Characterization of Gas Metal Arc Welded Hot Rolled DP600 Steel
9
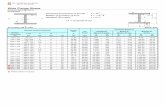
Characterization of Gas Metal Arc Welded Hot Rolled DP600 Steel K. Mukherjee 1) * , A. Ramazani 1) , L. Yang 1) , U. Prahl 1) , W. Bleck 1) , U. Reisgen 2) , M. Schleser 2) , and A. Abdurakhmanov 2) 1) RWTH Aachen University Institute for Ferrous Metallurgy (IEHK) 2) RWTH Aachen University Welding and Joining Institute (ISF) * Corresponding author; e-mail: [email protected] Dual-phase (DP) steels are suitable candidates for automotive applications due to their high strength and ductility. These advanced mechanical properties result from the special microstructure of the DP steel with 520% martensite phase in a soft ferrite matrix. However, during welding, which is an important process in automotive industry, this special microstructure is destroyed. In this research the characterization of Gas Metal Arc (GMA) welded joining zones was performed by optical microscopy and hardness mapping. Tensile tests were also performed keeping the welded portion in the gauge length. Scanning Electron Microscopy (SEM) was used for the fracture investigation. From the characterization and tensile tests, the soften zones were found, which are caused by the tempered martensite and larger ferrite grain size than that in base metal. Furthermore, GMA welding make a large Heat Affected Zone (HAZ). Submitted on 30 May 2011, accepted on 4 July 2011 Introduction Currently, dual-phase (DP) steels are considered as an attractive choice for the automotive industry [1]. This is due to the superior mechanical properties, which include low yield strength to tensile strength ratio, continuous yielding, high initial work hardening rate, and superior crash performance. These properties are achieved from the special microstructure of the DP steel, which contains 520% hard martensite phase in a soft ferrite matrix. Hot rolled DP is obtained through proper alloying and suitable rolling schedule [2, 3]. During Gas Metal Arc (GMA) welding, which is common for plastically deformed or closed parts of the autobody, this microstructure is exposed to a different thermal path than has been used for its production [4]. This deteriorates the properties of the welded joint from the properties of the DP steel. The aim of this study is to quantify the microstructure at different parts of the welded joint and make a qualitative correlation between the microstructure and the tensile strength of the welded joint. Until now, researches have been done to investigate the different zones of the GMA welded cold rolled-annealed DP steels [5, 6]. It is reported that the softening is caused by the tempered martensite in the Heat Affected Zone (HAZ) [7]. Since the softened zone is important for the material mechanical properties, therefore, it is meaningful to investigate the microstructure in the HAZ. Experimental Methods Material characterization. In this research, the inves- tigated material was a commercial hot rolled dual-phase steel DP600.The microstructure of the initial material is shown in Figure 2.1. The thickness of the DP sheets was 2.5 mm. The chemical composition of the steel is given in Table 2.1. Welding experiments have been done at nine various welding conditions [4]. These parameters of welding were optimized on a good weld seam. Tensile tests of weld joints have shown, that all tests broke in the HAZ. Further, only DOI: 10.1002/srin.201100152 steel research int. 82 (2011) No. 12 Figure 2.1. Initial microstructure of DP600 (the ferrite grain size is about 5.6 mm). Table 2.1. Chemical composition of the investigated steel in weight-% Fe C Si Mn P S Cr Mo 98.4 0.0572 0.0958 0.860 0.0260 <0.0010 0.4184 0.0056 Ni Al B Cu Nb Ti V 0.0390 0.0290 <0.005 0.0261 <0.0010 0.0211 0.0049 1408 ß 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim www.steelresearch-journal.com
Transcript of Characterization of Gas Metal Arc Welded Hot Rolled DP600 Steel

DOI: 10.1002/srin.201100152 steel research int. 82 (2011) No. 12
Characterization of Gas Metal Arc Welded
Hot Rolled DP600 SteelK. Mukherjee1)*, A. Ramazani1), L. Yang1), U. Prahl1), W. Bleck1), U. Reisgen2), M. Schleser2), and A. Abdurakhmanov2)
1) RWTH Aachen University Institute for Ferrous Metallurgy (IEHK)2) RWTH Aachen University Welding and Joining Institute (ISF)
*Corresponding author; e-mail: [email protected]
Dual-phase (DP) steels are suitable candidates for automotive applications due to their high strength and ductility. These advanced mechanical
properties result from the special microstructure of the DP steel with 5�20% martensite phase in a soft ferrite matrix. However, during welding,
which is an important process in automotive industry, this special microstructure is destroyed. In this research the characterization of Gas Metal
Arc (GMA) welded joining zones was performed by optical microscopy and hardness mapping. Tensile tests were also performed keeping the
welded portion in the gauge length. Scanning Electron Microscopy (SEM) was used for the fracture investigation. From the characterization and
tensile tests, the soften zones were found, which are caused by the tempered martensite and larger ferrite grain size than that in base metal.
Furthermore, GMA welding make a large Heat Affected Zone (HAZ).
Submitted on 30 May 2011, accepted on 4 July 2011
Figure 2.1. Initial microstructure of DP600 (the ferrite grain size is
about 5.6mm).
Introduction
Currently, dual-phase (DP) steels are considered as anattractive choice for the automotive industry [1]. This is dueto the superior mechanical properties, which include lowyield strength to tensile strength ratio, continuous yielding,high initial work hardening rate, and superior crashperformance. These properties are achieved from the specialmicrostructure of the DP steel, which contains 5�20% hardmartensite phase in a soft ferrite matrix. Hot rolled DP isobtained through proper alloying and suitable rollingschedule [2, 3]. During Gas Metal Arc (GMA) welding,which is common for plastically deformed or closed parts ofthe autobody, this microstructure is exposed to a differentthermal path than has been used for its production [4]. Thisdeteriorates the properties of the welded joint from theproperties of theDP steel. The aim of this study is to quantifythe microstructure at different parts of the welded joint andmake a qualitative correlation between the microstructureand the tensile strength of the welded joint. Until now,researches have been done to investigate the different zonesof the GMA welded cold rolled-annealed DP steels [5, 6]. Itis reported that the softening is caused by the temperedmartensite in the Heat Affected Zone (HAZ) [7]. Since thesoftened zone is important for the material mechanicalproperties, therefore, it is meaningful to investigate themicrostructure in the HAZ.
Table 2.1. Chemical composition of the investigated steel in weight-%
Fe C Si Mn
98.4 0.0572 0.0958 0.860
Ni Al B Cu
0.0390 0.0290 <0.005 0.0261
1408 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
Experimental Methods
Material characterization. In this research, the inves-tigated material was a commercial hot rolled dual-phasesteel DP600.The microstructure of the initial material isshown in Figure 2.1. The thickness of the DP sheets was2.5mm. The chemical composition of the steel is given inTable 2.1.Welding experiments have been done at nine various
welding conditions [4]. These parameters of welding wereoptimized on a good weld seam. Tensile tests of weld jointshave shown, that all tests broke in the HAZ. Further, only
P S Cr Mo
0.0260 <0.0010 0.4184 0.0056
Nb Ti V
<0.0010 0.0211 0.0049
nheim www.steelresearch-journal.com

Full Paper steel research int. 82 (2011) No. 12
Figure 2.3. Geometry and dimensions of the welded tensile test
specimens (distances given in mm).
one welding condition was investigated, which wasdescribed as V1 in Reference [4]. This represented typicalbehaviour of other samples welded at other weldingconditions.
Metallography and research zone. The microstruc-tures of the different zones of the welded sample werestudied to investigate the material properties after welding.Optical microscopy was done for this purpose, while thefractions of different phases were quantified by themicroscopy.Since the properties of the sample are central-symmetric,
the microstructure investigation was done on half ofthe sample. The investigation zones were the upperedge, centre line and lower edge. In Figure 2.2, threeinvestigated lines and points on the three lines of the sampleare shown.Since the microstructure varied much from the centre
fusion zone to the heat affected zone, normally every 1mmfrom the middle line of fusion zone a metallographic figurewas taken. However, when the change of microstructurebecame small, every 2mm from the middle line of fusionzone a micrograph figure was taken.In order to make the points more understandable, the
points were named like this: the first letter shows on whichline was the point, C means centre line, U means upper edgeline while L means lower edge line; the last number showshow far the point from the middle line of fusion zone is. Forexample, point C-6 is the point on the centre line of thesample and 6mm far from the middle line. Therefore, fromthe name of the points, the exact location can be known.
Thermocycles. The cooling rate and the peak tempera-ture have important effects on the formation of the differentphases in the fusion zone and heat affected zone. To get thethermocycles in the HAZ, four Type K (chromel-alumel)thermocouples were fixed at different distances from theweld seam. The distances were chosen to be 2, 4, 6, 8mm onthe lower edge side, i.e. the points L-2, L-4, L-6 and L-8 inFigure 2.2.
Hardness mapping. For the hardness mapping ofthe welded samples, the UCI hardness equipment designedby IEHK, RWTH Aachen was used [8]. Using thisequipment, the Vickers hardness of the whole surface of
Figure 2.2. Investigated points of the welded specimen for metallography
www.steelresearch-journal.com � 2011 W
the sample can be determined at 0.3mm intervals using anexerted force of 1.0Kg.To do the hardness mapping, at first, a research area has to
be chosen on the surface of the sample. Then the equipmentwill measure the hardness of every point at 0.3mm intervalsautomatically.
Tensile testing of welded samples. Tensile testing wasexecuted on a servo-hydraulic testing machine at ambienttemperature. For a verification of the tensile strength of thejoints, static tensile tests in accordance with DIN EN 895were carried out. The geometry of the tensile test samplewasgiven in Figure 2.3. The welded samples were machinedperpendicular to the welding direction. Three static tensilespecimens with the same geometry and dimension weretested at a rate of 10mm/min.Scanning Electron Microscopy (SEM) examination was
performed to investigate fracture surfaces at highermagnification.
Results and Discussion
After the metallography and hardness measurement,several data were obtained, such as microstructures fordifferent zones, phase types and phase fraction in these zonesaswell as the hardness data for the samples. These results arereported and discussed in this section.
Microstructure and phase fraction
Variation of phase fraction. In Figure 3.1, the changeof phase fraction from the center of weld seam of the fusionzone to the edge is shown for the upper edge line, centre lineand lower edge line.
.
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 1409

steel research int. 82 (2011) No. 12 Full Paper
(a). Variation of phase fraction on the upper edge line
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10 12 14Distance from the middle line of fusion zone /mm
Phas
e fr
actio
n
BainitemartensiteFerrite
(b). Variation of phase fraction on the center line
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10 12 14
Distance from the middle line of fusion zone /mm
Phas
e fr
actio
n
BainiteMartensiteFerrite
(c). Variation of phase fraction on the lower edge line
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10 12 14
Distance from the middle line of fusion zone /mm
Phas
e fr
actio
n
BainiteMartensiteFerrite
Figure 3.1. Variation of phase fraction on the centre line and upper
and lower edge lines (Martensite is tempered martensite).
Table 3.1. Parameters for the thermal cycles
PointsMaximum
Temperature /8CHeating rate /
(8C/s)Cooling rate /
(8C/s)
L-2 1057.6 221.45 �12.03
L-4 886.8 221.45 �11.83
L-6 830.9 112.87 �11.11
L-8 672.2 81.42 �10.64
Figure 3.2. Thermocycles for points L-2, L-4, L-6 and L-8.
Since the secondary phases in the ferrite in the subcriticalHAZ are quite small, they are difficult to determine.However, the cooling rate of the thick sheet is quite high,and then the tempered martensite is considered as thesecondary phase in the subcritical HAZ.As the figure shows, the bainite fraction decreases from
almost 100% to 0% at a distance of around 6mm from thecenter of weld seam. The ferrite fraction increases fromalmost 0% to around 90% in this region, while the temperedmartensite fraction increases quite smoothly to 10%. It isquite clear that the phase fraction of bainite, ferrite andtempered martensite almost keeps constant at a distance of6mm or more the middle line.Between a distance 3mm and 5mm from the middle line,
the bainite and ferrite fraction on the three lines show smalldifferences. This is due to the prepared edge shape of thesheets before welding. In this research, the sample wasprepared as V-shape. Then the upper edge line has longestline in the fusion zone, which can be seen in the Figure 2.1.
1410 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
The initial material consists of ferrite matrix containingmartensite as the secondary phase. However, in theinvestigated GMA welded sample, even at a distance of13mm from the center of weld seam, the microstructure isstill 90% ferrite and nearly 10% tempered martensite as thesecondary phase. Therefore, it can be concluded that theGMAwelding technology causes a wide heat affected zone.GMA welding can affect the material more intense than
most other welding techniques due to the high heat input,such as Resistance Spot welding. Therefore, it can heat up awider area, and in the far area from the arc the metastablephase martensite can transform into the austenite.
Microstructure
Microstructures of the thermal cycle measuredpoints. The thermal cycles were determined by thethermocouple at the points on the lower edge line, whichare located at a distance of 2mm, 4mm, 6mm and 8mmfrom the middle line of the fusion zone, i.e. points L-2, L-4,L-6 and L-8 in Figure 2.1.Figure 3.2 shows the experimental thermal cycles for the
three points. Table 3.1 shows the peak temperature, heatingrate and cooling rate for the different points.The figure andthe table show that the peak temperature, heating rate andcooling rate decrease with increase in the distance from themiddle line of the fusion zone. The heating of thematerial farfrom the fusion zone is dependent on the heat conductivity ofthematerial, therefore, there is a heat hysteresis of the fartherpoints from the fusion zone.
nheim www.steelresearch-journal.com

Full Paper steel research int. 82 (2011) No. 12
Figure 3.3. Microstuctures for the points L-2, L-4, L-6 and L-8.
Figure 3.3 shows the microstructures for the thermalcycle measured points. As the highest reachabletemperature and cooling rate of points L-2 are higherthan the other points, its microstructure showed more
Figure 3.4. Comparison of the microstructures between points U-0, C-0 a
www.steelresearch-journal.com � 2011 W
bainitic structure. In the microstructure of L-6 andL-8, there is no bainite which can be explained by thelower maximum temperature and cooling rate. However,the cooling rates for L-6 and L-8 determined by the
nd L-0, and between points U-2, C-2 and L-2.
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 1411

steel research int. 82 (2011) No. 12 Full Paper
thermocouple are still quite high in comparison with thenormal condition.Through Thermocalc software, the calculated Ac1 and
Ac3 for this investigated material are 719 8C and 851 8C,respectively. Therefore, there is no austenite formationduring heating in microstructure at points farther than themicrostructure at point L-8 (maybe L-7).
Comparison of microstructure in different position ofthe weld center. Figure 3.4 and Figure 3.5 comparethe different points on the three lines, i.e. upper edge line,centre line and lower edge line. FromFigure 3.4, it is obviousthat the points on the middle line of fusion zone showedalmost 100% bainite. But for points, located at a distance of2mm from the middle line of fusion zone, some differenceis showed. The microstructure of points C-2 and L-2 issimilar, while microstructure for point U-2 is similar to thatof U-0, except more ferrite is showing. The reason is thatpoint U-2 was still in the fusion zone, while the points C-2and L-2 have already been in the HAZ.In Figure 3.5, the microstructures for U-4, C-4 and L-4,
which are located at the same distance from the middle lineof fusion zone are shown. They have different appearances.U-4 shows more bainite than C-4 and L-4, because U-4 is
Figure 3.5. Comparison of the microstructures between points U-4, C-4 a
1412 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
closer to the fusion zone due to the V-shape welding.However, the points show similar microstructures, when thedistance from the middle line of fusion zone is larger than6mm. Therefore, the thermal cycles for points L-6 and L-8should be similar to points C-6 and C-8, respectively.According to this comparison, it is obvious that the change
of the microstructure for the three lines is similar, except thedifferent start points of theHAZ due to theV-shapewelding.
Microstructure along the centre line of metal sheetthickness. There were 12 points on every three lines, whichwere investigated by the metallography. It is useful to studythe phase distribution on the whole sample. The micro-structures for the points on the centre line are quite importantto analyse the softening zone. Therefore, only the change ofmicrostructures along the centre line is discussed.InFigure 3.6, themicrostructure for pointC-0,C-1,C-2 and
C-3 is shown. Actually, only points C-0 andC-1 are located inthe fusion zone, while points C-2 and C-3 are located in theheat affected zone.The fusion line canbe identifiedby thegrayscale contrast in the microstructure of point C-1. It can beconcluded that the microstructure in FZ mainly consisted ofbainite. However, this figure shows the difference of themicrostructures between the different points.
nd L-4 and between points U-6, C-6 and L-6.
nheim www.steelresearch-journal.com

Full Paper steel research int. 82 (2011) No. 12
Figure 3.6. Microstructures for points C-0, C-1, C-2 and C-3.
The microstructures of the four points consist of around95% bainite, which are shown in section Variation of phasefraction. But the bainite morphology in these micro-structures is not the same. The microstructures of pointC-0 and C-1 mainly consist of acicular ferrite, which is onetype of bainite [9]. In contrast, the microstructures of pointsC-2 and C-3 consist of granular bainite grains with grainboundary ferrite. This may be due to the reason that C-0 andC-1 lie in the fusion zone. The inoculants from the fillermetal helps in formation of acicular ferritic structure in thefusion zone, not in HAZ [10]. Additionally, the bainite grainsize in C-3 is smaller than that in C-2. Andwhen the distanceof the point from the middle line of fusion zone is increased,the bainite grain size and bainite fraction decrease.The molten metal in the fusion zone (FZ) stems from the
consumable electrode. The chemical composition of theweld pool and the cooling rate can influence the finalmicrostructure of the FZ. The austenite grain size and theamount of inclusions, such as titanium oxides and titaniumnitride, can determine whether acicular ferrite or bainite arethe predominant phase. If there are less inclusions and theaustenite grain size is small, the final microstructure ispredominantly bainite [10].Themicrostructures for points C-4, C-5, C-6, C-7, C-8 and
C-10 are shown inFigure 3.7. Sincemicrostructure for pointC-12 is similar to C-10 and microstructure for point C-13 isdistorted due to the stress caused by the cutting, nomicrostructures for C-12 and C-13 are shown in this figure.Obviously, the ferrite grain size in C-4 and C-5 is larger
than that in the other four points. The biggest difference ofthe ferrite grain size between the adjacent points is shownbetween points C-5 and C-6. But the microstructure of C-5consists of bainite and ferrite while that of C-6 consists offerrite and tempered martensite. The ferrite grain size in C-6
www.steelresearch-journal.com � 2011 W
is more homogeneous than that in C-7. The ferrite grain sizein C-8 and C-10 is similar, even though it is smaller than thatin C-7, but more homogeneous.In Table 3.2, the ferrite grain size for points C-6, C-7 and
C-8 are compared. It is clear that the ferrite grain size in C-6is larger than that in C-7 and C-8 while the ferrite grain sizein C-8 is smallest.Points, far from the middle line, like C-8 and C-10 show
little difference of the base metal, except the tempering ofmartensite. From point C-7 the ferrite grain starts to grow,while approximately at point C-6 the ferrite grain size largestfor the ferrite and martensite microstructure. And then thebainite fraction increases from point C-5 to point C-0, whichis due to the increased austenization fraction caused by thehigher temperature and the fast cooling rates.It is obvious that the temperature at the points closer to the
middle line of FZ can reach higher value. And duringwelding, the temperature will influence the austenizationfraction. Since the welded sheets are quite thin, the coolingrate will be quite fast. Therefore, the formed austenite duringheating will transform into bainite during cooling. But in theHAZ, which is very far from the middle line of FZ, the peaktemperature, which can be reached during heating, is lowerthan 800 8C. Then the ferrite in initial DP steel cannotaustenitize, while the metastable martensite is tempered.
Hardness mapping. The hardness map for the sampleis shown in Figure 3.8, and the softened zone and hardenedzone are quite clear. The figure is a contour figure, andthe black lines are the contour lines for the same hardnessrange. According to the different hardness, the softenedzones and the hardened zones are indicated. But the softenedzone is more important because it is in this zone that fracturemainly happened.
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 1413

steel research int. 82 (2011) No. 12 Full Paper
Figure 3.8. (a) Hardness map for the sample; (b) Softened zones in
the macrostructure of the sample.
Table 3.2. Ferrite grain sizes in microstructures of points C-6, C-7and C-8
Points C-6 C-7 C-8
Ferrite grain size (mm) 6.8 6.2 5.6
Figure 3.7. Microstructures for points C-4, C-5, C-6, C-7, C-8 and C-10.
1414 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Wei
The hardness for this softened zone is around 120�140HV1.0 Kg, while the lowest hardness is around 125 HV1.0 Kg.The hardness in the HAZ is below 175HV1.0 Kg, which is thehardness for the initial base material DP600. But thehardness of the zone close to the edge is up to 200 HV1.0
Kg, it is due to the stress hardening caused by the cuttingprocess. It is observed that the hardness in the FZ is higherthan that in the HAZ, because the FZ consists of bainite,which has a higher hardness than tempered martensite andferrite.Figure 3.9 shows the hardness distribution along the
centre line for the sample. Around þ6 mm and �6 mm thehardness is below that of the base metal, i.e. 175 HV1.0 Kg.
Figure 3.9. Hardness distribution for specimen on the centre line.
nheim www.steelresearch-journal.com

Full Paper steel research int. 82 (2011) No. 12
Figure 3.10. Stress-strain curves of base material and failed weld
specimens.
From this figure, it is obvious that the hardness distribution isalmost centre-symmetric. And the hardness in the centre ofthe sample (FZ) is higher than that in the other regions. Fromthe hardness distribution figure, it can be observed that thehardness values in the centre are almost uniform, then thereis a sudden decrease in the softened zone, and finally,the hardness again increases towards the base metal zone.It can be observed that the softened zones (120 -140 HV1.0
Kg) on the centre line are located almost about 6.5� 1mmaway from the middle line of the FZ. And the approximatelocation of the softened zones is also shown in themacrostructure of sample in Figure 3.8. From the thermo-cycles and simulated Ac1 and Ac3, it is clear that the peaktemperature of the softened zone (5.5 - 7.5mm away fromthe middle fusion zone) is between the Ac1 and Ac3. Fromthe experimental microstructure and the phase fraction, thesoftening can be explained by the grain coarsening of ferritegrains and transition of the bainite phase to the temperedmartensite. From the FZ to HAZ, as the bainite fractiondecreases, the hardness decreases until the lowest hardnessis reached. But then the ferrite grain size decreases, thehardness shows increase from the lowest hardness.
Tensile tests. Figure 3.10 shows stress-strain curvesobtained from both, the base metal and the welded joint, forthe investigated welding condition. The tensile strengthswere within the range of the values of the base material. Thenominal strength of the base material is about 600MPa. Theyielding of welded specimen occurred in the softenedzone and then the majority of the plastic deformation wasaccumulated in that zone until final failure. That first fracturelocation corresponds well with the occurrence of theminimum hardness in the sheets joining, as mentionedabove (Figure 3.8). The softened zone in the HAZ ischaracterized by a lower hardness of about 125 HVcompared to the base materials or the weld seam, makingit the likely zone for void initiation and propagation. The
Figure 3.11. a) Ductile fracture surface, b) Intergranular fracture.
www.steelresearch-journal.com � 2011 W
joint efficiency was found to be very good. The averagetensile test results for the investigated welding condition areas following: ultimate tensile strength is 510.5MPa, yieldstrength is 409.5MPa and the strain at peak load is 15.7%.Failure analysis of the failure zone with help of SEM
shows a typical ductile fracture. Both the welded joints andthe base metal showed basically similar features on thefracture surfaces. Typical SEM micrographs of the fracturesurface of the welded sample are shown inFigure 3.11. Thisductile fracture is characterized by a dimple structure: Thecavities, arising from inclusions or coarser precipitates areenlarged and during further yielding the material betweenthem is necked and sheared. The material near the crackplanes is plastically deformed, that is an evidence of plasticflow of base material in the HAZ during tensile test andtransition to the zone of ductile fracture. The fracture surfacenear the edge showed also shear dimples. There are someareas at the centre of the failure zone with intergranularfracture, shown in Figure 3.11. In this case the crack followsthe grain boundaries.
iley-VCH Verlag GmbH & Co. KGaA, Weinheim 1415

steel research int. 82 (2011) No. 12 Full Paper
Conclusions
According to the discussion, the following conclusionscan be obtained:
i M141
icrostructural composition in the FZconsistsmainlyofbainite, i.e. acicular ferrite.
ii T
he microstructure in the HAZ changes strongly. Themicrostructureofzoneclosest to theFZconsistsofbainiteand ferrite.As the distance from theweld center becomeslarger, the bainite fraction decreases and ferrite fractionincreases. At a certain point, the bainite becomes zero,and the microstructure consists of only ferrite andtempered martensite.iii T
heHAZ is quite large for GMAwelding due to the highheat input, which is typical of this process. In theinvestigated sample, the martensite was tempered in thesubcritical HAZ, even in the zone quite close to the cutedge.iv H
ardness values in the FZ are the highest (there is non-uniformity), then there is a sudden decrease in thesoftened zone, and finally, the hardness again increasestowards the base metal zone.v T
he softened zone can be found from the hardnessmapping. This softened zone is located at a distance ofalmost 6.5� 1mm from the middle line of FZ. Thesoftened zone is the failure zone for the welded joint.vi T
he peak temperature for the softened zone duringwelding is between the Ac1 and Ac3, which givesincomplete austenitization. The softening is caused bygraincoarseningof ferriteanddecreaseofbainite fractionto zero.vii T
hewelds show goodmechanical properties. The tensilestrength is higher than the minimum requirements. Thewelded DP600 steel joints are observed to have higheryield strength. The tensile fracture surfaces at the6 � 2011 Wiley-VCH Verlag GmbH & Co. KGaA, Weinhei
softened HAZ exhibit characteristic shear and dimple/ductile fracture.
Acknowledgements
The authors would like to acknowledge the funding andsupport from FAT AiF. This research was carried out in theframework of Project AiF 15548N and the Cluster ofExcellence.
References
[1] www.autosteel.org, Ultra Light Steel Auto Body-Advanced VehicleConcepts (ULSAB-AVC) program, Engineering report 2002.
[2] A. P. Coldren, A. Cornford: Development and mill trial of as-rolleddual-phase steel, Modern developments in HSLA formable steelsSymposium Proc., 1979, The Metallurgical Society of AIME, p. 205.
[3] P. Suwanpinij, K. Mukherjee, M. Graf, U. Prahl, W. Bleck, R.Kawalla: Towards modelling of phase transformation and mechanicalproperties in hot rolled dual phase steel, Supplemental Proceedings:Volume 1: Materials Processing and Properties, TMS, 2010, p. 711.
[4] K. Mukherjee, U. Prahl, W. Bleck, U. Reisgen, M. Schleser,A. Abdurakhmanov: Mat.-wiss. u. Werkstofftech., 41 (2010),No. 11, 972.
[5] N. Kapustka, C. Conrardy, S. Babu, C. Albright: Supplement to theWelding Journal, 87 (2008), 135-s.
[6] C. Hsu, P. Soltis, D. Barton, C. Occhialini: Weldability of dual-phasesteel with arc welding processes, Proc. Sheet Metal Welding Conf.XI, 2004 p. 1.
[7] O. E. Gungor, J. Goudemez: Characterisation of DP600 Steel inTerms of Heat-Affected Zone (HAZ) Softening. 63rd Annual Assem-bly & International conference of the International Institute ofWelding, 2010 AWST-10/31, p. 125.
[8] M. Naderi, A. Saeed-Akbari, W. Bleck: Materials Letters, 62 (2008),p. 1132.
[9] W. Bleck: Material Science of Steel - Textbook for RWTH Students,Verlag Mainz, Wissenschaftsverlag, Aachen, 2007, pp. 158–171.
[10] H. K. D. H. Bhadeshia, L. E. Svensson: Modelling the Evolution ofMicrostructure in Steel Weld Metal in Mathematical Modelling ofWeld Phenomena, eds. H, Cerjak, K. E. Easterling, Institute ofMaterials, London, 1993, pp. 151–155.
m www.steelresearch-journal.com