
Báo cáo thực tập quy trình sản xuất mực ống cắt khoanh, ống tube
103
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH LỜI CẢM ƠN Chúng em xin chân thành cám ơn quý thầy, quý cô Viện Công Nghệ Sinh Học Thực Phẩm đã tạo điều kiện cho chúng em về cơ sở vật chất cũng như truyền đạt cho em những kiến thức về chuyên ngành. Và thầy cô đã hết lòng chỉ bảo chúng em trong suốt quá trình học tập tại trường, thầy cô đã tạo điều kiện cho chúng em nắm vững lý thuyết và từng bước tiếp cận thực tế. Đặc biệt em xin cảm ơn Cô Nguyễn Thị Thanh Bình, người đã tận tình hướng dẫn và giúp đỡ chúng em hoàn thành tốt bài báo cáo này. Chúng em xin chân thành cảm ơn ban lãnh đạo Công ty cổ phần xuất nhập khẩu Bình Thuận, các cô chú phòng kỹ thuật, các anh chị QC, cô chú tổ trưởng cùng tất cả các anh chị em công nhân đã tận tình đã giúp chúng em hoàn thành tốt trong thời gian thực tập và bài báo cáo này.Và các cô chú, anh chị luôn động viên nhắc nhở chúng em, giúp đỡ chúng em có thể vượt qua các trở ngại trong suốt thời gian thực tập và làm đề tài.Trong quá trình hoàn thành đề tài này chúng em đã cố gắng rất nhiều, nhưng do thời gian có hạn nên đề tài của chúng em không thể nào tránh khỏi những sai sót. Vìvậy em rất mong thầy cô đóng góp ý kiến để đề tài của chúng em được hoàn thành tốt hơn. 1
-
Upload
independent -
Category
Documents
-
view
11 -
download
0
Transcript of Báo cáo thực tập quy trình sản xuất mực ống cắt khoanh, ống tube
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
LỜI CẢM ƠN
Chúng em xin chân thành cám ơn quý thầy, quý cô Viện Công Nghệ Sinh Học Thực Phẩm đã tạo điều kiện cho chúng em về cơ sở vật chất cũng như truyền đạt cho em những kiến thức về chuyên ngành. Và thầy cô đã hết lòng chỉ bảo chúng em trong suốt quá trình học tập tại trường, thầy cô đã tạo điều kiện cho chúng em nắm vững lý thuyết và từng bước tiếp cận thực tế. Đặc biệt em xincảm ơn Cô Nguyễn Thị Thanh Bình, người đã tận tình hướng dẫn và giúp đỡ chúng em hoàn thành tốt bài báo cáo này.Chúng em xin chân thành cảm ơn ban lãnh đạo Công ty cổ phần xuất nhập khẩu Bình Thuận,các cô chú phòng kỹ thuật, cácanh chị QC, cô chú tổ trưởng cùng tất cả các anh chị em công nhânđã tận tình đã giúp chúng em hoàn thành tốt trong thời gian thực tập và bài báo cáo này.Và các cô chú, anh chị luôn động viên nhắcnhở chúng em, giúp đỡ chúng em có thể vượt qua các trở ngại trongsuốt thời gian thực tập và làm đề tài.Trong quá trình hoàn thành đề tài này chúng em đã cố gắng rất nhiều, nhưng do thời gian có hạn nên đề tài của chúng em không thể nào tránh khỏi những sai sót. Vìvậy em rất mong thầy cô đóng góp ý kiến để đề tài của chúng em được hoàn thành tốt hơn.
1
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
CHƯƠNG I : TỔNG QUAN VỀ CÔNG TY CỔ PHẦN XNK BÌNH THUẬN-THAIMEX
1. LỊCH SỬ HÌNH THÀNH VÀ PHÁT TRIỂN- Công ty Cổ phần XNK Bình Thuận là Công ty XNK được thành
lập từ việc cổ phần hóa doanh nghiệp Nhà nước là Công ty Xuất Nhập khẩu Bình Thuận vào năm 2006. Xuất phát từ một xưởng sản xuất cá đóng hộp thành lập từ năm 1960, Thaimexcó trên 50 năm kinh nghiệm trong chế biến và xuất khẩu thủy hải sản đông lạnh và khô.
- Trụ sở chính và nhà máy Thaimex đặt tại trung tâm Tp. Phan Thiết. Tỉnh Bình Thuận, ở cực Nam Trung bộ, có bờ biển dài 192 km là một trong những ngư trường trọng điểm của Việt Nam, với nhiều loại hải sản có giá trị xuất khẩucao như mực ống, mực nang, sò điệp, sò lông và cá các loại.
- Sản phẩm của Thaimex đạt nhiều giải thưởng tại các hội chợ hàng năm như Huy chương vàng sản phẩm mực khô lột da cao cấp tại hội chợ triển lãm Giảng Võ Hà nội năm 1997; Huy chương vàng sản phẩm mực nang sashimi tại Hội chợ triển lãm Vietfish năm 1998, 1999; Cúp vàng Thương hiệu Việt – Uy tín chất lượng; Cúp vàng sản phẩm uy tín chất lượng sản phẩm mực khô lột da cao cấp do bạn đọc và Hội Sở hữu Công nghiệp Việt Nam bình chọn năm 2005; Chứng nhận Thương hiệu nổi tiếng với người tiêu dùng tại Hội chợ Quốc tế thương hiệu nổi tiếng Việt Nam năm 2005.
2. LĨNH VỰC HOẠT ĐỘNG
Công ty Cổ phần XNK Bình Thuận chuyên xuất nhập khẩu các loại hải sản đông lạnh và khô; chế biến hải sản; kinh doanh hàng thực phẩm; thực hiện các dịch vụ liên quan…
3. CÁC NHÓM MẶT HÀNG - Hàng đông lạnh: mực ống sushidane, mực ống sugata, mực ống
tube, mực ống nguyên con, mực ống cắt khoanh, đầu mực, sò lông, sò điệp, nghêu lụa, seafood-mix đông block và IQF.
2
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Hàng khô: mực khô lột da cao cấp, cá khô các loại tẩm gia vịngọt và mặn, mực lá một nắng.
4. SƠ ĐỒ MẶT BẰNG
3
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
4
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
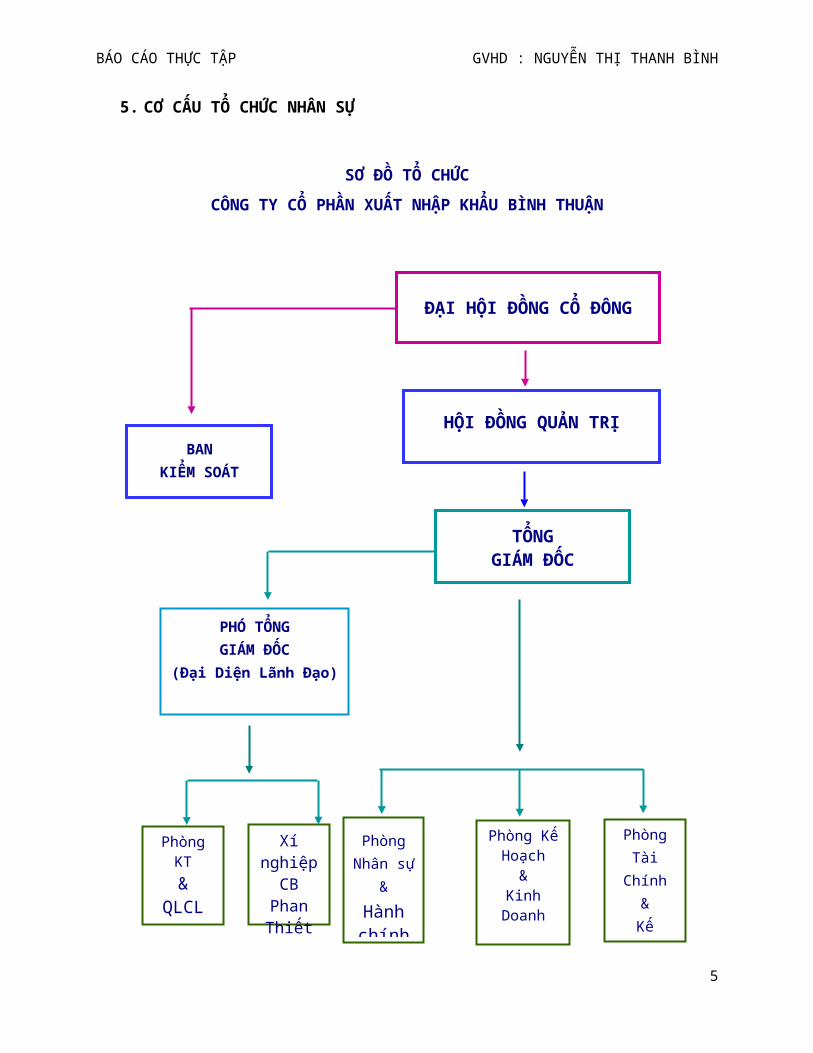
5. CƠ CẤU TỔ CHỨC NHÂN SỰ
SƠ ĐỒ TỔ CHỨCCÔNG TY CỔ PHẦN XUẤT NHẬP KHẨU BÌNH THUẬN
5
HỘI ĐỒNG QUẢN TRỊ
TỔNG GIÁM ĐỐC
PHÓ TỔNG GIÁM ĐỐC
(Đại Diện Lãnh Đạo)
ĐẠI HỘI ĐỒNG CỔ ĐÔNG
BANKIỂM SOÁT
Phòng Kế Hoạch
&Kinh Doanh
PhòngNhân sự
& Hành chính
PhòngTài
Chính& Kế
Xí nghiệp
CB Phan Thiết
Phòng KT&
QLCL
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
CHƯƠNG II: TÌM HIỂU VỀ NGUYÊN LIỆU SẢN XUẤT
1. GIỚI THIỆU CHUNG VỀ MỰC ỐNG
Theo số liệu điều tra mới nhất, ở vùng biển Việt Nam có tới25 loài mực ống. Đa số mực ống sống ở độ sâu <100m nước, tậptrung nhiều nhất ở vùng nước sâu khoảng 30-50m. Ngoài ra còn cómột số loài thường sống ở các vùng biển khơi với độ sâu >100mnước. Mực ống là động vật nhạy cảm với biến đổi của điều kiểnthuỷ văn, thời tiết và ánh sáng nên sự di chuyển theo mùa, ngàyvà đêm. Nhìn chung ban ngày, do lớp nước bề mặt bị ánh sáng mặttrời hun nóng, làm nhiệt độ nước tăng lên, mực ống thường lặnxuống dưới đáy hoặc lớp nước tầng dưới. Ban đêm, khi nhiệt độnước bề mặt giảm đi, các quần thể mực ống lại di chuyển từ lớpnước tầng đáy lên bề mặt.
Trong các tháng mùa khô (tháng 12-tháng 3 năm sau), mực ốngdi chuyển đến các vùng nước nông hơn, ở độ sâu <30m. Trong cáctháng mùa mưa (tháng 6-9), mực ống di chuyển đến các vùng nướcsâu 30-50m.
- Vùng phân bố : Ở vùng biển phía Bắc, mực ống tập trung ở cácvùng đánh bắt mực chính là quanh đảo Cát Bà, Cái Chiên,CôTô, Hòn Mê-Hòn Mát và khu vực Bạch Long Vĩ, nhất là vàomùa xuân. Ở vùng biển phía nam, các vùng tập trung mực chủyếu là ở Phan Rang, Phan Thiết, Vũng Tàu, Cà Mau và quanhCôn Đảo, Phú Quốc.
- Mùa vụ khai thác : Mực ống được khai thác quanh năm, tuynhiên cũng có 2 vụ chính: Vụ Bắc ( tháng 12-4) vàvụ Nam (tháng 6-9)
1.1. Thành phần khối lượng của mựcThành phần khối lượng tỉ lệ phần trăm về khối lượng của các
thành phần trong cơ thể nguyên liệu.
6

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Mực có rất nhiều thịt và tổ chức cơ thịt mực chặt chẽ. Tỷ lệphần ăn được của mực rất cao trên 70% tổng khối lượng có khi tới90%. Trong đó, thân mực chiếm : 52 -55%, đầu và râu mực chiếm :18 – 20%, túi mực chiếm 6 – 11%, nang mực chiếm : 0.2- 0.3 %,phần còn lại như da, dè, nội tạng chiếm : 10.2- 14 %. 1.2. Thành phần dinh dưỡng của Mực ống:
Thành phần dinh dưỡng trong 100 g sản phẩm ănđược
Thành phần chính Muối khoáng VitaminKcal G mg mgCalories
Moisture
Protein
Lipid
Glucid
Ash
Calci
Phosphor
Iron
A B1 B2 PPC
71 82,2 15,6 1,0 - 1,2
55 160 1,2
210
0,01
0,04
2,5
0
1.3. Đặc điểm nguyên liệu- Tên khoa học :Loligo edulis (Hoyle, 1885) - Phân bố Thế giới: Tây Thái Bình Dương từ bắc Australia,
Philippin, bắc Biển Đông Việt Nam đến miền trung NhậtBản Việt Nam: Ở biển nước ta loài này có phân bố ở NhaTrang, Ninh Thuận, Bình Thuận, Vũng Tàu, phía bắc có ở ngưtrường Ba Lạt tới Long Châu .
Đặc điểm hình thái :- Kích thước cơ thể trung bình, thân dài hình đầu đạn. - Chiều dài thân lớn nhất có thể đạt 30cm, dọc theo giữa mặt
bụng ống thân có một gờ da mảnh. - Trên ống thân có các điểm sắc tố gần tròn, to, nhỏ xen kẽ. - Vây dài chiếm khoảng hơn 3/ 5 chiều dài thân. Chiều dài vây
gấp 4 - 5 lần chiều rộng. - Kích cỡ: Chiều dài thân lớn nhất có thể đạt 30cm.- Mùa vụ khai thác :- Ngư cụ khai thác: Câu- Dạng sản phẩm : Tươi, đông lạnh, làm khô.
2. TIÊU CHUẨN CHẤT LƯỢNG2.1. Tiêu chuẩn cảm quan
- Chất lượng tươi tốt, màu sắc tự nhiên.Cơ thịt săn chắc7
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Trọng lượng: W ≥ 30 gr/ con
- Kích thước : L ≥ 10cm/ con ( tùy theo yêu cầu khách hàng).
- Chấp nhận những lượng hàng có màu hồng nhạt (tuyệt đối không
có mùi hôi), tỷ lệ màu hồng cho phép ≤ 5% so với tổng số lô
hàng.
2.2. Tiêu chuẩn sinh học
- Đảm bảo không có sự xuất hiện của vi sinh vật gâ bệnh bên trong nguyên liệu, bảo quản và vận chuyển về Công ty, được kiểm tra bằng cách chỉ nhận nguyên liệu từ đại lý có đủ điềukiện ATTP trong kinh doanh thủy sản, kiểm tra dụng cụ bảo quản, phương tiện vận chuyển của đại lý, kiểm tra nhiệt độ nguyên liệu, đánh giá cảm quan chất lượng nguyên liệu.
- Nguyên liệu được kiểm tra cảm quan trước khi nhận . Các lô lấy mẫu đại diện kiểm tra vi sinh để đảm bảo không vi sinh vật gây bệnh
2.3. Tiêu chuẩn hóa học:Nguyên liệu không được sử dụng kháng sinh cấm Chloramphenicol ( lô nguyên liệu phải có giấy cam kết của đại lý cung cấp, không sử dụng kháng sinh cấm để bảo quản) và phải kiểm tra sự xuất hiện của kim loại nặng (Hg,Pb,Cd,…)trong nguyên liệu bằng cách 3 tháng/lần lấy mẫu nguyên liệu theo vùng khai thác để kiểm tra kim loại nặng
2.4. Tiêu chuẩn vật lý:Kiểm soát sự xuất hiện của mảnh kim lọai bằng công đoạn dò kim loại theo sau sẽ cô lập sản phẩm bị nhiễm mãnh kim loại.
3. BẢO QUẢN NGUYÊN LIỆU3.1. Mục đích
Nguyên liệu được bảo quản lại để đảm bảo tiến độ sản xuất của nhà máy,hạn chế đến mức tối đa nguyên liệu bị hư hỏng. Đồng thời đảm bảo rằng thành phẩm được sản xuất từ nguyên
8
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
liệu đạt chất lượng tốt và ổn định trong suốt quá trình sản xuất.
3.2. Thực hiện- Nguyên liệu dạng tươi được bảo quản trong thùng cách nhiệt
và vận chuyển đến nhà máy bằng xe bảo ôn, nhiệt độ nguyên liệu ≤ 40C ,thời gian vận chuyển từ các huyện trong tỉnh về công ty không quá 4 giờ
4. CÁC DẠNG HƯ HỎNG CỦA MỰC Lúc mới đánh bắt lên khỏi mặt nước, cơ thịt mực trong suốt,
lưng có màu nâu xẫm và các tế bào sắc tố trên da rất linh động (nhấp nháy). Sau đó độ nhấp nháy giảm dần và cơ thịt chuyển sang màu trắng nhạt.
Nếu mực để lâu ngoài không khí da của chúng bị mất ẩm, cơ thịt co cứng lại, tế bào sắc tố cố định và không còn nhấp nháy nữa. Nếu mực được duy trì ở trạng thái ẩm ướt thì tế bào sắc tố co dần lại và bề mặt trở nên trắng với các chấm đen. Dần dần sắc tố bị tách ra, mực chuyển sang màu đỏ nhạt,lúc này mực đã đi vào giai đoạn ươn hỏng. Mực mềm và rách nát
Nguyên nhân : có thể do bản thân nguyên liệu bị mềm do chế độ sinh sản, thức ăn …hoặc do trong quá trình đánh bắt, vận chuyển, thu mua, tiếp nhận, sơ chế…tác động đến hình dạng của mực hay bảo quản không đảm bảo.
Màu sắc- Màu chuyển sang đỏ hồng,biến màu trên 1/2 diện tích thân Thịt chuyển màu thâm vàng hoặc hồng đỏ, hoặc có vết màu phớt
vàng hoặc hồng quá 1/10 diện tích miếng philê. Thành trong của ống mực thâm vàng hoặc chuyển sang màu đỏ
xậm Trạng thái
- Thân không còn căng tròn hoặc mềm nhũn, da rách, thủng nhiềuquá 1cm2,hoặc có quá 3 vết cầu gai, da dễ tách khỏi thân.
- Đầu long nặng- Mắt đục, đồng tử, giác mạc đục
9

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Râu mềm, buông thõng, không dính- Bầu mực, nội tạng vỡ do phân hủy Thịt mềm
Mùi Có mùi hôi.
10
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
CHƯƠNG III: QUY TRÌNH SẢN XUẤT MỰC ỐNG CẮT KHOANH ,MỰC ỐNG TUBE
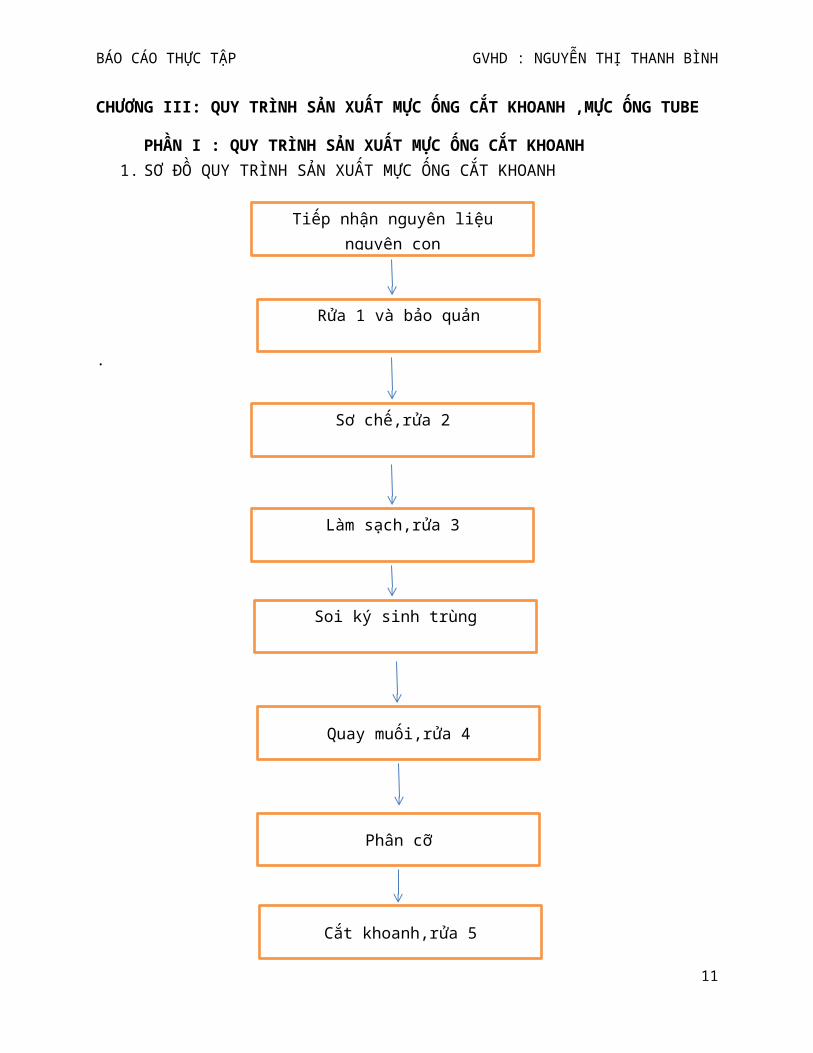
PHẦN I : QUY TRÌNH SẢN XUẤT MỰC ỐNG CẮT KHOANH1. SƠ ĐỒ QUY TRÌNH SẢN XUẤT MỰC ỐNG CẮT KHOANH
.
11
Soi ký sinh trùng
Rửa 1 và bảo quản
Tiếp nhận nguyên liệunguyên con
Sơ chế,rửa 2
Làm sạch,rửa 3
Quay muối,rửa 4
Phân cỡ
Cắt khoanh,rửa 5
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
12
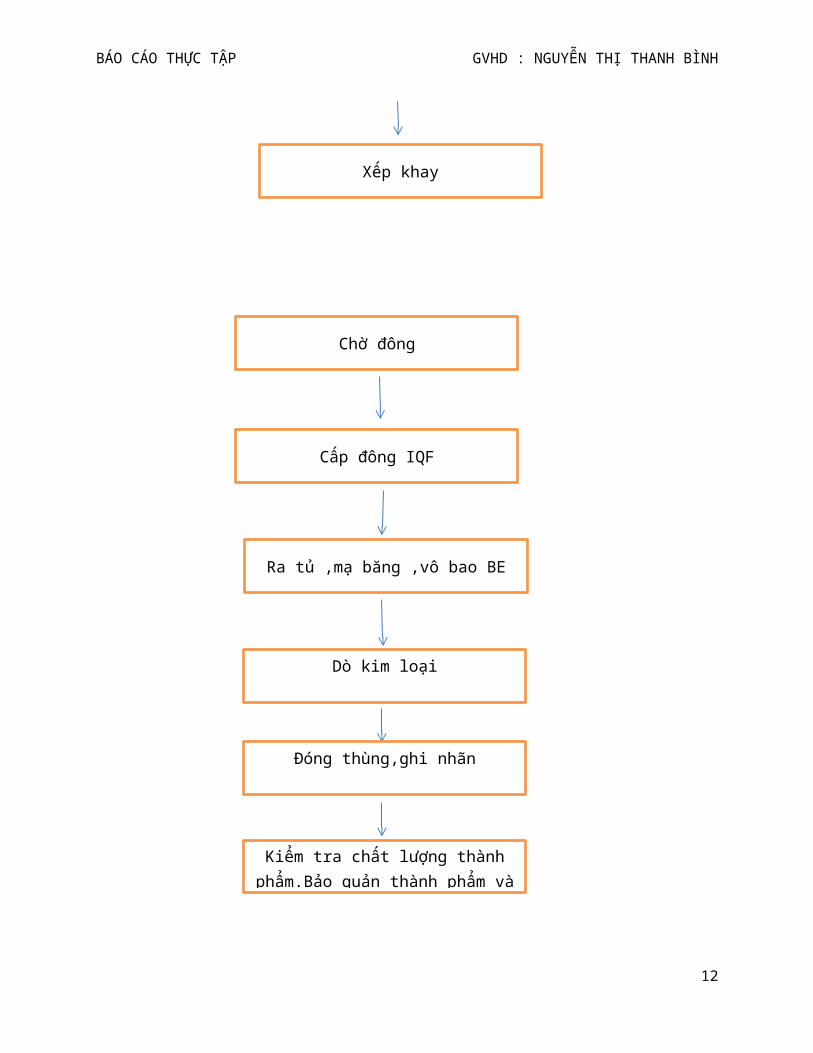
Chờ đông
Dò kim loại
Kiểm tra chất lượng thànhphẩm.Bảo quản thành phẩm và
Xếp khay
Cấp đông IQF
Ra tủ ,mạ băng ,vô bao BE
Đóng thùng,ghi nhãn
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.1. TIẾP NHẬN NGUYÊN LIỆU NGUYÊN CON 2.1.1. Mục đích
Chất lượng thành phẩm phụ thuộc vào chất lượng nguyên liệu nên phải thực hiện việc kiểm tra nguyên liệu trước khi sản xuất để đảm bảo chất lượng theo yêu cầu của khách hàng
2.1.2. Tiến hành- Nguyên liệu nguyên con được bảo quản trong thùng cách
nhiệt và chuyển về công ty bằng xe bảo ôn chuyên dùng.- Nếu nguyên liệu đó đạt yêu cầu về chất lượng ,cho xuống
hàng - Cho nguyên liệu ra bàn tiếp nhận và tiến hành loại bỏ
những con mực không đạt yêu cầu về chất lượng và kích cỡ.- Nguyên liệu đạt yêu cầu về chất lượng được chứa trong
khay tiếp nhận để ráo nước 5 phút trước khi cân 2.1.3. Yêu cầu- Nhiệt độ nguyên liệu ≤40C(bảo quản bằng đá xay)- Cỡ nguyên liệu: 4-6, 6-8, 8-10, 10-up cm (đo chiều dài
thân mực ) - Chỉ sử dụng dụng cụ sạch để tiếp nhận nguyên liệu theo
SSOP1.3- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy
định của SSOP1.5 và sức khỏe tốt theo quy định của SSOP1.8
- Có đủ công nhân để tiếp nhận nguyên liệu nhanh chóng
13
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Khu vực tiếp nhận nguyên liệu phải được làm vệ sinh sạch sẽ khi tiếp nhận
- Kiểm tra hiệu chỉnh cân trước khi cân nguyên liệu - Thao tác tiếp nhận phải lựa hàng chuẩn xác và nhanh tránh
làm giảm chất lượng nguyên liệu - Khi cân không quá 3 khay
2.2. RỬA 1,BẢO QUẢN NGUYÊN LIỆU 2.2.1. Mục đích- Nguyên liệu được rửa nhằm giảm bớt lượng VSV và tạp chất
trước khi đưa vào chế biến.- Bảo quản nguyên liệu nhằm giữ được chất lượng nguyên liệu
tươi tốt .
2.2.2. Tiến hànha. Rửa 1 - Thùng rửa có dung tích từ 100-120 lít,cho đá xay vào
khoảng ½ thùng ,sau đó cho nước vào gần đầy thùng ,đảo đều thì được nước rửa có nhiệt độ ≤ 60C,cho nước muối sạch đã hòa tan sẵn vào để có nồng độ 2%
- Cho khoảng 4-5 kg vào khay đặt khay mực trên giá lạnh.múcnước lạnh đã pha muối dội cho sạch tạp chất và mực đen ,vừa dội nước vừa đảo các con mực cho sạch
- Rửa sạch xong,đổ mực lên bàn ,lựa chon kích cỡ và chất lượng
- Nguyên liệu rửa xong được bảo quản bằng nước đá sạch và duy trì ở nhiệt độ từ -1-40C,nhanh chóng chuyển sang côngđoạn chế biến
b. Bảo quản- Bảo quản nguyên liệu tươi thực hiện theo hướng dẫn mục 1
của PL07-GMP 2.2.3. Yêu cầu- Chỉ sử dụng nước,nước đá sạch để rửa và bảo quản nguyên
liệu theo quy định của SSOP1.1 và SSOP1.2
14
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Chỉ sử dụng dụng cụ đã được làm vệ sinh sạch theo quy định của SSOP1.3
- Công nhân phải vệ sinh sạch sẽ trước khi tiếp xúc với sảnphẩm theo quy định của SSOP1.5 và sức khỏe tốt theo quy định của SSOP1.8
- Trước khi đưa vào chế biến phải rửa nguyên liệu cho sạch tạp chất .nước rửa được làm lạnh ở nhiệt độ ≤ 60C
2.3. SƠ CHẾ, RỬA 2:2.3.1. Mục đích- Tách riêng thân mực và đầu mực làm riêng, để trong quá
trình sơ chế thân mực được trắng sạch.- Bảo quản sản phẩm trong nước đá ở nhiệt độ ≤6℃ và có
muối 2% để giữ chất lượng được tốt và làm cho mực săn chắc hơn
- Sản phẩm được rửa sạch mục đích làm giảm bớt lượng vi sinh vật đồng thời loại bỏ tạp chất còn trong sản phẩm
2.3.2. Tiến hànha. Sơ chế:
- Tách đầu mực và thân mực:- Rút đầu mực và kéo nội tạng ra khỏi thân mực- Đầu mực và thân mực để riêng- Thân mực- Thân mực cỡ 4-6, 6-8, 8-10, 10-up cm: loại bỏ hết nội
tạng bên trong, rút bỏ xương, lột da và bỏ dè- Công đoạn sơ chế thực hiện dưới vòi nước chảy, nước phải
mạnh đủ dùng để làm sạch đầu mực và thân mựcb. Rửa 2:
- Mực nguyên con bỏ túi mực và đầu mực sau khi sơ chế xong được rửa lại bằng nước lạnh ≤ 6℃
2.3.3. Yêu cầu- Chỉ sử dụng nước,nước đá sạch theo quy định của SSOP1.1
và SSOP1.2
15
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Chỉ sử dụng dụng cụ đã được làm vệ sinh sạch theo quy định của SSOP1.3
- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy định của SSOP1.5 và sức khỏe tốt theo quy định của SSOP1.8
- Nước để rửa 2: làm sạch nước bằng đá xay có nhiệt độ ≤6℃- Trong quá trình sơ chế:
- Các thao tác phải nhẹ nhàng, tránh làm rách và lủng các thân mực
- Hạn chế mức thấp nhất làm vỡ túi mực- Không được để nguyên liệu lẫn trong phế liệu- Sơ chế xong sản phẩm cho vào thau nước lạnh có nhiệt độ
≤6℃ và có muối 2%- Trường hợp sơ chế xong ở công đoạn tiếp theo xử lí không
kịp phải bảo quản trong nước lạnh có nhiệt độ ≤4℃ và có muối 2%
- Trong quá trình rửa 2:- Mỗi rổ chứa không quá 3kg sản phẩm- Đặt rổ sản phẩm trên giá rửa.múc nước lạnh (từ 2-3l) dội
rửa sản phẩm cho sạch tạp chất.nước rửa có nhiệt độ ≤6℃- Trong khi rửa vừa dội nước vừa đảo để sản phẩm sạch đều- Thường xuyên bổ xung đá xay để duy trì nhiệt độ ≤6℃- Trong sản xuất:
- Các thùng phế liệu đầy phải chuyển ra ngoài.trường hợp chưa đầy phải không quá 1 giờ ít nhất 1 lần phải chuyển các thùng chứa phế liệu ra khỏi khu vực sản xuất
- Tần suất làm vệ sinh định kì:- Trong khoảng thời gian 1 giờ bấm chuông báo hiệu làm vệsinh định kì: dùng nước tạt lên bàn chế biến cho sạch tạp chất
2.4. LÀM SẠCH, RỬA 3:2.4.1. Mục đích
16
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Làm sạch để đảm bảo chất lượng đáp ứng được yêu cầu kháchhàng
- Rửa sạch nhằm loại bỏ tạp chất và làm giảm bớt lượng vi sinh vật trên sản phẩm
2.4.2. Tiến hànha. Làm sạch
- Thực hiện làm sạch thân mực trong thau nước lạnh ở nhiệt độ ≤15℃
- Dùng vải mùng quấn vào đầu chiếc đũa nhựa để làm sạch màng nhớt và tạp chất trong thân mực
- Dùng vải mùng lạu sạch màng nhớt, lau sạch da còn bám ở vai và tạp chất bên ngoài thân mực
- Bảo quản:- Thân mực làm sạch xong cho vào thau nước lạnh ở nhiệt độ
≤6℃ và muối 2%- Tần suất thay nước làm sạch: trong khoảng thời gian 30
phút ít nhất phải thay nước trong thau 1 lầnb. Rửa 3:
- Đặt rổ sản phẩm trên giá rửa. múc nước lạnh (từ 2-3l) dộirửa cho sạch tạp chất, nước rửa có nhiệt độ ≤6℃
- Trong khi rửa vừa dội nước vừa đảo sản phẩm từ dưới lên cho sạch
- Thường xuyên bổ sung đá xay sạch để duy trì nhiệt độ nướclàm sạch ≤15℃ và nước rửa ≤6℃
- Sản phẩm sau khi rửa xong chuyển ngay sang công đoạn tiếptheo
2.4.3. Yêu cầu- Chỉ sử dụng nước, nước đá xay sạch trong sản xuất theo
quy định của SSOP1.1 và SSOP1.2- Chỉ sử dụng dụng cụ đã được làm vệ sinh sạch theo quy
định của SSOP1.3- Công nhân phải vệ sinh sạch sẽ theo quy định của SSOP1.5
và sức khỏe tốt theo quy định của SSOP1.8
17
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Chuẩn bị các thùng chứa nước để rửa và làm sạch mực, nướcđược làm lạnh bằng đá sạch đến nhiệt độ ≤6℃ (không có muối)
- Thùng nước để bảo quản mực sau làm sạch, nước có nhiệt độ≤6℃ và muối 2%
- Trong quá trình làm sạch- Thao tác làm sạch phải nhẹ nhàng, tránh làm lủng rách
thân mực- Không được cắt phần mép đầu thân mực- Trong quá trình rửa
- Mỗi rổ chứa không quá 3kg mực
2.5. SOI KÍ SINH TRÙNG:2.5.1. Mục đích
Loại bỏ kí sinh trùng ra khỏi sản phẩm nhằm đảm bảo an toàn vệ sinh thực phẩm và sức khỏe của người tiêu dùng2.5.2. Tiến hành
Soi kí sinh trùng bằng ánh sáng bàn soi:- Đặt thân mực trên bàn soi để ánh sáng đèn từ dưới chiếu
lên, nhìn khắp mặt ngoài thân mực để phát hiện kí sinh trùng nằm trong thịt mực
- Kiểm tra kĩ nơi tiếp giáp giữa dè và thân mực phía ngoài và nơi tiếp giáp nội tạng bên trong
2.5.3. Yêu cầu- Chỉ sử dụng các dụng cụ sản xuất được vệ sinh sạch theo
quy định của SSOP1.3- Trước khi vào sản xuất phải kiểm tra an toàn về điện,
kiểm tra các bóng đèn chiếu sáng và làm vệ sinh sạch bàn soi kí sinh trùng
- Vị trí soi kí sinh trùng phải có ánh sáng điện đủ mạnh đểnhìn rõ kí sinh trùng
- Công nhân tiếp xúc trực tiếp với sản phẩm phải trong tìnhtrạng vệ sinh sạch sẽ theo quy định của SSOP1.5 và sức khỏe tốt theo quy định của SSOP1.8
18
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Những công nhân đã được hướng dẫn cách nhận dạng kí sinh trùng mới được thực hiện ở công đoạn này
- Trong quá trình soi kí sinh trùng: nếu phát hiện có kí sinh trùng trong thân mực thì phải đưa sản phẩm đó ra khuvực xử lí
- Sản phẩm có kí sinh trùng đã xử lí loại bỏ hết kí sinhtrùng được nhập chung trong lô sản phẩm đang sản xuất
2.6. QUAY MUỐI, RỬA 4:2.6.1. Mục đích- Quay muối làm cho thân mực được trắng và cơ thịt săn chắc
hơn- Thân mực được rửa sạch lại sau khi quay muối nhằm làm cho
sạch tạp chất và giảm bớt độ mặn2.6.2. Tiến hành
a. Quay muối:Quay mực bằng mái chèo:
- Thân mực: 100-150kg- Đá vảy: 30-40kg- Nước muối đã pha loãng 2%: 70 lít- Kiểm tra nồng độ muối trong thùng đạt 2% và nhiệt độ
≤6℃, nếu: Nồng độ muối > 2% và nhiệt độ dung dịch ¿6℃ cho
thêm đá vảy và nước muối nồng độ cao vào thùng Nồng độ muối ¿2% cho thêm nước lạnh không muối
vào thùng- Thời gian quay tối thiểu là 30 phút
b. Rửa 4- Cho khoảng 3kg thân mực vào rổ nhựa- Rửa lần lượt qua 2 thau nước lạnh đã chuẩn bị ở trên
(thau có dung tích từ 25-30 lít), khi rửa phải đảo đều thân mực để làm sạch tạp chất
- Tần suất thay nước rửa: rửa không quá 15 rổ thay nước trong thau 1 lần
19
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.6.3. Yêu cầu- Chỉ sử dụng nước, nước đá vảy trong sản xuất theo quy
định của SSOP1.1 và SSOP1.2- Chỉ sử dụng dụng cụ đã được làm vệ sinh sạch theo quy
định của SSOP1.3- Công nhân phải vệ sinh sạch sẽ theo quy định của SSOP1.5
và sức khỏe tốt theo quy định của SSOP1.8 - Tần suất rửa: ít nhất 2 lần
Trong quá trình quay muối- Sau thời gian quay, kiểm tra độ săn chắc của thân mực.nếu
chưa săn chắc thì quay thêm thời gian đến khi đạt yêu cầukĩ thuật
- Trong quá trình quay cần phải bổ sung thêm đá vảy để duy trì nhiệt độ ¿6℃
- Thao tác quay bằng mái chèo phải nhẹ nhàng Trong quá trình rửa 4
- Thường xuyên bổ xung đá vảy để duy trì nhiệt độ nước rửa¿6℃
- Sản phẩm sau khi rửa xong chuyển ngay sang công đoạn tiếptheo.
2.7. PHÂN CỠ:2.7.1. Mục đích
Ứng với mỗi cỡ của thành phẩm có giá trị kinh tế khác nhau nên phải phân cỡ cho đúng yêu cầu của khác hàng đồng thời để tạo cho sản phẩm có kích cỡ và chất lượng đồng nhất.2.7.2. Tiến hành- Chỉ lấy những con mực có chiều dài thân từ 4-7 cm- Trong khi phân cỡ loại ra những thân mực không đúng yêu
cầu kĩ thuật: những thân mực bị nhão, lủng rách, không đúng cỡ, đỏ hồng và vàng
- Trong quá trình phân cỡ thường xuyên đắp đá vảy để bảo quản lạnh bán thành phẩm
20
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.7.3. Yêu cầu- Chỉ sử dụng đá vảy sạch theo quy định của SSOP1.2- Công nhân phải được vệ sinh sạch sẽ theo quy định của
SSOP1.5 và có sức khỏe tốt theo quy định của SSOP1.8- Trong khi phân cỡ thường xuyên đắp đá vảy để bảo quản
lạnh bán sản phẩm- Các cỡ khác nhau được cho vào rổ chứa khác nhau để dễ
nhận dạng-
2.8. CẮT KHOANH MỰC,RỬA 5:2.8.1. Mục đích - Thân mực được cắt thành từng khoanh có chiều cao đều nhau làm
theo yêu cầu của khách hàng.- Sản phẩm được rửa sạch nhằm làm giảm bớt lượng vi sinh vật
đồng thời loại bỏ tạp chất còn sót trên sản phẩm2.8.2. Tiến hành
a. Cắt khoanh mực- Dùng dao sắc cắt các tube mực thành các khoanh theo quy
định- Chọn những thân mực có độ dày của cơm mực 3 mm.- Chiều cao khoanh mực là 1,2 cm 1% . - Đường kính lớn khoanh chót đuôi phải đạt 2,54 cm.- Các chóp đuôi loại bỏ và không được lẫn trong các khoanh
mực.b. Rửa 5 :
- Cho khoảng 03 kg sản phẩm vào rổ nhựa, rửa lần lượt qua 2thau (có dung tích từ 25 30 lít) nước lạnh nhiệt độ
60C, khi rửa đảo đều sản phẩm và không để bọt còn lại trongrổ.
- Thay nước rửa: Rửa không quá 15 rổ thay nước 01 lần2.8.3. Yêu cầu- Chỉ sử dụng dụng cụ đã được vệ sinh sạch theo quy định của
SSOP1.3 - Chỉ được sử dụng đá vảy sạch theo quy định của SSOP1.2- Công nhân phải được vệ sinh sạch sẽ theo quy định của SSOP1.5
và có sức khỏe tốt theo quy định của SSOP1.8.
21
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Dao cắt mực phải sắc.- Chuẩn bị thùng nước sạch, làm lạnh bằng đá vảy đến nhiệt độ
60C.- Đường cắt khoanh mực phải thẳng. Kích thước khoanh mực đúng
quy định. - Các khoanh mực cắt xong, kiểm tra loại những khoanh mực không
đúng kích thước, các khoanh mực bị rách và bị các khuyết tậtkhác.
2.9. XẾP KHAY ĐÔNG IQF 2.9.1. Mục đích
Sản phẩm xếp rời nhau để cấp đông IQF thực hiện theo yêucầu của khách hàng.
2.9.2. Tiến hành- Trải một mảnh PE bằng diện tích đáy mâm.- Xếp rời từng khoanh mực (theo chiều đứng) vào mâm đông, khoanh
mực khi xếp phải bung và có dạng hình tròn là tốt nhất. 2.9.3.Yêu cầu - Chỉ sử dụng dụng cụ sản xuất được vệ sinh sạch theo quy định
của SSOP1.3- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy định
của SSOP1.5 và có sức khỏe tốt theo quy định của SSOP1.8 - Các mảnh PE làm khử trùng và làm vệ sinh sạch sẽ- Khoanh mực và đầu mực xếp riêng mâm. - Mảnh PE được khử trùng trước khi sử dụng. Cách tiến hành:
Ngâm ngập trong nước chlorine100 ppm, thời gian ngâm ítnhất 15 phút.
Vớt ra rửa lại trong nước sạch. Làm ráo nước trước khi sử dụng
2.10. CHỜ ĐÔNG 2.10.1 Mục đích
Chờ đông để bảo quản sản phẩm không bị giảm chất lượng, đồngthời ngăn ngừa sự phát triển của vi sinh vật
2.10.2 Tiến hành - Các mâm sản phẩm xếp lên giàn trong kho chờ đông. Trường hợp
không có đủ giàn, xếp trên các pallet.
22
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Cách xếp trong kho chờ đông: Các mâm sản phẩm xếp chồng lênnhau và xếp không được quá cao. Xếp theo hàng và cột. Các mâmsản phẩm trong từng cột xếp chéo nhau để không khí lạnh lưuthông được tốt. Phải chừa lối đi đủ rộng để chuyển sản phẩmvào và ra kho.
- Hạn chế mở cửa kho nhiều lần.- Thời gian chờ đông 04 giờ. - Nhiệt độ kho chờ đông từ –10C + 40C. - Sản phẩm vào kho chờ đông trước phải được đưa ra cấp đông
trước.2.10.3 Yêu cầu - Sản phẩm xếp mâm xong, phải đưa ngay vào kho chờ đông.- Nhiệt độ kho chờ đông từ -10C + 40C, thời gian sản phẩm lưu
ở kho chờ đông 04 giờ. - Chỉ sử dụng dụng cụ đã được vệ sinh sạch theo quy định của
SSOP1.3.- Thực hiện làm vệ sinh kho chờ đông theo PL01 – SSOP.- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy định
của SSOP1.5 và có sức khỏe tốt theo quy định của SSOP1.8 - Kho chờ đông phải được vận hành trước để nhiệt độ đạt từ -10C
+ 40C.2.11. CẤP ĐÔNG
2.11.1. Mục đích- Tiêu diệt và làm ức chế sự hoạt động của vi sinh vật.- Kéo dài thời gian bảo quản sản phẩm
2.11.2. Tiến hành a. Sản phẩm xếp mâm và cấp đông bằng tủ đông gió:
Cấp đông giai đoạn đầu:- Cho máy nén hoạt động trước khoảng 20 phút. Khi nhiệt độ trong
tủ hạ xuống -100C, lúc đó mới cho các mâm sản phẩm vào tủ. - Quá trình thực hiện phải cẩn thận và nhẹ nhàng, tránh làm xê
dịch sản phẩm trong mâm. Quá trình cấp đông:
- Nhiệt độ trong tủ đông đạt đến - 400C - 450C với thời giancấp đông 02 giờ.
- Kiểm tra nhiệt độ trung tâm sản phẩm:
23
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Bằng cảm quan: Nhìn lớp tuyết mịn bám bề mặt hoặc dùng baotay ướt đặt lên bề mặt sản phẩm, nếu nhiệt độ sản phẩm âmsâu làm cho bao tay dính chặt ngay vào sản phẩm.
Bằng nhiệt kế cầm tay: Đối với sản phẩm miếng nhỏ mỏng: Cho đầu cảm ứng nhiệt kế
vào giữa khối sản phẩm đông IQF, khoảng 2 phút sau đọcchỉ số trên nhiệt kế.
Nếu nhiệt độ sản phẩm đạt -180C mới cho sản phẩm ra tủ.b. Sản phẩm cấp đông bằng băng chuyền BQF: - Cho máy nén chạy trước, khi nhiệt độ tủ đông -350C, lúc đó
mới xếp các mâm sản phẩm lên băng tải.- Chạy riêng từng loại sản phẩm. - Cho băng tải chạy tốc độ chậm, sau thời gian khoảng 50 phút,
sản phẩm cấp đông xong và được lấy ra khỏi băng tải đông. - Nhiệt độ cấp đông đạt -380C - 400C. - Kiểm tra nhiệt độ sản phẩm nếu -180C là đạt yêu cầu: - Trường hợp sản phẩm không đạt nhiệt độ quy định, cho sản phẩm
chưa đạt nhiệt độ chạy lại.- Kiểm tra các thông số kỹ thuật của máy cấp đông hoặc điều
chỉnh tốc độ băng tải đông cho chậm hơn tốc độ ban đầu để sảnphẩm đạt độ quy định.
2.11.3. Yêu cầua. Cấp đông bằng tủ đông gió:- Sản phẩm đủ 01 mẻ tủ, được xếp vào tủ cấp đông. - Thời gian chạy tủ 03 giờ, nhiệt độ trong tủ cấp đông đạt
-400C -450C. - Kiểm tra nhiệt độ trung tâm sản phẩm, nếu đạt -180C mới
cho sản phẩm ra tủ.b. Cấp đông bằng băng chuyền BQF:- Cho tủ đông chạy trước, khi nhiệt độ tủ -350C mới xếp
các mâm sản phẩm vào băng tải tiếp nhận để chuyển vào cấpđông.
- Khoảng 50 phút sau sản phẩm IQF đông xong, 1 giờ 30 phútđối với sản phẩm đông block và được tách khỏi băng tải ởđầu ra.
- Nhiệt độ trong tủ đông -380C -400C, nhiệt độ sản phẩm saukhi cấp đông phải -180C.
24
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
-2.12. RA TỦ MẠ BĂNG VÔ BAO PE VÀ HÀN PE
2.12.1. Mục đích- Mạ băng nhằm tạo cho sản phẩm có một lớp băng bao bọc để hạn
chế hao hụt khối lượng và làm cho sản phẩm láng bóng tăng giátrị cảm quan.
- Bao gói và hàn kín miệng bao PE để hạn chế sự hao hụt khốilượng của sản phẩm trong quá trình lưu kho, chống ôxy hóa sảnphẩm và sự lây nhiễm vi sinh vật.
2.12.2. Tiến hành a. Cân, mạ băng:
Cân: - Cho sản phẩm ra tủ từng đợt để hạn chế tăng nhiệt độ sản
phẩm. - Trước khi cân sản phẩm phải kiểm tra loại bỏ những khoanh
mực bị vỡ. Loại bỏ những sản phẩm có màu hồng hoặc đỏ.- Khoanh mực cân tịnh 450/ rổ Mạ băng:- Nước mạ băng:
Cho nước vào khoảng 2/3 thùng mạ băng, sau đó cho đá vảysạch vào thùng, cho đến khi nhiệt độ của nước đạt yêu cầu.
Đo nhiệt độ nước, nếu nhiệt độ 40C là đạt (lượng nước mạbăng 01 thùng khoảng 200 lít).
Thường xuyên bổ sung nước đá vảy để đạt nhiệt độ quy định.- Mạ băng:
Cho rổ sản phẩm dưới vòi phun hoa sen. Rổ sản phẩm được lắc đều liên tục trong thời gian khoảng 3 5 giây để lượng băng bám đủ vào sản phẩm và làm cho sản phẩm không kết dính với nhau.
* Sản phẩm cân tịnh 450 gam, mạ băng đủ lượng 500g.
Trường hợp mạ băng 01 lần không đủ lượng băng bám vào sảnphẩm, tiếp tục mạ băng lần 02 cho đủ lượng băng quy định.
b. Vô bao PE và hàn miệng bao PE:Mạ băng xong, nhanh chóng cho sản phẩm vô bao PE (đúng loạiquy định cho từng loại sản phẩm) và chuyển ngay sang công
25
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
đoạn hàn miệng bao. Sản phẩm để phối trôn Seafoods mix épbớt không khí ra ngoài và gấp kín miệng bao.
Hàn bao PE:- Mở công tắc điện.- Điều chỉnh thời gian hàn PE cho phù hợp với từng loại bao
PE.- Ép bớt không khí trong bao ra ngoài. Đặt miệng bao sản
phẩm lên thanh hàn, để miệng bao dư ra ngoài khoảng 1,5
2 cm (tùy theo loại sản phẩm).- Hạ và ấn cần máy hàn xuống, đúng thời gian hàn quy định,
công tắc hàn tự ngắt. Bao sản phẩm đã hàn xong. Kiểm tralại đường hàn; đường hàn không chắc hoặc không kín, bao PEbị nhăn phải hàn lại hoặc thay bao PE khác.
2.12.3. Yêu cầu:Công đoạn mạ băng, vô bao PE và hàn miệng bao thực hiện phảinhanh, không để sản phẩm sau mạ băng kết dính lại với nhau
2.13. DÒ KIM LOẠI 2.13.1. Mục đíchDò kim loại để kiểm tra loại bỏ những mảnh kim loại có lẫn trongsản phẩm đồng thời tránh tác hại đến sức khỏe của người tiêudùng.
2.13.2. Tiến hành- Máy dò kim loại phải cho hoạt động trước 30 phút mới tiến hành
cho sản phẩm qua máy. - Các sản phẩm trước khi đóng thùng phải được chạy qua máy dò
kim loại. Máy dò phải được kiểm tra độ nhạy trước khi bắt đầusản xuất, thực hiện theo PL09 – GMP và sau 30 phút /lần trongquá trình sản xuất.
- Cho mỗi đơn vị sản phẩm đi qua máy dò kim loại. Nếu máy pháthiện có kim loại thì sản phẩm đó được đánh dấu để tái chế làmsạch kim loại.
2.13.3. Yêu cầu - Các dụng cụ, thiết bị được làm vệ sinh và khử trùng theo quy
định của SSOP1.3. Máy dò kim loại làm vệ sinh theo quy địnhcủa PL07 – SSOP và kiểm tra độ nhạy của máy trước khi sử dụng
26

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Công nhân tiếp xúc với sản phẩm phải có đủ bảo hộ lao động,đúng quy định và đảm bảo vệ sinh cá nhân theo quy định củaSSOP1.5 và sức khỏe tốt theo quy định của SSOP1.8.
2.14. ĐÓNG THÙNG,GHI NHÃN 2.14.1. Mục đích Đóng thùng ghi nhãn để bảo đảm quy cách thành phẩm theo yêu cầucủa khách hàng, thuận tiện cho việc vận chuyển và phân phối sảnphẩm
2.14.2. Tiến hành - Xếp 01 bao mực ống cắt khoanh hoặc đầu mực loại 10 kg tịnh; 20
bao mực cắt khoanh loại 450 gam tịnh, 10 bao đầu mực loại500gam vào thùng carton riêng cho từng loại sản phẩm.
- Xếp các bao mực hoặc đầu mực theo hàng lớp cho đủ lượng trongthùng, không để các bao sản phẩm cao hơn mặt thùng.
- Dán băng keo loại trong ở 2 mặt thùng.- Niềng thùng chắc chắn, 2 dây ngang, 2 dây dọc. Cùng màu dây
cho từng loại sản phẩm.- Trên thùng carton có ghi đầy đủ các nội dung của khách hàng
yêu cầu cho từng mặt hàng: Tên sản phẩm, mã số code DL241,kích cỡ, khối lượng tịnh, nhiệt độ bảo quản, ngày tháng nămsản xuất, sản xuất tại Việt Nam và truy xuất nguồn gốc đúngqui định.
2.14.3. Yêu cầu - Nhà xưởng, thiết bị và dụng cụ sản xuất phải được vệ sinh và
khử trùng sạch sẽ theo quy định của SSOP1.3 và SSOP1.4. Máyhàn trong tình trạng hoạt động tốt.
- Chỉ sử dụng thùng carton sạch và đúng quy định để đóng sảnphẩm.
- Công nhân phải có đủ bảo hộ lao động sạch, đúng quy định vàđảm bảo vệ sinh cá nhân theo quy định của SSOP1.5 và sức khỏetốt theo quy định của SSOP1.8.
- Mực ghi loại tốt, không nhòe khi bảo quản trong kho lạnh.
- Phải để các sản phẩm đã đóng thùng trên bàn hoặc trên cácpallet nhựa. Công nhân không được đi trên các pallet.
- Thành phẩm sau khi đóng được khoảng 10 ÷15 thùng phải chuyểnngay vào kho bảo quản.
27
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.15. BẢO QUẢN,KIỂM TRA CHẤT LƯỢNG THÀNH PHẨM VÀ XUẤT HÀNG 2.15.1. Mục đích- Kiểm tra chất lượng sản phẩm sau khi cấp đông bao gói và trong
thời gian lưu kho nhằm để điều chỉnh chất lượng sản phẩm trongsản xuất được ổn định đáp ứng yêu cầu của khách hàng.
- Bảo quản thành phẩm ở nhiệt độ thấp để giữ cho chất lượng sảnphẩm ít bị thay đổi trong thời gian lưu kho, đồng thời khốngchế sự phát triển của vi sinh vật.
- Xuất hàng và vận chuyển thành phẩm đúng yêu cầu kỹ thuật nhằmđảm bảo chất lượng thành phẩm và đáp ứng yêu cầu của kháchhàng
2.15.2. Tiến hành a. Bảo quản:
- Thành phẩm sau khi đóng thùng, ghi nhãn được đưa ngay vào khobảo quản. Nhiệt độ kho bảo quản luôn duy trì ở nhiệt độ -180C.
- Thời hạn bảo quản không quá 24 tháng hoặc theo yêu cầu kháchhàng.b. Kiểm tra chất lượng sản phẩm:
- Sản phẩm cấp đông bao gói xong được bảo quản trong kho lạnh,sau thời gian 24 giờ tiến hành lấy mẫu kiểm tra khối lượngtịnh và các tiêu chuẩn chất lượng cuả sản phẩm.
- Lượng mẫu kiểm: Ít nhất 01 mẫu/ ngày sản xuất/ mặt hàng. Nếusản phẩm lưu kho trên 01 tháng, cứ 01 tháng phải kiểm tra chấtlượng sản phẩm lưu kho 01 lần.c. Xuất hàng:
- Trước khi xuất hàng, xe lạnh hoặc container phải được làm vệsinh sạch sẽ và chạy lạnh trước, khi nhiệt độ trong thùng xe
-150C mới xếp hàng lên xe. - Xuất thành phẩm ra khỏi kho phải đúng số lượng của từng loại.- Nhiệt độ bảo quản thành phẩm trong quá trình vận chuyển -
180Cd. Xếp hàng trong kho lạnh Chuẩn bị:- Công nhân vào trong kho lạnh làm việc và xuất hàng thành
phẩm phải có đủ bảo hộ lao động chống lạnh đúng quy định và
28
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
đảm bảo vệ sinh cá nhân theo quy định của SSOP1.5 và có sứckhỏe tốt theo quy định của SSOP1.8.
- Các dụng cụ phục vụ công việc xuất hàng phải được làm vệsinh sạch theo hướng dẫn mục 3.3.6 của SSOP1.4.
Thực hiện:- Thành phẩm trong kho phải xếp theo thứ tự từng loại riêng
biệt để thuận tiện cho việc kiểm tra và xuất hàng.- Xếp theo nguyên tắc: Hàng nhập trước xếp ở phía ngoài kho
để xuất trước và ngược lại.- Thành phẩm phải được xếp trên các pallet: Cách nền 10 cm,
cách tường 10 – 15 cm, cách trần ít nhất 80 cm. Đường đitrong kho đủ rộng và phải tới được ví trí xa nhất trong khođể xuất nhập hàng được dễ dàng.
- Không xếp thành phẩm ở dưới giàn lạnh và chắn trước giànlạnh
- Tuyệt đối không được đứng trên các kiện hàng.e. Kiểm tra chất lượng sản phẩm
- QC lấy mẫu kiểm trong kho bảo quản theo phương pháp ngẫunhiên.
- Số lượng mẫu tùy thuộc vào chất lượng và tính chất của nguyênliệu, phụ thuộc vào quá trình sản xuất. Nhưng ít nhất phải lấy01 mẫu sản phẩm/ ngày sản xuất hoặc trên lô hàng.
- Sản phẩm lưu kho sau 24 giờ mới được lấy mẫu kiểm chất lượng:- Kiểm tra tổng quan hình thức sản phẩm . - Bao bì, ký mã hiệu, niềng thùng, đường hàn PE, cách sắp xếp
sản phẩm trong thùng carton.- Kiểm tra nhiệt độ sản phẩm. - Kiểm tra khối lượng sản phẩm trong bao PE.- Rã đông kiểm tra trọng lượng tịnh, màu sắc, mùi, vị, kết cấu
cơ thịt.f. Bảo quản thành phẩm
- Kho lạnh được giữ vệ sinh sạch sẽ và định kỳ làm vệ sinh theoPL01 – SSOP.
- Phải thường xuyên kiểm tra và xả tuyết giàn lạnh.- Hạn chế mức thấp nhất việc mở cửa kho lạnh.- Không để bất cứ hàng nào chưa đạt nhiệt độ quy định vào kho.- Nhiệt độ kho thành phẩm luôn duy trì ở nhiệt độ -180C.
29
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Công nhân vận hành máy lạnh phải kiểm tra hàng ngày sự hoạtđộng của nhiệt kế tự ghi.
- Trong kho lạnh phải có đủ đèn chiếu sáng và phải có chụp đèn.- Trong kho lạnh phải có nút mở cửa thoát hiểm hoặc chuông báo
động.g. Xuất và vận chuyển thành phẩm
- Đối với thùng xe lạnh hoặc container chở thành phẩm phải đượclàm vệ sinh sạch sẽ.
- Trước khi xếp hàng lên xe, nhiệt độ trong thùng xe đạt -150C.
- Xe lạnh hoặc container trong tình trạng hoạt động tốt, nhiệtđộ phải duy trì -180C trong suốt quá trình vận chuyển.
- Trước khi chuyển thành phẩm lên xe, phải kiểm tra lại tìnhtrạng bao bì và các thông tin trên bao bì cho đúng với yêu cầucủa khách hàng.
- Công nhân sắp xếp thành phẩm trong xe lạnh phải xếp theo hàngđể dễ kiểm tra số lượng.
- Xếp các kiện hàng cách trần và cách cửa xe ít nhất 30 cm, vịtrí trước giàn lạnh tới cuối thùng xe phải thấp hơn giàn lạnh.
- Khi xuất hàng và xếp hàng, công nhân phải nhẹ nhàng, tránh vađập mạnh. Không được đứng lên các thùng hàng.
- Trong suốt quá trình vận chuyển phải duy trì nhiệt độ -180C.
30
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
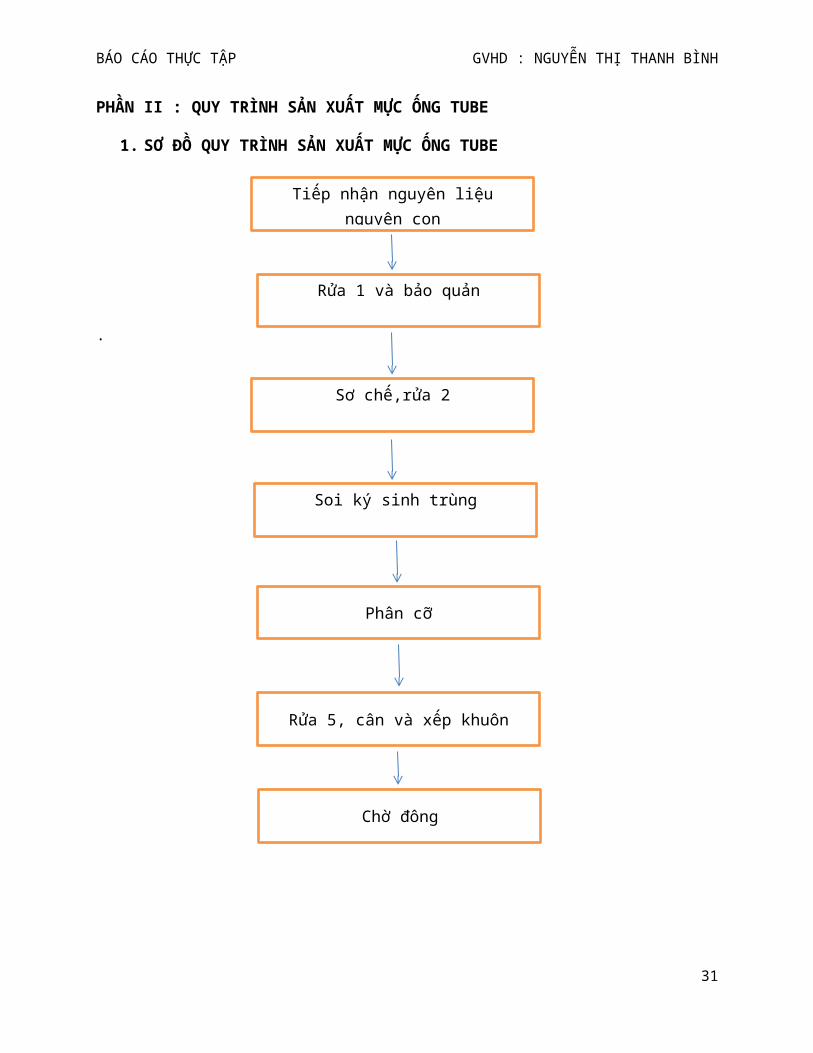
PHẦN II : QUY TRÌNH SẢN XUẤT MỰC ỐNG TUBE
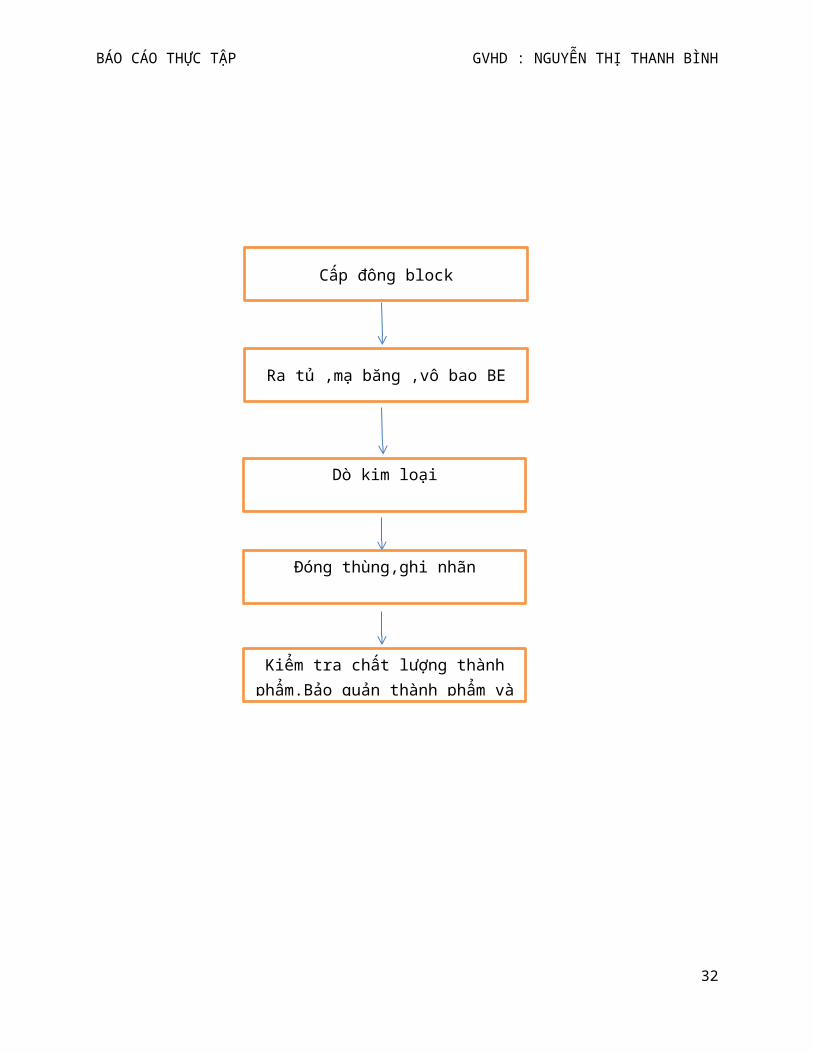
1. SƠ ĐỒ QUY TRÌNH SẢN XUẤT MỰC ỐNG TUBE
.
31
Soi ký sinh trùng
Rửa 1 và bảo quản
Tiếp nhận nguyên liệunguyên con
Sơ chế,rửa 2
Phân cỡ
Rửa 5, cân và xếp khuôn
Chờ đông
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
32
Dò kim loại
Kiểm tra chất lượng thànhphẩm.Bảo quản thành phẩm và
Cấp đông block
Ra tủ ,mạ băng ,vô bao BE
Đóng thùng,ghi nhãn
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2. THUYẾT MINH QUY TRÌNH2.1. TIẾP NHẬN NGUYÊN LIỆU NGUYÊN CON2.1.1. Quy trình
Nguyên liệu nguyên con được bảo quản trong thùng cách nhiệt và chuyển về công ty bằng xe bảo ôn chuyên dùng.
Nhiệt độ nguyên liệu ≤40C(bảo quản bằng đá xay) Cỡ nguyên liệu: 4-6, 6-8, 8-10, 10-up cm (đo chiều dài
thân mực )2.1.2. Giải thích
Chất lượng thành phẩm phụ thuộc vào chất lượng nguyên liệu nên phải thực hiện việc kiểm tra nguyên liệu trước khi sản xuất để đảm bảo chất lượng theo yêu cầu của kháchhàng
2.1.3. Các quy định cần tuân thủ 2.1.3.1. Chuẩn bị
- Chỉ sử dụng dụng cụ sạch để tiếp nhận nguyên liệu theo SSOP 1.3
- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy định của SSOP 1.5 và sức khỏe tốt theo quy định của SSOP 1.8
- Có đủ công nhân để tiếp nhận nguyên liệu nhanh chóng - Khu vực tiếp nhận hoặc rã đông nguyên liệu phải được làm
vệ sinh sạch sẽ khi tiếp nhận - Kiểm tra hiệu chỉnh cân trước khi cân nguyên liệu
33

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.1.3.2. Thực hiện a. Kiểm tra cảm quan
Nguyên liệu về đến công ty phải được kiểm tra : Tên đại lý Kiểm tra hồ sơ cung cấp nguyên liệu.Giấy cam kết và tờ
khai xuất xứ thủy san Điều kiện vệ sinh của xe vận chuyển và điều kiện bảo
quản nguyên liệu Về nhiệt độ :
Mỗi lô hàng kiểm tra ít nhất từ 3 đến 4 thùng Nhiệt độ nguyên liệu nhỏ hơn hoặc bằng 4 Dùng nhiệt kế đâm vào thân mực để kiểm tra nhiệt độ
b. Chất lượng cảm quan - Chỉ nhận nguyên liệu ở trạng thái tươi tốt ,nguyên vẹn
không bị dập nát,lủng rách - Cơ thịt mực săn chắc ,màu sắc tự nhiên của mực tươi - Mùi tự nhiên của mực ống tươi ,không có mùi ươn ,mùi
hôi hoặc có mùi lạ khác - Chủng loại:mực ống thường
2.1.3.3. Tiếp nhận Tiếp nhận nguyên liệu :
- Nếu nguyên liệu đó đạt yêu cầu về chất lượng ,cho xuống hàng- Cho nguyên liệu ra bàn tiếp nhận và tiến hành loại bỏ những
con mực không đạt yêu cầu về chất lượng và kích cỡ.- Thao tác tiếp nhận phải lữa hàng chuẫn xác và nhanh tránh
làm giảm chất lượng nguyên liệu - Nguyên liệu đạt yêu cầu về chất lượng được chúa trong khay
tiếp nhận .để ráo nước 5 phút trước khi cân - Khi cân không quá 3 khay
Kích cỡ nguyên liệu :- Cỡ nguyên liệu (đo chiều dài thân mực ):4-6, 6-8, 8-10, 10-
up- Kích cỡ nguyên liệu có thể thay đổi theo thời điểm mua hàng 2.2. RỬA 1,BẢO QUẢN NGUYÊN LIỆU
34
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.2.1. Quy trình 2.2.1.1. Rửa 1
- Trước khi đưa vào chế biến phải rửa nguyên liệu cho sạch tạp chất .nước rửa được làm lạnh ở nhiệt độ nhỏ hơn hoặc bằng
- Nguyên liệu rửa xong được bảo quản bằng đá xay ,nhiệt độ bảo quản từ -10C-40C
- Bảo quản nguyên liệu : Nguyên liệu do chế biến không kịp được bảo quản
lạnh Nguyên liệu dự trữ dài ngày được bảo quản dãng cấp
đông 2.2.2. Giải thích - Nguyên liệu được rửa nhằm giảm bớt lượng VSV và tạp chất
trước khi đưa vào chế biến- Bảo quản nguyên liệu nhằm giữ được chất lượng nguyên liệu
tươi tốt 2.2.3. Các quy định tuân thủ 2.2.3.1. Chuẩn bị
- Chỉ sử dụng nước,nước đá sạch để rửa và bảo quản nguyên liệu theo quy định của SSOP 1.1 và SSOP 1.2
- Chỉ sử dụng dụng cụ đã được làm vệ sinh sạch theo quy định của SSOP 1.3
- Công nhân phải vệ sinh sạch sẽ trước khi tiếp xúc với sảnphẩm theo quy định của SSOP 1.5 và sức khỏe tốt theo quy định của SSOP 1.8
- Thùng rửa có dung tích từ 100-120 lít,cho đá xay vào khoảng ½ thùng ,sau đó cho nước vào gần đầy thùng ,đảo đều thì được nước rửa có nhiệt độ ≤ 60C,cho nước muối sạch đã hòa tan sẵn vào để có nồng độ 2%
2.2.3.2. Thực hiện a. Rửa 1
- Cho khoảng 4-5 kg vào khay đặt khay mực trên giá lạnh.múc nước lạnh đã pha muối dội cho sạch tạp chất
35

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
và mực đen ,vừa dội nước vừa đảo các con mực cho sạch
- Rửa sạch xong,đổ mực lên bàn ,lữa chon kích cở và chất lượng
- Nguyên liệu rửa xong được bảo quản bằng nước đá sạchvà duy trì ở nhiệt độ từ -1 ÷ 40C,nhanh chóng chuyểnsang công đoạn chế biến
b. Bảo quản- Bảo quản nguyên liệu tươi thực hiện theo hướng dẫn
mục 1 của PL07-GMP2.3. SƠ CHẾ, RỬA 22.3.1. Quy trình2.3.1.1. Sơ chế
- Mực nguyên con được tách riêng đầu và thân:- Thân mực cỡ 4-6, 6-8, 8-10, 10-up cm: loại bỏ hết nội
tạng bên trong, rút bỏ xương, lột sạch da và bỏ dè- Công đoạn sơ chế thực hiện dưới vòi nước chảy. sơ chế
xong sản phẩm cho vào thau nước lạnh ở nhiệt độ ≤ 6℃ có muối 2 %
2.3.1.2. Rửa 2
Mực nguyên con bỏ túi mực và đầu mực sau khi sơ chế xong được rửa lại bằng nước lạnh ≤6℃
2.3.2. Giải thích:- Tách riêng thân mực và đầu mực làm riêng, để trong quá
trình sơ chế thân mực được trắng sạch.- Bảo quản sản phẩm trong nước đá ở nhiệt độ ≤6℃ và có muối
2% để giữ chất lượng được tốt và làm cho mực săn chắc hơn- Sản phẩm được rửa sạch mục đích làm giảm bớt lượng vi sinh
vật đồng thời loại bỏ tạp chất còn trong sản phẩm2.3.3. Các quy định cần tuân thủ:2.3.3.1. Chuẩn bị:- Chỉ sử dụng nước,nước đá sạch theo quy định của SSOP 1.1 và
SSOP 1.2
36
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Chỉ sử dụng dụng cụ đã được làm vệ sinh sạch theo quy định của SSOP 1.3
- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy định của SSOP 1.5 và sức khỏe tốt theo quy định của SSOP 1.8
- Chuẩn bị các thùng chứa nước để rửa 2: làm sạch nước bằng đáxay có nhiệt độ ≤6℃
2.3.3.2. Thực hiện:- Tách đầu mực và thân mực:- Rút đầu mực và kéo nội tạng ra khỏi thân mực- Đầu mực và thân mực để riêng
- Thân mực- Thân mực cỡ 4-6, 6-8, 8-10, 10-up cm: loại bỏ hết nội
tạng bên trong, rút bỏ xương, lột da và bỏ dè- Công đoạn sơ chế thực hiện dưới vòi nước chảy, nước phải
mạnh đủ dùng để làm sạch đầu mực và thân mực Yêu cầu: Trong quá trình sơ chế:- Các thao tác phải nhẹ nhàng, tránh làm rách và lủng các
thân mực- Hạn chế mức thấp nhất làm vỡ túi mực- Không được để nguyên liệu lẫn trong phế liệu- Sơ chế xong sản phẩm cho vào thau nước lạnh có nhiệt độ
≤6℃ và có muối 2%- Trường hợp sơ chế xong ở công đoạn tiếp theo xử lí không
kịp phải bảo quản trong nước lạnh có nhiệt độ ≤4℃ và có muối 2%
Trong quá trình rửa 2:- Mỗi rổ chứa không quá 3kg sản phẩm- Đặt rổ sản phẩm trên giá rửa.múc nước lạnh (từ 2-3l) dội
rửa sản phẩm cho sạch tạp chất.nước rửa có nhiệt độ ≤6℃- Trong khi rửa vừa dội nước vừa đảo để sản phẩm sạch đều- Thường xuyên bổ xung đá xay để duy trì nhiệt độ ≤6℃
Vệ sinh: Trong sản xuất:
37
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Các thùng phế liệu đầy phải chuyển ra ngoài.trường hợp chưa đầy phải không quá 1 giờ ít nhất 1 lần phải chuyển các thùngchứa phế liệu ra khỏi khu vực sản xuất
Tần suất làm vệ sinh định kì:- Trong khoảng thời gian 1 giờ bấm chuông báo hiệu làm vệ sinh
định kì: dùng nước tạt lên bàn chế biến cho sạch tạp chất
2.4. SOI KÍ SINH TRÙNG2.4.1. Quy trình:- Thân và đầu mực, mực nguyên con được soi và lao5i bỏ kí sinh
trùng - Khi phát hiện có kí sinh trùng trong sản phẩm, đưa sản phẩm
có kí sinh trùng ra khu vực xử lí riêng2.4.2. Giải thích:
Loại bỏ kí sinh trùng ra khỏi sản phẩm nhằm đảm bảo an toàn vệ sinh thực phẩm và sức khỏe của người tiêu dùng
2.4.3. Các quy định cần tuân thủ:2.4.3.1. Chuẩn bị:- Chỉ sử dụng các dụng cụ sản xuất được vệ sinh sạch theo quy
định của SSOP 1.3- Trước khi vào sản xuất phải kiểm tra an toàn về điện, kiểm
tra các bóng đèn chiếu sáng và làm vệ sinh sạch bàn soi kí sinh trùng
- Vị trí soi kí sinh trùng phải có ánh sáng điện đủ mạnh để nhìn rõ kí sinh trùng
- Công nhân tiếp xúc trực tiếp với sản phẩm phải trong tình trạng vệ sinh sạch sẽ theo quy định của SSOP 1.5 và sức khỏetốt theo quy định của SSOP 1.8
- Những công nhân đã được hướng dẫn cách nhận dạng kí sinh trùng mới được thực hiện ở công đoạn này
2.4.3.2. Thực hiện:- Soi kí sinh trùng bằng ánh sáng bàn soi:
38
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Đặt thân mực trên bàn soi để ánh sáng đèn từ dưới chiếu lên, nhìn khắp mặt ngoài thân mực để phát hiện kí sinh trùng nằm trong thịt mực
- Kiểm tra kĩ nơi tiếp giáp giữa dè và thân mực phía ngoài và nơi tiếp giáp nội tạng bên trong
Yêu cầu:- Trong quá trình soi kí sinh trùng: nếu phát hiện có kí sinh
trùng trong thân mực thì phải đưa sản phẩm đó ra khu vực xử lí
- Sản phẩm có kí sinh trùng đã xử lí loại bỏ hết kí sinh trùngđược nhập chung trong lô sản phẩm đang sản xuất
2.5. PHÂN CỠ:2.5.1. Quy trình:- Mực ống tube đông block phân theo cỡ: 20-40, 40-60 tube/kg
và cỡ 4-8 cm2.5.2. Giải thích:
Ứng với mỗi cỡ của thành phẩm có giá trĩ kinh tế khác nhau nên phải phân cỡ cho đúng yêu cầu của khác hàng đồng thời đểtạo cho sản phẩm có kích cỡ và chất lượng đồng nhất
2.5.3. Các quy định cần tuân thủ:2.5.3.1. Chuẩn bị:- Chỉ sử dụng đá vảy sạch theo quy định của SSOP 1.2- Công nhân phải được vệ sinh sạch sẽ theo quy định của SSOP
1.5 và có sức khỏe tốt theo quy định của SSOP 1.82.5.3.2. Thực hiện:
Chỉ lấy những con mực có chiều dài thân từ 4 – 8 cm2.5.3.3. Yêu cầu:- Trong khi phân cỡ thường xuyên đắp đá vảy để bảo quản lạnh
bán sản phẩm- Các cỡ khác nhau được cho vào rổ chứa khác nhau để dễ nhận
dạng
2.6. CÂN, RỬA 5, XẾP KHUÔN ĐÔNG BLOCK:
39
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.6.1. Quy trình: Cân:- Mực ống tube trơn: cân tịnh 2kg Rửa 5: sản phẩm cân xong rửa qua 2 thau nước lạnh có nhiệt
độ ≤6℃ Xếp khuôn: sản phẩm rửa xong, để ráo nước và xếp vào khuôn2.6.2. Giải thích:- Phải giữ uy tín đối với khách hàng nên việc cân định lượng
sản phẩm phải thực hiện cho đúng đồng thời cân định lượng đểtạo cho sản phẩm có khối lương đồng nhất
- Sản phẩm được rửa sạch nhằm làm giảm lượng vi sinh vật đồngthời loại bỏ tạp chất còn sót lại trên sản phẩm
- Xếp khuôn nhằm tăng giá trị cảm quan đồng thời tạo cho sảnphẩm có một khối nhất định để thuận tiện cho việc mạ băng vàbao gói
2.6.3. Các quy định cần tuân thủ:2.6.3.1. Chuẩn bị:- Chỉ dùng dụng cụ đã được vệ sinh sạch theo quy định của SSOP
1.3- Chỉ dùng nước và nước đá vảy sạch theo quy định của SSOP 1.1
và SSOP 1.2- Công nhân phải được vệ sinh sạch theo quy định của SSOP 1.5
và có sức khỏe tốt theo quy định của SSOP 11.8- Chuẩn bị thùng nước sạch, làm lạnh bằng đá vảy đến nhiệt độ
≤6℃ để rửa mực- Không sử dụng khuôn móp méo hoặc bị rỉ sét- Cân phải được kiểm tra hiệu chỉnh trước khi sử dụng và sua
khoảng 2 giờ ít nhất 1 lần hiệu chỉnh cân2.6.3.2. Thực hiện: Cân:- Sản phẩm mực ống tube: cân tịnh 2kg/ rổ- Trước khi cân phải loại bỏ những con bị đứt, không đúng
kích thước về chiều cao và đường kính, cơm mực mỏng hơn quyđịnh, có màu đỏ hồng, màu vàng
40

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Rửa 5:- Từng rổ sản phẩm rửa lần lượt qua 2 thau (có dung tích từ
25-30 lít) nước lạnh cho sạch tạp chất, nước rửa có nhiệtđộ ≤6℃, khi rửa đảo đều sản phẩm và không để bọt còn lạitrong rổ
- Thay nước rửa: rửa không quá 40kg sản phẩm thay nước 1 lần- Yêu cầu: không được rửa chung các sản phẩm trong cùng 1
thau nước Xếp khuôn:- Chọn những tube mực trắng đều, có kích thước đều nhau để xếp
ờ 2 mặt trên và dưới block- Cỡ 20-40: xếp 4 hàng, 1 hàng có 5 tube- Cỡ 40-60: xếp 5 hàng, 1 hàng có 6 tube- Cỡ 4-7: xếp 6 hàng, 1 hàng có 6 hoặc 7 tube- Xếp vào khuôn theo hàng, đầu gối lên đuôi- Xếp theo chiều dọc khuôn, đầu quay ra phía ngoài 2 thành
khuôn- Dưới đáy khuôn mặt bụng xếp úp, mặt trên block sản phẩm xếp
ngửa Yêu cầu: xếp khoảng 50 khuôn, phải chuyển vào kho chờ đôngđể
bảo quản
2.7. CHỜ ĐÔNG 2.7.1. Quy trình - Sản phẩm xếp khuôn đông block xong, nếu cấp đông không kịp
phải đưa ngay vào kho chờ đông.- Nhiệt độ kho chờ đông từ -10C + 40C, thời gian sản phẩm
lưu ở kho chờ đông 04 giờ.2.7.2. Giải thích
Chờ đông để bảo quản sản phẩm không bị giảm chất lượng,đồng thời ngăn ngừa sự phát triển của vi sinh vật.
2.7.3. Các quy định cần tuân thủ 2.7.3.1. Chuẩn bị
41
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Chỉ sử dụng dụng cụ đã được vệ sinh sạch theo quy định củaSSOP1.3.
- Thực hiện làm vệ sinh kho chờ đông theo PL01 – SSOP.- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy
định của SSOP1.5 và có sức khỏe tốt theo quy định củaSSOP1.8
- Kho chờ đông phải được vận hành trước để nhiệt độ đạt từ -10C + 40C.
2.7.3.2. Thực hiện- Khi chưa có tủ cấp đông, sản phẩm xếp khuôn đông block phải
chon gay vào kho chờ đông. Phải gắn thẻ cho từng lô sản phẩmnhập kho, trên thẻ ghi tên sản phẩm, số lượng, mã số đại lý,số lô, ngày giờ vào kho
- Các khuôn sản phẩm xếp lên giàn trong kho chờ đông. Trườnghợp không có đủ giàn, xếp trên các pallet. Cách xếp trongkho chờ đông: các khuôn sản phẩm xếp chồng lên nhau và xếpkhông được quá cao. Xếp theo hàng và cột. các khuôn sản phẩmtrong từng cột xếp chéo nhau để không khí lạnh lưu thôngđược tốt. phải chừa lối đi đủ rộng để chuyển sản phẩm vào vàra khỏi kho
- Hạn chế mở cửa kho nhiều lần- Thời gian chờ đông 04 giờ - Nhiệt độ kho chờ đông từ -10C + 40C.- Sản phẩm vào kho chờ đông trước được đưa ra cấp đông trước
2.8. CẤP ĐÔNG DẠNG BLOCK:2.8.1. Quy trình - Cấp đông bằng tủ đông gió hoặc băng chuyền BQF- Kiểm tra nhiệt độ trung tâm sản phẩm, nếu đạt -180C mới
cho sản phẩm ra tủ.- Sản phẩm mực ống tube châm nước lạnh ngập sản phẩm trong
khuôn. Nước hâm khuôn có nhiệt độ ≤4℃.2.8.2. Giải thích- Tiêu diệt và làm ức chế sự hoạt động của vi sinh vật.
42
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Kéo dài thời gian bảo quản sản phẩm2.8.3. Các quy định cần tuân thủ 2.8.3.1. Chuẩn bị- Chỉ sử dụng dụng cụ đã được vệ sinh sạch theo quy định của
SSOP1.3- Chỉ dùng nước và nước đá vảy sạch theo quy định của SSOP 1.1
và SSOP 1.- Công nhân phải trong tình trạng vệ sinh sạch sẽ theo quy
định của SSOP1.5 và có sức khỏe tốt theo quy định củaSSOP1.8
- Tủ đông và các dụng cụ khác liên quan phải được vệ sinhsạch, tronh tình trạng hoạt động tốt. thực hiện vệ sinh tủđông theo PL04 – SSOP
- Dùng nước đá vảy để làm lạnh nước châm khuôn. Nước châmkhuôn có nhiệt độ ≤4℃.
2.8.3.2. Thực hiệna. Cấp đông bằng tủ đông gió:- Cho máy nén hoạt động trước khoảng 20 phút. Khi nhiệt
độ trong tủ hạ xuống -100C, lúc đó mới cho các mâmsản phẩm vào tủ.
- Châm nước lạnh ở nhiệt độ ≤4℃ cho ngập sản phẩm trongkhuôn
- Nhiệt độ trong tủ đông đạt đến - 400C - 450C với thờigian cấp đông 4 giờ.
- Nếu nhiệt độ sản phẩm đạt -180C mới cho sản phẩm ratủ.
b. Sản phẩm cấp đông bằng băng chuyền BQF: - Cho máy nén chạy trước, khi nhiệt độ tủ đông -350C,
lúc đó cho sản phẩm vào tủ.- Nhiệt độ cấp đông đạt -380C - 400C. - Kiểm tra nhiệt độ trung tâm sản phẩm nếu -180C thì
cho sản phẩm ra tủ- Thời gian chạy tủ đông đối với sản phẩm block là 1 giờ
20 phút
43
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
c. Kiểm tra nhiệt độ trung tâm sản phẩm:- Bằng cảm quan: Nhìn lớp tuyết mịn bám bề mặt hoặc dùng
bao tay ướt đặt lên bề mặt sản phẩm, nếu nhiệt độ sảnphẩm âm sâu làm cho bao tay dính chặt ngay vào sảnphẩm.
- Bằng nhiệt kế cầm tay2.9. RA TỦ,MẠ BĂNG VÔ BAO PE VÀ HÀN PE 2.9.1. Quy trình- Cấp đông xong, sản phẩm tách khuôn bằng máy tách khuôn và
được mạ băng dưới vòi phun hoa sen- Nước mạ băng sạch, có nhiệt độ ≤4℃- Mạ băng xong, mỗi block sản phẩm cho vào túi PE và hàn kín
miệng2.9.2. Giải thích- Phải giữ uy tín đối với khách hàng, nên việc cân định lượng
sản phẩm phải thực hiện đúng, đồng thời cân định lượng đểtạo cho sản phẩm có khối lượng đồng nhất.
- Mạ băng nhằm tạo cho sản phẩm có một lớp băng bao bọc để hạnchế hao hụt khối lượng và làm cho sản phẩm láng bóng tănggiá trị cảm quan.
- Bao gói và hàn kín miệng bao PE để hạn chế sự hao hụt khốilượng của sản phẩm trong quá trình lưu kho, chống ôxy hóasản phẩm và sự lây nhiễm vi sinh vật từ môi trường ngoài vàosản phẩm và bảo quản sản phẩm được lâu dài
2.9.3. Các quy định cần tuân thủ 2.9.3.1. Chuẩn bị - Chỉ sử dụng nước và nước đá vảy sạch để mạ băng sản phẩm
theo quy định của SSOP 1.1 và SSOP 1.2- Công nhân phải được vệ sinh sạch sẽ theo quy định của SSOP
1.5 và có sức khỏe tốt theo quy định của SSOP1.8- Chỉ sử dụng dụng cụ sản xuất, thiết bị đã được vệ sinh sạch
theo quy định của SSOP 1.3 và trong tình trạng hoạt độngtốt.
- Chỉ sử dụng bao PE sạch
44
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Nhiệt độ nước mạ băng 40C. - Kiểm tra và hiệu chỉnh cân trước khi cân sản phẩm (theo
hướng dẫn của PL08 – GMP)2.9.3.2. Thực hiện
a. Tách khuôn bằng băng tải:- Nhiệt độ của nước tách khuôn gần bằng nhiệt độ môi
trường trong phòng (từ 25-28℃¿
- Không dùng nước tuần hoàn để tách khuôn- Đặt úp từng khuôn sản phẩm lên băng tải để nước xối
lên mặt khuôn, sau 5-10 giây khuôn theo băng tảichuyển sang đầu bên kia, lớp băng kết dính block sảnphẩm và khuôn được tách. Lắc mạnh để sản phẩm rờikhuôn ra ngoài
Yêu cầu: - Một số block sản phẩm không tách khuôn được phải cho qua
máy tách khuôn lần 2- Khi tách khuôn phải cần thận và nhẹ nhàng để tránh vỡ bể
sản phẩmb. Mạ băng:
- Cho nước vào khoảng 2/3 thùng mạ băng, sau đó cho đávảy sạch vào thùng, cho đến khi nhiệt độ của nướcđạt yêu cầu.
Đo nhiệt độ nước, nếu nhiệt độ 40C là đạt (lượngnước mạ băng 01 thùng khoảng 200 lít).
Thường xuyên bổ sung nước đá vảy để đạt nhiệt độ quyđịnh.
Từng block sản phẩm đặt dưới vòi phun hoa sen đểnước mạ băng xối khắp mặt sản phẩm. thời gian mạbăng khoảng 4-5 giây để lớp áo băng phủ kín và dàyđều trên khắp bề mặt sản phẩm
c. Vô bao PE và hàn miệng bao PE:- Kiểm tra tạp chất, hình thức và các khuyết tật khác
của sản phẩm đông block sau mạ băng, nếu đạt yêu cầumới cho vô bao PE
45
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Mỗi loại sản phẩm cho vào 1 bao PE đúng cỡ loại baoquy định và chuyển ngay sang công đoạn hàn miệng baoPE
- Hàn bao PE: Mở công tắc điện. Điều chỉnh thời gian hàn PE cho phù hợp với từng
loại bao PE. Ép bớt không khí trong bao ra ngoài. Đặt miệng bao
sản phẩm lên thanh hàn, để miệng bao dư ra ngoàikhoảng 1,5 2 cm (tùy theo loại sản phẩm).
Hạ và ấn cần máy hàn xuống, đúng thời gian hàn quyđịnh, công tắc hàn tự ngắt. Bao sản phẩm đã hànxong. Kiểm tra lại đường hàn; đường hàn không chắchoặc không kín, bao PE bị nhăn phải hàn lại hoặcthay bao PE khác.
Yêu cầu: Công đoạn mạ băng, vô bao PE và hàn miệng bao thực hiện phảinhanh, không để sản phẩm sau mạ băng kết dính lại với nhau.
2.10. DÒ KIM LOẠI 2.10.1. Quy trình
Sản phẩm sau khi mạ băng và vô túi PE, tiến hành cho đi quamáy dò kim loại.
2.10.2. Giải thích
Dò kim loại để kiểm tra loại bỏ những mảnh kim loại có lẫntrong sản phẩm đồng thời tránh tác hại đến sức khỏe của ngườitiêu dùng.
2.10.3. Các quy định cần tuân thủ 2.10.3.1. Chuẩn bị
- Các dụng cụ, thiết bị được làm vệ sinh và khử trùng theoquy định của SSOP 1.3. Máy dò kim loại làm vệ sinh theoquy định của PL07 – SSOP và kiểm tra độ nhạy của máytrước khi sử dụng.
46
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Công nhân tiếp xúc với sản phẩm phải có đủ bảo hộ laođộng, đúng quy định và đảm bảo vệ sinh cá nhân theo quyđịnh của SSOP 1.5 và sức khỏe tốt theo quy định của SSOP1.8.
2.10.3.2. Thực hiện - Máy dò kim loại phải cho hoạt động trước 30 phút mới tiến
hành cho sản phẩm qua máy. - Máy dò phải được kiểm tra độ nhạy trước khi bắt đầu sản
xuất, thực hiện theo PL09 – GMP và sau 30 phút /lần trongquá trình sản xuất.
- Cho mỗi đơn vị sản phẩm đi qua máy dò kim loại. Nếu máyphát hiện có kim loại thì sản phẩm đó được đánh dấu đểtái chế làm sạch kim loại.
2.11. ĐÓNG THÙNG,GHI NHÃN 2.11.1. Quy trình - Sản phẩm dò kim loại xong, từng loại sản phẩm xếp vào thùng
carton riêng:- Thùng carton dán băng keo trong 02 mặt. Niềng thùng chắc
chắn, 2 dây ngang, 2 dây dọc. Dây niềng thùng cùng màu chotừng loại sản phẩm trong lô hàng.
- Trên thùng carton có đầy đủ các thông tin cần thiết đúng yêucầu của khách hàng.
2.11.2. Giải thích
Đóng thùng ghi nhãn để bảo đảm quy cách thành phẩm theo yêucầu của khách hàng, thuận tiện cho việc vận chuyển và phânphối sản phẩm
2.11.3. Các quy định cần tuân thủ 2.11.3.1. Chuẩn bị - Nhà xưởng, thiết bị và dụng cụ sản xuất phải được vệ sinh và
khử trùng sạch sẽ theo quy định của SSOP 1.3 và SSOP 1.4.Máy hàn trong tình trạng hoạt động tốt.
- Chỉ sử dụng thùng carton sạch và đúng quy định để đóng sảnphẩm.
47
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Công nhân phải có đủ bảo hộ lao động sạch, đúng quy định vàđảm bảo vệ sinh cá nhân theo quy định của SSOP 1.5 và sứckhỏe tốt theo quy định của SSOP 1.8.
- Mực ghi loại tốt, không nhòe khi bảo quản trong kho lạnh.
2.11.3.2. Thực hiệna. Lượng thành phẩm/thùng carton:
Mực ống tube trơn đông block: 6 block cùng cỡ x2kg/carton
b. Đóng thùng, niềng thùng và ghi nhãn:- Dán băng keo: thùng carton dán băng keo loại trong 2
mặt- Niềng thùng:
Niềng thùng chắc chắc, 2 dây ngang, 2 dây dọc Cùng màu dây cho cà lô hàng hoặc cùng màu dây cho
từng cỡ trong lô hàng- Ghi nhãn: Trên thùng carton có ghi đầy đủ các nội dung
của khách hàng yêu cầu cho từng mặt hàng: Tên sản phẩm,mã số code DL241, kích cỡ, khối lượng tịnh, nhiệt độbảo quản, ngày tháng năm sản xuất, sản xuất tại ViệtNam và truy xuất nguồn gốc đúng qui định.
c. Yêu cầu- Hàng lẻ không đủ thùng, được cho vào thùng carton không
đai nẹp, chờ đóng ghép với lô hàng kế tiếp. trong thùngphải có thẻ ghi số lượng của từng cỡ, ngày sàn xuất, mãsố đại lý
- Các sản phẩm đóng thùng xong đặt trên pallet nhựa .công nhân không được đi trên các pallet
- Thành phẩm sau khi đóng được khoảng 15 phút cho chuyểnngay vào kho bảo quản
2.12. BẢO QUẢN,KIỂM TRA CHẤT LƯỢNG THÀNH PHẨM VÀ XUẤT HÀNG 2.12.1. Quy trình 2.12.1.1. Bảo quản:
48
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Thành phẩm sau khi đóng thùng, ghi nhãn được đưa ngay vàokho bảo quản. Nhiệt độ kho bảo quản luôn duy trì ở nhiệtđộ -180C.
- Thời hạn bảo quản không quá 24 tháng hoặc theo yêu cầukhách hàng.
2.12.1.2. Kiểm tra chất lượng sản phẩm:- Sản phẩm cấp đông bao gói xong được bảo quản trong kho
lạnh, sau thời gian 24 giờ tiến hành lấy mẫu kiểm trakhối lượng tịnh và các tiêu chuẩn chất lượng cuả sảnphẩm.
- Lượng mẫu kiểm: Ít nhất 01 mẫu/ ngày sản xuất/ mặt hàng.Nếu sản phẩm lưu kho trên 01 tháng, cứ 01 tháng phải kiểmtra chất lượng sản phẩm lưu kho 01 lần.
2.12.1.3. Xuất hàng:- Trước khi xuất hàng, xe lạnh hoặc container phải được làm
vệ sinh sạch sẽ và chạy lạnh trước, khi nhiệt độ trongthùng xe -150C mới xếp hàng lên xe.
- Xuất thành phẩm ra khỏi kho phải đúng số lượng của từngloại.
- Nhiệt độ bảo quản thành phẩm trong quá trình vận chuyển
-180C2.12.2. Gỉai thích
- Kiểm tra chất lượng sản phẩm sau khi cấp đông bao gói vàtrong thời gian lưu kho nhằm để điều chỉnh chất lượng sảnphẩm trong sản xuất được ổn định đáp ứng yêu cầu củakhách hàng.
- Bảo quản thành phẩm ở nhiệt độ thấp để giữ cho chất lượngsản phẩm ít bị thay đổi trong thời gian lưu kho, đồngthời khống chế sự phát triển của vi sinh vật.
- Xuất hàng và vận chuyển thành phẩm đúng yêu cầu kỹ thuậtnhằm đảm bảo chất lượng thành phẩm và đáp ứng yêu cầu củakhách hàng
2.12.3. Các quy định cần tuân thủ 2.12.3.1. Xếp hàng trong kho lạnh
49

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
a. Chuẩn bị:- Công nhân vào trong kho lạnh làm việc và xuất hàng
thành phẩm phải có đủ bảo hộ lao động chống lạnh đúngquy định và đảm bảo vệ sinh cá nhân theo quy định củaSSOP1.5 và có sức khỏe tốt theo quy định của SSOP1.8.
- Các dụng cụ phục vụ công việc xuất hàng phải được làmvệ sinh sạch theo hướng dẫn mục 3.3.6 của SSOP1.4.
b. Thực hiện:- Thành phẩm trong kho phải xếp theo thứ tự từng loại
riêng biệt để thuận tiện cho việc kiểm tra và xuấthàng.
- Thành phẩm phải được xếp trên các pallet: Cách nền 10cm, cách tường 10 – 15 cm, cách trần ít nhất 30 cm.Đường đi trong kho đủ rộng và phải tới được ví trí xanhất trong kho để xuất nhập hàng được dễ dàng
- Không xếp thành phẩm ở dưới giàn lạnh và chắn trướcgiàn lạnh.
- Tuyệt đối không được đứng trên các kiện hàng.2.12.3.2. Kiểm tra chất lượng sản phẩm
a. Chuẩn bị- QC lấy mẫu kiểm trong kho bảo quản theo phương pháp ngẫu
nhiên. - Số lượng mẫu tùy thuộc vào chất lượng và tính chất của
nguyên liệu, phụ thuộc vào quá trình sản xuất. Nhưng ítnhất phải lấy 01 mẫu sản phẩm/ ngày sản xuất hoặc trên lôhàng.
- Sản phẩm lưu kho sau 24 giờ mới được lấy mẫu kiểm chấtlượng:
Sản phẩm mới sản xuất - Kiểm tra tổng quan hình thức sản phẩm sản xuất đã nhập
kho.- Bao bì, ký mã hiệu, niềng thùng, đường hàn PE, cách
sắp xếp sản phẩm trong thùng carton.- Kiểm tra nhiệt độ trung tâm sản phẩm.
50
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Kiểm tra cỡ loại, khối lượng sản phẩm trong bao PE.- Rã đông bằng nước lạnh gián tiếp, khi sản phẩm đã rã
đông hết, cân kiểm tra khối lượng, cỡ loại sản phẩmsau rã đông.
- Kiểm tra màu sắc, mùi vị, kết cấu cơ thịt và tạp chất.
Tần suất kiểm tra Ít nhất 1 mẫu sản phẩm/ ngày sản xuất/mặt hàng.
Sản phẩm lưu kho trên 1 tháng- Sau một tháng phải kiểm tra chất lượng sản phẩm lưu kho
một lần.- Tần suất kiểm tra ít nhất một mẫu sản phẩm/ lô hàng
2.12.3.3. Bảo quản thành phẩm- Kho lạnh được giữ vệ sinh sạch sẽ và định kỳ làm vệ sinh
theo PL01 – SSOP. - Phải thường xuyên kiểm tra và xả tuyết giàn lạnh.- Hạn chế mức thấp nhất việc mở cửa kho lạnh.- Không để bất cứ hàng nào chưa đạt nhiệt độ quy định vào
kho.- Nhiệt độ kho thành phẩm luôn duy trì ở nhiệt độ -180C. - Công nhân vận hành máy lạnh phải kiểm tra hàng ngày sự
hoạt động của nhiệt kế tự ghi.- Trong kho lạnh phải có đủ đèn chiếu sáng và phải có chụp
đèn.- Trong kho lạnh phải có nút mở cửa thoát hiểm hoặc chuông
báo động.2.12.3.4. Xuất và vận chuyển thành phẩm
- Nhiệt độ xe lạnh.- Điều kiện vệ sinh xe.- Công nhân bốc xếp.- Đối với thùng xe lạnh hoặc container chở thành phẩm phải
được làm vệ sinh sạch sẽ. - Trước khi xếp hàng lên xe, nhiệt độ trong thùng xe đạt
-150C.
51

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Xe lạnh hoặc container trong tình trạng hoạt động tốt,nhiệt độ phải duy trì -180C trong suốt quá trình vậnchuyển.
- Trước khi chuyển thành phẩm lên xe, phải kiểm tra lạitình trạng bao bì và các thông tin trên bao bì cho đúngvới yêu cầu của khách hàng.
- Công nhân sắp xếp thành phẩm trong xe lạnh phải xếp theohàng để dễ kiểm tra số lượng.
- Xếp các kiện hàng cách trần và cách cửa xe ít nhất 30 cm,vị trí trước giàn lạnh tới cuối thùng xe phải thấp hơngiàn lạnh.
- Khi xuất hàng và xếp hàng, công nhân phải nhẹ nhàng,tránh va đập mạnh. Không được đứng lên các thùng hàng.
- Trong suốt quá trình vận chuyển phải duy trì nhiệt độ -180C.
52
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
CHƯƠNG IV : TÌM HIỂU VỀ CÁC THIẾT BỊ SẢN XUẤT CHÍNH
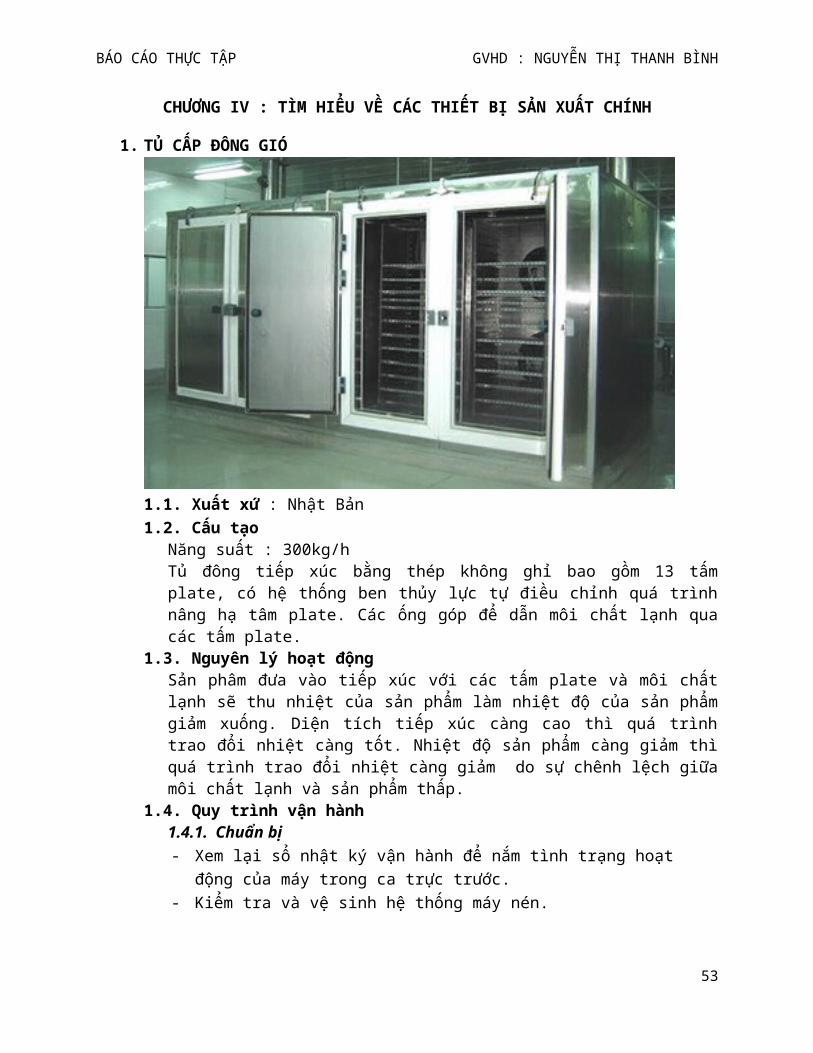
1. TỦ CẤP ĐÔNG GIÓ
1.1. Xuất xứ : Nhật Bản1.2. Cấu tạo
Năng suất : 300kg/hTủ đông tiếp xúc bằng thép không ghỉ bao gồm 13 tấmplate, có hệ thống ben thủy lực tự điều chỉnh quá trìnhnâng hạ tâm plate. Các ống góp để dẫn môi chất lạnh quacác tấm plate.
1.3. Nguyên lý hoạt độngSản phâm đưa vào tiếp xúc với các tấm plate và môi chấtlạnh sẽ thu nhiệt của sản phẩm làm nhiệt độ của sản phẩmgiảm xuống. Diện tích tiếp xúc càng cao thì quá trìnhtrao đổi nhiệt càng tốt. Nhiệt độ sản phẩm càng giảm thìquá trình trao đổi nhiệt càng giảm do sự chênh lệch giữamôi chất lạnh và sản phẩm thấp.
1.4. Quy trình vận hành1.4.1. Chuẩn bị- Xem lại sổ nhật ký vận hành để nắm tình trạng hoạt
động của máy trong ca trực trước.- Kiểm tra và vệ sinh hệ thống máy nén.
53
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Kiểm tra lại điện áp nguồn không được sai lệch quá +- 5% (360V<U<400V)
- Kiểm tra lại mức nhớt ( gần đây mắt kính trong bình tách nhớt)
- Kiểm tra và đưa các Vale về trạng thái chuẩn bị khởi động máy.+ Các Vale đẩy, van trên đường cấp dịch mở.+ Vale chặn hút đóng ( khi chạy máy thì mở từ từ)
- Kiểm tra nguồn nước cấp cho dàn ngưng.- Hâm nóng nhớt 1-2 giờ trước khi chạy máy.1.4.2. Chạy máy- Đóng CB điều khiển : đèn báo thiếu dầu và thiếu nước
sáng, còi hú.- Mở Contact bơm nước dàn ngưng, đèn báo thiếu nước tắt.- Mở Contact chạy 2 quạt dàn lạnh, khoảng thời gian chạy
giữa 2 quạt là 2 phút.- Mở Contact cho bơm dầu, đèn báo thiếu dầu tắt, còi hết
hú.- Sau khi bơm dầu khoảng 1 phút thì bật Contact cho máy
nén chạy. Bơm dầu sẽ tự ngắt sau 1 phút. Hiện máy đangchạy ở trạng thái giảm tải để rút Gas trong thời gian khoảng 20 phút. Mở từ từ Vale hút, khống chế áp suất hút không quá 2 kg/cm2, áp suất nén không quá 15 kg/cm2.
- Mở Contact cấp dịch cho trung gian.- Hết thời gian giảm tải , máy nén sẽ tự động mang tải
100%, lúc này khống chế Vale hút sao cho áp suất hút <= 0 và áp suất nén <= 15 kg/cm2. Tiếp tục mở từ từ Vale hút cho đến khi mở hết Vale.
- Mở cấp dịch cho LVS.- Theo dõi và ghi sổ NKVH theo tần suất quy định.1.4.3. Ngừng chạy máy- Tắt cấp dịch cho LVS, tắt cấp dịch trung gian để rút
Gas về bình chứa.- Đóng Vale hút.- Nhấn Contact để tắt máy nén.
54
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Tắt bơm dầu.- Tắt quạt dàn lạnh.- Tắt quạt, bơm nước giải nhiệt sau 5 phút tắt máy.- Ghi sổ NKVH tình trang hoạt động của máy.
*Chú ý : Trong trường hợp đứng máy lâu ngày phải đóng Vale chặn cấp dịch tại bình LVS và Vale chặn cấp dịch trung gian.
55
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
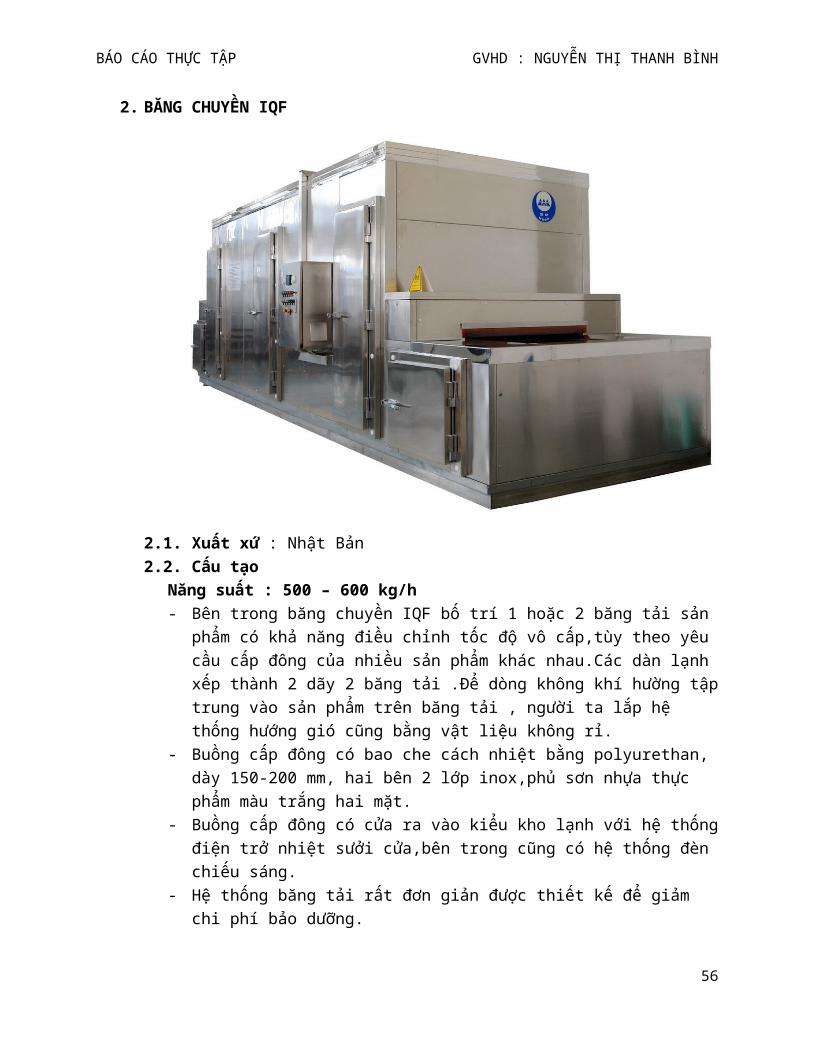
2. BĂNG CHUYỀN IQF
2.1. Xuất xứ : Nhật Bản2.2. Cấu tạo
Năng suất : 500 – 600 kg/h- Bên trong băng chuyền IQF bố trí 1 hoặc 2 băng tải sản
phẩm có khả năng điều chỉnh tốc độ vô cấp,tùy theo yêu cầu cấp đông của nhiều sản phẩm khác nhau.Các dàn lạnh xếp thành 2 dãy 2 băng tải .Để dòng không khí hường tậptrung vào sản phẩm trên băng tải , người ta lắp hệ thống hướng gió cũng bằng vật liệu không rỉ.
- Buồng cấp đông có bao che cách nhiệt bằng polyurethan, dày 150-200 mm, hai bên 2 lớp inox,phủ sơn nhựa thực phẩm màu trắng hai mặt.
- Buồng cấp đông có cửa ra vào kiểu kho lạnh với hệ thốngđiện trở nhiệt sưởi cửa,bên trong cũng có hệ thống đèn chiếu sáng.
- Hệ thống băng tải rất đơn giản được thiết kế để giảm chi phí bảo dưỡng.
56

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Tốc độ của băng có thể thay đổi cho từng sản phẩm cấp đông khác nhau
- Khung đỡ băng tải và các thiết bị cũng làm bằng vật liệu inox.Dàn lạnh làm bằng thép không gỉ.
- Quạt gió kiểu ly tâm với mô tơ nối trực tiếp, cánh quạtbằng nhôm và lồng dẫn khí vào trong,mô tơ quạt làm bằnghợp kim
- Buồng cấp đông được thiết kế với một hặc nhiều băng tảithẳng xuyên suốt có nhiều cỡ rông hoặc luồng gió khác nhau.
- Băng tải được làm bằng thép không gỉ - Hệ thống được thiết kế theo từng mô đun lắp sẵn cho
phép giảm năng suất cấp đông trong một dãi rộng.Mỗi mô đun đều có dàn lạnh,quạt làm bằng nhôm được lắp hoàn chỉnh.
2.3. Nguyên lý hoạt độngTrong buồng IQF, sản phẩm được di chuyển trên băng tải
dạng tấm phẳng bằng vật liệu thép không rỉ. Hàng ngàn tiavà màn khí lạnh với tốc độ cực cao thổi trực tiếp và liêntục lên mặt trên của sản phẩm và mặt dưới của băng tải, cùng với hệ số dẫn nhiệt cao của loại băng tải sử dụng, đã làm lạnh nhanh sản phẩm bằng hai phương pháp là trao đổi nhiệt đối lưu và tiếp xúc. Do sự trao đổi nhiệt diễn ra đồng thời trên tất cả bề mặt sản phẩm, nên quá trình cấp đông diễn ra nhanh và hiệu quả hơn IQF belt tấm phẳngtruyền thống.
2.4. Quy trình vận hành2.4.1. Chuẩn bị- Chuẩn bị đầy đủ bảo hộ lao động- Kiểm tra bên ngoài máy nén và các thiết bị chuyển
động: quạt điện lạnh, quạt dàn ngưng… xem có vật gì gây trở ngại làm việc bình thường của máy, thiết bị không.
- Kiểm tra điện áp nguồn không được sai lệch định mức 5%360V < U< 400V.
57
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Đóng CB điều khiển và thử điều khiển các thiết bị hoạtđộng có đúng chế độ không, các thiết bị bảo vệ quá tảinhiệt, bảo vệ lưu lượng đầu, bảo vệ áo suất cao, bảo vệ áp suất thấp có hoạt động đúng hay không.
- Kiểm tra số lượng và chất lượng đầu trong máy nén. Mứcđầu phải chiếm 2/3 kính xem mức. Mức đầu lớn quá hoặc bé quá đều không tốt.
- Kiểm tra đèn cửa.- Kiểm tra các thiết bị điều khiển, đo lường và bảo vệ
hệ thống.- Kiểm tra hệ thống điện trong tủ điện, đảm bảo trong
tình trạng hoạt động tốt.- Kiểm tra tình trạng cá van:
Các Vale thường đóng : Vale xả đáy các bình, Valenạp môi chất, riêng Vale chặn hút khi dừng máy thường phải đóng và khi khởi động mở từ từ.
Tất cả các Vale còn lại đều ở trạng thái mở. Đặc biệt Vale chặn dầu đáy máy nén, Vale chặn của cácthiết bị đo lường và bảo vệ phải luôn mở.
Các Vale điều chỉnh: Vale tiết lưu, rơ le nhiệt, rơ le áp suất cao và rơ le áp suất thấp…chỉ có người có trách nhiệm mới được mở và điều chỉnh.
- Kiểm tra các thông số cài đặt: Nhiệt độ cài đặt điều khiển cấp dịch, ngắt cấp
dịch ( thông số có thể thay đổi theo mục đích thực tế sử dụng). Econo sẽ tự động cấp dịch khi nhiệt độ phòng đạt đến -12oC.
Đối với thông số áp suất cũng cần áp dụng theo thực tế sử dụng để cài đặt.
Trường hợp tủ đông áp suất khi mới chạy không quá 1 bar, áp suất nén không quá 16 bar, sau khi đạt nhiệt độ-45oC áp suất hút bằng 0 bar, áp suất nén không quá 15 bar
2.4.2. Chạy máy
58
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Bật công tắc Compressor sang chế độ ON thì máy nén,bơmnước, tháp giải nhiệt chạy.
- Nếu áp suất hệ thống > 5 bar thì khởi động má nén trước, khi áp suất giảm xuống< 3 bả thì quạt dàn lạnh chạy và cấp dịch.
- Sau khi ngưng chạy thì phải đóng van chặn hút lại, khikhởi động máy mở từ từ vạn chặn hút ở mức 0.3 bar, đếnkhi mở hết van chặn hút lại mởi chạy quạt và cấp dịch.
*Lưu ý: có 2 công tắc cấp dịch, lúc đầu mở cấp dịch 1 dầucho đến khi áp suất hút xuống khoảng 0.3-0.5 bar thì mới mở cấp dịch 2 đầu. Nhân viên vận hành theo dõi các thông số của máy nén liên tục trong suốt quá trình chạy cho tớikhi máy ổn địnhm( khoảng 30 phút). Chạy quạt dàn lạnh, băng tải trước kho cấp dịch.
Cần ghi thông số của máy nén sau mỗi giờ hoạt động.
2.4.3. Dừng máya. Dừng máy thông thường- Tắt cấp dịch, rút gas về, bình chứa cho đến khi áp
suất hút thấp rồi đóng van hút và cho tắt máy nén.- Bơm , quạt của tháp giải nhiệt tiếp tục chạy để làm
mát, máy sẽ tự động tắt sau 5 phút.b. Dừng máy do sự cố.
Khi có sự cố khẩn cấp cần tiến hành ngay lập tức:- Nhân nút Energency để dừng máy.- Tắt Aptomat tổng của tủ điện.- Đóng van chặn hút.- Nhanh chóng tìm hiểu và khắc phục sự cố.- Sau khi xử lý xong sự cố, muốn chạy lại cần nhấn nút
RESET.c. Dừng máy lâu dài
Để dừng máy lâu dài cần tiến hành chạy rút gas, rút triệt để môi chất trong dàn lạnh và đưa về bình chứa cap áp
59

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Sau khi tiến hành dừng máy, tắt Aptomat nguồn và khóa tủ điện.
d. Bảo dưỡngHàng tháng cần vệ sinh tháp giải nhiệt, xử lý hệ thống,bơm dầu mới cho các moteur, vệ sinh máy nén.
60
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
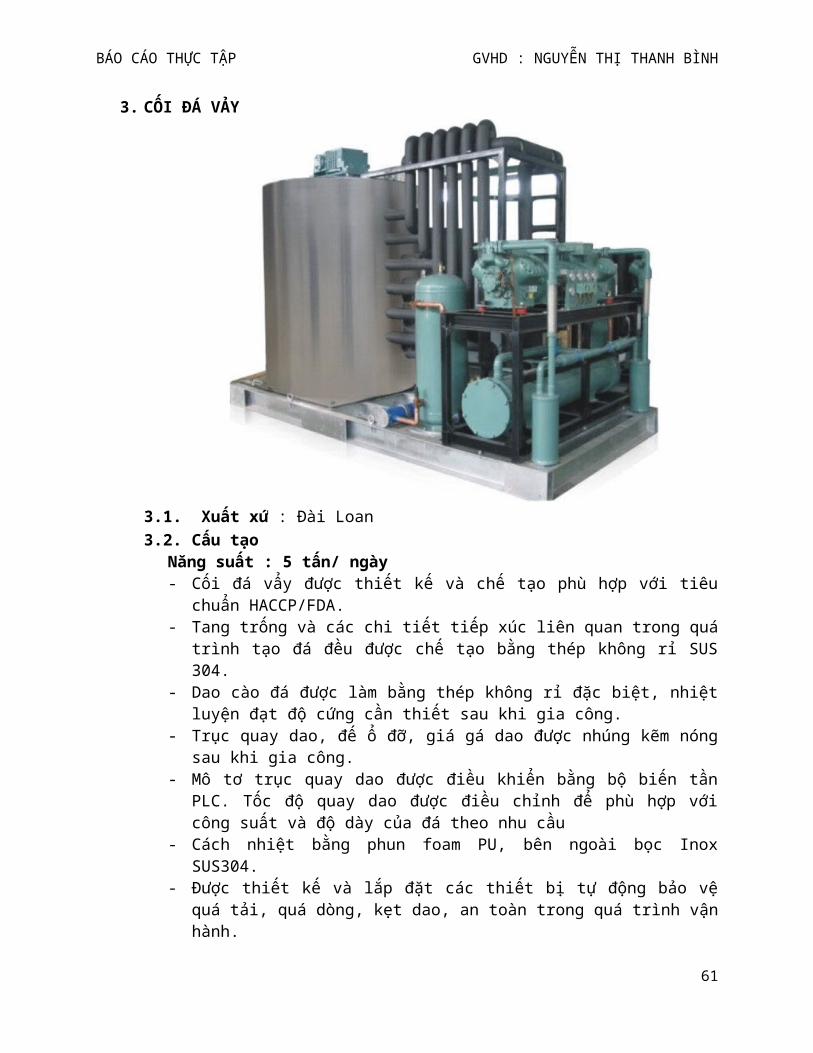
3. CỐI ĐÁ VẢY
3.1. Xuất xứ : Đài Loan3.2. Cấu tạo
Năng suất : 5 tấn/ ngày- Cối đá vẩy được thiết kế và chế tạo phù hợp với tiêu
chuẩn HACCP/FDA.- Tang trống và các chi tiết tiếp xúc liên quan trong quá
trình tạo đá đều được chế tạo bằng thép không rỉ SUS304.
- Dao cào đá được làm bằng thép không rỉ đặc biệt, nhiệtluyện đạt độ cứng cần thiết sau khi gia công.
- Trục quay dao, đế ổ đỡ, giá gá dao được nhúng kẽm nóngsau khi gia công.
- Mô tơ trục quay dao được điều khiển bằng bộ biến tầnPLC. Tốc độ quay dao được điều chỉnh để phù hợp vớicông suất và độ dày của đá theo nhu cầu
- Cách nhiệt bằng phun foam PU, bên ngoài bọc InoxSUS304.
- Được thiết kế và lắp đặt các thiết bị tự động bảo vệquá tải, quá dòng, kẹt dao, an toàn trong quá trình vậnhành.
61
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Chế tạo và lắp ráp hoàn chỉnh tại nhà máy, thuận tiệncho quá trình vận chuyển và lắp đặt tại công trình.
- Cối đá vẩy có thể được chế tạo và lắp đặt để sử dụngtrên tàu thủy.
3.3. Nguyên lý hoạt độngMôi chất lạnh được đưa vào tang trống bằng bơm dịch, bầu đổ hoặc tiết lưu trực tiếp, tang trống cố định, dao gạt đá quay. Đồng thời nước được phun đều lên bề mặt tạo đá dạng tang trống, tại đây nước lạnh sẽ đông cứng tạo thànhmột lớp đá bám đều trên bề mặt tang (nước được làm lạnh thành đá bằng phương pháp trao đổi nhiệt tiếp xúc bề mặt). Phần nước chưa đông sẽ quay về thùng nước qua hệ thống tái tuần hoàn, đảm bảo tất cả lượng nước cấp sẽ tạothành đá. Lớp đá bám trên bề mặt tang sẽ được hệ thống dao gạt tách ra và tạo thành đá vảy. Dao gạt đá có thể làloại dao thẳng răng lược hoặc dao xoắn.
3.4. Quy trình vận hành3.4.1. Chuẩn bị- Xem nhật ký vận hành để biết được trước đó máy ngừng
bình thường hay sự cố. Nếu ngừng vì sự cố thì phải xemsự cố đó đã khắc phục xong chưa trước khi cho hệ thốnghoạt động.
- Kiểm tra nguồn điện 3 pha, đèn báo pha, Volt kế.- Kiểm tra nguồn nước bổ sung cho tháp giải nhiệt.- Kiểm tra mức dầu bôi trơn ở Caste máy nén, nếu dầu
dưới mức giới hạn thì phải nạp thêm dầu.- Kiểm tra tình trang cá Vale trên hệ thống ở trạng thái
mở, riêng Vale hút, Vale Bypass đóng.- Bật Contact nguồn sang vị trí AUTO, Contact Vale điện
từ sang vị trí OFF.- Kiểm tra các chướng ngại vật ở bộ phận truyền động đai
máy nén.3.4.2. Vận hành- Nhấn nút Start khởi động bơm nước giải nhiệt.- Nhấn nút Start khởi động quạt giải nhiệt.- Giảm tải máy, bật Contact giảm tải sang AUTO hoặc MAN.
62
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Nhân nút Start khởi động máy nén- Khởi động cơ chạy với tốc độ ổng định thì chuyển
Contact bộ giảm tải sang vị trí có tải, đóng Vale Bypass lại, sau đó mở Vale chặn hút từ từ, vừa mở vừa theo dõi đồng hồ áp suất hút. Mở hết Vale chặn hút khikim chỉ không tăng nữa.
- Mở Vale điện từ cấp dịch cho các thiết bị sang vị trí AUTO hoặc MAN.
- Mở bơm cấp dịch sang vị trí START.- Kiểm tra dầu ở Caste, nếu thấy dầu sủi bọt hay có
tiếng gõ bất thường trong máy thì dừng máy ngay.- Ghi thông số kỹ thuật vào sổ nhật ký.3.4.3. Dừng máy- Nhấn OFF tắt bơm cấp dịch.- Bật Contact Vale điện từ cấp dịch về vị trí OFF.- Để máy chạy rút Gas về bình chứa cho đến khi áp suất
hút thấp, đóng Vale hút lại và cho tắt máy.- Đóng Vale chặn đẩy khi máy dừng hẳn.- Ghi nhật ký vận hành lý do dừng máy.- Sau 5 -10 phút nhấn nút STOP của quạt giải nhiệt và
bơm nước/.4. BÀN SOI KÝ SINH TRÙNG
4.1. Xuất xứ : Việt Nam4.2. Cấu tạo- Kích thước: 1.000W*1.410*810H(mm).- Công dụng: soi ký sinh trùng, mặt bàn bằng meka mờ dày
5mm.- Có 2 máng đèn đặt phía dưới mặt bàn. Sử dụng 4 bóng đèn
huỳnh quang dài 1.200mm.- Vật liệu chế tạo chính: Inox SUS 304.4.3. Nguyên lý hoạt động
Mực được đặt lên bề mặt bàn soi, dựa vào ánh sáng của đènhuỳnh quang chiếu vào thân mực phát hiện ra ký sinh trùngcó trong nguyên liệu.
4.4. Quy trình vận hành4.4.1. Chuẩn bị
63
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Kiểm tra nguồn điện và độ sáng của bóng đèn- Vệ sinh bề mặt bàn soi - Bật công tắc điện4.4.2. Thực hiện- Đặt thân mực trên bàn soi để ánh sáng đèn từ dưới chiếu
lên, nhìn khắp mặt ngoài thân mực để phát hiện kí sinh trùng nằm trong thịt mực
- Kiểm tra kĩ nơi tiếp giáp giữa dè và thân mực phía ngoài và nơi tiếp giáp nội tạng bên trong
4.4.3. Kết thúc- Vệ sinh bề mặt bàn soi - Tắt công tắc điện
64
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
CHƯƠNG V : HỆ THỐNG QUẢN LÝ CHẤT LƯỢNG - CÔNG TÁC ĐẢM BẢO ANTOÀN VỆ SINH THỰC PHẨM – AN TOÀN LAO ĐỘNG – XỬ LÝ MÔI TRƯỜNG
2. CÔNG TÁC ĐẢM BẢO AN TOÀN VỆ SINH THỰC PHẨM.
2.1. AN TOÀN NGUỒN NƯỚC
2.1.1. YÊU CẦUNước dùng trong chế biến thủy sản làm vệ sinh các bề mặt tiếp xúc với sản phẩm về vệ sinh công nhân phải đạt yêu cầu theo QCVN 01: 2009/BYT và Chỉ thỉ 98/83/EC ngày 3/11/1998 của Cộng đồng Châu Âu.
2.1.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY2.1.2.1.Nguồn nước cung cấp.
a. Nguồn nước thứ nhấtNước dùng trong chế biến và sản xuất đá vảy là nước thủy cục do Nhà máy nước Thành phố Phan Thiết cấp.- Nước được chảy vào hồ trữ có dung tích 100m3- Nước từ hồ trữ 100m3 bơm lên tháp (25m3) và nước từ
trên tháp cung cấp cho toàn xưởng.- Công suất cấp nước Thủy cục 20-30 m3/h, đáp ứng đủ
nhu cầu trong sản xuấtb. Nguồn nước thứ hai
Nước thủy cục chảy vào hồ trữ 50m3 dùng để:- Giải nhiệt cho các máy: cấp đông, kho lạnh và điều
hòa trung tâm.- Làm vệ sinh phòng máy và làm vệ sinh ngòai xưởng sản
xuất.c. Nguồn nước thứ ba- Nước giếng sử dụng cho các nhu cầu ngoài xưởng sản
xuất.- Các vòi nước giếng được sơn đỏ để nhận dạng được dễ
dàng.
2.1.2.2. Hệ thống cấp nước cho xưởng.
- Đường ống dẫn nước thủy cục vào hồ 100m3 đặt ngầm dưới đất.
65
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Đường ống cấp nước từ hồ 100m3 lên tháp và từ tháp vào trong xưởng chế biến đông lạnh làm bằng nhựa cứng và đặt nổi lên cao: Thuận tiện cho việc bảo dưỡng, dễ làm vệ sinh đường ống và không bị nhiễm bẩn nước trong đường ống.
- Không có sự nối chéo nào giữa đường ống cấp nước thủy cục đã qua kiểm soát với đường ống nước không kiểm soát.
- Hệ thống bơm nước bể trữ nước các đường ống cấp nước vào xưởng được làm vệ sinh định kỳ và trong tình trạng bảo trì tốt.
2.1.2.3. Có máy phát điện và máy bơm nước dự phòng khi cósự cố
2.1.3. CÁC THAO TÁC CẦN THỰC HIỆN
2.1.3.1. Kiểm tra chất lượng nước
- Bơm định lượng Chlorine gắn ở trên hồ chứa 100.3- Hàng ngày QC kiểm tra và cho thêm Chlorine vào thùng
chứa để dẫn vào bơm định lượng.- Trước khi sử dụng nước trong sản xuất , QC kiểm tra
dư lượng Chlorine ở vị trí đầu nguồn V(I) và một số vòi nước đại diện trong nhà xưởng, lượng Chlorine trong nước từ 0,5 ppm – 1ppm.
- Lấy mẫu xét nghiệm tiêu chuẩn lượng nước, tiến hành theo đúng kế hoạch được duyệt hàng năm. Mẫu kiểm tra và thẩm tra được xét nghiệm tại NAFI4 hoặc cơ quan chức năng có phòng thí nghiệm tương đương.
2.1.3.2. Làm vệ sinh hệ thống cấp nước
a. Hồ nước dữ trữ 100m3 , bồn chứa nước sản xuất đá vẩy và tháp nước. Làm vệ sinh hồ nước 100m3 và tháp nước
Trình từ làm vệ sinh: Làm vệ sinh hồ nước xong, tiến hành làm vệ sinh tháp
nước:
66
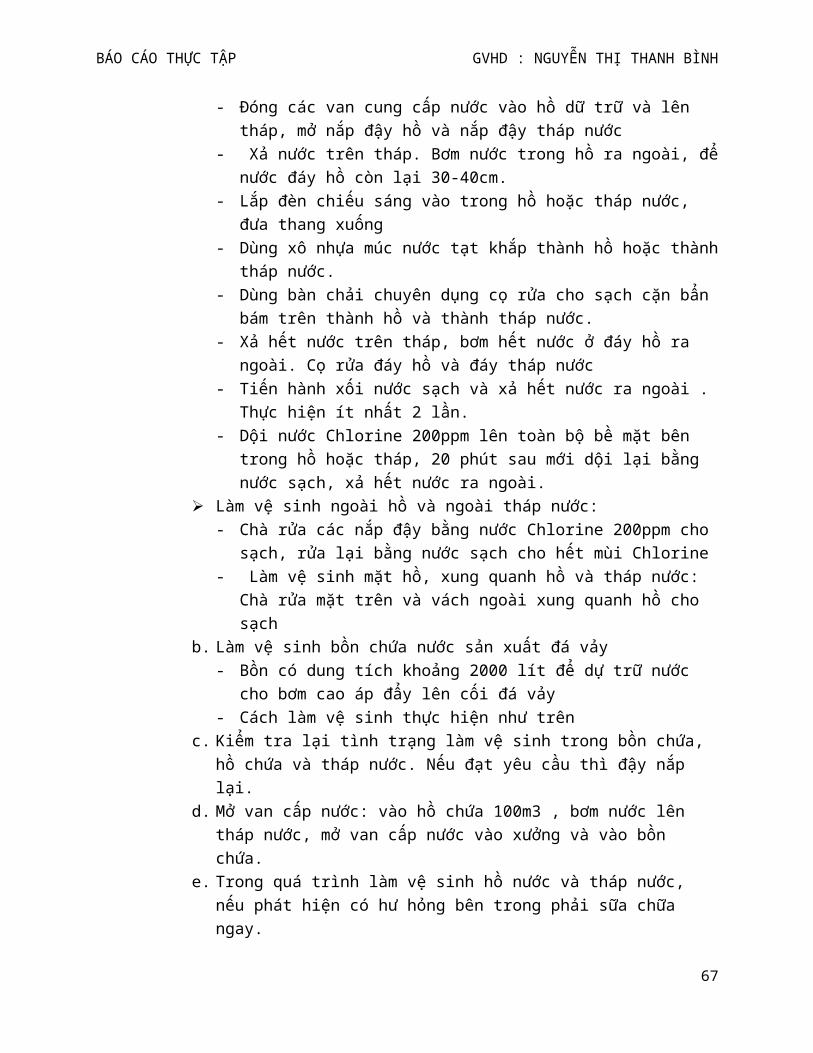
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Đóng các van cung cấp nước vào hồ dữ trữ và lên tháp, mở nắp đậy hồ và nắp đậy tháp nước
- Xả nước trên tháp. Bơm nước trong hồ ra ngoài, đểnước đáy hồ còn lại 30-40cm.
- Lắp đèn chiếu sáng vào trong hồ hoặc tháp nước, đưa thang xuống
- Dùng xô nhựa múc nước tạt khắp thành hồ hoặc thànhtháp nước.
- Dùng bàn chải chuyên dụng cọ rửa cho sạch cặn bẩn bám trên thành hồ và thành tháp nước.
- Xả hết nước trên tháp, bơm hết nước ở đáy hồ ra ngoài. Cọ rửa đáy hồ và đáy tháp nước
- Tiến hành xối nước sạch và xả hết nước ra ngoài . Thực hiện ít nhất 2 lần.
- Dội nước Chlorine 200ppm lên toàn bộ bề mặt bên trong hồ hoặc tháp, 20 phút sau mới dội lại bằng nước sạch, xả hết nước ra ngoài.
Làm vệ sinh ngoài hồ và ngoài tháp nước:- Chà rửa các nắp đậy bằng nước Chlorine 200ppm cho
sạch, rửa lại bằng nước sạch cho hết mùi Chlorine- Làm vệ sinh mặt hồ, xung quanh hồ và tháp nước:
Chà rửa mặt trên và vách ngoài xung quanh hồ cho sạch
b. Làm vệ sinh bồn chứa nước sản xuất đá vảy- Bồn có dung tích khoảng 2000 lít để dự trữ nước
cho bơm cao áp đẩy lên cối đá vảy- Cách làm vệ sinh thực hiện như trên
c. Kiểm tra lại tình trạng làm vệ sinh trong bồn chứa, hồ chứa và tháp nước. Nếu đạt yêu cầu thì đậy nắp lại.
d. Mở van cấp nước: vào hồ chứa 100m3 , bơm nước lên tháp nước, mở van cấp nước vào xưởng và vào bồn chứa.
e. Trong quá trình làm vệ sinh hồ nước và tháp nước, nếu phát hiện có hư hỏng bên trong phải sữa chữa ngay.
67
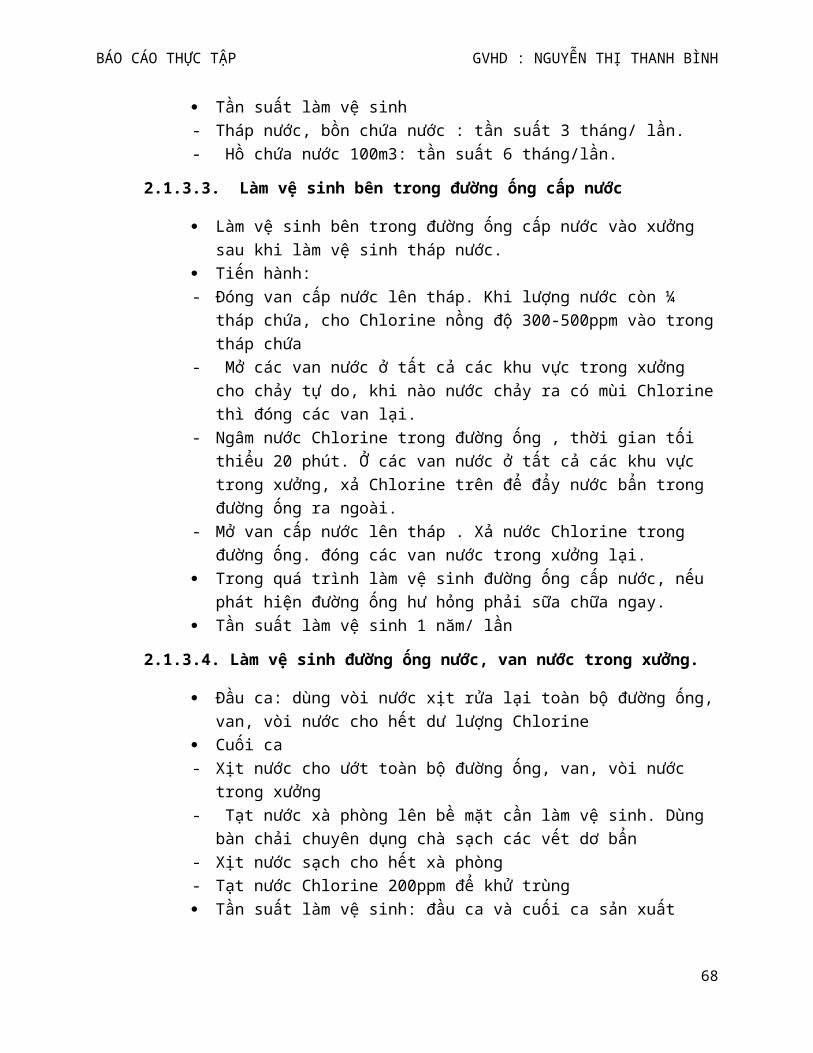
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Tần suất làm vệ sinh- Tháp nước, bồn chứa nước : tần suất 3 tháng/ lần.- Hồ chứa nước 100m3: tần suất 6 tháng/lần.
2.1.3.3. Làm vệ sinh bên trong đường ống cấp nước
Làm vệ sinh bên trong đường ống cấp nước vào xưởng sau khi làm vệ sinh tháp nước.
Tiến hành:- Đóng van cấp nước lên tháp. Khi lượng nước còn ¼
tháp chứa, cho Chlorine nồng độ 300-500ppm vào trongtháp chứa
- Mở các van nước ở tất cả các khu vực trong xưởng cho chảy tự do, khi nào nước chảy ra có mùi Chlorinethì đóng các van lại.
- Ngâm nước Chlorine trong đường ống , thời gian tối thiểu 20 phút. Ở các van nước ở tất cả các khu vực trong xưởng, xả Chlorine trên để đẩy nước bẩn trong đường ống ra ngoài.
- Mở van cấp nước lên tháp . Xả nước Chlorine trong đường ống. đóng các van nước trong xưởng lại.
Trong quá trình làm vệ sinh đường ống cấp nước, nếu phát hiện đường ống hư hỏng phải sữa chữa ngay.
Tần suất làm vệ sinh 1 năm/ lần
2.1.3.4. Làm vệ sinh đường ống nước, van nước trong xưởng.
Đầu ca: dùng vòi nước xịt rửa lại toàn bộ đường ống,van, vòi nước cho hết dư lượng Chlorine
Cuối ca - Xịt nước cho ướt toàn bộ đường ống, van, vòi nước
trong xưởng- Tạt nước xà phòng lên bề mặt cần làm vệ sinh. Dùng
bàn chải chuyên dụng chà sạch các vết dơ bẩn- Xịt nước sạch cho hết xà phòng- Tạt nước Chlorine 200ppm để khử trùng Tần suất làm vệ sinh: đầu ca và cuối ca sản xuất
68
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Đường ống cấp nước trong xưởng được lắp nổi, đi theotường từ trên cao xuống. Làm vệ sinh hàng ngày, đoạnống có lắp van nước gắn ở tường, đường ống và van nước trên bàn chế biến
- Trong xưởng có sử dụng đường ống nước mềm. Khi sử dụng xong phải cuôn lại và treo lên móc ở vị trí quyđịnh.
- Không được để đầu ống nước mềm (hoặc van nước gắn ở đầu ống) xuống nền nhà hoặc nhúng trong các thùng , van nước.
2.2. AN TOÀN NGUỒN NƯỚC ĐÁ2.1.1. MỤC ĐÍCH/ YÊU CẦU
Nước đá tiếp xúc trực tiếp với sản phẩm phải đảm bảo an toànvệ sinh theo QCQN 02-01: 2009/ BNNPTNT và theo Chỉ thị 98/83/EC ngày 3/1/1998.
2.1.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY Công ty sản xuất nước đá vẩy 15 tấn/ngày
- Nước để sản xuất đá vảy là nước dùng trong sản xuất hàng ngày đã được kiểm duyệt
- Nước đá vảy dùng cho công đoạn sơ chế, chế biến, tinh chế và đông lạnh
Nước đá cây mua ngoài:- Nước đá cây dùng để tiếp nhận và bảo quản nguyên liệu.- Công ty ký hợp đồng mua nước đá cây của công ty TNHH
Ngọc Mai, trong hợp đồng có những quy định sau:+ Công ty sản xuất nước đá phải có giấy chứng nhận đủ điều kiện về sinh thực phẩm do Sở y tế Bình Thuậncấp.+ Nước để sản xuất nước đá là nước thủy cục do nhà máy nước Thành phố Phan Thiết cung cấp+ Phương tiện vận chuyển đá cây từ xưởng nước đá về nhà máy phải bằng xe bảo ôn sạch và kín+ Chất lượng nước đá phải sạch, không có tạp chất
69
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
+ Hàng ngày khi đá cây nhập về xưởng, QC phải kiểm tra : phương tiện vận chuyển, chất lượng nước đá.
2.1.3. CÁC THAO TÁC CẦN THỰC HIỆN.
2.1.3.1.Các điều kiện của Xí nghiệp CBTS Phan Thiết.
Kho đá cây:- Công ty có kho đá cây (100 cây) đáp ứng đúng yêu cầu
kỹ thuật.- Hàng ngày vào đầu ca sản xuất, trước khi nhập đá cây
vào kho phải dùng vòi nược mạnh xịt sạch nền kho- Một tuần tổng vệ sinh kho trữ đá cây một lần vào
cuối ngày sau khi sản xuất kết thúc- Máy xay đá, thùng chứa đá được làm vệ sinh và khử
trùng theo mục 3.3.3 của SSOP1.3. Kho đá vảy.
- Thực hiện làm vệ sinh kho chứa đá vảy theo PL16-SSOP- Công nhân không được vào kho đá vảy để xúc đá- Thùng chứa đá vảy trong xưởng bằng thùng nhựa, được
đánh dấu riêng và không được sử dụng cho mục đích khác.
- Công nhân phục vụ nước đá trong xưởng phải thực hiệnvệ sinh sạch sẽ theo quy định của SSOP1.5
2.3. CÁC BỀ MẶT TIẾP XÚC VỚI SẢN PHẨM2.3.1. MỤC ĐÍCH/ YÊU CẦU
Các bề mặt tiếp xúc trực tiếp với sản phẩm là nguồn lây nhiễm cho sản phẩm trong quá trình chế biến.
2.3.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY.a. Phòng rửa khuôn,mâm đông, … bố trí giáp phòng cấp đông.b. Các dụng cụ chế biến, bàn chế biến, khuôn mâm đông và
các bề mặt tiếp xúc với sản phẩm của các thiết bị đều được làm bằng inox, tôn mạ kẽm hoặc nhôm.
c. Các dụng cụ chứa đựng: thùng chứa nguyên liệu, thau rổ,… đều làm bằng nhựa
70
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
d. Vật lieu bao gói (tiếp xúc trực tiếp với sản phẩm) sạch, đảm bảo vệ sinh; được sản xuất từ những chất không độc hại, không thấm nước.
e. Hóa chất: - Hóa chất tẩy rửa: Xà phòng- Hóa chất khử trùng: Chlorine,cồn 70O.
f. Máy bơm tang áp để làm vệ sinh dụng cụ sản xuất và làm vệ sinh nhà xưởng.
2.3.3. CÁC THỦ TỤC CẦN THỰC HIỆN2.3.3.1.Quy định.
- Toàn bộ thiết bị, dụng cụ sản xuất, gang tay, bao bì,… tiếp xúc trực tiếp với sản phẩm phải thực hiện làm vệ sinh và khử trùng.
- Tần suất thực hiện: khi kết thúc sản xuất, trước sảnxuất và trong sản xuất.
2.3.3.2.Chuẩn bịa. Dụng cụ làm vệ sinh:
- Bàn chải, vòi nước,…( tránh sự nhầm lẫn giữa dụng cụvệ sinh các bề mặt tiếp xúc với sản phẩm và dụng cụ vệ sinh nền nhà, chân bàn,…)b. Hóa chất:
- Xà phòng, Chlorine, cồn 70O
- Pha dung dịch Chlorine 100-200ppm để làm vệ sinh dụng cụ sản xuất
2.3.3.3. Thực hiện.2.3.3.3.1. Sản xuất mặt hàng không ăn liền.a. Vệ sinh khi tiếp xúc sản xuất: Vệ sinh dụng cụ chứa đựng như: rổ, khay, thau nhựa,
khuôn xếp sản phẩm hoặc mâm đông,… và các dụng cụ khác: dao, kéo thớt,…Làm sạch màng nhớt, các sản phẩm vụn còn bám trên dụng cụ.- Rửa sạch các dụng cụ dưới vòi nước chảy hoặc trong
dụng cụ chứa nước cháy tràn- Dùng bàn chải hoặc khan rửa chuyên dùng cọ rửa
sạch trong nước xà phòng.
71
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Rửa lại trong nước sạch cho hết xà phòng.- Ngâm ngập trong nước Chlorine 100-200ppm.- Thời gian ngâm khoảng 15-20 phút.- Sau đó rửa lại bằng nước sạch cho hết dư lượng
Chlorine. Vệ sinh gang tay và yếm.
- Giặt trong thau nước chảy tràn cho hết chất bẩn bám vào yếm và gang tay
- Giặt trong nước xà phòng: dùng bàn chải chuyên dùng chà rửa cho sạch mặt bị dơ bẩn.
- Giặt lại trong thau nước chảy tràn cho hết xà phòng.
- Ngâm ngập trong thùng nước có Chlorine 100-200 ppm.
- Rửa lại bằng nước sạch cho hết dư lượng Chlorine.- Làm khô yếm, treo vào vị trí quy định.
Yêu cầu:- Găng tay của công nhân làm vệ sinh có màu đỏ- Găng tay của QC và quản lý xưởng, khách khác àu
với gang tay công nhân snar xuất. Vệ sinh vải mùng.
- Giặt trong thau nước chảy tràn để làm hết màng nhớt, sản phẩm vụn.
- Ngâm trong nước xà phòng, sau đó dùng 2 tay chà sát mạnh.
- Giặt lại trong thau nước chảy tràn cho hết xà phòng.
- Ngâm tong thùng nước có Chlorine 100-200ppm, thời gian khoảng 15-20 phút
- Giúp lại bằng nước sach cho hết dư lượng Chloine.b. Vệ sinh trước sản xuất. Vệ sinh dụng cụ chứa đựng như: rổ, khay, thau nhựa,
khuôn xếp sản phẩm hoặc mâm đông… và các dụng cụ khác: dao, kéo, thớt…- Rửa sạch các dụng cụ dưới vòi chảy (hoặc trong
dụng cụ chứa nước chảy tràn).
72
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Vệ sinh găng tay- Trước khi vào sản xuất, vớt gang tay ra và giặt
lại dưới vòi nước chảy cho hết dư lượng Chlorine.- Để riêng từng loại gang tay trong xô nhựa có nắp
đậy kín. Vệ sinh vải mùng
- Trước khi vào sản xuất , giặt lại trong thau nước chảy tràn.
c. Vệ sinh trong sản xuất. Các dụng cụ sản xuất như : Dao, kéo, thớt…
- Rửa sạch trong thau nước chảy tràn cho hết màng nhớt, vụn sản phẩm.
Bàn chế biến, thùng chứa nguyên liệu…- Bàn chế biến: Dùng nước tạt mặt bàn và rửa cho
sạch những vụn sản phẩm và những chất bẩn.- Thùng chứa nguyên liệu: Dùng vòi nước xịt rửa cho
sạch màng nhớt và những chất bẩn. Găng tay
- Rửa sạch mặt ngoài găng tay dưới vòi nước chảy. Tần suất thực hiện: Trong khoảng thời gian 60 phút làm
vệ sinh dụng cụ đang sản xuất 01 lần.2.3.3.3.2. Sản xuất mặt hàng ăn liền.a. Vệ sinh khi tiếp xúc sản xuất. Các dụng cụ sản xuất ( thau, rổ, khay, thớt)
- Rửa sạch các dụng cụ dưới vòi nước chảy hoặc trongdụng cụ chứa nước chảy tràn.
- Dùng bàn chải hoặc khan rửa chuyên dùng cọ rửa sạch trong nước xà phòng, sau đó rửa lại cho hết xà phòng.
- Ngâm ngập trong thùng nước có chlorine 100-200ppm. Dao, kéo, kẹp, dao cào.
- Dao cào trước khi làm vệ sinh phải tháo rời. Loại bỏ những dao lam bị mẻ, lưỡi dao không sắc.
- Làm vệ sinh xong, rửa lại cho hết xà phòng và để ráo nước.
Khăn lau
73
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Giặt khăn bằng xà phòng, sau đó giặt lại cho sạch hết xà phòng.
b. Vệ sinh trước sản xuất Các dụng cụ sản xuất (thau, rổ, khay, thớt)
- Trước khi vào sản xuất, vớt ra rửa lại dưới vòi nước chảy cho hết dư lượng chlorine.
Dao, kéo, kẹp, dao cào.- Rửa sạch trong nước xà phòng.- Rửa lại bằng nước sạch.- Ngâm riêng từng loại trong cồn 70o ( dụng cụ ngâm
có nắp đậy kín). Khăn lau
- Giặt lại khăn trong nước chảy tràn.- Hấp khử trùng ở nhiệt độ 110oC, áp suất 2at, thời
gian tốt thiểu 30 phút.- Hấp khử trùng xong, xả lại bằng nước sạch rồi cho
vào máy sấy khô.c. Vệ sinh trong sản xuất. Các dụng cụ sản xuất (thau , rổ, khay, thớt)
- Rửa sạch trong thau nước chảy tràn. Dao, kéo, kẹp, dao cào
- Rửa sạch trong thau nước chảy tràn.- Ngâm ngập trong cồn 70o ( dụng cụ ngâm có nắp
đậy) Bàn chế biến
- Dùng nước tạt mặt bàn và rửa cho sạch.- Dùng khăn chuyên dùng đã khử trùng để lau khô mặt
bàn. Khăn lau
- Giặt khăn trong thau nước chảy tràn cho sạch vụn sản phẩm.
- Xả lại bằng nước sạch và sấy khô.- Khăn lau dùng thấm khô mực chỉ sử dụng một lần.
Tần suất thực hiện : Trong khoảng thời gian 45 phút làmvệ sinh dụng cụ đang sản xuất 1 lần.
74
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.3.3.3.3. Vệ sinh các thiết bị , bàn chế biến và thùng chứa đựng trong xưởng
a. Vệ sinh khi kết thúc sản xuất. Vệ sinh máy tách khuôn, máy xay đá.
- Thực hiện làm vệ sinh theo quy định của PL08- SSOP.
Vệ sinh bàn chế biến, thùng chứa nước đá, chứa nguyên liệu- Làm sạch hết vụn sản phẩm, màng nhớt…còn bám trên
bề mặt,( thùng chúa làm bệ sinh cả trong ngoài)- Rửa sạch bằng vòi nước.- Dùng lưới nhúng trong nước xà phòng, làm sạch bề
mặt dụng cụ cần làm vệ sinh. Dùng bàn chải chuyên dùng chà rửa mặt trên, mặt dưới góc cạnh, chỗ gấp khúc của dụng cụ. Chà rửa sạch các nắp thùng.
- Dùng vòi nước rửa lại cho sạch xà phòng.- Tạt nước chlorine 100-200ppm lên các bề mặt đã làm
bệ sinh xong.- Thùng chứa nước đá, chứa nguyên liệu…khử trùng
xong để vào nơi quy định.b. Vệ sinh trước khi sản xuất.
Vệ sinh máy tách khuôn, máy xay đá.- Thực hiện làm vệ sinh theo quy định của PL08-SSOP,
nhưng không dùng xà phòng tẩy rửa. Vệ sinh bàn chế biến, thùng chứa nước đá, chứa
nguyên liệu.- Dùng vòi nước rửa sạch mặt bàn.- Các loại thùng chứa làm vệ sinh xong, đổ hết nước
ra ngoài và đậy nắp thùng lại.c. Vệ sinh vật liệu bao gói.
Quy định việc sử dụng vật liệu bao gói.- Vật liệu bao gói ( tiếp xúc trưc tiếp với sản
phẩm) phải thực hiện làm vệ sinh khử trùng trước khi sử dụng.
- Vật liệu bao gói (tiếp xúc trực tiếp với sản phẩm)chỉ sử dụng 1 lần.
75
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Lượng vật liệu bao gói xuất kho tương ứng với lượng sản phẩm sản xuất.
Thực hiện làm vệ sinh- Vật liệu bao gói tiếp xúc trực tiếp với sản phẩm :
Bao PA, bao PE, mảnh PR, khay xốp- Vệ sinh khử trùng:
+ Kiểm tra kỹ bằng mắt để loại bỏ các khuyết tật, các tạp chất…
+ Khay xốp, mảnh PE rửa trong nước có nồng độ Chlorine 100ppm. Sau đó rửa lại trong nước sạch cho hết dư lượng Chlorine và để ráo nước.
2.4. NGĂN NGỪA SỰ NHIỄM CHÉO2.4.1. MỤC ĐÍCH, YÊU CẦU
Ngăn ngừa được sự nhiễm chéo từ những vật thể không sạch vào sản phẩm và các bề mặt tiếp xúc với sản phẩm.
2.4.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY.- Có các phòng sản xuất riêng cho từng công đoạn: tiếp
nhận, sơ chế , tinh chế, chế biến xếp hộp,phòng trụng, cấp đông, bao gói. Có cửa vận chuyển bán thành phẩm từ phòng này qua phòng khác.
- Kho bao bì trung gian bố trí giáp phòng đóng thùng bao gói và có ô cửa để chuyển bao bì vật tư sang phòng bao gói.
- Các phòng tinh chế, chế biến và xếp hộp có máy điều hòakhông khí trung tâm phân phối. Các phòng sơ chế, phòng cấp đông bao gói có máy điều hòa không khí 2 cục. Phòngtiếp nhận nguyên liệu có hệ thống thông gió bằng quạt hút.
- Cống thoát nước thải trong xưởng đảm bảo vệ sinh. Thoátnước thải nhanh, không bị ứ đọng cục bộ.
2.4.3. CÁC THỦ TỤC CẦN THỰC HIỆN2.4.3.1. Dòng lưu chuyển.
2.4.3.1.1. Đường đi của công nhân và khách.
76
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Công nhân vào làm việc ở các phòng sản xuất trong xưởng (tiếp nhận nguyên liệu, sơ chế, tinh chế, chế biến xếp hộp, phòng trụng và cấp đông) phải đi đúng đường quy định theo SDD01 – SSOP1.
- Khách vào trong xưởng đi theo đường quy định riêng(xem SDD01- SSOP1) và được QC hoặc người điều hành sản xuất hướng dẫn.
- Công nhân vận hành máy lạnh vào xưởng vận hành máy hoặc sữa chữa ( máy, điện, nước…) đi theo đường của công nhân cấp đông.
2.4.3.1.2. Đường đi của nguyên liệu, thành phẩm- Đường đi của nguyên liệu đến thành phẩm theo 1
chiều. Sản phẩm sản xuất ở công đoạn sau phải sạch hơn sản phẩm sản xuất ở công đoạn trước.
- Không được chế biến mặt hàng điệp với mặt hàng khác như mực ,cá…cùng một lúc ở các công đoạn trên dây chuyền sản xuất.
2.4.3.1.3. Đường đi của bao bì- Bao bì cấp cho phòng bao gói đóng thùng chỉ được
chuyển qua ô cửa- Bao bì cấp cho phòng tinh chế vào lúc không sản xuất
và trước khi làm vệ sinh phòng.- Bao bì nhận dư phải nhập trả lại kho bao bì trung
gian bảo quản.2.4.3.1.4. Đường đi của nước đá- Nước đá vảy dùng cho sản xuất phòng chế biến xếp hộp
và cấp đông tại kho đá vảy (cửa kho tại phòng chế biến).
- Nước đá vảy dùng cho sản xuất phòng tinh chế tại khođá vảy (cửa kho tại phòng tinh chế)
- Nước đá vảy dùng cho sản xuất phòng sơ chế tại kho đá vảy( cửa kho tại phòng tại phòng sơ chế).
- Thùng chứa nước đá vảy có nắp đậy kín đặt trên xe đẩy để vận chuyển vào khu vực cấp đông.
2.4.3.1.5. Đường đi của phế liệu
77
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Đường đi của phế liệu riêng biệt. Phế liệu được chứatrong các thùng có nắp đậy kín và ghi ký hiệu (PL). Các thùng phế liệu đã đầy phải chuyển ngay ra ngoài xưởng. Trường hợp phế liệu chưa đầy thùng, không quá1 giờ ít nhất 1 lần phải chuyển thùng phế liệu ra ngoài xưởng.
- Không được sử dụng thùng chứa phế liệu để chứa nguyên liệu, sản phẩm… và ngược lại.
2.4.3.2.Hoạt động của công nhân. Công nhân sản xuất trong xưởng phải chấp hành đúng
quy định.- Làm việc trong xưởng phải tuân thủ đúng quy định về
bảo hộ lao động, vệ sinh cá nhân và quy định sản xuất của từng phòng.
- Không được đi lại từ phòng sản xuất này sang phòng sản xuất khác khi không có nhiệm vụ hoặc không có lệnh điều động của người quản lý sản xuất.
2.4.3.3.Các hoạt động khác.2.4.3.3.1. Ngăn cách các phòng sản xuất trong xưởng. Các cửa đi từ ngoài vào trong xưởng và các ô cửa
xuất nhập thành phẩm, bao bì, nước đá phải có màn nhựa che kín cửa để ngăn côn trùng bay vào trong xưởng.
Khi vào sản xuất.- Đóng kín các cửa đi từ ngoài vào xưởng.- Đóng kín các cửa vào phòng tinh chế (khi sản xuất
mặt hàng ăn liền).- Các cửa giữa các phòng sản xuất phải được đóng kín.2.4.3.3.2. Nhận dạng dụng cụ sản xuất Nhận dạng
Các dụng cụ sản xuất, dụng cụ làm vệ sinh, thùng chứa ở các phòng sản xuất trong xưởng phải được nhận dạng.
- Bằng màu sắc hoặc ghi tên vào dụng cụ của từng phòngsản xuất.
78
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Trong cùng một phòng sản xuất, các dụng cụ được phânchia theo độ sạch của sản phẩm hoặc mục đích sử dụngdụng cụ đó.
Quy định- Dụng cụ chứa đựng như thau, rổ, khay… ở phòng sản
xuất này không được mang sang chứa đựng sản phẩm ở phòng sản xuất khác và ngược lại.
- Một số dụng cụ bảo quản bán sản phẩm, chứa nước, chứa nước muối…khi cần có thể dùng chung cho các phòng sản xuất. Trước khi sử dụng phải làm vệ sinh và khử trùng sạch sẽ.
- Không được sử dụng thùng chở nước đá hoặc trữ nước đá vào mục đích khác và ngược lại.
2.4.3.3.3. Điều hòa không khí và thông gió.a. Điều hòa không khí trong phòng bằng hệ thống máy
lạnh và quạt hút gió. Trước giờ sản xuất 30 phút- Chạy máy điều hòa để làm lạnh phòng phòng tinh chế,
phòng chế biến xếp hộp, sơ chế, cấp đông bao gói.- Chạy quạt hút để hút không khí trong phòng tiếp nhận
nguyên liệu.+ Máy lạnh và quạt hút chạy liên tục trong quá trìnhsản xuất.+ Khi kết thúc toàn bộ hoat động sản xuất (làm vệ sinh xong), sau 15 phút mới tắt máy điều hòa và quạthút.
b. Làm vệ sinh và tần suất thực hiện. Làm vệ sinh Vệ sinh máy điều hòa 2 cục:- Tháo gỡ tấm lưới chắn bụi cửa hút gió, giặt sạch bụi
bẩn dưới vòi nước chảy.- Ngâm trong nước xà phòng 10 phút, dùng bàn chải nhựa
mềm chà sạch bụi bẩn bám vào các khe lưới.- Rửa sạch xà phòng dưới vòi nước chảy, để cho khô và
lắp lại vị trí cũ.
79
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Dùng khăn khô lau sạch bụi bẩn ngoài máy và các cánhđiều chỉnh hướng gió.
Vệ sinh cửa cấp không khí lạnh và cửa bổ sung không khí của hệ thống máy điều hòa trung tâm;
- Dùng khăn lau sạch bụi bẩn các cửa thông gió.- Thường xuyên bảo trì cửa thông gió bằng sơn chống
sét rỉ. Vệ sinh quạt hút không khí:- Giỡ nắp bảo vệ ra ngoài và làm vệ sinh. Thực hiện
như làm vệ sinh tấm chắn bụi cửa hút gió của máy điều hòa 2 cục.
- Dùng khăn khô lau sạch bụi trên các cánh quạt và khung quạt, đậy nắp bảo vệ quạt.
Tần suất thực hiện : 1 tháng làm vệ sinh 1 lần sau khi sản xuất kết thúc.
2.4.3.3.4. Làm vệ sinh hố ga, cống thoát nước thải trong và ngoài xưởng.
a. Làm vệ sinh hố ga và cống thoát nước thải trong xưởng.
Làm vệ sinh sau sản xuất:- Dỡ các nắp chắn hố ga thoát nước thải.- Dùng vòi nước xịt cho trôi hết màng nhớt, vụn sản
phẩm trên cống thoát nước thải, trên miệng hố ga và trên nắp chắn hố ga, giỏ thu chất thải.
- Dội nước xà phòng lên khắp thành cống, miệng hố ga. Dùng bàn chải chuyên dùng cọ cho sạch các vết dơ bẩnở thành cống và xung quanh miệng hố ga.
- Các nắp chắn hố ga, giỏ thu chất thải cọ rửa trong nước xà phòng sạch 2 mặt.
- Dùng vòi nước rửa sạch xà phòng. Lắp đặt nắp hố ga, giỏ thu chất thải đúng vị trí quy định.
- Dội nước chlorine 200ppm những vị trí đã làm vệ sinhxong( không rửa lại).
Tần suất thực hiện:- Làm vệ sinh và khử trùng vào cuối ngày sau khi sản
xuất kết thúc.
80
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
b. Làm vệ sinh hố ga và cống thoát nước thải ngoài xưởng.
Làm vệ sinh:- Hàng ngày tổ vệ sinh theo dõi sự lưu thông nước thải
tại các hố ga và đường cống thoát nước thải ngoài xưởng.
- Cát và các chất rắn( không thu được trong quá trìnhlàm vệ sinh) lắng đọng đầy hố ga, phải tiến hành xúcvà làm sạch hố ga.
- Đường cống nước thải nơi nào bị hư hỏng hoặc bị tắc nghẽn, phải báo cáo để xử lý kịp thời.
Khử trùng- Thực hiện sau khi làm vệ sinh nhà xưởng hoặc sau khi
xúc hố ga.- Dùng nước chlorine từ 500 – 1000 ppm đổ xuống đầu
các đường cống trong xưởng để nước chlorine chảy ra cống chính.
- Lượng nước chlorine phải đủ để khử trùng toàn bộ chiều dài các cống nước thải trong và ngoài xưởng.
Tần suất thực hiện: 1 tuần/1 lần2.4.3.3.5. Quy định thực hiện làm vệ sinh xe chở sản phẩm và xe chở
nước đá trong xưởng.a. Quy định: Xe chở nước đá:- Không được sử dụng để chở sản phẩm và chở các dụng
cụ sản xuất… ngược lại không dùng các xe khác để chởnước đá.
- Trên xe phải ghi : XE CHỞ ĐÁ để dễ nhận dạng.
+ Phòng chế biến xếp hộp có xe chở sản phẩm sang phòng cấp đông. Trên xe phải ghi : XE CB- ĐL.
+ Phòng tiếp nhận nguyên liệu có xe chở riêng. Trên xe phải ghi: XE NL.
Làm vệ sinh:
81
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Sau sản xuất : Thực hiện theo mục c/3.3.1.4 của SSOP1.3
- Trong sản xuất: Trước khi chở đá hoặc chở sản phẩm dùng vòi nước rửa mặt x echo sạch.
- Trước sản xuất: Dùng vòi nước rửa hết dư lượng chlorine.
2.4.3.3.6. Quy định và thực hiện làm vệ sinh xe bao bì vật tư, hóa chất và xe chở phế liệu ngoài xưởng.
Quy định- Xe chở bao bì vật tư, hóa chất:
+ Trên xe phải ghi : XE CHỞ HÀNG
- Xe chở phế liệu:+ Không được sử dụng để bao bì vật tư, hóa chất và
các dụng cụ sản xuất…
+ Trên xe phải ghi :XE CHỞ PHẾ LIỆU
Làm vệ sinh Sau sản xuất : Thực hiện theo mục c/3.3.1.4 của
SSOP1.3 Trong sản xuất:
+ Xe bao bì vật tư và hóa chất.- Trước khi chở phải lau mặt xe cho sạch và khô.- Chở các hóa chất xong, phải dùng vòi nước xịt rửa
mặt xe cho sạch và lau khô.+ Xe chở phế liệu
- Mỗi lần chở phế liệu xong , phải dùng vòi nước xịt rửa mặt xe cho sạch.
- Để đúng vị trí quy định.2.4.3.3.7. Vệ sinh dụng cụ chứa đựng phế liệu. Quy định- Các dụng cụ chứa đựng phế liệu không được làm vệ
sinh chung với các dụng cụ sản xuất khác.- Tổ thu gom phế liệu thực hiện làm vệ sinh. Làm vệ sinh
82
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Sau sản xuất : Thực hiện theo mục a/3.3.1.1. của SSOP1.3
Trong sản xuất :+ Sau khi phế liệu được chuyển đi, các dụng cụ chứa phế liệu phải rửa sạch, không khử trùng.
- Các thùng chứa phế liệu chuyên chở ra ngoài: Làm vệ sinh ngoài xưởng.
- Các dụng cụ thu gom phế liệu trong xưởng : Làm vệ sinh trong xưởng, nhưng phải xa khu vực đang sản xuất.+ Để đúng nơi quy định.
2.4.3.3.8. Vệ sinh môi trường xung quanh xưởng.- Đặt các thùng rác có nắp đậy ở một số vị trí thuận
lợi cho việc gom rác: Trước xưởng, trước nhà chờ sảnxuất…
- Quét dọn, thu gom rác thải thường xuyên trong ngày ởtất cả các khu vực xung quanh nhà xưởng.
- Đưa rác thải ra ngoài xưởng từ 18-20 giờ mỗi ngày hoặc trước 6 giờ sáng ngày hôm sau.
- Những vật dụng không sử dụng và bị hư hỏng phải đưa vào kho, không được để xung quanh nhà xưởng.
- Tổng vệ sinh khu vực ngoài nhà xưởng 1 tuần /1 lần.
2.5. VỆ SINH CÁ NHÂN2.5.1. MỤC ĐÍCH, YÊU CẦU.
Công nhân phải đảm bảo các yêu cầu vệ sinh cá nhân khi sản xuất.
2.5.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY. Xưởng được trang bị đầy đủ các phương tiện rửa tay
và khử trùng tay, bố trí tại các lối đi của công nhân vào các khu vực sản xuất và trong nhà vệ sinh.
Các phương tiện rửa tay bao gồm:- Vòi nước vận hành bằng chân.- Xà phòng nước.- Khăn lau tay một lần và máy sấy khô tay.
83
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Nhà vệ sinh công nhân đủ số lượng phục vụ ở thời điểm công nhân đông nhất.
Hồ nước sát trùng ủng được bố trí tại cửa ra vào trong các khu vực sản xuất.
Phòng thay đồ bảo hộ công nhân bố trí cho từng bộ phàn và quy định theo giới tính: Khu tiếp nhận nguyên liệu, sơ chế, tinh chế, chế biến xếp hộp, phòng trụng và khu cấp đông bao gói.
Có chế độ và quy định về bảo hộ lao động. Có phòng giặt đồ bảo hộ lao động cho công nhân. Có nội quy sản xuất.
2.5.3. CÁC THỦ TỤC CẦN THỰC HIỆN2.5.3.1. Quy định chung
Tất cả công nhân , khách…khi vào xưởng phải mặc bảo hộ lao động và thực hiện vệ sinh cá nhân theo quy định.
Hàng ngày tổ vệ sinh thường xuyên kiểm tra các thiếtbị vệ sinh cá nhân, vòi nước vận hành bằng chân, bình xà phòng nước, khăn lau tay hoặc máy sấy tay ở lối đi vào các khu vực trong xưởng sản xuất và khu vực nhà vệ sinh.
Nhà vệ sinh:- Có công nhân chuyên trách thường xuyên làm vệ sinh
sạch sẽ.- Vận hành các van nước bằng cần gạt hoặc bấm nút.
Giấy vệ sinh tự hoại và xà phòng nước rửa tay đầy đủ. Máy sấy tay hoạt động tốt.
- Nhà vệ sinh nữ có thùng rác mở nắp bằng chân. Hồ nước khử trùng ủng luôn có mực nước sâu khoảng 15
cm, nồng độ chlorine 100-200 ppm.Trước khi vào sản xuất thay nước cũ trong hồ và sau 8 đến 10 giờ thay nước 1 lần.
Phòng giặt bảo hộ lao động:- Phòng giặt BHLĐ có máy giặt công nghiệp và bố trí
1 tổ giặt chuyên trách.
84

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Tổ giặt BHLĐ thu gom quần áo, nón BHLĐ của công nhân viên, khách…làm việc trong xưởng khi sản xuấtkết thúc, giặt sạch và làm khô.
- Tổ giặt xếp BHLĐ của từng tổ sản xuất vào bao PE và đưa vào các phòng thay đồ cho công nhân.
Hàng năm mỗi khi tiếp nhận công nhân mới, Công ty tổchức đào tạo kiến thức cơ bản về việc thực hiện quy phạm vệ sinh trong sản xuất.
2.5.3.2. Quy định vệ sinh công nhân và những người làm việc trong xưởng trước khi vào sản xuất.
2.5.3.2.1. Chuẩn bịa. Chuẩn bị bảo hộ lao động- Tất cả đồ bảo hộ lao động phải sạch trước khi vào
phòng làm việc.- Từng tổ sản xuất nhận quần áo bảo hộ lao động khô
sạch tại phòng thay đồ.- Đối với bảo hộ lao động để làm việc trong phòng
tinh chế ( khi sản xuất mặt hàng ăn sống hoặc mặt hàng có chất lượng cao):+ Sau khi giặt sạch và làm khô, treo từng bộ quần áo, nón, khẩu trang vào trong phòng thay đồ cho đủsố lượng.
+ Không sử dụng bảo hộ lao động trang bị cho công nhân phòng tinh chế để làm việc ở các phòng khác và ngược lại.
- Ủng và yếm nhựa có sẵn trong phòng thay đồ.b. Yêu cầu- Kiểm tra lại sự gọn gàng sau khi mặc đồ bảo hộ lao
động và đội nón bao kín tóc.- Đối với nhân viên thống kê:
+ Khi vào xưởng làm việc không phải mang yếm nhựa và bao tay.+ Không được dùng tay tiếp xúc trực tiếp với sản phẩm và các vật dụng tiếp xúc trực tiếp với sản phẩm.
85
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.5.3.2.2. Rửa tay, khử trùng tay, khử trùng ủnga. Rửa và khử trùng tay.
Thực hiện- Xắn tay áo trên khuỷu ( nếu áo dài tay)- Rửa tay dưới vòi nước vận hành bằng chân. Để tay
nghiêng dưới vòi nước và rửa từ bàn tay xuống khuỷu tay.
- Cho xà phòng nước vào hai lòng bàn tay và xoa khắp2 bàn tay cho đến gần khuỷu tay. Chà rửa cho sạch gan bàn tay, mu bàn tay, cổ tay, các khe ngón tay và các nếp móng tay cho thật sạch.
- Rửa tay dưới vòi nước cho sạch xà phòng ( rửa từ bàn tay xuống khuỷu tay).
- Ngâm tay ( ngập tới gần khuỷu tay) trong nước có pha chlorine 10ppm, thời gian tối thiểu 10s.
- Rửa tay dưới vòi nước vận hành bằng chân cho hết dư lượng chlorine.
- Lau khô tay bằng khăn sạch thấm nước hoặc sấy khô tay bằng máy.
Mang bao tay:- Vào phòng làm việc mang găng tay sạch đã khử trùng
sẵn có trong dụng cụ chứa đựng. Yêu cầu.
- Công nhân đã mang bao tay sạch, không được sờ hoặccầm các vật dụng khác không liên quan đến công việc phải làm.
b. Khử trùng ủng- Hai chân lội trong hồ nước để khử trùng ủng, thời
gian tối thiểu 10 s.2.5.3.3.Quy định vệ sinh công nhân và những người đang làm
việc trong xưởng đi nhà vệ sinh, sau trở lại làm việc.
2.5.3.3.1. Trước khi đi vệ sinh:- Tháo găng tay cho vào dụng cụ chứa găng tay dơ tại
phòng làm việc.- Yếm treo vào vị trí quy định trong phòng thay đồ.
86
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Phải thay quần áo bảo hộ, cùng với khẩu trang, nón, ủng và để lại trong phòng thay đồ của từng bộphận sản xuất.
- Đi dép loại quy định riêng vào nhà vệ sinh.2.5.3.3.2. Vệ sinh xong:
- Trước khi ra khỏi nhà vệ sinh, phải rửa tay bằng xà phòng nước, rửa sạch tay dưới vòi nước nóng vậnhành bằng chân.
- Sấy khô tay, ra ngoài.- Để dép đi nhà vệ sinh đúng nơi quy định.
2.5.3.3.3. Trở lại làm việc:- Vào phòng thay đồ mặc quần áo bảo hộ, đội nón,
mang khẩu trang , đi ủng, mặc yếm.- Trở lại phòng làm việc , thực hiện làm vệ sinh như
trước khi vào xưởng.2.5.3.4.Quy định vệ sinh công nhân và những người làm việc
trong xưởng khi ra ngoài ( việc đột xuất, chờ hàng, nghỉ ăn cơm…hoặc thay đổi công việc ở khu vực sản xuất khác)
2.5.3.4.1. Đi ra ngoài xưởng:- Tháo găng tay cho vào dụng cụ chứa găng tay dơ tại
phòng làm việc.- Yếm treo vào vị trí quy định trong phòng thay đồ.- Phải thay quần áo bảo hộ, cùng với khẩu trang,
nón, ủng và để tại phòng thay đồ của từng bộ phận sản xuất
Đối với thông kê:Thay quần áo bảo hộ, cùng với khẩu trang, nón, ủng và để tại phòng thay đồ của từng bộ phận sản xuất.
2.5.3.4.2. Thay đổi công việc trong xưởng:- Thực hiện công việc nào, sử dụng găng tay của
công việc đó.- Phòng tinh chế có BHLĐ riêng. Không sử dụng
BHLĐ phòng tinh chế cho công việc khác trong xưởng và ngược lại.
2.5.3.5. Làm vệ sinh ủng:
87
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Cuối ngày phải chà rửa mặt ngoài ủng bằng nước xà phòng cho sạch. Rửa lại ủng cho sạch xà phòng.
- Đặt ủng lên kệ hoặc xếp dưới nền nhà ở vị trí quy định.
- Một tuần phải giặt bên trong ủng ít nhất 01 lần. Phơi nắng hoặc quạt cho khô bên trong ủng mới đượcsử dụng.
2.5.3.6. Quy định phòng thay bảo hộ lao động2.5.3.6.1. Vị trí để đồ BHLĐ và đồ cá nhân.a. Quần áo, nón bảo hộ và ủng:
- Quần áo BHLĐ treo lên móc ở khu vực riêng trong phòng và không được treo chung với quần áo cá nhân.
- Giày, dép, guốc của cá nhân sắp xếp để trên giá cùng phía với nơi treo quần áo cá nhân.
- Ủng sắp xếp trên giá cùng phía với nơi treo quần áo BHLĐ.
b. Yếm:- Yếm sach treo ngoài hành lang phòng thay BHLĐ đúng
vị trí quy định của từng tổ sản xuất.- Không được để yếm trong phòng thay đồ.
2.5.3.6.2. Làm vệ sinh phòng thay BDLĐ.a. Làm vệ sinh trong ngày.
- Công nhân đã thay BHLĐ vào phòng sản xuất: phải quét dọn, lau nền phòng cho sạch. Sắp xếp lại đồ BHLĐ (số còn dư), đồ cá nhân cho gọn và đúng vị trí quy định.
- Khi sản xuất trong ngày kết thúc: phải quét dọn, lau nền phòng cho sạch sẽ. sắp xếp các dụng cụ trong phòng cho gọn và đúng vị trí quy định.
b. Làm vệ sinh tuần. Nền phòng:- Dùng chổi lau nhúng nước xà phòng chà rửa nền
phòng thật sạch.- Lau nền nhà cho sạch xà phòng.
88
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Dùng chổi lau nhúng trong nước chlorine 300-500 ppm lau nền. Lau khô nền.
Tường- Dùng khăn vải nhúng trong nước chlorine 300-500
ppm, vắt ráo nước và lau toàn bộ tường trong phòng, từ nền tới móc treo BHLĐ.
- Tần suất thực hiện: vào cuối tuần sau khi sản xuấtkết thúc.
2.5.3.7.Nhà vệ sinh.- Làm vệ sinh thường xuyên: sau khi có hoạt động của
người đi vệ sinh, các thiết bị trong nhà vệ sinh luôn luôn phải sạch sẽ.
- Làm vệ sinh sau khi sản xuất kết thúc:+ Rác trong thùng rác nhà vệ sinh nữ chuyển ra ngoài.+ Làm vệ sinh bồn cầu, bồn rửa tay, nền nhà, tường, cánh cửa, … Thực hiện như nội dung 3.2.2 và 3.2.3 của SSOP1.6- Dụng cụ làm vệ sinh chuyên dùng và riêng biệt.
2.5.3.8.Phòng giặt BHLĐ.Thực hiên theo hướng dẫn PL05-SSOP.
2.6. BẢO VỆ SẢN PHẨM KHÔNG BỊ NHIỄM BẨN2.6.1. MỤC ĐÍCH/YÊU CẦU
Không để sản phẩm, bao bì và các bề mặt tiếp xúc với sản phẩm bị nhiễm bẩn bởi các tác nhân gây nhiễm.
2.6.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY2.6.2.1.Đường ống gaz lạnh của máy cấp đông và đường ống
cấp khí lạnh của máy điều hòa.
89
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Hiện nay trong phòng cấp đông có đường ống gaz lạnh của máy cấp đông lắp đặt trên trần nhà, được bọc cách nhiệt rất tốt và cách trần nhà 1m.
- Phòng tinh chế, chế biến xếp hộp có đường ống dẫn không khí lạnh của máy điều hòa nhiệt độ trung tâmlàm mát không khí trong phòng.
2.6.2.2.Các bề mặt không tiếp xúc với sản phẩm- Nền nhà: là bằng đá mài nhẵn- Tường:
+ ốp gạch men từ nền lên 1,60 m ở tất cả các phòngtrong xưởng.+ phía trên phần gạch men cho đến trần nhà:
- Một số vách tường được sơn loại sơn không thấm nước
- Một số vách tường làm bằng kính có dán giấy chống vỡ.
- Trần: làm bằng nhựa chống thấm nước, nhẵn.- Tất cả các chân bàn chế biến, giá đỡ đều được làm
bằng inox.- Các cửa ra vào, chuyển nguyên liệu, bán sản phẩm,
chuyển phế liệu,… được làm bằng inox.2.6.2.3.Các thiết bị có sử dụng dầu mỡ bôi trơn.
- Máy hút chân không, máy xay đá.2.6.2.4.Các hoạt động khác
- Quy định làm vệ sinh kho lạnh, kho bao bì và các thiết bị không tiếp xúc trực tiếp với sản phẩm.
2.6.3. CÁC THAO TÁC CẦN THỰC HIỆN2.6.3.1.Sự ngưng tụ hơi nước có thể xảy ra ở đường ống dẫn
gaz lạnh và dẫn không khí lạnh trên rần nhà.a. Đường ống dẫn gaz của máy cấp đông.
- Trong phòng cấp đông có lắp đặt đường ống gaz của máy cấp đông trên trần nhà, được bọc cách nhiệt rất tốt và cách trần nhà 1,0m.
- Vị trí lắp đặt đường ống gaz không ảnh hưởng các hoạt động sản xuất phía dưới.
90
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Không có sự ngưng tụ hơi nước trên trần nhà ở vị trí có đường ống gaz đi qua
b. Đường ống cấp không khí lạnh của máy điều hoà trung tâm.- Phòng chế biến, phân cỡ xếp khuôn và phòng tinh
chế có đường ống dẫn không khí lạnh của máy điều hòa nhiệt độ trung tâm làm mát không khí trong phòng. Đường ống đươc bọc cách nhiệt tốt và lắp đặt cách trần nhà 1,0m.
- Trên trần nhà không có sự ngung tụ hơi nước.c. Thực hiện bảo trì.
- Phòng cơ khí vận hành máy thường xuyên kiểm tra vàduy tu bảo dưỡng đường ống gaz lạnh, đườn ống cấp không khí lạnh để hiện tượng ngưng tụ hơi nước trên trần nhà không xảy ra.
2.6.3.2.Làm vệ sinh các bề mặt không tiếp xúc với sản phẩm.
2.6.3.2.1. Trần nhà- Dùng chổi long nhựa quét sạch bụi bám trê trần
nhà.- 01 tuần làm vệ sinh 01 lần khi kết thúc quá trình
sản xuất, nhưng phải trước lúc làm vệ sinh bàn chếbiến, các dụng cụ sản xuất, tường và nền nhà.
2.6.3.2.2. Tường- Phía trên gạch men:
+Phần tường sơn: dùng khăn khô hoặc chổi nhựa mềm quét sạch bụi bám vào+ Phần tường lắp kính: dùng vói nước xịt toàn bộ khung nhôm và mặt kính cho sạch bụi bẩn (không để nước vô hộp điện)+ Phần gạch men:
- Dùng vòi nước xịt toàn bộ tường gạch men (không xịt nước vô hộp điện).
- Dùng khăn nhúng ước xà phòng lau tường và dùng bànchải (chuyên dùng) cọ rửa cho sạch các vết dơ bẩn bám vào.
91
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Dùng vòi nước xịt rửa cho hết xà phòng.- Tạt nước chlorine 500-1000ppm lên những vị trí đã
làm vệ sinh xong. Yêu cầu:
Khi cọ rửa tường phải chú ý cọ rửa thật sạch các góc của 02 mặt tường, các góc của tường với nền nhà, … làm vệ sinh tường và nền nhà cùng lúc để tránh làm vệ sinh trùng lặp phần tiếp giáp.
Tần suất thực hiện:- Khi sản xuất trong ngày kết thúc.- Trước sản xuất (dùng vòi nước xịt từ phần gạch men
trở xuống).2.6.3.2.3. Nền nhà, cửa, rèm cửa, chân bàn chế biến, giá đỡ,…a. Làm vệ sinh sau sản xuất.- Dùng vòi nước rửa toàn bộ các bề mặt cần làm vệ
sinh.- Dùng khăn (hoặc bàn chải chuyên dùng) nhúng trong
nước xà phòng chà rửa lên các bề mặt làm vệ sinh.- Dùng bàn chải (chuyên dùng) cọ rửa thật sạch các
vết dơ bẩn bám vào:+ Toàn bộ nền nhà+ Cọ rửa 2 mặt cánh cửa, khung cửa và các khe cửa.+ Cọ rửa 2 mặt rèm chắn cửa+ Cọ rửa toàn bộ giá đỡ. Cọ rửa chân bàn chế biến,
bàn thống kê.- Dùng vòi nước xịt sạch xà phòng- Tạt nước Chlorine 300-500 ppm (hoặc dùng khăn
nhúng trong nước chlorine để lau) vào những vị tríđã làm vệ sinh xong.
Yêu cầu: - Rèm chắn cửa sổ từ phòng bao bì trung gian sang
phòng bao gói đóng thùng và từ phòng bao gói đóng thùng ra phía ngoài:
- Dùng khăn nhúng trong nước chlorine 300- 500 ppm lau sạch các vết bụi bẩn ở hai mặt rèm.
b. Làm vệ sinh trong sản xuất.
92

BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Thường xuyên thực hiện làm vệ sinh nền nhà.- Dùng chổi nhựa quét nền nhà cho sạch tạp chất … và
thu gom lại cho vào thùng phế liệu.- Dùng vòi nước rửa lại nền nhà cho sạch- Yêu cầu: khi rửa nền nhà phải cẩn thận, không làm
nước rửa từ nền nhà bắn lên bàn chế biến, bắn vào các dụng cụ chứa nước, chứa sản phẩm,…
2.6.3.2.4. Làm vệ sinh gầm bàn chế biến- Làm vệ sinh gầm bàn chế biến sau khi kết thúc sản
xuất, nhưng thực hiện trước khi làm vệ sinh mặt bàn. Nếu làm vệ sinh gầm bàn trước giờ sản xuất, phải làm vệ sinh mặt bàn. Nếu làm vệ sinh gầm bàn trước giờ sản xuất, phải làm vệ sinh và khử trùng lại mặt bàn, tiến hành như làm vệ sinh sau sản xuất.
- Khi làm vệ sinh gầm bàn chế biến, kết hợp với làm vệ sinh chân bàn.
a. Đối với các bàn chế biến không có giàn vòi rửa:- Lật nghiêng bàn.- Thực hiện theo nội dung mục c/3.3.1.4 của SSOP1.3
(như làm vệ sinh mặt bàn chế biến sau khi sản xuấtkết thúc).
- Thời gian khử trùng ít nhất 20 phút- Dùng vòi nước rửa cho hết dư lương chlorine.b. Đối với các bàn chế biến có giàn vòi rửa:- Không lật nghiêng bàn.- Tiến hành như làm vệ sinh các bàn chế biến không
có giàn vòi nước. Tần suất thực hiện:- Khi sản xuất liên tục, cứ 3 ngày làm vệ sinh và
khử trùng gầm bàn chế biến 1 lần.- Nếu sản xuất gián đoạn trên 3 ngày sản xuất kế
tiếp phải thực hiện làm vệ sinh.2.6.3.2.5. Đèn chiếu sáng.- Tắt điện, gỡ nắp đậy.
93
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Dùng khăn khô lau sạch bụi bẩn mặt trong máng đèn và nắp đậy. Lau sạch bóng đèn.
- Lắp ráp lại như cũ. Đóng điện tử sáng các bóng đèn.
Tần suất thực hiện : 1 tháng làm vệ sinh 1 lần khisản xuất kết thúc.
2.6.3.2.6. Vệ sinh kho lạnh, kho bao bì, máy hút chân không, máy dò kim loại, kho chờ đông, tủ cấp đông.
a. Vệ sinh kho lạnh : Tiến hành thực hiện theo PL01 –SSOP.
b. Vệ sinh kho bao bì : Tiến hành thực hiện theo PL02– SSOP.
c. Vệ sinh kho chờ đông : Tiến hành thực hiện theo PL03 – SSOP.
d. Vệ sinh tủ cấp đông : Tiến hành thực hiện theo PL04 – SSOP.
e. Vệ sinh máy hút chân không : Tiến hành thực hiện theo PL06 – SSOP.
f. Vệ sinh máy dò kim loại : Tiến hành thực hiện theoPL07 – SSOP.
2.6.3.2.7. Kiểm soát máy có dầu bôi trơn.a. Những máy có dầu bôi trơn.Máy xay đá, máy hút chân không.b. Sữa chữa, bảo dưỡng và làm vệ sinh. Sữa chữa và bảo dưỡng:- Sữa chữa và tra dầu mỡ định kỳ vào lúc không sản
xuất.- Phải lau sạch dầu mỡ bám trên máy và khu vực xung
quanh. Làm vệ sinh sau khi sữa chữa và tra dầu mỡ:- Thực hiện như nội dung của PL08 – SSOP : Máy xay
đá.- Thực hiện như nội dung của PL06 – SSOP : Máy hút
chân không.c. Yêu cầu:- Phải kiểm tra máy trước khi sử dụng.
94
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Trong trường hợp đang sản xuất, phát hiện dầu bôi trơn ở máy chảy ra, phải cho máy ngừng hoạt động và báo sữa chữa gấp.
- Nếu dầu bôi trơn chảy ra ảnh hưởng đến sản phẩm : phải tách riêng lô sản phẩm đó ra để kiểm tra xử lý. Nếu sản phẩm không có dầu bôi trơn mới cho nhập chung vào lô sản phẩm sản xuất trong ngày.
95
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.7. SỬ DỤNG, BẢO QUẢN CÁC HÓA CHẤT2.7.1. MỤC ĐÍCH, YÊU CẦU.
Đảm bảo việc sử dụng và bảo quản hóa chất để không gây hại cho sản phẩm.
2.7.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY.a. Hóa chất để riêng ở kho ngoài xưởng sản xuất và được
dán nhãn thích hợp.b. Hóa chất sử dụng trong ngày, QC nhận từ kho chính và
được bảo quản trong dụng cụ kín thích hợp, có ghi nhãn, để tại phòng hóa chất trong xưởng.
c. Kho chứa hóa chất và kho vật liệu bao gói để riêng biệt.
2.7.3. CÁC THỦ TỤC CẦN THỰC HIỆN.2.7.3.1. Quy định
a. Khi nhập hóa chất : Phải kiểm tra chất lượng, số lượng, nhãn mác ( ngày sản xuất, thời hạn sử dụng) và các thông số kỹ thuật cần thiết khác.
b. Lập sổ theo dõi số lượng nhập, xuất, tồn kho để có kế hoạch mua hoặc loại bỏ những hóa chất quá thời hạn sử dụng.
2.7.3.2.Bảo quản.a. Bảo quản:- Kho chứa hóa chất phải thoáng, không được ẩm ướt.- Kho phải kín để tránh côn trùng và chuột xâm nhập
vào kho.- Hóa chất được bảo quản trên các kệ cách nền và
cách tường kho ít nhất 10 cm.b. Cấm:- Không được để thuốc diệt côn trùng trong kho hóa
chất.2.7.3.3.Dụng cụ chứa đựng.
a. Hóa chất tẩy rửa:- Xà phòng bột: Chứa đựng trong các bao PE không
lủng rách, hoặc trong các thùng, hộp nhựa có nắp đậy kín.
96
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Xà phòng nước : Chứa đựng trong các can nhựa, tất cả có nắp đậy kín.
b. Hóa chất khử trùng:- Chlorine ( sản phẩm Việt Nam hoặc Indo sản xuất có
hoạt tính 65% - 70%) được chứa trong các thùng bằng nhựa chắc chắn, có nắp đậy kín và không bị ănmòn hóa học.
- Cồn công nghiệp 700 được đựng trong các can nhựa màu sẫm, có nắp đậy thật kín.
c. Muối dùng trong sản xuất đựng trong các bao PP kín.2.7.3.4.Ghi nhãn
a. Tất cả các hóa chất đều phải được ghi nhãn rõ rang, với nội dung:- Tên hóa chất.- Nồng độ hoặc hoạt tính ,..(trừ muối)- Ngày tháng năm sản xuất ( trừ muối)- Hạn sử dụng ( trừ muối)- Mục đích sử dụng.
b. Yêu cầu:Hóa chất sử dụng hàng ngày trong sản xuất, chỉ cần
ghi nhãn với nội dung sau:- Tên hóa chất.- Nồng độ hoặc hoạt tính.
2.7.3.5.Sử dụnga. Chỉ những người đã được hướng dẫn cách sử dụng và
được giao nhiệm vụ mới được sử dụng hóa chất.b. Không sử dụng các hóa chất: Không có nhãn mắc ( hoặc
không đọc được nội dung ghi trong nhãn mác),hết hạn sử dụng, bị giảm chất lượng.
c. Sử dụng hóa chất phải đúng mục đích, đúng nồng độ hoặc đúng lượng quy định.
d. Hóa chất dạng bột dùng hàng ngày trong xưởng, nên nhận lượng vừa đủ theo nhu cầu sản xuất để hạn chế sự hút ẩm của hóa chất
97
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
2.8. SỨC KHỎE CÔNG NHÂN2.8.1. MỤC ĐÍCH, YÊU CẦU.
Đảm bảo công nhân không là nguồn lây nhiễm vào sản phẩm.
2.8.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY.a. Tất cả công nhân viên mới tuyển dụng vào làm việc
tại xưởng phải có phiếu khám sức khỏe của cơ quan Y tế có thẩm quyền chứng nhận đủ sức khỏe để làm việc.
b. Công nhân viên làm việc tại xưởng được đóng bảo hiểmy tế và khám sức khỏe định kỳ, đăng ký khám chữa bệnh tại bệnh viện Tỉnh.
c. Tại xưởng có tủ thuốc dự phòng sơ cứu trong trưởng hợp cần thiết.
2.8.3. CÁC THỦ TỤC CẦN TUÂN THỦ.2.8.3.1. Kiểm tra định kỳ
- Công ty ký hợp đồng với Trung tâm Y tế Dự phòng Bình Thuận khám sức khỏe cho công nhân viên làm việc tại xưởng 1 lần / năm, công nhân làm việc trong phòng tinh chế, phòng trụng , cấp đông – baogói khám sức khỏe định kỳ 2 lần/ năm.
- Đánh giá tổng quan sức khỏe công nhân, có kế hoạchđiều dưỡng và chữa trị kịp thời.
2.8.3.2. Kiểm tra hàng ngày. Kiểm soát sức khỏe:
a. Tổ kiểm soát vệ sinh hàng ngày phải kiểm tra tay củacông nhân trước khi vào xưởng ( lở, loét, nước ăn tay…)
b. Các trường hợp khi bị bệnh. Trước sản xuất:
Khi bị bệnh phải báo cáo cho tổ trưởng hoặc quản lý xưởng về tình trạng bệnh để:- Có thể bố trí công việc khác phù hợp- Hoặc tạm cho nghỉ công việc- Hoặc cho đi khám bệnh. Khám bệnh xong, phải báo
cáo tình trạng bệnh cho người quản lý xưởng để
98
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
theo dõi. Khi khỏi bệnh mới trở lại xưởng làm việc.
Trong sản xuất:Ngưng công việc đang làm ra ngoài xưởng sơ cứu hoặc giải quyết cho nghỉ khám chữa bệnh.
c. Tai nạn lao động.- Bị tai nạn , chảy máy tay…đưa ra ngoài xưởng sơ
cứu. Nếu nặng đưa đi bệnh viện cấp cứu. Khi khỏi bệnh hoàn toàn mới trở lại xưởng làm việc.
- Tai nạn làm ảnh hưởng đến chất lượng sản phẩm: Phải khoanh tách lô để riêng và xin ý kiến xử lý.
d. Hàng ngày QC và các tổ trưởng tổ sản xuất, tổ trưởngvệ sinh giám sát chặt chẽ tình trạng sức khỏe của công nhân và nhân viên làm việc tại xưởng.
2.8.3.3.Học tập và giáo dục.- Công nhân viên làm việc trong xưởng phải được học
tập an toàn vệ sinh thực phẩm.- Thường xuyên nhắc nhở cho công nhân viên ý thực tự
giác, khai báo các chứng bệnh ngoài da, bệnh lây nhiễm với quản lý xưởng hoặc người phụ trách theo dõi sức khỏe công nhân để được khám chữa bệnh kịp thời.
2.8.3.4.Tủ thuốc cứu thương.- Tại phòng y tế có tủ thuốc cứu thương.- Trong tủ thuốc cứu thương phải có : Băng cuộn
không thấm nước, bông và băng dính, thuốc sát khuẩn ( thuốc không có chloramphelycol và các hóa chất cấm sử dụng khác…)
2.9 KIỂM SOÁT ĐỘNG VẬT GÂY HẠI2.9.4. MỤC ĐÍCH/ YÊU CẦU
Phải ngăn ngửa và tiêu diệt hiệu quả động vật gây hại ( côn trùng, các loài gặm nhấm…)
2.9.5. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TYa. Xưởng sản xuất tiếp giáp với khu dân cu và vườn cây của
dân, xung quanh có tường xây cao che chắn.b. Hệ thống ngăn chặn:
99
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
- Hệ thống cống rãnh thoát nước trong xưởng đều có lưới ngăn chặn sự xaam nhập của chuột.
- Ở các cửa ra vào, cửa sổ từng khu vực trong xưởng có cánh cửa khép kín và rèm che.
c. Hệ thống tiêu diệt:- Có hệ thống bẫy chuột.- Hàng tuần có phun thuốc diệt côn trùng và làm vệ
sinh xung quanh nhà xưởng.2.9.6. CÁC THỦ TỤC CẦN THỰC HIỆN.
2.9.6.1. Bảo trì hệ thống.Thường xuyên kiểm tra và bảo trì các hệ thống ngăn chặnđộng vật gây hại xâm nhập: tường rào, các cửa ra vào, cửa sổ, cửa vận chuyển nguyên liệu, rèm cửa, nắp hố ga,nắp cống thoát nước…
2.9.6.2. Loại bỏ các khu vực dụ dỗ.- Các thùng chứa phế liệu có nắp và luôn được đậy
kín- Các hố ga, rãnh thoát nước trong xưởng phảo được
làm vệ sinh sạch sẽ khi kết thúc sản xuất trong ngày.
- Các dụng cụ sản xuất, các thiết bị, máy móc hư hỏng,… không được để ở trong nhà xưởng hoặc khu vực xung quanh xưởng.
- Làm sạch môi trường xung quanh xưởng không để độngvật gây hại trú ẩn và sinh sản.
- Không cho gia súc, gia cầm vào trong khuôn viên công ty.
Tần suất 01 tuần/lần. Thực hiện theo nội dung 3.8 của SSOP1.4
2.9.6.3. Kế hoạch tiêu diệt động vật gây hạia. Kế hoạch tiêu diệt:- Lập kế hoạch đặt bẫy chuột và biện pháp xử lý
chuột dính bẫy thực hiện theo KH08-SSOP1- Lập kế hoạch phun thuốc diệt côn trùng, thực hiện
theo KH08-SSOP1.
100
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
4.XỬ LÝ MÔI TRƯỜNG
4.1. KIỂM SOÁT CHẤT THẢI
4.1.1. MỤC ĐÍCH,YÊU CẦUHoạt động của hệ thống thu gom, xử lý chất thải không gâyô nhiễm cho sản phẩm.
4.1.2. ĐIỀU KIỆN HIỆN NAY CỦA CÔNG TY.- Bố trí công nhân chuyên trách làm vệ sinh, thu gom
phế liệu và rác thải.- Phế liệu rắn được đưa ra khỏi xưởng trong ngày
bằng xe chở phế liệu và rác thải có nắp đậy.- Phế liệu là vỏ điệp chứa trong bao PP được đưa ra
khỏi xưởng bằng xe của công ty.- Nhà chứa phế liệu tách biệt vói các phòng sản
xuất.- Hệ thống thoát nước thải tốt, luôn được bảo trì.
4.1.3. CÁC THỦ TỤC CẦN ĐƯỢC THỰC HIỆN.4.1.3.1. Thu gom chất thải rắn trong xưởng.
4.1.3.1.1. Chuẩn bị trước khi vào sản xuất:Tổ thu gom phế liệu phaair dưa các dụng cụ chứa phế liệu đã rửa sạch và khử trùng đặt vào các vị trí cầnthu gom phế liệu trong xưởng.
4.1.3.1.2. Thực hiện thu gom trong sản xuất:- Các phế liệu thải ra không đươc xả xuống nền nhà,
phải cho vào giỏ nhựa có lót mảnh PP.- Phế liệu là vỏ điệp phải chứa trong các giỏ lót
bao PP, đẩy giỏ chuyển ra nhà chứa phế liệu trong các bao PP.
- Khu vực nào dùng giỏ chứa phế liệu của khu vực đó.- Phế liệu đọng dồn ở các hố ga trong xưởng phải
thường xuyên thu gom để nước thải trong ống không bị ứ đọng. Không được dở nắp hố ga để thải phế liệu xuống cống thoát nước.
- Phế liệu đã đây giỏ chứa phải đưa ngay ra khỏi khuvực sản xuất. Nếu giỏ chứa chưa đầy mà vẫn lưu lại
101
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
trong xưởng, thì không quá 01 giờ ít nhất 1 lần phải vận chuyển ra khỏi khu vục sản xuất.
4.1.3.1.3. Yêu cầu:- Không được sử dụng dụng cụ chứa phế liệu vào các
mục đích khác và ngược lại.- Công nhân thu gom phế liệu không được tiếp xúc với
sản phẩm và các dụng cụ chứa dựng sản phẩm.- Phế liệu ra ngoài xưởng bằng đường riêng và không
được đi qua ô cửa sổ vận chuyển bán thành phẩm.a. Thu gom rác thải ngoài xưởng.
Thực hiện như mục 3.3.8 của SSOP1.4b. Phòng chứa phế liệu và dụng cụ chứa phế liệu
Phòng chứa phế liệu:- Phế liệu phải cho vào thùng chứa và đậy nắp kín.- Phòng chứa phế liệu luôn phải đóng kín cửa.- Phê liệu là vỏ điệp chứa trong bao PP.- Thực hiện làm vệ sinh và khử trùng phòng như mục
3.2.2 và mục 3.2.3 của SSOP1.6 Dụng cụ chứa phế liệu
Dụng cụ chứa phế liệu được làm vệ sinh và khử trùng.Cách làm vệ sinh như mục 3.3.7 của SSOP1.4
c. Chuyển phế liệu và rác thải ra ngoài xưởng. Người mua phế liệu:- Hàng ngày phải chuyển phế liệu ra ngoại phạm vi
công ty trong khoảng thời gian từ 18 giờ đến 20 giờ.
- Những phế liệu còn lại trong đêm phải chuyển hết trước 6 giờ sáng hôm sau.
Công nhân vệ sinh thu gom rác thải- Hàng ngày từ 18 giờ đến 20 giờ phải chuyển hết rác
thải ra ngoài xưởng để xe rác của Công ty vệ sinh Đô thị chở ra khỏi thành phố.
d. Chất thải lỏng. Kiểm tra:
102
BÁO CÁO THỰC TẬP GVHD : NGUYỄN THỊ THANH BÌNH
Hàng ngày, tổ vệ sinh và QC theo dõi công việc làmvệ sinh khử trùng phải kiểm tra các hố ga trong xưởng, cống thoát nước thải và các hố ga chính ngoài xưởng.
Thực hiện:Việc kiểm soát chất thải lỏng được thực hiện theo mục 3.3.4 của SSOP1.4
AN TOÀN VỀ PHÒNG CHÁY CHỮA CHÁY
- Phòng cháy , chữa cháy là nghĩa vụ của toàn cán bộ, côngnhân viên chức, mọi người cùng tham gia tích cực công tácphòng cháy, chữa cháy.
- Dưới mọi hình thức cấm khách hàng, cán bộ, công nhân viên sửdụng bếp điện, bàn ủi, hút thuốc là nơi cấm lửa
- Dưới mọi hình thức cấm khách hàng, cán bộ công nhân viên tựý câu mắc thay đổi vị trí, sữa chữa đường dây điện…không đểchất cháy gần cầu chì, bảng điện, đường dây điện.
- Phương tiện chữa cháy phải để đúng nơi quy định, đảm bảo vịtrí dễ thấy, thuận tiện thao tác vào việc riêng. Công nhânviên phải có trách nhiệm bảo quản,tham gia
- Khi phát hiện ra cháy nổ thì báo động bằng chuông hay gọiđiện cho đội phòng cháy chữa cháy.
103




















