3. Case studies
In this section, two cases were studied to demonstrate the reliability and flexibility of the
proposed model.
Case 1: BM in 6.25 M Chloride ion NaCl solution at 40 °C
The laboratory test of BM exposed to 6.25 M chloride NaCl solution at 40 °C has been
discussed in Chapter 3, the results of which are displayed in section 3.5. Table 14
presents the primary results used on this modeling, including the measured pit density
and pit diameter with exposure times. The estimated number of maximum pit occurrence
locations is 3.10 × 105 per cm2 as
108μm2/cm2
π(25.43 + 29.84 + 26.78 + 20.96 + 31/53)2
4 (μm2/pit)= 1.76 × 105 pits/cm2
Other input parameters for this modeling are shown in Table 15. Note that the parameters
a, b, c and d are assumed to be the time constants, that is to take on a constant transition
value for each pit depth level. The comparison of the measured pit density in 30 days and
simulated pit density in 3 years is shown in Figure 32, indicating a proper optimization.
The result illustrated in Figure 33 displays the simulated behavior for the general body of
knowledge about pitting corrosion states. Figure 34 compares the simulated frequency
distribution of pit depth with the laboratory measured data, which are well consistent.
Figure 35 shows the results of the frequency distribution of pit depth in the long-term (3
years). The number of metastable pits reduces while stable pits keep growing over time.

102
Specifically, the pit density instantly increases to a significant value in the early days
while drops to an extremely low value in three months; after that, the pit density slowly
increases to a relatively stable value (Figure 32b). SSs are expected to have a number of
metastable pits at the start of the investigated corrosive environment, while part of them
transfer to stable pits over time, and part of them repassivate. Several authors have
attempted to characterize pit initiation and also establish the requirements necessary for
the transition from metastable to stable pitting in SSs. Important work was done by
Williams et al. [133, 134], who evaluated the rate of stable pitting Λ by the following
equation:
Λ = aλ exp(−μτc)
where a is the electrode area (cm2), λ is the nucleation frequency (s
-1cm
-2), μ is the
repassivation probability (s-1
), and τc is the induction time for stable propagation (s). This
relationship asserts that the rate of stable pit generation directly depends on the
metastable pitting rate and the probability that the metastable pits survive to become
stable. Because of this relation, it is therefore reasonable to study metastable pits, which
are more frequent and easier to observe than stable pits, and necessary to determine when
they transfer to stable pits. The authors also proposed that, from these parameters, the
expected number of pits, n, and the probability of having no stable pits, P(0), can be
determined as a function of time (t > τc) by
n = λa(t − τc) exp(−μτc) = Λ(t − τc)
and

103
ln[P(0)] = −λa(t − τc) exp(−μτc) = −Λ(t − τc)
Therefore, the expectation that the pit density will decrease and stays at a relatively stable
number is logically based on the previous studies. The next case, case 2, which has
laboratory measured data both in the early one month and much longer times, also
supports this prediction.
Time (day) Pit density (#/cm2) Pit diameter (μm)
2 476.9 25.43
5 761.54 29.84
10 692.31 26.78
20 384.62 20.96
30 361.54 31.53
Table 14 Measured data of exposure times with pit density and diameter for the data set.

104
Model input
parameter Value
M 1.76 × 105
b1 0.23
τ1 1 × 109
b2 0.7
τ2 5
a 1.2
b 0.3
c 0.5
d 0.3
Critical depth 5
N 10
Th 0.5
Table 15 Input parameters for case 1.
Figure 32 Comparison of optimized result and measured data of pit density in (a) short
term, and (b) long term.

105
Figure 33 Modeling results of the pitting corrosion states with time.

106
Figure 34 Comparison of the frequency distribution of pit depth (a) laboratory measured
data, (b) simulation.

107
Figure 35 Simulation results of frequency distribution of pit depth.
Case 2: SS316L exposed to 1.12 M chloride sea-salt solution at 72 °C
To demonstrate the flexibility of the proposed model, it applies the data set of Type 316L
SS specimens exposed to 1.12 M chloride sea-salt solution at 72 °C provided by Xin, et
al. [106]. The measured data is displayed in Figure 9 in the publication; re-displayed here
in Figure 36. We also conducted the same tests as Xin’s at times of 2, 10, 20 and 30 days,
which is to obtain the measured data of pit characteristics in the early exposure time.
Both of ours and Xin’s results are summarized in Table 16. The input parameters for
simulating are shown in Table 17.

108
The simulating results (Figure 37- Figure 39) are well fit with the measured data,
verifying the flexibility of this model. The laboratory test results suggest that the pit
density largely increases up to 1700 per cm2 in the early exposure time and then drop to
about 200 per cm2 at a relatively stable level in the long term. This data demonstrates the
prediction in the case 1 that the number of pits will be relatively flat over time.
Figure 36 Pit density with depth of SS316L specimens at various exposure times exposed
to 1.12 M chloride sea-salt solution at 72 °C [106].

109
Time (day) Pit density (/cm2)
2 1761.5
10 1700.0
20 1046.2
30 961.5
133 90.5 [106]
223 177.3 [106]
282 117.5 [106]
366 164.8 [106]
Table 16 Exposure times with mean maximum pit depth and standard deviation for the
data set (some data come from the reference [106]).
Model input
parameter Value
M 1.20 × 105
b1 0.15
τ1 1 × 109
b2 0.8
τ2 7
a 2.5
b 0.4
c 0.5
d 0.3
Critical depth 10
N 10
Th 1
Table 17 Input parameters for case 2.

110
Figure 37 Comparison of optimized result and measured data of pit density.
Figure 38 Modeling results of the pitting corrosion states with time.

111
Figure 39 Comparison of the frequency distribution of pit depth (a) laboratory measured
data (b) simulation.

112
4. Summary
In this chapter, a Markov chain model for predicting the pitting corrosion evolution has
been developed and validated by experimental pitting corrosion data.
Based on the reliability assessment by Valor, et al. [124], Markov model is the most
reliable model for predicting the long-term pitting behaviors. The concept of Markov
chain, as well as the pitting corrosion mechanism, was involved in this model to predict
the pitting corrosion states, density and depth. ODEs with state transition rates were
mathematically solved for the corrosion states. Through ascribing the pit depth in sub-
states and applying the corrosion growth law, the frequency distribution of pit depth was
achieved. Weibull distribution was used to characterize the density function for
transitioning from one state to the other. The general pit growth rate was also used to
characterize the density function for transitioning from one depth to the other in the sub-
states.
The experimental pitting corrosion data was well fit in the model for input parameters.
The model further estimated the pitting corrosion in the long-term exposure, through
comparing with the known long-term exposure laboratory corrosion data. With
preliminary fitting at one exposure time, the model reflects the tendency in the
experimental measurement and predicts the expected distribution of pit characteristics for
a particular area exposed to different test environments.

113
The next chapter, Chapter 6, describes the methodology and results of CISCC of SSs
exposed in the humid environment. It compares the CISCC rates of BM and WM and
characterizes the microstructure.
114
Chapter 6: Stress Corrosion Cracking of SSs in Humid Environments
1. Introduction
The objective of this test is to evaluate the CISCC susceptibility of Type 304L BM and
its WM, establish quantitative measurements of crack growth rates and determine
relationships among cracking susceptibility, environmental conditions, and metallurgical
characteristics. SCC crack growth rates have been identified for a BM specimen and a
WM specimen in the simulated marine coastal environment. In both cases, the crack
extension was monitored in situ by direct current potential drop (DCPD) with length
resolution of about ± 1 μm making it possible to measure extremely low growth rates
approaching 10-11
m/s. Extensive characterizations have been performed on material
microstructures and stress-corrosion cracks by micro-characteristics imaging and
analytical facilities and linked to crack growth test results to help define physical and
environmental parameters controlling SCC susceptibility.
Establishing the necessary conditions for a pit to transfer to a fatigue crack is essential for
lifetime prediction. The recognized criteria for this transition consist of two parts, both of
which are considered to be necessary for the onset of cracking. First, the pit must grow to
a critical size, causing the stress intensity factor to equal the threshold value. This critical
size varies depending on the loading, i.e. a smaller pit leads to cracking under higher

115
stress levels. Second, the crack growth rate must exceed the pit growth rate. When the
requirements are met, a fracture mechanics approach can be utilized for determining the
time to failure.
All levels of damage may result in a significant reduction in SCC life: pit depths as
shallow as 20 um can initiate cracks; however, the deepest pits do not always instigate the
cracks. In addition to depth, pit surface area, size, shape, and proximity to other pits are
also determined to be critical factors in when and where a crack develops.
2. Specimen preparation
The tests used standard 0.5-inch thickness compact tension (CT) specimens with side
grooves. The composition of elements of the CT specimens is shown in Table 2b, the
same as the coupon specimens. The dimensional tolerances and the surface finishes
shown in Figure 40 were followed in the specimen preparation. Care was taken in
machining to prevent contamination of specimen and notch surfaces that were difficult or
impossible to clean. The copper deposit left by electric discharge machining (EDM) with
a copper electrode was cleaned with DI water, acetone, and sandpaper polishing.
According to the material certification of the BM, the yield strength (σγs) is 207 MPa,
and the ultimate tensile stress (σTS) is 517 MPa.
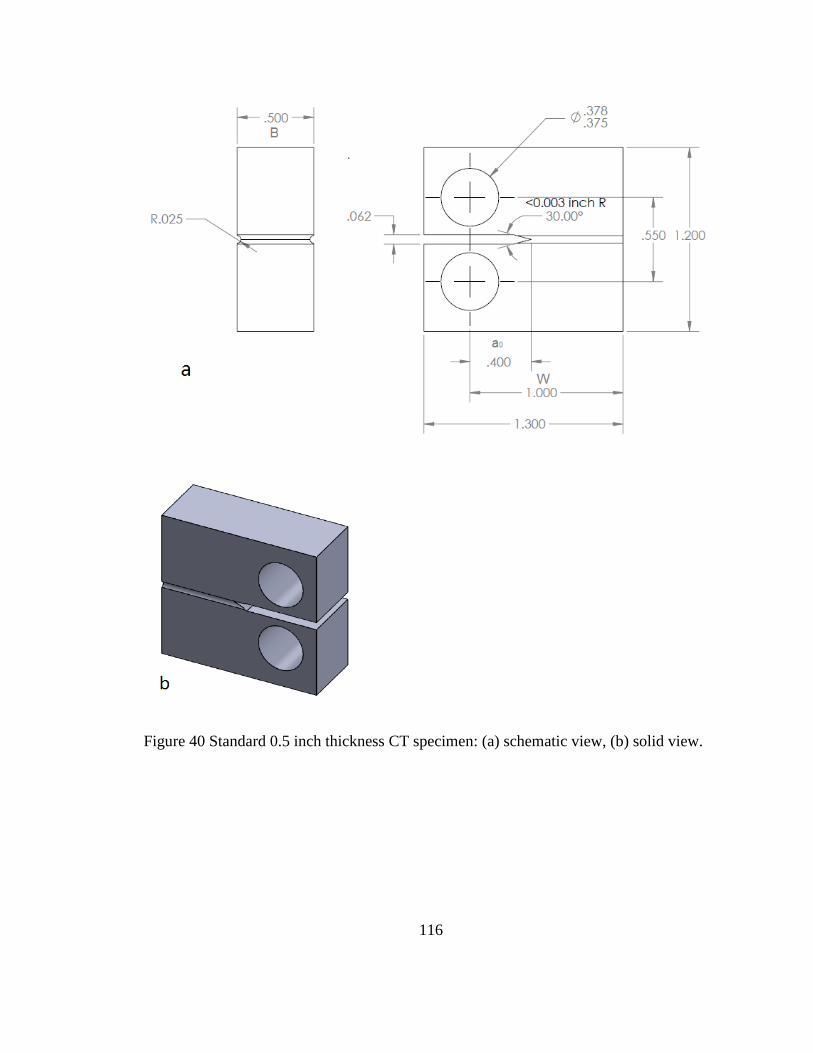
116
Figure 40 Standard 0.5 inch thickness CT specimen: (a) schematic view, (b) solid view.

117
3. SCC crack growth test system
During my Ph.D. study, a SCC crack growth test system working at high temperature (up
to 360 ºC) and high pressure (up to 2200 psi or 15.2 MPa) with the function of flow
chemistry controlling and in situ crack growth rate measurement has been fabricated.
Figure 41 illustrates the components and structures of the system. The details of the
system can be found in the transaction [135]. Features expected in a good crack growth
system include active constant K load control, active temperature control, a sensitive
crack length measurement apparatus, a recirculating high-temperature water system,
control over all aspects of water chemistry, and continuous monitoring of all pertinent
test parameters [136]. Understanding the expected features, this crack growth system is
purposely developed to control and measure stress corrosion cracks under the well-
defined material and environmental conditions, and ensure that the SCC growth rate
response is reproducible in the test conditions.
The SCC tests of the specimens exposed to humid environments were undertaken in the
autoclave of this system. To better conduct the tests in humid conditions rather than fluid
flow, the SCC test system was modified and fabricated to supply a humid environment
with the functions of real-time monitoring and controlling the applied loading, crack
growth rate of specimens and test temperatures. The digital control workstation has full
computer interface capabilities.
The specimen was tested in the 4-liter Type 316 austenitic SS-made autoclave using the
5000 lb.-loading frame with 0-5 Hz controllable frequency which accelerates the cracking

118
propagation. The inner structure of the autoclave is shown in Figure 42. The specimens
crack growth rate (CGR) can be measured through direct current potential drop (DCPD)
technique at 10-11
m accuracy (see DCPD setup at Figure 43). The wrapping heating
mantle heated the autoclave, and the high precision proportional-integral-derivative (PID)
temperature controller controls the temperature.
Figure 41 Picture of the SCC test system (located in W396 Scott Lab, OSU).

119
Figure 42 Schematic diagram of autoclave inner structure setup (not scaled).
Figure 43 Schematic diagram of DCPD test system setup.
4. Test procedure

120
The test procedures strictly followed the standard test method ASTM E1681-03 (2013)
[137], which is for determining threshold stress intensity factor for environment-assisted
cracking of metallic materials, and the standard test method ASTM E647 -13a (2014)
[138], which is for measurement of crack growth rates.
Before loading a specimen in the autoclave, the sample thickness B, notch depth a0, and
the distance from the center of holes to the back side of the specimen W (see Figure 40a)
are all measured and recorded into the data record. Using the sample dimension and the
strength of the specimen at the test temperature, in accordance with ASTM E-1681 [137],
an upper limit on stress intensity factor threshold for environmental assisted cracking
(KEAC) value was calculated using the formula
minB,W − a, a ≥4
π(KEAC
σγ)2
(E. 9)
where σγ is the effective yield strength at the test temperature, and a represents the length
of crack (include the notch depth a0),
σγ =σγs+σTS
2 (E. 10)
σγs is the yield strength, σTS is the ultimate tensile strength. minB,W − a, a is the
smaller of the specimen thickness, the remaining uncracked specimen width, and the
crack length. After the specimen dimensions were measured and spot-weld locations
were marked on the sample, it was cleaned and installed on the inner structure of the
autoclave.

121
The specimen was fixed on the loading frame of the system for fatigue pre-cracking in
the room environment before testing in the humid environment. The importance of pre-
cracking is to provide a sharpened fatigue crack of adequate size and straightness which
ensures that 1) the effect of the machined starter notch is removed from the specimen K-
calibration, and 2) the effects on subsequent crack growth rate data caused by changing
crack front shape or pre-crack load history are eliminated. The fatigue pre-crack is
allowed to extend to a depth of from 1.3 mm to 3.8 mm.
The first step in pre-cracking was to cycle the specimen at a relatively high frequency
(1.5-2 Hz in the test) with a small load ratio (R = 0.3 in the test) and maximum stress
intensity factor (Kmax) less than the K level chosen for constant K. As the crack began to
grow from the notch, the frequency was reduced while the load ratio R and applied
maximum stress intensity factor Kmax were increased. By pre-cracking in this way, each
pre-crack segment can grow beyond the plastic zone created by the previous segment.
The increment of the final 1 mm fatigue pre-crack was conducted at a Kmax value of not
more than 60% of the expected KEAC. The direction of cracking was parallel to the groove,
within the angle of ± 10°.
After pre-cracking, the specimen was un-installed on the loading frame of the system and
immersed in the saturated sea-salt solution at room temperature for 10-15 hours. Then the
specimen was dried in compressed air to make the sea-salt deposit on the specimen
surface as well as thoroughly cover the crack-tip region.

122
The specimen was re-installed on the loading frame of the system. A small beaker with
DI water of measured weight was placed in the autoclave. The autoclave was closed with
eight hex screws to prevent from leaking. It was heated to the expected temperature. Note
that with some environment-material combinations, preconditioning of the specimen in
the investigated environment prior to force or displacement application will greatly
influence the resulting KEAC values. Considering the effects of preconditioning, the
specimen was immediately exposed to the test environment (i.e. humid environment at
the expected temperature) for 8 hours before applying loading. The test ensured that
proper humidity was in the autoclave, and the crack-tip region of the specimen stayed in
the corrosive environment at all times. Seals between the autoclave and the specimen
were regularly inspected for leakage.
Crack transitioning steps were carefully selected to grow the crack in the humid
environment using the following stages: (1) fatigue, (2) corrosion fatigue and (3) SCC.
This means producing cracks of about 1 mm by cycling in-situ before transitioning to
slow cyclic loading plus hold times to promote SCC. Cyclic loading steps at frequencies
of 0.1 Hz down to 0.001 Hz were performed in the humid environment. The final phase
involved crack transitioning by very slow cycling. This grew the crack beyond the pre-
cracking plastic zone and allowed the crack to transition from transgranular (TG) fatigue
to the crack growth mechanism that occurs for that material under constant K conditions.
Details about the test steps are shown in the tables of the next section.

123
After the SCC test, the specimens were rinsed with ultrapure water, cleaned by ultrasonic
with analytical acetone, and then dried by ethanol of analytical grade. The crack surface
of each specimen was mechanically abraded and SiC diamond polished to 1 μm. The
polished surface was further examined under SEM/FIB, and the TEM foil with the cross-
section of the crack was prepared by FIB.
5. Results and analysis
Table 18 and Table 19 separately display the test steps for BM and WM exposed to 15 %
RH at 70 ºC. The BM was applied the stress intensity factor of 9 MPa√m for crack
propagation, while the WM was applied the lower stress intensity factor of 7 MPa√m,
due to the yield strength was reduced after welding. The determination of the K values
was according to (E. 9)(E. 10). Though the WM was applied lower stress, its crack
growth rate was much higher than the BM at the same test phase, which can be obtained
through comparing Figure 44 and Figure 45. This indicates that the welding process
largely depressed the resistance to SCC.

124
Table 18 The pre-cracking and crack-transitioning procedure for SCC crack growth
testing of BM at 9 MPa√m exposed to 15 % RH at 70 °C. The specimen was immersed in
the saturated sea-salt solution at room temperature (RT) and dried in air.
Test
phase
Duration
(hour)R
Frequency
(Hz)Hold (hour) Humidity
Temperatu
re (°C)
Kmax
(MPa√m)CGR (m/s)
Crack
increment
(mm)1 1 0.3 2 0 air RT 7 7.06E-08 0.254
2 0.38 0.3 2 0 air RT 9 7.37E-07 1.016
3 0.18 0.5 2 0 air RT 9 1.66E-06 1.0922
4 22.5 0.7 0.1 0 15% 70 9 3.45E-09 0.2794
5 81.83 0.7 0.01 0 15% 70 9 9.48E-10 0.2794
6 86.5 0.7 0.001 0 15% 70 9 1.63E-10 0.0508
7 148.28 0.7 0.001 0 15% 70 9 4.76E-11 0.0254
8 170.72 0.7 0.001 0 15% 70 9 - -
9 24.83 0.7 0.001 0 15% 70 9.5 2.84E-10 0.0254
10 73.5 NA NA NA 15% 70 9 9.60E-11 0.0254
11 70.5 NA NA NA 15% 70 9 2.00E-10 0.0508

125
Table 19 The pre-cracking and crack-transitioning procedure for SCC crack growth
testing of WM at 7 MPa√m exposed to 15 % RH air at 70 °C. The specimen was
immersed in the saturated sea-salt solution at room temperature (RT) and dried in air.
Test phaseDuration
(hour)R
Frequency
(Hz)Hold (hour) Humidity
Temperatu
re (°C)
Kmax
(MPa√m)CGR (m/s)
Crack
increment
(mm)1 2.33 0.3 1.5 0 air RT 5 2.12E-08 0.1778
2 1.17 0.3 2 0 air RT 5 1.21E-07 0.508
3 0.42 0.3 2 0 air RT 7 6.77E-07 1.016
4 0.33 0.5 2 0 air RT 7 3.60E-07 0.4318
5 1.33 0.7 0.1 0 15% 70 7 5.29E-08 0.254
6 87.5 0.7 0.01 0 15% 70 7 2.42E-10 0.0762
7 107 0.7 0.001 0 15% 70 7 6.59E-11 0.0254
8 62 0.7 0.001 0 15% 70 7 - -
9 5.17 0.7 0.001 0 15% 70 7.5 1.37E-09 0.0254
10 66.5 0.7 0.001 0 15% 70 7 2.12E-10 0.0508
11 48 NA NA NA 15% 70 7 2.94E-10 0.0508

126
Figure 44 Crack length with time of the SCC propagation testing of the BM specimen at
the stress intensity factor of 9 MPa√m exposed to 15 % RH air at 70 °C.
Figure 45 Crack length with time of the SCC propagation testing of the WM specimen at
the stress intensity factor of 8 MPa√m exposed to 15 % RH air at 70 °C.

127
Figure 46 Comparison of crack growth rate of the BM and the WM specimens.
6. Microstructure and microchemistry
The micro-characteristics of the CT specimens were analyzed under SEM/FIB and
STEM-EDS. This section shows the results of the WM-made CT specimen (section 6.1)
and the BM-made CT specimen (section 6.2) exposed to 15 % RH air at 70 °C.
6.1 WM-made CT specimen
Figure 47 displays the main steps of making a TEM foil. Figure 47a is a SEM image,
showing the overview of the cracking from notch (bottom) to the tip (top). Figure 47b is a
zoom-in image indicating the tip of the crack. A mark is made by the Pt deposit to

128
illustrate the location of making a TEM foil. Figure 47c shows an etched foil ready to be
picked up. Figure 47d is a complete TEM foil attached to a TEM grid.
Figure 48 shows a STEM image in dark field mode of the cross-section of the crack. A
red box is marked to present the location of EDS mapping. The crack interface is distinct;
however, the crack is contaminated by redeposition. When making a TEM foil in the FIB
chamber, while most of the sputtered material is rapidly pumped away into the vacuum
system, some sputtered atoms may redeposit onto the freshly milled walls of the
specimen. The atoms from the specimen matrix and the Pt deposit, as well as the Ga+ ion
beam (Ga+ ion beam is used to hit the sample surface and sputter a small amount of
material), may therefore be deposited onto an adjacent region. Although redeposition is
impossible to be eliminated, it has been significantly reduced by using low accelerating
voltages in our case. Redeposition does not significantly affect the integrity of chemical
analysis since the metal elements, such as Fe and Cr, do not redeposit in the crack.
Figure 49 shows a STEM image of the specimen in dark field mode (Figure 49a) and the
elemental maps (Figure 49b- 49g). The redeposition of Pt layer caused by ion beam
trenching is in the crack (Figure 49b). Slight of C and O are in the crack. Oxide particles
are formed in the branch of the crack, and an oxygen diffusion layer is distinct (Figure
49g).
The sea-salt elements, Mg and Cl, are detected in the crack (Figure 50), being an
evidence of the deliquescence of the salt deposit. Similar to the micro-characteristics of

129
the pit (in Chapter 3 & 4), there is a little metal element in the crack and a manifest
amount of salt species.
Figure 51 is the EDS concentration profiles of elements (Pt, C, Si, Cu, Ni, Fe, Cr and O)
measured at the six spots (Spot 1, 2, … 6) shown in Figure 49a. Spot 1 and 2 are in the
matrix. Since the content of Cr and C of spot 2 is higher, and the content of Fe and Ni is
lower than spot 1, spot 2 is susceptible to be the secondary phase, Cr-C precipitations
(note that the specimen is made of WM). The region of the secondary phase is
distinguished in Figure 49d and Figure 49f by the dashed lines.
Spot 3 and 4 are in the crack. There is an extremely low content of metal elements, and
an amount of redeposition, including Pt.
Spot 5 and 6 are also in the crack. Both of them have an acknowledgeable amount of O
and Si. Spot 5 also has significant C. The content of Si and C in the material is trivial. Si
and C are susceptible to be the contamination caused by the SiC diamond polishing. The
polishing was made before preparing the TEM foil, as described in section 4.
Figure 52 is the concentration profiles of C, Fe, Cr, Ni and O measured by the EDS line
scan at the crack interface. The content of O is relatively stable throughout the line,
indicating the oxygen diffusion layer at the interface.

130
Figure 47 TEM foil preparation of the WM-made CT specimen exposed to 15 % RH air
at 70 °C. (a) Overview of the cracking from notch (bottom) to the tip (top), (b) the tip of
cracking with a Pt layer (mark), (c) foil has been etched, and (d) the TEM foil is attached
to a TEM grid.

131
Figure 48 STEM dark field image of the cross-section of the crack with an STEM-EDS
mapping area indicated by a red box.

132
Continued
Figure 49 (a) STEM dark field image. Elemental maps of (b) Pt, (c) C, (d) Cr, (e) Fe, (f)
Ni, and (g) O.

133
Figure 49 continued
Figure 50 STEM-EDS elemental maps of (a) Mg, and (b) Cl.

134
Continued
Figure 51 STEM-EDS concentration profiles (atomic normalized) measured at the spots
in Figure 49a.

135
Figure 51 continued
Figure 52 Corresponding STEM-EDS concentration profiles of C, Cr, Fe, Ni and O
measured at the line in Figure 49a.

136
6.2 BM-made CT specimen
The steps of making a TEM foil is the same as described in section 6.1. The TEM foil is
also made at the tip of the crack.
Figure 53 is a STEM image in dark field mode of the crack interface between the matrix
and the crack. Note that a 200 nm-thick redeposition layer was made by the ion beam
trenching process and accumulated on the edge of the crack. Ga (Figure 53d) represents
the region of redeposition. Besides, a 40 nm-thick oxygen diffusion layer is measured
(Figure 53b).
To better illustrate the element profiles at the crack interface, the STEM-EDS line scan
was conducted on the line in Figure 53a. Accordingly, Figure 54 is the EDS
concentration profiles of O, Cr, Fe, Ni and Ga. Between the distance 200 nm and 240 nm,
a peak of O is distinct. The content of Fe, Ni and Cr drops.
Besides, the other location with a little redeposition on the TEM foil was also analyzed,
shown in Figure 55. At this location, the redeposition does not affect the integrity of
chemical analysis. The EDS mapping was measured at the crack interface.
Figure 56 displays the EDS elemental maps of O, Fe and Ga. There is a little Ga (Figure
56d). Similar to Figure 53b, the oxygen diffusion layer is also found at the interface, and
the thickness is about 50 nm.

137
Figure 53 (a) STEM dark field image with an STEM-EDS line scan indicated with a red
line. EDS elemental maps of (b) O, (c) Fe, and (d) Ga.

138
Figure 54 Corresponding EDS concentration profiles of O, Cr, Fe, Ni and Ga measured at
the line of Figure 53a.
Figure 55 STEM dark field image of the cross-section of the tip of crack with a STEM-
EDS mapping area indicated with a red box.

139
Figure 56 EDS elemental maps of the area in Figure 55. (a) STEM dark field image, (b)
O, (c) Fe, (d) Ga.

140
Chapter 7: Conclusions and Recommendations for Future Work
Chapter 7 contains the summary of the entire study and results, conclusions drawn from
the studies, the overview of the contribution of the research to the state-of-the-art, the
discussion of limitations of the study and the suggestion about areas research that could
be extended beyond those described in this dissertation.
1. Conclusion and significance
The study has developed tools for evaluating the potential occurrence of SCC on UNF
storage welded SS canisters and evaluating pitting corrosion and SCC penetration rates
through the wall of the canister. This has been done using the integrated approach:
identified the corrosion potential, passive current, pitting potential range, passivation
layer impedance; evaluated the pit density and depth in the highly concentrated chloride
ion solutions; parallel evaluated the pit density and depth in the salt particles deposit
humid environment; measured SCC growth under relevant environmental conditions;
concurrently parameterized and validated a Markov model for pitting corrosion.
The welding process depresses the corrosion resistance of metal matrix under the
investigated environments, evident by the heterogeneously distributed elements, the
declined corrosion potential, the increased anodic passive current density and the
narrowed passive zone. The WM is detected to be less pitting corrosion resistant than the

141
BM when exposed to the same aggressive environment, including the highly concentrated
chloride ion solutions and salt particles deposit humid environment. The SCC
propagation rate of WM is also much higher than the BM even when applied by lower
stress intensity factor, indicating the welding process depresses the SCC resistance.
The phenomenon of metastable pitting is manifested for the tests undertaken, in particular
for the early exposure times. After metastable pitting, some of the metastable pits are
sufficiently large to be stable in growth; some of them re-passivate and become non-
visible.
Both the chloride ion concentration and the temperature influence the pitting corrosion
resistance. Under the investigated environment, the chloride ion concentration of 6.25 M
makes the higher pit density and the deeper pit depth on the specimens compared with the
one of 1.5 M. Temperatures of 40 °C and 70 °C show small differences in the pitting
corrosion resistance.
For the near-saturate chloride ion environment, the specimens exposed to the
deliquescent moisture film are less corrosion resistant than those immersed in the solution.
Deliquescent salt is not as homogenous as the salt dissolved in the solution; it is
unavoidable that in the microscale, part of the exposure surface has more salt ions
concentrated when deliquescent while the other part has less. A microscale galvanic
corrosion cell could be formed between the anode (higher salt concentration) and the
cathode (lower salt concentration), resulting in the higher pitting corrosion rate and larger
pit in the anode. Considering the environment of coastal and lake/river-side region, the

142
findings of the pitting corrosion in humid environments provide better forecasting on
actual in-service canisters.
Both the pits and crack tips of SCC are void of metal elements, while salt elements, such
as Mg and Cl, are susceptible to form a non-dissolvable compound. Oxygen is
concentrated around the region of pits and crack tips, and oxide diffusion layer is in
micro-scale.
A Markov model for predicting the pitting corrosion evolution has been developed and
validated using experimental pitting corrosion data. The simulating results are well fit
with the measured data of different conditions, verifying the flexibility of this model. The
use of a continuous-time linear growth Markov process is particularly attractive. This
supports the idea that the transition rates in the Markov process are closely related to the
pitting damage rate. Simplifications are made to improve computation speeds. The
predictive model can be further developed based on this Markov model and used to serve
for defining timelines of concern for SCC and guide inspection intervals during service.
One of the advantages of the Markov chain approach over deterministic and other
stochastic models for pitting corrosion is that the Markov chain model can capture the
dependence of the pitting rate on the pit depth and lifetime. It allows for an estimation of
not only the probability distribution of the pitting rate associated with the entire pit
population but also such a distribution for a subpopulation within specific lifetime and
depth ranges, in other works, it obtains not only the expected pit depth with time as a
function of environment but also the frequency distribution of pit depth and pit density.

143
Based on the preceding discussion, a successful methodology for assessing the likelihood
of SCC on simulated UNF canister materials has been developed well to understand the
problem of SCC on UNF canisters. It includes a coordinated approach of laboratory-scale
data collection, field deployable testing and measurement systems, and Markov modeling.
Since the safety performance of long-term interim storage is major concerned in the
nuclear industry, this work provides a technical basis for evaluating a technical issue
facing the industry.
2. Technical challenges
The shortage of observations on in-service canisters is apparent by reviewing the
available studies of SCC of UNF canisters. Existing experimental data do not
comprehensively consider the in-service canister temperatures or RH, or the salts and
other contaminants on the canister surface. The residual stress data obtained thus far is
only one indicator but not the consideration of the difference between assumed and actual
conditions. The measurements of residual tensile stress in the in-service canisters are not
available because of the difficulties in installing measurement tools and limit installation
space. The un-replicate welding process is another issue that makes the residual tensile
stress different for each canister.
The problem of SCC in SSs has been researched for many years, and there is massive
amount data about material characteristics. However, the applicable data for in-service
canister conditions is very scarce, and uncertainty-quantified data on environmental
conditions is even less. Although our study has explored a new direction to understanding

144
the mechanism of SCC of canister materials combined with coastal environments, it has
limited influence for evaluating a critical regulatory and technical issue facing the nuclear
industry. This is due to the amount of test specimens, the specimen area, and the variance
of canister materials in residual stresses. The results are not comprehensively
representative for the in-service canisters.
Our experiment system is not perfect for simulating the actual coastal environment
referring to the temperature, RH and salt deposit. These parameters are flexible and
varied over time, instead of fixed values. In spite of the difficulties associated with
obtaining near real-time data, modifying the experiment system and adjusting the
parameters to the actual environment will make the results closer to the actual.
The modeling analysis does not involve the in-service conditions of coastal environment
vary or the residual stresses. Uncertainties in data coupled with conservative assumptions
limit the usefulness of the model. In spite of the supplied laboratory data, obtaining near
real-time data will make extremely generous benefits.
Some simplifications for the model are offered. To ensure the accuracy of the
simplifications, the results of simulating have been compared with the experimentally
measured data. However, data is scarce, and the uncertainty is not analyzed. Data outside
the laboratory over long-term experiments and for metastable pitting corrosion is even
less. A call for thorough experimentations is made to aid the continued research in this
area.

145
Transition rates consider the pit growth rate once the pit is born and visible. While the
modeling of pitting corrosion state transition ignores the start time of birth of pits for
simplification purpose. Although the modeling results fit well with the measured data, it
is worthy to further study the effect of involving the start time into the modeling
procedures. The methodology to solve this issue can be Sojourn time approach.
3. Future work
The future work of both experiments and models may focus on the in-service canister and
observe the corresponding factors of temperature, RH, salt deposit and tensile stress.
Both the follow-up studies and replication studies are suggested to be undertaken. A list
of future work is given in the following, which can make the problem on CISCC of
canisters be more comprehensively understood.
1) Characteristics on pitting corrosion that strongly depend on the changes of
conditions.
2) Environments necessary for localized corrosion initiation for long-term storage.
3) Long-term behavior of pitting corrosion and SCC as a function of environmental
changes (for example, seasonal changes in temperature and RH).
4) Initiation time for SCC on SS weldment and the effects of pre-existing
imperfections on SCC initiation and propagation.
5) Deposition rates for marine salts, dust, and atmospheric deposits on canister
surfaces and the changes of environment conditions with time.

146
6) Predictive model development to assess the factors of environmental conditions,
residual stress and salt deposit over time.
7) Residual stress contour measurements and the relation of residual stress with the
un-replicate welding process.
8) The residual tensile stress and compressive stress concerning the SCC growth rate.
9) Thermal analysis of the canister surface for a variety of dry canister storage
facilities and the thermal mapping over time.
10) Development of diagnostic tools for detection of cracks and assessment of crack
initiation and growth.

147
References
[1] USNRC, "Identification and prioritization of the technical information needs
affecting potential regulation of extended storage and transportation of spent
nuclear fuel," United States Nuclear Regulatory Commission, 2012.
[2] J. D. Werner, "U.S. Spent Nuclear Fuel Storage," Congressional Research Service,
2012.
[3] M. Hasegawa, Sutenresuko Binran (Stainless Steel Handbook), Tokyo: Nikkan
Kogyo Shinbun, 1975, pp. 1-50.
[4] B. Hanson, H. Alsaed, C. Stockman, D. Enos, R. Meyer and K. Sorenson, "Gap
analysis to support extended storage of used nuclear fuel rev. 0," United States
Department of Energy, 2012.
[5] EPRI, "Extended storage collaboration program (ESCP) progress report and review
of gap analyses," Electric Power Research Institute, Palo Alto, CA, 2011.
[6] USNWTRB, "Evaluation of the technical basis for extended dry storage and
transportation of used nuclear fuel," United States Nuclear Waste Technical
Review Board, 2010.
[7] G. Frankel, "Pitting corrosion of metals a review of the critical factors," Journal of
The Electrochemical Society, vol. 145, pp. 2186-2198, 1998.
[8] T. Saegusa, G. Yagawa and M. Aritomi, Nuclear Engineering and Design, vol.
238, pp. 1168-1174, 2008.
[9] EPRI, "Effects of marine environments on stress corrosion cracking of austenitic
stainless steels," Electric Power Research Institute, Palo Alto, California, 2005.

148
[10] R. M. Meyer, A. F. Pardini, J. M. Cuta, H. E. Adkins, A. M. Casella, A. Qiao, M.
Larche, A. A. Diaz and S. R. Doctor, "NDE to manage atmospheric SCC in
canisters for dry storage of spent fuel: an assessment," Pacific Northwest National
Laboratory, Richland, Washington, 2013.
[11] J. Tani, M. Mayuzumi and N. Hara, Journal of Nuclear Material, vol. 379, pp. 42-
47, 2008.
[12] USNWTRB, "Evaluation of the technical basis for extended dry storage and
transportation of used nuclear fuel," United States Nuclear Waste Technical
Review Board, 2010.
[13] M. Mayuzumi, J. Tani and T. Arai, Nuclear Engineering and Design, vol. 238, pp.
1227-1232, 2008.
[14] R. Parrott and H. Pitts, "Chloride stress corrosion cracking in austenitic stainless
steel- recommendations for assessing risk, structural integrity and NDE based on
practical cases and a review of literature," Health& Safety Laboratory, 2010.
[15] X. He, L. Tipton, Y. Pan, H. Jung, J. Tait, R. Einziger and H. Gonzalez,
"Development and evaluation of cask demonstration programs," United States
Nuclear Regulatory Commission, Washington, DC, 2011.
[16] D. G. Enos and C. R. Bryan, "Understanding the risk of chloride induced stress
corrosion cracking of interim storage containers for the dry storage of spent nuclear
fuel: residual stress in typical welded containers," in NACE International
Corrosion 2016, Vancouver, BC, Canada, 2016.
[17] B. P. Black, "Effect of residual stress on the life prediction of dry storage canisters
for used nuclear fuel (thesis)," Massachusetts Institute of Technology, Cambridge,
MA, 2013.
[18] M. Wataru, K. Saegusa and H. Shirai, "Demonstration Tests on the Full-Scale
Concrete Casks," 2003.
[19] M. Wataru, H. Takeda, K. Shirai and T. Saegusa, "Thermal hydraulic analysis
compared with tests of full-scale concrete casks," Nuclear Engineering and Design,
vol. 238, no. 5, pp. 1213-1219, 2008.

149
[20] S. R. Suffield, J. M. Cuta, J. A. Fort, B. A. Collins, H. E. Adkins and E. R.
Siciliano, "Thermal modeling of NUHOMS HSM-15 and HSM-1 storage modules
at Calvert Cliffs nuclear power station ISFSI," Pacific Northwest National
Laboratories (PNNL), Richland, WA, 2012.
[21] "Calvert Cliffs stainless steel dry storage canister inspection," Electric Power
Research Institute, Palo Alto, CA, 2014.
[22] C. Bryan and D. Enos, "Analysis of dust samples collected from spent nuclear fuel
interim storage containers at Hope Creek, Delaware, and Diablo Canyon,
California," Sandia National Laboratories, Albuquerque, NM, 2014.
[23] ASTM, "Standard practice for the preparation of substitute ocean water," ASTM
International, West Conshohocken, PA, 2013.
[24] C. A. Pio and D. A. Lopes, "Chlorine loss from marine aerosol in a coastal
atmosphere," Journal of Geophysical Research, vol. 103, no. D19, pp. 25263-
25272, 1998.
[25] C. R. Bryan and D. G. Enos, "Understanding the environment on the surface of
spent nuclear fuel interim storage containers," in Probabilistic Safety Assessment
and Management, Honolulu, Hawaii, 2014.
[26] S. E. Ferry, B. P. Black, S. Teysseyre and R. G. Ballinger, "The effect of weld
residual stress on life of used nuclear fuel dry storage canisters," in 16th
International Conference on Environmental Degradation of Materials in Nuclear
Power System-Water Reactors, 2013.
[27] M. Mayuzumi, J. Tani and T. Arai, "Chloride induced stress corrosion cracking of
candidate canister mateirals for dry storage of spent fuel," Nuclear Engineering and
Design, vol. 238, pp. 1227-1232, 2008.
[28] K. Shirai, J. Tani, T. Arai, M. Wataru, H. Takeda and T. Saegusa, "SCC evaluation
test of multi-purpose canister," in 13th International High-level Radioactive Waste
Management Conference (ANS), 2011.
[29] T. S. Mintz, L. Caseres, D. S. Dunn and M. Bayssie, "Atmospheric salt fog testing
to evaluate chloride induced stress corrosion cracking of type 304, 304L, and 316L
stainless steel," in Corrosion, San Antonio, Texas, 2010.

150
[30] A. C. 1553, "Standard guide for drying behavior of spent nuclear fuel," ASTM
International, 2008.
[31] J. Kusnick, M. Benson and S. Lyons, "Finite element analysis of weld residual
stresses in austenitic stainless steel dry cask storage system canisters technical letter
report," United States Nuclear Regulatory Commission, 2013.
[32] I. Matsushima, "Localized corrosion of iron and steel," in Uhlig's Corrosion
Handbook, Hoboken, NJ, John Wiley & Sons, Inc., 2011, pp. 615-619.
[33] Z. Szklarska-Smialowska, Pitting corrosion of metals, National Association of
Corrosion Engineers, 1986.
[34] A. Sidharth, "Effect of pitting corrosion on ultimate strength and buckling strength
of plate - a review," Digest Journal of Nanomaterials and Biostructures, vol. 4, pp.
783-788, 2009.
[35] R. C. Newman and W. R. Whitney, "Understanding the corrosion of stainless
steel," Corrosion, vol. 57, no. 12, pp. 1030-104, December 2001.
[36] S. Feliu, M. Morcillo and S. Feliu, Corrosion Science, vol. 34, pp. 403-414, 1993.
[37] F. Corvo and I. Leon, Revista Iberoamericana de Corrosión y Protección, vol. 5,
no. 19, 1988.
[38] C. Arroyave, F. A. Lopez and M. Morcillo, Corrosion Science, vol. 37, no. 1751,
1995.
[39] J. Bhandari, F. Khan, R. Abbassi, V. Garaniya and R. Ojeda, "Modelling of pitting
corrosion in marine and offshore steel structures - a technical review," Journal of
Loss Prevention in the Process Industries, vol. 37, pp. 39-62, 2015.
[40] J. Horvath and H. H. Uhlig, Journal of The Electrochemical Society, vol. 115,
1968.
[41] K. P. Wong and R. C. Alkire, "Local chemistry and growth of single corrosion pits
in aluminum," Journal of The Electrochemical Society, vol. 137, pp. 3010-3015,
1990.
151
[42] H. P. Leckie and H. H. Uhlig, Journal of The Electrochemical Society, vol. 113, pp.
1262-1267, 1966.
[43] S. Caines, F. Khan and J. Shirokoff, "Analysis of pitting corrosion on steel under
insulation in marine environments," Journal of Loss Prevention in the Process
Industries, vol. 26, pp. 1466-1483, 2013.
[44] R. Melchers and R. Jeffrey, "The critical involvement of anaerobic bacterial
activity in modelling the corrosion behaviour of mild steel in marine
environments," Electrochimica Acta, vol. 54, pp. 80-85, 2008.
[45] T. H. Abood, "The influence of various parameters on pitting corrosion of 316L
and 202 stainless steel," Department of Chemical Engineering of the University of
Technology, 2008.
[46] J. Galvele, "Tafel's law in pitting corrosion and crevice corrosion susceptibility,"
Corrosion Science, vol. 47, pp. 3053-3067, 2005.
[47] M. D. Asaduzzaman, C. M. Mustafa and M. Islam, CI&CEQ, vol. 17, no. 4, pp.
477-483, 2011.
[48] R. M. Pidaparti, L. Fang and M. J. Palakal, "Computational simulation of multi-pit
corrosion process in materials," Computational Materials Science, vol. 41, pp. 255-
265, 2008.
[49] J. C. Walton, Corrosion Science, vol. 30, pp. 915-928, 1990.
[50] J. C. Walton, G. Cragnolino and S. K. Kalandros, Corrosion Science, vol. 38, no. 1,
pp. 1-18, 1996.
[51] D. G. Harlow and R. P. Wei, Fatigue and Fracture Engineering of Materials and
Structures, vol. 22, no. 6, pp. 427-436, 1999.
[52] D. G. Harlow and R. P. Wei, Engineering Fracture Mechanics, vol. 59, no. 3, pp.
305-325, 1998.
[53] G. A. Henshall, Journal of Nuclear Material, vol. 195, pp. 109-125, 1992.
[54] P. Marcus and J. Oudar, Corrosion mechanisms in theory and practice, New York:

152
Marcel Dekker, Inc., 1995.
[55] U. R. Evans and R. B. Mears, "Corrosion velocity and corrosion probability,"
Engineering, vol. 136, pp. 689-690, 1933.
[56] T. Shibata and M. Sudo, "Stochastic process of pit generation of aluminum," Denki
Kagaku, vol. 53, no. 8, pp. 227-231, 1990.
[57] G. A. Henshall, W. G. Hasley, W. L. Clarke and R. D. McCright, "Modeling pitting
corrosion damage of high level radioactive waste containers, with emphasis on the
stochastic approach," Lawrence Livermore National Laboratory, 1993.
[58] A. Valor, F. Caleyo, L. Alfonso, J. C. Velázquez and J. M. Hallen, "Markov chain
models for the stochastic modeling of pitting corrosion," Mathematical Problems in
Engineering, vol. 2013, p. Article ID 108386, 2013.
[59] A. Valor, F. Caleyo, L. Alfonso, D. Rivas and J. M. Hallen, "Stochastic modeling
of pitting corrosion: A new model for initiation and growth of multiple corrosion
pits," Corrosion Science, vol. 49, pp. 559-579, 2007.
[60] A. Turnbull, "Mathematical modeling of localized corrosion," in Modelling
aqueous corrosion from individual pits to system management, Manadon,
Plymouth, U.K., Springer Science+Business Media, Dordrecht, 1993.
[61] M. K. Cavanaugh, "Modeling the environmental dependence of localized corrosion
evolution in AA7075-T651 (Dissertation)," Ohio State University, Columbus, OH,
2009.
[62] R. Melchers, Corrosion, vol. 61, pp. 895-906, 2005.
[63] T. Shibata, T. Takeyama and Nature, Nature, vol. 260, p. 315, 1976.
[64] T. Shibata and T. Takeyama, Corrosion, vol. 33, p. 243, 1977.
[65] D. E. Williams, C. Westcott and M. Fleischmann, Journal of The Electrochemical
Society, vol. 37, p. 1703, 1988.
[66] D. E. Williams, C. Westcott and M. Fleischmann, Journal of The Electrochemical
Society, vol. 132, p. 1804, 1985.

153
[67] C. Gabrielli, F. Huet, M. Keddam and R. Oltra, Corrosion, vol. 46, no. 4, p. 266,
1990.
[68] B. Baroux, Corrosion Science, vol. 28, no. 10, p. 969, 1988.
[69] D. D. Macdonald and M. Urquidi-Macdonald, Journal of The Electrochemical
Society, vol. 136, p. 961, 1989.
[70] R. Doelling, K. E. Heusler and Z. Physik, Chem, vol. 139, p. 39, 1984.
[71] M. Hashimoto, S. Miyajima and T. Murata, Corrosion Science, vol. 33, no. 6,
1992.
[72] N. Murer and R. G. Buchheit, Corrosion Science, vol. 69, pp. 139-148, 2013.
[73] M. Janik-Czachor, British Corrosion Journal, vol. 6, p. 57, 1971.
[74] A. Broli, H. Holtan and T. B. Andreassen, Werkstoffe Und Korrosion-Materials
and Corrosion, vol. 27, p. 497, 1976.
[75] G. Herbsleb and H. J. Engell, Werkstoffe Und Korrosion-Materials and Corrosion,
vol. 17, p. 365, 1966.
[76] Z. Szklarska-Smialowska and M. Janik-Czachor, British Corrosion Journal, vol. 4,
p. 138, 1969.
[77] R. W. Staehle, in Conference on fundamental aspects of stress corrosion cracking,
NACE, Houston, TX, 1969.
[78] M. A. Streicher, "Austenitic and Ferritic Stainless Steels," in Uhlig's Corrosion
Handbook (3rd edition), Hoboken, NJ, John Wiley & Sons, Inc., 2011, pp. 657-
693.
[79] A. Turnbull, S. Zhou, L. Orkney and N. McCormick, "Visualization of stress
corrosion cracks emerging from pits," Corrosion, vol. 62, no. 7, pp. 555-558, 2006.
[80] Y. Kondo, Corrosion, vol. 45, p. 7, 1989.
[81] G. Engelhardt, D. D. Macdonald, Y. Zhang and B. Dooley, Power Plant Chemistry,
vol. 6, p. 647, 2004.

154
[82] G. Engelhardt and D. D. Macdonald, Corrosion Science, vol. 46, p. 2755, 2004.
[83] D. A. Horner, B. J. Connolly, S. Zhou, L. Crocker and A. Turnbull, "Novel images
of the evolution of stress corrosion cracks from corrosion pits," Corrosion Science,
vol. 53, pp. 3466-3485, 2011.
[84] A. Turnbull and Zhou S, Corrosion Science, vol. 46, p. 1239, 2004.
[85] J.-i. Tani, M. Mayuzumi and N. Hara, "Stress corrosion cracking of stainless-steel
canister for concrete cask storage of spent fuel," Journal of Nuclear Materials , vol.
379, pp. 42-47, 2008.
[86] A. Sjong and L. Eiselstein, "Marine atmospheric SCC of Unsensitized stainless
steel rock climbing protection," Journal of Failure Analysis and Prevention, vol. 8,
pp. 410-418, 2008.
[87] A. Kosaki, "Evaluation method of ccorion lifetime of conventional stainless steel
canister under oceanic air environment," Nuclear Engineering and Design, vol.
238, pp. 1233-1240, 2008.
[88] A. J. Sedriks, Corrosion of stainless steels, New York, NY: J. Wiley and Sons,
1979.
[89] S. M. Bruemmer, R. N. Jones, J. R. Divine and A. B. Johnson, "Evaluating the
intergranular SCC resistance of sensitized type 304 stainless steel in low-
temperature water environments," ASTM Special Technical Testing Publication
821, Philadelphia, PA, 1984.
[90] R. A. Cottis and R. C. Newman, Stress corrosion cracking resistance of duplex
stainless steels, vol. 94, H. a. S. O. T. Report, Ed., London: HSE, 1995.
[91] A. Kosaki, "An example of corrosion estimation of metal cask," in The 2002
meeting for Weathering Technology, Japan Weathering Test Center, 2002.
[92] M. Nakahara and K. Takahashi, "Field experiences of ESCC in chemical plants. In:
Proceedings of the JSCE Materials and Environments," Japan, Tokyo, 1985.
[93] T. Kawamoto, "An investigation into the actual condition of external stress
corrosion cracking (ESCC) of austenitic stainless steels," Boshoku-Gijutsu, vol. 37,

155
pp. 30-33, 1988.
[94] M. Mayuzumi, T. Arai and K. Hide, "Chloride induced stress corrosion cracking of
type 304 and 304 L stainless steels in air," Zairyo-to-Kankyo/ Corrosion
Engineering, vol. 52, pp. 166-170, 2003.
[95] J. A. Escobar, A. F. Romero and J. Lobo-Guerrero, "Failure analysis of
submersible pump system collapse caused by assembly bolt crack propagation by
stress corrosion cracking," Engineering Failure Analysis, vol. 60, pp. 1-8, 2016.
[96] L. K. Zhu, Y. Yan, L. J. Qiao and A. A. Volinsky, "Stainless steel pitting and early-
stage stress corrosion cracking under ultra-low elastic load," Corrosion Science,
vol. 77, pp. 360-368, 2013.
[97] P. C.-s. Chen, T. Shinohara and S. Tsujikawa, "Applicability of the competition
concept in determining the stress corrosion cracking behavior of austenitic stainless
steels in chloride solutions," Zairyo-to-Kankyo/ Corrosion Engineering, vol. 46, pp.
313-320, 1997.
[98] Y. S. Sato and H. Kokawa, Scripta Materialia, vol. 24, pp. 659-663, 1999.
[99] M. B. Cortie and E. Jackson, Metallurgical and Materials Transactions A, vol. 28,
pp. 247-2484, 1997.
[100] K. Laha, K. S. Chandravathi, P. Parameswaran, K. Bhanu Sankara Rao and S. L.
Mannan, "Characterization of microstructures across the heat-affected zone of the
modified 9Cr-1Mo weld joint to understand its role in promoting type IV
cracking," Metallurgical and Materials Transactions A, vol. 38A, pp. 58-68, 2007.
[101] J. H. Park, J. K. Kim, B. H. Lee, S. S. Kim and K. Y. Kim, "Three-dimensional
atom probe analysis of intergranular segregation and precipitation behavior in Ti–
Nb-stabilized low-Cr ferritic stainless steel," Scripta Materialia, vol. 68, pp. 237-
240, 2013.
[102] I. Matsushima, "Localized corrosion of iron and steel," in Uhlig's Corrosion
Handbook (3rd edition), Hoboken, NJ, John Wiley & Sons, Inc., 2011, pp. 615-
619.
[103] H. M. Ezuber, "Influence of temperature on the pitting corrosion behavior of AISI
316L in chloride–CO2 (sat.) solutions," Materials and Design, vol. 59, pp. 339-

156
343, 2014.
[104] C. Exartier, S. Maximovitch and B. Baroux, "Streaming potential measurements on
stainless steels surfaces: evidence of a gel-like layer at the steel/electrolyte
interface," Corrosion Science, vol. 46, no. 7, pp. 1777-1800, 2004.
[105] C. M. Abreu, M. J. Cristóbal, R. Losada, X. R. Nóvoa, G. Pena and M. C. Pérez,
"High frequency impedance spectroscopy study of passive films formed on AISI
316 stainless steel in alkaline medium," Journal of Electroanalytical Chemistry,
vol. 572, no. 2, pp. 335-345, 2004.
[106] S. S. Xin and M. C. Li, "Electrochemical corrosion characteristics of type 316L
stainless steel in hot concentrated seawater," Corrosion Science, vol. 81, pp. 96-
101, 2014.
[107] T. Shibata, "Statistical and stochastic approaches to localized corrosion,"
Corrosion, vol. 52, no. 11, pp. 813-830, 1996.
[108] A. Turnbull, L. N. McCartney and S. Zhou, "A model to predict the evolution of
pitting corrosion and the pit-to-crack transition incorporating statistically
distributed input parameters," Corrosion Science, vol. 48, pp. 2084-2105, 2006.
[109] T. Zhang, Y. Yang, Y. Shao, G. Meng and F. Wang, "A stochastic analysis of the
effect of hydrostatic pressure on the pit corrosion of Fe–20Cr alloy,"
Electrochimica Acta, vol. 54, pp. 3915-3922, 2009.
[110] R. E. Melchers, "Extreme value statistics and long-term marine pitting corrosion of
steel," Probabilistic Engineering Mechanics, vol. 23, pp. 482-488, 2008.
[111] R. E. Melchers, "Statistical characterization of pitting corrosion - Part 1: data
analysis," Corrosion, vol. 61, no. 7, pp. 655-664, 2005.
[112] H. Strandberg and L. G. Johansson, Journal of The Electrochemical Society, vol.
145, 1998.
[113] R. Lindstrom, J. E. Svensson and L. G. Jahansson, Journal of The Electrochemical
Society, vol. 147, 2000.
[114] D. B. Blucher, R. Lindstrom, J. E. Svensson and L. G. Johansson, Journal of The

157
Electrochemical Society, vol. 148, 2001.
[115] R. Lindstrom, J. E. Svensson and L. G. Johansson, Journal of The Electrochemical
Society, vol. 149, 2002.
[116] J. Weissenrieder and C. Leygraf, Journal of The Electrochemical Society, 2004.
[117] D. B. Blucher, J. E. Svensson and L. G. Johansson, Journal of The Electrochemical
Society, vol. 152, 2005.
[118] Z. Y. Chen, D. Persson, F. Samie, S. Zakipour and C. Leygraf, Journal of The
Electrochemical Society, vol. 152, p. 2005.
[119] X. Zhang, C. Leygraf and I. O. Wallinder, Corrosion Science, vol. 73, 2013.
[120] A. K. Neufeld, I. S. Cole, A. M. Bond and S. A. Furman, Corrosion Science, vol.
44, 2002.
[121] J. Zhang, J. Wang and Y. Wang, Electrochemistry Communications, vol. 7, 2005.
[122] Z. Y. Chen, D. Persson, A. Nazarov, S. Zakipour, D. Thierry and C. Leygraf, J.
Electrochem. Soc., vol. 152, 2005.
[123] Z. Y. Chen, D. Persson and C. Leygraf, Corrosion Science, vol. 50, 2008.
[124] A. Valor, F. Caleyo, J. M. Hallen and J. C. Velázquez, "Reliability assessment of
buried pipelines based on different corrosion rate models," Corrosion Science, vol.
66, pp. 78-87, 2013.
[125] "Standard Recommended Practice TG041: Pipeline External Corrosion Direct
Assessment Methodology," NACE, 2002.
[126] F. Caleyo, J. C. Velázquez, A. Valor and J. M. Hallen, "Probability distribution of
pitting corrosion depth and rate in underground pipelines: a Monte Carlo study,"
Corrosion Science, vol. 51, pp. 1925-1934, 2009.
[127] F. Caleyo, J. C. Velázquez, A. Valor and J. M. Hallen, "Markov chain modelling of
pitting corrosion in underground pipelines," Corrosion Science, vol. 51, pp. 2197-
2207, 2009.
158
[128] D. Rivas, F. Caleyo, A. Valor and J. M. Hallen, "Extreme value analysis applied to
pitting corrosion experiments in low carbon steel: comparison of block maxima and
peak over threshold approaches," Corrosion Science, vol. 50, pp. 3193-3204, 2008.
[129] D. D. Macdonald, "Critical issues in understanding corrosion and electrochemical
phenomena in super critical aqueous media," in Corrosion 04, New Orleans, LA,
2004.
[130] "Standard Recommended Practice RP 0169–92: Control of External Corrosion on
Underground or Submerged Metallic Piping Systems," NACE, 1992.
[131] J. C. Velazquez, F. Caleyo, A. Valor and J. M. Hallen, "Predictive model for pitting
corrosion in buried oil and gas pipelines," Corrosion, vol. 65, pp. 332-342, 2009.
[132] P. Schmuki, H. Hildebrand, A. Friedrich and S. Virtanen, "The composition of the
boundary region of MnS inclusions in stainless steel and its relevance in triggering
pitting corrosion," Corrosion Science, vol. 47, pp. 1239-1250, 2005.
[133] D. E. Williams, J. Stewart and P. H. Balkwill, Corrosion Science, vol. 36, 1994.
[134] D. E. Williams, C. Westcott and M. Fleischmann, Journal of The Electrochemical
Society, vol. 132, 1985.
[135] Y. Xie and J. Zhang, "High temperature and pressure stress corrosion cracking
system," Transactions of the American Nuclear Society, vol. 109, pp. 592-593,
2013.
[136] S. M. Bruemmer, M. B. Toloczko and M. J. Olszta, "Pacific Northwest National
Laboratory investigation of stress corrosion cracking in nickel-base alloys, volume
2 (NUREG/CR-7103)," U.S. Nuclear Regulatory Commission, Washington, DC,
2012.
[137] A. E1681-03(2013), "Standard test method for determining threshold stress
intensity factor for environment-assisted cracking of metallic materials," ASTM
International, West Conshohocken, PA, 2013.
[138] ASTM E647-13a(2014), "Standard test method for measurement of fatigue crack
growth rates," ASTM International, West Conshohocken, PA, 2014.

159