Biomass pretreatment: Fundamentals toward application
11
Research review paper Biomass pretreatment: Fundamentals toward application Valery B. Agbor a , Nazim Cicek a , Richard Sparling b , Alex Berlin c , David B. Levin a, ⁎ a Department of Biosystems Engineering, University of Manitoba, E2-376 EITC, Winnipeg, Manitoba, Canada R3T 5V6 b Department of Microbiology, University of Manitoba, Winnipeg, Manitoba, Canada R3T 2N2 c Lignol Innovations Ltd, 101–4705 Wayburne Drive, Burnaby, British Columbia, Canada, V5G 3L1 abstract article info Article history: Received 12 July 2010 Received in revised form 11 February 2011 Accepted 9 May 2011 Available online 23 May 2011 Keywords: Biomass Cellulose Lignocellulose Pretreatment Physicochemical Biorefinery Development of sustainable energy systems based on renewable biomass feedstocks is now a global effort. Lignocellulosic biomass contains polymers of cellulose, hemicellulose, and lignin, bound together in a complex structure. Liquid biofuels, such as ethanol, can be made from biomass via fermentation of sugars derived from the cellulose and hemicellulose within lignocellulosic materials, but the biomass must be subjected to pretreatment processes to liberate the sugars needed for fermentation. Production of value- added co-products along-side biofuels through integrated biorefinery processes creates the need for selectivity during pretreatment. This paper presents a survey of biomass pretreatment technologies with emphasis on concepts, mechanism of action and practicability. The advantages and disadvantages, and the potential for industrial applications of different pretreatment technologies are the highlights of this paper. © 2011 Elsevier Inc. All rights reserved. Contents 1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 675 2. Bioprocessing of lignocelluloses and fibre analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 676 2.1. Cellulose . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 676 2.2. Hemicellulose . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 676 2.3. Lignin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 677 3. Biomass types, properties, and recalcitrance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 677 3.1. Efficacy of pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 677 3.2. Assessment of pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 677 4. Pretreatment methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 678 4.1. Physical pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 678 4.1.1. Comminution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 678 4.1.2. Biological pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 678 4.1.3. Chemical pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 678 4.1.4. Physicochemical pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 679 5. Conclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683 Competing interests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683 Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683 References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683 1. Introduction Biomass has been defined to be “any material, excluding fossil fuel, which was a living organism that can be used as a fuel either directly or after a conversion process” (ASTM 2002). The use of biomass as source of fuel dates back to Peking Man, 460,000 to 230,000 years ago (Binford and Ho 1985), and the use of plant biomass as a fuel for heat, light, and food preparation has been central to the evolution of our species (Gowlett 2006). Although such empirical forms of biomass- derived fuels are still in use today, the bioprocessing options (aerobic Biotechnology Advances 29 (2011) 675–685 ⁎ Corresponding author. Tel.: + 204 474 7429; fax: + 204 474 7512. E-mail address: [email protected] (D.B. Levin). 0734-9750/$ – see front matter © 2011 Elsevier Inc. All rights reserved. doi:10.1016/j.biotechadv.2011.05.005 Contents lists available at ScienceDirect Biotechnology Advances journal homepage: www.elsevier.com/locate/biotechadv
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Biomass pretreatment: Fundamentals toward application

Biotechnology Advances 29 (2011) 675–685
Contents lists available at ScienceDirect
Biotechnology Advances
j ourna l homepage: www.e lsev ie r.com/ locate /b iotechadv
Research review paper
Biomass pretreatment: Fundamentals toward application
Valery B. Agbor a, Nazim Cicek a, Richard Sparling b, Alex Berlin c, David B. Levin a,⁎a Department of Biosystems Engineering, University of Manitoba, E2-376 EITC, Winnipeg, Manitoba, Canada R3T 5V6b Department of Microbiology, University of Manitoba, Winnipeg, Manitoba, Canada R3T 2N2c Lignol Innovations Ltd, 101–4705 Wayburne Drive, Burnaby, British Columbia, Canada, V5G 3L1
⁎ Corresponding author. Tel.: +204 474 7429; fax: +E-mail address: [email protected] (D.B. Levin
0734-9750/$ – see front matter © 2011 Elsevier Inc. Aldoi:10.1016/j.biotechadv.2011.05.005
a b s t r a c t
a r t i c l e i n f oArticle history:Received 12 July 2010Received in revised form 11 February 2011Accepted 9 May 2011Available online 23 May 2011
Keywords:BiomassCelluloseLignocellulosePretreatmentPhysicochemicalBiorefinery
Development of sustainable energy systems based on renewable biomass feedstocks is now a global effort.Lignocellulosic biomass contains polymers of cellulose, hemicellulose, and lignin, bound together in acomplex structure. Liquid biofuels, such as ethanol, can be made from biomass via fermentation of sugarsderived from the cellulose and hemicellulose within lignocellulosic materials, but the biomass must besubjected to pretreatment processes to liberate the sugars needed for fermentation. Production of value-added co-products along-side biofuels through integrated biorefinery processes creates the need forselectivity during pretreatment. This paper presents a survey of biomass pretreatment technologies withemphasis on concepts, mechanism of action and practicability. The advantages and disadvantages, and thepotential for industrial applications of different pretreatment technologies are the highlights of this paper.
204 474 7512.).
l rights reserved.
© 2011 Elsevier Inc. All rights reserved.
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6752. Bioprocessing of lignocelluloses and fibre analysis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 676
2.1. Cellulose . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6762.2. Hemicellulose . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6762.3. Lignin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 677
3. Biomass types, properties, and recalcitrance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6773.1. Efficacy of pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6773.2. Assessment of pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 677
4. Pretreatment methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6784.1. Physical pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 678
4.1.1. Comminution . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6784.1.2. Biological pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6784.1.3. Chemical pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6784.1.4. Physicochemical pretreatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 679
5. Conclusion. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683Competing interests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683
1. Introduction
Biomass has been defined to be “any material, excluding fossil fuel,which was a living organism that can be used as a fuel either directly
or after a conversion process” (ASTM 2002). The use of biomass assource of fuel dates back to Peking Man, 460,000 to 230,000 years ago(Binford and Ho 1985), and the use of plant biomass as a fuel for heat,light, and food preparation has been central to the evolution of ourspecies (Gowlett 2006). Although such empirical forms of biomass-derived fuels are still in use today, the bioprocessing options (aerobic

Fig. 1. Interconversion of polymorphs of cellulose. Cellulose I, is native or naturalcellulose. Cellulose II obtained from cellulose I by solubilisation in a solvent followed byprecipitation by dilution in water i.e. regeneration. Or by mercerization, which involvesthe swelling of native cellulose fibres in concentrated sodium hydroxide upon removalswelling agent. Cellulose III1 and III11 are formed by treatment with ammonia or aminesfrom celluloses I and II, respectively. Polymorphs IV1 and IV11 are derived from III1 andIII11 respectively by heating to 206 °C in glycerol (O'Sullivan, 1996).
676 V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
and anaerobic fermentation) to produce liquid transportation fuels isof paramount importance to any sustainable energy developmentscheme. The global rise in energy consumption, predicted increase inenergy demands in the near future, the depletion of low extractioncost fossil fuel reserves, and climate change have converged to createan urgent need to develop more sustainable energy systems based onrenewable lignocellulosic biomass.
Traditional production of bioethanol involves batch fermentationof sugars derived from sugarcane (in Brazil) or from starch from grain(predominantly corn in the US and eastern Canada, and wheat in theprairie provinces of Canada), followed by ethanol recovery from thefermentation broths using distillation (Khanal 2008). Biofuelsproduced from these processes are referred to as “first generationbiofuels”.
The long-term viability of grain-based ethanol production,however, is in question (Groom et al. 2008; Searchinger et al. 2008;Simpson et al. 2008). Issues concerning the impact of expanded cornproduction for fuel ethanol in the US, for example, include poorenergy balance (energy output of the biofuel/energy inputs requiredduring production) and negative impacts on regional water resources,biodiversity, and soil quality (Groom et al. 2008; Simpson et al. 2008).Estimates suggest that in the USA, starch based ethanol output willreach a maximum between 12 and 15 billion gallons per year, onetenth of the projected 140 billion gallons per year, required to impactuse of petroleum in the states (Jessen 2006). Moreover, corn-basedethanol production may actually result in increased greenhouse gasemissions (Searchinger et al. 2008). Grain-based fuel ethanolproduction also creates a moral dilemma over the use of agriculturalcrops and/or land for fuel vs. food (Brown 2006; Sun and Cheng 2002).Based on protein weights it takes anywhere from 40–100 times moreenzymes to breakdown cellulose than starch, yet the cost of enzymeproduction is not substantially different (Merino and Cherry 2007).
Cellulosic materials are particularly attractive as feedstocks forbiofuel production because of their relatively low cost, greatabundance, sustainable supply (Lynd et al. 2002). Cellulose is themost abundant biopolymer on earth (O'Sullivan 1996; Zhang andLynd 2006) and biofuel production from cellulosic biomass hasbecome the major focus of intensive research and development (Lyndet al. 1999). Raw biomass is composed mostly of cellulose, hemi-celluloses, lignin, and proteins. Lignocellulosic material often requirespretreatment to liberate the sugars contained within cellulose fibresembedded in the hetero-matrix of plant cell walls.
The process that converts any source of lignocellulosic biomassfrom its native form, which is recalcitrant to hydrolysis with cellulaseenzyme systems, into a form which enzymatic hydrolysis is effectiveis referred to as ‘pretreatment’ in bioprocess engineering (Lynd et al.2002). An ideal pretreatment step by this definition should renderlignocellulosics completely susceptible to the action of cellulases.Various types of pretreatment have been developed, but keybottleneck in biofuel production is the initial conversion of biomassto sugars. New biotechnological solutions for the decomposition oflignocellulosic biomass are required to improve the productionefficiencies and reduce the costs of cellulosic biofuel production(Lynd et al. 2008). This paper reviews developments in biomasspretreatment technologies with emphasis on concepts, strategies, andpracticality for industrial applications.
2. Bioprocessing of lignocelluloses and fibre analysis
Lignocellulosic materials consist mainly of three polymers:cellulose, hemicellulose and lignin. These polymers are associatedwith each other in a hetero-matrix to different degrees and varyingrelative composition depending on the type, species and even sourceof the biomass (Carere et al. 2008; Chandra et al. 2007; Fengel andWegener 1984). The relative abundance of cellulose, hemicellulose,
and lignin are inter alia, key factors in determining the optimumenergy conversion route for each type of lignocellulosic biomass(Mckendry 2002). Lignocellulosic feedstocks require aggressivepretreatment to yield a substrate easily hydrolyzed by commercialcellulolytic enzymes, or by enzyme producing microorganisms, torelease sugars for fermentation.
2.1. Cellulose
Cellulose is the main constituent of plant cell wall conferringstructural support and is also present in bacteria, fungi, and algae.When existing as unbranched, homopolymer, cellulose is a polymer ofß-D-glucopyranose moieties linked via ß-(1,4) glycosidic bonds withwell documented polymorphs (Fig. 1). The degree of polymerizationof cellulose chains in nature ranges from 10,000 glucopyranose unitsin wood to 15,000 in native cotton. The repeating unit of the cellulosechain is the disaccharide cellobiose as oppose to glucose in otherglucan polymers (Desvaux 2005; Fengel and Wegener 1984). Thecellulose chains (20–300) are a grouped together to formmicrofibrils,which are bundled together to form cellulose fibres. The cellulosemicrofibrils are mostly independent but the ultrastructure of celluloseis largely due to the presence of covalent bonds, hydrogen bondingand Van der Waals forces. Hydrogen bonding within a cellulosemicrofibril determines ‘straightness’ of the chain but interchainhydrogen bonds might introduce order (crystalline) or disorder(amorphous) into the structure of the cellulose (Laureano-Perez et al.2005).
2.2. Hemicellulose
Hemicellulose is the second most abundant polymer (20–50% ofLignocellulose biomass) and differs from cellulose in that it is notchemically homogeneous. Hemicelluloses are branched, heteroge-nous polymers of pentoses (xylose, arabinose), hexoses (mannose,glucose, galactose) and acetylated sugars. They have lower molecularweight compared to cellulose and branches with short lateral chainsthat are easily hydrolysed (Fengel and Wegener 1984; Saha 2003).
Hemicelluloses differ in composition. Hemicelluloses in agricul-tural biomass like straw and grasses are composed mainly of xylanwhile softwood hemicelluloses containmainly glucomannan. In manyplants xylans are heteropolysaccharides with backbone chains of 1,4-linked ß-D-xylopyranose units. In addition to xylose, xylan maycontain arabinose, glucuronic acid, or its 4-O-methyl ether, acetic acid,ferulic and p-coumaric acids. Xylan can be extracted easily in an acidor alkaline environment while extraction of glucomannan requires a

677V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
stronger alkaline environment (Balaban and Ucar 1999; Fengel andWegener 1984).
Among the key components of lignocellulosics, hemicelluloses arethe most thermo-chemically sensitive (Hendricks and Zeeman 2009;Levan et al. 1990). Hemicelluloses within plant cell walls are thoughtto ‘coat’ cellulose-fibrils and it has been proposed that at least 50% ofhemicellulose should be removed to significantly increase cellulosedigestibility. Nevertheless, severity parameters must be carefullyoptimized to avoid the formation of hemicellulose degradationproducts such as furfurals and hydroxymethyl furfurals which havebeen reported to inhibit the fermentation process (Palmqvist andHahn-Hägerdal 2000a; b). For this reason, pretreatment severityconditions are usually a compromise to maximize sugar recovery anddepending upon what type of pretreatment method is usedhemicellulose could be obtained either as a solid fraction or acombination of both solid and liquid fractions (Chandra et al. 2007).
2.3. Lignin
Lignin is the thirdmost abundant polymer in nature. It is present inplant cell walls and confers a rigid, impermeable, resistance tomicrobial attack and oxidative stress. Lignin is an amorphousheteropolymer network of phenyl propane units (p-coumaryl,coniferyl and sinapyl alcohol) held together by different linkages(Hendricks and Zeeman 2009). Lignin is generally accepted as the‘glue’ that binds the different components of lignocellulosic biomasstogether, thus making it insoluble in water. Because of its closeassociation with cellulose microfibrils, lignin has been identified as amajor deterrent to enzymatic and microbial hydrolysis of lignocellu-losic biomass (Avgerinos and Wang 1983). Chang and Holtzapple,(Chang and Holtzapple 2000) showed that biomass digestibility isenhanced with increasing lignin removal. In addition to being aphysical barrier, the detrimental effects of lignin include: i) non-specific adsorption of hydrolytic enzymes to “sticky” lignin; ii)interference with, and non-productive binding of cellulolytic enzymesto lignin-carbohydrates complexes; and iii) toxicity of lignin de-rivatives to microorganisms.
Different feedstocks contain different amount of lignin that mustbe removed via pretreatment to enhance biomass digestibility. Thelignin is believed to melt during pretreatment and coalesces uponcooling such that its properties are altered; it can subsequently beprecipitated (Brownell and Saddler 1987; Converse 1993; Lynd et al.2002). Delignification (extraction of lignin by chemicals) causesbiomass swelling, disruption of lignin structure, increases in internalsurface area, and increased accessibility of cellulolytic enzymes tocellulose fibers. Although not all pretreatments result in substantialdelignification, the structure of lignin may be altered withoutextraction due to changes in the chemical properties of the lignin.The pretreated biomass becomes more digestible than the rawbiomass even though it may have approximately the same lignincontent as non-pretreated biomass.
3. Biomass types, properties, and recalcitrance
Different types of biomass, such as woody plants, herbaceousplants, grasses, aquatic plants, agricultural crops and residues,municipal solid waste and manures, contain different amounts ofcellulose, hemicellulose, lignin, and extractives (Chandra et al. 2007).Generally plant biomass contain 40–50% cellulose (with exception toa few plants, such as cotton and hemp bast-fibre that are made up of≈80% cellulose), 20–40% hemicellulose, 20–30% lignin by weight(Chandra et al. 2007; Mckendry 2002). Biomass recalcitrance tobioprocessing is directly related to the inherent properties of thebiomass source. Properties such as lignin content, cellulose accessi-bility to cellulase (CAC), and cellulose crystallinity (CC) determine theoverall digestibility of the biomass.
The complexity of a given biomass type is reflected in therelationship between its structural and carbohydrate components. Thefactors that contribute to biomass recalcitrance include: crystallinityand degree of polymerization of cellulose; Accessible surface area (orporosity); protection of cellulose by lignin; cellulose sheathing byhemicellulose; and fibre strength (Mosier et al. 2005a, b). It is thisvariability that accounts for differences in the digestibility/hydrolysis ofa given biomass feedstock. Removal of lignin enhances biomassdigestibility up to the point where the effect of lignin present is nolonger sufficient to limit enzymatic hydrolysis or microbial digestibility(Chang andHoltzapple 2000; Draude et al. 2001; Jeoh et al. 2007). It hasalso been shown that that highly crystalline cellulose is less accessible tocellulase attack thanamorphous cellulose (Chang andHoltzapple 2000),and that cellulose accessibility to cellulase is one of the most important(rate limiting) factors in enzymatic hydrolysis when the affect of ligninis minimized (Jeoh et al. 2007).
Pointing out that the difficulty is not in achieving good sugar andethanol yields, but in obtaining good yields at low energy input, Zhuand Pan suggested that bio-based research efforts targeting woodybiomass should be focused on upstream activity such as size reductionand physicochemical pretreatment to improve direct microbialutilisation of polysaccharides and sugar yields following enzymaticsaccharification (Zhu et al. 2010; Zhu and Pan 2010).
3.1. Efficacy of pretreatment
There are a number of key features for the effective pretreatmentof lignocellulosic biomass. The pretreatment process should have alow capital and operational cost. It should be effective on a wide rangeand loading of lignocellulosic material and should result in therecovery of most the lignocellulosic components in a useable form inseparate fractions. The need for preparation/handling or precondi-tioning steps prior to pretreatment such as size reduction should beminimized. It should produce no or limited amounts of sugar andlignin degradation products that inhibit the growth of fermentativemicroorganisms or the action of hydrolytic enzymes, and it should havea low energy demand or be performed in amanner that energy investedcould be used for other purposes such as secondary heating (Chandra etal. 2007). Other features such as regeneration/cost of catalyst,generation of higher-value lignin co-products, and obtaining hemicel-lulose sugars in the liquid phase to reduce the need for the use ofhemicellulases in subsequent enzymatic hydrolysis forms the basis ofcomparison of different pretreatment options (Galbe and Zacchi 2007;Mosier et al. 2005b). All these features are considered in order thatpretreatment results balance against their impact cost on downstreamprocessing steps and the trade-offwith operational cost, capital cost andbiomass cost (Lynd et al. 1996; Mosier et al. 2005b).
Many pretreatment methods have been studied, and are still indevelopment. It is difficult to evaluate and compare pretreatmenttechnologies because they involve upstream and downstreamprocessing cost, capital investment, chemical recycling and wastetreatment systems (Jeoh et al. 2007). However, as an integrated partof an industrial system or biorefinery, mass balance analysis can beused to validate the pretreatment efficacy of a process with any givenfeedstock. This necessitates thorough economic analysis to determinethe best pretreatment method suitable for a particular local feedstockfor an industrial process especially with regards to co-location withexisting plants where inexpensive power, steam or default treatmentis available (Aden et al. 2002).
3.2. Assessment of pretreatment
In theory, the ideal pretreatment process produces a disrupted,hydrated substrate that is easily hydrolyzed but avoids the formationof sugar degradation products and fermentation inhibitors. Assess-ment of biomass pretreatment processes depends on a parameter

678 V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
called the “severity factor”, which is defined as the combined effect oftemperature, acidity, and duration of pretreatment. Studies onbiomass pretreatment have used the severity factor for comparingpretreatment results even though it does not provide an accuratemeasure of the severity. In other words it is used for rough estimates(Galbe and Zacchi 2007). Pre-tretreatment assessment is conductedby i) analyzing the sugars (bothmonomers and oligomers) released inthe liquid and the carbohydrate content of the water insoluble solids(WIS) after pretreatment. This gives the total amount of recoverablecarbohydrates; ii) enzymatic hydrolysis of either the washed orunwashed WIS; iii) fermentation of the pretreated liquid to assess itsfermentibility directly or diluted to target concentration andinhibition of fermenting microorganisms with respect to growth; iv)fermentation of either the slurry or washed WIS for biofuelsproduction; v) assessment of additional biotechnological potentialof the pretreated fractions such as value added products. For example,Ammonia Fibre/Freeze Explosion pretreated (AFEX) WIS can be usedas a nutritional supplement in cattle feed.
4. Pretreatment methods
A rough classification of pretreatment based on pH divides it intoacidic, alkaline and neutral pretreatments (Galbe and Zacchi 2007).This classification is focused on chemical pretreatment only. It doesnot encompass other pretreatment methods such as physical orbiological pretreatments. A generalized classification of pretreatmentmethods groups them into; physical, chemical, biological andmultipleor combinatorial pretreatment. In combinatorial pretreatmentmethods, physical parameters such as temperature or pressure or abiological step are combined with chemical treatments and aretermed physicochemical or biochemical pretreatment methods. AFEXis a good example of a physicochemical method (Sun and Cheng2002), and Bioorganosolv is a good example of a biochemical methodfor biomass pretreatment (Itoh et al. 2003). Combinatorial pretreat-ment strategies are generally more effective in enhancing the biomassdigestibility, and often employed in designing leading pretreatmenttechnologies.
4.1. Physical pretreatment
4.1.1. ComminutionCoarse size reduction, chipping, shredding, grinding, milling are
amongst the different mechanical size reduction methods that havebeen used to enhance the digestibility of lignocellulosic biomass(Palmowski and Muller 1999). These treatments increase theavailable specific surface area, and reduce both the degree ofpolymerization (DP) and cellulose crystallinity (Sun and Cheng2002). Harvesting and preconditioning reduces lignocellulosic bio-mass from logs to coarse sizes of about 10–50 mm, chipping reducesthe biomass size to 10–30 mm while grinding and milling can reducethe particle size to 0.2–2 mm. However, it has been shown that furtherreduction of biomass particle size below 40 mesh (0.400 mm) haslittle effect on the rates and yields of biomass hydrolysis (Chang et al.1997). The objective of chipping is to reduce heat and mass transferlimitations. Grinding and milling are more effective at reducing theparticle size and cellulose crystallinity than chipping probably asresult of the shear forces generated during milling. The type andduration of milling as well as the kind of biomass determine theincrease in specific surface area, final DP and the net reduction incellulose crystallinity. Vibratory ball milling is more effective thanordinary ball milling in reducing cellulose crystallinity of spruce andaspen chips. Disk milling which produces fibres, is more efficient inenhancing cellulose hydrolysis than hammer milling which producesfiner bundles (Zhua et al. 2009).
The energy requirements of mechanical Comminution of lignocel-lulosic biomass depend on both biomass characteristics and the final
particle size required. Hardwoods require more energy input thanagricultural residues (Cadoche and López 1989). Size reduction isused in most research studies of hydrolysis but with little informationprovided about the characteristics of the substrate and energyconsumed during the process (Nguyen 2000; Zhu et al. 2005).
Studies have shown that milling increases biogas, bioethanol andbiohydrogen yields (Delgenes et al. 2002). Taking into account thehigh energy requirement of milling on an industrial scale and the risein energy demands, it is unlikely that milling is still economicallyfeasible (Hendricks and Zeeman 2009). However, because milling canbe performed before or after chemical pretreatment, recent studiesshows that milling after chemical pretreatment will significantlyreduce: i) milling energy consumption, ii) reduce cost of solid liquidseparation because the pretreated chips can be easily separated, iii)eliminate energy intensive mixing of pretreatment slurries, iv) liquidto solid ratio and v) did not result in the production of fermentationinhibitors (Zhu et al. 2010; Zhua et al. 2009).
Other forms of physical pretreatment that have been suggestedinvolve the use of gamma rays (Takacs et al. 2000) that cleave the ß-1,4 glycosidic bonds, thus giving a larger surface area and lowercrystallinity. This method will undoubtedly be very expensive on alarge scale with huge environmental and safety concerns.
4.1.2. Biological pretreatmentBiological pretreatments have been mostly been associated with
the action of fungi capable of producing enzymes that can degradelignin, hemicellulose, and polyphenols. White- and soft-rot fungi havebeen reported to degrade lignocellulose material, with White-rotbeing the most effective at biological pretreatment of biomass (Lee1997; Sun and Cheng 2002). Brown-rot fungi primarily attackcellulose, whereas white and soft-rot attack both lignin and cellulosevia the production of enzymes such as lignin peroxidases, polyphenoloxidases, maganesse-dependent peroxidases, and laccases thatdegrade the lignin. Hatakka et al. (1993, 1994) reported the selectivedelignification of wood and wheat straw by selected white-rot fungisuch as; Phanerochaete chrysosporium, Phlebia radiata, Dichmitussqualens, Rigidosporus lignosus, and Jungua separabilima. Lignindepolymerization by these fungi takes weeks to achieve significantresult but can be very selective and efficient (Hatakka 1994; Hatakkaet al. 1993).
The rate of biological pretreatment however, is too slow forindustrial purposes. The residence time of 10–14 days, the require-ment of careful growth conditions, and the large amount of space toperform biological pretreatments are the disadvantages that makethis method of pretreatment less attractive on an industrial scale. Thefact that some of the carbohydrate fraction is consumed by themicroorganism could also be a disadvantage. Biological pretreatmentcould be exploited as a first step default pretreatment in combinationwith another pretreatment method or on its own if the biomass haslow lignin content. Magnusson et al. (2008) reported biohydrogenproduction from barley hulls contaminated by Fusarium head blight(CBH), compared with biohydrogen production from normal barleyhulls (BH) using Clostridium thermocellum (Magnusson et al. 2008).The rate of biohydrogen production from CBH was higher than that ofBH even though the final yields where approximately the same,suggesting that the cellulose in CBHwasmore available to the bacteriacompared than in BH. Analysing the impact of biological pretreatmentwith white-rot fungi in a combine pretreatment of beech, Itoh et al.(2003), stated that biological pretreatment saved 15% of theelectricity needed for ethanolysis of beech wood undergoingbioorganosolv pretreatment (Itoh et al. 2003).
4.1.3. Chemical pretreatmentSome chemicals such as acids, alkali, organic solvents, and ionic
liquids have been reported to have significant effect on the nativestructure of lignocellulosic biomass (Fengel and Wegener 1984;

679V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
Swatloski et al. 2002). Pretreatment with alkali such as NaOH, KOH, Ca(OH)2, hydrazine and anhydrous ammonia cause swelling of biomass,which increases the internal surface area of the biomass, anddecreases both the degree of polymerization, and cellulose crystal-linity. Alkaline pretreatment disrupts the lignin structure and breaksthe linkage between lignin and the other carbohydrate fractions inlignocellulosic biomass, thus making the carbohydrates in the hetero-matrix more accessible. The reactivity of remaining polysaccharidesincreases as the lignin is removed. Acetyl and other uronic acidsubstitutions on hemicellulose that lessen the accessibility of enzymesto cellulose surface are also removed by alkali pretreatments(Chandra et al. 2007; Chang and Holtzapple 2000; Galbe and Zacchi2007; Mosier et al. 2005b). However, most of the alkali is consumed.Alkali pretreatment is most effective with low lignin content biomasslike agricultural residues but becomes less effective as lignin contentof the biomass increases.
Solutions of dilute (b4 wt.%) sulfuric acid, hydrochloric acid, andphosphoric acid have been also used to hydrolyze biomass (Mcmillan1994; Nguyen 2000; Torget et al. 1990). Concentrated acids are notpreferred because they are corrosive and must be recovered to makethe pretreatment economically feasible (Sivers and Zacchi 1995).Dilute acid pretreatment in hydrolysis of hemicellulose to itsmonomeric units, rendering the cellulose more available. Acidpretreatment may require the use of an alkali to neutralize thehydrolysate.
4.1.4. Physicochemical pretreatmentThis category includes the vast majority of pretreatment technol-
ogies such as Steam pretreatment (or Steam Explosion), Liquid HotWater pretreatment, Wet Oxidation pretreatment, Ammonia Fibre/Freeze Explosion, Ammonia Recycle Percolation, Aqueous Ammoniapretreatment and Organosolv pretreatment. Recently the used of IonicLiquids and Cellulose Solvent-based Lignocellulose Fractionation havebeen proposed (Zhu et al. 2006; Zhu et al. 2009). These forms ofpretreatment exploit the use of conditions and compounds that affectthe physical and chemical properties of biomass.
4.1.4.1. Steam pretreatment (SP). Concept: steam pretreatment (alsoreferred to as steam-explosion) is the most extensively studied andcommonly applied physicochemical method of biomass pretreatment.SP was previously called steam explosion because of the believe thatan “explosive” action on the fibres was necessary for them to becomehydrolysable. The term “autohydrolysis” has also been used as asynonym for SP describing the changes that occur during SP (Chandraet al. 2007; Mcmillan 1994; Saddler et al. 1993).
Process description and mode of action: in this process physicallypretreated (chipped, ground or simply raw preconditioned) biomassis usually treated with high pressure saturated steam at temperaturesof about 160–240 °C and pressures between 0.7 and 4.8 MPa. Thepressure is held for several seconds to a few minutes to promotehemicellulose hydrolysis and then released. Hemicellulose is thepredominant fraction of the carbohydrates solubilized in the liquidphase during pretreatment, while the lignin is transformed as result ofthe high temperature. The cellulose in the solid fraction becomesmore accessible hence increasing the digestibility of the lignocellu-losic feedstock.
Hydrolysis of hemicellulose is thought to bemediated by the aceticacid generated from acetyl groups associated with hemicellulose andother acids released during pretreatment, that may further catalysethe hemicellulose hydrolysis resulting in release of glucose and xylosemonomers hence the use of the term autohydrolysis (Mosier et al.2005b; Weil et al. 1997). At high severity (270 °C, 1 min) SP results inoptimal hemicellulose solubilization but lower temperature andlonger residence time (190 °C, 10 min) have been shown to be morefavourable because they avoid the formation of sugar degradationproducts that inhibit subsequent fermentation (Wright 1998).
SP can be effectively enhanced by addition of H2SO4, CO2 or SO2 asa catalyst. The use of acid catalyst increases the recovery ofhemicellulose sugars, decreases the production of inhibitory com-pounds and improve the enzymatic hydrolysis on the solid residue(Mosier et al. 2005b; Sun and Cheng 2002).
Advantage of SP: the advantages of SP are that it is an attractiveprocess because it makes limited use of chemicals, it does not result inexcessive dilution of the resulting sugars; and it requires low energyinput with no recycling or environmental cost.
Disadvantage of SP: the disadvantages of SP are incompletedestruction of lignin-carbohydrate matrix resulting in the risk ofcondensation and precipitation of soluble lignin components makingthe biomass less digestible, destruction of a portion of the xylan inhemicellulose and possible generation of fermentation inhibitors athigher temperatures, and the need to wash the hydrolysate, whichmay decrease overall saccharification yields by 20–25% of initial drymatter due to removal of soluble sugars.
Application: SP is effective for the pretreatment of hardwoods andagricultural residues, but less effective for softwoods, in which casethe use of an acid catalyst is especially important. SP is nearcommercialization and has been tested in pilot-scale at NREL pilotplant in Golden, SEKAB pilot plant in Sweden, the Italian steamexplosion programme in Trisaia southern Italy and by a demonstra-tion-scale ethanol plant at Iogen in Ottawa, Canada. However,uncatalysed SP is applied commercially in the Masonite process forthe production of fibre-board and other products (Avella and Scoditti1998; Galbe and Zacchi 2007; Mosier et al. 2005a; Mosier et al.2005b).
4.1.4.2. Liquid hot water pretreatment (LHW). Concept: solvolysis,hydrothermolysis, aqueous fractionation, and aquasolv are all termsthat have been used to describe the use of liquid hot water (LHW) forbiomass pretreatment. LHW pretreatment is similar to SP but useswater in the liquid state at elevated temperatures instead of steam.LHW pretreatment results in hemicellulose hydrolysis and removal oflignin, rendering cellulose in the biomass more accessible whileavoiding the formation of fermentation inhibitors that occur at highertemperatures (Yang and Wyman 2004).
Process description and mode of action: in this process, lowertemperatures (optimum between 180–190 °C for corn stover) andlow dry matter- about (1–8%) content are used leading to more polyand oligosaccharide production. The temperature of 160–190 °C forpH controlled LHW pretreatment and 170–230 °C have been reporteddepending on the severity of the pretreatment (Bobleter 1994;Wyman et al. 2005). Depending on the direction of the flow of thewater and biomass into the reactor, LHW pretreatment has beenperformed in three types of reactor configurations; co-current,counter current and flow through reactor configuration. The waterand biomass are brought in contact for up to 15 min at temperaturesof 200–230 °C. The hot water cleaves hemiacetal linkages thusliberating acids during biomass hydrolysis, which facilitates thebreakage of ether linkages in biomass. (Antal 1996). Mosier et al.(2005b) stated that the cleavage of O-acetly groups and uronic acidsubstitutions on the hemicellulose could help or hinder LHWpretreatment, because the release of these acids helps to catalysethe formation and removal of oligosaccharides, or further hydrolyzehemicellulose to monomeric sugars, which can be subsequentlydegraded to aldehydes (i.e. furfural from pentoses and 5-hydroxy-methyl furfural (HMF) from hexoses) that inhibit microbial fermen-tation (Palmqvist and Hahn-Hägerdal 2000a). The formation ofmonosaccharides and the subsequent degradation products thatfurther catalyze hydrolysis of cellulosic material during LHWpretreatment can be minimized by maintaining the pH between 4and 7 (Kohlmann et al. 1995).
The flow through reactor configuration in which hot water ispassed over a stationary bed of lignocellulose was reported by Yang

680 V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
andWang (2004) to be the more effective configuration for removinghemicellulose and lignin at same severity (Yang and Wyman 2004).High lignin solubilization impedes hemicellulose recovery (Mok andAntalJr 1992, 1994). A catalyst such as an acid can be added makingthe process similar to dilute acid pretreatment, however, catalyticdegradation of sugars results in undesirable side products. Duringpretreatment the pH and pKa of water is affected by temperature, soKOH is used to maintain the pH above 5 and below 7 to minimize theformation of monosaccharides that are degraded to fermentationinhibitors (Mosier et al. 2005b; Weil et al. 1998).
Advantages of LHW pretreatment: the major advantage of LHW isthat lower temperatures are used, minimizing the formation ofdegradation products. This eliminates the need for a final washingstep or neutralisation because the pretreatment solvent here is water.The low cost of the solvent is also an advantage for large scaleapplication.
Disadvantages of LWH pretreatment: the amount of solubilizedproduct is higher, while the concentration of these products is lowercompared to SP (Bobleter 1994). Down-stream processing is alsomore energy demanding because of the large volumes of waterinvolved.
Application: LHWpretreatment has been tested at lab scale, and pHcontrolled LHW pretreatment is considered for large-scale pretreat-ment of corn fibre. Successful pretreatment of corn fibre slurry in a163 L/min reactor with a 20 min residence time has been reported(Mosier et al. 2005a), illustrating that possibility of scaling-up LHWpretreatment and its practicability in pretreating large quantities ofcorn fibre.
4.1.4.3. Dilute acid pretreatment (DA). Concept: this is method ofbiomass pretreatment has received extensive research (Mcmillan1994), both for the possibility of its application as a replacement forenzymatic hydrolysis of cellulose and as a lignocellulosic biomasspretreatment step to enhance biomass digestibility (Lee et al. 1999;Nguyen 2000). As a lignocellulosic biomass pretreatment method, DApretreatment with high reaction rates and improved cellulosehydrolysis has been successfully developed for biomass pretreatmentwhile conventional dilute acid based cellulose hydrolysis has becomean unpopular concept with little research efforts to revive its use tohydrolyze cellulose (Esteghalian et al. 1997; Sun and Cheng 2002).Hydrochloric acid, nitric acid, phosphoric acid, and sulfuric acid havebeen tested for use in biomass pretreatment. Dilute sulfuric acid iscommonly used as the acid of choice (Kim et al. 2000; Mosier et al.2005b; Nguyen 2000; Torget et al. 1992). Dilute sulfuric acid is mixedwith biomass to solubilize hemicellulose therefore increasing theaccessibility of the cellulose in the biomass. This mixture can beheated directly with the use of steam as in SP, or indirectly via thevessel walls of the reactor.
Process description and mode of action: an aqueous solution ofsubstrate is heated to the desired temperature and pretreated usingpreheated sulfuric acid (concentrations of b4 wt.%) in a stainless-steelreactor (Esteghalian et al. 1997; Torget et al. 1990). In this case DApretreatment begins upon addition of the acid. DA pretreatment iscarried at temperature ranging from 140 to 215 °C. The residence timeranges from a few seconds to minutes depending on the temperatureof the pretreatment. In another method preconditioned and physi-cally pretreated biomass in a wire mesh is submerged in a circulatingbath of dilute sulfuric acid. The bath is then heated to desiredtemperatures to effect pretreatment at different severities. A twostage dilute acid pretreatment to maximize sugar recovery andenhance biomass digestibility was reported by Nguyen (2000). A lowseverity (low temperature, low acid concentration) DA pretreatmentwas used in the first stage to promote hemicellulose hydrolysis/recovery and a high severity second stage was used to hydrolyze aportion of the remaining cellulose to glucose in the second stage(Nguyen 2000).
The acid in DA pretreatment releases oligomers and monomericsugars by affecting the reactivity of the biomass carbohydratepolymers polymers. Depending on the combined severity of thepretreatment the sugars can be converted to aldehydes such asfurfural and HMF. In a flow through DA pretreatment process, thebiomass is mixed or brought in contact with dilute sulfuric acid of lessthan 0.1% to hydrolyze hemicellulose in biomass compared to thetypical 0.6 to 3.0% for DA. A Glucose yield of greater than 80%, at asulfuric acid equivalent of 0.05 wt.% was reported. (Mok and AntalJr1992).
Advantages of DA pretreatment: DA pretreatment can achieve highreaction rates and significantly improve hemicellulose and cellulosehydrolysis by varying the severity of the pretreatment (Sun andCheng 2002), so the concept of combined severity can be convenientlyapplied (Nguyen et al. 2000).
Disadvantages of DA: feedstock subjected to DA pretreatment maybe a little harder to ferment because of the presence of fermentationinhibitors (Palmqvist and Hahn-Hägerdal 2000a; b). DA pretreatmentcosts more than most other physicochemical pretreatment methods,such as SP and AFEX, especially the two-stage DA pretreatment.Corrosion caused by DA pretreatment with sulfuric acid mandatesexpensive construction material and the counter cost of nitric acidnegates the possibility of using it as a less corrosive replacement forsulfuric acid to reduce containment cost (Brink 1994; Mosier et al.2005b).
Application: the addition of dilute sulfuric acid to cellulosicmaterial has been used to commercially produce furfural which ispurified by distillation and marketed (Zeitsch 2000). DA has beenapplied in the pretreatment of corn residues and short rotationwoodyand herbaceous crops (Torget et al. 1990; Torget et al. 1992). Thetechnique is being developed by NREL for subsequent commercialapplication. A potential two-stage DA pretreatment of softwoodschips with objective of enhancing the digestibility of feedstocks withhigh lignin content was proposed for large scale application (Nguyenet al. 2000).
4.1.4.4. Ammonia fibre/freeze explosion (AFEX), Ammonia recyclepercolation (ARP) and Soaking aqueous ammonia (SAA). Concept:AFEX, ARP and SAA are alkaline pretreatment methods that use liquidammonia to pretreat biomass. As a physicochemical process, AFEX issimilar to SE operating at high pressure but it is conducted at ambient(b90°C) temperatures, while ARP is carried-out at higher tempera-tures. SAA is a modified version of AFEX utilizing aqueous ammonia totreat biomass in a batch reactor at moderate temperatures (25–60 °C)to reduce the liquid through-put during pretreatment (Kim and Lee2005a). At ambient temperatures the duration could be up to10–60 days while at higher temperatures (150–190 °C) the effect ofammonia is rapid and the duration of pretreatment is reduced tominutes (Alizadeh et al. 2005; Kim et al. 2000).
In the AFEX, and ARP processes the lignocellulosic material isexposed to ammonia at a given temperature and high pressure whichcauses swelling and phase change in cellulose crystallinity of biomassin addition to the alteration and removal of lignin. This increases thereactivity of the remaining carbohydrates after pretreatment. Thepretreated biomass is easily hydrolysable with close to theoreticalyields after enzymatic hydrolysis at low enzyme loadings compared topretreated biomass from other PPMs (Foster et al. 2001; Holtzapple etal. 1991; Kim and Lee 2002; Vlasenko et al. 1997).
Process description and mode of action: in AFEX pretreatment,biomass is brought in contact with anhydrous liquid ammonia loadingin a ratio of 1:1 to 1:2 (1–2 kg of ammonia/kg of dry biomass) for 10–60 min at 60–90 °C and pressures above 3 MPa. In a closed vesselunder pressure, the biomass and ammonia mix is heated for about30 min to the desired temperature. After holding the targettemperature for about 5 min, the vent valve is opened rapidly toexplosively relieve the pressure. The rapid release causes evaporation

681V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
of the ammonia (which is volatile at atmospheric pressure) and aconcomitant drop in temperature of the system (Alizadeh et al. 2005;Dale and Moreira 1982). The chemical effect of ammonia underpressure causes the cellulosic biomass to swell, thus increasing theaccessible surface area while decrystalizing cellulose. This results in aphase change in the crystal structure of cellulose I to cellulose III(Mosier et al. 2005b; O'Sullivan 1996). A small amount of hemicel-lulose is solubilized in the oligomeric form during AFEX pretreatment.The lignin distribution in the biomass remains comparatively thesame after AFEX pretreatment, but the lignin structure is rigorouslyaltered resulting in increase water-holding capacity and digestibility.
The combined physical and chemical changesmarkedly increase thesusceptibility of the pretreated lignocellulosic biomass to subsequentenzymatic hydrolysis (Dale et al. 1984; Dale and Moreira 1982; Galbeand Zacchi 2007; Holtzapple et al. 1991; Kim and Lee 2005a). The mildprocess conditions (temperature b100 °C and pH b12) minimize theformation sugar degradation products and fermentation inhibitors. It iswell established that AFEX pretreatment can significantly improve thesaccharification rates of herbaceous plants, agricultural residues, andmunicipal solid waste with roughly 90% of the theoretical hydrolysis ofAFEX pretreated coastal Bermuda grass (Holtzapple et al. 1992;Meshartree et al. 1988; Vlasenko et al. 1997).
ARP is another physicochemical pretreatment that uses ammoniapercolating in a flow through mode through a packed bed reactor. Inthis process aqueous ammonia (5–15%) passes through biomass in aflow through column reactor at elevated temperatures (150–180 °C)and a flow rate of 1–5 ml/min with residence time of 10–90 min, afterwhich the ammnonia is recycled or recovered (Kim et al. 2000; Kim etal. 2003; Yoon et al. 1995). Under these conditions, there issimultaneous lignin removal and hemicellulose is hydrolysed, witha concomitant decrease in cellulose crystallinity. In an attempt tooptimize the process and establish a continuous process, by droppingthe liquid ammonia throughput, Kim et al. (2006), reported a low-liquid ARP (LLARP) using one reactor void volume with 15 wt.%ammonia (Kim et al. 2006). The digestibility of the LLARP pretreatedbiomass under optimum condition was at least 86% of the theoreticalmaximum even at the lowest enzyme loading of 7.5 FPU/g glucan.Both AFEX and ARP are effective pretreatment for herbaceous plants,agricultural residues and MSW. ARP pretreatment is effective onhardwoods also (Iyer et al. 1996; Kim and Lee 2005b).
Advantage of AFEX/ARP: there are several advantages to AFEX/ARPpretreatment processes, which include i) the hydrolyzate from AFEX/ARP is compatible with fermentation organisms without the need forconditioning (Teymouri et al. 2005); ii) the ability to reduce, recover,and recycle the ammonia used in both AFEX/ARP makes theestablishment of a continuous industrial process more feasible; iii)the moderate temperatures (b100 °C), pH (b12.0), and shortresidence time used in AFEX mostly and ARP compared to otherphysicochemical processes minimizes the formation of fermentationinhibitors; iv) ammonia pretreatments have a high selectivity forreaction with lignin. ARP pretreatment is an efficient and selectivedelignification method reducing 70–85% of corn stover lignin within20 min of pretreatment and removing 40–60% hemicellulose whileleaving the cellulose intact (Kim et al. 2003); v) ammonia is volatileand superheated ammonia vapor at 200 °C is used to strip the residualammonia in the pretreated biomass. The evaporated ammonia is thenwithdrawn from the system by a pressure controller for recovery. Thiseliminates the need for water washing step and increase total sugaryields; vi) with close to 99% recovery, residual ammonia could serveas a nitrogen source during fermentation; and vii) ammonia is awidely used commodity chemical and cost about one-forth the priceof sulfuric acid on a molar basis (Kim et al. 2003) implying the AFEX/ARP pretreatment is cheaper than DAP.
Disadvantages of AFEX/ARP: The disadvantages of the AFEX/ARPprocesses include: i) they are somewhat ineffective in the pretreat-ment of high lignin containing lignocellulosic biomass such as news
paper (18–30% lignin), and softwoods (McMillan 1994); ii) the cost ofammonia basically drives the process and its application on largescale; and iii) environmental concerns with the stench of ammoniaalso have a negative impact on pilot as well as industrial scaleapplications.
Application: AFEX and ARP have not been reported beyond labscale use. It is possible however that AFEX and ARP pretreatedbiomass could be used as feed for cattle serving as a source of essentialnutrients. This is a potential application of AFEX/ARP to produce valueadded products for IFB.
4.1.4.5. Lime pretreatment (LP)+wet oxidative pretreatment (WOP).Concept: lime pretreatment is a low cost alkaline physicochemicalpretreatment that has been reported to enhance the digestibility oflignocellulosic biomass (Chang et al. 1998). The pretreatment utilizesaqueous Ca(OH)2 at low temperatures and pressures as a pretreat-ment agent to solubilize hemicellulose and lignin (Chang et al. 1997).Using 0.1 g Ca(OH)2/g biomass, LP can be conducted within a widetemperature range 25–130 °C. At ambient temperatures (25 °C) the LPcould take weeks and at high temperatures (120°C) only 2 h wasrequired for the pretreatment of switch grass, solubilising≈26% xylanand 29–33% lignin (Chang et al. 1997).
The effectiveness of LP has been attributed to opening of ‘acetylvalves’ and ‘lignin valves’, i.e. deactylation and partial delignification(Chang and Holtzapple 2000). Oxidative factors come into play whenoxygen is introduced at high pressures to enhance the pretreatment.LP of wheat straw at 85 °C for 3 h (Chang et al. 1998) and poplar woodat 150 °C for 6 h using 14 atm oxygen (Chang et al. 2001b) resulted inbetter yield than without oxygen. WOP involves the addition of anoxidizing agent like oxygen, water, or hydrogen peroxide to biomasssuspended in a liquid to enhance hemicellulose and lignin removal.
Advantage of LP+WOP: there are several advantages of LP andWPO. As an alkali pretreatment, lime (calcium hydroxide) has theadditional benefits of low reagent cost, safety, and ease of recovery ascalcium carbonate compared with sodium, potassium, and ammoni-um hydroxide even though NaOH has receive the most attention(Sharmas et al. 2002). LP performed at temperatures below 100 °Cavoids the huge energy demands required to maintain high thermalsteady state conditions during pretreatment and use of pressuredvessels. Huge piles of biomass could simply be pretreated without theneed for a special vessel or using a simple design for pilot plants(Chang et al. 1997; Wyman et al. 2005). Recalcitrant biomass isrendered digestible as result of the combined action of the alkali andoxygen. About 80% of the lignin in high-lignin lignocellulose materialsuch as hardwoods (e.g. poplar wood) is removed during oxidative LP(Chang et al. 2001a; Wyman et al. 2005).
Disadvantage LP+WOP: there are several disadvantages to LP andWOP. LP is not very effective for removing lignin in high ligninbiomass such as Softwood (Chang et al. 2001a). The action of lime isslower than ammonia and most often the oxidizing agent is not veryselective as a result losses in hemicellulose and cellulose may occur.The use of huge volumes of water in the washing step (5–10 g H2O/gbiomass) and the potential need for neutralisation makes down-stream processing difficult and also increase the cost of scaling up LP.The oxidation of lignin to other soluble aromatic compounds is a riskdue to the possibility of the formation of inhibitors (Hendricks andZeeman 2009).
Application: lime pretreatment has not been applied beyond labscale investigation. Conversely, oxidative effect of addingwater, air, oroxygen could be exploited in an industrial pretreatment process toenhance biomass digestibility by percolating oxygen through a pile ofbiomass.
4.1.4.6. Organosolv pretreatment (OP). Concept: organosolv pretreat-ment is similar in concept to organosolv pulping but with lowerdegree of delignification. OP can occur in a variety of organic or

682 V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
aqueous-organic solvent mixture with or without a catalyst such asHCL or H2SO4. Organic acids including oxalic acid, acetylsalicylic acid,and salicylic acids can also be used as catalyst to the solubilisation ofhemicellulose and extraction of lignin with organic solvents or theiraqueous solutions (Sun and Cheng 2002).
Process description and mode of action: most OP are conducted athigh temperatures (100–250 °C) using low boiling point solvents(methanol and ethanol), high boiling point alcohols (ethylene glycol,glycerol, tetrahydrofurfuryl alcohol) and other classes of organiccompounds including ethers, ketones, phenols, organic acids, anddimethyl sulfoxide (Thring et al. 1990). OP with alcohol removeslignin extensively and results in almost complete hemicellulosesolubilisation by: i) Hydrolyzing the internal lignin bonds, as well asthe ether and 4-O-methylglucuronic acids ester bonds between ligninand hemicellulose and ii) Hydrolyzing glycosidic bonds in hemicel-lulose, and partially in cellulose depending on process conditions(Zhao et al. 2009).
OP with organic acids proceeds via the dissociation of partialhydrogen ion to accelerate delignification/hydrolysis of cellulose anddissolution of the lignin fragments (McDonough 1993). The additionof a catalyst is not necessary at high temperatures (N185 °C) becauseit is believed that organic acids from the biomass will act as catalyst torupture the lignin-carbohydrate complex (Duff and Murray 1996).Delignification kinetics vary with the solvent used during pretreat-ment. Wood delignification kinetics with aqueous ethanol occurred in3 phases (initial, principal and residual) while delignification of sugarcane bagasses occurred in the principal and residual phase only(Curvelo and Pereira 1995) reflecting the extent of lignin distributionwithin various substrates. Solvents need to be drained and recoveredvia evaporation and condensation, and recycled to reduce costs. This isvery necessary because the solvent may be inhibitory to growth ofmicroorganisms, subsequent enzymatic hydrolysis, and fermentationor anaerobic digestion. Fig. 2 shows an alternative conceptual designof biorefinery platform based on the organosolv pretreatment.
Advantages of OP: OP is very a selective pretreatment methodyielding three separate fractions: dry lignin, an aqueous hemicellulosestream, and a relatively very pure cellulose fraction (Duff and Murray1996). The multi-product extraction phase capability of OP as a result
PreconditionedLignocellulosic Biomass
Solvent basedModified
Pretreatment
Solvent Recircul
ColoLiqu
PretreaSolid
Fig. 2. A schematic outline of a multi-product biorefinery platform based on a modifiehemicelluloses and precipitating lignin; e.g. organosolv pretreatment. SHF=Separate hSSCF=Simultaneous saccharification and co-fermentation; CBP=Consolidated Bioprocesgeneration options available to plants producing excess amounts of biofuels and residual b
of the high selectivity is the most remarkable advantage of OP as partof the IFB. Process development focused on the optimization,integrated utilization of the biomass components is very applicablewith OP. This is recommended for process development rather thanthe utilization of carbohydrates only (Zhao et al. 2009). Organosolvlignin is sulfur free with high purity and low molecular weight. It canbe used as fuel to power pretreatment plant or further purified toobtain high quality lignin which is used a substitute for polymericmaterials such: phenolic powders resins, polyurethane, polyisocyantefoams and expoxy resins that used for the manufacture of bioplastics(Zhang 2008). It is the only physicochemical pretreatment methodthat is very effective for the pretreatment of high-lignin lignocellulosematerials, such as soft woods. OP can be combined with otherpretreatment method to obtain a clean and effective biomassfractionation process or a multi-stage pretreatment process formore recalcitrant biomass as means to improve pretreatment yield.Ethanol delignification combined with previous SE was conducted byHongzhang and Liying (2007) as a clean process for the wheatfractionation (Hongzhang and Liying 2007). Other examples includeBioorganosolv pretreatment (Itoh et al. 2003) and RASH organosolvreferring to a combination of rapid-steam hydrolysis (RASH) andorganosolv pretreatment (Rughani and McGinnis 1989). Organicsolvents are easily recovered by distillation and recycled for reuse as ameans to reduce chemical consumption and the cost of OP. OP is oneof the few pretreatments process that does not require significant sizereduction of feedstock to achieve satisfactory cellulose conversionmaking the process less energy intensive especially with thepretreatment of woody biomass (Pan et al. 2005; Silverstein et al.2007; Zhua et al. 2009).
Disadvantages of OP: the cost of chemicals and sometimes catalystmakes OPmore expensive than other leading pretreatment processes.Side reactions such as acid catalyzed degradation of monosaccharidesinto furfural and 5-HMF that are inhibitory to fermentation microor-ganisms, have been associated with organosolv alcohol pretreatment.Using volatile organic liquid at high temperature necessitates using ofcontainment vessels thus; no digester leaks can be tolerated due toinherent fire, explosion hazards, environmental and health and safetyconcerns.
ation
redor
ted
Solvent &By-productRecovery
Co-productse.g. Acetic acidFurfurals
SHFSSF, SSCFCBP or DMC
ResidualBiomass &Lignin
Lignin &Hemicellulose
derived by-products
Power Generation
Hydrogen,Ethanol &Methane
d solvent based pretreatment capable of selectively purifying cellulose, solubilisingydrolysis and fermentation; SSF=Simultaneous saccharification and fermentation;sing, DMC=Direct microbial conversion. Dotted arrow represents potential poweriomass that could be used to generate power to run the plant over the course of time.

683V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
Application: the organosolv process has already been applied inorganosolv pulping with a higher degree of delignification in the pulpand paper industry. The Lignol energy process for the biorefining ofwood to ethanol based on ethanol pretreatment has been welldeveloped and applied to various species of softwoods since 2001(Zhao et al. 2009). The technology based on OP could also be used forthe production of other value added chemicals and liquid fuels (Aratoet al. 2005).
4.1.4.7. Carbon dioxide (CO2) explosion pretreatment (CDE). CO2
explosion involves the use of supercritical CO2 (SC–CO2) underpressure to enhance the digestibility of lignocellulosic biomass. In thisprocess SC–CO2 is delivered to biomass placed in a high pressurevessel (Kim and Hong 2001), or delivered at high pressure (1000–4000 psi) (Zheng et al. 1995). The vessel is heated to the desiredtemperature and held for a designated length of time, usually severalminutes when conducted at high temperatures up to 200 °C(Hendricks and Zeeman 2009). CO2 penetrates the biomass at highpressure and it is believed that once dissolved in water, CO2 willform carbonic acid, which helps in the hydrolysis of hemicellulose.The release of the pressurized gas results in the disruption of thebiomass native structure increasing the accessible surface area(Zheng et al. 1995). CDE pretreatment is not effective on biomasswith no moisture content but enhances the hydrolytic yield ofmoisture containing biomass with the yield increasing propor-tionately with the moisture content of the unprocessed feedstock(Kim and Hong 2001).
The low cost of carbon dioxide as a pretreatment solvent, nogeneration of toxins, the use of low temperatures and high solidscapacity are attractive features of CDE pretreatment. However, thehigh cost of equipment that can withstand high pressure conditions ofCDE pretreatment is a strong limitation to the application of thisprocess on a large scale. Moreover the effects on biomass carbohy-drate components have yet to be elucidated.
4.1.4.8. Ionic liquid pretreatment (IL). A new approach on physico-chemical pretreatment of biomass is the use of Ionic liquids (ILs). ILsare new class of solvents with low melting points, (b100 °C), highpolarities, high thermal stabilities, negligible vapour pressure, con-sisting entirely of ions (cations and anions) (Wasserscheid and Keim2000; Zavrel et al. 2009). Most ILs used in biomass fractionation areimidazonium salts. Studies show that 1-allyl-3-methylimidazoniumchloride (AMIMCl) and 1-butyl-3-methylimidazonium chloride(BMIMCl) can be used effectively as a non-derivatising solvent forthe dissolution of cellulose at temperatures below 100 °C (Zhang andLynd 2006; Zhu et al. 2006). A possible dissolution mechanismsuggests that these ionic liquids compete with lignocellulosiccomponents for hydrogen bonding, thus disrupting its three di-mensions network (Moultrop et al. 2005).
The cellulose fraction can be recovered by the addition of water,ethanol or acetone. The solvent can be recovered and reused byvarious methods such as pervaporation, reverse osmosis, salting outand ionic exchange. ILs are being screened for their potential toenhance the digestibility of lignocellulosic biomass (Zavrel et al.2009). In general ILs are considered be environmentally friendly (Puet al. 2007), nonderivatising, nonvolatile, thermostable, single-component solvent for cellulose with potential applications incellulose fractionation and dissolution in the IFB. However, details ofprocessing lignocellulosic biomass with ionic liquids are still underinvestigation. Cellulose and organic-solvent-based lignocellulosefractionation (COSLIF) and sulphite pretreatment to overcomerecalcitrance of lignocellulosics (SPORL) are amongst pretreatmentmethods being developed in coordinated efforts to overcome biomassrecalcitrance.
5. Conclusion
Biomass pretreatment remains a key bottleneck in the bioproces-sing of lignocellulosics for biofuels and other bioproducts. Althoughsome pretreatment methods show apparent advantages, it is unlikelythat one method will become the method of choice for all biomass, atleast, not for all feedstocks. Co-digestion of non-food cellulosicbiomass feedstocks from different pretreatment technologies as asubstrate quality optimization attempt is worth investigating.Bioprocessing of pretreated feedstocks without complete saccchar-ification to sugar monomers is advantageous for direct microbialconversion employing cellulolytic microorganisms. Such cellulolyticmembers of the genus Clostridium, cellulolytic yeasts, and recombi-nant microorganisms bearing natural and engineered celluloyticgenes are being developed as candidates for consolidated bioproces-sing (CBP). These microorganisms thrive on cellulodextrins, butexhibit limited growth in the presence of sugar monomer substratessuch as glucose (Lynd et al. 2005; Zhang and Lynd 2005). Under theseconditions, complete sacccharification is a no longer necessary thusreducing the overall processing cost.
Hence, biorefining interests define the extent of pretreatment forany given feedstock. Like most established industrial processes, apossible key step towards bioprocessing of lignocellulosics on anindustrial scale is finding or creating markets for by-products ofbiomass pretreatment technologies. Multiple or combinatorial pre-treatments have the ability to enhance biomass digestibility andoperate under various conditions to maximise selective productrecovery, while minimizing the formation of inhibitory carbohydratedegradation products.
The classification of pretreatment as the second most expensiveunit cost in the conversion of lignocellulosic biomass to ethanol (NREL2002), calls for analysis of pretreatment process dynamics and theirby-products as means to reduce cost in designing a cost competitiveprocess. In Canada, softwood is pretreated by Lignol Innovations(Burnaby, British Columbia) via OP, extracting high quality lignin forthe production of value-added products, such as resins, adhesives, andcoatings currently derived from petroleum refining. The by-productsof the Lignol Innovation OP process are delignified wood fibers and ahemicellulose hydrolysate, which can be used for the production ofbiofuels and other value added products, respectively Fig. 2. In theUSA, AFEX pretreated spent grains and lignocellulosics are beingconsidered as feed for livestock at DOE bioenergy research centres.Although industrial production of biofuels has preceded a detailunderstanding of pretreatment, optimisation of integrated biorefiningprocesses requires intense coordinated research that will, delineatepretreatment chemistries and their impacts on feedstocks as well asfermentation yields of fuels and co-products.
Competing interests
The authors declare that they have no competing interests.
Acknowledgements
This is supported by the Natural Sciences and EngineeringResearch Council of Canada (NSERC) through a Strategic Networkgrant (Hydrogen Canada), and by Husky Energy through an NSERCCollaborative Research and Development (CRD) grant fund.
References
Aden A, Ruth M, Ibsen K, Neeves J, Sheehan J, Wallace J, Montague L, Slayton A, Lukas J.Lignocellulose biomass to ethanol process design and economics utilizing co-current dilute acid prehydrolysis and enzymatic hydrolysis of corn stover. NREL.2002:TP-510-32438.
Alizadeh H, Teymouri F, Gilbert TI, Dale BE. Pretreatment of switchgrass by ammoniafibre explosion (AFEX). Appl Biochem Biotechnol 2005;121–124:1133–41.

684 V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
Antal Jr MJ. Water: A Traditional Solvent Pregnant with New Application. In: white Jr JrHJ, editor. Proceedings of the 12th international conference on the properties ofwater and steam. New York: Begell House; 1996. p. 23–32.
Arato CP, Pye EK, Gjennestad G. The lignol approach to biorefining of woody biomass toproduce ethanol and chemicals. Appl Biochem Biotechnol 2005;121/124:871–82.
ASTM. Standard E1705, 1995 (2002) Standard technology relating to biotechnologyASTM international. 1995;West conshohocken, PA:www.astm.org.
Avella R, Scoditti E. The Italian steam explosion program of ENEA. Biomass Bioenergy1998;14:289–93.
Avgerinos GC, Wang DIC. Selective delignification for fermentation of enhancement.Biotechnol Bioeng 1983;25:67–83.
Balaban M, Ucar G. The effect of the duration of alkali pretreatment on the solubility ofpolyoses. Turk J Agric For 1999;23:667–71.
Binford L, Ho C-k. Taphonomy at a distance: Zhoukoudian, ‘The cave home of BeijingMan’? Cur Anthropol 1985;26:413–42.
Bobleter O. Hydrothermal degradation of polymers derived from plants. Prog Polym Sci1994;19:797–841.
Brink DL. Method of treating biomass material. US Patent 1994;5:366–558.Brown L. Exploding U.S. grain demand for automotive fuel threatens world food
security and political stability. Earth Policy Institute; 2006Brownell HH, Saddler JN. Steam pretreatment of lignocellulose materials for enhanced
enzymatic hydrolysis. Biotechnol Bioeng 1987;29:228–35.Cadoche L, López GD. Assesment of size reduction as a preliminary step in the
production of ethanol from lignocellulosic wastes. Biotechnol Wastes 1989;30:153–7.
Carere CR, Sparling R, Cicek N, Levin DB. Third generation biofuels via direct cellulosefermentation. Int J Mol Sci 2008;9:1342–60.
Chandra RP, Bura R, Mabee WE, Berlin A, Pan X, Saddler JN. Substrate pretreatment: thekey to effective enzymatic hydrolysis of lignocellulosics? Adv Biochem EngBiotechnol 2007;108:67–93.
Chang VS, Holtzapple MT. Fundamental factors affecting biomass enzymatic reactivity.Appl Biochem Biotechnol 2000;84–86:5-37.
Chang VS, Burr B, Holtzapple MT. Lime pretreatment of switchgrass. Appl BiochemBiotechnol 1997;63–65:3-19.
Chang VS, Nagwani M, Holtzapple MT. Lime pretreatment of crop residues bagasse andwheat straw. Appl Biochem Biotechnol 1998;74:135–59.
Chang VS, Kaar WE, Burr B, Holtzapple MT. Simultaneous saccharification andfermentation of lime-treated biomass. Biotechnol Lett 2001a;23:1327–33.
Chang VS, Nagwani M, Kim CH, Holtzapple MT. Oxidative lime pretreatment of high-lignin biomass— poplar wood and newspaper. Appl Biochem Biotechnol 2001b;94:1-28.
Converse AO. Substrate factors limiting enzymatic hydrolysis. In: Saddler JN, editor.Bioconversion of forest and agricultural plant residues. Wallinfod, Conn: CABInternational; 1993. p. 93-106.
Curvelo AAS, Pereira R. Kinetics of ethanol-water of sugar cane bagasse. The 8thInternational Symposium on Wood and Pulping Chemistry Proc, Helsinki, Finland.1995;2:473–8
Dale BE, Moreira MJ. A freeze-explosion technique for increasing cellulose hydrolysis.Biotechnol Bioeng Symp 1982;12:31–43.
Dale BE, Henk LL, Shiang M. Fermentation of lignocellulose materials treated myammonia freeze-explosion. Dev Ind Microbiol 1984;26:223–33.
Delgenes JP, Penaud V, Moletta R. Pretreatment for the enhancement of anaerobicdigestion of solid waster chapter 8. In Biomethanization of the organic fraction ofmunicipal solid waste IWA publishing. 2002:201–28.
Desvaux M. Clostridium cellulolyticum: model organism of mesophilic cellulolyticclostridia. FEMS Microbiol Rev 2005;29:741–64.
Draude KM, Kurniawan CB, Duff SJB. Effect of oxygen delignification on the rate andextent of enzymatic hydrolysis. Bioresour Technol 2001;79:113–20.
Duff SJB, Murray WD. Bioconversion of forest products industry waste to fuel ethanol.Bioresour Technol 1996;55:1-33.
Esteghalian A, Hashimoto AG, Fenske JJ, Penner MH. Modelling and optimization ofdilute-sulfuric-acid pretreatment of corn stove, poplar and switchgraa. BioresourTechnol 1997;59:129–36.
Fengel D, Wegener G. Wood Chemistry, Ultrastructure, Reactions. Berlin New York;1984
Foster BL, Dale BE, Peterson JBD. Enzymatic hydrolysis of ammonia-treated sugar beetpulp. Appl Biochem Biotechnol 2001;91–93:269–82.
Galbe M, Zacchi G. Pretreatment of lignocellulosic materials for efficient bioethanolproduction. Biofuels 2007;108:41–65.
Gowlett JAJ. The early settlement of northern Europe: fire history in the context ofclimate change and the social brain. Comptes Rendus - Palevol 2006;5:299–331.
Groom MJ, Gray EM, Townsend PA. Biofuels and biodiversity: principles for creatingbetter policies for biofuel production. Conserv Biol 2008;22:602–9.
Hatakka A. Lignin-modifying enzymes from selected white-rot fungi: production androle from in lignin degradation. FEMS Microbiol Rev 1994;13:125–35.
Hatakka AI, Varesa T, Lunn TK. Production of multiple lignin peroxidases by the white-rot fungus Phlebia ochraceofulva. Enzyme Microb Technol 1993;15:664–9.
Hendricks AT, Zeeman G. Pretreatments to enhance the digestibility of lignocellulosicbiomass. Bioresour Technol 2009;100:10–8.
Holtzapple MT, Jun JH, Ashok G, Patibandla SL, Dale BE. The ammonia freeze explosion(AFEX) process— a practical lignocellulose pretreatment. Appl Biochem Biotechnol1991;28–29:59–74.
Holtzapple MT, Lundeen JE, Sturgis R, Lewis JE, Dale BE. Pretreatment of lignocellulosicmunicipal solid-waste by ammonia fibre explosion (Afex). Appl BiochemBiotechnol 1992;34–35:5-21.
Hongzhang C, Liying L. Unpolluted fractionation of wheat straw by steam explosion andethanol extraction. Bioresour Technol 2007;98:666–76.
Itoh H, Wada M, Honda Y, Kuwahara M. Bioorganosolve pretreatments forsimultaneous saccharification and fermentation of beech wood by ethanolysisand white-rot fungi. J Biotechnol 2003;103:273–80.
Iyer PV, Wu ZW, Kim SB, Lee YY. Ammonia recycled percolation process forpretreatment of herbaceous biomass. Appl Biochem Biotechnol 1996;57–58:121–32.
Jeoh T, Ishizawa CI, Davis MF, Himmel ME, Adney WS, Johnson DK. Cellulasedigestibility of pretreated biomass is limited by cellulose accessibility. BiotechnolBioeng 2007;98:112–22.
Jessen H. Ethanol Producer. October. 2006;44.Khanal SK. Anaerobic biotechnology for bioenergy production. Principles and
Application Willey and Blackwell. 2008:161–86.Kim HK, Hong J. Supercritical CO2 pretreatment of lignocellulose enhances enzymatic
cellulose hydrolysis. Bioresour Technol 2001;77:139–44.Kim SB, Lee YY. Diffusion of sulfuric acid within lignocellulosic biomass particles and its
impact on dilute-acid pretreatment. Bioresour Technol 2002;83:165–71.Kim TH, Lee YY. Pretreatment and factionation of corn stover by soaking in aqueous
ammonia. Appl Biochem Biotechnol 2005a;121:1119–31.Kim TH, Lee YY. Pretreatment of corn stover by ammonia recycle percolation process.
Bioresour Technol 2005b;96:2007–13.Kim SB, Yum DM, Park SC. Step-change variation of acid concentration in a percolation
reactor for hydrolysis of hardwood hemicellulose. Bioresour Technol 2000;72:289–94.
Kim TH, Kim JS, Sunwoo C, Lee YY. Pretreatment of corn stover by aqueous ammonia.Bioresour Technol 2003;90:39–47.
Kim TH, Lee YL, Sunwoo C, Kim JS. Pretreatment of corn stover by low-liquid ammoniarecycle percolation process. Appl Biochem Biotechnol 2006;133:41–57.
Kohlmann KL, Sariyaka A, Westgate PJ, Weil J, Velayudhan A, Hendrickson R, LadischMR. Enhance enzyme activities on hydrated lignocellulosic substrates. In: Saddler,J. N., Penner, M. H. (Eds). Enzymatic degradation of insoluble carbohydrates, ACSpublishing. 1995:237–55.
Laureano-Perez L, Teymouri F, Alizadeh H, Dale BE. Understanding factors that limitenzymatic hydrolysis of biomass: characterization of pretreated corn stover. ApplBiochem Biotechnol 2005;121–124:1081–99.
Lee J. Biological conversion of lignocellulosic biomass to ethanol. J Biotechnol 1997;56:1-24.
Lee YY, Iyer PV, Torget RW. Dilute-acid hydrolysis of lignocellulosic biomass. AdvBiochem Eng Biotechnol 1999;65:93-115.
Levan SL, Ross RJ, Winandy JE. Effects of fire retardant chemical bending properties ofwood at elevated temperatures. Research paper FPF-RP-498 Madison, WI: USDA,forest service. 1990;24.
Lynd LR, Elander RT, Wyman CE. Likely features and costs of mature biomass ethanoltechnology. Appl Biochem Biotechnol 1996;57–58:741–61.
Lynd LR, Wyman CE, Gerngross TU. Biocommodity engineering. Biotechnol Prog1999;15:777–93.
Lynd LR,Weimer PJ, Zyl WHv, Pretorius IS. Microbial cellulose utilization: fundamentalsand biotechnology. Microbiol Mol Biol Rev 2002;66:506–77.
Lynd LR, van Zyl WH, McBride JE, Laser M. Consolidated bioprocessing of cellulosicbiomass: an update. Curr Opin Biotechnol 2005;16:577–83.
Lynd LR, Laser MS, Bransby D, Dale BE, Davison B, Hamilton R, et al. How biotech cantransform biofuels. Nat Biotechnol 2008;26:169–72.
Magnusson L, Islam R, Sparling R, Levin D, Cicek N. Direct hydrogen production fromcellulosic waste materials with a single-step dark fermentation process. Int JHydrogen Energy 2008;33:5398–403.
McDonough TJ. The chemistry of organosolv delignification. Tappi J 1993;76:186–93.Mckendry P. Energy Production from biomass (part 1) overview of biomass. Bioresour
Technol 2002;83:37–46.McMillan JD. Pretreatment of lignocellulosic Biomass. Enzymatic Conversion Biomass
Fuels Prod 1994;566:292–324.Merino ST, Cherry J. Progress and Challenges in enzyme development for biomass
utilization. Adv Biochem Eng Biotechnol 2007;108:95-120.Meshartree M, Dale BE, Craig WK. Comparison of steam and ammonia pretreatment for
enzymatic hydrolysis of cellulose. Appl Microbiol Biotechnol 1988;29:462–8.Mok WSL, Antal Jr MJ. Biomass fractionation by hot compressed liquid water.
Bridgewater, A.VAdvances in Thermochemical Biomass Conversion, 2. New York:Blackie Academic and Professional Publishers; 1994. p. 1572–82.
Mok WSL, AntalJr MJ. Uncatalyzed solvolysis of whole biomass hemicellulose by hotcompresses liquid water. Ind Eng Chem Res 1992;31:1157–61.
Mosier N, Hendrickson R, Brewer M, Ho N, Sedlak M, Dreshel R, et al. Industrial scale-upof pH-controlled liquid hot water pretreatment of corn fiber for fuel ethanolproduction. Appl Biochem Biotechnol 2005a;125:77–97.
Mosier N, Wyman CE, Dale BE, Elander R, Lee YY, Holtzapple MT, et al. Features ofpromising technologies for pretreatment of lignocellulosic biomass. BioresourTechnol 2005b;96:673–86.
Moultrop JS, Swatloski RP, Moyna G, Rogers RD. High resolution 13C NMR studies ofcellulose and cellulose oligomers in ionic liquid solutions. The royal society ofchemistry chem commun. 2005:1557–9.
Nguyen LM. Organic matter composition, microbial biomass and microbial activity ingravel-bed constructed wetlands treating farm dairy wastewaters. Ecol Eng2000;16:199–221.
Nguyen QA, Tucker MP, Keller FA, Eddy FP. Two-stage dilute-acid pretreatment ofsoftwoods. Appl Biochem Biotechnol 2000;84–86:561–75.
NREL. Enzyme sugar-ethanol platform project. National Renewable Energy Laboratory,Golden, Co 2002. http://www1.eere.energy.gov/biomass/pdfs/stage2_overview.pdf.

685V.B. Agbor et al. / Biotechnology Advances 29 (2011) 675–685
O'Sullivan AC. Cellulose: the structure slowly unravels. Blackie Acad Prof 1996;4:173–207.
Palmowski L, Muller J. Influence of the size reduction of organic waste on theiranaerobic digestion. In II International Symposium on anaerobic digestion of solidwaste. Barcelona 15–17 June. 1999:137–44.
Palmqvist E, Hahn-Hägerdal B. Fermentation of lignocellulosic hydrolysates I:Inhibition and detoxification. Bioresour Technol 2000a;74:17–24.
Palmqvist E, Hahn-Hägerdal B. Fermentation of lignocellulosic hydrolysates II:Inhibitors and mechanisms of inhibition. Bioresour Technol 2000b;74:25–33.
Pan XJ, Xie N, Gilkes N, Gregg DJ, Saddler JN. Strategies to enhance the enzymatichydrolysis of pretreated softwood with high residual lignin content. Appl BiochemBiotechnol 2005;121:1069–79.
Pu YQ, Jiang N, Ragauskas AJ. Ionic liquids as a green solvent for lignin. J. Wood ChemTechnol 2007;27:23–33.
Rughani J, McGinnis GD. Combine rapid-steam hydrolysis and organosolv pretreatmentof mixed southern hardwoods. Biotechnol Bioeng 1989;33:681–6.
Saddler JN, Ramos LP, Breuil C. Steam pretreatment of lignocellulosic residues. In:Saddler JN, editor. Bioconversion of forest and agricultural plant residues. Oxford,UK: CAB International; 1993. p. 73–92.. Chapter 3.
Saha BC. Hemicellulose bioconversion. J Ind Microbiol Biotechnol 2003;30:279–91.Searchinger T, Heimlich R, Houghton RA, Dong F, Elobeid A, Fabiosa J, et al. Use of U.S.
croplands for biofuels increases greenhouse gases through emissions from land-usechange. Science 2008;319:1238–40.
Sharmas SK, Kalra KL, Grewal HS. Enzymatic saccharification of pretreated sun flowerstalks. Biomass Bioenergy 2002;23:237–43.
Silverstein RA, Chen Y, Sharma-Shivappaa RR, Boyettea MD, Osborne J. A comparison ofchemical pretreatment methods for improving saccharification of cotton stalks.Bioresour Technol 2007;98:3000–11.
Simpson TW, Sharpley AN, Howarth RW, Paerl HW, Mankin KR. The New Gold Rush:Fueling Ethanol Production while Protecting Water Quality. Environ Qual. 2008;37.
Sivers MV, Zacchi G. A techno-economical comparison of three processes for theproduction of ethanol from pine. Bioresour Technol 1995;51:43–52.
Sun Y, Cheng J. Hydrolysis of lignocellulosic materials for ethanol production: a review.Bioresour Technol 2002;83:1-11.
Swatloski RP, Spear SK, Holbrey JD, Rogers RD. Ionic liquids: new solvents for non-derivitized cellulose dissolution. Abstr Pap Am Chem Soc 2002;224:U622.
Takacs E, Wojnarovits L, Foldavary C, Hargagittai P, Borsa J, Sajo I. Radiat Phys Chem2000;57:339.
Teymouri F, Laureano-Perez L, Alizadeh H, Dale BE. Optimization of the ammonia fibreexplosion (AFEX) treatment parameters for enzymatic hydrolysis of corn stover.Bioresour Technol 2005;96:2014–8.
Thring RW, Chornet E, Overend R. Recovery of a solvolytic lignin: effects of spent liquor/acidvolume ratio, acid concentrated and temperature. Bimass 1990;23:289–305.
Torget RW, Werdene P, Grohmann K. Dilute acid pretreatment of two short-rotationherbaceous crops. Appl Biochem Biotechnol 1990;24/25:115–26.
Torget RW, Himmel M, Grohmann K. Dilute acid pretreatment of two short-rotationherbaceous crops. Appl Biochem Biotechnol 1992;34/35:115–23.
Vlasenko EY, Ding H, Labavitch JM, Shoemaker SP. Enzymatic hydrolysis of pretreatedrice straw. Bioresour Technol 1997;59:109–19.
Wasserscheid P, Keim W. Ionic liquids — new “solutions” for transition metal catalyst.Angew Chem Int Ed 2000;39:3773–89.
Weil JR, Sariyaka A, Rau SL, Goetz J, Ladisch CM, Brewer M, et al. Pretreatment of yellowpoplar wood sawdust by pressure cooking in water. Appl Biochem Biotechnol1997;68:21–40.
Weil J, Brewer M, Hendrickson R, Sariyaka A, Ladisch MR. Continuous pH monitoringduring pretreatment of yellow poplar wood sawdust by pressure cooking in water.Appl Biochem Biotechnol 1998;70–72:99-111.
Wright JD. Ethanol from biomass by enzymatic hydrolysis. Chem Eng Prog 1998;84:62–74.
Wyman CE, Dale BE, Elander RT, Holtzapple MT, Ladisch MR, Lee YY. Coordinateddevelopment of leading biomass pretreatment technologies. Bioresour Technol2005;96:1959–66.
Yang B, Wyman CE. Effect of xylan and lignin removal by batch and flow throughpretreatment on enzymatic digestibility of corn stover cellulose. Biotechnol Bioeng2004;86:88–95.
Yoon HH, Wu ZW, Lee YY. Ammonia-recycled percolation process for pretreatment ofbiomass feedstock. Appl Biochem Biotechnol 1995;51–52:5-19.
Zavrel M, Bross D, Funke M, Buchs J, Spiess AC. High-throughput screening for ionicliquids dissolving (ligno-)cellulose. Bioresour Technol 2009;100:2580–7.
Zeitsch KJ. In: The chemistry and technology of furfural and its many by-products, sugarseries. 2000;13:Elsevier, New York
Zhang Y-HP. Reviving the carbohydrate economy via multi product lignocellulosebiorefineries. J Ind Microbiol Biotechnol 2008;35:367–75.
Zhang Y-HP, Lynd LR. Cellulose utilization by clostridium thermocellum: bioenergeticsand Hydrolysis product assimilation. National Academy Sci 2005;102:7321–5.
Zhang Y-HP, Lynd LR. A functionally based model for hydrolysis of cellulose by fungalcellulase. Biotechnol Bioeng 2006;94:888–98.
Zhao X, Cheng K, Liu DH. Organosolv pretreatment of lignocellulosic biomass forenzymatic hydrolysis. Appl Microbiol Biotechnol. 2009;82.
Zheng YZ, Lin HM, Tsao GT. Supercritical carbon-dioxide explosion as a pretreatmentfor cellulose hydrolysis. Biotechnol Lett 1995;17:845–50.
Zhu JY, Pan XJ. Woody biomass pretreatment for cellulosic ethanol: technology andenergy consumption evaluation. Bioresour Technol 2010;100:4992–5002.
Zhu YM, Lee YY, Elander RT. Optimization of dilute-acid pretreatment of cornstover using high-solids percolation reactor. Appl Biochem Biotechnol2005;121:325–7.
Zhu SD, Wu YX, Chen QM, Yu N, Wang CW, Jin SW, et al. Dissolution of cellulose withionic liquids and its application: a mini-review. Green Chem 2006;8:325–7.
Zhu ZG, Sathitsuksanoh N, Vinzant T, Shell DJ, McMillan JD, Zhang Y-HP. Comparitivestudy of corn stover preteated by dilute acid and cellulose solvent-basedlignocellulose fractionation: enzymatic hydrolysis, supramolecular structure, andsubstrate accessibility. Biotechnol Bioeng 2009;103:715–24.
Zhu JY, Pan X, Ronald S, Zalesny J. Pretreatment of woody biomass for biofuelproduction: energy efficiency, technologies, and recalcitrance. Appl MicrobiolBiotechnol 2010;87:847–57.
Zhua JY, Wang GS, Pan XJ, Gleisner R. Specific surface to evaluate the efficiencies ofmilling and pretreatment of wood for enzymatic saccharification. Chem Eng Sci2009;64:474–85.



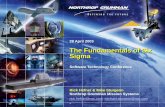




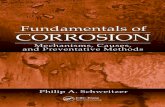
![Survey of renewable chemicals produced from lignocellulosic biomass during ionic liquid pretreatment [2013]](https://static.fdokumen.com/doc/165x107/6333905f9d8fc1106803de76/survey-of-renewable-chemicals-produced-from-lignocellulosic-biomass-during-ionic.jpg)