bgas painting inspection - gulfjobs4indians.in
158
Copyright © 2003, TWI Ltd World Centre for Materials Joining Technology World Centre for Materials Joining Technology B.G.A.S. PAINTING INSPECTION B.G.A.S. PAINTING INSPECTION LEVEL 2/3 WELCOME COURSE TUTOR TREVOR MYERS
-
Upload
khangminh22 -
Category
Documents
-
view
5 -
download
0
Transcript of bgas painting inspection - gulfjobs4indians.in

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
LEVEL 2/3
WELCOME
COURSE TUTOR
TREVOR MYERS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
LEVEL 2/3COURSE TIMES
BREAK TIMES
SMOKING
HOMEWORK
QUERIES
PRACTICAL
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
A CASCADE SYSTEMA CASCADE SYSTEM
THREE LEVELSTHREE LEVELS
LEVEL ONE, OFFSHORE GRADELEVEL ONE, OFFSHORE GRADE
LEVEL TWO, LEVEL TWO, ‘‘OLDOLD’’ SENIOR GRADESENIOR GRADE
LEVEL THREE, PAINTING INSPECTOR LEVEL THREE, PAINTING INSPECTOR
MUST HAVE MUST HAVE ‘‘33’’ TO OBTAIN LEVEL 2TO OBTAIN LEVEL 2
MUST HAVE 2 TO OBTAIN LEVEL 1MUST HAVE 2 TO OBTAIN LEVEL 1
LEVEL 3 AND LEVEL 2 PAPERS TAKEN TOGETHERLEVEL 3 AND LEVEL 2 PAPERS TAKEN TOGETHER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
LEVEL 2/3EXAMINATION DETAILS
1st PAPER, LEVEL 3, NARRATIVE QUESTIONS.
2nd PAPER, LEVEL 2, NARRATIVE QUESTIONS.
PRACTICAL EXAMINATION, USE OF GAUGES ETC.
ORAL EXAMINATION, REVIEW OF QUESTION PAPERS,IDENTIFICATION OF EQUIPMENT ETC.
CLOSED BOOK EXAM
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
LEVEL 2/3 PRACTICAL EXAMINATION
ABRASIVES, IDENTIFICATION AND USES.RUST GRADE IDENTIFICATIONBLASTING GRADE IDENTIFICATION
HAND AND POWER TOOL GRADE IDENTIFICATION
PROFILE MEASUREMENT, TESTEX AND NEEDLE GAUGE
DRY FILM THICKNESS MEASUREMENTS
IDENTIFICATION OF RANDOM EQUIPMENTUSE OF WHIRLING HYGROMETER AND SCALESUSE OF WHIRLING HYGROMETER AND SCALES
PAINT FAULT IDENTIFICATIONPAINT FAULT IDENTIFICATION
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
ELECTROELECTRO--CHEMICALLYCHEMICALLY
IMPLIES 2 MECHANISMSIMPLIES 2 MECHANISMS
1. AN ELECTRICAL CIRCUIT, ALWAYS DC,1. AN ELECTRICAL CIRCUIT, ALWAYS DC,
2. A CHEMICAL REACTION, PRODUCING THE RUST2. A CHEMICAL REACTION, PRODUCING THE RUST
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
ELECTRICAL CIRCUITELECTRICAL CIRCUIT
A CURRENT FLOWS FROM POSITIVE TO NEGATIVEA CURRENT FLOWS FROM POSITIVE TO NEGATIVE
FROM ANODE TO CATHODE , + TO FROM ANODE TO CATHODE , + TO --
THE CURRENT IS CAUSED BY ELECTRONS TRAVELLING IN THE CURRENT IS CAUSED BY ELECTRONS TRAVELLING IN THE OPPOSITE DIRECTIONTHE OPPOSITE DIRECTION
IE, FROM CATHODE TO ANODE, IE, FROM CATHODE TO ANODE, -- TO +TO +
THE CORROSION CURRENT IS THE IONS RETURNING THE CORROSION CURRENT IS THE IONS RETURNING TO THE ANODE IN THE CIRCUITTO THE ANODE IN THE CIRCUIT
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTION.B.G.A.S. PAINTING INSPECTION.
CORROSION THEORY
3 FACTORS NEEDED FOR CORROSION TO OCCUR
1. ANODE, a positively charged area.
2. CATHODE, a negatively charged area.
3. ELECTROLYTE, a substance which will conduct a
current and be broken down by it.IE. WILL DISSOCIATE INTO POSITIVE AND NEGATIVE
IONS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
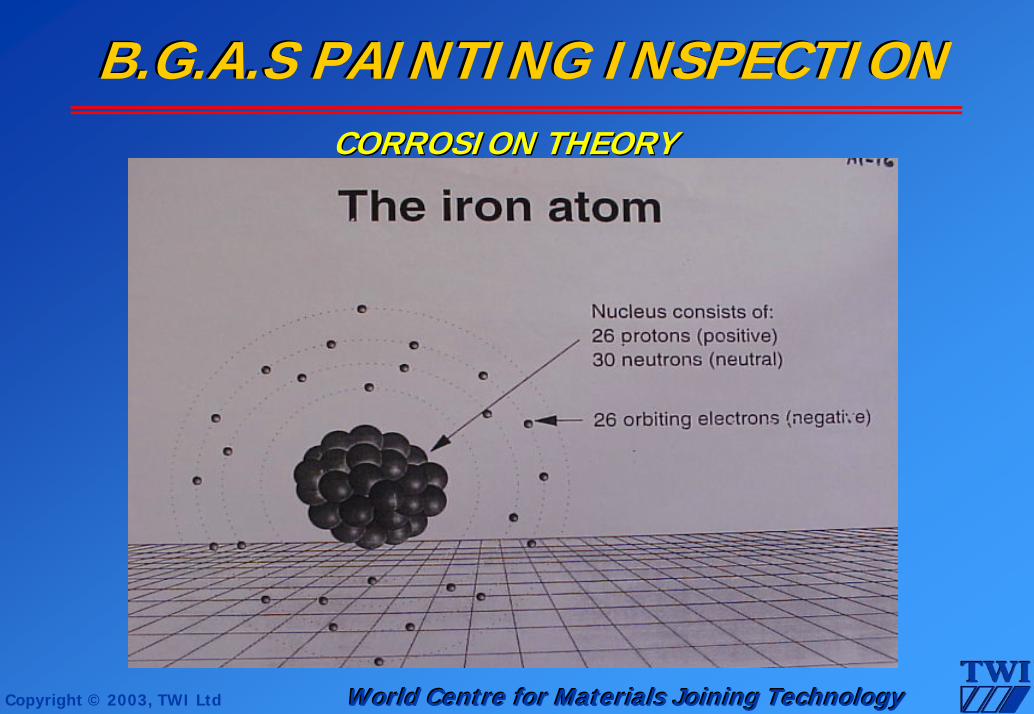
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTIONCORROSION THEORYCORROSION THEORY
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
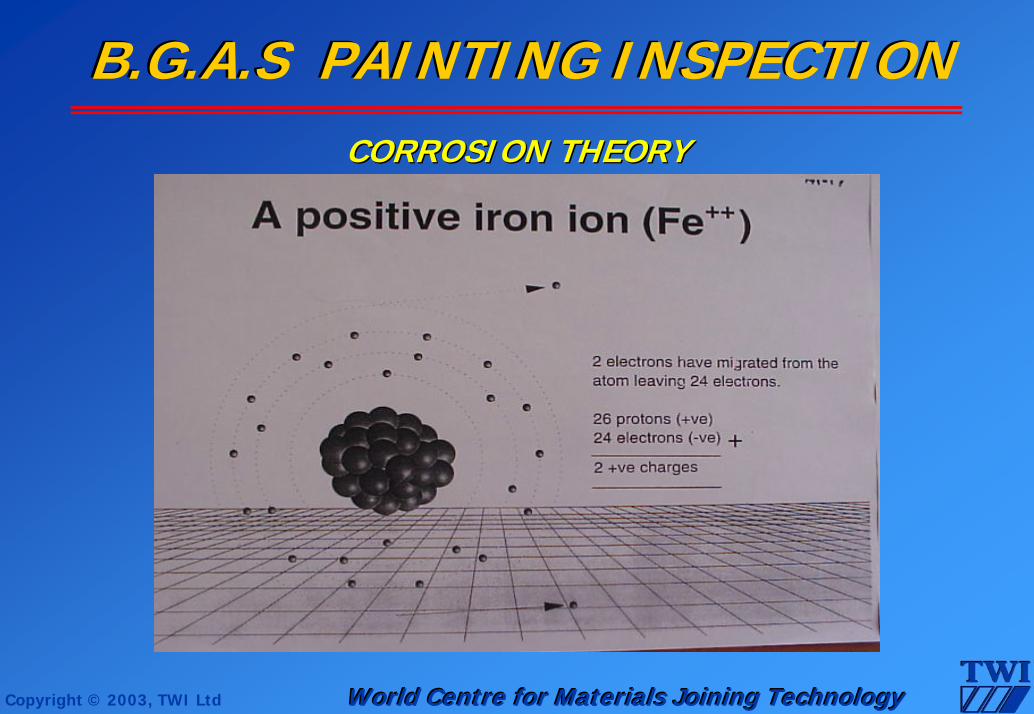
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTIONCORROSION THEORYCORROSION THEORY
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
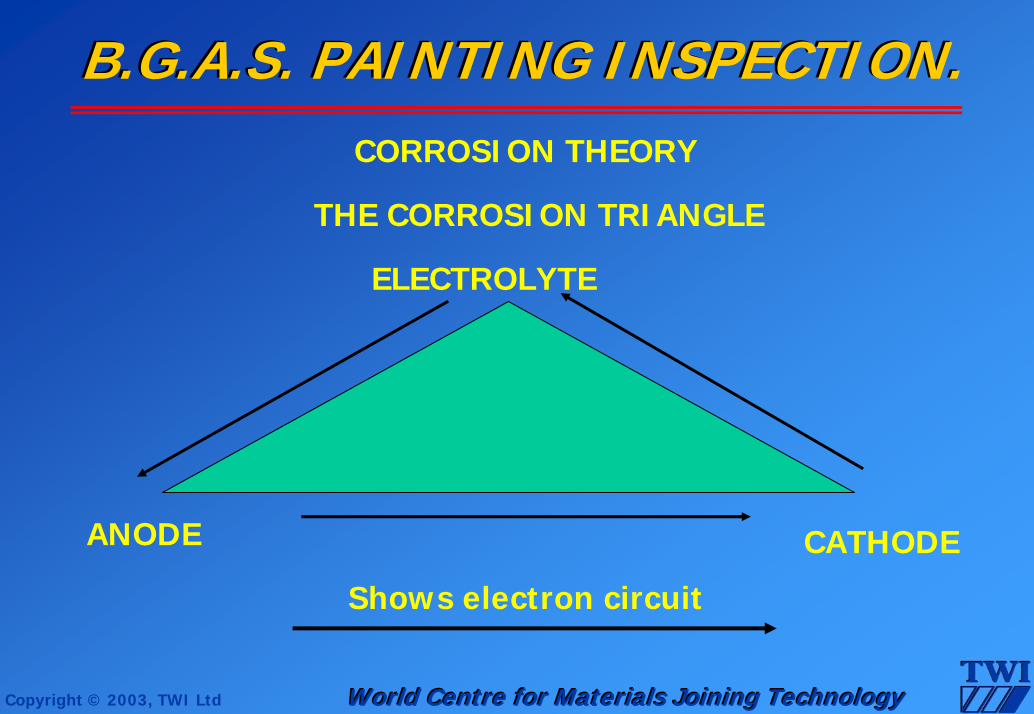
B.G.A.S. PAINTING INSPECTION.B.G.A.S. PAINTING INSPECTION.CORROSION THEORY
THE CORROSION TRIANGLE
ELECTROLYTE
ANODE CATHODE
Shows electron circuit
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
CORROSION THEORY
ANODES CORRODE. THE COMBINATION OF ELEMENTS ( OXIDATION) TAKES PLACE AT THE
ANODE.
CATHODES ARE PROTECTED, HYDROGEN IS EVOLVED AT THE CATHODE AS THE ELECTROLYTE DISSOCIATES
INTO POSITIVE AND NEGATIVE IONS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTIONFACTORS ACCELERATING CORROSIONFACTORS ACCELERATING CORROSION
1. TEMPERATURE, THERMODYNAMICALLY UNSTABLE1. TEMPERATURE, THERMODYNAMICALLY UNSTABLE
AS THE STEEL HEATS UP, IT GAINS MOLECULAR AS THE STEEL HEATS UP, IT GAINS MOLECULAR FREEDOM, BECOMES MORE ACTIVE, AND UNDERGOES FREEDOM, BECOMES MORE ACTIVE, AND UNDERGOES
CORROSION MORE READILYCORROSION MORE READILY

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
2.HYGROSCOPIC (OSMOTIC) BLISTERS2.HYGROSCOPIC (OSMOTIC) BLISTERS
TINY, PIN HEAD SIZE, TINY, PIN HEAD SIZE, WATER FILLED WATER FILLED BLISTERS. CAUSED BLISTERS. CAUSED BY HYGROSCOPIC BY HYGROSCOPIC SALTSSALTS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
FACTORS INFLUENCING CORROSIONFACTORS INFLUENCING CORROSION
3. AEROBIC CONDITIONS, PRESENCE OF OXYGEN3. AEROBIC CONDITIONS, PRESENCE OF OXYGEN
INTRODUCE OXYGEN, DOUBLE THE IONSINTRODUCE OXYGEN, DOUBLE THE IONS
2H2H22O+OO+O22+ 4e = 4OH+ 4e = 4OH--
TWICE THE NUMBER OF HYDROXYL IONS WILL TWICE THE NUMBER OF HYDROXYL IONS WILL PASSIVATE TWICE THE NUMBER OF IRON IONS PASSIVATE TWICE THE NUMBER OF IRON IONS
AT THE ANODEAT THE ANODE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
FACTORS INFLUENCING CORROSIONFACTORS INFLUENCING CORROSION
4. PRESENCE OF SOME BACTERIA ON THE SURFACE4. PRESENCE OF SOME BACTERIA ON THE SURFACE
S.R.BS.R.B’’s SULPHUR REDUCING BACTERIAs SULPHUR REDUCING BACTERIA
M.E.MM.E.M’’s METAL EATING MICROBESs METAL EATING MICROBES
USUALLY SMALL HOLES WHICH FOLLOW THE DIRECTION USUALLY SMALL HOLES WHICH FOLLOW THE DIRECTION OF GRAVITY, NOT UNLIKE POROSITY IN WELDSOF GRAVITY, NOT UNLIKE POROSITY IN WELDS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
FACTORS INFLUENCING CORROSIONFACTORS INFLUENCING CORROSION
5. ACIDS AND ALKALIES5. ACIDS AND ALKALIES
ACIDS AND ALKALIES ARE BOTH ELECTROLYTICACIDS AND ALKALIES ARE BOTH ELECTROLYTIC
THEY BOTH DISSOCIATE INTO IONSTHEY BOTH DISSOCIATE INTO IONS
FOR EXAMPLEFOR EXAMPLE
HCl, HYDROCHLORIC ACID H+ and ClHCl, HYDROCHLORIC ACID H+ and Cl--
NaOHNaOH, SODIUM HYDROXIDE Na+ and OH, SODIUM HYDROXIDE Na+ and OH--
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION6. BI-METALLIC CORROSION
WHEN 2 DIFFERENT METALS ARE IN DIRECT CONTACT
OR, JOINED BY A CONDUCTIVE WIRE IN AN ENVIRONMENT WHERE AN ELECTROLYTE IS PRESENT,
ONE OF THE METALS WILL CORRODE.
THIS IS DEPENDANT ON THE POSITION IN THE GALVANIC LIST
THE POSITION IN THE LIST DETERMINES WHICH METAL BECOMES THE ANODE, THE DISTANCE BETWEEN THEM
DETERMINES THE POTENTIAL
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
BIBI--METALLIC CORROSIONMETALLIC CORROSION
WHEN THE POTENTIALS OF THE METALS ARE KNOWN, WHEN THE POTENTIALS OF THE METALS ARE KNOWN, THE LIST CAN ALSO BE KNOWN AS .THE LIST CAN ALSO BE KNOWN AS .
1. THE ELECTRO1. THE ELECTRO--MOTIVE FORCE SERIESMOTIVE FORCE SERIES
2. THE ELECTRO2. THE ELECTRO--CHEMICAL SERIESCHEMICAL SERIES
BOTH THE POSITION IN THE LIST AND THE FREE BOTH THE POSITION IN THE LIST AND THE FREE POTENTIAL CAN ALTER WITH A DIFFERENT ELECTROLYTE POTENTIAL CAN ALTER WITH A DIFFERENT ELECTROLYTE
AND TEMPERATUREAND TEMPERATURE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
BI-METALLIC CORROSION
ZINC ANODE
MILD STEEL CATHODE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION
WHY ?TO REMOVE CONTAMINANTS IN ORDER TO PROVIDE A
SURFACE TO WHICH THE PAINT WILL READILY ADHERE
TO PROVIDE A LONGER SERVICE LIFE FROM THE COATING
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
2 FACTORS FOR CONSIDERATION
DEGREE OF CLEANLINESS
DEGREE OF ROUGHNESS
OR SURFACE PROFILE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION METHODS
• DRY ABRASIVE BLAST CLEANING
• WET BLASTING
• HAND AND POWER TOOL CLEANING
• FLAME CLEANING
• PICKLING (CHEMICAL CLEANING)
• VAPOUR DEGREASING
• WEATHERING

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
SURFACE PREPARATION BY DRY ABRASIVE BLASTING
ABRASIVES
PROFILE AND ADHESION
PROFILE MEASUREMENT AND ASSESSMENT
RUST GRADES AND DEGREE OF CLEANLINESS
EQUIPMENT

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
SURFACE PREPARATION
DRY ABRASIVE BLASTING ABRASIVES
COPPER SLAG.
EXPENDABLE. USE
ONCE ONLY, IT
SHATTERS ON
IMPACT. IT IS
NON METALLIC

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION
DRY ABRASIVE BLASTING, ABRASIVES
CONTAMINATED
COPPER SLAG. MUST NOT BE RE-USED.

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
SURFACE PREPARATION
DRY ABRASIVE BLASTING, ABRASIVES
GARNET. MINERAL,
CAN BE EXPENDABLE
OR CAN BE RE-CYCLED , AS DESIRED. MUST BE CLEANSED BEFORE
RE-USE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION
DRY ABRASIVE BLASTING ABRASIVES
METALLIC GRIT.
MUST BE RECYCLED
FOR ECONOMIC REASONS. NOT USED FOR SITE WORK MUST BE CLEANSED BEFORE RE-USE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRY ABRASIVE BLASTING ABRASIVES
METALLIC SHOT
USED IN ENCLOSED SYSTEMS, NEEDS TO BE CLEANSED BEFORE RE-USE. GRADUALLY WEARS DOWN CYCLE BY CYCLE.

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRY ABRASIVE BLASTING ABRASIVES
METALLIC GRIT AND SHOT MIXED. RATIO DEPENDS ON SPEC. AS DOES THE PARTICLE SIZES. USED IN ENCLOSED SYSTEMS. GRIT CUTS THE PROFILE, SHOT CONTROLS THE PEAKS

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRY ABRASIVE BLASTING ABRASIVES
WALNUT SHELL.
AGRICULTURAL BY-PRODUCT, NOT USED ON STEEL.
AS WITH OTHER ABRASIVES, IT IS AVAILABLE IN VARIOUS PARTICLE SIZES

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRY ABRASIVE BLASTING ABRASIVES
PARTICLE SIZE DISTRIBUTION, SIEVES TO BS 410
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
SIZING OF ABRASIVESSIZING OF ABRASIVES
G=GRIT, IRREGULAR SHAPE, SHARP EDGESG=GRIT, IRREGULAR SHAPE, SHARP EDGES
S=SHOT,SPHERICAL, WORK HARDENSS=SHOT,SPHERICAL, WORK HARDENS
VARIOUS SYSTEMS RELATING TO SIZEVARIOUS SYSTEMS RELATING TO SIZE
THE B.S 2451, NOW DEFUNCT, FOR METALLICS.THE B.S 2451, NOW DEFUNCT, FOR METALLICS.
THE S.A.E, USING THE J 444 SIEVE SYSTEM.THE S.A.E, USING THE J 444 SIEVE SYSTEM.
THE BS 7079 Pt E, PARTICLE SIZE DISTRIBUTIONTHE BS 7079 Pt E, PARTICLE SIZE DISTRIBUTION
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
ADHESIONADHESION
1. MOLECULAR INTERFERANCE, PHYSICAL METHOD1. MOLECULAR INTERFERANCE, PHYSICAL METHOD
2. MOLECULAR ATTRACTION, CHEMICAL METHOD2. MOLECULAR ATTRACTION, CHEMICAL METHOD
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
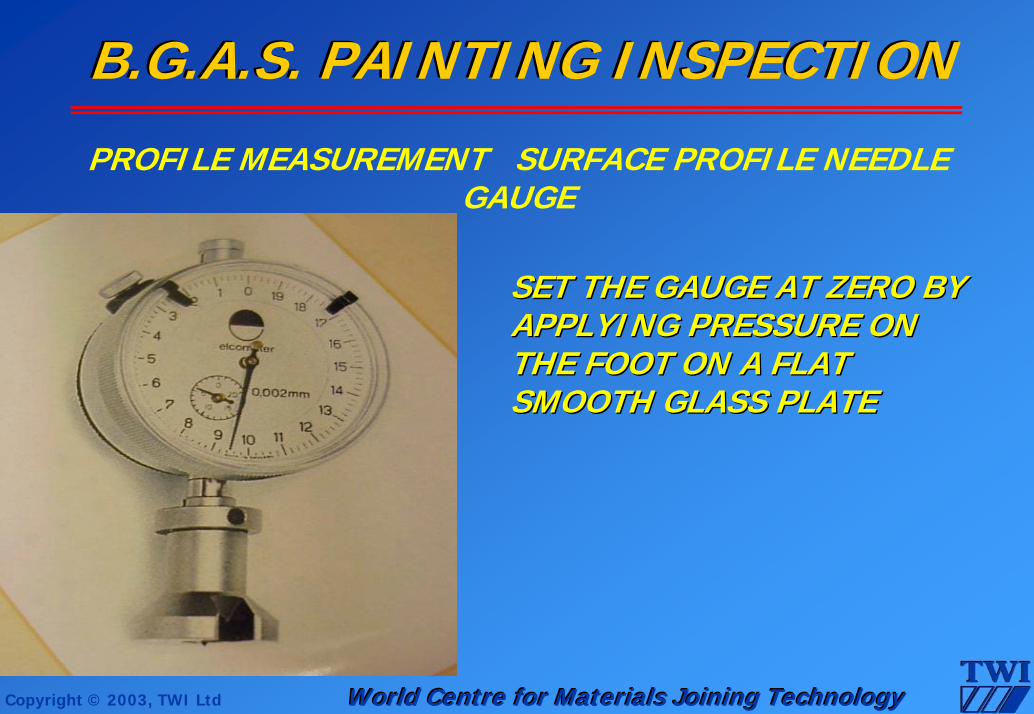
PROFILE MEASUREMENT SURFACE PROFILE NEEDLE GAUGE
SET THE GAUGE AT ZERO BY SET THE GAUGE AT ZERO BY APPLYING PRESSURE ON APPLYING PRESSURE ON THE FOOT ON A FLAT THE FOOT ON A FLAT SMOOTH GLASS PLATESMOOTH GLASS PLATE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
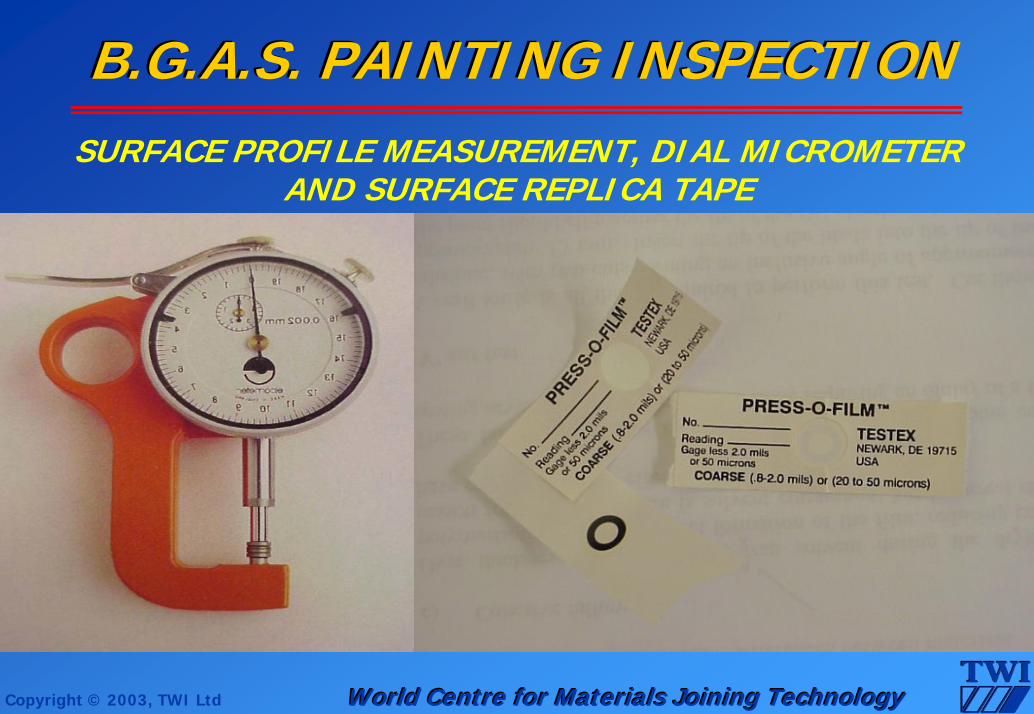
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PROFILE MEASUREMENT, DIAL MICROMETER
AND SURFACE REPLICA TAPE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PROFILE MEASUREMENT, DIAL MICROMETER
AND SURFACE REPLICA TAPE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
SURFACE PROFILE ASSESSMENT
SURFACE COMPARATOR TO BS 7079 Pt C, ISO 8503
SHOT BLAST COMPARATOR. NOT TO BE USED FOR SURFACE CLEANLINESS. ONLY FOR ASSESSMENT OF SHOT BLASTED SUBSTRATES. GRIT BLAST COMPARATOR CAN ALSO BE USED ON SUBSTRATES BLASTED WITH GRIT/SHOT MIX

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTIONRUST GRADES

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONRUST GRADES
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
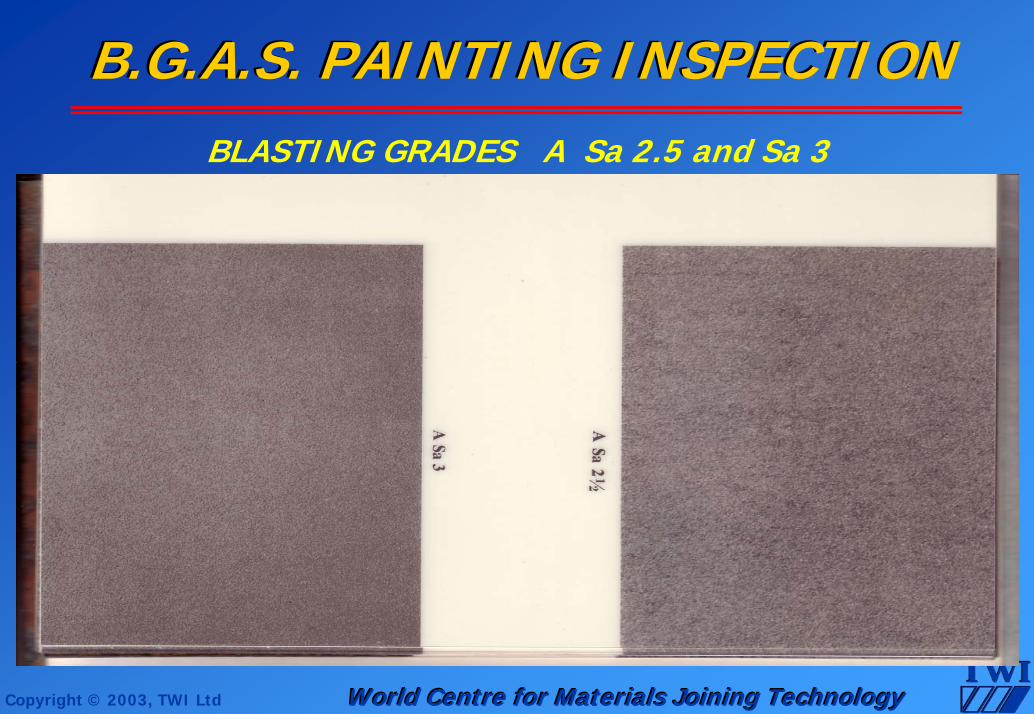
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONBLASTING GRADES A Sa 2.5 and Sa 3
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
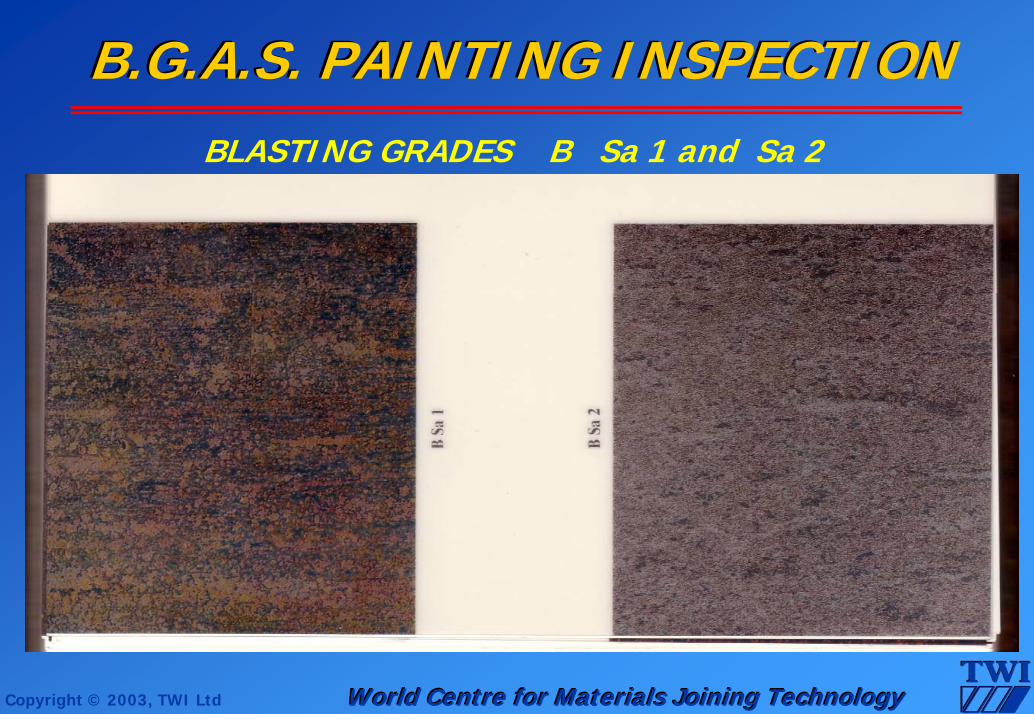
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONBLASTING GRADES B Sa 1 and Sa 2
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
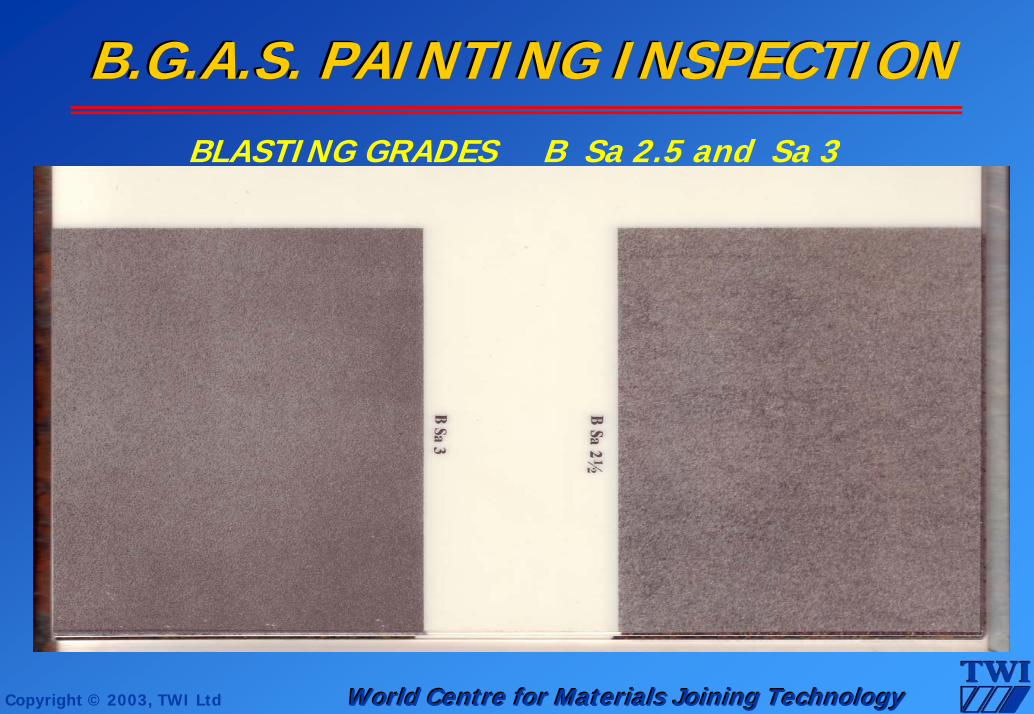
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONBLASTING GRADES B Sa 2.5 and Sa 3
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
BLASTING GRADES, COMPARISONS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
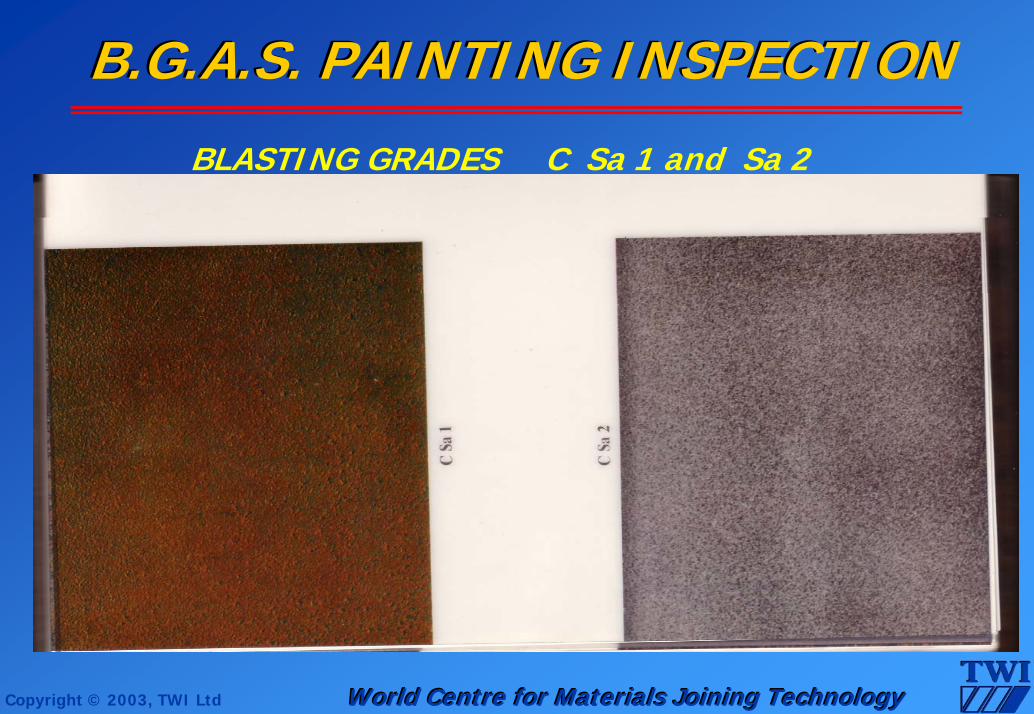
BLASTING GRADES C Sa 1 and Sa 2
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
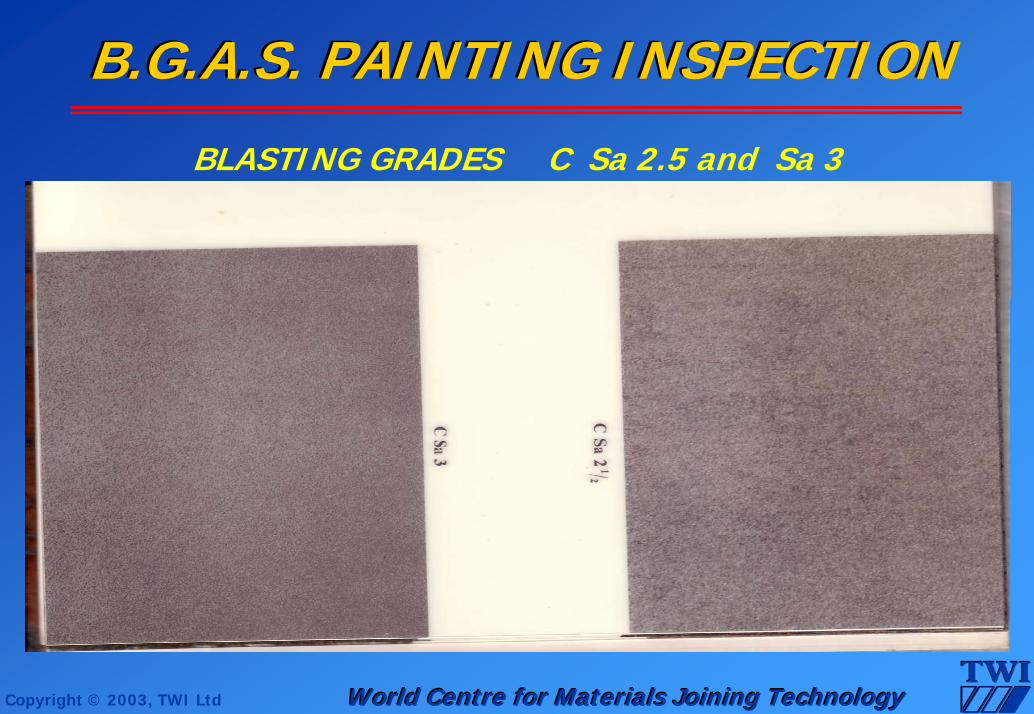
BLASTING GRADES C Sa 2.5 and Sa 3
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
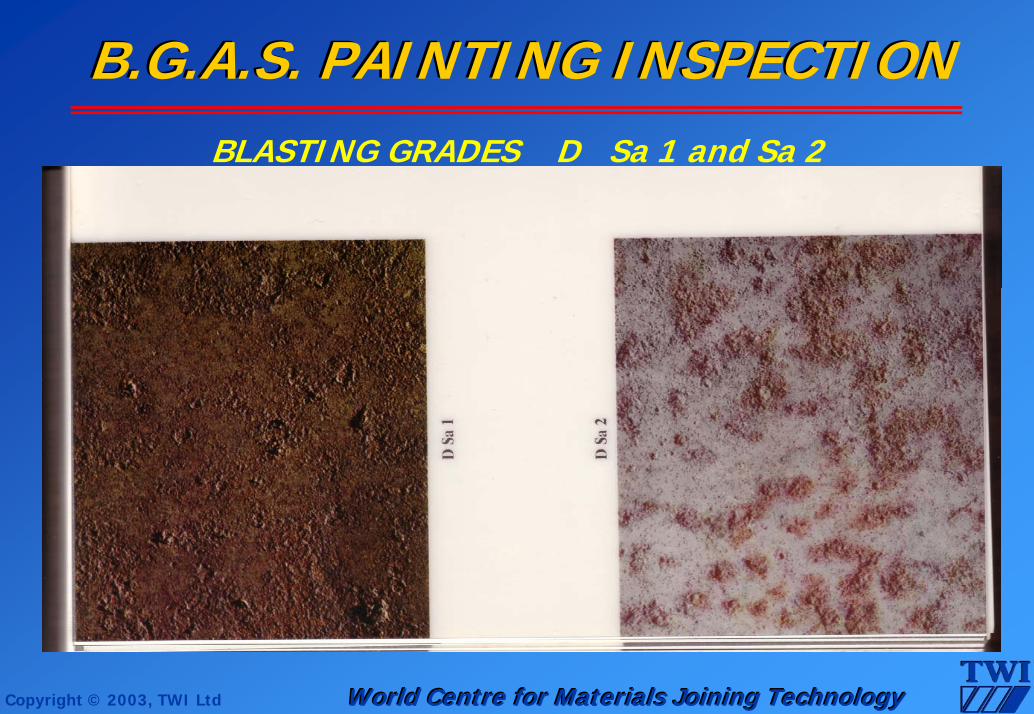
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONBLASTING GRADES D Sa 1 and Sa 2
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
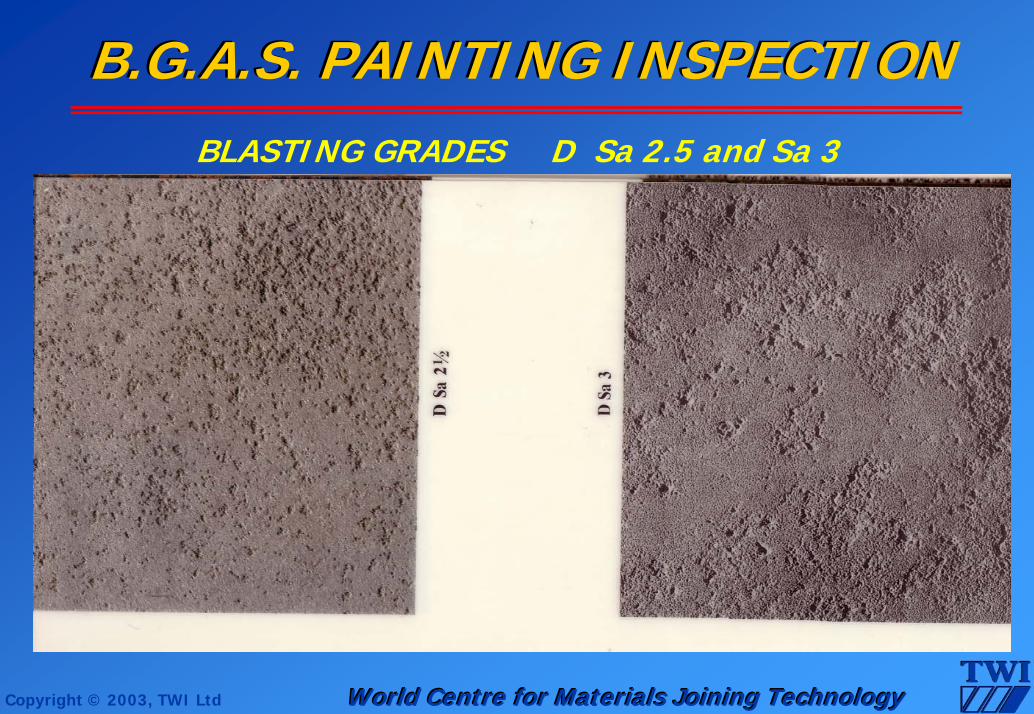
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONBLASTING GRADES D Sa 2.5 and Sa 3

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
EQUIPMENTEQUIPMENT
WHEELABRATERS or CENTRIFUGAL BLAST UNITSWHEELABRATERS or CENTRIFUGAL BLAST UNITS
TOTALLY ENCLOSEDTOTALLY ENCLOSED
AUTOMATIC CHAIN DRIVEN ROLLER FEEDAUTOMATIC CHAIN DRIVEN ROLLER FEED
VARYING NUMBER OF OPERATING WHEELSVARYING NUMBER OF OPERATING WHEELS
GRAVITY FED ABRASIVEGRAVITY FED ABRASIVE
AIRWASH CLEANSING SYSTEM FOR ABRASIVESAIRWASH CLEANSING SYSTEM FOR ABRASIVES
PREFERRED ABRASIVE, SHOTPREFERRED ABRASIVE, SHOT
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
EQUIPMENTEQUIPMENT
DRY ABRASIVE BLASTINGDRY ABRASIVE BLASTING
COMPRESSORS, pressure rating in psi. capacity in cfmCOMPRESSORS, pressure rating in psi. capacity in cfm
BACK PRESSURE AT NOZZLE, hypodermic needle gaugeBACK PRESSURE AT NOZZLE, hypodermic needle gauge
PRESSURISED BLAST POTS, suitable capacityPRESSURISED BLAST POTS, suitable capacity
VAPOUR TRAPS, knock out pots for removal of oil and water VAPOUR TRAPS, knock out pots for removal of oil and water from air streamfrom air stream
CARBON IMPREGNATED HOSES, reduce static shockCARBON IMPREGNATED HOSES, reduce static shock
NOZZLES, venturi and straight bore NOZZLES, venturi and straight bore
SAFETY TO IGE SR 21SAFETY TO IGE SR 21
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINT INSPECTIONB.G.A.S. PAINT INSPECTION
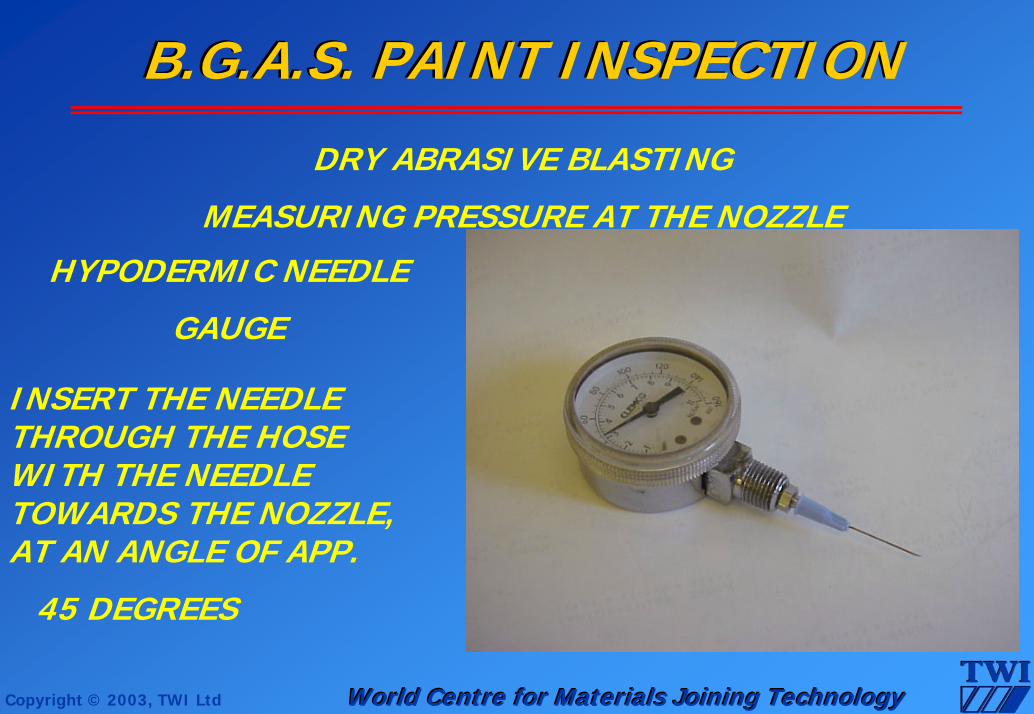
DRY ABRASIVE BLASTING
MEASURING PRESSURE AT THE NOZZLE
HYPODERMIC NEEDLE
GAUGE
INSERT THE NEEDLE THROUGH THE HOSE WITH THE NEEDLE TOWARDS THE NOZZLE, AT AN ANGLE OF APP.
45 DEGREES
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
EQUIPMENTEQUIPMENT
WET BLASTINGWET BLASTING
HIGH PRESSURE PURE WATER BLASTING, >30,000psiHIGH PRESSURE PURE WATER BLASTING, >30,000psi
HIGH PRESSURE WATER PLUS ABRASIVE INJECTIONHIGH PRESSURE WATER PLUS ABRASIVE INJECTION
LOW PRESSURE WATER PLUS ABRASIVE INJECTIONLOW PRESSURE WATER PLUS ABRASIVE INJECTION
STEAM CLEANINGSTEAM CLEANING
AIR BLASTING WITH WATER INJECTIONAIR BLASTING WITH WATER INJECTION

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
HAND AND POWER TOOL CLEANING, BS 7079 Pt A HAND AND POWER TOOL CLEANING, BS 7079 Pt A
HAND AND POWER WIRE BRUSHES, CHIPPING HAND AND POWER WIRE BRUSHES, CHIPPING HAMMERS, NEEDLE GUNS, EMERY CLOTH, GRINDERSHAMMERS, NEEDLE GUNS, EMERY CLOTH, GRINDERS
St 2, THOROUGH HAND AND POWER TOOL CLEANINGSt 2, THOROUGH HAND AND POWER TOOL CLEANING
St 3, VERY THOROUGH HAND AND POWER TOOL CLEANINGSt 3, VERY THOROUGH HAND AND POWER TOOL CLEANING
NO STANDARD FOR RUST GRADE ANO STANDARD FOR RUST GRADE A
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
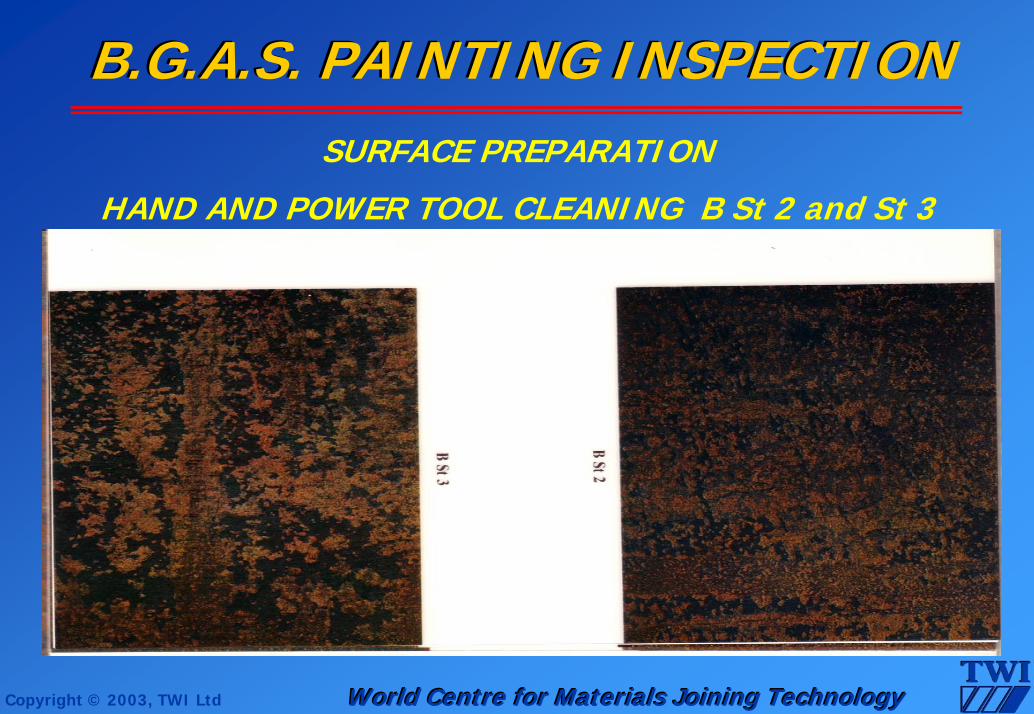
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION
HAND AND POWER TOOL CLEANING B St 2 and St 3
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
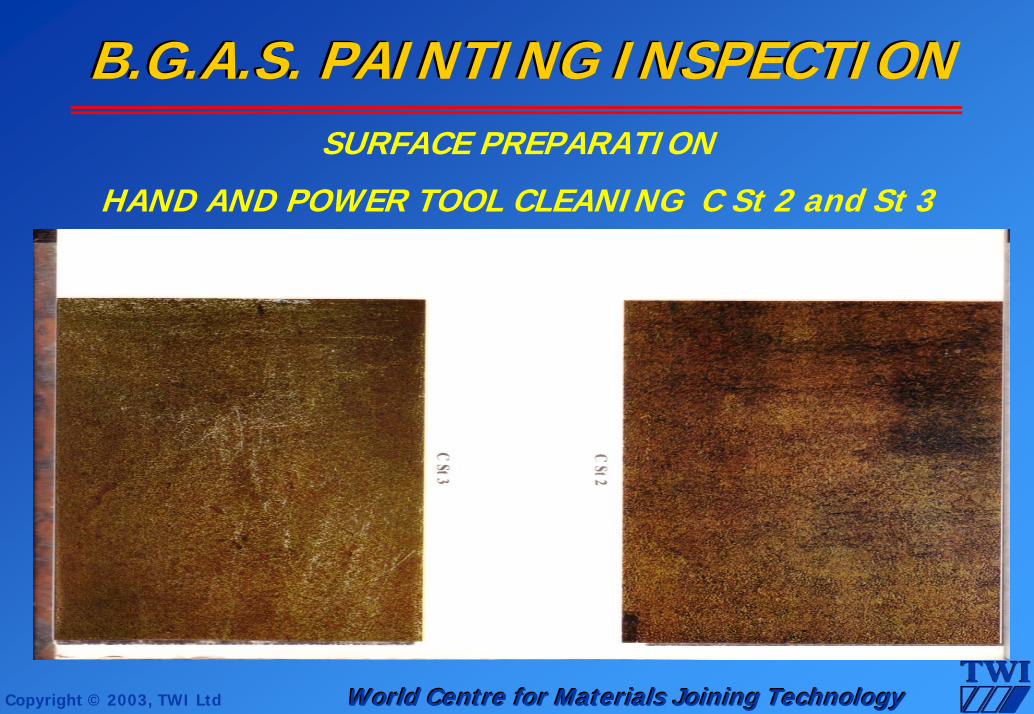
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION
HAND AND POWER TOOL CLEANING C St 2 and St 3
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
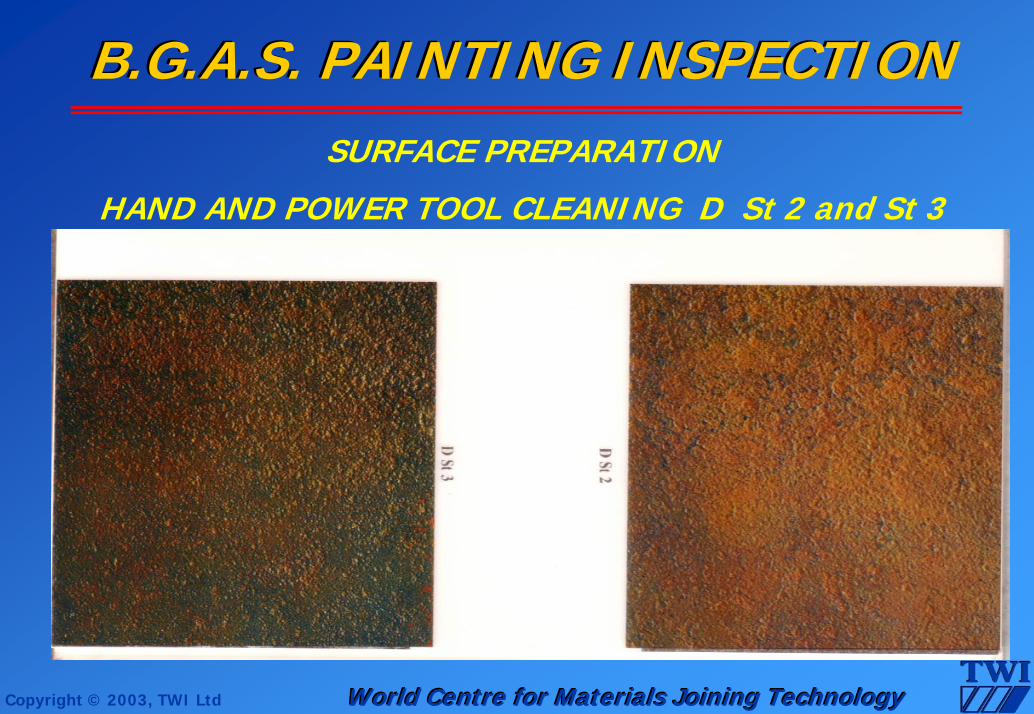
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION
HAND AND POWER TOOL CLEANING D St 2 and St 3
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
FLAME CLEANINGFLAME CLEANING
1, EXPANSION, co1, EXPANSION, co--efficient of expansionefficient of expansion
2, DEHYDRATION, water evaporated away2, DEHYDRATION, water evaporated away
3, HEAT PENETRATION, heat conducted into substrate3, HEAT PENETRATION, heat conducted into substrate
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
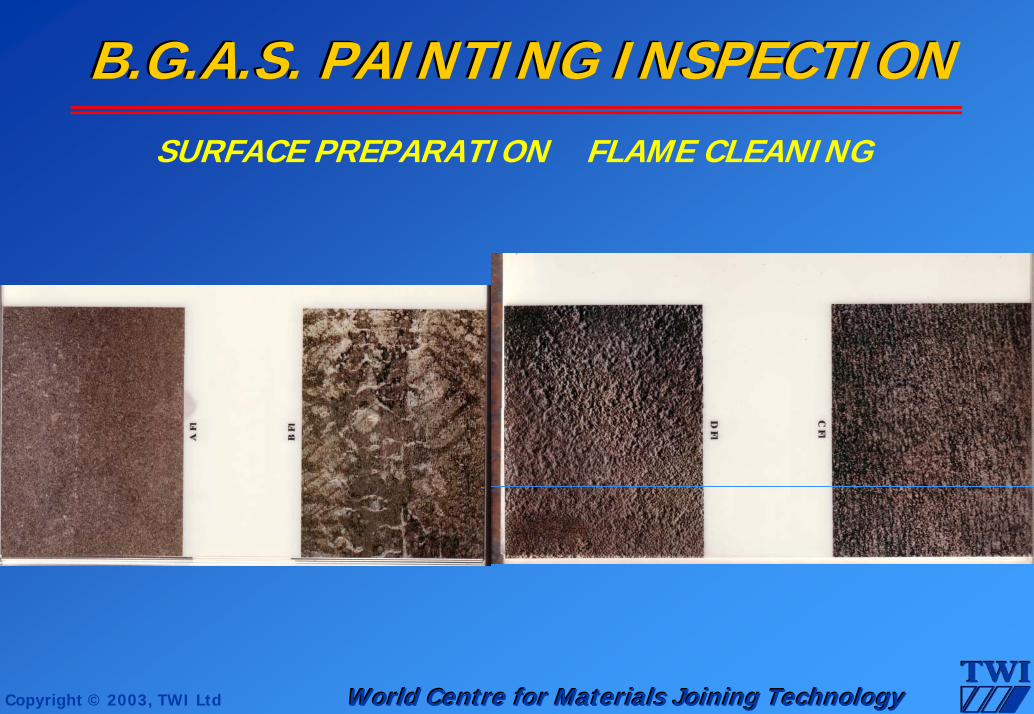
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION FLAME CLEANING
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
PICKLING IS ACID BATH FOLLOWED BY WASHINGPICKLING IS ACID BATH FOLLOWED BY WASHING
FOOTNERS DUPLEX PROCESS IS :FOOTNERS DUPLEX PROCESS IS :--
PICKLING FOLLOWED BY PASSIVATION PROCESS.PICKLING FOLLOWED BY PASSIVATION PROCESS.
PASSIVATION IS TREATMENT IN PHOSPHORIC OR PASSIVATION IS TREATMENT IN PHOSPHORIC OR CHROMIC ACID, AND IS DONE TO PASSIVATE THE CHROMIC ACID, AND IS DONE TO PASSIVATE THE
STEEL, BY FORMING A LAYER OF RUSTSTEEL, BY FORMING A LAYER OF RUST-- INHIBITIVE INHIBITIVE SALTS WHICH ALSO AID ADHESIONSALTS WHICH ALSO AID ADHESION
AND PROVIDE RESISTANCE TO CATHODIC AND PROVIDE RESISTANCE TO CATHODIC DISBONDMENTDISBONDMENT
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
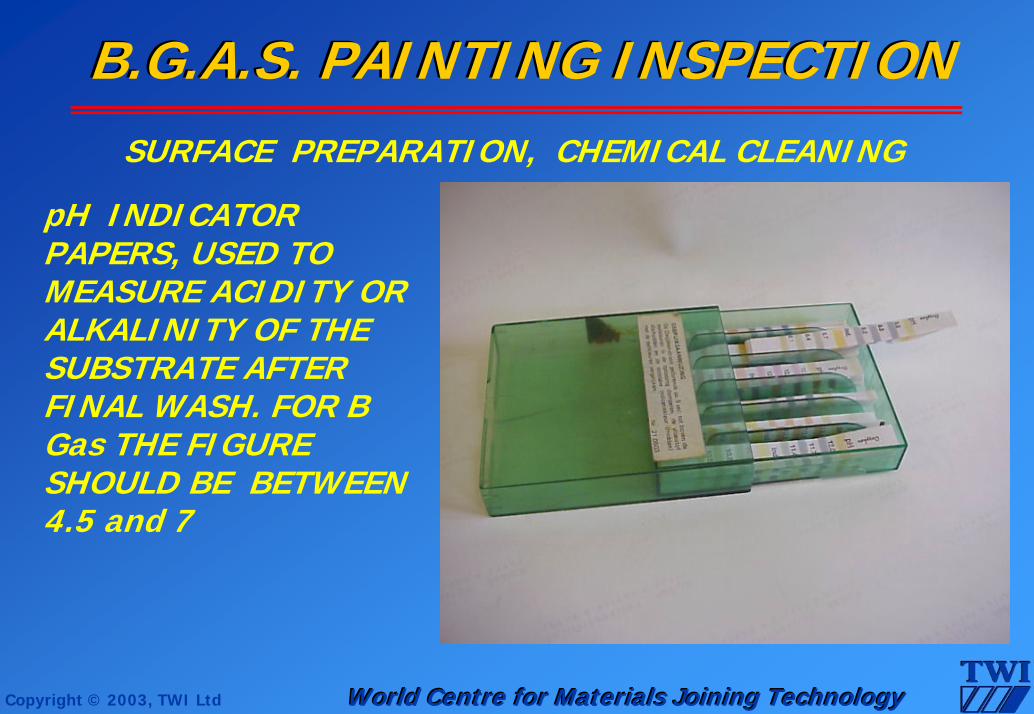
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSURFACE PREPARATION, CHEMICAL CLEANING
pH INDICATOR PAPERS, USED TO MEASURE ACIDITY OR ALKALINITY OF THE SUBSTRATE AFTER FINAL WASH. FOR B Gas THE FIGURE SHOULD BE BETWEEN 4.5 and 7
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
TESTS FOR SURFACE CONTAMINANTS
HYGROSCOPIC SALTS :- POTASSIUM FERRICYANIDE, NOW CALLED POTASSIUM HEXACYANOFERRATE
SOLUBLE CHLORIDES :- SILVER NITRATE TEST
MILLSCALE :- COPPER SULPHATE
OIL OR GREASE :- SOLVENT OTHER THAN ALIPHATIC
MOISTURE :- TALCUM OR CHALK

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
QUANTITITIVE TESTS FOR HYGROSCOPIC SALTS
BRESLE SAMPLE PATCHMERKOQUANT TEST
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
BGAS PAINTING INSPECTIONBGAS PAINTING INSPECTIONSALTS DETECTION, BRESLE SAMPLE PATCH KITSALTS DETECTION, BRESLE SAMPLE PATCH KIT

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT TECHNOLOGY
3 MAIN GROUPS OF PAINT.
1. PAINTS CONTAINING SOLVENTS
2. SOLVENT FREE MULTI-PACK, MCL’s
3. POWDER PAINTS
ALL HAVE THE SAME BASIC INGREDIENTS
BINDERBINDERSOLVENTSOLVENT
PIGMENTS AND OTHER ADDITIVESPIGMENTS AND OTHER ADDITIVES
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINT INSPECTIONB.G.A.S. PAINT INSPECTIONBINDERSBINDERS
PROPERTIES REQUIRED
EASE OF APPLICATION
TO GIVE ADHESION TO THE SUBSTRATE
TO PROVIDE RESISTANCE TO ABRASION
TO PROVIDE CHEMICAL RESISTANCE
TO PROVIDE COHESIVE STRENGTH
TO PROVIDE DIALECTRIC STRENGTH
TO RESIST THE PASSAGE OF WATER
TO CHANGE FROM A LIQUID INTO A SOLID
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
BINDERS USED IN BG BINDERS USED IN BG SPECIFICATIONS
BINDERS MENTIONED FOR BINDERS MENTIONED FOR OTHER REASONSSPECIFICATIONS OTHER REASONS
AcrylicsAcrylics
alkydsalkyds
epoxiesepoxies
ethyl ,methyl silicatesethyl ,methyl silicates
polyurethanespolyurethanes
silicones
Cellulose resinsCellulose resins
chlorinated rubberchlorinated rubber
emulsionsemulsions
natural oils and resinsnatural oils and resins
phenolicphenolic resinsresins
styrene and vinylsilicones styrene and vinyl

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSOLVENTSSOLVENTS
COMPATIBILITY
CORRECT SOLVENT GROUP FOR BINDER
COMPATABILITY FOR OVERCOATING
FLASHPOINT AND TOXICITY CONSIDERATIONS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
SOLVENTSSOLVENTS
STRONG SOLVENTS FOR STRONG BINDERSSTRONG SOLVENTS FOR STRONG BINDERS
WEAKER SOLVENTS FOR WEAKER BINDERSWEAKER SOLVENTS FOR WEAKER BINDERS
THE STRONGER SOLVENTS HAVE A LOW NUMBER OF THE STRONGER SOLVENTS HAVE A LOW NUMBER OF CARBON ATOMS IN THE CHEMICAL FORMULACARBON ATOMS IN THE CHEMICAL FORMULA
THE HIGHER THE NUMBER OF CARBON ATOMS,THE HIGHER THE NUMBER OF CARBON ATOMS,
THE HIGHER THE BOILING POINT OF THE SOLVENTTHE HIGHER THE BOILING POINT OF THE SOLVENT

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPOLYMERSPOLYMERS
A STRING OR STRUCTURE OF REPEATED UNITS
LINEAR POLYMER. PRE FORMED, REVERSIBLE, VERY
SENSITIVE TO SOME HC SOLVENTS
BRANCHED POLYMER. OXIDATION DRYING, NATURAL OILS AND RESINS , BECOME VERY BRITTLE.
CROSSLINKED POLYMER. CHEMICALLY CURING, VERY
STRONG, EPOXIES, URETHANES AND POLYURETHANES
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTIONRESINSRESINS
Natural resins are from the main plant, e.g. a tree trunk. Natural resins are from the main plant, e.g. a tree trunk. Resins are brittle by nature and dry very quickly and as Resins are brittle by nature and dry very quickly and as such, need modification. This modification is by way of such, need modification. This modification is by way of addition of oils.addition of oils.
Natural resins are Natural resins are CopalsCopals and Dammars and and Dammars and CoumaronesCoumarones, , Amber and Amber and LaqLaq. Other resins such as frankincense and . Other resins such as frankincense and myrrh are more valued for their perfume qualities.myrrh are more valued for their perfume qualities.
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTIONOILSOILS
DRYING OILS. Three sets of double bonds along a carbon DRYING OILS. Three sets of double bonds along a carbon backbone, react readily in ambient conditionsbackbone, react readily in ambient conditions
SEMISEMI--DRYING OILS. One or two sets of double bonds, not DRYING OILS. One or two sets of double bonds, not quite as reactive as drying oils. Need a catalyst such as quite as reactive as drying oils. Need a catalyst such as heat to start the polymerisationheat to start the polymerisation
NONENONE--DRYING OILS. Cannot be used as binders, will not DRYING OILS. Cannot be used as binders, will not polymerise, no activity points. Are used as polymerise, no activity points. Are used as plasticisersplasticisers, to , to give flexibility and ease application.give flexibility and ease application.
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTIONPIGMENTS GENERALLYPIGMENTS GENERALLY
ANIMAL, VEGETABLE, MINERAL, OR SYNTHETICANIMAL, VEGETABLE, MINERAL, OR SYNTHETIC
PARTICLE SIZE VARIES FROM PARTICLE SIZE VARIES FROM 1/1/1010th MICRON to AVERAGE th MICRON to AVERAGE
SIZE OF 1 MICRONSIZE OF 1 MICRON
PIGMENTS CONTRIBUTE TO COHESIVE STRENGTH,PIGMENTS CONTRIBUTE TO COHESIVE STRENGTH,
ABRASION RESISTANCE, DURABILITY, OPACITYABRASION RESISTANCE, DURABILITY, OPACITY
AND IN SOME INSTANCES, IMPERMEABILITY, AND AND IN SOME INSTANCES, IMPERMEABILITY, AND RESISTANCE TO U/V RAYS.RESISTANCE TO U/V RAYS.
PIGMENTS MUCH NOT DISSOLVE IN THE VEHICLEPIGMENTS MUCH NOT DISSOLVE IN THE VEHICLE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPIGMENTSPIGMENTS
ANTI-CORROSIVE :- RUST INHIBITIVE PROPERTIESMETALLIC :- WORK SACRIFICIALLYOPAQUE :- INERT, PROVIDE OPACITY AND COLOUREXTENDERS :- ADD BULK, REDUCE COST
LAMINAR :- PROVIDE IMPERMEABILITY
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
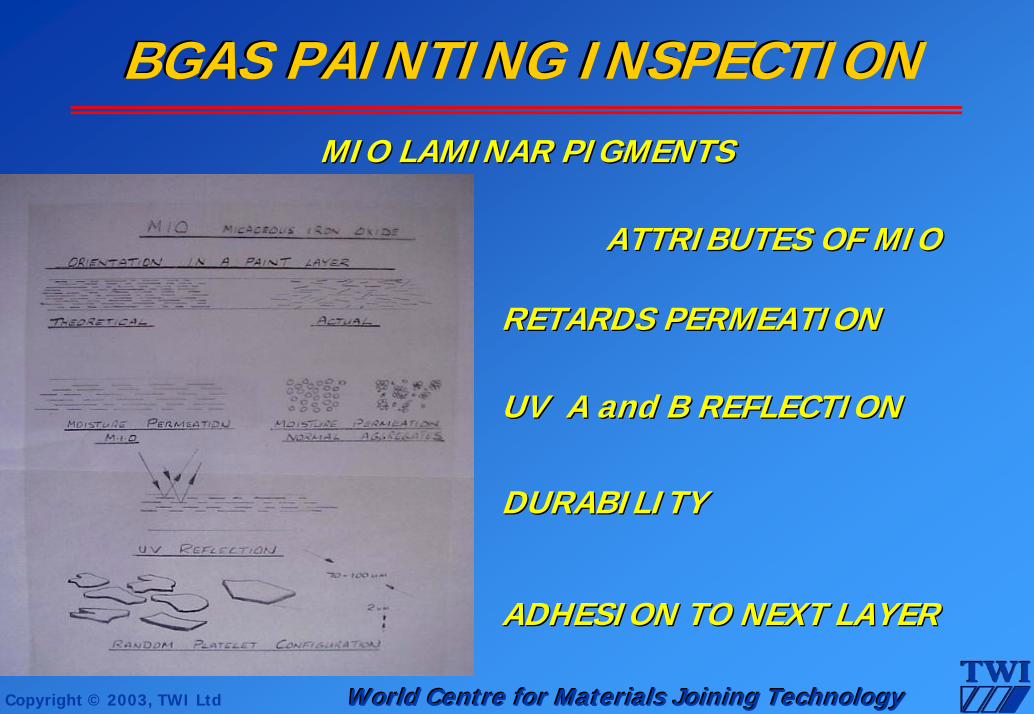
BGAS PAINTING INSPECTIONBGAS PAINTING INSPECTIONMIO LAMINAR PIGMENTSMIO LAMINAR PIGMENTS
ATTRIBUTES OF MIOATTRIBUTES OF MIO
RETARDS PERMEATIONRETARDS PERMEATION
UV A and B REFLECTIONUV A and B REFLECTION
DURABILITYDURABILITY
ADHESION TO NEXT LAYERADHESION TO NEXT LAYER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
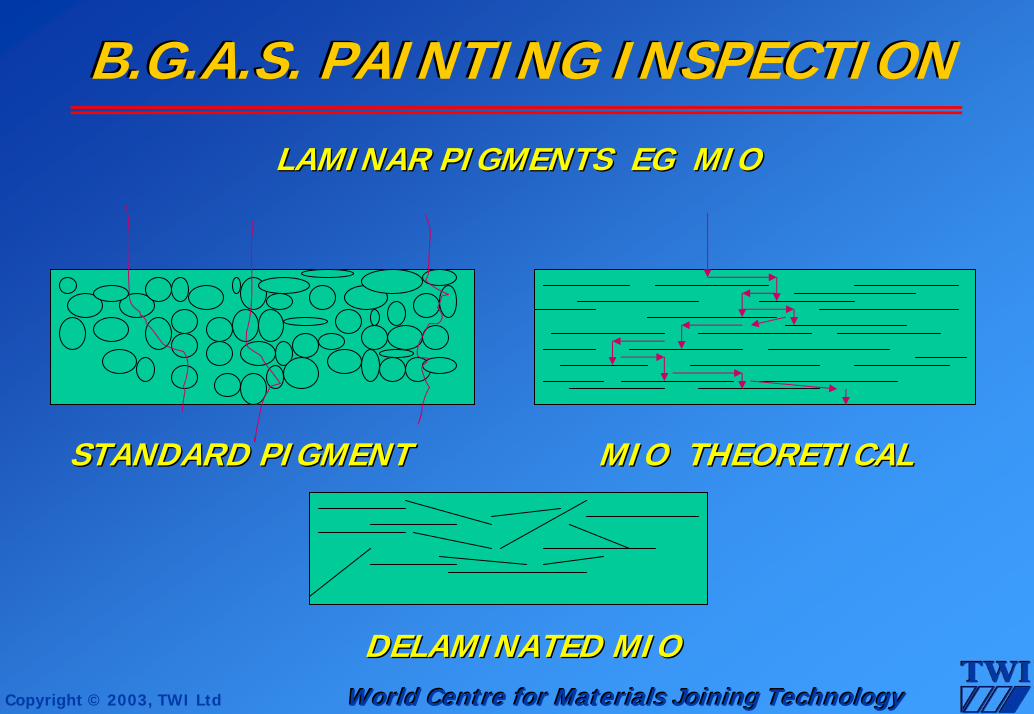
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
LAMINAR PIGMENTS EG MIOLAMINAR PIGMENTS EG MIO
MIO THEORETICALMIO THEORETICALSTANDARD PIGMENTSTANDARD PIGMENT
DELAMINATED MIODELAMINATED MIO
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONSOLVENTSSOLVENTS
SOLVENT STRENGTH, ABILITY TO DISSOLVE THE BINDER
EVAPORATION RATE, CONTROLS POLYMERISATION AND DRYING
FLASH POINT, SAFETY FACTOR OF THE SOLVENT
TOXICITY, SAFETY LEVELS OF EXPOSURE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONOTHER ADDITIVESOTHER ADDITIVES
ANTI-SETTLING AGENTS, AIDS TO SHELF LIFE
PLASTICISERS, REDUCE BRITTLENESS, AID APPLICATION AND PROVIDES FLEXIBILITY
DRIERS, ALLOW EVEN THROUGH DRYING OF OXIDISING FILMS
ANTI-SKINNING AGENTS, RETARD THE FORMATION OF SURFACE SKINS

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
SOLUTIONS AND DISPERSIONSSOLUTIONS AND DISPERSIONS
SOLVENT:SOLVENT:-- Will dissolve another material.
SOLUTE:SOLUTE:-- Is dissolved in the solvent
SOLUTION:SOLUTION:-- The end product from dissolving a solute in a solvent
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
SOLUTIONS AND DISPERSIONSSOLUTIONS AND DISPERSIONS
DISPERSION:DISPERSION:-- A SOLID OR A LIQUID DISPERSED WITHIN ANOTHER LIQUID, WHERE THERE IS NO SOLUBILITY
FINE PARTICULATE SOLIDS DISPERSED WITHIN A LIQUID, NO SOLUBILITY
A SUSPENSION:A SUSPENSION:--
AN EMULSION:AN EMULSION:-- A LIQUID DISPERSED WITHIN ANOTHER LIQUID WHERE THERE IS NO SOLUBILITY
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
DRYING AND CURING OF PAINT FILMSDRYING AND CURING OF PAINT FILMS
SOLVENT EVAPORATIONSOLVENT EVAPORATION
NO CHEMICAL REACTION
POLYMERS ARE PREFORMED AND SATURATED
LINEAR POLYMERS CLOSED AT THE ENDS BY HYDROGEN AND HAVE NO DOUBLE BONDS
ALSO CALLED REVERSIBLE OR NON-CONVERTIBLE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRYING AND CURING OF PAINT FILMSDRYING AND CURING OF PAINT FILMS
OXIDATIONOXIDATION
USES ATMOSPHERIC OXYGEN
OXYGEN CHEMICALLY COMBINES WITH UNSATURATED DOUBLE BONDS
PROCESS CAN BE ACCELERATED BY ADDITION OF DRIERS
ALSO CALLED CONVERTIBLE OR NON-REVERSIBLE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
DRYING AND CURING OF PAINT FILMSDRYING AND CURING OF PAINT FILMS
CHEMICAL CURINGCHEMICAL CURING
MUST BE MIXED IN THE CORRECT RATIO
POT LIFE AND INDUCTION PERIOD MUST BE OBSERVED
CONVERTIBLE OR NON-REVERSIBLE
CHEMICALLY CROSS LINK
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
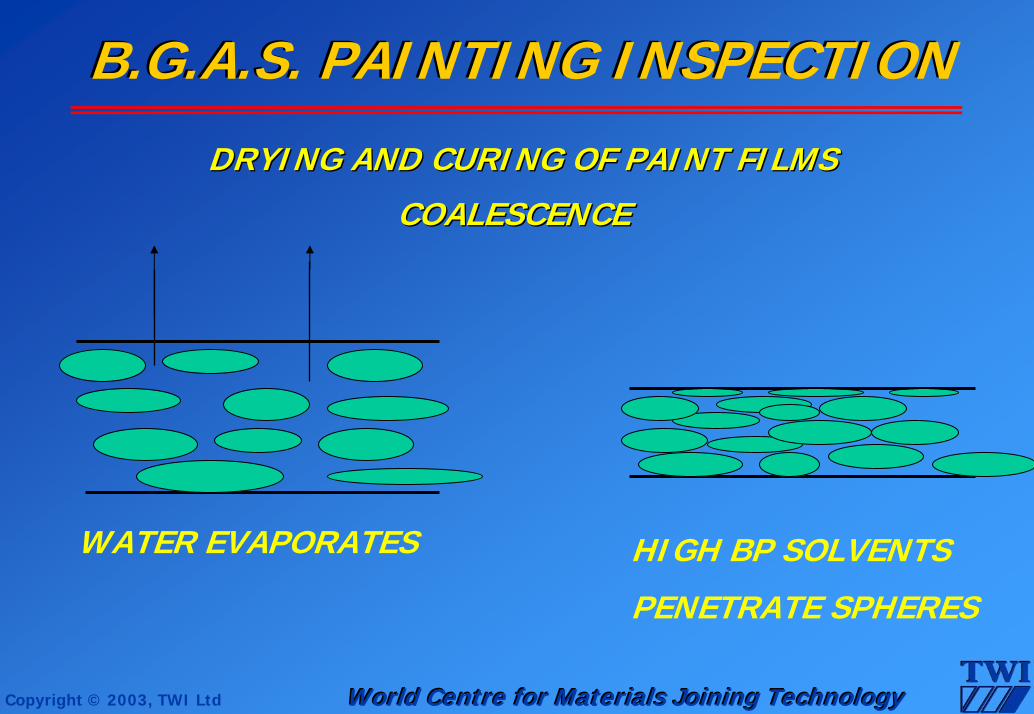
DRYING AND CURING OF PAINT FILMSDRYING AND CURING OF PAINT FILMS
COALESCENCECOALESCENCE
WATER EVAPORATES HIGH BP SOLVENTS
PENETRATE SPHERES

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT SYSTEMSPAINT SYSTEMS
SINGLE OR MULTI - LAYER SYSTEMS
PRIMER:- ANTI CORROSIVE TO PROTECT THE STEEL
MID COAT OR BUILD COAT:- PROTECTS THE PRIMER
BUILDS THE THICKNESS, PROVIDES ADHESION FOR SUBSEQUENT LAYER
FINISH COAT:- AESTHETIC , SMOOTH SURFACE TO ALLOW CLEANING AND SHEDDING OF WATER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PRIMERSPRIMERS
RUST INHIBITIVE PIGMENTS ‘PASSIVATE THE SUBSTRATE
MORDANT OR WASH PRIMERS, ACID REACTION WITH THE SUBSTRATE PRODUCES INHIBITVE SALTS
ETCHANT PRIMERS, SIMILAR REACTION BUT LEAVE A MEASURABLE THICKNESS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
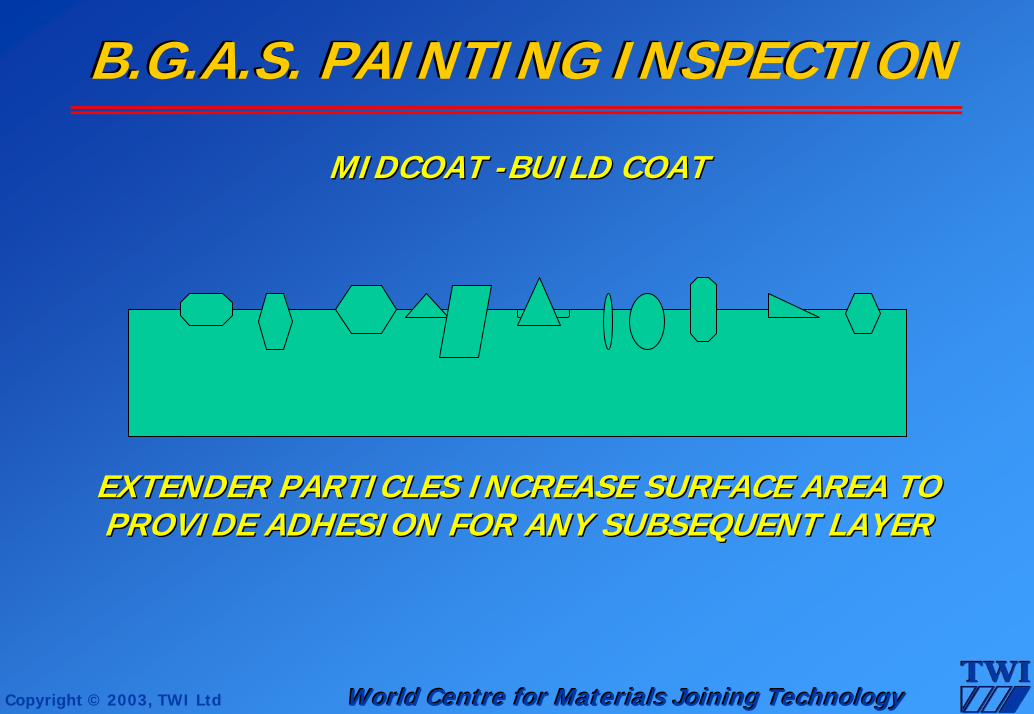
MIDCOAT MIDCOAT --BUILD COATBUILD COAT
EXTENDER PARTICLES INCREASE SURFACE AREA TO EXTENDER PARTICLES INCREASE SURFACE AREA TO PROVIDE ADHESION FOR ANY SUBSEQUENT LAYERPROVIDE ADHESION FOR ANY SUBSEQUENT LAYER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT SYSTEMSPAINT SYSTEMS
MOISTURE CURING :MOISTURE CURING :-- USE WATER VAPOUR FROM THE USE WATER VAPOUR FROM THE ATMOSPHERE TO CURE, NOT FREE STANDING WATERATMOSPHERE TO CURE, NOT FREE STANDING WATER
MOISTURE TOLERANT:MOISTURE TOLERANT:-- MOISTURE HAS NO MOISTURE HAS NO APPRECIABLE ILL EFFECTAPPRECIABLE ILL EFFECT
MOISTURE SENSITIVE:MOISTURE SENSITIVE:-- MOISTURE REACTS WITH THE MOISTURE REACTS WITH THE ISOCYANATES TO PRODUCE CARBON DIOXIDEISOCYANATES TO PRODUCE CARBON DIOXIDE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT SYSTEMSPAINT SYSTEMS
POWDER COATINGSPOWDER COATINGSTHERMOPLASTIC OR THERMOSETTINGTHERMOPLASTIC OR THERMOSETTING
MOST COMMONLY THERMOSETTING, NEEDS HEAT,MOST COMMONLY THERMOSETTING, NEEDS HEAT,
CONVERTIBLE COATINGS CHEMICALLY CUREDCONVERTIBLE COATINGS CHEMICALLY CURED
USUALY ELECTROSTATICALLY APPLIEDUSUALY ELECTROSTATICALLY APPLIED
THIN PLATE ,HEAT APPLIED AFTER POWDERTHIN PLATE ,HEAT APPLIED AFTER POWDER
THICKER PLATE, HEAT APPLIED BEFORE POWDERTHICKER PLATE, HEAT APPLIED BEFORE POWDER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT SYSTEMSPAINT SYSTEMS
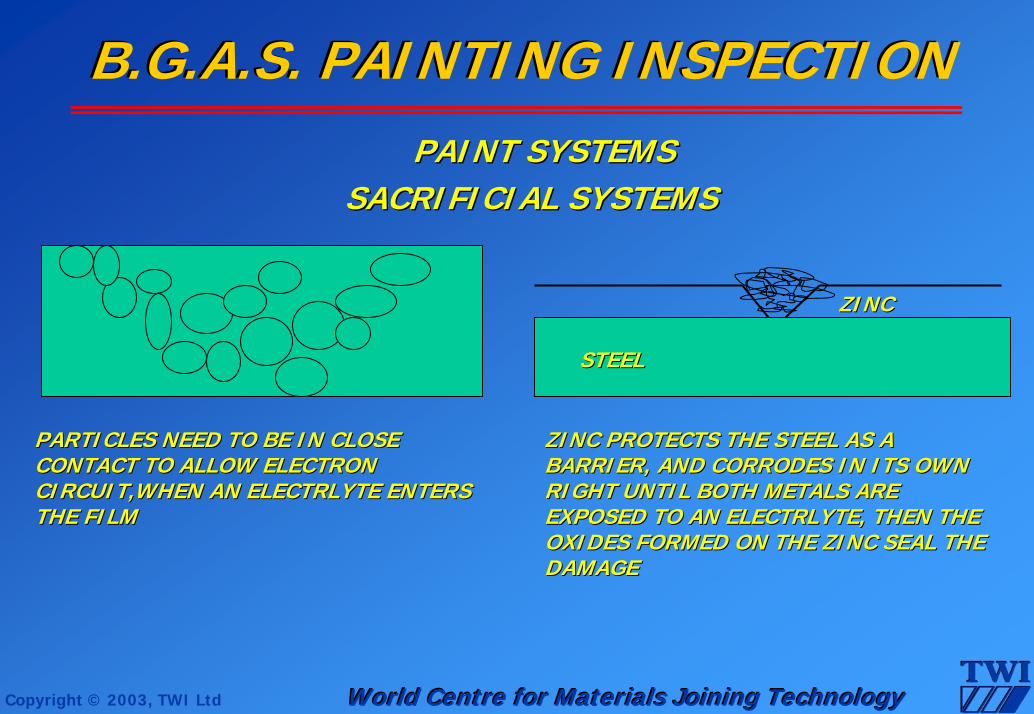
SACRIFICIAL SYSTEMSSACRIFICIAL SYSTEMS
STEELSTEEL
ZINCZINC
ZINC PROTECTS THE STEEL AS A ZINC PROTECTS THE STEEL AS A BARRIER, AND CORRODES IN ITS OWN BARRIER, AND CORRODES IN ITS OWN RIGHT UNTIL BOTH METALS ARE RIGHT UNTIL BOTH METALS ARE EXPOSED TO AN ELECTRLYTE, THEN THE EXPOSED TO AN ELECTRLYTE, THEN THE OXIDES FORMED ON THE ZINC SEAL THE OXIDES FORMED ON THE ZINC SEAL THE DAMAGE
PARTICLES NEED TO BE IN CLOSE PARTICLES NEED TO BE IN CLOSE CONTACT TO ALLOW ELECTRON CONTACT TO ALLOW ELECTRON CIRCUIT,WHEN AN ELECTRLYTE ENTERS CIRCUIT,WHEN AN ELECTRLYTE ENTERS THE FILMTHE FILM
DAMAGE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
WATER BOURNE COATINGSWATER BOURNE COATINGS
USE WATER INSTEAD OF HYDROCARBON SOLVENTSUSE WATER INSTEAD OF HYDROCARBON SOLVENTS
MOST COMMON BINDERS ARE NOW AVAILABLE IN WATER MOST COMMON BINDERS ARE NOW AVAILABLE IN WATER BOURNE FORM.BOURNE FORM.
THE MATERIALS ARE ENVIRONMENTALLY FRIENDLYTHE MATERIALS ARE ENVIRONMENTALLY FRIENDLY
MANY COATS CAN BE APPLIED IN A DAYMANY COATS CAN BE APPLIED IN A DAY
DISADVANTAGES INCLUDE SMALLER APPLICATION DISADVANTAGES INCLUDE SMALLER APPLICATION WINDOW, STORAGE CONDITIONS AND WEATHERWINDOW, STORAGE CONDITIONS AND WEATHER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT TESTINGPAINT TESTING
BS 3900 METHODS OF TEST FOR PAINTBS 3900 METHODS OF TEST FOR PAINT
BGC PS PA9 GIVES RESULTS REQUIRED BY BGBGC PS PA9 GIVES RESULTS REQUIRED BY BG
TESTS SUBDIVIDED INTO TESTS ON WET MATERIALSTESTS SUBDIVIDED INTO TESTS ON WET MATERIALS
AND TESTS ON DRY MATERIALSAND TESTS ON DRY MATERIALS

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT TESTINGPAINT TESTING
DENSITYDENSITY THE DENSITY ( SG ) CUPTHE DENSITY ( SG ) CUP

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT TESTINGPAINT TESTINGHEGMAN GRIND GAUGEHEGMAN GRIND GAUGE
FOR FINENESS OF GRIND, DEGREE OF DISPERSIONFOR FINENESS OF GRIND, DEGREE OF DISPERSION

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT TESTING, VISCOSITYPAINT TESTING, VISCOSITY
ROTATIONAL VISCOMETER ROTATIONAL VISCOMETER WITH ROTOTHINNER WITH ROTOTHINNER MEASURES DYNAMIC MEASURES DYNAMIC VISCOSITY. UNITS, POISESVISCOSITY. UNITS, POISES

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT TESTING. VISCOSITYPAINT TESTING. VISCOSITY
KREBS STORMER VISCOMETERKREBS STORMER VISCOMETER
KINEMATIC VISCOSITYKINEMATIC VISCOSITY
DRIVEN BY A FALLINGDRIVEN BY A FALLING
WEIGHT, THE HEAVIERWEIGHT, THE HEAVIER
THE WEIGHT THE THE WEIGHT THE
FASTER IT ROTATES.FASTER IT ROTATES.
CRITERIA 200 RPMCRITERIA 200 RPM
UNITS STOKE OR POISEUNITS STOKE OR POISE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT TESTINGPAINT TESTING
FLOW VISCOSITYFLOW VISCOSITY
A FORD FLOW CUPA FORD FLOW CUP
FORD FLOW CUP IN ITS FORD FLOW CUP IN ITS RETORT AND SHOWING RETORT AND SHOWING THE 4mm DIA HOLETHE 4mm DIA HOLE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT TESTING VISCOSITY. FORD FLOW CUPPAINT TESTING VISCOSITY. FORD FLOW CUP

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT FILM MEASUREMENT, WET FILMPAINT FILM MEASUREMENT, WET FILM
ECCENTRIC WHEELECCENTRIC WHEEL

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWET FILM THICKNESS MEASUREMENTWET FILM THICKNESS MEASUREMENT
COMB GAUGESCOMB GAUGES
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
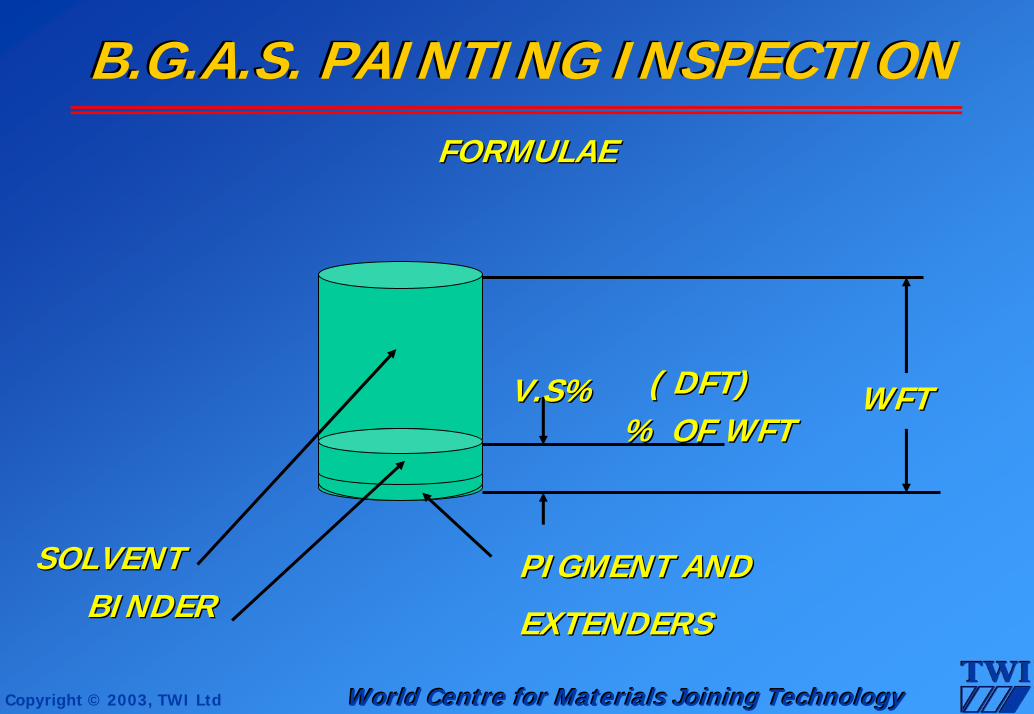
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONFORMULAEFORMULAE
PIGMENT ANDPIGMENT AND
EXTENDERSEXTENDERSBINDERBINDERSOLVENTSOLVENT
V.S%V.S% ( DFT)( DFT)% OF WFT% OF WFT
WFTWFT

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
DESTRUCTIVE TEST GAUGES THE P.I.G.DESTRUCTIVE TEST GAUGES THE P.I.G.
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
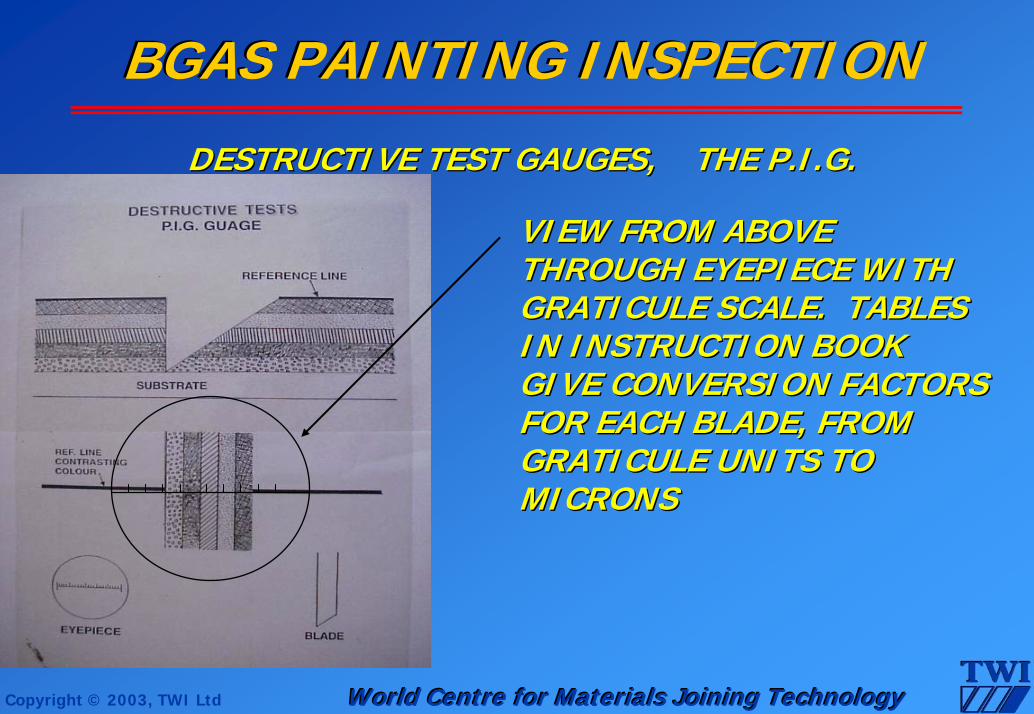
BGAS PAINTING INSPECTIONBGAS PAINTING INSPECTION
DESTRUCTIVE TEST GAUGES, THE P.I.G.DESTRUCTIVE TEST GAUGES, THE P.I.G.
VIEW FROM ABOVE VIEW FROM ABOVE THROUGH EYEPIECE WITH THROUGH EYEPIECE WITH GRATICULE SCALE. TABLES GRATICULE SCALE. TABLES IN INSTRUCTION BOOK IN INSTRUCTION BOOK GIVE CONVERSION FACTORS GIVE CONVERSION FACTORS FOR EACH BLADE, FROM FOR EACH BLADE, FROM GRATICULE UNITS TO GRATICULE UNITS TO MICRONSMICRONS

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDESTRUCTIVE TEST GAUGES. THE SABERG TEST DRILLDESTRUCTIVE TEST GAUGES. THE SABERG TEST DRILL

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDFT MEASUREMENTS ELECTRONIC GAUGESDFT MEASUREMENTS ELECTRONIC GAUGES
ELECTROPHYSICELECTROPHYSIC
MINI TEST
ELCOMETERELCOMETER
456THE EXACTOTHE EXACTOMINI TEST 456

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
DRY FILM THICKNESS MEASUREMENT, MAGNETIC.DRY FILM THICKNESS MEASUREMENT, MAGNETIC.
THE TINSLEY PENCILTHE TINSLEY PENCIL

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
DRY FILM THICKNESS MEASUREMENT, MAGNETIC,DRY FILM THICKNESS MEASUREMENT, MAGNETIC,
HORSESHOE GAUGEHORSESHOE GAUGE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRY FILM THICKNESS MEASUREMENT, MAGNETIC,DRY FILM THICKNESS MEASUREMENT, MAGNETIC,
THE BANANA GAUGE MODEL 111THE BANANA GAUGE MODEL 111

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRY FILM THICKNESS MEASUREMENTS, MAGNETICDRY FILM THICKNESS MEASUREMENTS, MAGNETIC
THE BANANA GAUGE MODEL 211THE BANANA GAUGE MODEL 211
SCALE MOVES SCALE MOVES TO THE TO THE CURSERCURSER

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRY FILM THICKNESS MEASUREMENTDRY FILM THICKNESS MEASUREMENT
COLOUR CODED CALIBRATION SHIMSCOLOUR CODED CALIBRATION SHIMS
PURPLE 25umPURPLE 25um
BLUE 50umBLUE 50um
BROWN 125umBROWN 125um
WHITE 250umWHITE 250um
YELLOW 500umYELLOW 500um
nominal valuesnominal values

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONTESTS FOR MECHANICAL PROPERTIES ON PAINTSTESTS FOR MECHANICAL PROPERTIES ON PAINTS
ABRASION RESISTANCE :ABRASION RESISTANCE :-- SAMPLE PLATES OSCILATEDSAMPLE PLATES OSCILATED
UNDER ABRASIVE DISCS. CHECKED FOR WEAR UNDER ABRASIVE DISCS. CHECKED FOR WEAR
HARDNESS CHECKS:HARDNESS CHECKS:-- SIMILAR TO PENETRATION TESTSIMILAR TO PENETRATION TEST
BUCHHOLZ INDENTOR OR KOENIG ALBERTBUCHHOLZ INDENTOR OR KOENIG ALBERT
FLEXIBILITY:FLEXIBILITY:-- MATERIALS ABILITY TO WITHSTAND MATERIALS ABILITY TO WITHSTAND
BENDING OVER MANDRELS, STRAIGHT OR TAPEREDBENDING OVER MANDRELS, STRAIGHT OR TAPERED
IMPACT RESISTANCE IMPACT RESISTANCE ::-- DIRECT OR INDIRECT, A KNOWN DIRECT OR INDIRECT, A KNOWN
WEIGHT FALLS ONTO THE SURFACE, ASSESSED FOR WEIGHT FALLS ONTO THE SURFACE, ASSESSED FOR
DAMAGEDAMAGE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
FLEXIBILITY TEST CONICAL MANDRELFLEXIBILITY TEST CONICAL MANDREL
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONACCELERATED TESTING, WEATHEROMETERSACCELERATED TESTING, WEATHEROMETERS
HUMIDITY CABINETS:HUMIDITY CABINETS:-- HIGH HUMIDITY AND TEMPS.HIGH HUMIDITY AND TEMPS.
SALT SPRAY CABINETS:SALT SPRAY CABINETS:-- SALT LADEN ENVIRONMENTSALT LADEN ENVIRONMENT
WATER SOAK TEST:WATER SOAK TEST:-- PANEL SUBMERGED, WEIGHEDPANEL SUBMERGED, WEIGHED
TEMPERATURE CYCLING:TEMPERATURE CYCLING:-- HOTTER AND COLDER HOTTER AND COLDER
THAN NORMAL OPERATING TEMPERATURESTHAN NORMAL OPERATING TEMPERATURES
PROHESION TESTING:PROHESION TESTING:-- PROTECTIVE ADHESION,PROTECTIVE ADHESION,
NO UNDECUT, BLISTERS ETC. FOR SPECIFIED TIMENO UNDECUT, BLISTERS ETC. FOR SPECIFIED TIME
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
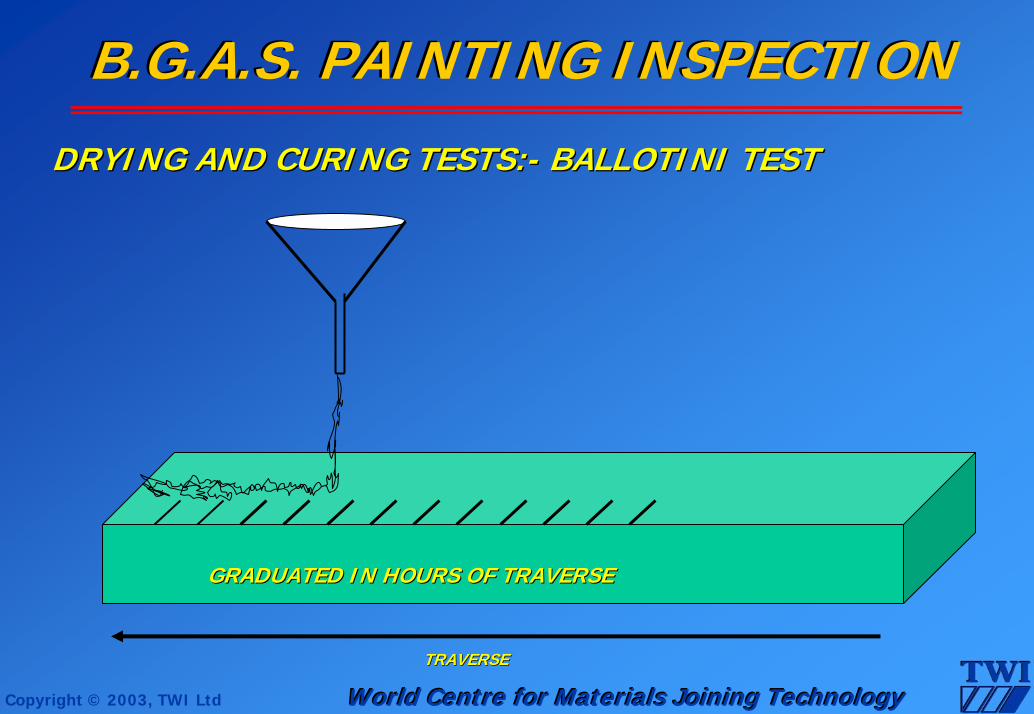
DRYING AND CURING TESTS:DRYING AND CURING TESTS:-- BALLOTINI TESTBALLOTINI TEST
GRADUATED IN HOURS OF TRAVERSEGRADUATED IN HOURS OF TRAVERSE
TRAVERSETRAVERSE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDRYING AND CURING TESTS. DRYING AND CURING TESTS.
BK DRYING TIME RECORDERSBK DRYING TIME RECORDERS
GLASS PLATES GLASS PLATES INSERTED INTO INSERTED INTO FRONT SLOT.FRONT SLOT.
STYLUS DRAWN STYLUS DRAWN ACROSS.ACROSS.

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONMECHANICAL THUMB TEST, THROUGH DRYINGMECHANICAL THUMB TEST, THROUGH DRYING
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
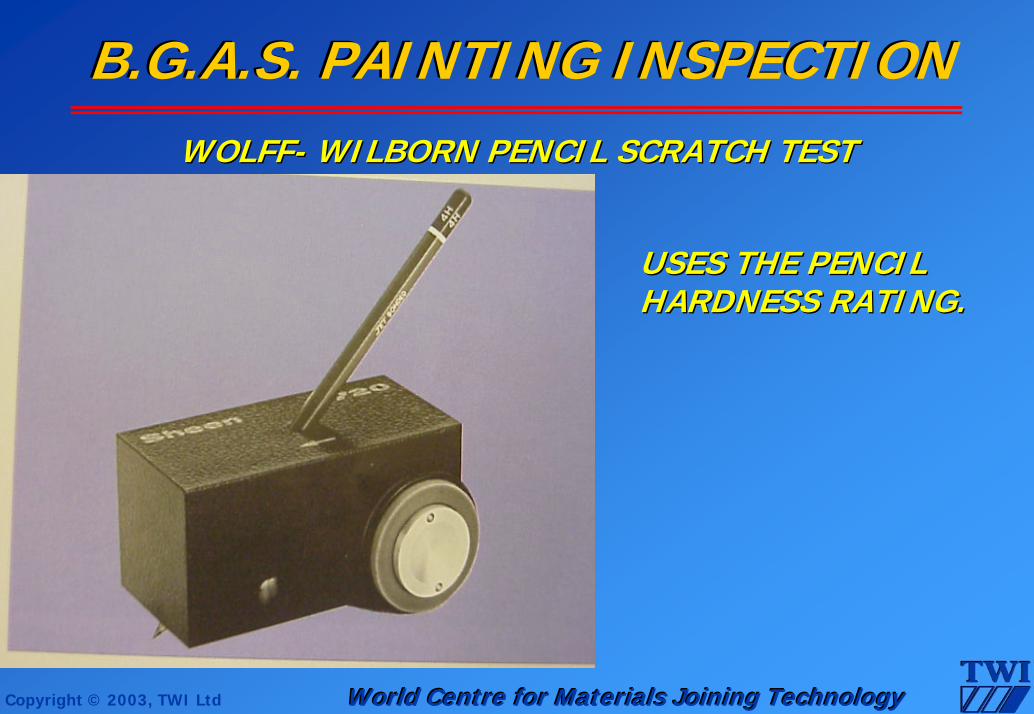
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWOLFFWOLFF-- WILBORN PENCIL SCRATCH TESTWILBORN PENCIL SCRATCH TEST
USES THE PENCIL USES THE PENCIL HARDNESS RATING.HARDNESS RATING.

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONOPACITY, THE PFUND CRYPTOMETEROPACITY, THE PFUND CRYPTOMETER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
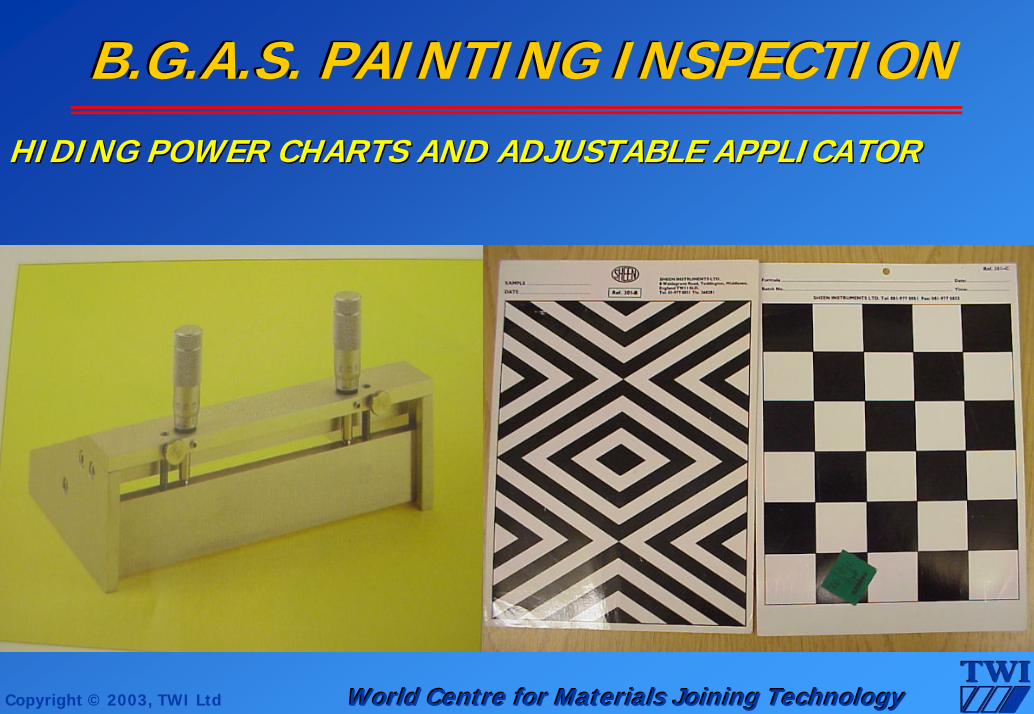
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONHIDING POWER CHARTS AND ADJUSTABLE APPLICATORHIDING POWER CHARTS AND ADJUSTABLE APPLICATOR
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S PAINTING INSPECTIONB.G.A.S PAINTING INSPECTION
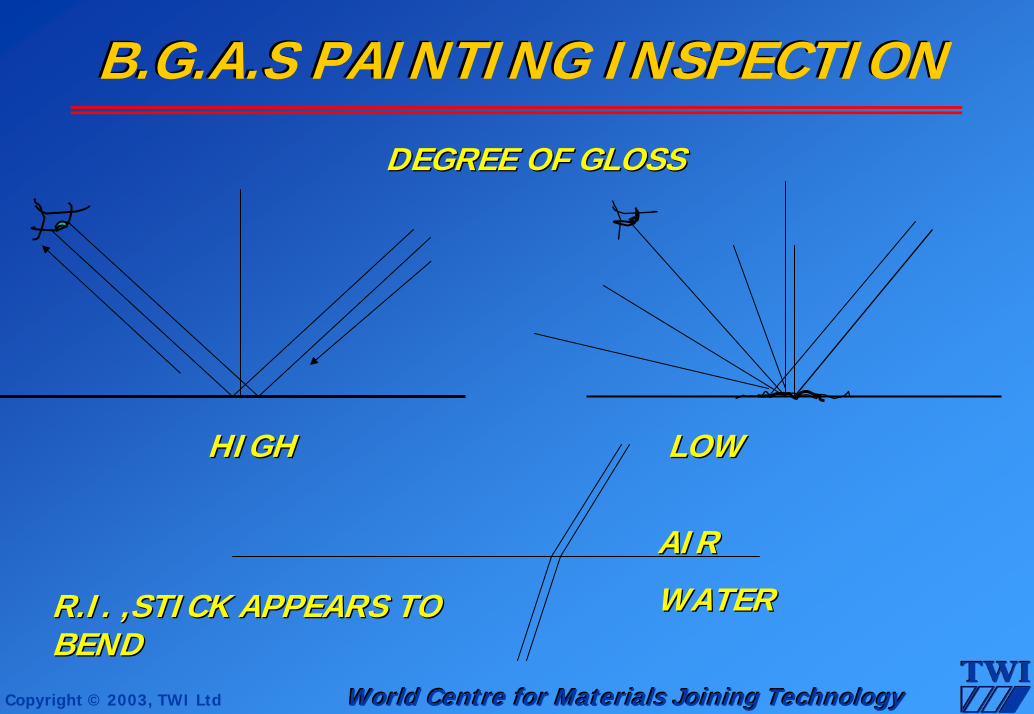
DEGREE OF GLOSSDEGREE OF GLOSS
HIGH LOWHIGH LOW
AIRAIR
WATERWATERR.I. ,STICK APPEARS TO R.I. ,STICK APPEARS TO BENDBEND
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONDEGREE OF GLOSSDEGREE OF GLOSS
MEASURED WITH A GLOSSMETER, ( REFLECTOMETER )MEASURED WITH A GLOSSMETER, ( REFLECTOMETER )
GLOSS CAN BE AFFECTED BYGLOSS CAN BE AFFECTED BY1. PIGMENT VOLUME CONCENTRATION1. PIGMENT VOLUME CONCENTRATION2. FINENESS OF GRIND PARTICLE SIZE2. FINENESS OF GRIND PARTICLE SIZE3. RESIN TYPE3. RESIN TYPE4. REFRACTIVE INDEX4. REFRACTIVE INDEX5. SOLVENT TYPE5. SOLVENT TYPE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
PAINT TESTING . ADHESIONPAINT TESTING . ADHESION
PRIMER TO SUBSTRATE FAILUREPRIMER TO SUBSTRATE FAILURE
INTERCOAT ADHESION FAILUREINTERCOAT ADHESION FAILURE
COHESIVE FAILURECOHESIVE FAILURE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
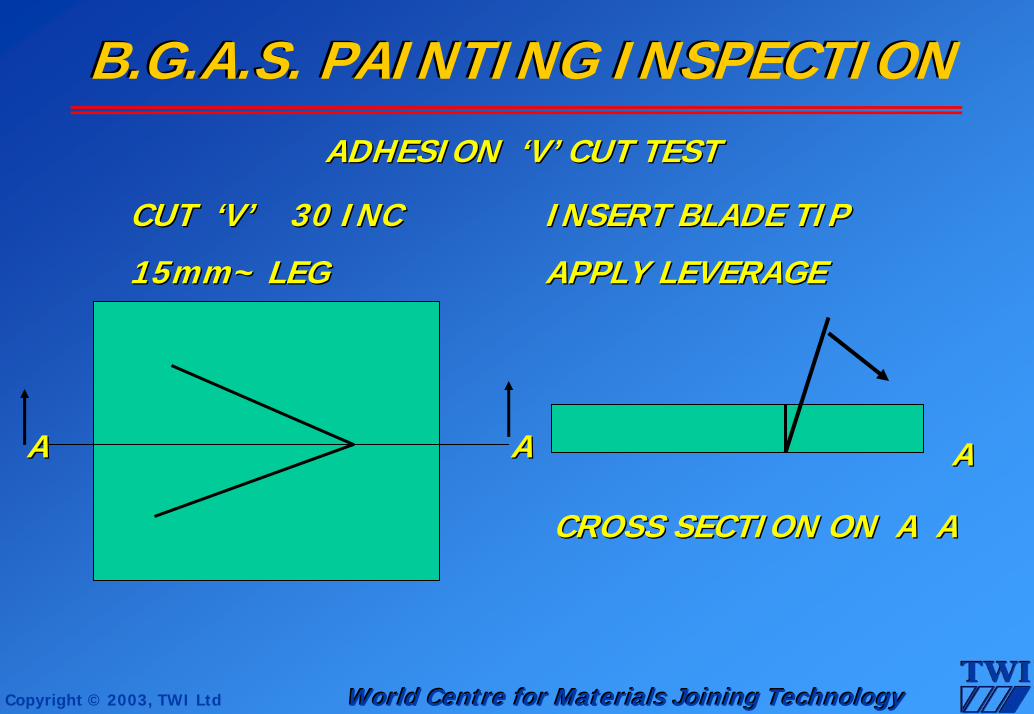
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONADHESION ADHESION ‘‘VV’’ CUT TESTCUT TEST
CUT CUT ‘‘VV’’ 30 INC30 INC
15mm~ LEG
INSERT BLADE TIPINSERT BLADE TIP
APPLY LEVERAGE15mm~ LEG APPLY LEVERAGE
AA AA AA
CROSS SECTION ON A ACROSS SECTION ON A A
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
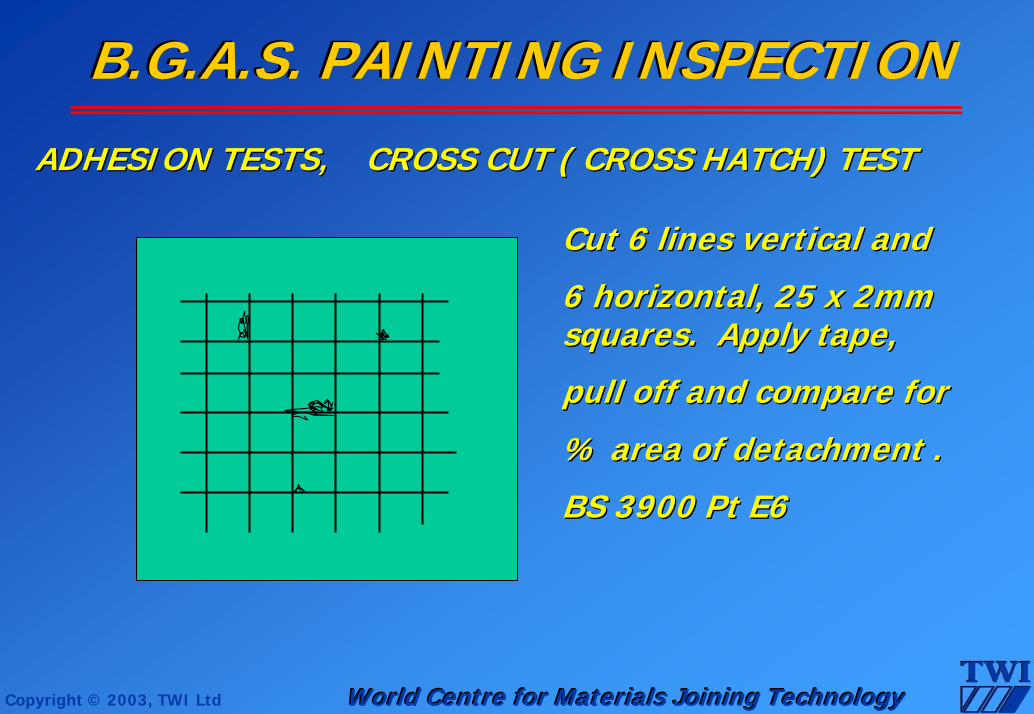
ADHESION TESTS, CROSS CUT ( CROSS HATCH) TESTADHESION TESTS, CROSS CUT ( CROSS HATCH) TEST
Cut 6 lines vertical and Cut 6 lines vertical and
6 horizontal, 25 x 2mm 6 horizontal, 25 x 2mm squares. Apply tape,squares. Apply tape,
pull off and compare for pull off and compare for
% area of detachment .% area of detachment .
BS 3900 Pt E6BS 3900 Pt E6

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
ADHESION TESTS CROSS CUT ( CROSS HATCH ) TEST ADHESION TESTS CROSS CUT ( CROSS HATCH ) TEST SPECIAL CUTTER TOOLSPECIAL CUTTER TOOL

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONADHESION TESTS THE DOLLY TESTADHESION TESTS THE DOLLY TEST
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONADHESION TESTS THE HYDRAULIC ADHESION TESTERADHESION TESTS THE HYDRAULIC ADHESION TESTER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWEATHER CONDITIONSWEATHER CONDITIONS
CONSIDERATIONSCONSIDERATIONS
1. RELATIVE HUMIDITY EXPRESSED AS %1. RELATIVE HUMIDITY EXPRESSED AS %
2. AIR TEMPERATURE2. AIR TEMPERATURE
3. STEEL TEMPERATURE3. STEEL TEMPERATURE
4. CALCULATED DEW POINT TEMPERATURE4. CALCULATED DEW POINT TEMPERATURE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWEATHER CONDITIONS WHIRLING HYGROMETERWEATHER CONDITIONS WHIRLING HYGROMETER
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWHIRLING OR ASPIRATED HYGROMETERWHIRLING OR ASPIRATED HYGROMETER
PREPRE--USE CHECKLISTUSE CHECKLIST
IS THERE A WICKIS THERE A WICKIS THE WICK CLEANIS THE WICK CLEANIS THE WICK WET, MUST BE DISTILLED WATERIS THE WICK WET, MUST BE DISTILLED WATER
IS THE WICK FASTENED AROUND THE BULB NECKIS THE WICK FASTENED AROUND THE BULB NECK
IS THE MERCURY IN A CONTINUAL , UNBROKEN IS THE MERCURY IN A CONTINUAL , UNBROKEN STREAM, IF NOT , RECTIFY BY PULLING BACK WITH A STREAM, IF NOT , RECTIFY BY PULLING BACK WITH A MAGNETMAGNET
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
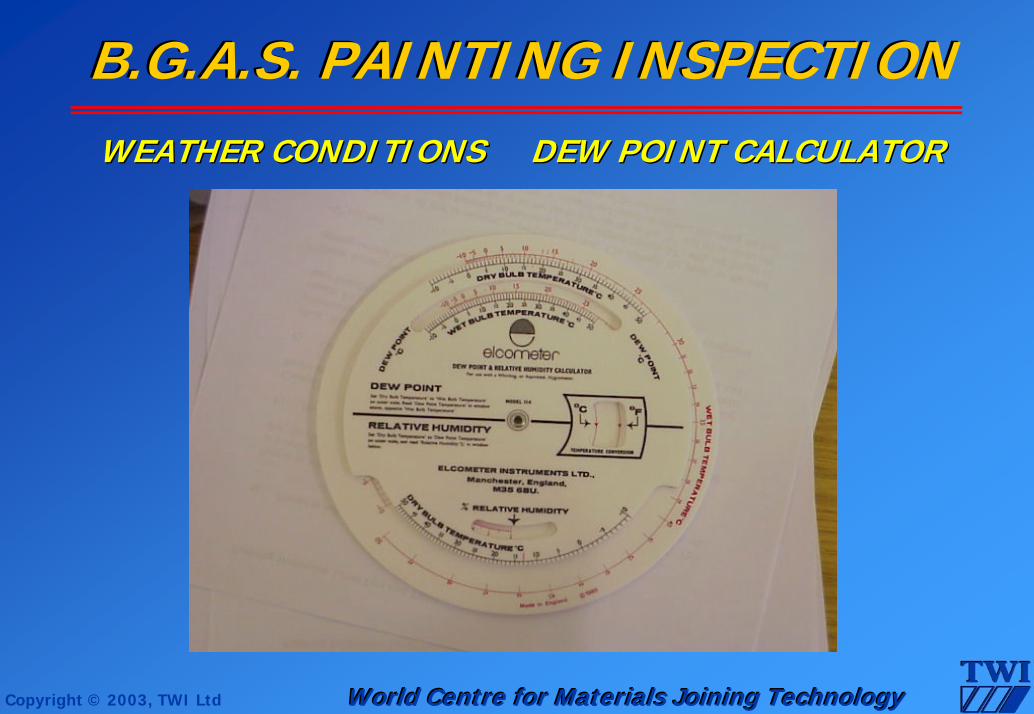
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWEATHER CONDITIONS DEW POINT CALCULATORWEATHER CONDITIONS DEW POINT CALCULATOR
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
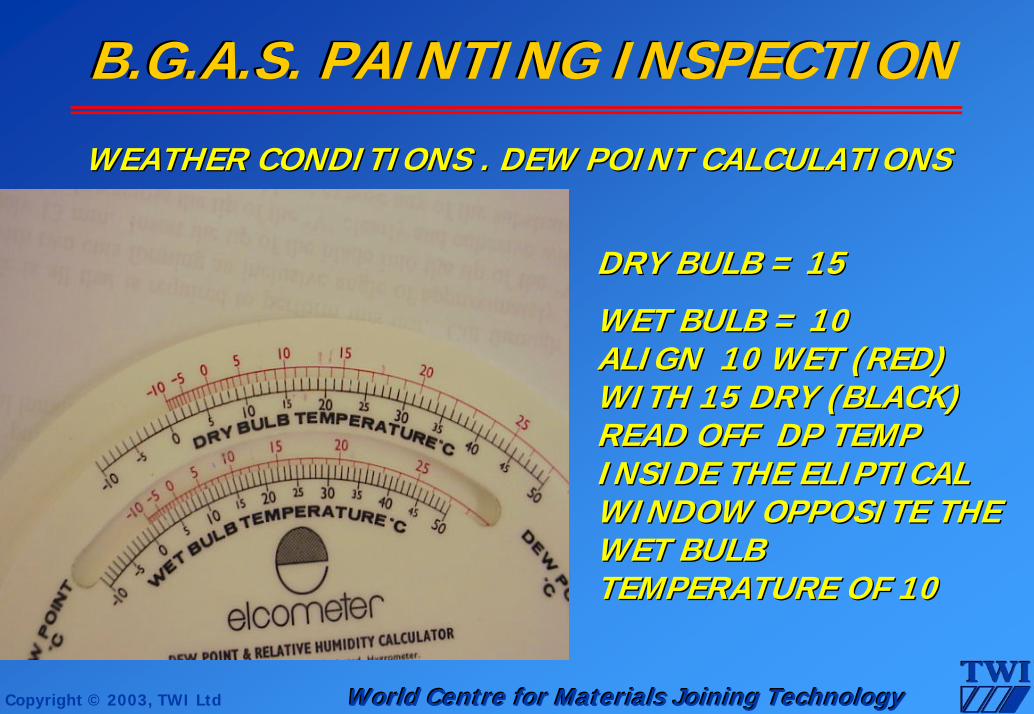
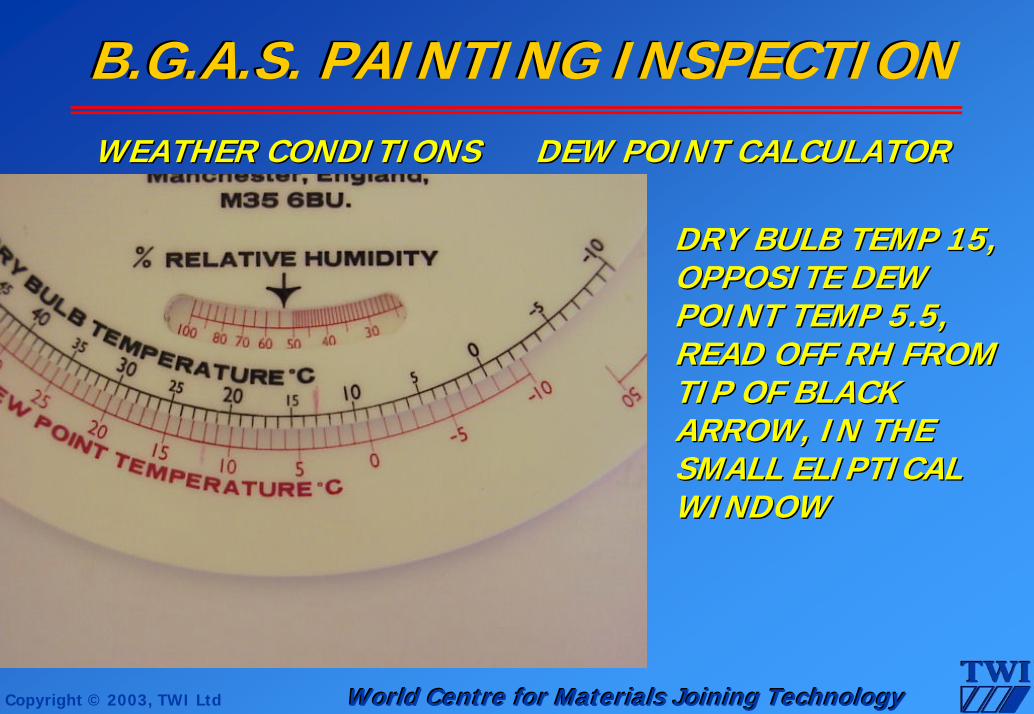
WEATHER CONDITIONS . DEW POINT CALCULATIONSWEATHER CONDITIONS . DEW POINT CALCULATIONS
DRY BULB = 15DRY BULB = 15
WET BULB = 10 WET BULB = 10 ALIGN 10 WET (RED) ALIGN 10 WET (RED) WITH 15 DRY (BLACK) WITH 15 DRY (BLACK) READ OFF DP TEMP READ OFF DP TEMP INSIDE THE ELIPTICAL INSIDE THE ELIPTICAL WINDOW OPPOSITE THE WINDOW OPPOSITE THE WET BULB WET BULB TEMPERATURE OF 10TEMPERATURE OF 10
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWEATHER CONDITIONS DEW POINT CALCULATORWEATHER CONDITIONS DEW POINT CALCULATOR
DRY BULB TEMP 15, DRY BULB TEMP 15, OPPOSITE DEW OPPOSITE DEW POINT TEMP 5.5, POINT TEMP 5.5, READ OFF RH FROM READ OFF RH FROM TIP OF BLACK TIP OF BLACK ARROW, IN THE ARROW, IN THE SMALL ELIPTICAL SMALL ELIPTICAL WINDOWWINDOW

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONWEATHER CONDITIONS STEEL TEMPERATURESWEATHER CONDITIONS STEEL TEMPERATURES
MAGNETIC, CONTACTMAGNETIC, CONTACT THERMOCOUPLETHERMOCOUPLE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
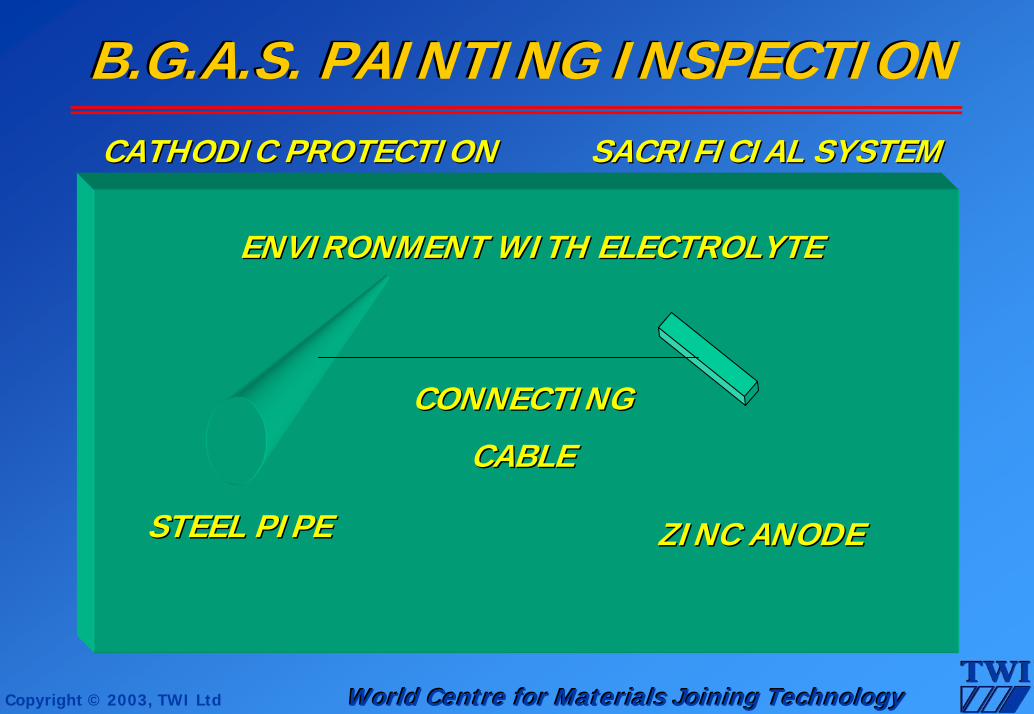
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONCATHODIC PROTECTION SACRIFICIAL SYSTEMCATHODIC PROTECTION SACRIFICIAL SYSTEM
STEEL PIPESTEEL PIPE ZINC ANODEZINC ANODE
CONNECTINGCONNECTING
CABLECABLE
ENVIRONMENT WITH ELECTROLYTEENVIRONMENT WITH ELECTROLYTE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
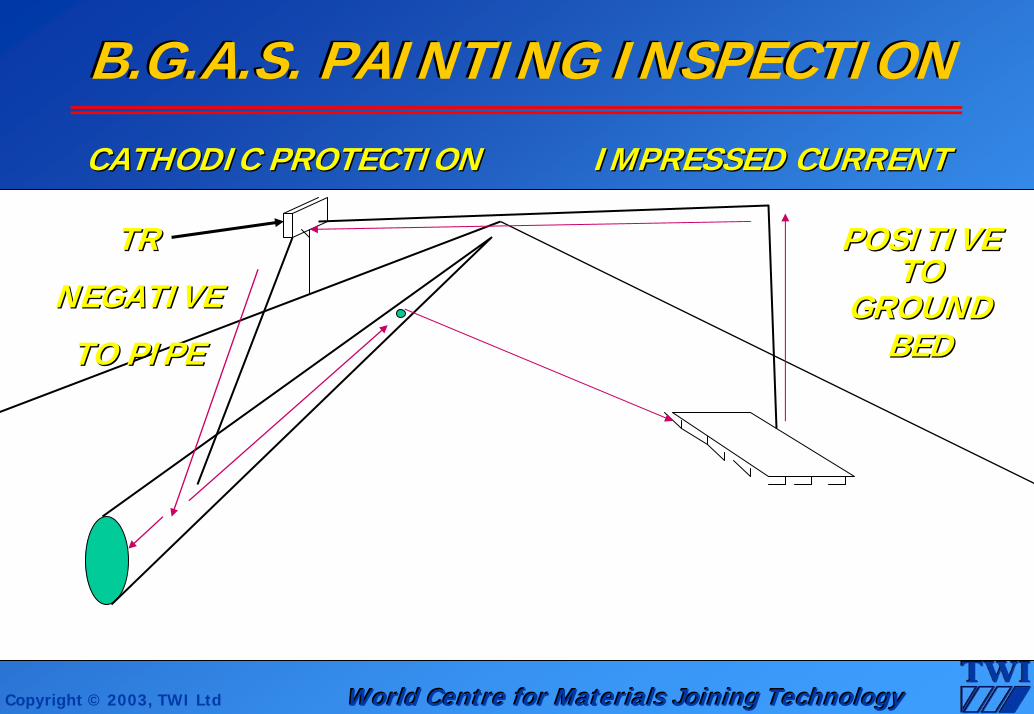
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
CATHODIC PROTECTION IMPRESSED CURRENTCATHODIC PROTECTION IMPRESSED CURRENT
TRTR
NEGATIVENEGATIVE
TO PIPETO PIPE
POSITIVEPOSITIVETOTO
GROUNDGROUNDBEDBED

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
CATHODIC PROTECTION MONITORING POTENTIALSCATHODIC PROTECTION MONITORING POTENTIALS
COPPER /COPPER COPPER /COPPER SULPHATE HALF CELL SULPHATE HALF CELL REFERENCE ELECTRODEREFERENCE ELECTRODE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
CATHODIC DISBONDMENT TESTCATHODIC DISBONDMENT TEST
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
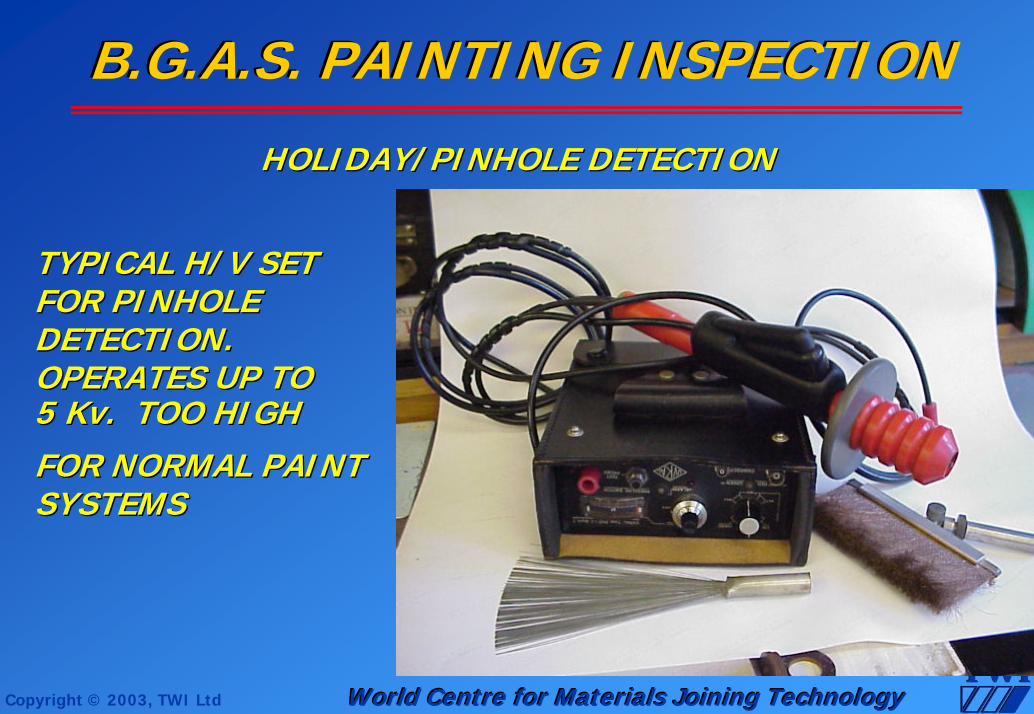
HOLIDAY/PINHOLE DETECTIONHOLIDAY/PINHOLE DETECTION
TYPICAL H/V SET TYPICAL H/V SET FOR PINHOLE FOR PINHOLE DETECTION. DETECTION. OPERATES UP TO OPERATES UP TO 5 Kv. TOO HIGH 5 Kv. TOO HIGH
FOR NORMAL PAINT FOR NORMAL PAINT SYSTEMSSYSTEMS
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
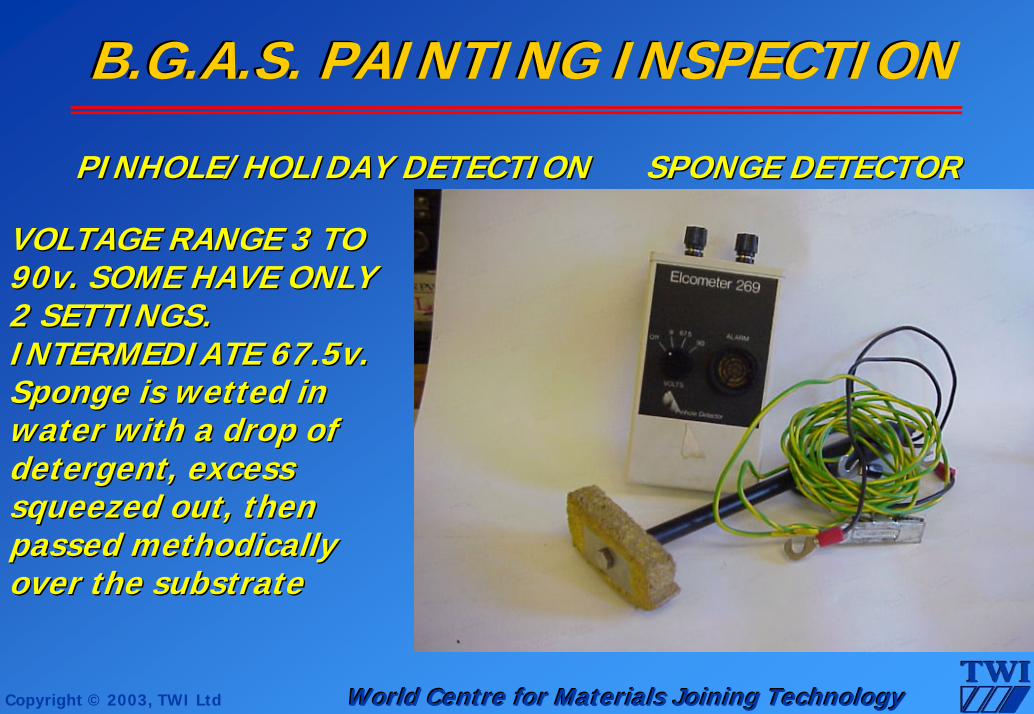
PINHOLE/HOLIDAY DETECTION SPONGE DETECTORPINHOLE/HOLIDAY DETECTION SPONGE DETECTOR
VOLTAGE RANGE 3 TO VOLTAGE RANGE 3 TO 90v. SOME HAVE ONLY 90v. SOME HAVE ONLY 2 SETTINGS. 2 SETTINGS. INTERMEDIATE 67.5v. INTERMEDIATE 67.5v. Sponge is wetted in Sponge is wetted in water with a drop of water with a drop of detergent, excess detergent, excess squeezed out, then squeezed out, then passed methodically passed methodically over the substrateover the substrate
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
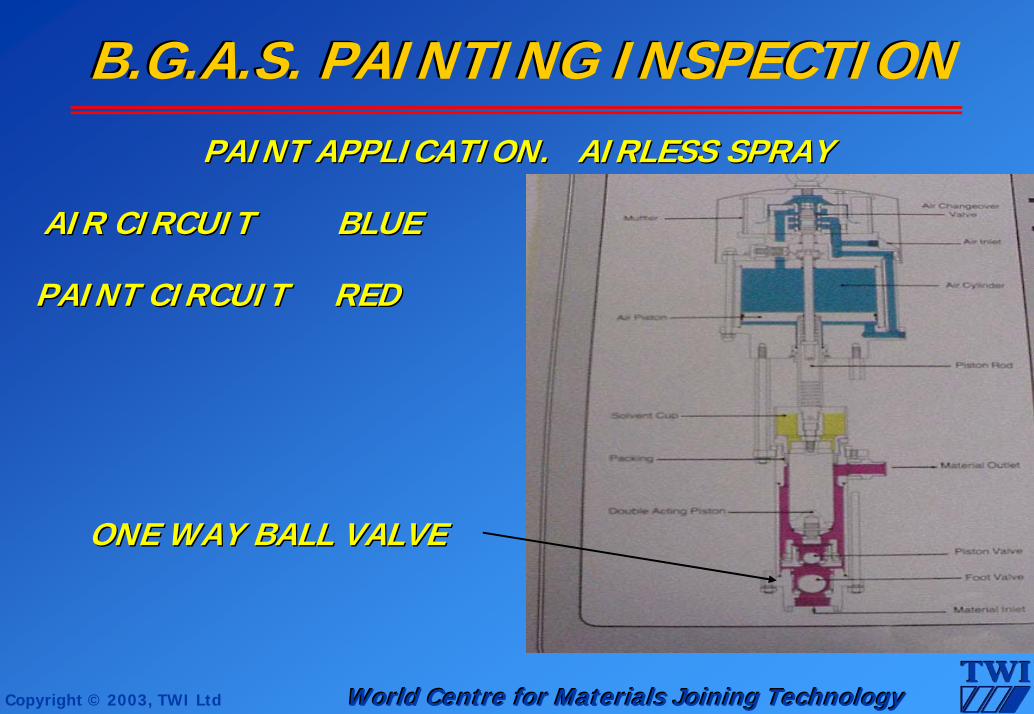
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT APPLICATION. AIRLESS SPRAYPAINT APPLICATION. AIRLESS SPRAY
AIR CIRCUIT BLUEAIR CIRCUIT BLUE
PAINT CIRCUIT REDPAINT CIRCUIT RED
ONE WAY BALL VALVEONE WAY BALL VALVE
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
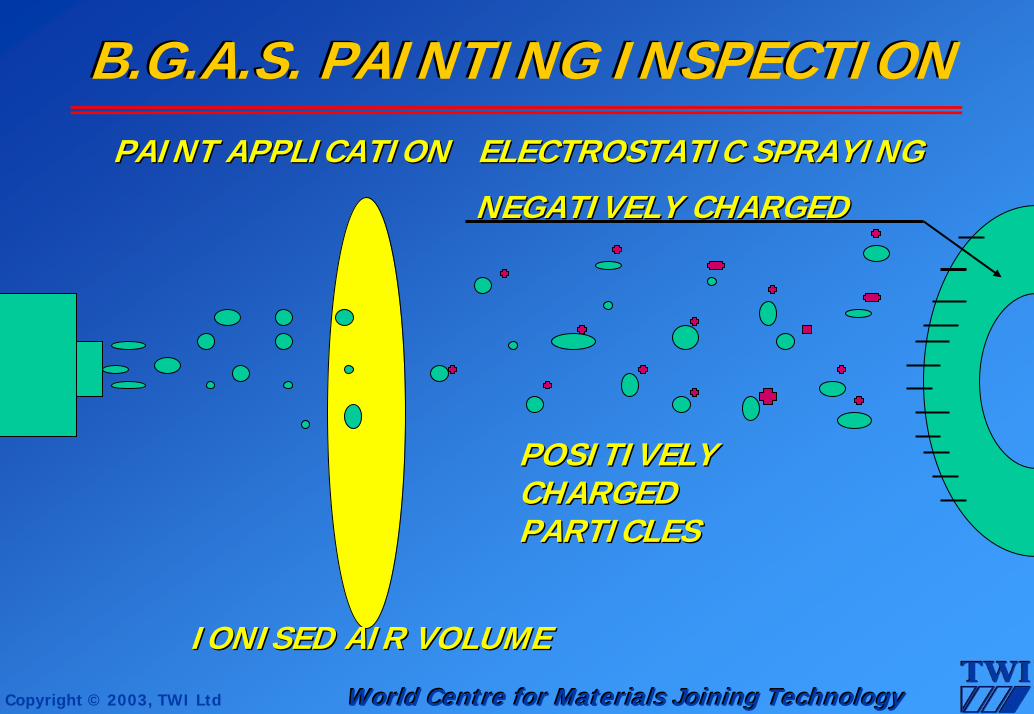
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONPAINT APPLICATION ELECTROSTATIC SPRAYINGPAINT APPLICATION ELECTROSTATIC SPRAYING
IONISED AIR VOLUMEIONISED AIR VOLUME
POSITIVELY POSITIVELY CHARGED CHARGED PARTICLESPARTICLES
NEGATIVELY CHARGEDNEGATIVELY CHARGED
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
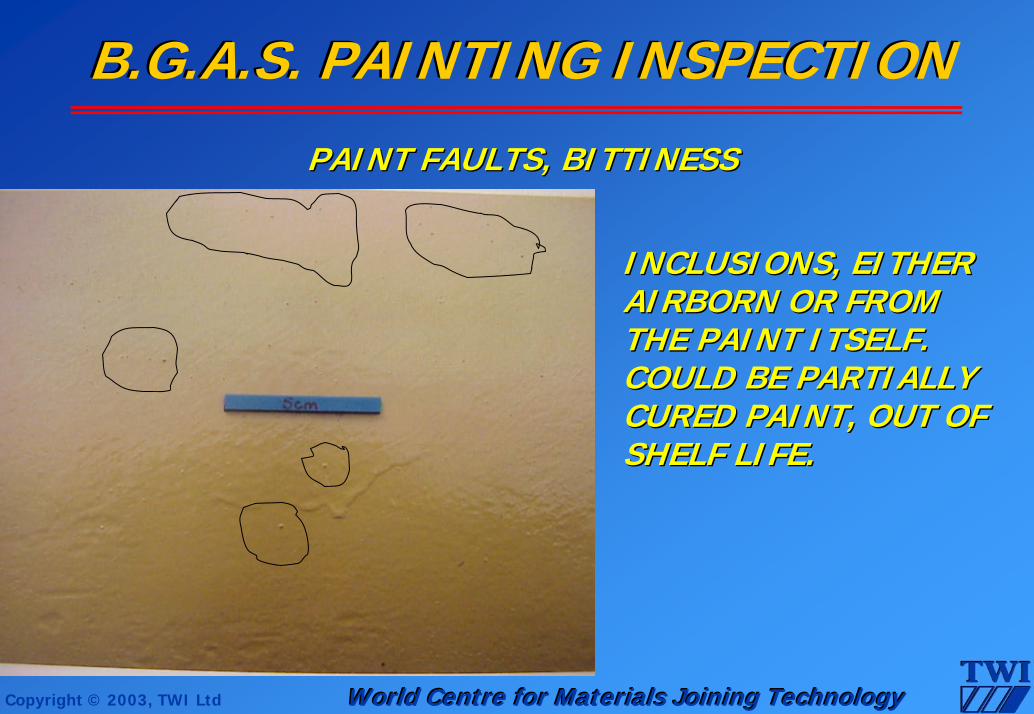
PAINT FAULTS, BITTINESSPAINT FAULTS, BITTINESS
INCLUSIONS, EITHER INCLUSIONS, EITHER AIRBORN OR FROM AIRBORN OR FROM THE PAINT ITSELF. THE PAINT ITSELF. COULD BE PARTIALLY COULD BE PARTIALLY CURED PAINT, OUT OF CURED PAINT, OUT OF SHELF LIFE.SHELF LIFE.

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONCOATING FAULTS BLEEDINGCOATING FAULTS BLEEDING
THE SOLVENT FROM THE SOLVENT FROM THE TOP COAT THE TOP COAT SOFTENS THE UNDER SOFTENS THE UNDER LYING MATERIAL AND LYING MATERIAL AND ALLOWS IT TO PASS ALLOWS IT TO PASS INTO AND THROUGH INTO AND THROUGH THE LAYER, CAUSING THE LAYER, CAUSING DISCOLOURATION. DISCOLOURATION. BROWN FOR BITUMEN, BROWN FOR BITUMEN, YELLOW FOR COAL YELLOW FOR COAL TARS.TARS.

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
COATING FAULTS BLISTERINGCOATING FAULTS BLISTERING
BLISTERS CAN BE FILLED WITH GAS,LIQUID OR CRYSTALSBLISTERS CAN BE FILLED WITH GAS,LIQUID OR CRYSTALS

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
COATING FAULTS CHALKINGCOATING FAULTS CHALKING
DEGRADATION OF A DEGRADATION OF A BINDER DUE TO BINDER DUE TO DISRUPTIVE FACTORS IN DISRUPTIVE FACTORS IN THE ENVIRONMENTTHE ENVIRONMENT
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
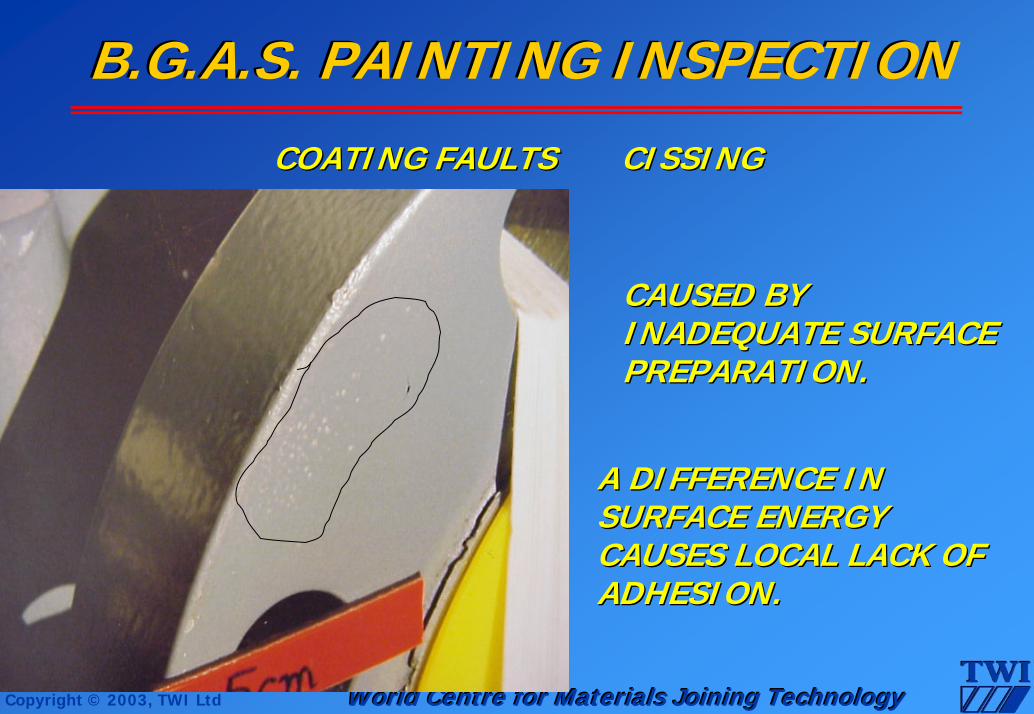
COATING FAULTS CISSINGCOATING FAULTS CISSING
CAUSED BY CAUSED BY INADEQUATE SURFACE INADEQUATE SURFACE PREPARATION.PREPARATION.
A DIFFERENCE IN A DIFFERENCE IN SURFACE ENERGY SURFACE ENERGY CAUSES LOCAL LACK OF CAUSES LOCAL LACK OF ADHESION.ADHESION.
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
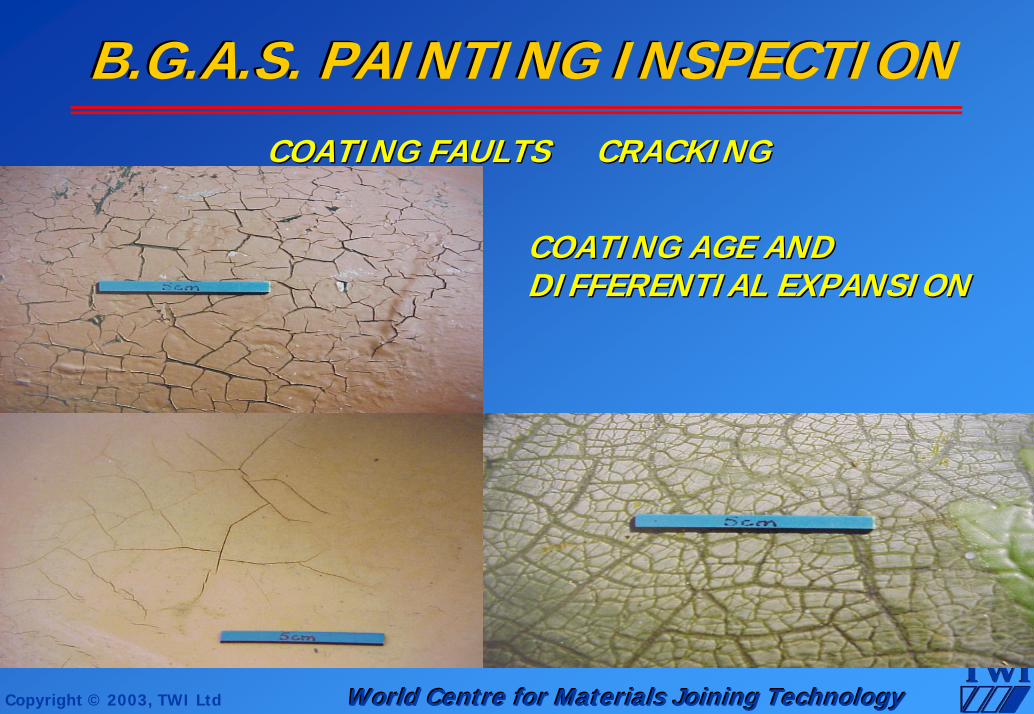
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONCOATING FAULTS CRACKINGCOATING FAULTS CRACKING
COATING AGE AND COATING AGE AND DIFFERENTIAL EXPANSIONDIFFERENTIAL EXPANSION
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
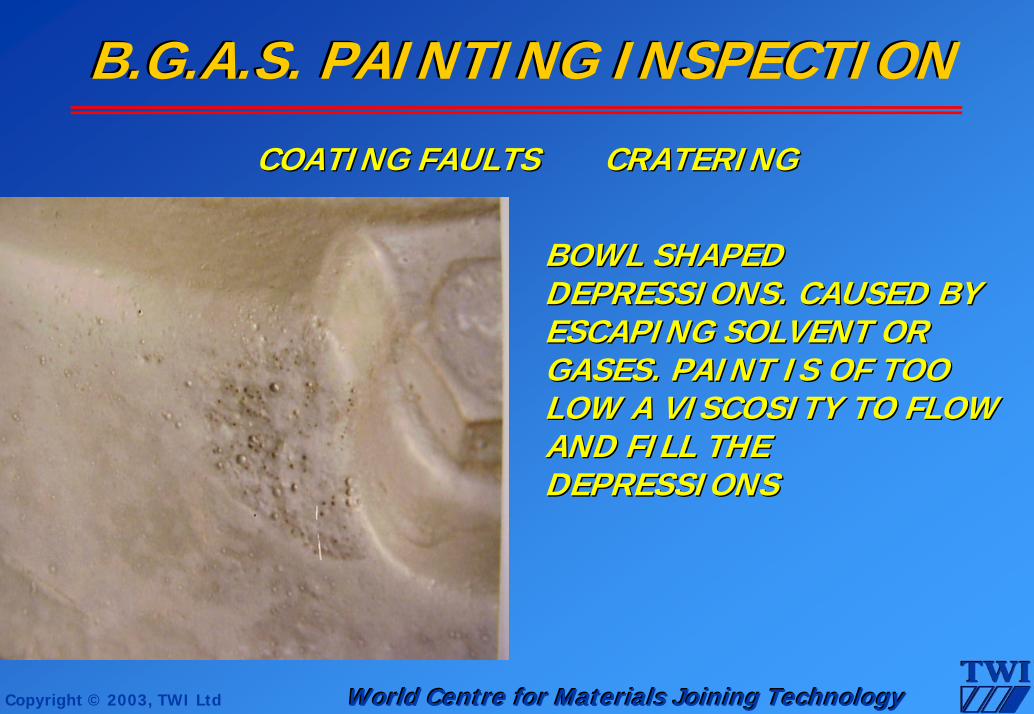
COATING FAULTS CRATERINGCOATING FAULTS CRATERING
BOWL SHAPED BOWL SHAPED DEPRESSIONS. CAUSED BY DEPRESSIONS. CAUSED BY ESCAPING SOLVENT OR ESCAPING SOLVENT OR GASES. PAINT IS OF TOO GASES. PAINT IS OF TOO LOW A VISCOSITY TO FLOW LOW A VISCOSITY TO FLOW AND FILL THE AND FILL THE DEPRESSIONSDEPRESSIONS

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
COATING FAULTS CURTAINS, SAGS, RUNS AND TEARSCOATING FAULTS CURTAINS, SAGS, RUNS AND TEARS
CAUSED BY OVER CAUSED BY OVER APPLICATION. REMOVE APPLICATION. REMOVE OFFENDING EXCESS OFFENDING EXCESS MATERIAL, LIGHTLY MATERIAL, LIGHTLY ABRADE, RECOAT.ABRADE, RECOAT.
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
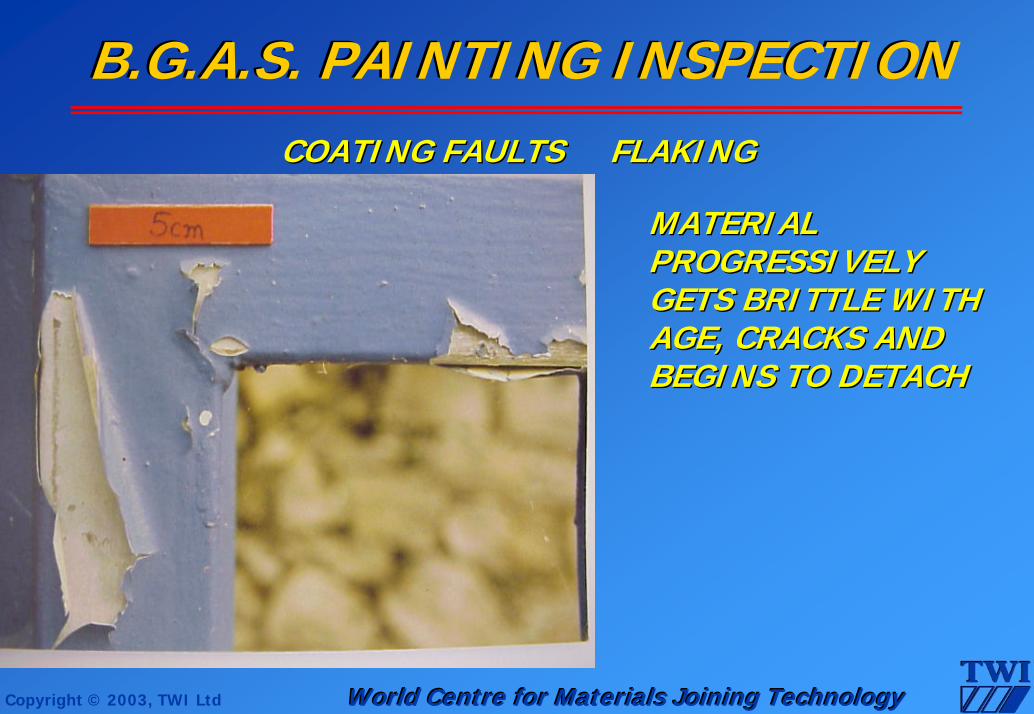
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONCOATING FAULTS FLAKINGCOATING FAULTS FLAKING
MATERIAL MATERIAL PROGRESSIVELY PROGRESSIVELY GETS BRITTLE WITH GETS BRITTLE WITH AGE, CRACKS AND AGE, CRACKS AND BEGINS TO DETACHBEGINS TO DETACH
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
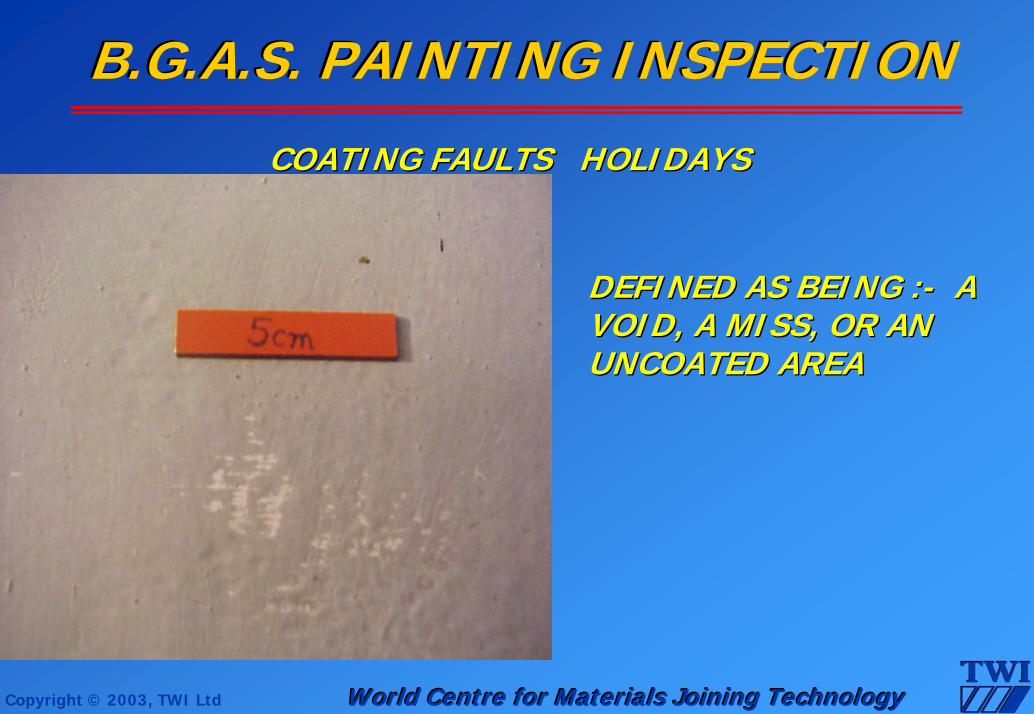
COATING FAULTS HOLIDAYSCOATING FAULTS HOLIDAYS
DEFINED AS BEING :DEFINED AS BEING :-- A A VOID, A MISS, OR AN VOID, A MISS, OR AN UNCOATED AREAUNCOATED AREA

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONCOATING FAULTS LIFTINGCOATING FAULTS LIFTING
CAUSED BY SOLVENT STRENGTH AND ALSO LACK OF CAUSED BY SOLVENT STRENGTH AND ALSO LACK OF OBSERVANCE OF STATED OVERCOATING TIMEOBSERVANCE OF STATED OVERCOATING TIME
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
COATING FAULTS ORANGE PEELCOATING FAULTS ORANGE PEEL
SIMILAR APPEARANCE TO A SIMILAR APPEARANCE TO A
CITRUS FRUIT SKINCITRUS FRUIT SKIN
CAUSED BY PAINT VISCOSITY PROBLEMS OR BYCAUSED BY PAINT VISCOSITY PROBLEMS OR BY
APPLICATOR TECHNIQUEAPPLICATOR TECHNIQUE

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
COATING FAULTS ROPINESSCOATING FAULTS ROPINESS
BRUSHMARKSBRUSHMARKS

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONCOATING FAULTS WRINKLING AND COATING FAULTS WRINKLING AND
RIVELLINGRIVELLING
Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
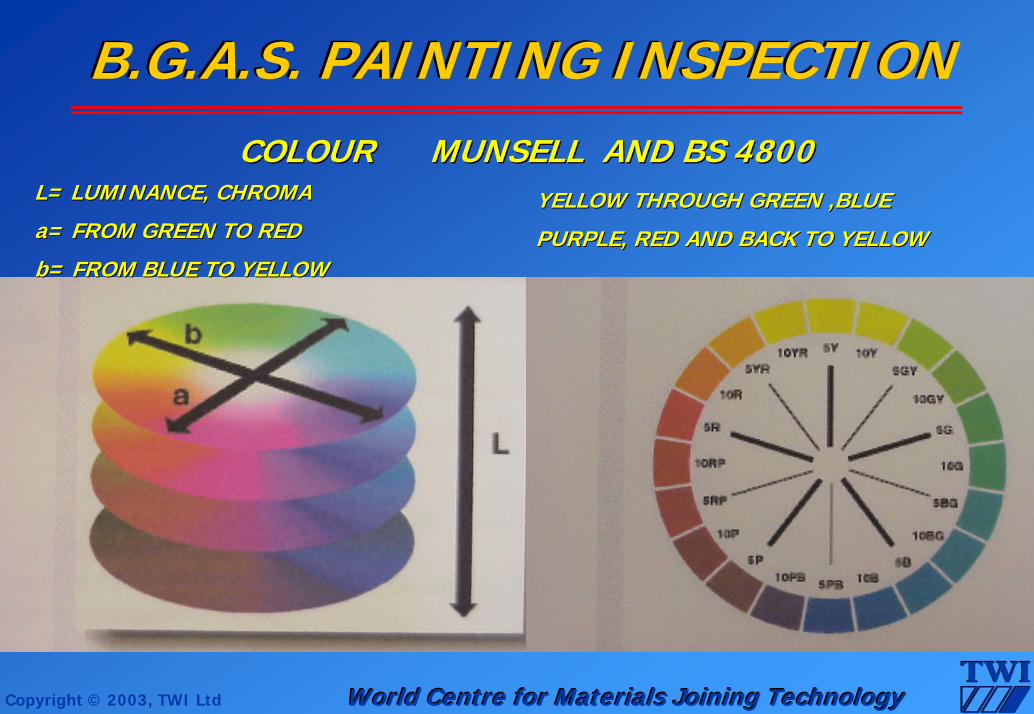
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTIONCOLOUR MUNSELL AND BS 4800COLOUR MUNSELL AND BS 4800
L= LUMINANCE, CHROMAL= LUMINANCE, CHROMA
a= FROM GREEN TO REDa= FROM GREEN TO RED
b= FROM BLUE TO YELLOWb= FROM BLUE TO YELLOW
YELLOW THROUGH GREEN ,BLUEYELLOW THROUGH GREEN ,BLUE
PURPLE, RED AND BACK TO YELLOWPURPLE, RED AND BACK TO YELLOW

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
HEALTH AND SAFETY, COSHH REGULATIONSHEALTH AND SAFETY, COSHH REGULATIONS
ABBREVIATIONSABBREVIATIONS
EH 40, EH 40, GUIDANCE NOTES, HEALTH AND SAFETY EXECUTIVE GUIDANCE NOTES, HEALTH AND SAFETY EXECUTIVE
MEL MEL , MAXIMUM EXPOSURE LIMIT, MAXIMUM EXPOSURE LIMIT
OEL, OEL, OCCUPATIONAL EXPOSURE LIMITOCCUPATIONAL EXPOSURE LIMIT
OES, OES, OCCUPATIONAL EXPOSURE STANDARDOCCUPATIONAL EXPOSURE STANDARD
LEL, LEL, LOWER EXPLOSIVE LIMITLOWER EXPLOSIVE LIMIT
UEL, UEL, UPPER EXPLOSIVE LIMITUPPER EXPLOSIVE LIMIT
RAQ, RAQ, REQUIRED AIR QUANTITYREQUIRED AIR QUANTITY

Copyright © 2003, TWI Ltd World Centre for Materials Joining TechnologyWorld Centre for Materials Joining Technology
B.G.A.S. PAINTING INSPECTIONB.G.A.S. PAINTING INSPECTION
HEALTH AND SAFETY DRAGER TUBE AND BELLOWSHEALTH AND SAFETY DRAGER TUBE AND BELLOWS