BẢO TRÌ NĂNG SUẤT TOÀN DIỆN
180
BẢO TRÌ NĂNG SUẤT TOÀN DIỆN TPM PGS. TS. Phạm Ngọc Tuấn Phó Chủ tịch Hội Cơ khí TP. Hồ Chí Minh
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of BẢO TRÌ NĂNG SUẤT TOÀN DIỆN

BẢO TRÌ NĂNG SUẤT TOÀN DIỆN
TPM
PGS. TS. Phạm Ngọc Tuấn
Phó Chủ tịch Hội Cơ khí TP. Hồ Chí Minh
NỘI DUNG
• Mở đâu về TPM.
• Phân loai bao tri.
• Lịch sư TPM.
• Triết lý của TPM
• Cac mục tiêu của TPM.
• Cac nền tang của TPM.
• Cac cột trụ của TPM.
• Bao tri tự quan.
• Cac kỹ thuật của TPM.
• Lộ trinh ap dụng TPM trong doanh nghiệp.

MỞ ĐẦU VỀ TPM

Các định nghĩa về bảo trì
Định nghĩa của AFNOR (PHÁP):Bao trì là tập hợp các hoat động nhằm duy trì hoặc phục hồi một tài
san ở tình trang nhất định hoặc bao đam một dịch vụ xác định.
Ý nghĩa của một số khái niệm từ định nghĩa này là:
• Tập hợp các hoat động.
• Duy trì.
• Phục hồi.
• Tài san.
• Tình trang nhất định hoặc dịch vụ xác định.
Định nghĩa của BS 3811: 1984 (ANH):Bao trì là tập hợp tất ca các hành động kỹ thuật và quan trị nhằm giữ
cho thiết bị luôn ở, hoặc phục hồi nó về, một tình trang trong đó nó
có thể thực hiện chức năng yêu câu. Chức năng yêu câu này có thể
định nghĩa như là một tình trang xác định nào đó.

Định nghĩa của Total Productivity Development AB
(Thụy Điển):
Bao trì bao gồm tất ca các hoat động được thực hiện nhằm giữ cho
thiết bị ở một tình trang nhất định hoặc phục hồi thiết bị về tình
trang này.
Định nghĩa của Dimitri Kececioglu:
Bao trì là bất kỳ hành động nào nhằm duy trì các thiết bị không bị hư
hỏng ở một tình trang vận hành đat yêu câu về mặt độ tin cậy và an
toàn; và nếu chúng bị hư hỏng thì phục hồi chúng về tình trang này.
Các định nghĩa về bảo trì (tt)

PHÂN LOẠI BẢO TRÌ

BẢO TRÌ
BẢO TRÌ CÓ KẾ HOẠCH BẢO TRÌ KHÔNG KẾ HOẠCH
Bao tri phòng ngừa Bao tri cai tiến Bao Tri Chính Xac TPM RCM
Baûo trì
döï
phoøng
Bao tri phòng
ngừa trực
tiếp (bao tri
định kỳ)
Bao tri phòng
ngừa gian tiếp
(bao tri trên cơ sở
tinh trang may)
Baûo
trì
thieát
keá laïi
Baûo trì
keùo daøi
tuoåi thoï
Baûo trì
phuïc hoài
vaø khaån
caáp
Baûo trì
phuïc hoài
vaø khaån
caáp
Giaùm saùt tình traïng chuû quan (duøng naêm giaùc
quan cuûa con ngöôøi)
Giaùm saùt tình traïng khaùch quan (duøng caùc
thieát bò, duïng cuï)
nghe nhìn sôø ngöûineám
Giaùm saùt
rung ñoäng
Giaùm saùt
khuyeát taät
Giaùm
saùt haït
Giaùm saùt
nhieät ñoä
Giaùm saùt
tieáng oàn
Giaùm saùt toác
ñoä voøng quay
Giaùm saùt tình
traïng chaát loûng
…Thieát bò
giaùm saùt
tieáng oàn
Maùy kieåm tra
khuyeát taät
baèng sieâu aâm
Toác
keá
Thieát bò
giaùm saùt
nhieät ñoä
Thieát bò giaùm
saùt tình traïng
chaát loûng
Phaân tích haït
töø chaát loûng
boâi trôn
Duïng
cuï caàm
tay
Phöông
phaùp
phoå
…

Hieän nay, quaûn lyù chaát löôïng toaøn dieän (TQM) ñaõ ñöôïc
nhieàu quoác gia treân theá giôùi, trong khu vöïc ASEAN,
trong ñoù coù Vieät Nam, bieát ñeán.
Ñaây laø moät trong ba kyõ thuaät (ñeàu baét ñaàu baèng chöõ T)
cuûa ngöôøi Nhaät nhaèm cung caáp caùc phöông phaùp quan
troïng ñeå naâng cao hieäu quaû saûn xuaát.
Hai kyõ thuaät coøn laïi laø TPS (Toyota Production System:
heä thoáng saûn xuaát Toyota), coøn goïi laø JIT (Just - In -
Time: ñuùng luùc) vaø TPM (Total Productive
Maintenance: Baûo trì naêng suaát toaøn dieän).
Ba kỹ thuật bắt đầu bằng chữ T

Muïc ñích cuûa TQM laø huy ñoäng con ngöôøi phaùt huy
saùng kieán, caûi tieán thöôøng xuyeân chaát löôïng saûn phaåm,
cuûa TPS/JIT laø giaûm thôøi gian saûn xuaát, giaûm döï tröõ vaät
tö toàn kho ñeán möùc toái thieåu, coøn TPM laø nhaèm taêng toái
ña hieäu suaát söû duïng maùy moùc, thieát bò vôùi moät heä
thoáng baûo trì ñöôïc thöïc hieän trong suoát quaù trình toàn taïi
cuûa maùy moùc thieát bò.
TPM lieân quan ñeán taát caû moïi ngöôøi, taát caû caùc phoøng
ban vaø taát caû caùc caáp.
Nhö vaäy, coù theå hình dung TQM vaø TPS höôùng veà phaàn
meàm (quaûn lyù, ñieàu haønh), coøn TPM höôùng veà phaàn
cöùng cuûa heä thoáng saûn xuaát (maùy moùc, thieát bò).
Ba kỹ thuật bắt đầu bằng chữ T

TPM baét ñaàu ñöôïc trieån khai ôû Nhaät Baûn töø naêm 1971
vaø ñaõ taïo ra nhöõng keát quaû mang tính caùch maïng veà
maët naêng suaát vaø chaát löôïng. Ngaøy nay TPM ñaõ ñöôïc
aùp duïng phoå bieán taïi nhieàu nöôùc phöông Taây cuõng nhö
Chaâu AÙ, ñaëc bieät laø ôû Nhaät baûn, Haøn quoác vaø Trung
quoác.
Ba kyõ thuaät baét ñaàu baèng chöõ T naøy ñöôïc xem laø ba
coâng cuï chuû yeáu cuûa saûn xuaát trình ñoä theá giôùi (World
Class Manufacturing).
Ba kỹ thuật bắt đầu bằng chữ T

LỊCH SỬ PHAÙT TRIEÅN
TPM

Trong nhöõng thaäp nieân 1950 vaø 1960 coâng nghieäp
Nhaät baûn ñaõ thöïc hieän moät chöông trình xaây döïng
nhanh choùng caùc nhaø maùy vaø cô sôû saûn xuaát ñaït naêng
suaát cao.
Trong khi quaù trình naøy dieãn ra, roõ raøng laø naêng suaát
vaø chaát löôïng saûn phaåm trong coâng nghieäp chòu aûnh
höôûng raát lôùn bôûi tình traïng cuûa caùc nhaø maùy vaø cô sôû
saûn xuaát.
Ñeå kieåm soaùt nhöõng yeáu toá naøy, caùc kyõ thuaät baûo trì
nhaø maùy ñöôïc nhaäp töø Hoa Kyø.
LỊCH SỬ PHÁT TRIỂN TPM

Troïng taâm cuûa baûo trì nhaø maùy laø Baûo trì phoøng ngöøa,
sau naøy ñöôïc caûi tieán thaønh moät phöông phaùp goïi laø
Baûo trì naêng suaát, do Coâng ty General Electric phaùt
trieån nhaèm naâng cao naêng suaát.
Baûo trì nhaø maùy, cuøng vôùi coát loõi cuûa noù laø Baûo trì
phoøng ngöøa, ñaõ daãn ñeán söï hình thaønh caùc toå chöùc baûo
trì chuyeân saâu, xaây döïng caùc heä thoáng baûo trì nhaø maùy
vaø phaùt trieån caùc coâng ngheä chaån ñoaùn.
Thoâng qua caùc hoaït ñoäng naâng cao hieäu quaû cuûa coâng
taùc baûo trì, baûo trì nhaø maùy ñaõ goùp phaàn ñaùng keå vaøo
söï phaùt trieån cuûa coâng nghieäp.
LỊCH SỬ PHÁT TRIỂN TPM

TPM laø moät chöông trình do Vieän baûo trì nhaø maùy
Nhaät Baûn (JIPM) ñeà xuaát vaø trieån khai töø naêm 1971.
Töø ñoù ñeán nay TPM ñaõ coù nhöõng böôùc tieán boä vöôït
baäc, laø ñoäng löïc chuû yeáu thuùc ñaåy söï gia taêng naêng suaát
vaø söï thaønh coâng cuûa coâng nghieäp Nhaät Baûn.
JIPM xem TPM laø bieän phaùp coù hieäu quaû nhaát, chaéc
chaén nhaát ñeå Saûn xuaát ñaït trình ñoä theá giôùi.
LỊCH SỬ PHÁT TRIỂN TPM

Hieän nay TPM ñöôïc aùp duïng vôùi moät qui moâ ngaøy
caøng roäng raõi trong caùc lónh vöïc nhö TPM vaên phoøng vaø
TPM kyõ thuaät, ñoàng thôøi giaù trò cuûa noù cuõng vöôn daøi ra
töø baûo trì ñeán quaûn lyù. Roõ raøng laø ngaøy nay TPM laø moät
kyõ thuaät lyù töôûng ñeå thuùc ñaåy vaø ñaûm baûo Saûn xuaát
trình ñoä theá giôùi (Tokutaro Suzuki, Phoù chuû tòch Vieän
Baûo trì Nhaø maùy Nhaät baûn).
LỊCH SỬ PHÁT TRIỂN TPM

Baûo trì naêng suaát toaøn diện ñöôïc ñònh nghóa ngaén goïn nhö sau :
“Baûo trì naêng suaát ñöôïc thöïc hieän bôûi taát caû caùc nhaân vieân
thoâng qua caùc nhoùm hoaït ñoäng nhoû nhaèm taêng toái ña hieäu
suaát söû duïng maùy moùc thieát bò”.
Trong phöông dieän naøy TPM nhìn nhaän raèng caùc tình huoáng
baûo trì khaùc nhau trong moät coâng ty coù theå caàn nhieàu phöông
phaùp khaùc nhau ñeå thöïc hieän coù hieäu quaû moät giaûi phaùp, nhöõng
giaûi phaùp naøy coù theå thay ñoåi töø maùy naøy ñeán maùy kia hoaëc töø
nhaø maùy naøy ñeán nhaø maùy kia. Nhieàu kyõ thuaät duøng trong
TPM khoâng môùi meõ gì, caùi môùi laø vaên hoùa Nhaät Baûn ñaõ xaâm
nhaäp vaøo TPM vôùi söï tham gia cuûa toaøn boä nhaân vieân vaø söï
lieân keát giöõa caùc nhoùm hoaït ñoäng nhoû.
ÑÒNH NGHÓA TPM

Nhöõng ñoùng goùp quan troïng cuûa TPM vaøo lyù thuyeát baûo
trì laø noù ñaõ phaù boû raøo caûn hoaëc ranh giôùi giöõa boä phaän
baûo trì vaø boä phaän saûn xuaát trong moät coâng ty.
Moät tö töôûng veà “chuùng toâi taïo döïng, caùc anh ñaäp ñoå ”
ñaõ bò loaïi boû hoaøn toaøn khi TPM ñöôïc aùp duïng coù hieäu
quaû.
Vieäc naøy ñaõ mang laïi nhöõng lôïi ích khoång loà trong saûn
xuaát vaø trong coâng ty cuûa hoï.
ÑÒNH NGHÓA TPM

Theâm vaøo ñoù veà phöông dieän caûi tieán lieân tuïc,
TPM ñaõ loaïi boû söï töï maõn trong moät toå chöùc, thay
vaøo ñoù laø moät yù thöùc cao veà muïc tieâu.
Muïc tieâu ñoù laø nhöõng coá gaéng ñeå ñaït ñeán tình traïng
hö hoûng cuûa thieát bò baèng khoâng.
Vì vaäy naêng suaát, chaát löôïng saûn phaåm vaø khaû naêng
saün saøng cuûa thieát bò ñaït toái ña.
ÑÒNH NGHÓA TPM

Noäi dung ñaày ñuû hôn cuûa TPM
@ Muïc tieâu toái ña hoùa hieäu quaû cuûa thieát bò saûn xuaát
veà maët hieäu suaát kinh teá vaø khaû naêng sinh lôïi.
@ Thieát laäp moät heä thoáng baûo trì saûn xuaát xuyeân suoát
bao goàm coâng taùc baûo trì phoøng ngöøa, caûi thieän khaû
naêng baûo trì vaø baûo trì phoøng ngöøa cho toaøn boä chu kyø
soáng cuûa moät thieát bò.
@ Thöïc hieän baûo trì naêng suaát trong coâng ty bôûi taát caû
caùc phoøng ban töông öùng.

Noäi dung ñaày ñuû hôn cuûa TPM
@ Söï tham gia cuûa taát caû nhöõng thaønh vieân trong
coâng ty töø laõnh ñaïo ñeán coâng nhaân taïi phaân xöôûng
trong vieäc aùp duïng baûo trì naêng suaát.
@ Xuùc tieán baûo trì naêng suaát thoâng qua caùc hoaït
ñoäng nhoùm baûo trì nhoû töï quaûn.
@ Baûo trì naêng suaát toaøn boä laø moät chieán löôïc baûo
trì laøm neàn taûng cho saûn xuaát, naâng cao chaát löôïng
saûn phaåm vaø giaûm chi phí.

TRIEÁT LYÙ CUÛA TPM
@ TPM nhaèm muïc tieâu taïo ra moät heä thoáng phoái hôïp
laøm cöïc ñaïi hieäu suaát cuûa heä thoáng saûn xuaát (naâng cao
hieäu suaát toaøn boä).
@ TPM hình thaønh caùc heä thoáng phoøng ngöøa nhöõng
toån thaát xaûy ra trong saûn xuaát vaø taäp trung vaøo saûn
phaåm cuoái cuøng. Caùc heä thoáng naøy nhaèm ñaït ñöôïc
“khoâng tai naïn, khoâng khuyeát taät, khoâng hö hoûng”
trong toaøn boä chu kyø hoaït ñoäng cuûa heä thoáng saûn xuaát.
@ TPM ñöôïc aùp duïng trong toaøn boä caùc phoøng, ban, boä
phaän nhö thieát keá, saûn xuaát, phaùt trieån vaø haønh chaùnh.

TRIEÁT LYÙ CUÛA TPM
@ TPM döïa treân söï tham gia cuûa toaøn boä caùc thaønh
vieân, töø ngöôøi laõnh ñaïo cao nhaát ñeán caùc nhaân vieân
tröïc tieáp saûn xuaát.
@ TPM ñaït ñöôïc caùc toån thaát baèng khoâng thoâng qua
hoaït ñoäng cuûa caùc nhoùm nhoû 5 S: Seiri (saøng loïc);
Seiton (saép xeáp); Seiso (saïch seõ); Seiketsu (saên
soùc); Shitsuke (saün saøng).
@ Ý nghĩa chữ T trong TPM: Total (toàn bộ)
- Hieäu suaát hoaït ñoäng toaøn boä.
- Heä thoáng hoùa toaøn boä.
- Söï tham gia cuûa toaøn boä caùc thaønh vieân.

CÁC MỤC TIÊU CỦA
TPM

Các mục tiêu chung của TPM

Các mục tiêu cụ thể của TPM (1)
1. Sản xuất
- Đat tối thiểu 90% OEE.
- Chay máy ca trong thời gian ăn trưa.
(Bữa cơm trưa là cho người vận hành chứ
không phai cho máy!)
2. Chất lượng
Vận hành máy sao cho không có than phêền
của khách hàng.
3. Chi phí
Giam chi phí san xuất khoang 30%.

Các mục tiêu cụ thể của TPM (2)
4. Giao hàng
Giao hàng thành công 100% như mong muốn
của khách hàng.
5. An toàn
Duy trì môi trường làm việc không có tai nan.
6. Nhân lực
- Tăng gấp 3 lân số đề nghị cai tiến.
- Phát triển nhân viên đa kỹ năng và lih hoat
trong công việc bao trì.

KẾT QUẢ ÖÙNG DUÏNG CUÛA TPM TAÏI
COÂNG TY COÂNG NGHIEÄP TOPY (SAÛN XUAÁT BAÙNH XE OÂTOÂ)
TÖØ NAÊM 1981 ÑEÁN 1983:
- Naêng suaát lao ñoäng taêng 32%.
- Soá tröôøng hôïp hoûng maùy giaûm 81%
- Thôøi gian thay duïng cuï giaûm 50 % - 70%
- Tæ leä söû duïng thieát bò taêng 11%
- Chi phí do pheá phaåm giaûm 55%
- Tæ leä doanh thu taêng 50%

4 NỀN TẢNG CỦA TPM
4
NỀN TẢNG
ĐỊNH HƯỚNG
VÀO
KHÁCH HÀNG
ĐỊNH HƯỚNG
VÀO
THIẾT BỊ
ĐỊNH HƯỚNG
VÀO
CON NGƯỜI
ĐỊNH HƯỚNG
VÀO
XƯỞNG SX

4 + 1 CHỈ SỐ CẦN ĐẠT CỦA TPM
4 + 1
CHỈ SỐ
ZERO KHUYẾT TẬT
ZERO NGỪNG MÁY
ZERO TAI NẠN
ZERO ĐIỀU CHỈNH LẠI
OEE max
HIỆU QUẢ SỬ DỤNG
THIẾT BỊ TOÀN BỘ
(OEE)

Hiệu quả sử dụng thiết bị toàn bộ
Đo lường hiệu quả hoạt động của máy móc, thiết bị
bằng OEE
OEE = A x E x Q
OEE: Overall Equipment Effectiveness
(Hiệu quả sử dụng thiết bị toàn bộ)
A: Availability (Chỉ số khả năng sẵn sàng)
E: Efficiency (Hiệu suất)
Q: Quality (Chỉ số chất lượng)

Hiệu quả sử dụng thiết bị toàn bộ
Chỉ số khả năng sẵn sàng =
Thời gian máy chạy/ Thời gian đã được lập kế hoạch
sản xuất
Chỉ số chất lượng =
Số sản phẩm tốt/ Tổng số sản phẩm
Hiệu suất gồm hai thành phần:
E1: Hiệu suất sử dụng máy.
E2: Hiệu suất máy.

Hiệu quả sử dụng thiết bị toàn bộ
Hiệu suất sử dụng máy =
Số lượng máy được sử dụng/ Tổng số máy
Hiệu suất máy =
Tốc độ sản xuất thực tế/ Tốc độ sản xuất lý thuyết =
Sản lượng thực tế/ Sản lượng lý thuyết
Hiệu suất =
Hiệu suất sử dụng máy x Hiệu suất máy
OEE = A x E1 x E2 x C

Hiệu quả sử dụng thiết bị toàn bộ
Trong saûn xuaát trình ñoä theá giôùi (world class manufacturing), ngöôøi ta ñöa ra giaù trò OEE caàn ñaït nhö sau:
A 90%; E 95%; C 99%.
Nghóa laø OEE 85% (90% . 95% . 99%).

CÁC TRỤ CỘT CỦA TPM

12 TRỤ CỘT CỦA TPM
12
CỘT TRỤ
BẢO TRÌ
TỰ QUẢN
LẬP KẾ HOẠCH VÀ
KIỂM SOÁT BẢO TRÌ
5S
ĐÀO TẠOBẢO TRÌ CÓ
KẾ HOẠCH
AN TOÀN,
SK VÀ MT
LEAN &
6 SIGMA
TPM VĂN PHÕNG
CMMS
QUẢN LÝ PHỤ TÙNG
VÀ TỒN KHO
BẢO TRÌ ĐỂ ĐẢM
BẢO CHẤT LƯỢNG
KAIZEN

TRỤ CỘT 1
5S

TRỤ CỘT 1 - 5S
Từ tiếng NhậtDịch sang tiếng
Anh
Từ tương đương
chữ S
Seiri Organisation Sort
Seiton Tidiness Systematise
Seiso Cleaning Sweep
Seiketsu Standardisation Standardise
Shitsuke Discipline Self - Discipline

NHỮNG HOẠT ĐỘNG 5S
CHỦ ĐỀ CÁC HOẠT ĐỘNG ĐIỂN HÌNH
Tổ chức
(SEIRI)
Quan lý phân
cấp và xac
định các
nguyên nhân
1. Vứt bỏ mọi thứ
không cân thiết.
2. Xac định cac
nguyên nhân gây
bụi bặm và rò rỉ.
3. Sắp xếp nhà.
xưởng, văn
phòng.
4. Xư lý cac khuyết
tật và gãy vỡ.
5. Kiểm soat cac bao bi, nắp
che để ngăn ngừa rò rỉ và đổ
tháo.
6. Làm vệ sinh nền nhà.
7. Tổ chức nhà kho
8. Dọn bỏ bụi bặm, rac rưởi và
ba via.
9. Tẩy rưa cac vết dâu mỡ.
TRỤ CỘT 1 - 5S (tt)

CHỦ ĐỀ CÁC HOẠT ĐỘNG ĐIỂN HÌNH
Ngăn nắp (SEITON)
Lưu trữ theo chức năng
và tranh phai tim kiếm
cac thứ cân thiết.
1. Mỗi thứ phai có
chỗ của nó và
được chỉ định rõ
ràng.
2. Lưu trữ và lấy ra
trong vòng 30 giây.
3. Lập hồ sơ cac tiêu
chuẩn .
4. Phân vùng và
đanh dấu cac vị
trí, chỗ để đồ vật.
5. Loai bỏ nắp và
khóa.
6. Cai nào vào trước
thi ra trước
7. Cac bang yêu câu giữ gin
trật tự ngăn nắp.
8. Cac bang yêu câu dễ đọc.
9. Cac đường thẳng và góc
vuông.
10. Sắp xếp chỗ theo chức
năng cho trật tự, chi tiết
may, ngăn kệ dụng cụ,
thiết bị và cac thứ khac.
NHỮNG HOẠT ĐỘNG 5S (tt)
TRỤ CỘT 1 - 5S (tt)

CHỦ ĐỀ CÁC HOẠT ĐỘNG ĐIỂN HÌNH
Sạch sẽ (SEISO)
Làm vệ sinh là kiểm
soat và đat mức độ
sach sẽ mong muốn
1. Thực hành 5S
nhanh chóng.
2. Trach nhiệm ca
nhân.
3. Làm cho việc làm
vệ sinh và kiểm
soat dễ dàng hơn.
4. Thúc đẩy phong
trào sach và xanh.
5. Mỗi người đều là người
giữ nhà.
6. Thực hiện việc kiểm soat
tinh trang vệ sinh.
7. Làm vệ sinh ca những
chỗ mà mọi người không
chú ý.
NHỮNG HOẠT ĐỘNG 5S (tt)
TRỤ CỘT 1 - 5S (tt)
CHủ Đề CÁC HOẠT ĐỘNG ĐIỂN HÌNH
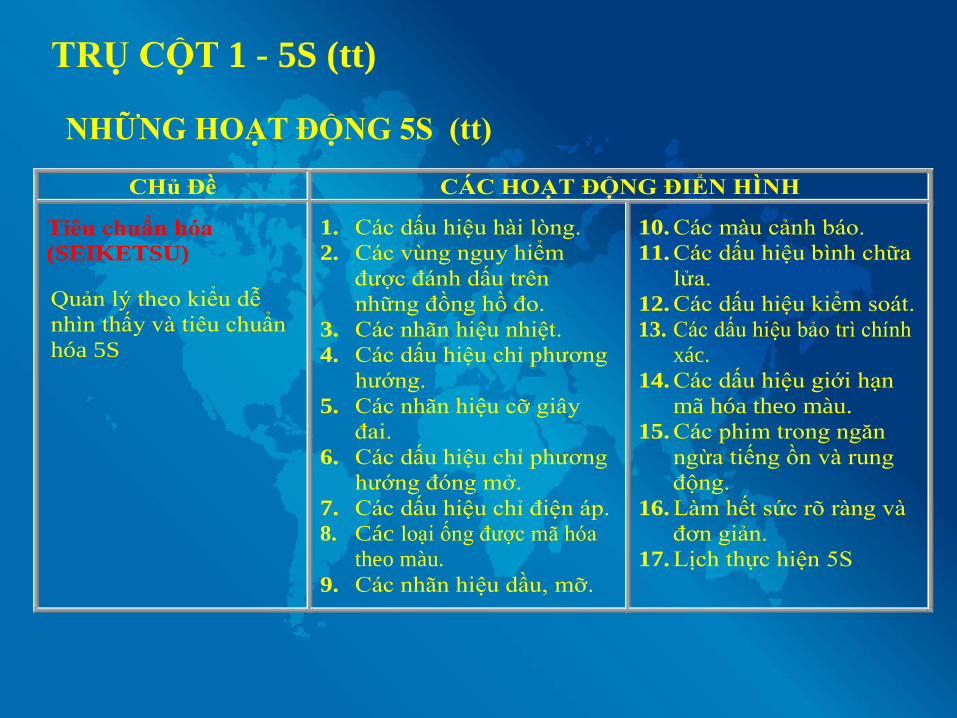
Tiêu chuẩn hóa
(SEIKETSU)
Quan lý theo kiểu dễ
nhin thấy và tiêu chuẩn
hóa 5S
1. Cac dấu hiệu hài lòng.
2. Cac vùng nguy hiểm
được đanh dấu trên
những đồng hồ đo.
3. Cac nhãn hiệu nhiệt.
4. Cac dấu hiệu chỉ phương
hướng.
5. Cac nhãn hiệu cỡ giây
đai.
6. Cac dấu hiệu chỉ phương
hướng đóng mở.
7. Cac dấu hiệu chỉ điện ap.
8. Các loai ống được mã hóa
theo màu.
9. Cac nhãn hiệu dâu, mỡ.
10. Cac màu canh bao.
11. Cac dấu hiệu binh chữa
lưa.
12. Cac dấu hiệu kiểm soat.
13. Cac dấu hiệu bao tri chính
xác.
14. Cac dấu hiệu giới han
mã hóa theo màu.
15. Cac phim trong ngăn
ngừa tiếng ồn và rung
động.
16. Làm hết sức rõ ràng và
đơn gian.
17. Lịch thực hiện 5S
NHỮNG HOẠT ĐỘNG 5S (tt)
TRỤ CỘT 1 - 5S (tt)

CHỦ ĐỀ CÁC HOẠT ĐỘNG ĐIỂN HÌNH
Kỷ luật (SHITSUKE)
Hình thành thói quen và
một chỗ làm việc có kỷ
luật
1. Cùng nhau làm vệ sinh.
2. Thời gian luyện tập.
3. Mang giày an toàn.
4. Quan lý không gian làm
việc chung.
5. Thực tập hành động khi
có bao động khẩn cấp.
6. Trach nhiệm cá
nhân.
7. Thực tập điện
thoai và thông
tin liên lac .
8. Cac sổ tay 5S.
9. Thấy là tin.
NHỮNG HOẠT ĐỘNG 5S (tt)
TRỤ CỘT 1 - 5S (tt)

TRỤ CỘT 2
BẢO TRÌ TỰ QUẢN

Làm thế nào để triển khai
bảo trì tự quản
trong hoạt động TPM?
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN

NgưỜI vận hành liên tục phục hồi những hư hỏng của thiết
bị mà họ sử dụng, nhằm tận dụng hết năng suất của chúngvà từ đó góp phần tăng cường tính hiệu quả của hệ thống sảnxuất.
Hoạt động này là rất có lợi cho quá trình tái cơ cấu trongquản lý nguồn lực và cho công tác tự quản lý của các nhâncông mới, là những người vừa trải qua các khoá đào tạo vàtập huấn, do đó, họ đã được trang bị những kiến thức vàquan niệm mới.
Bảo trì tự quản là gì?
Quản lý chương trình bảo trì tự quản
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Chú ý 1: Các bước bảo trì tự quản có thể mềm dẻo, linh
hoạt, phù hợp với trình độ, kỹ năng của công nhân và vớitừng loại thiết bị
Kỹ năng cơ khí và trình độ hiểu biết ĐiệnHoá họcM
ức đ
ộ k
ỹ n
ăn
g v
à t
rìn
h đ
ộ h
iểu
biế
t
Cao Chuyên nghiệp
Tự động
Linh hoạt
Làm sạch ban đầu
Tháo và lắp máy
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Người
Nguyên liệuPhương thức
máy
Hệ thống sản xuất
Chú ý 2: Vùng hoạt động mở rộng dần từ cải tiến thiết bị đến cải tiến hệ thống sản xuất
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Chú ý 3: Bảo trì tự quản là một cách để gắn người vận hành với người quản lý
Vòng quản lý
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Làm mới môi trường làm việc nhờ bảo trì tự quản
Các bước bảo trì tự quản Các bước bảo trì tự quản Các bước bảo trì tự quản
Bước 1: làm sạch ban đầuBước 2: tìm nguyên nhân làm Bước 5: tổng thanh tra kỹ năng Bước 7: Tổ chức và đưa ra ưu tiên
bẩn máy Bước 6: thanh tra tự động Bước 8: quản lý tự động
Bước 3: Sửa những chỗ hỏngnặng
Bước 4: chuẩn hoá hoạt động bảo trì
Thay đổi cách nghĩ
hư hỏng và sự cố ảnh hưởng xấu đến công việc
Động cơ Ảnh hưởng Ảnh hưởng
*Nêu gương tốt Thay đổi hư hỏng Thay đổi Một vài hội thảo thay đổi
với lãnh đạo Thiết bị và sự cố Thói quen “Không có” và/hoặc “có” sự
cố
làm mới
* Muốn làm cái giảm chỗ làmmọi người cần
Thay đổi hành động
* Thực hiện các bướccải tiến
* Thực hiện tiêu chuẩn hóa hoạt động bảo trì
* Sửa chữa và giám sát *Sửa chữa và cải tiến để có kết quả tốt
* Giám sát các biểu hiện bất thường
* Sửa chữa các hư hỏng, cải tiến chi tiết
*Kết quả tốt làm mọi người vui vẻ
Chính sách đổi mới
TPM-6.doc
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

bả
o t
rì t
ự q
uả
n t
ron
g
hệ
th
ốn
g s
ản
xu
ất
Các
chi tiết
của h
ệ t
hống
bảo t
rìliê
n t
ục
* Học về từng chi tiết trong hệ thốngsản xuất như nguyên vật liệu, quá trìnhsản xuất, chất lượng, phân phối JIT vàgiá thành.
* Phát triển khả năng KAIZEN và quảnlý bán hàng
* Thiết lập quản lý tự động trong PQCD.
* Quản lý tự động tạo ra môi trường antoàn và trung thực
6. Quản lý chất lượng
Duy trì tính kỷ luật và sự chia sẻ thông tin trong công ty.
Mọi người sẽ nắm được các dữ kiện và phân tích dữ kiện.
7. Quản lý tự động hoàn toàn và quản lý bán hàng
Phát triển cao hơn, xa hơn mục tiêu và chính sách của công ty.
Tăng tính thường xuyên của các hoạt động cải tiến.
1. Làm sạch ban đầu2. Xác định và đo mức độ hư hỏng3. Làm sạch và tra dầu đúng quy định
4. Kiểm tra toàn bộLàm theo đúng sách hướng dẫn kiểm tra thiết bị. Phát hiện và sửa chữa các hư hỏng nhỏ5. Kiểm tra tự độngPhát triển và sử dụng tài liệu hướng dẫn kiểm tra tự động
* Nghiên cứu cấu trúc, tính năng và kỹ
năng bảo trì của thiết bị để tận dụng hết
tính năng của chúng
* Đo lường mức độ xuống cấp của thiết bị
Bảo t
rì
cơ b
ản
Bảo t
rìtính n
ăng
Bả
o t
rì t
ự q
uả
n t
hiế
t b
ị
* Loại bỏ các hư hỏng hàng ngày của
thiết bị bằng cách lau chùi và kiểm traốc vít thường xuyên.* Giảm thời gian lau chùi và thay dầu.
BướcGiai đoạn
Làm thế nào để quản lý bảo trì tự quản
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Bước 1: Làm sạch ban đầu
Bốn danh sách của bước 1
Ngày Chỗ hư hỏng Các đánh giáĐánh giá bởi
Prod. Maint. P. Eng.Vị trí
công tácNgày
dự kiếnNgày
h.thành
Ngày Câu hỏi Thực hiện Ngày
dự kiếnCâu trả lời hoặc đánh giá
Ngày Ở đâu Tìm thấy bởiCái gì
Ngày Chỗ khó làm việc Tìm thấy bởi
1/ Danh sách những chỗ hư hỏng
2/ Bảng câu hỏi
3/. Danh sách nguyên nhân gây hư hỏng
4/. Danh sách những chỗ khó làm việc
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Ngày Chỗ hư hỏng Đánh giáThực hiện bởi
Prod. Maint. P. Eng.
Vị trí công tác
Ngàybắt đầu
Ngày Hoàn thành
07.13 Rubber seal of cover Đổi một cái mới Soos Laszlo 07.25 07.30
Ngày Câu hỏi Thực hiệnNgày
bắt đầuĐánh giá hoặc trả lời
11.04 Tại sao khí nén không thể lên quá 4.5 kg/cm
2 ?
Vì ống khí có thể bị vỡ. Hãy kiểm tra ống khí.
Trần Văn Bảo 25/11/2012
Ngày Ở đâu Tìm thấy bởiCái gì
11.06 Hộp làm nguội của máy HPC-1 Chất lỏng chảy ra ngoài Nguyễn Văn An
Ngày Chỗ khó làm việc Phát hiện bởi
11.29 Ống khí của máy KB-1 rất khó kiểm tra vì để ở chỗ cao quá Lê Văn Thanh
1/ Danh sach những chỗ hư hỏng
2/. Bang câu hỏi
3/. Danh sách nguyên nhân gây hư hỏng
4/. Danh sach những chỗ khó làm việc
Bốn danh sách của bước 1
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)
Bước 1: Làm sạch ban đầu
V

Một phiếu PM
AMSTEP10.ppt
Công việc:AM: bảo trì tự quảnPT: đội dự ánFM: bảo trì định kỳ
Phiếu PM No. Loại AM FM PJ Step 1 2 3 4 5 6 7
Định dạng bởi: PM
nhóm:
Tóm tắt sự cố : Ngày định dạng :
Công việc 1. Nhóm PM thực hiện 2. theo yêu cầu• Phần này dược thực hiện bởi người phát hiện ra sự cố sau khi đã kiểm tra tại chỗ những công việc đội PM đã làm
PM thẻ hành động (B) No.
Tóm tắt sự cố: Ngày định dạng:
Chương trình hành động: Ngày bắt đầu:
Người kiểm tra: (PM leader)(Supervisor)
Công việc 1. Thực hiện bởi nhom PM2. Theo yêu cầu
Tóm tắt những việc đã làm
Ngày hoàn thành: do: T
rả v
ề c
ho
ng
ườ
i g
ửi
Đục lỗ
Xác định bởi: PM nhóm:
Phòng: Đội:
Tổ: Thiết bị:
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Bước 2: Đánh giá, xác định nguyên nhân hư hỏng
Bước 2 được chia thành các bước nhỏ như sau:
1. Kiểm tra lại nguyên nhân gây bẩn
2. Kiểm tra lại những chỗ khó làm sạch
3. Chuẩn bị làm sạch thăm dò
4. Ước lượng khoảng thời gian làm sạch
5. Chọn thời điểm làm sạch
6. Đặt mục tiêu cải tiến
7. Tìm cách xác định và đo lường các nguồn gây bẩn
7.1 Tiến hành các bản phân tích lý do tại sao nhiễm bẩn
7.2 Lập kế hoạch phục hồi
7.3 Tiến hành phục hồi
7.4 Đánh giá kết quả công việc
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

8. Tìm cách xác định và đo lường những vùng khó làm sạch
8.1 Tiến hành các bản phân tích lý do tại sao
8.2 Lập kế hoạch hành động
8.3 Triển khai hành động
8.4 Đánh giá kết quả công việc
9. Xem lại các tiêu chuẩn làm sạch
10. Đánh giá những vấn đề còn tồn tại
11. Xây dựng chương trình phục hồi ngắn hạn
12. Tiến hành kiểm tra về bảo trì tự quản
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)
Bước 2: Đánh giá, xác định nguyên nhân hư hỏng (tt)

Bước 2: Xác định nguồn gây bẩnPhân tích nguyên nhân
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)
Nguyên nhân là do những nguyên vật liệu lạ nào và từ đâu đến?
Những nguyên vật liệu lạ này làm nhiễm bẩn như thế nào ?
Tại sao lại xuất hiện các vật liệu lạ? Tại sao? Tại sao?
Các biện pháp loại bỏ nguồn gây bẩn
Những c
ông v
iệc
ưu t
iên làm
trư
ớc
Ngăn chặn sự lây nhiễm không mong muốn
Sửa lại những vùng khó làm sạch
Độ an toàn Chất lượng Sự cố Sự cố nhỏ Phục hồi Đánh giá Thời gian làm sạch

Bước 3: Làm sạch và bôi trơn thông thường
Hệ thống kiểm soát bôi trơn
Chọn nhóm PM mẫus
Chọn người quản lý mẫus
Tiến hành hướng dẫn bôi trơn
Định vị các điểm và khu vực cần bôi trơn
Danh sách các điểm và khu vực cần bôi trơn
Việc bôi trơn liên quan đến sự cố cả thiết bị như thế nào Bôi trơn ?
Công việc đã làm ?
Sửa chữa sự cố thiết bị
Trong bảo trì tự quản
Tiến hành bôi trơn thăm dò
Bôi trơn thăm dò thông thường
Ước lượng thời gian bôi trơn
Xác định vùng khó bôi trơn
Danh sách vùng khó làm việc
Lập tiêu chuẩn bôi trơn
Bôi trơn và kiểm tra thường xuyên
Xác định các điểm và khu vực bôi trơn
Chuẩn bị hướng dẫn bôi trơn
Giáo trình đào tạo
Lập sổ theo dõi bôi trơn và giám sát
Xác định những chỗ phảibôi trơn thường xuyên
Kiểm tra sổ theo dõi bôi trơnvà giám sát
Sửa chữa thiết bị hỏng
Chỗ bôi trơn thông thường
sổ theo dõi bôi trơn và giám sát
Cải tiến hệ thống kiểmtra bôi trơn
Sửa chữa những vùng khó bôi trơn
So sánh và cải tiến tiêu chuẩn
Kiểm tra bôi trơn bằng phương pháp phức tạp hơn
Công việc cần làmr
Bảo trì tự quản Bảo trì định kỳ

Bước 4: Giám sát toàn bộ
Bước 4 được chia thành các bước nhỏ như sau:
1. Tiến hành đào tạo tổng thể.2. Tiến hành đào tạo chuyên sâu3. Tiến hành kiểm tra sau đào tạo.4. Lên danh sách giám sát.5. Lập danh mục giám sát.6. Sửa chữa những chỗ hư hỏng được phát hiện.7. Thực hiện kiểm tra thăm dò.8. Ước lượng thời gian kiểm tra.
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

9. Tiến hành công việc kiểm tra giám sát.
10. Đưa ra các cải tiến.
11. Xác định vùng khó kiểm tra.
12. Sửa chữa vùng khó kiểm tra.
13. Xem lại các quy định về giám sát.
14. Xác định những chỗ phải thường xuyên kiểm tra.
15. Xem lại kỹ năng tự kiểm tra của người sử dụng thiết bị.
16. Xây dựng chương trình sửa chữa ngắn hạn.
17. Tiến hành một cuộc tổng kiểm tra về bảo trì tự quản.
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)
Bước 4: Giám sát toàn bộ (tt)

Overall Inspection Phiếu kiểm tra
Mạch
nối
Đẩy n
út
và t
ắt
côn
g t
ắc
Giớ
i h
ạn
cô
ng
tắc
Bật
côn
g t
ăc
chín
h x
ác
Côn
g t
ắc
gần
Các
côn
g t
ắc
Qu
an
g đ
iện
Côn
g t
ắc
tự
độn
g
Đồ t
hay t
hế
Cầu
ch
ì
Nh
iệt
kế
Nh
iệt
kế
tha
y t
hế
Th
iết
bị
đo
am
pe.
Th
iết
bị
đo
vô
nte
Độn
g c
ơ
Khởi động không đúng do lỏng dây
Hỏng nặng, vỡ gẫy, biến dạng hay bị
nung chảy
Thiệt hại
Quá nhiệt, tiếng động lạ hoặc máy hỏng
Sự dính bám của chất lỏng gây hại, mảnh
vụn của kim loại, hoặc của chất thải.
Quá năng suất do huy động máy móc
Va chạm hoặc chịu lực
Lắp đặt tai nơi bị rung
Che chắn đúng cách để tránh va chạm
Khả năng hư hỏng hiện thời
Các bộ phận và mạch nối thừa
Sắp xếp lại đúng vị trí các bộ phận
Tổng thời gian sắp xếp va kiểm tra
Đưa máy đo về đúng vị trí
Những chỗ được kiểm tra
Pa
rts
typ
e
Bộ phận điện

Bước 4: Các bước tổng kiểm tra
Xác định các vấn đề cần tổng kiểm tra
Chuẩn bị giáo trình đào tạo
Kế hoạch chi tiết
Đào tạo trưởng nhóm
Chuẩn bị đào tạo mở rộng
Tiến hành đào tạo mở rộng
Tiến hành tổng kiểm tra
Tiến hành họp các nhóm PM
Sửa chữa thiết bị hỏng
Tiến hành kiểm tra thăm dò
Kiểm tra kỹ năng người sử dụng thiế bị
Tự kiểm tra và thực hiện kiẻm tra
Kiểm tra bảo trì tự quản
Sửa chữa các điểm yếu được phát hiện trong quá trình kiểm tra
Đội bảo trì
Đội bảo trì
Đội bảo trì
Nhóm lãnh đạo và quản lý
Nhóm lãnh đạo
Thành viên nhóm PM
Thành viên nhóm PM
Thành viên nhóm PM và người bảo trì
Thành viên nhóm PM
Nhóm lãnh đạo
nhóm lãnh đạo
Quản lý và kỹ sư
Thành viên đội PM và người bảo trì
Ch
uẩ
n b
ịĐ
ào t
ạo
Tổng k
iểm
tra
Ho
àn t
hàn
h
Khoá, điện, nguồn, bộ chuyền động, thuỷ lực, khí lực
Bốn danh sách
Kiểm tra thường xuyên
Phiếu đánh giá kỹ năng
Tiến hành kiểm tra các thiết bị mẫu
Tất cả các chi tiết máy được chỉ địnhallocated
Vật liệu kỹ thuậtPhiếu kiểm tra
Phương thức kiểm tra
Ch
uẩn
bị
cho c
ác
cuộc
kiể
m t
ra s
au
Đội bảo trì

Bước 5: Bảo trì tự quản thông thường
Bước 5 gồm các bước nhỏ sau:
1. Xem xét những công việc còn lại sau các bước từ 1 đến 4.
2. Giải quyết các vấn đề còn tồn tại.
2.1 Xác định các vấn đề trong giai đoạn làm sạch và bôitrơn đã thực hiện trong bước 3 và giai đoạn kiểm tra thôngthường trong bước 4.
2.2 Lập kế hoạch và thực hiện các công việc sửa chữa.
2.3 Đánh giá kết quả làm việc.
3. Sửa chữa các sự cố và hư hỏng nhỏ.
3.1 Kiểm tra nguyên nhân.
3.2 Lập kế hoạch và thực hiện sửa chữa.
3.3 Đánh giá kết quả làm việc
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

4. Tiến hành kiểm tra thăm dò thường xuyên.
5. So sánh với các tiêu chuẩn bảo trì của bảo trì toàn bộ.
6. Tiến hành kiểm tra.
7. Lập kế hoạch kiểm tra thăm dò thường xuyên.
8. Tiến hành kiểm tra thường xuyên.
9. Xem xét lại quá trình làm sạch bôi trơn và kiểm tra thôngthường.
10. Tiến hành bảo trì tự quản thông thường và chi tiết.
11. Xây dựng chương trình sửa chữa ngắn hạn.
12. Tiến hành tổng kiểm tra bảo trì tự quản.
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)
Bước 5: Bảo trì tự quản thông thường (tt)

Thời gian (phút)
Bước 2 Bước 3 Step 4 Step 5
4 -1 4 -2 4 -3 4 -4
Chốt
Điệ
n 2
-4
Nguồn
chuyền
động
Thuỷ lực
và k
hí
lực
Làm sạch, bôi trơn và kiểm tra
Làm sạch
Làm sạch và bôi trơn
2
2
2
2
10 phút
5 phút
3 8
16phút
Cải tiến
5
10
15
Tiết kiệm thời gian nhờ hoạt động bảo trì tự quản
Phút sử dụng trên
một máy
Cited from :TPM IMPLEMENTATION by M.TAJIRI & F.GOTOH
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Tiêu chuẩn bảo trì tự quản
bảo trì tự quản tiêu chuẩn (làm sạch, bôi trơn, kiểm tra) Người thực hiên : Takemura Kenji Ngày bắt đầu: 1998. 07 29
Tình trạng gia công: N0.3 Cao su đúc Thiết bị : TR - 3 Người duyệt: Soos Laszlo Ngày đến hạn:
No
.
Vùng làm sạch
Động cơ chính của máy đúc cao
su
Đặc điểm
Không có sự nhiễm bẩn bất
thường do bụi, chất thải
Cách thức
Lau sạch bằng giẻ
Min.
10
Thời gian
Ngày Tuần
Tháng
Người chịu trách
nhiệm
Người sử
dụng máy1
2 Động cơ chính của máy nén như trên nt 10 nt
3 Đơn vị thuỷ lực nt nt nt5
4 Máy kiểm tra nhiệt độ nt nt nt2
5 Giá dỡ khuôn Cao su chảy và dây ra ngoài Quét bằng chổi 5 nt
Làm
sạch
No. Vùng làm sạch Min.Thời gian
Ngày Tuần Tháng
Loại dầu
bôiCông
cụ
10 Máy thuỷ lực điều chỉnh dầu Lượng dầu vượt quá vạch
quy định
vàng-56 Bơm tay1
Người sử
dụng máy
11Khí Dụng tra dầu mỡ Lượng dầu vượt qua vạch
quy địnhxanh-68
Máy
tra dầu1 nt
Bôi
trơ
n
16 Chi tiết quay nén Đủ mỡ nhờn trắng c-1 Súng hơi 3 nt
15 Bắt vít bánh răng của khớp thuỷ lựcLượng dầu vượt qua vạch
quy địnhXanh lá
cây-32
Máy tra
dầu 1Người sử
dụng máy
ditto xanh-68 ditto 1 ntDụng cụ chứa nước làm nguội
đĩa nóng
AMSTEP51.ppt
Đặc điểm Người chịu
trách nhiệm
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

bảo trì tự quản tiêu chuẩn (làm sạch, bôi trơn, kiểm tra) Người thực hiên : Takemura Kenji Ngày bắt đầu: 1998. 07 29
Tình trạng gia công: N0.3 Cao su đúc Thiết bị : TR - 3 Người duyệt: Soos Laszlo Ngày đến hạn
No
.Loại Đặc điểm phương pháp Min.
Thời gian
Ngày Tuần ThángNgười chịu
trách nhiệm
Người sử
dụng máy21
22 Máy thuỷ lực nt 1 nt
23Máy thuỷ lực
nt ditto nt1
24 chốt
Thay thế
nt
125Truyền lực
6
nt
26
điện27 1
28
5
nt
nt
1 nt
Vị trí Công việc sửa chữa
Máythuỷ lực Bộ phận nén dầu
của máy đo nhiệt1.0~2.0 kg/cm2 Nhìn bằng
mắt thườngChỉnh lại 1
Máy đo dầu của hệ
thống thuỷ lực35oC~ 55oC Tắt máy và gọi bộ
phận bảo trì.
Đồng hồ bơm thuỷ
lực
Bằng ống vệ sinh
Chân đế của bulông Không thất thoát Gõ nhẹXiết chặt lại
giá dỡ
khuôn bị hao mònKhông hao mòn nhìn
Truyền lựcDây curoa của quạt Không hao mòn nt ditto 1 nt
Cửa an toàn có khoá Không mất bulôngnt
nt
điệnĐèn và bảng điều
khiển máyKhông hư hỏng nt
xiết chặt lại
Thay thế
29Máy Thuỷ
và khí lực ống và máy Không rò rỉ hay
hư hỏng
Gọi bộ phận bảo
dưỡng
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Bước 6: Tiêu chuẩn bảo trì tự quản
Bước 6 gồm những bước nhỏ sau:
1. Chẩn đoán các phương án sửa chữa nhằm đạt chất lượng tốt
1.1 Mô tả biểu mẫu quy trình bảo đảm chất lượng
1.2 Đánh giá quy trình chất lượng
1.3 Các biện pháp phòng ngừa chống lại sự hư hỏng của các thành phẩm
1.4 Trưng bày sản phẩm
1.5 Phát hiện các sản phẩm có chất lượng xấu.
2. Chẩn đoán các phương án sửa chữa nhằm đạt chất lượng tốt cho các vậtliệu thô, dụng cụ đo, khuôn dẫn và bàn ren, tình trạng gia công
2.1. Xác định tình trạng chất lượng của chi tiết máy
2.2. Truy cập tình trạng chất lượng
2.3. Khắc phục tình trạng chất lượng.
2.4 Kiểm định và chuẩn hoá các danh mục được kiểm tra nhằm đảm bảotình trạng chất lượng.
3. Thiết lập hệ thống quy trình đảm bảo chất lượng
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Biểu mẫu đảm bảo chất lượng (QAFD) và quy trình chất lượng
En-1
(dòng axit)
En
(đĩa xoay lạnh)
En+2
(thùng xay)
Chất lượng
Độ mỏng
Bề rộng
Hình dáng
Bề mặt
Sai số cho phép
+ 0.30mm
+ 1.2% bề rộng
Nhỏ hơn 5mm
Phương án kiểm tra
Dùng tia X đo đồng hồ
máy trắc vi kế
Thước đo độ lồi
Dây hoặc thước đo
Tần suất kiểm tra
Toàn bộ độ dài
Ống xoắn thứ nhất của lần
đổi con lăn
Ống xoắn thứ nhất của
lần đổi ca
1/ 3 ống xoắn
Ống xoắn thứ nhất của lần
đổi con lăn
1/ 3 ống xoắn
ống xoắn thứ nhất của lần
đổi con lăn
1/ 5 ống xoắn
Theo dõi kiểm tra
Sổ ghi chép
Giấy yêu cầu cung cấp
ống xoắn
Giấy yêu cầu cung cấp
con lăn
Giấy yêu cầu cung cấp
con lăn
Ví dụ về quy trình chất lượng
•Sản phẩm ban đầu: bắt đầu công việc, thay đổi thiết bị, đánh giá, thay đổi công cụ hay khuôn mẫu
luân phiên, sửa chữa hoặc dịch vụ, thay đổi lô
Sản phẩm ban đầu, sản phẩm tạm thời
và thành phẩm
AMSTEP60.ppt
En
(Liên kết)
QnQn+1
Qn+2Qn-1
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Khắc phục những thay đổi trong tình trạng chất lượng là rất khó• Việc tháo dỡ thiết bị cần đảm bảo tình trạng chất lượng do đó cần nhiều thời gianvà nhân lực• Muốn tiến hành và kết thúc công việc đòi hỏi phải khắc phục hết các sự cốvề chất lượng của các chi tiết. Điều này yêu cầu sự tham gia của bộ phận bảo trì
Tình trạng chất lượng không rõ ràng* Người sử dụng máy và người bảo trì không nắm thật chính xác tình trạng chất lượng quản lý như thế nào và ở những bộ phận cụ thể nào của thiết bị* Tình trạng chất lượng là khái niệm quá rộng, mơ hồ và tỉ mỉ.* Tình trạng chất lượng được đánh giá dựa vào kinh nghiệm và cảm giác của người sử dụng thiết bị.* Khi thiết bị bắt đầu vận hành, phải thường xuyên kiểm tra và chạy thử.
2. Xác định tình trạng chất lượng dễ hay khó
Xác định tình trạng chất lượng rất khó vì:* Quá trình xác định tình trạng chất lượng là rất khó và phức tạp .* Việc thu thập và đánh giá yêu cầu tốn rất nhiều nhân công và thời gian
3. Tình trạng chất lượng có nhiều biến động
Tình trạng chất lượng luôn có nhiều biến động
• Lỗi hư hỏng đã được sửa chữa có thể tái diễn mặc dù chúng được điều chỉnh thường xuyên trong thời gian vận hành.
* Tiến hành thường xuyên sự điều chỉnh và sửa chữa trong thời gian vận hành
4. Tìm ra sự thay đổi củatình trạng chất lượng làkhó hay dễ
Tìm ra sự thay đổi của tình trạng chất lượng là rất khó
• Sự thay đổi của tình trạng chất lượng chỉ được phát hiện khi có một số lượng lớn sản phẩm sản xuất ra bị kém chất lượng
* Rất khó định dạng những thay đổi trong tình trạng chất lượng.
5. Khắc phục những thay đổi trong tình trạng chất lượng là khó hay dễ
1. Cần định lượng và xác định rõ tình trạng chất lượng
Năm đặc điểm trong bảo đảm chất lượng
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

Làm thế nào để ngăn chặn sự cố và hư hỏng của thành phẩm
Chất lượng sản phẩm
Sản phẩm chất lượng xấu
Tiêu huỷ: sau khi đánh giá, sản phẩm hỏng cần bị tiêu huỷ.
Sửa chữa : sau khi đánh giá, sản phẩm hỏng cần được sửa chữa theo quy trình hiện tại hoặc quy trình ngược
Giữ lại : Đánh giá phải được thực hiện bởi bộ phận bảo đảm chất lượng
Tái sản xuất: sau khi đánh giá, một phần hoặc toàn bộ sản phẩm có thế được tái sử dụng.
* Định nghĩa rõ ràng ?* Có cần thiết lắm không?* Có dễ hiểu không?* Có được quan sát tốt không ?* Dễ quan sát không ?* Có thể phát hiện ngay ra hư hỏng nếu xảy ra sự cố về chất lượng hay không ?
* Ghi chép lại những lần kiểm tra* Ghi chép lại quá trình vận hành
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

72
- Trụ cột này nhằm phat triển kha năng người vận hành phụ
trach những công việc bao tri nhỏ, giai phóng cho cac nhân
viên bao tri tay nghề cao dành thời gian cho họat động tao ra
gia trị gia tăng cao hơn và những công việc kỹ thuật phức tap.
- Người vận hành chịu trach nhiệm chăm sóc may để phòng
tranh may xuống cấp.
Chính sách:- Hoat động của thiết bị không bị gian đoan.
- Người vận hành linh hoat trong vận hành và bao tri thiết bị.
- Loai bỏ cac khuyết tật tai nguồn thông qua sự tham gia tích
cực của nhân viên.
- Thực hiện từng bước cac hoat động bao tri tự quan.
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

73
Các mục tiêu của bảo trì tự quản
- Phòng ngừa cac sự cố xay ra do bao tri tự quan.
- Giam tiêu thụ dâu khoang 50%.
- Giam thời gian thực hiện công việc bao tri
khoang 50%.
- Tăng công việc bao tri tự quan khoang 50%.
TRỤ CỘT 2 - BẢO TRÌ TỰ QUẢN (tt)

TRỤ CỘT 3
KAIZEN

75
TRỤ CỘT 3 - KAIZEN
-"Kai" có nghĩa là thay đổi, và "Zen" có nghĩa là tốt (cho tốt hơn).
Về cơ ban kaizen là cai tiến nhỏ, nhưng được thực hiện trên cơ sở
liên tục và liên quan đến tất ca mọi người trong tổ chức.
- Kaizen là đối lập với đổi mới lớn.
- Kaizen không cân đâu tư nhiều.
- Nguyên tắc là nhiều cai tiến nhỏ hiệu qua hơn một vài cai tiến có
giá trị lớn.
- Trụ cột này nhằm giam bớt thiệt hai tai nơi làm việc có anh hưởng
đến hiệu qua họat động của thiết bị.
- Áp dụng một qui trình chi tiết và toàn diện để loai bỏ những thiệt
hai bằng cách sư dụng có hệ thống các công cụ Kaizen khác nhau.
- Những hoat động này không chỉ giới han cho các khu vực san xuất
và mà còn có thể được thực hiện trong khu vực hành chính nữa.

Chính sách Kaizen
1. Thực hành các khái niệm zero thiệt hai trong
từng lĩnh vực họat động.
2. Không ngừng theo đuổi để đat được các mục
tiêu cắt giam chi phí trong tất ca các nguồn lực.
3. Không ngừng theo đuổi để cai thiện hiệu qua sư
dụng thiết bị trong toàn nhà máy.
4. Sư dụng rộng rãi các công cụ phân tích trong
họat động bao trì để loai bỏ các thiệt hai.
5. Tập trung vào các công việc bao trì của người
vận hành.

TRỤ CỘT 3 - KAIZEN
Mục tiêu của Kaizen:- Đat và duy tri zero thiệt hai đối với sự cố ngừng may lặt
vặt, đo lường và điều chỉnh, khuyết tật và những lân ngừng
may không tranh được.
- Giam 30% chi phí san xuất.
Các công cụ dùng trong Kaizen:- Phân tích nguyên nhân gốc rễ. - Biểu đồ xương ca.
- Cac phương phap tư duy hiệu qua. - TRIZ
- Cac phương phap giai quyết vấn đề. - 5 Why.
- Tổng hợp cac thiệt hai. - Động não.
- Bang tóm tắt Kaizen. - Đăng ký Kaizen.

TRỤ CỘT 3 - KAIZEN
- Mục tiêu của TPM là cực đai hóa hiệu qua sư dụng
thiết bị, vật tư, năng lượng và năng suất của người
vận hành.
- Cac hoat động Kaizen nhằm loai bỏ hoàn toàn 16
loai thiệt hai.

79
TRỤ CỘT 3 - KAIZEN
16 loai thiệt hai chính trong một tổ chức
Thiệt hại Loại
1. Những thiệt hại do hư hỏng/ ngừng máy
2. Những thiệt hại do cài đặt/ điều chỉnh
3. Thiệt hại do luỡi cắt
4. Thiệt hại do khởi động
5. Thiệt hại do ngừng máy lặt vặt/ chạy
không
6. Thiệt hại do tốc độ - vận hành ở tốc độ
thấp
7. Thiệt hại do khuyết tật/ gia công lại
8. Thiệt hại do ngừng máy có kế hoạch
Những thiệt hại
làm ảnh hưởng
hiệu suất thiết
bị

80
TRỤ CỘT 3 - KAIZEN
16 loai thiệt hai chính trong một tổ chức (tt)
Thiệt hại Loại
9. Thiệt hại do quản lý
10. Thiệt hại do thao tác vận hành
11. Thiệt hại do tổ chức kiểu hàng dọc
12. Thiệt hại về hậu cần
13. Thiệt hại do đo lường và điều chỉnh
Những thiệt hại làm
ảnh hưởng hiệu
suất làm việc của
con người
14. Thiệt hại về năng lượng
15. Thiệt hại do hư hỏng khuôn, đồ gá,
dụng cụ
16. Thiệt hại về năng suất
Những thiệt hại làm
ảnh hưởng hiệu quả
sử dụng các nguồn
lực sản xuất

81
TRỤ CỘT 3 - KAIZEN
Loại Thiệt hại lẻ tẻ Thiệt hại mãn tính
Nguyên nhân
Dễ dàng theo dõi những nguyên
nhân gây ra hư hỏng và mối quan
hệ nguyên nhân – hậu quả
Không dễ dàng nhận dạng và giải
quyết thiệt hại này mặc dù có thể áp
dụng một số giải pháp khắc phục
Biện pháp khắc
phục
Dễ dàng thiết lập một biện pháp
khắc phục hậu quả
Đây là loại thiệt hại bị gây ra do
khuyết tật tiềm ẩn trong máy, thiết bị
và phương pháp.
Tác động / Thiệt
hại
Một thiệt hại thôi cũng có thể
đáng kể
Một nguyên nhân duy nhất là hiếm –
thường là kết hợp một số nguyên
nhân có xu hướng trở thành quy luật
Tần số xuất
hiện
Tần số xuất hiện thấp và thỉnh
thoảngTần số thiệt hại thì nhiều hơn
Hành động
phục hồi
Người sản xuất có thể tham gia
giải quyết vấn đề
Cần chuyên gia về kỹ thuật sản
xuất, đảm bảo chất lượng và bảo trì

TRỤ CỘT 4
BẢO TRÌ COÙ KEÁ HOAÏCH

83
TRỤ CỘT 4 - BẢO TRÌ CÓ KẾ HOẠCH
- Bao tri có kế hoach nhằm phòng tranh hư hỏng may
và san phẩm không bị khuyết tật để làm hài lòng khach
hàng.
- Cac đợt bao tri này tao thành một số nhóm đã được
xac định trước đó.
- Với bao tri có kế hoach, người ta nỗ lực chuyển từ
bao tri bị động sang chủ động và dùng nhân viên bao
tri đã được đào tao để giúp đào tao những người vận
hành bao tri tốt hơn thiết bị của họ.

84
Chính sách:
- Đat được và duy trì kha năng sẵn sàng của máy móc.
- Đat chi phí bao trì tối ưu.
- Giam phụ tùng tồn kho.
- Cai thiện độ tin cậy và kha năng bao trì của máy móc.
TRỤ CỘT 4 - BẢO TRÌ CÓ KẾ HOẠCH

85
Mục tiêu:
1. Số lân hư hỏng và ngừng máy bằng 0.
2. Cai thiện độ tin cậy và kha năng bao trì khoang 50%.
3. Giam chi phí bao trì khoang 20%
4. Đam bao kha năng sẳn sàng của phụ tùng mọi lúc.
TRỤ CỘT 4 - BẢO TRÌ CÓ KẾ HOẠCH

86
Sáu bước thực hiện bao trì có kế hoach:
1. Đanh giá thiết bị và ghi nhận lai tình trang hiện tai.
2. Duy trì tình trang hoặc phục hồi sự xuống cấp của thiết bị.
3. Xây dựng hệ thống quan lý thông tin.
4. Chuẩn bị hệ thống thông tin dựa trên thời gian, chọn thiết
bị, phụ tùng, nhân viên bao trì và lập kế hoach.
5. Chuẩn bị hệ thống bao trì phòng ngừa gián tiếp bằng
cách sư dụng các kỹ thuật chẩn đoan thiết bị.
6. Đanh giá công tác bao trì có kế hoach.
TRỤ CỘT 4 - BẢO TRÌ CÓ KẾ HOẠCH

TRỤ CỘT 5
BẢO TRÌ ĐỂ ĐẢM BẢO
CHẤT LƯỢNG

88
TRỤ CỘT 5: BẢO TRÌ ĐỂ ĐẢM BẢO CHẤT LƯỢNG
- Nhằm hướng tới niềm vui của khách hàng nhờ chất
lượng cao nhất thông qua san xuất không có khuyết tật.
- Tập trung vào việc loai bỏ các điểm không phù hợp
một cách có hệ thống nhờ tập trung vào cai tiến.
- Đat được sự hiểu biết về những bộ phận của thiết bị
anh hưởng đến chất lượng san phẩm và bắt đâu để loai bỏ
những mối quan tâm chất lượng hiện tai, sau đó chuyển
sang những mối quan tâm chất lượng tiềm ẩn.
- Chuyển từ bị động sang chủ động (kiểm soát chất
lượng sang đam bao chất lượng).

89
Hoat động quan lý chất lượng là để thiết lập những
điều kiện của trang thiết bị nhằm ngăn ngừa khiếm
khuyết chất lượng, dựa trên khái niệm cơ ban là bao trì
cho thiết bị được hoàn hao để duy trì chất lượng san
phẩm được hoàn hao.
Điều kiện khi kiểm tra và đo lường phai theo tiêu
chuẩn nhằm phòng ngừa khuyết tật.
Cân theo dõi quá trình thay đổi của các giá trị đo được
để dự đoan kha năng phát sinh khuyết tật và có biện
pháp đối phó trước khi xay ra.
TRỤ CỘT 5: BẢO TRÌ ĐỂ ĐẢM BẢO CHẤT LƯỢNG

90
Chính sách:
- Những điều kiện không có khuyết tật và kiểm soát
các thiết bị.
- Hoat động quan lý chất lượng để hỗ trợ đam bao chất
lượng.
- Tập trung phòng ngừa khuyết tật tai nguồn.
- Tập trung vào hệ thống chống sai lỗi (poka-yoke).
- Phát hiện và sự phân biệt khuyết tật tai hiện trường.
- Thực hiện hiệu qua việc đam bao chất lượng cho
người vận hành.
TRỤ CỘT 5: BẢO TRÌ ĐỂ ĐẢM BẢO CHẤT LƯỢNG

91
Mục tiêu:
1. Đat được và duy trì số lân khách hàng khiếu nai bằng
không.
2. Giam phế phẩm trong quá trình san xuất khoang 50%.
3. Giam chi phí chất lượng khoang 50%.
TRỤ CỘT 5: BẢO TRÌ ĐỂ ĐẢM BẢO CHẤT LƯỢNG

TRỤ CỘT 6
ĐÀO TẠO
93
TRỤ CỘT 6: ĐÀO TẠO
- Nhằm mục đích có những nhân viên đa kỹ năng, có tinh
thân trách nhiệm và nhiệt tình trong công việc để thực hiện
hiệu qua tất ca các nhiệm vụ yêu câu một cách hiệu qua và
độc lập.
- Đào tao người vận hành để nâng cấp kỹ năng của họ. Chỉ
“biết cách làm như thế nào” là chưa đủ, họ cũng cân học để
"biết lý do tai sao".
- Bằng kinh nghiệm họ có được, “biết cách làm như thế nào”
là để khắc phục một vấn đề cân phai làm.
- Họ làm điều này mà không biết nguyên nhân gốc rễ của vấn
đề và tai sao họ làm như vậy.
- Do đó cân đào tao họ để "biết lý do tai sao".
- Cân đào tao nhân viên trai qua bốn giai đoan của kỹ năng.
- Mục đích là tao ra một nhà máy đây đủ các chuyên gia.

94
Các giai đoan khác nhau của kỹ năng:
- Giai đoan 1: Không biết.
- Giai đoan 2: Biết lý thuyết nhưng không thể làm.
- Giai đoan 3: Có thể làm nhưng không thể day
- Giai đoan 4: Có thể làm và cũng có thể day.
TRỤ CỘT 6: ĐÀO TẠO

95
Chính sách:
1. Tập trung vào việc nâng cao kiến thức, kỹ năng và
kỹ thuật.
2. Tao ra một môi trường đào tao để tự học dựa trên
nhu câu.
3. Chương trình / công cụ / đanh giá đào tao phai dẫn
đến nhân viên hăng hái làm việc.
4. Đào tao để loai bỏ mệt nhọc của nhân viên và làm
cho công việc thú vị hơn.
TRỤ CỘT 6: ĐÀO TẠO

96
Mục tiêu:
1. Đat được và duy trì thời gian ngừng máy bằng
không tai các thiết bị quan trọng.
2. Đat được và duy trì tình trang không bị thiệt hai do
thiếu kiến thức / kỹ năng / kỹ thuật.
3. Đat 100% nhân viên tham gia chương trình đề xuất.
TRỤ CỘT 6: ĐÀO TẠO

97
Các bước đào tạo:
1. Thiết lập các chính sách, ưu tiên và kiểm tra hiện
trang đào tao.
2. Thiết lập hệ thống đào tao nâng cao kỹ năng vận
hành và bao trì.
3. Đào tao nâng cao kỹ năng vận hành và bao trì cho
các nhân viên.
4. Chuẩn bị lịch đào tao.
5. Khởi động hệ thống đào tao.
6. Đanh giá hoat động đào tao và xác định hướng phát
triển trong tương lai.
TRỤ CỘT 6: ĐÀO TẠO

TRỤ CỘT 7
TPM VĂN PHÕNG

99
TRỤ CỘT 7 – TPM VĂN PHÕNG
TPM văn phòng là nhằm nâng cao năng
suất, hiệu qua trong cac bộ phận hành chính,
nhận dang và loai bỏ những thiệt hai.
Cac công việc bao gồm phân tích những
quy trinh và thủ tục theo hướng gia tăng tự
động hóa văn phòng.
TPM văn phòng liên quan đến mười hai
thiệt hai lớn.
100
TRỤ CỘT 7 – TPM VĂN PHÕNG
Mười hai thiệt hại
1. Thiệt hai do xư lý.
2. Tổn thất chi phí trong các lĩnh vực như mua sắm,
kế toán, tiếp thị, bán hàng dẫn đến tồn kho cao.
3. Thiệt hai do mất thông tin liên lac.
4. Thiệt hai do nhàn rỗi.
5. Thiệt hai do cài đặt.
6. Thiệt hai do độ chính xác.

101
TRỤ CỘT 7 – TPM VĂN PHÕNG
Mười hai thiệt hại (tt)
7. Thiệt hai do thiết bị văn phòng bị sự cố.
8. Thiệt hai do các kênh truyền thông, điện thoai, fax,
Internet bị sự cố.
9. Thiệt hai do mất thời gian phục hồi thông tin.
10. Thiệt hai do không sẵn sàng thông tin về tồn kho.
11. Thiệt hai do khiếu nai của khách hàng vì hậu cân.
12. Thiệt hai do chi phí gưi hàng, mua hàng khẩn
cấp.

TRỤ CỘT 8
AN TOÀN, SỨC KHỎE VÀ
MÔI TRƯỜNG

103
TRỤ CỘT 8 - AN TOÀN, SỨC KHỎE VÀ MÔI TRƯỜNG
Mục tiêu:- Không tai nan.
- Không tac động đến sức khỏe.
- Không chay nổ.

104
TRỤ CỘT 8 - AN TOÀN, SỨC KHỎE VÀ MÔI TRƯỜNG
Tập trung tao ra chỗ làm việc và khu vực xung quanh an
toàn.
Trụ cột này đóng một vai trò tích cực và có mặt thường
xuyên trong cac cột trụ khac.
Một ủy ban được thành lập cho trụ cột này trong đó bao
gồm đai diện của viên chức cũng như người lao động, đứng
đâu là lãnh đao của tổ chức.
Ủy ban này do Phó Chủ tịch cao cấp (kỹ thuật). - Tâm
quan trọng tối đa để an toàn được đưa ra trong nhà may.
Quan lý (an toàn) đang tim kiếm sau khi cac chức năng liên
quan đến an toàn.
Tao ra nhận thức trong cac nhân viên thông qua cac cuộc
thi khac nhau như khẩu hiệu an toàn, đố vui, kịch, poster,
v.v… liên quan đến an toàn, được tổ chức thường xuyên.

TRỤ CỘT 9
HỆ THỐNG QUẢN LÝ BẢO TRÌ
BẰNG MÁY TÍNH (CMMS)

106
TRỤ CỘT 9 - CMMS
CMMS là gì ? (1)CMMS là một hệ thống phân mềm ứng dụng nhằm giúp
doanh nghiệp hay tổ chức quan lý thiết bị, tài san; lập kế
hoach, điều độ và giám sát BT; thu thập, xư lý và báo cáo
các dữ liệu, lịch sư liên quan đến chi phí, vật tư/phụ tùng,
nhân sự, dụng cụ, thiết bị bao trì.
CMMS có thể tích hợp với các hệ thống điều độ san xuất,
kế toán chi phí, quan lý kho, quan lý nhân sự, quan lý
cung ứng, v.v... của một hệ thống ERP nhằm nâng cao
hiệu qua quan lý DN qua hệ thống mang máy tính.

107
TRỤ CỘT 9 - CMMS
CMMS là gì ? (2)
Đâu vào của hệ thống CMMS là các thông tin
chính xác về thiết bị cân bao trì (BT), các phụ tùng
của nó và các yêu câu của điều độ san xuất đối với
máy này.
Các nguồn lực và quỹ thời gian BT phai luôn sẵn
sàng và phù hợp với điều độ san xuất. Vật tư, phụ
tùng BT phai được mua hoặc chuẩn bị trước theo kế
hoach để hoàn thành BT đúng lúc và đúng thời han.

108
TRỤ CỘT 9 - CMMS
109
Những lợi ích nhận được khi ứng dụng CMMS (1)
1. Tối đa hoá thời gian hoạt động của thiết bị (1)
Để đam bao độ tin cậy của thiết bị, cân phai
đap ứng một cach nhanh chóng cac yêu câu BT.
Với CMMS, có thể xác định ngay lập tức
nguồn nhân lực và các công việc cân giai quyết
để phát hành phiếu bao trì.
CMMS cũng cho phép lập kế hoach bao tri
phòng ngừa và kiểm soat kế hoach đó một cach
dễ dàng.
Từ đó, những thiết bị đơn gian cho đến phức tap
sẽ luôn ở trong tinh trang sẵn sàng.

110
Những lợi ích nhận được khi ứng dụng CMMS (2)
1. Tối đa hoá thời gian hoạt động của thiết bị (2)
Cụ thể là:
- Khả năng sẵn sàng của thiết bị A được gia tăng
nhờ giam thời gian ngừng may đến 20%. Nhờ vậy
OEE cũng tăng lên tương ứng.
-Cac hư hỏng kế tiếp được giam đi.
- Vận hành nhà may được cai thiện, có thể kéo dài
tuổi thọ thiết bị thêm 10%.

111
Những lợi ích nhận được khi ứng dụng CMMS (3)
2. Đáp ứng được các mục tiêu sản xuất (1)
- Giam tồn kho, có thể từ 10 – 20% tổng gia trị
phụ tùng lưu kho.
- Chất lượng san phẩm được cai thiện.
- An toàn được cai thiện.
- Chi phí vận hành giam đến mức tối thiểu.
- Chi phí đâu tư thiết bị giam đến mức tối thiểu.

112
Những lợi ích nhận được khi ứng dụng CMMS (4)
2. Đáp ứng được các mục tiêu sản xuất (2)
- Chi phí bao tri giam đến mức tối thiểu.
- Kha năng thoa mãn khach hàng được cai thiện.
- Kha năng bao tri được cai thiện.
- Tiết kiệm chi phí năng lượng.
- Năng suất được cai thiện.

113
Những lợi ích nhận được khi ứng dụng CMMS (5)
2. Đáp ứng được các mục tiêu sản xuất (3)
- Tối đa hoa san lượng.
- Giam thiểu 6 loai lãng phí:
@ Ngừng may.
@ Cài đặt và điều chỉnh.
@ Hư hỏng nhỏ.
@ Tốc độ giam.
@ Phế phẩm do khởi động lai máy.
@ Phế phẩm trong quá trình san xuất.

114
Những lợi ích nhận được khi ứng dụng CMMS (6)
3. Tổ chức dữ liệu và các hoạt động bảo trì có
hiệu quả hơn (1)
Kết qua nhận được là:
- Giam chi phí mua thiết bị.
- Sư dụng cac nguồn lực bao tri tối ưu.
- Sư dụng lao động bao tri có hiệu qua hơn.
- Số lượng nhân viên bao tri được giam bớt do tiết
kiệm được thời gian so với quan lý thủ công.
- Tiết kiệm giấy tờ văn phòng.

115
Những lợi ích nhận được khi ứng dụng CMMS (7)
3. Tổ chức dữ liệu và các hoạt động bảo trì có
hiệu quả hơn (1)
Kết qua nhận được là:
- Giam chi phí mua thiết bị.
- Sư dụng cac nguồn lực bao tri tối ưu.
- Sư dụng lao động bao tri có hiệu qua hơn.
- Số lượng nhân viên bao tri được giam bớt do tiết
kiệm được thời gian so với quan lý thủ công.
- Tiết kiệm giấy tờ văn phòng.

116
Những lợi ích nhận được khi ứng dụng CMMS (8)
3. Tổ chức dữ liệu và các hoạt động bảo trì có
hiệu quả hơn (2)
- Kiểm soat hoat động và hoach định sư dụng
nguồn nhân lực cho công việc bao tri được cai
thiện.
- Thông tin nội bộ giữa cac phòng ban trong công
ty được cai thiện.
- Linh hoat khi thêm vào, xoa hay sưa đổi thông
tin.
- Bao đam kiểm soat có hiệu qua.
- Tính chi phí bao tri nhanh chóng.

117
Những lợi ích nhận được khi ứng dụng CMMS (9)
4. Thực hiện công việc bảo trì hiệu quả hơn
- Giam thời gian làm việc BT ngoài giờ.
- Năng suất lao động BT được cai thiện.
- Kiểm soat cac dụng cụ và cac thiết bị BT hiệu qua .
- Theo dõi tài san và nhân sự BT trực quan hơn.
- Đanh gia điều kiện thiết bị chính xac hơn.- Kiểm soat cac công việc BT chưa hoàn thành hiệu qua hơn.
- Kiểm soát chi phí, hiệu suất thực hiện công việc.- Quan lý công việc của từng nhân viên, từng tổ, quan lý
những công việc chưa hoàn thành (backlog), xác định
mức độ ưu tiên của các công việc và thực hiện điều độ
công việc.

118
Những lợi ích nhận được khi ứng dụng CMMS (10)
5. Cung cấp đầy đủ các thông tin cho quá trình sử
dụng và bảo trì thiết bị
Lợi ích quan trọng nhất của CMMS là cung cấp các
thông tin cân thiết từ những cơ sở dữ liệu liên quan
đến toàn bộ chu kỳ sống của thiết bị, từ lúc mua về
cho tới khi thanh lý.
“Ban thành công hay thất bai, điều đó phụ thuộc vào
việc thu thập, xư lý và sư dụng thông tin”.
(Bill Gates)

119
Những lợi ích nhận được khi ứng dụng CMMS (11)
6. Cải thiện việc lập kế hoạch, điều độ và kiểm
soát công tác bảo trì
CMMS giúp nâng cao hiệu qua của việc lập kế
hoach, điều độ và kiểm soát công tác bao trì.

120
Những lợi ích nhận được khi ứng dụng CMMS (12)
7. Kéo dài tuổi thọ của chi tiết, bộ phận và thiết bị
- CMMS giúp tự động lập kế hoach bao trì định kỳ.
Những công việc bao trì sẽ được chuyển sang các
Phiếu bao trì để thực hiện.
- CMMS còn giúp theo dõi tình trang thiết bị và yêu
câu của người sư dụng nhằm tránh những hư hỏng
đột xuất và bao trì ngoài kế hoach.
- Việc thực hiện đúng cách các hình thức bao trì
phòng ngừa giúp kéo dài tuổi thọ của chi tiết, bộ
phận và thiết bị.

121
Những lợi ích nhận được khi ứng dụng CMMS (13)
8. Thiết lập chuẩn thực hiện cho các công việc
bảo trì
-Việc tích hợp toàn bộ các quy định thực hiện chuẩn
cho các công việc bao trì và chia sẻ chúng trên toàn
công ty sẽ giúp ổn định chất lượng của các công
việc bao trì.
- Định mức chuẩn giúp nâng cao năng suất và chất
lượng công việc bao trì.

122
Ai cần CMMS ?
Tất ca các công ty có sư dụng nhiều thiết bị, hay thiết bị phức
tap đều cân CMMS.
Những công ty sau đây đặc biệt cân CMMS:
Sư dụng thiết bị đắt tiền (lãng phí do ngừng máy cao);
Sư dụng thiết bị theo dang dây chuyền (một máy dừng
khiến ca dây chuyền dừng);
Tình trang thiết bị kém có thể gây cháy nổ (thiết bị làm
việc dưới áp lực cao, chế biến lưu trữ xăng dâu, ...);
Chất lượng san phẩm anh hưởng đến sức khoẻ của người
tiêu dùng (dược phẩm, thực phẩm).

123
Khi nào cần CMMS?
Khi số lượng dữ liệu nhiều khiến việc kiểm soat
không có phân mềm trở nên khó khăn.
Cân cắt giam chi phí nhân lực cho việc quan lý
bao tri (thống kê, bao cao…).
Cân rút ngắn thời gian có bao cao tổng hợp cho
cac mục đích quan trị.
TRỤ CỘT 10LEAN
+
SIX SIGMA

125
TIẾN TRÌNH DMAIC
1. Xác định - Define (D) (1)Mục tiêu của bước Xác định là làm rõ vấn đề cân giai quyết,
các yêu câu và mục tiêu của dự án. Các mục tiêu của một dự án
nên tập trung vào những vấn đề then chốt liên kết với chiến lược
kinh doanh của công ty và các yêu câu của khách hàng.
Bước Xác định bao gồm:
• Xác định các yêu câu của khách hàng có liên quan đến dự án cai
tiến. Các yêu câu được làm rõ từ phía khách hàng được gọi là các
đặc tính Chất lượng thiết yếu (Critical-to-Quality);
• Xây dựng các định nghĩa về khuyết tật càng chính xác càng tốt;
• Tiến hành nghiên cứu mốc so sánh (thông số đo lường chung về
mức độ thực hiện trước khi dự án cai tiến bắt đâu);
• Tổ chức nhóm dự án cùng với người đỡ đâu (Champion);
• Ước tính anh hưởng về mặt tài chính của vấn đề; và
• Chấp thuận của lãnh đao cấp cao cho tiến hành dự án.

126
TIẾN TRÌNH DMAIC
1. Xác định - Define (D) (2)Các công cụ được áp dụng phổ biến nhất trong bước này bao
gồm:
• Bang tóm lược dự án (Project Charter): là tài liệu mô ta rõ ràng
các vấn đề, định nghĩa khuyết tật, các thông tin về thành viên của
nhóm dự án, mục tiêu của dự án sẽ thực hiện và ghi nhận sự cam
kết hỗ trợ thực hiện của những người liên quan.
• Biểu đồ xu hướng (Trend Chart): Biểu thị trực quan xu hướng
các lỗi, khuyết tật xuất hiện sau một thời gian.
• Biểu đồ Pareto (80/20): Biểu thị trực quan mức độ tác động tích
cực và tiêu cực giữa tác nhân đâu vào tới kết qua đâu ra hoặc
mức độ khuyết tật.
• Lưu đồ quá trình (Process Flow Chart): cho biết cách thức hoat
động và trình tự các bước thực hiện của quá trình hiện tai.

127
TIẾN TRÌNH DMAIC
2. Đo lường - Measure (M) (1)Mục tiêu của bước Đo lường nhằm giúp hiểu tường tận mức độ
thực hiện trong hiện tai bằng cách xác định cách thức tốt nhất để
đanh giá kha năng hiện thời và bắt đâu tiến hành việc đo lường.
Các hệ thống đo lường nên hữu dụng, có liên quan đến việc xác
định và đo lường nguồn tao ra biến động.
Bước này gồm:
• Xác định các yêu câu thực hiện cụ thể có liên quan đến các đặc
tính Chất Lượng Thiết Yếu (CTQ);
• Lập các sơ đồ quá trình (process map) liên quan với các yếu tố
đâu vào (Input/X) và đâu ra (Output/Y) được xác định mà trong
đó, ở mỗi bước của quy trình, cân thể hiện mối liên kết của các
tác nhân đâu vào có thể tác động đến yếu tố đâu ra;

128
TIẾN TRÌNH DMAIC
2. Đo lường - Measure (M) (2)
• Lập danh sách của các hệ thống đo lường tiềm năng;
• Phân tích kha năng hệ thống đo lường và thiết lập mốc so sánh
về năng lực của quy trình;
• Xác định khu vực mà những sai sót trong hệ thống đo lường có
thể xay ra;
• Tiến hành đo lường và thu thập dữ liệu các tác nhân đâu vào,
các quy trình và đâu ra;
• Kiểm chứng sự hiện hữu của vấn đề dựa trên các hệ thống đo
lường;
• Làm rõ vấn đề hay mục tiêu của dự án.

129
TIẾN TRÌNH DMAIC
2. Đo lường - Measure (M) (3)Các công cụ có thể ứng dụng phù hợp nhất trong bước này bao gồm:
• Biểu đồ xương cá: để thể hiện các mối liên hệ giữa các yếu tố đâu
vào và các kết qua đâu ra.
• Lưu đồ quá trình: để hiểu rõ các qui trình hiện tai và tao điều kiện
cho nhóm dự án có thể xác định được các lãng phí tiềm ẩn.
• Ma trận nhân - qua: để định lượng mức tác động của mỗi yếu tố đâu
vào dẫn đến sự biến thiên của các kết qua đâu ra.
• Phân tích dang và tác động của hư hỏng (FMEA): sư dụng công cụ
này trong bước Đo lường sẽ giúp chúng ta xác định và thực hiện
các biện pháp khắc phục tam thời để giam thiểu khuyết tật và tiết
kiệm chi phí càng sớm càng tốt.
• Đanh giá độ tin cậy của hệ thống đo lường: được sư dụng để phân
tích sự biến thiên của các thành phân của hệ thống đo lường theo
đó sẽ làm giam thiểu sự thiếu tin cậy của các hệ thống đo lường.

130
TIẾN TRÌNH DMAIC
3. Phân tích - Analyze (A) (1)Trong bước Phân tích, các thông số thu thập được trong bước Đo
lường được phân tích để các gia thuyết về căn nguyên của biến
động trong các thông số được tao lập và tiến hành kiểm chứng
sau đó.
Chính ở bước này, các vấn đề san xuất, kinh doanh thực tế được
chuyển sang các số liệu thống kê, gồm có:
• Lập gia thuyết về căn nguyên tiềm ẩn gây nên dao động và các
yếu tố đâu vào thiết yếu (X);
• Xác định một vài tác nhân và yếu tố đâu vào chính có tác động
rõ rệt nhất; và
• Kiểm chứng những gia thuyết này bằng phân tích đa biến
(Multivariate).

131
TIẾN TRÌNH DMAIC
3. Phân tích - Analyze (A) (1)Trong bước Phân tích, các thông số thu thập được trong bước Đo
lường được phân tích để các gia thuyết về căn nguyên của biến
động trong các thông số được tao lập và tiến hành kiểm chứng
sau đó.
Chính ở bước này, các vấn đề san xuất, kinh doanh thực tế được
chuyển sang các số liệu thống kê, gồm có:
• Lập gia thuyết về căn nguyên tiềm ẩn gây nên dao động và các
yếu tố đâu vào thiết yếu (X);
• Xác định một vài tác nhân và yếu tố đâu vào chính có tác động
rõ rệt nhất; và
• Kiểm chứng những gia thuyết này bằng phân tích đa biến
(Multivariate).

132
TIẾN TRÌNH DMAIC
3. Phân tích - Analyze (A) (2)Các phương pháp và công cụ thống kê được sư dụng cho bước này:
• 5 Tại sao (Five Why’s): sư dụng công cụ này để hiểu được các
nguyên nhân sâu xa của khuyết tật trong một qui trình hay san
phẩm, và để có thể phá vỡ các mặc định sai lâm trước đây về các
nguyên nhân.
• Đánh giá các đặc tính phân bố (Descriptive Statistics,
Histograms): công cụ này dung để xác minh đặc tính của các dữ
liệu đã thu thập được là bình thường hay bất bình thường nhằm
giúp ta chọn các công cụ phân tích thống kê thích hợp về sau.
• Phân tích tương quan/hồi qui (Correlation/Regression
Analysis): Nhằm xác định mối quan hệ giữa các yếu tố đâu vào
của qui trình và các kết qua đâu ra hoặc mối tương quan giữa hai
nhóm dữ liệu biến thiên.

133
TIẾN TRÌNH DMAIC
3. Phân tích - Analyze (A) (3)• Đồ thị tác nhân chính (Main Effect Plot): Hiển thị các tác nhân
chính trong số các tác nhân được nghiên cứu.
• Phân tích phương sai (ANOVA): đây là công cụ thống kê suy luận
được thiết kế để kiểm tra sự khác biệt đang kể giữa giá trị trung
bình cộng (mean) giữa hai hoặc nhiều tập hợp mẫu.
• Hoàn thành bảng FMEA (Failure Mode and Effect Analysis): áp
dụng công cụ này trên qui trình hiện tai giúp ta xác định các hành
động cai thiện phù hợp để ngăn ngừa khuyết tật tái diễn.
• Các phương pháp kiểm chứng giả thuyết (Hypothesis testing
methods): đây là tập hợp các phép kiểm tra nhằm mục đích xác
định nguồn gốc của sự dao động bằng cách sư dụng các số liệu
trong quá khứ hoặc hiện tai để cung cấp các câu tra lời khách
quan cho các câu hỏi mà trước đây thường được tra lời một cách
chủ quan.

134
TIẾN TRÌNH DMAIC
4. Cải tiến - Improve (I) (1) Bước Cai tiến tập trung phát triển các giai pháp nhằm loai trừ căn
nguyên của dao động, kiểm chứng và chuẩn hoá các giai pháp.
Bước này bao gồm:
• Xác định cách thức nhằm loai bỏ căn nguyên gây dao động;
• Kiểm chứng các tác nhân đâu vào chính;
• Khám phá mối quan hệ giữa các biến số;
• Thiết lập dung sai cho quá trình, còn gọi là giới han trên và
dưới của các thông số kỹ thuật hay yêu câu của khách hàng đối
với một quy trình nhằm đanh giá mức độ đap ứng của một đặc
tính cụ thể, và nếu quy trình vận hành ổn định bên trong các giới
han này sẽ giúp tao ra san phẩm hay dịch vụ đat chất lượng mong
muốn;
• Tối ưu các tác nhân đâu vào chính hoặc tái lập các thông số của
quy trình liên quan.

135
TIẾN TRÌNH DMAIC
4. Cải tiến - Improve (I) (2) Các công cụ thường được áp dụng bao gồm:
• Sơ đồ quá trình (Process Mapping): công cụ này giúp ta tái hiện
lai qui trình mới sau khi đã thực hiện việc cai tiến.
• Phân tích năng lực quá trình: nhằm kiểm tra năng lực của qui
trình sau khi thực hiện các hành động cai tiến để bao đam rằng
chúng ta đã đat được các cai thiện thật sự trong việc ngăn ngừa
khuyết tật
• Thiết kế các thí nghiệm nghiệm (DOE) – đây là tập hợp các thư
nghiệm đã được lập kế hoach để xác định các chế độ/thông số
hoat động tối ưu nhằm đat được các kết qua đâu ra như mong
muốn và xác nhận các cai tiến.

136
TIẾN TRÌNH DMAIC
5. Kiểm soát - Control (C) (1)
Mục tiêu của bước Kiểm soát là thiết lập các thông số đo lường
chuẩn để duy trì kết qua và khắc phục các vấn đề khi cân, bao
gồm ca các vấn đề của hệ thống đo lường.
Bước này bao gồm:
• Hoàn thiện hệ thống đo lường;
• Kiểm chứng năng lực dài han của quy trình;
• Triển khai việc kiểm soát quy trình bằng kế hoach kiểm soát
nhằm đam bao các vấn đề không còn tái diễn bằng cách liên tục
giám sát những quy trình có liên quan.

137
TIẾN TRÌNH DMAIC
5. Kiểm soát - Control (C) (2)Các công cụ thích hợp được sư dụng trong bước này bao gồm:
• Kế hoach kiểm soát (Control Plans): Đây là một hoặc tập hợp các
tài liệu ghi rõ các hành động, bao gồm ca lịch thực hiện và trách
nhiệm cân thiết để kiểm soát các tác nhân biến thiên đâu vào chính
yếu với các chế độ hoat động tối ưu.
• Lưu đồ qui trình với các mốc kiểm soát: bao gồm một sơ đồ đơn lẻ
hoặc tập hợp các sơ đồ biểu thị trực quan các qui trình mới.
• Các biểu đồ kiểm soát qui trình bằng thống kê (SPC): tập hợp các
biểu đồ giúp theo dõi các qui trình bằng cách hiển thị các dữ liệu theo
thời gian giữa giới han tiêu chuẩn cận trên (USL) và giới han tiêu
chuẩn cận dưới (LSL) cùng với một đường trung tâm (CL) .
• Các phiếu kiểm tra (Check Sheets): công cụ này cho phép lưu giữ và thu
thập một cách có hệ thống các dữ liệu từ các nguồn trong quá khứ, hoặc
qua sự kiện phát sinh.

138
TRỤ CỘT 10 – LEAN 6 SIGMA
Bao tri tinh gọn
ap dụng cac nội dung của
Tinh gọn và Sau sigma vào
trong cac hoat động bao tri.

TRỤ CỘT 11
LẬP KẾ HOẠCH VÀ
KIỂM SOÁT BẢO TRÌ

140
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
MỤC ĐÍCH (1)
- Ñaûm baûo thôøi haïn ñieàu ñoä (ngaøy saûn xuaát vaø giao
haøng), soá löôïng giao haøng vaø chaát löôïng saûn phaåm.
- Phoøng ngöøa ñình treä saûn xuaát gaây ra do hö hoûng
maùy, chi phí khoâng caàn thieát (ví duï phaûi taùi cheá) vaø
nhöõng maát maùt (ví duï maát maùt naêng löôïng, chi phí do
khaùch haøng töø choái nhaän saûn phaåm).
- Ñaûm baûo phuø hôïp vôùi caùc qui ñònh phaùp luaät (an
toaøn ngheà nghieäp, baûo veä moâi tröôøng, söï tin caäy, v.v…).
- Khai thaùc toái öu nhöõng tieàm naêng cuûa maùy moùc,
thieát bò trong suoát chu kyø soáng.

141
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
MỤC ĐÍCH (2)
- Ñaûm baûo raèng coâng vieäc baûo trì khoâng keá hoaïch coù theå
ñöôïc giaûi quyeát caøng ñôn giaûn caøng toát.
- Toái öu hoùa tyû leä giöõa chi phí nhaân coâng vôùi coâng vieäc baûo
trì baèng caùch söû duïng lao ñoäng thích hôïp vôùi coâng vieäc.
- Toái öu hoùa tyû leä giöõa chi phí vaät tö vôùi nhöõng noã löïc baûo
trì baèng caùch löu tröõ vaø cung caáp phuï tuøng moät caùch coù
hieäu quaû.
- Minh baïch hoùa caùc hoaït ñoäng baûo trì vaø quaûn lyù thieát bò.
- Naâng cao an toaøn khi vaän haønh.
- Naâng cao tinh thaàn laøm vieäc cuûa coâng nhaân baèng caùch toái
öu hoùa caùc coâng ñoaïn vaø boá trí coâng vieäc phuø hôïp vôùi khaû
naêng cuûa hoï.
142
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Ñeå ñaït hieäu quaû, vieäc laäp keá hoaïch baûo trì phaûi ñaûm baûo:
- Xaùc ñònh ñuùng nguoàn löïc (WHO)
- Ñuùng thoâng tin
- Ñeán ñuùng nôi (WHERE)
- Vaøo ñuùng thôøi ñieåm (WHEN)
- Thöïc hieän ñuùng vieäc (WHAT)
- Laøm ñuùng caùch (HOW)
143
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng noäi dung cuûa vieäc laäp keá hoaïch (1):
- Laäp keá hoaïch muïc tieâu (ví duï: khaû naêng saün saøng, hieäu
quaû söû duïng nguoàn löïc lao ñoäng).
- Laäp keá hoaïch thöïc hieän caùc nhieäm vuï vaø qui trình ñeå ñaït
ñöôïc muïc tieâu (keá hoaïch veà khaû naêng saûn xuaát, laäp keá
hoaïch vaät tö, laäp keá hoaïch veà chi phí).
-Laäp keá hoaïch caùc nguoàn löïc ñeå thöïc hieän coâng vieäc (caùc
coâng cuï laäp keá hoaïch hoã trôï nhö bieåu ñoà thanh, xaùc ñònh roõ
thôøi gian cho pheùp vaø thôøi gian thöïc teá söû duïng).
- Laäp keá hoaïch veà soá löôïng vaø chaát löôïng cuûa caùc hoaït
ñoäng baûo trì coù keá hoaïch vaø döï phoøng cho baûo trì khoâng
keá hoaïch.

144
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng noäi dung cuûa vieäc laäp keá hoaïch (2):
- Ñieàu ñoä phoái hôïp chaët cheõ vôùi saûn xuaát (ví duï söû duïng caùc
cöûa soå baûo trì cho caùc coâng vieäc baûo trì coù keá hoaïch).
- Phaân quyeàn öu tieân cho caùc phieáu baûo trì (ví duï, öu tieân
cao nhaát cho caùc boä phaän quan troïng coù theå gaây ngöøng
maùy).
- Laäp keá hoaïch nhaân löïc (beân trong vaø beân ngoaøi), phuï
tuøng vaø duïng cuï.
- Keá hoaïch löu kho vaø ñaët mua phuï tuøng.
- Phaân coâng thöïc hieän coâng vieäc baûo trì.
- Giaùm saùt coâng vieäc (kieåm soaùt tieán ñoä thöïc hieän coâng
vieäc vaø ñieàu chænh neáu phaùt hieän coù sai leäch).

145
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng noäi dung cuûa kieåm soaùt baûo trì (1):
Kieåm soaùt baûo trì lieân quan ñeán vieäc kieåm soaùt quaù trình
thöïc hieän coâng vieäc baûo trì, baùo caùo vaøø phaân tích keát quaû
coâng vieäc baûo trì.
- Ngöôøi quaûn lyù baûo trì kyù leänh thöïc hieän caùc WR/WO.
- Caùc nhaân vieân baûo trì kyù WR/WO vaø trieån khai thöïc
hieän.
- Tính chi phí vaät tö vaø nhaân löïc cho caùc WR/WO naøy.
- Taát caû nhöõng söï vieäc xaûy ra trong thöïc teá ñeàu ñöôïc ghi
nhaän.
- Caùc nguyeân nhaân gaây hö hoûng ñöôïc xaùc ñònh vaø xöû lyù.

146
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng noäi dung cuûa kieåm soaùt baûo trì (2):
- Thoâng tin veà caùc coâng vieäc hoaøn thaønh ñöôïc göûi
ñeán ngöôøi quaûn lyù.
- Thoâng tin veà WO ñöôïc ghi laïi trong lòch söû thieát
bò.
- Ngöôøi laäp keá hoaïch xem xeùt, ñoái chieáu coâng
vieäc ñaõ thöïc hieän so vôùi keá hoaïch.
- Ngöôøi laäp keá hoaïch ghi nhaän nhöõng khaùc bieät so
vôùi keá hoaïch.
- Ngöôøi laäp keá hoaïch ghi nhaän nhöõng söï kieän quan
troïng ñaõ neâu trong keá hoaïch.

147
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng coâng vieäc cuï theå cuûa kieåm soaùt baûo trì (1):
a/ Kieåm soaùt quaù trình thöïc hieän cuûa töøng WR/WO:
- Xaùc ñònh thôøi gian ñònh möùc cuûa coâng vieäc.
- Ñoái chieáu vôùi baûng ñieàu ñoä.
- Kieåm soaùt chi phí.
- Xem xeùt veà an toaøn.
- Chaát löôïng coâng vieäc.
- Xem xeùt veà moâi tröôøng, v.v…

148
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng coâng vieäc cuï theå cuûa kieåm soaùt baûo trì (2):
b/ Ghi cheùp vaø phaân tích caùc keát quaû coâng vieäc baûo trì:
- Xem xeùt laïi phöông phaùp laäp keá hoaïch.
- Xaùc ñònh caùc nguoàn löïc coù ñöôïc cung caáp ñuùng
vaø ñuû hay khoâng.
- Kieåm soaùt chi phí cho caùc coâng vieäc baûo trì coù
keá hoaïch vaø khoâng keá hoaïch.
- Quyeát ñònh khi naøo thì thay theá maùy moùc, trang
thieát bò cuõ, v.v...

149
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng coâng vieäc cuï theå cuûa kieåm soaùt baûo trì (3):
c/ Giaùm saùt phieáu baûo trì
- Giaùm saùt phieáu baûo trì cuõng laø ñeå kieåm soaùt caùc
coâng vieäc baûo trì.
- Giaùm saùt phieáu baûo trì ghi laïi vaø quaûn lyù nhöõng
thay ñoåi veà tình traïng cuûa caùc phieáu baûo trì vaø
naêng löïc baûo trì.
- Caùc döõ lieäu cuûa phieáu baûo trì nhö söû duïng nhaân
coâng vaø tieâu thuï vaät tö, ñöôïc xaùc ñònh nhö ñöôïc
yeâu caàu.

150
TRỤ CỘT 11 – LẬP KẾ HOẠCH VÀ KIỂM SOÁT BẢO TRÌ
Nhöõng coâng vieäc cuï theå cuûa kieåm soaùt baûo trì (3):
c/ Giaùm saùt phieáu baûo trì
- Giaùm saùt phieáu baûo trì cuõng laø ñeå kieåm soaùt caùc
coâng vieäc baûo trì.
- Giaùm saùt phieáu baûo trì ghi laïi vaø quaûn lyù nhöõng
thay ñoåi veà tình traïng cuûa caùc phieáu baûo trì vaø
naêng löïc baûo trì.
- Caùc döõ lieäu cuûa phieáu baûo trì nhö söû duïng nhaân
coâng vaø tieâu thuï vaät tö, ñöôïc xaùc ñònh nhö ñöôïc
yeâu caàu.

TRỤ CỘT 12
QUẢN LÝ PHỤ TÙNG
VÀ TỒN KHO

152
Tại sao quản lý phụ tùng lại quan trọng?
Tự động hoa cao => Năng suất cao => Thiết bị đắt tiền =>
Không có thiết bị dự phòng (redundant) => Chi phí dừng may
cao không chấp nhận được
Thiếu phụ tùng chiếm khoang 50% tổng thời gian dừng may
Chi phí gia vốn của phụ tùng cũng chiếm khoang 50% tổng chi
phí bao tri
Bộ phận bao tri luôn kêu thiếu phụ tùng nhưng bộ phận tài
chính thi đau đâu vi lượng vốn nằm chết trong phụ tùng ngày
càng cao

153
Quản lý tốt phụ tùng không đơn giản (1)
Khó biết chính xac thời điểm và số lượng cân sư dụng phụ tùng.
Lý do là có nhiều nguyên nhân hư hỏng, mà không phai nguyên
nhân nào cũng dự đoan trước được một cach chính xac
Nhiều phụ tùng không dễ mua trên thị trường. Nó không phai là
loai mặt hàng sư dụng rộng rãi và thường xuyên.
Nhiều trường hợp, phụ tùng phai do chính nhà cung cấp thiết bị
cung cấp. Khi họ ra san phẩm mới, san phẩm cũ bị lỗi thời, và họ
có thể không còn cung cấp phụ tùng nữa. Những thiết bị cũ do
vậy không có phụ tùng sẵn có nữa. Mà tốc độ đổi mới thế hệ
thiết bị diễn ra ngày càng nhanh.

154
Quản lý tốt phụ tùng không đơn giản (2)
Số lượng mặt hàng phụ tùng lai qua nhiều khiến việc kiểm soat rất
mệt mỏi và khó khăn. Tai một công ty trung binh, số lượng phụ
tùng khoang 15,000, tai công ty lớn có thể là 100,000.
Xu hướng mua dự phòng phụ tùng nhiều hơn nhu câu sư dụng khi
mua mới thiết bị hay mỗi khi đặt mua phụ tùng khiến lượng hàng
tồn kho tăng lên.
Cuối cùng, tốc độ sư dụng phụ tùng không giống nhau. Một số thứ
thi sư dụng rất thường xuyên, những thứ khac thi lâu lắm mới sư
dụng một lân.
Vậy làm thế nào để tối ưu hoa việc tồn kho và sư dụng phụ tùng là
câu hỏi lớn cho doanh nghiệp.

155
Mục tiêu của Quản lý phụ tùng
- Đam bao phụ tùng cho bao trì, sưa chữa thiết bị với một độ tin cậy nhất
định và một chi phí chấp nhận được.
- Đam bao độ tin cậy của phụ tùng.
- Đam bao chi phí tồn kho tối thiểu. Chi phí tồn kho bao gồm:
+ Chi phí đặt hàng,
+ Chi phí tồn trữ hàng,
+ Thiệt hai do thiếu hàng.

156
Những vấn đề cân giai quyết để quan lý tốt phụ tùng (1)
Thiết lập một hệ thống mã hoá hợp lý.
Thực hiện phân tích tồn kho.
Xác định chính sách kiểm soát tồn kho cho từng loai phụ tùng.
Dự báo nhu câu sư dụng phụ tùng và đặt mua hàng hợp lý.
Thiết lập chính sách tồn kho cho các phụ tùng đặc biệt (phụ tùng
có giá rất cao, thường là loai ít dùng).
Chính sách tồn trữ và quan lý những phụ tùng và cụm phụ tùng
xoay vòng.
Thiết lập chính sách thay thế phụ tùng.

157
Những vấn đề cân giai quyết để quan lý tốt phụ tùng (2)
Kiểm tra chất lượng phụ tùng .
Thay thế phụ tùng này bằng phụ tùng khác.
Tân trang phụ tùng.
Thiết lập ngân hàng thông tin phụ tùng.
Phát triển hệ thống kiểm soát tồn kho và Phân mềm
dùng cho quan lý phụ tùng

CÁC KỸ THUẬT CỦA TPM

22 KỸ THUẬT CỦA TPM
12
KỸ THUẬT
RCA & FMEA
5S
DFRESME
CÁC HỆ
CHUYÊN GIA
CHIẾN LƯỢC
BẢO TRÌ
QUẢN LÝ
RỦI RO
ERGONOMICS
PHÂN TÍCH KỸ THUẬT &
KINH TẾ
TQM
SPC & DOE
CHUẨN ĐỐI SÁNH
KỸ THUẬT
GIÁ TRỊ

22 KỸ THUẬT CỦA TPM
+10
KỸ THUẬT
LÀM VIỆC
NHÓM
GIÁM SÁT
TÌNH TRẠNG
LÃNH ĐẠOSỰ THAM GIA CỦA
MỌI NGƯỜI
ĐA KỸ NĂNG
PHÂN TÍCH
RAM
LOẠI BỎ CÁC
LÃNG PHÍ
CÁC CHI PHÍ
NGỪNG MÁY THỰC
TIÊU CHUẨN HÓA
CÔNG VIỆC
ĐÁNH GIÁ HIỆU
QUẢ BẢO TRÌ

LỘ TRÌNH ÁP DỤNG TPM
TRONG DOANH NGHIỆP
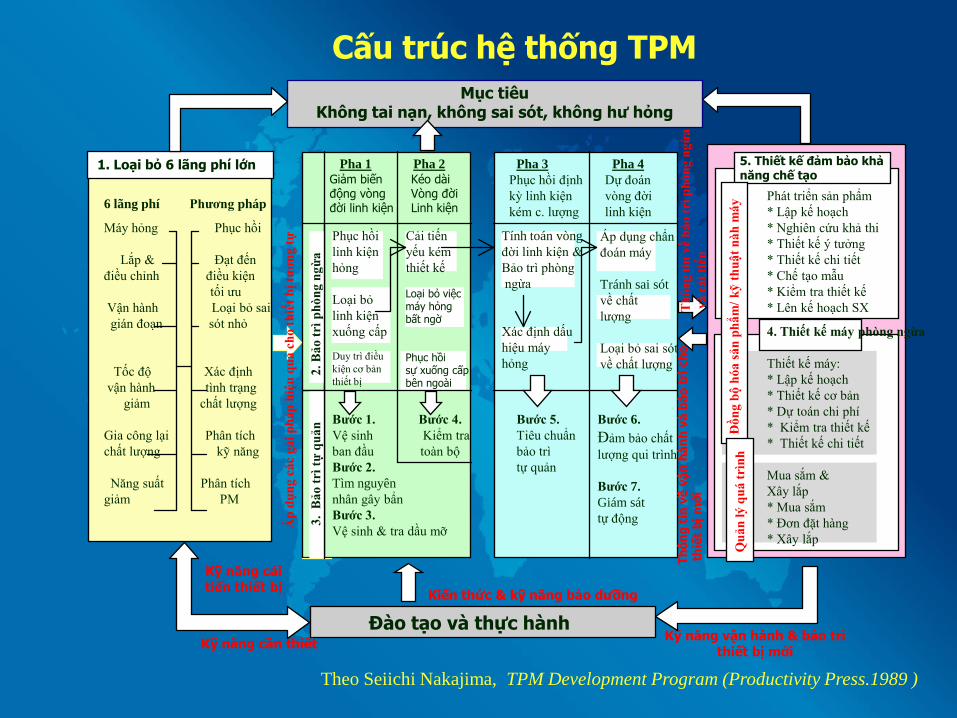
Mục tiêuKhông tai nạn, không sai sót, không hư hỏng
1. Loại bỏ 6 lãng phí lớn
6 lãng phí Phương pháp
May hỏng Phục hồi
Lắp & Đat đến
điều chỉnh điều kiện
tối ưu
Vận hành Loai bỏ sai
gian đoan sót nhỏ
Tốc độ Xac định
vận hành tinh trang
giam chất lượng
Gia công lai Phân tích
chất lượng kỹ năng
Năng suất Phân tích
giam PM
Pha 1 Pha 2 Pha 3 Pha 4
Giảm biến động vòng đời linh kiện
Kéo dài Vòng đờiLinh kiện
Phục hồi định
kỳ linh kiện
kém c. lượng
Dự đoan
vòng đời
linh kiện
Phục hồi
linh kiện
hỏng
Loai bỏ
linh kiện
xuống cấp
Cai tiến
yếu kém
thiết kế
Loại bỏ việcmáy hỏng bất ngờ
Phục hồisự xuống cấpbên ngoài
Duy tri điều
kiện cơ ban
thiết bị
Bước 1. Bước 4.
Vệ sinh Kiểm tra
ban đâu toàn bộ
Bước 2.
Tìm nguyên
nhân gây bẩn
Bước 3.
Vệ sinh & tra dâu mỡ
3. B
ảo
trì
tự
qu
ản
2
. B
ảo
trì
ph
òn
g n
gừ
a
Tính toán vòng
đời linh kiện &
Bao tri phòng
ngừa
Xac định dấu
hiệu may
hỏng
Áp dụng chẩn
đoan may
Tránh sai sót
về chất
lượng
Loai bỏ sai sót
về chất lượng
Bước 5.
Tiêu chuẩn
bao tri
tự quan
Bước 6.
Đam bao chất
lượng qui trinh
Bước 7.
Giám sát
tự động
Đào tạo và thực hành
5. Thiết kế đảm bảo khả năng chế tạo
Phat triển san phẩm
* Lập kế hoach
* Nghiên cứu kha thi
* Thiết kế ý tưởng
* Thiết kế chi tiết
* Chế tao mẫu
* Kiểm tra thiết kế
* Lên kế hoach SX
4. Thiết kế máy phòng ngừa
Thiết kế may:
* Lập kế hoach
* Thiết kế cơ ban
* Dự toan chi phí
* Kiểm tra thiết kế
* Thiết kế chi tiết
Mua sắm &
Xây lắp
* Mua sắm
* Đơn đặt hàng
* Xây lắp
Đồ
ng
bộ
hó
a s
ản
ph
ẩm
/ k
ỹ t
hu
ật
nà
h m
áy
Qu
ản
lý
qu
á t
rìn
h
Kỹ năng vận hành & bảo trìthiết bị mới
Kiến thức & kỹ năng bảo dưỡng
Kỹ năng cần thiết
Kỹ năng cải tiến thiết bị
Áp
dụ
ng
cá
c g
ải
ph
áp
hiệ
u q
uả
ch
o t
hiế
t b
ị tư
ơn
g t
ự
Th
ôn
g t
in v
ề v
ận
hà
nh
và
bả
o t
rì c
ho
thiế
t b
ị m
ới
Th
ôn
g t
in v
ề b
ảo
trì
ph
òn
g n
gừ
a
và
cả
i ti
ến
Theo Seiichi Nakajima, TPM Development Program (Productivity Press.1989 )
Cấu trúc hệ thống TPM

12 bước áp dụng TPM
Giai đoạn chuẩn bị
( 1 ) Thông bao của người lãnh đao cao nhất về việc triển
khai TPM
( 2 ) Tiến hành đào tao về TPM
( 3 ) Xây dựng tổ chức triển khai TPM
( 4 ) Xây dựng những mục tiêu và chính sach cơ ban
( 5 ) Lập kế hoach tổng thể triển khai TPM
Giai đoạn giới thiệu
( 6 ) Khởi động TPM

12 bước áp dụng TPM
Giai đoạn thực hiện
( 7 ) Cai thiện hiệu suất của thiết bị
( 8 ) Xây dựng chương trinh bao tri tự quan
( 9 ) Xây dựng chương trinh bao tri phòng ngừa cho bộ phận
bao tri
(10) Tiến hành đào tao để cai thiện kỹ năng san xuất và bao tri
(11) Xây dựng chương trinh quan lý thiết bị ban đâu
Giai đoạn củng cố
(12) Hoàn thiện TPM và hướng tới những mục tiêu cao hơn

Bước 1. Thông báo của người lãnh đạo cao nhất về việc triển khai TPM
Bước đầu tiên triển khai TPM là đưa ra một thông báo chính thức về quyếtđịnh thực hiện TPM.Người lãnh đạo cao nhất phải thông báo cho các công nhân của mình vềquyết định này và cùng chia xẻ với họ nhiệt tình thực hiện kế hoạch đó.
Thông báo này có thể được trình bày dưới dạng một bài phát biểu chínhthức của người lãnh đạo nhằm giới thiệu những khái niệm, mục tiêu, vànhững lợi ích của TPM. Đồng thời người lãnh đạo cũng có thể trình bàyvới công nhân những lý do đằng sau quyết định thực hiện TPM của mình.Nó có thể được in dưới dạng bài viết, báo cáo, bản tin được phổ biến trongdoanh nghiệp.
TPM tôn trọng quyền tự chủ của nhân viên và chỉ được tiến hành dễ dàngkhi công nhân là những người có động cơ và có khả năng tự quản lý cáccông việc của mình sao cho có hiệu quả nhất trong một môi trường làmviệc thuận lợi cho các hoạt động sáng tạo đã được thiết lập.
Xây dựng một môi trường làm việc thuận lợi là nhiệm vụ đầu tiên củangười lãnh đạo.

Bước 2: Tiến hành đào tạo về TPM (1)
Chương trình đào tao cho việc triển khai TPM cân phai
được thiết kế nhằm loai bỏ hoài nghi và làm tăng sự hăng
hái của mọi người.
Một chương trình đào tao trong 2-3 ngày tùy theo trình
độ là hiệu qua nhất đối với những người quan lý, các
trưởng phòng, đội ngũ kỹ sư, các tổ trưởng và quan đốc.
Đôi khi, người đứng đâu doanh nghiệp nên tham gia và
các buổi tập huấn cho trưởng phòng và cán bộ cấp dưới
nhằm động viên họ bằng sự hiện diện của mình.

Bước 2: Tiến hành đào tạo về TPM (2)
Công nhân thì có thể được đào tao dễ hiểu và cụ thể hơn
thông qua việc sư dụng máy chiếu, hình vẽ hoặc những
phương tiện nghe nhìn khác.
Hình thức đào tao này sẽ trở nên lý thú hơn nếu mời
những chuyên gia và các nhà quan lý TPM cùng gặp mặt
để trao đổi những kinh nghiệm và kiến thức mà họ được
trang bị sau khi tham gia các chương trình đào tao của
chính công ty họ.
Trong thời gian đào tao, thông thường cũng có thể đồng
thời mở một chiến dịch nhằm thu hút sự ủng hộ cho TPM.
Có thể sư dụng các băng rôn, tranh cổ động, poster, ban
vẽ, cờ, huy hiệu, … mang đặc trưng của TPM nhằm tao ra
một không khí hào hứng.

Bước 3: Xây dựng tổ chức triển khai TPM (1)
Khi giai đoan đào tao ban đâu cho các cấp lãnh đao đã
hoàn thành, thì có thể bắt đâu xây dựng tổ chức triển khai
TPM .
Cấu trúc hoat động của TPM được xây dựng dựa trên
hình thức tổ chức dang ma trận, bao gồm các nhóm liên kết
ngang, dưới dang các uỷ ban hay các nhóm dự án và phân
theo từng cấp theo các phòng ban quan lý theo chiều dọc.
Điều này là vô cùng quan trọng đối với sự thành công
trong việc xây dựng TPM của công ty.

Bước 3: Xây dựng tổ chức triển khai TPM (2)
Các nhóm làm việc sẽ được tổ chức theo hàng ngang, ví dụ, các ủy
ban hoat động của TPM, các phòng ban hoặc các nhà máy, hay các tổ
san xuất của TPM.
Sự thống nhất hài hoà từ trên xuống dưới, giữa các mục tiêu do
lãnh đao đề ra với các công việc cụ thể của từng nhóm san xuất là
vấn đề then chốt.
Thông thường,cac nhóm san xuất nhỏ vẫn hoat động một cách chủ
động trong pham vi quan lý .
Các tổ hoặc nhóm bao trì phòng ngừa mới có thể được thành lập và
trách nhiệm quan lý sẽ được phân công cho các trưởng phòng, các
trưởng nhóm hoặc các tổ trưởng san xuất.

Bước 4: Xây dựng những mục tiêu và chính sách cơ bản (1)
Đội ngũ cán bộ đâu não của TPM phai bắt đâu bằng việc
xây dựng những chiến lược và mục tiêu cơ ban.
Phai mất ít nhất 3 năm để khắc phục những sự cố và
những trục trặc trong quá trình thực hiện TPM, một chính
sách quan lý cơ ban phai được xây dựng phù hợp với TPM
và phai gắn quá trình phát triển cụ thể của TPM với kế
hoach quan lý trung và dài han.
Dù phương châm hay khẩu hiệu của công ty đôi khi có
thể được trình bày đơn gian trên những bức tường và có thể
thay đổi, nhưng những chính sách cơ ban và mục tiêu hàng
năm trong việc quan lý của công ty là không được phép
thay đổi.

Bước 4: Xây dựng những mục tiêu và chính sách cơ bản (2)
Dù các chính sách này tồn tai dưới dang văn ban viết hay
bài phát biểu bằng lời, thì những mục tiêu đề ra cũng phai
thật chính xác và có thể định lượng. Trong đó nêu rõ các
nhiệm vụ (cái gì), số lượng (bao nhiêu) và thời gian thực
hiện (bao giờ).
Để đề ra được một mục tiêu cụ thể có tính kha thi, thì cân
phai xác định được chính xác và dễ hiểu mức độ và tính
chất của các sự cố hiện tai và tỷ lệ lỗi san xuất trên một đơn
vị thiết bị.
Ở một vài công ty, thông tin này thường không có giá trị
và người ta phai bắt đâu bằng việc nhận dang các vấn đề
đang tồn tai.

Bước 5: Lập kế hoạch tổng thể triển khai TPM
Công việc tiếp theo của những người lãnh đao là xây dựng một kế hoach tổng thể
cho quá trình triển khai TPM.
Ban kế hoach này phai bao gồm ca những kế hoach chi tiết cho từng ngày trong
quá trình thực hiện TPM, bắt đâu từ giai đoan chuẩn bị trước khi triển khai hệ
thống này.
Một ban kế hoach tổng thể cho quá trình triển khai TPM bao gồm:
1. Tối ưu hoá tính hiệu suất của thiết bị bằng cách loai bỏ 6 lãng phí lớn.
2. Xây dựng hệ thống bao trì phòng ngừa do bộ phận bao trì thực hiện.
3. Xây dựng chương trình bao trì tự quan do người sư dụng thiết bị thực hiện.
4. Thiết lập chương trình thiết kế đam bao kha năng chế tao.
5. Thiết lập chương trình thiết kế máy phòng ngừa.
6. Đào tao và rèn luyện để nâng cao kỹ năng nhân viên.

Bước 6: Khởi động TPM
Bước khởi động là bước đầu tiên và bắt đầu bằng cuộc chiến chống lại 6 lãng phílớn.Trong giai đoạn chuẩn bị (từ bước 1 đến bước 5), người lãnh đạo và đội ngũchuyên gia đóng vai trò chủ đạo. Tuy nhiên, từ thời điểm này, thì mỗi người côngnhân cần phải thoát ra khỏi thói quen làm việc cũ để bắt đầu thực hành TPM.
Giờ đây, mỗi người công nhân đều có vai trò then chốt. Điều đó có nghĩa là tất cảmọi người đều tham gia vào TPM , không có ai đứng ngoài cuộc cả.Để làm được điều này thì tất cả công nhân viên đều phải ủng hộ chính sách ápdụng TPM của người lãnh đạo bằng chính những hành động cụ thể của họ nhằmloại bỏ 6 lãng phí lớn.
Bước khởi động còn cần phải tạo ra được một bầu không khí làm tăng quyết tâmvà tinh thần phấn chấn của công nhân. Tốt nhất là tổ chức một buổi họp mặt tất
cả công nhân. Tại buổi họp này, người lãnh đạo sẽ trình bày những kế hoạch đãđược xây dựng, các công việc đã hoàn thành trong giai đoạn chuẩn bị, ví dụ nhưcấu trúc vận hành TPM, các chính sách và mục tiêu chính, và kế hoạch tổng thể chosự phát triển của TPM .

Bước 7: Cải thiện hiệu suất của thiết bị
Như vậy, TPM đã được triển khai thông qua 5 bước hoạt động đã được mô tả ởphần trước, bước tiếp theo chính là tối ưu hóa hiệu suất của mỗi đơn vị thiết bịnhằm tránh lãng phí.Đội ngũ kỹ sư máy và thợ bảo trì, các tổ trưởng sản xuất và các nhóm thànhviên nhỏ sẽ được tổ chức thành các đội dự án. Cách tổ chức này sẽ giúp việcloại bỏ lãng phí được tiến hành dễ dàng hơn. Và những tiến bộ này sẽ dẫn tớinhững kết quả khả quan đối với công ty.Tuy nhiên, trong giai đoạn triển khai ban đầu này, sẽ có một số người hoàinghi về tính hiệu quả của TPM đối với hiệu quả sản xuất, trừ khi họ đã chínhmắt trông thấy các công ty khác sử dụng TPM như thế nào để tăng chất lượngvà sản lượng, giảm giá thành, tăng hiệu quả kinh doanh, và tạo ra một môitrường làm việc thuận lợi.Để xoá bỏ mối nghi ngờ này và xây dựng lòng tin đối với TPM. Có thể chỉ rahiệu quả của TPM bằng cách lập một vài nhóm dự án, cho họ sử dụng nhữngthiết bị mà hàng ngày thường xuyên chịu sự lãng phí trong quá trình vận hành.Sau thời gian theo dõi là 3 tháng, chúng tôi chỉ ra những cải thiện rõ rệt saukhi các nhóm dự án này áp dụng TPM. Một vài thiết bị trong mỗi lần thửnghiệm như vậy sẽ được chọn ra để làm mẫu,và đội dự án đó sẽ được nêugương trước toàn công ty.

Bước 8: Xây dựng chương trình bảo trì tự quản
Công việc này cần phải được tiến hành ngay sau khi khởi động TPM.
Bảo trì tự quản là nét đặc biệt của TPM; cách tổ chức này là nhằm quảng bá choTPM trong toàn công ty. Một công ty càng được thành lập từ lâu đời thì việc triểnkhai bảo trì tự quản lại càng trở nên khó khăn. Bởi vì người sử dụng thiết bị vàngười bảo trì thường khó thoát khỏi quan niệm “tôi sử dụng chúng còn bạn thì sửachữa chúng”.Người sử dụng thiết bị thì cho rằng mình cần phải sử dụng hết thời gian để tậptrung vào sản xuất, còn người bảo trì thì cho rằng mình chỉ có trách nhiệm trongviệc bảo trì mà thôi. Những thói quen này và những quan niệm cũ không thể thayđổi một sớm một chiều. Đây là một trong những lý do cơ bản khiến cho người taphải mất tới 2 hay 3 năm để hoàn thành TPM, kể từ giai đoạn bắt đầu giới thiệu vềTPM cho đến khi hoàn tất việc áp dụng nó.Cần có thời gian để thay đổi cách nghĩ và môi trường của công ty.
Để áp dụng TPM, tất cả mọi người từ trên xuống dưới trong công ty phải tin tưởngrằng việc áp dụng bảo trì tự quản là có thể thực hiện được và mỗi cá nhân phải cótrách nhiệm đối với thiết bị mà họ sử dụng.

Bước 9: Xây dựng chương trình bảo trì phòng ngừa cho bộ phận bảo trì
Công việc bảo trì phòng ngừa sẽ được thực hiện bởi bộ phận bảo trì. Nhưng nó cầnphải được phối hợp chặt chẽ với công việc bảo trì tự quản của bộ phận vận hànhmáy. Như vậy, hai bộ phận này phải thực hiện đồng thời công việc bảo trì như haibánh của một chiếc xe.Chương trình bảo trì phòng ngừa là nhằm tăng mức độ bảo trì từ giai đoạn 1 đến giaiđoạn 4:Giai đoạn 1: Giảm sự không đồng nhất trong vòng đời chi tiết máy. Ở giaiđoạn này, công việc đầu tiên là phục hồi những chi tiết hư hỏng, công việc tiếp theolà loại bỏ các chi tiết bị hư hỏng nặng.Giai đoạn 2: Kéo dài vòng đời chi tiết máy. Với những điều chỉnh ở giai đoạn 1,những khiếm khuyết trong thiết kế có thể được khắc phục, do đó sẽ loại trừ đượckhả năng hư hỏng của máy móc.Giai đoạn 3: Phục hồi định kỳ các chi tiết hư hỏngTrong giai đoạn này, có thể dự đoán vòng đời của chi tiết máy, sau đó đề ra kế hoạchphục hồi định kỳ. Lúc này đã có thể nhận dạng được các dấu hiệu và các dạng hưhỏng của từng loại chi tiết máy.Giai đoạn 4: Dự đoán vòng đời của chi tiết máySử dụng các loại thiết bị chẩn đoán (ví dụ: đo rung động) để dự đoán vòng đời củachi tiết máy.

Bước 10: Tiến hành đào tạo để cải thiện kỹ năng sản xuất và bảo trì
Ở Nhật Bản, các nhà máy sản xuất thép và đồ điện tử thường trang bị chocông nhân của họ các khoá huấn luyện kỹ thuật tại các trung tâm đào tạođược trang bị máy móc rất tốt.
Khoá đào tạo này là dành cho cả người bảo dưỡng và người vận hành máy.
Khóa đào tạo cho người bảo dưỡng chuyên nghiệp được thiết kế phù hợpvới loại hình công việc và thậm chí phù hợp với cả mức độ kỹ năng cao haythấp của người được đào tạo.
Khóa đào tạo cho người vận hành máy đôi khi do người bảo dưỡng giảngdạy và một vài phần trong chương trình đào tạo cho người bảo dưỡng lạido người vận hành máy giảng dạy.
Sự luân phiên trong đào tạo này là rất có ích cho sự phối hợp các công việcthực hiện TPM.
Giáo dục và đào tạo là sự đầu tư con người mang lại rất nhiều lợi ích.

Bước 11: Xây dựng chương trình quản lý thiết bị ban đầu
Công việc cuối cùng của hoạt động phát triển TPM là quản lý thiết bị banđầu.
Khi một thiết bị mới được lắp đặt, đôi khi hỏng hóc xảy ra ngay trong quátrình chạy thử và khởi động, mặc dù các giai đoạn thiết kế, chế tạo và lắpđặt xảy ra một cách êm xuôi. Cơ hội này là một dịp may để người vận hànhhiểu được cấu trúc và các dữ liệu kỹ thuật của thiết bị.
Những kiến thức về quản lý thiết bị ban đầu chủ yếu do bộ phận chế tạomáy và người bảo dưỡng cung cấp, bao gồm những hiểu biết về bảo dưỡngphòng ngừa (MP). Hình thức đào tạo này được thực hiện thông qua các đợtthực tập khác nhau.
Để đạt được kết quả tốt trong PM, tốt nhất là cho người vận hành máy sớmtham gia những đợt thực tập từ khâu lập kế hoạch và thiết kế. Khi quátrình chạy thử máy được tiến hành tại nơi sản xuất, thì sự có mặt của cả cáckỹ sư lẫn người bảo dưỡng và người vận hành máy đều có lợi cho công việcquản lý thiết bị ban đầu.

Bước 12: Hoàn thiện TPM và hướng tới những mục tiêu cao hơn
Bước cuối cùng trong chương trình phát triển TPM là hoàn thiện quá trìnhtriển khai TPM và đặt ra các mục tiêu lớn hơn trong tương lai. Trong giaiđoạn mà các hoạt động đã đi vào ổn định và thành quả của TPM khôngngừng được nâng cao, thì có thể dành ít thời gian để đánh giá lại các côngviệc đã làm.
Để làm điều này, các công ty Nhật thường được đánh giá để nhận Giảithưởng PM. Tuy nhiên, ngay cả sau khi công ty đã nhận được Giải thưởngPM, thì công việc hoàn thiện TPM vẫn phải được tiếp tục – giành được GiảiTPM đơn giản chỉ là một sự bắt đầu mới.
Giống như một nhà lãnh đạo đã phát biểu tại lễ trao Giải PM:
“Giải thưởng này không có nghĩa là chúng ta đã hoàn tất TPM, mà đơn giảnchỉ có nghĩa là chúng ta đã khởi đầu đúng hướng. Giải thưởng này thậm chícòn bắt chúng ta phải làm việc nhiều hơn nữa.”

Xin chân thành cám ơn!