
BAB IV PEMBUATAN DAN PENGUJIAN - Universitas Sebelas ...
25
perpustakaan.uns.ac.id digilib.uns.ac.id commit to user 37 BAB IV PEMBUATAN DAN PENGUJIAN 4.1. Pembuatan Mesin Proses pembuatan mesin bending hidrolik ini dimulai pada tanggal 8 April 2014 sampai dengan 14 Juni 2014. Tempat pembuatan mesin bending hidrolik dilakukan di Laboratorium Proses Produksi, Fakultas Teknik, Universitas Sebelas Maret Surakarta. 5.1.1 Pembuatan Rangka Mesin Rangka utama dibuat dari besi profil kanal U ukuran 140 x 60 x 6 mm untuk rangka vertikal (tiang), besi profil kanal U ukuran 120 x 55 x 5 mm untuk rangka horisontal, besi profil kanal U ukuran 100 x 50 x 5 mm untuk meja mesin, rangka penekan, dan kaki rangka, besi plat ukuran 150 x 110 x 10 mm untuk dudukan hidrolik, besi plat ukuran 140 x 140 x 12 mm, dan besi plat ukuran 140 x 108 x 12 mm. Langkah pembuatannya adalah sebagai berikut : a. Memotong besi profil kanal U ukuran 140 x 60 x 6 mm sepanjang 1000 mm sebanyak 2 buah. b. Memotong besi profil kanal U ukuran 120 x 55 x 5 mm sepanjang 1120 mm sebanyak 2 buah. c. Memotong besi profil kanal U ukuran 100 x 50 x 5 mm sepanjang 1000 mm sebanyak 6 buah. d. Memotong besi profil kanal U ukuran 100 x 50 x 5 mm sepanjang 175 mm sebanyak 4 buah. e. Memotong besi profil kanal U ukuran 100 x 50 x 5 mm sepanjang 250 mm sebanyak 8 buah. f. Mengebor 2 buah besi profil kanal U 140 x 60 x 5 mm dengan diameter lubang sebesar 16 mm pada titik yang sudah ditentukan sebanyak 4 lubang. g. Mengebor 2 buah besi profil kanal U 120 x 55 x 5 mm dengan diameter lubang sebesar 16 mm pada titik yang sudah ditentukan sebanyak 4 lubang. h. Besi profil kanal U 140 x 60 x 5 mm sebanyak 2 buah diletakkan secara vertikal, kemudian 2 buah besi profil kanal U 120 x 55 x 5 mm diletakkan
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of BAB IV PEMBUATAN DAN PENGUJIAN - Universitas Sebelas ...

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
37
BAB IV
PEMBUATAN DAN PENGUJIAN
4.1. Pembuatan Mesin
Proses pembuatan mesin bending hidrolik ini dimulai pada tanggal 8 April
2014 sampai dengan 14 Juni 2014. Tempat pembuatan mesin bending hidrolik
dilakukan di Laboratorium Proses Produksi, Fakultas Teknik, Universitas Sebelas
Maret Surakarta.
5.1.1 Pembuatan Rangka Mesin
Rangka utama dibuat dari besi profil kanal U ukuran 140 x 60 x 6 mm untuk
rangka vertikal (tiang), besi profil kanal U ukuran 120 x 55 x 5 mm untuk rangka
horisontal, besi profil kanal U ukuran 100 x 50 x 5 mm untuk meja mesin, rangka
penekan, dan kaki rangka, besi plat ukuran 150 x 110 x 10 mm untuk dudukan
hidrolik, besi plat ukuran 140 x 140 x 12 mm, dan besi plat ukuran 140 x 108 x 12
mm. Langkah pembuatannya adalah sebagai berikut :
a. Memotong besi profil kanal U ukuran 140 x 60 x 6 mm sepanjang 1000 mm
sebanyak 2 buah.
b. Memotong besi profil kanal U ukuran 120 x 55 x 5 mm sepanjang 1120 mm
sebanyak 2 buah.
c. Memotong besi profil kanal U ukuran 100 x 50 x 5 mm sepanjang 1000 mm
sebanyak 6 buah.
d. Memotong besi profil kanal U ukuran 100 x 50 x 5 mm sepanjang 175 mm
sebanyak 4 buah.
e. Memotong besi profil kanal U ukuran 100 x 50 x 5 mm sepanjang 250 mm
sebanyak 8 buah.
f. Mengebor 2 buah besi profil kanal U 140 x 60 x 5 mm dengan diameter lubang
sebesar 16 mm pada titik yang sudah ditentukan sebanyak 4 lubang.
g. Mengebor 2 buah besi profil kanal U 120 x 55 x 5 mm dengan diameter lubang
sebesar 16 mm pada titik yang sudah ditentukan sebanyak 4 lubang.
h. Besi profil kanal U 140 x 60 x 5 mm sebanyak 2 buah diletakkan secara
vertikal, kemudian 2 buah besi profil kanal U 120 x 55 x 5 mm diletakkan

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
38
secara horizontal mengapit besi profil kanal U 140 x 60 x 5 mm, kemudian
diikat dengan baut M16 pada lubang yang telah disediakan.
i. Mengelas antara 4 buah besi profil kanal U ukuran 100 x 50 x 5 mm sepanjang
250 mm dengan 2 buah besi profil kanal U ukuran 140 x 60 x 6 mm dengan
posisi tegak lurus sesuai gambar kerja.
j. Mengelas 2 buah besi profil kanal U ukuran 100 x 50 x 5 mm dengan posisi
besi profil kanal U berlawan sesuai pada gambar kerja.
k. Mengelas tegak lurus antara besi profil kanal U 100 x 50 x 5 mm yang telah
dilas berlawan posisinya tadi dengan besi profil kanal U 140 x 60 x 5 mm yang
telah diikat dengan besi profil kanal U 120 x 55 x 5 mm yang nantinya
digunakan untuk meja mesin.
Gambar 4.1 Proses Pengelasan Rangka
l. Mengelas 2 buah besi plat ukuran 140 x 140 x 12 mm diantara besi profil kanal
U 120 x 55 x 5 mm yang telah disusun tadi sesuai dengan gambar kerja.
m. Mengelas 2 buah besi plat ukuran 140 x 108 x 12 mm diantara besi profil kanal
U 120 x 55 x 5 mm yang telah disusun tadi sesuai dengan gambar kerja.
n. Masing-masing besi profil kanal U 100 x 50 x 5 mm panjang 160 mm tadi
dibor dengan diameter lubang sebesar 16 mm sebanyak 2 lubang.
o. Memasang besi profil kanal U 100 x 50 x 5 pada rangka disebelah kanan dan
kiri, kemudian diikat menggunakan baut M16.
p. Mengebor besi plat ukuran 150 x 110 x 10 mm dengan diameter 10 mm
sebanyak 4 lubang dengan jumlah besi plat sebanyak 2 buah.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
39
q. Mengelas besi plat ukuran 150 x 110 x 10 mm dengan besi profil kanal U 100
x 50 x 5 mm yang sudah diikatkan dengan rangka tadi.
r. Mengebor diameter 14 mm pada tiang rangka sebanyak 4 lubang pada sebelah
kanan dan kiri, yang nantinya akan digunakan untuk mengikat UCP bearing.
Rangka utama berfungsi untuk menopang seluruh berat dari mesin.Dimensi
dari rangka ini dibuat sedemikian rupa, berikut adalah gambar dan ukuran dimensi
dari rangka.
Gambar 4.2 Dimensi Rangka (satuan dalam mm)
5.1.2 Pembuatan Poros Penghubung
a. Langkah pengerjaan
- Memotong besi poros pejal dengan diameter 32 mm, sepanjang 110 mm,
sebanyak 2 buah.
- Memasang benda kerja pada chuck mesin bubut. Benda kerja yang
dicekam sepanjang 50 mm.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
40
- Memasang pahat HSS pada tool post, kemudian menyettingnya dan harus
sejajar dengan sumbu poros (center).
- Mengatur kecepatan putar spindel pada mesin sebesar 460 rpm untuk
roughing dan 755 untuk finishing.
- Menghidupkan mesin.
- Membubut rata muka pada benda kerja sepanjang 2 mm.
Gambar 4.3 Proses Pembubutan Poros Penghubung
- Membubut rata memanjang pada benda kerja sepanjang 57 mm, dengan
kedalaman pemakanan 0,4 mm sebanyak 2 x pemakanan untuk roughing,
dan 0,2 mm sebanyak 1 x untuk finishing.
- Membalik benda kerja, kemudian mencekam kembali benda kerja yang
sudah dibubut tadi sepanjang 53 mm.
- Membubut rata muka sepanjang 3 mm.
- Membubut rata memanjang pada benda kerja sepanjang 48 mm, dengan
kedalaman pemakanan 0,4 mm sebanyak 2 x pemakanan untuk roughing,
dan 0,2 mm sebanyak 1 x untuk finishing.
- Melepas benda kerja dari cekam mesin bubut, kemudian memasang benda
kerja pada cekam dividing head (kepala pembagi) yang sudah terpasang
pada mesin frais sepanjang 50 mm.
- Memasang pahat end mill dengan diameter pahat 10 mm pada arbor.
- Mengatur kecepatan putar pada mesin frais sebesar 78 untuk roughing dan
310 untuk finishing.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
41
- Memilling benda kerja dari titik referensi sedalam 4 mm dan sepanjang 20
mm.
- Memutar index plat kepala pembagi sebanyak 10 putaran, kemudian
memiling kembali benda kerja dari titik referensi sedalam 4 mm dan
sepanjang 20 mm.
- Melalukan langkah yang sama untuk 2 sisi berikutnya dengan memutar
index plat kepala pembagi sebanyak 10 putaran untuk setiap sisi sampai
sisi yang ke 4.
- Melepas benda kerja, kemudian membalik benda kerja tersebut, dan
mencekam pada cekam kepala pembagi.
- Melakukan langkah yang sama seperti diatas sampai selesai.
- Melepas benda kerja dari cekam kepala pembagi, kemudian memindahkan
benda kerja tersebut pada ragum kerja bangku, kemudian mengkikir untuk
membentuk radius 3 mm.
Pembuatan poros penghubung ini berfungsi untuk menghubungkan antara
sambungan penekuk dengan engkol.
b. Perhitungan pembuatan poros penghubung
- Depth of cut (t)
t = 𝐷−𝑑
2 =
32−30
2 = 1 mm
Benda kerja di roughing dengan kedalaman 0,4 mm sebanyak 2 x
pemakanan, untuk finishing sedalam 0,2 mm sebanyak 1 x pemakanan.
- Cutting speed (v) dan kecepatan spindel (n)
Nilai feed (s) dengan pahat HSS sesuai pada tabel westerman halaman 95
untuk kedalaman pemakanan 0,4 mm adalah 45 mm/ putaran, dan untuk
kedalaman 0,2 mm adalah 60 mm/ putaran.
n = 𝑣 .1000
𝜋 . 𝐷 =
45 .1000
3,14 .32 = 447,85 rpm ≈ 460 rpm (untuk roughing)
n = 𝑣 .1000
𝜋 . 𝐷 =
60 .1000
3,14 .30,4 = 628,56 rpm ≈ 755 rpm (untuk finishing)
- Waktu pembubutan
T = 𝐿 . 𝑖
𝑠 . 𝑛 =
105 . 2
0,4 .460 = 1,14 menit (untuk roughing)
T = 𝐿 . 𝑖
𝑠 . 𝑛 =
105 . 1
0,2 .755 = 0,7 menit (untuk finishing)

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
42
c. Perhitungan pengefraisan poros penghubung
- Kecepatan spindel
n = 𝑣 .1000
𝑎 . 𝑏 =
17 .1000
3,5 . 20 = 242,85 rpm ≈ 78 rpm (untuk roughing)
n = 𝑣 .1000
𝑎 . 𝑏 =
22 .1000
0,5 . 20 = 2200 rpm ≈ 310 rpm (untuk finishing)
- Panjang pemakanan
L = l + 𝑑
2 + 2
=20 + 10
2 + 2 = 27 mm (untuk roughing dan finishing)
- Waktu permesinan
Tm = 𝐿
𝑠 =
27
50 = 0,54 menit (untuk roughing)
Tm = 𝐿
𝑠 =
27
120 = 0,225 menit (untuk finishing)
Gambar 4.4 Poros Penghubung (satuan dalam mm)
5.1.3 Pembuatan Poros Berulir
a. Langkah pengerjaan
- Memotong besi poros pejal dengan diameter 25 mm, sepanjang 75 mm,
sebanyak 2 buah.
- Memasang benda kerja pada chuck mesin bubut. Benda kerja yang
dicekam sepanjang 30 mm.
- Memasang pahat HSS pada tool post, kemudian menyettingnya dan harus
sejajar dengan sumbu poros (center).

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
43
- Mengatur kecepatan putar spindel pada mesin sebesar 460 rpm untuk
roughing dan 755 rpm untuk finishing.
- Menghidupkan mesin.
- Membubut rata muka pada benda kerja sepanjang 2 mm.
- Membubut rata memanjang pada benda kerja sepanjang 40 mm, dengan
kedalaman pemakanan 0,5 mm sebanyak 4 x pemakanan dan 0,4 mm
sebanyak 1 x pemakanan untuk roughing, dan 0,1 sebanyak 1 x untuk
finishing.
Gambar 4.5 Proses pembubutan Poros Berulir
- Membalik benda kerja, kemudian mencekam kembali benda kerja yang
sudah dibubut tadi sepanjang 35 mm.
- Membubut rata muka sepanjang 3 mm.
- Membubut rata memanjang pada benda kerja sepanjang 30 mm, dengan
kedalaman 0,5 mm sebanyak 4 x pemakanan dan 0,4 mm sebanyak 1 x
pemakanan untuk roughing, dan 0,1 sebanyak 1 x untuk finishing.
- Mengganti pahat dengan menggunakan pahat ulir. Pada tabel mesin bubut,
menyetting pada huruf AD dan NU untuk module 1,5.
- Membubut ulir sepanjang 25 mm dengan kedalaman pemakanan 0,2 mm
sebanyak 7x pemakanan untuk roughing dan 1 x pemakanan dengan
kedalaman 0,1 mm untuk finishing.
- Melepas benda kerja dari cekam mesin bubut
b. Perhitungan pembuatan poros berulir
- Depth of cut (t)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
44
t = 𝐷−𝑑
2 =
25−20
2 = 2,5 mm
Benda kerja di roughing dengan kedalaman 0,5 mm sebanyak 4 x
pemakanan dan 0,4 mm sebanyak 1 x pemakanan, untuk finishing sedalam
0,1 mm sebanyak 1 x pemakanan.
- Cutting speed (v) dan kecepatan spindel (n)
Nilai feed (s) dengan pahat HSS sesuai pada tabel westerman halaman 95
untuk kedalaman pemakanan 0,5 mm dapat diketahui dengan
menggunakan interpolasi sebagai berikut :
0,4 = 45 m/ menit
0,5 = v
0,8 = 34 m/ menit
0,5− 0,4
0,8−0,4 =
𝑣−45
34−45
0,1
0,4 =
𝑣−45
−11
-11 = 0,4v – 18
-11 + 18 = 0,4v
16,9 = 0,4v
42,25 = v ⇒ v = 42,25 m/ menit
Nilai feed (s) dengan pahat HSS sesuai pada tabel westerman halaman 95
untuk kedalaman pemakanan 0,4 mm adalah 45 mm/ putaran, dan untuk
kedalaman 0,1 mm adalah 60 mm/ putaran.
n = 𝑣 .1000
𝜋 . 𝐷 =
42,25 .1000
3,14 .25 = 538,2 rpm ≈ 460 rpm (untuk roughing)
n = 𝑣 .1000
𝜋 . 𝐷 =
45 .1000
3,14 .21 = 682,4 rpm ≈ 460 rpm (untuk roughing)
n = 𝑣 .1000
𝜋 . 𝐷 =
60 .1000
3,14 .20,2 = 945,9 rpm ≈ 755 rpm (untuk finishing)
- Waktu pembubutan
T = 𝐿 . 𝑖
𝑠 . 𝑛 =
70 . 4
0,5 .460 = 1,22 menit (untuk roughing)
T = 𝐿 . 𝑖
𝑠 . 𝑛 =
70 . 1
0,4 .460 = 0,38 menit (untuk roughing)
T = 𝐿 . 𝑖
𝑠 . 𝑛 =
70 . 1
0,1 .755 = 0,09 menit (untuk finishing)
- Depth of cut (t) pembuatan ulir
t = 𝐷−𝑑
2 =
20−18,5
2 = 0,75 mm

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
45
Benda kerja di roughing dengan kedalaman 0,2 mm sebanyak 7 x
pemakanan dan untuk finishing sedalam 0,1 mm sebanyak 1 x pemakanan.
- Putaran spindel (n) pembuatan ulir
n = 𝑣 .1000
𝜋 . 𝐷 =
60 .1000
3,14 .20 = 955,4 rpm ≈ 70 rpm
- Waktu permesinan
T = 𝐿 . 𝑖
𝑠 . 𝑛 =
20 . 8
0,2 .70 = 11,4 menit
5.1.4 Pembuatan Sock Hidrolik
a. Langkah pengerjaan
- Memotong besi persegi pejal dengan lebar 38 mm, sepanjang 80 mm,
sebanyak 2 buah.
- Memasang benda kerja pada chuck mesin bubut. Benda kerja yang
dicekam sepanjang 50 mm.
- Memasang pahat HSS pada tool post, kemudian menyettingnya dan
sejajar dengan sumbu poros (center).
- Mengatur kecepatan putar spindel pada mesin sebesar 460 rpm untuk
roughing dan 460 rpm untuk finishing.
- Menghidupkan mesin.
- Membubut rata muka pada benda kerja sepanjang 2 mm.
- Membubut rata memanjang benda kerja sepanjang 20 mm.
Gambar 4.6 Pembubutan Sock Hidrolik

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
46
- Melepas center dan menggantinya dengan center drill pada kepala lepas.
- Mengebor dengan center drill hingga kedalaman 5 mm.
- Mengganti center drill dengan mata bor diameter 8 mm, kemudian
mengebor benda kerja hingga kedalaman 25 mm.
- Mengganti mata bor diameter 8 mm dengan 12 mm, kemudian melakukan
pengeboran hingga kedalaman yang sama.
- Mengganti mata bor 12 dengan 16 mm, kemudian melakukan pengeboran
hingga kedalaman yang sama.
- Mengganti mata bor 16 mm dengan mata bor diameter 20 mm, kemudian
melakukan pengeboran hingga kedalaman yang sama.
- Membalik benda kerja, kemudian mencekam kembali benda kerja yang
sudah dibubut tadi sepanjang 50 mm.
- Membubut rata muka sepanjang 3 mm.
- Melepas benda kerja dari cekam mesin bubut, kemudian memberi tanda
dengan penitik.
- Memasang benda kerja kembali pada cekam mesin bor, untuk melakukan
pengeboran pada sisi yang telah diberi tanda dengan penitik tadi.
- Mengebor benda kerja dengan mata bor mata bor diameter 8 mm,
kemudian mengebor benda kerja hingga tembus.
- Mengganti mata bor diameter 8 mm dengan 12 mm, kemudian melakukan
pengeboran hingga kedalaman yang sama.
- Mengganti mata bor 12 dengan 16 mm, kemudian melakukan pengeboran
hingga kedalaman yang sama.
- Mengganti mata bor 16 mm dengan mata bor diameter 20 mm, kemudian
melakukan pengeboran hingga kedalaman yang sama.
- Melepas benda kerja dari ragum mesin bor.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
47
Gambar 4.7 Sock Hidrolik (satuan dalam mm)
b. Perhitungan pembuatan sock hidrolik
- Cutting speed (v) dan kecepatan spindel (n)
Nilai feed (s) dengan pahat HSS sesuai pada tabel westerman halaman 95
untuk kedalaman pemakanan 0,1 mm adalah 60 mm/ putaran.
n = 𝑣 .1000
𝜋 . 𝐷 =
60 .1000
3,14 .38 = 502,85 rpm ≈ 460 rpm (finishing)
- Waktu pembubutan
T = 𝐿 . 𝑖
𝑠 . 𝑛 =
20 . 1
0,1 .460 = 0,34 menit (finishing)
c. Perhitungan pengeboran dengan mesin bor
- Kecepatan spindel (n)
n = 𝑣 .1000
𝜋 . 𝐷 =
23 .1000
3,14 .20 = 366,24 rpm ≈ 100 rpm
- Waktu pengeboran
Tm = 𝐿
𝑆𝑟 .𝑛 =
44
0,2 .100 = 2,2 menit

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
48
5.1.5 Pembuatan Dudukan Hidrolik
Dudukan hidrolik dibuat dari besi plat ST 37 berukuran 150 x 110 x 10 mm
untuk bagian yang diikat dengan hidrolik, dan 60 x 50 x 20 mm untuk bagian
atasnya. Langkah pembuatannya adalah sebagai berikut :
a. Menggerinda benda kerja untuk menghaluskan sisi-sisi benda kerja dari kerak
hasil pembrenderan.
b. Mengukur kemudian memberi tanda dengan penitik pada besi plat berukuran
150 x 110 x 10 mm untuk selanjutnya dilakukan proses pengeboran.
c. Memasang benda kerja pada ragum mesin bor.
d. Menyalakan mesin bor.
e. Mengebor besi plat sampai dengan diameter 10 mm, pada 4 titik yang sudah
diberi tanda tadi.
Gambar 4.8 Proses Pengeboran
f. Mengukur kemudian memberi tanda dengan penitik pada besi berukuran
60 x 50 x 20 mm.
g. Memasang benda kerja pada ragum mesin bor.
h. Menyalakan mesin bor.
i. Mengebor benda kerja sampai dengan diameter 14 mm pada titik yang
sudah diberi tanda tadi.
j. Menyusun kedua benda kerja tadi sesuai dengan rancangan, kemudian
mengelas pada kedua benda kerja tersebut.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
49
Gambar 4.9 Proses Pengelasan Dudukan Hidrolik
5.1.6 Pengecatan
Proses pengecatan pada rangka dimulai dengan mencuci rangka dengan
menggunakan air sabun. Langkah ini dilakukan guna untuk menghilangkan dan
membersihkan oli dan kotoran yang menempel rangka tersebut. Ketika proses
pencucian, dilakukan juga proses pengamplasan pada seluruh bagian, agar oli
yang menempel pada rangka benar-benar bersih. Selain menghilangkan oli dan
kotoran, proses pengamplasan juga berfungsi untuk menghilangkan korosi pada
permukaan benda.
Proses pencucian dan pengamplasan selesai, langkah selanjutnya rangka
dijemur hingga kering. Proses selanjutnya adalah pendempulan. Pendempulan
berfungsi untuk menutupi bagian-bagian yang tidak rata atau berlubang.Kemudian
setelah dempul kering, dilakukan pengamplasan guna mendapatkan permukaan
yang halus.Benda dicuci kembali dengan menggunakan air yang mengalir supaya
benar-benar bersih.Benda yang sudah bersih dan kering, dilakukan pengecatan
poxy untuk memperoleh warna dasar dan agar tidak terkorosi dengan udara
sekitar.
Proses pengecatan dengan menggunakan poxy selesai dan benda sudah benar-
benar kering, selanjutnya adalah melakukan proses pengecatan warna. Warna
hijau muda dipilih untuk menjadi warna pada rangka, warna hitam untuk plat
penekuk (punch), plat landasan (dies), dan plat penjepit (sepatu jepit), dan warna
biru dan silver masing-masing untuk pipa oli dan hidrolik. Pengecatan ini

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
50
berfungsi sebagai pelindung benda dari korosi udara luar sehingga tidak mudah
berkarat.Pengecatan ini juga berguna agar penampilan dari mesin ini sendiri,
menjadi menarik dan indah untuk dilihat.Langkah–langkah dari pencucian hingga
pengecatan juga dilakukan pada semua komponen yang berkaitan.
4.2. Perakitan Mesin
Perakitan merupakan tahap terakhir dalam proses perancangan dan pembuatan
suatu mesin atau alat, dimana suatu cara atau tindakan untuk menempatkan dan
memasang bagian-bagian dari suatu mesin yang digabung dari satu kesatuan
menurut pasangannya, sehingga akan menjadi perakitan mesin yang siap
digunakan sesuai dengan fungsi yang direncanakan. Sebelum melakukan
perakitan hendaknya memperhatikan beberapa hal sebagai berikut :
a. Mempersiapkan semua alat-alat bantu untuk proses perakitan.
b. Komponen-komponen yang akan dirakit, telah selesai dikerjakan dan telah
memenuhi ukuran sesuai perencanaan.
c. Mengetahui jumlah yang akan dirakit dan mengetahui cara pemasangannya.
d. Mengetahui tempat dan urutan pemasangan dari masing-masing komponen
yang tersedia.
Langkah-langkah perakitan sebagai berikut :
a. Mempersiapkan rangka mesin yang telah dibentuk dan dilas sesuai desain, dan
ditempatkan di tempat yang telah ditentukan.
b. Memasang dudukan hidrolik penekuk pada sisi kanan dan kiri rangka utama
dan diikat dengan baut L M10 x 1,5 mm.
Gambar 4.10 Dudukan Silinder Hidrolik

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
51
c. Memasang hidrolik pada dudukan yang telah dipasang sebelumnya.
Gambar 4.11 Silinder Hidrolik
d. Memasang sock hidrolik pada ulir bagian bawah poros hidrolik.
Gambar 4.12 Pemasangan Sock Hidrolik
e. Memasukkan poros penghubung pada lubang UCP bearing kemudian
ujung pada poros yang berpenampang persegi dimasukkan pada lubang
engkol yang telah disediakan. Sisi poros bagian satunya dihubungkan
dengan sambungan penekuk.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
52
Gambar 4.13 Pemasangan Poros dan UCP
f. Plat sambungan penekuk tersebut selanjutnya dihubungkan dengan plat
penekuk (punch) dan diikat menggunakan baut L M10.
g. Melakukan langkah yang sama (c-f) untuk sisi satunya.
h. Memasang 1 set penekuk (2 buah engkol, 2 buah UCP bearing, 2 buah
poros penghubung, 2 sambungan plat penekuk dan 1 buah plat penekuk)
pada rangka yang kemudian diikat menggunakan baut M14 pada lubang
yang telah disiapkan.
i. Menghubungkan antara sock hidrolik dengan engkol mengggunakan poros
berulir dengan diameter 20 mm.
Gambar 4.14 Plat Penekuk (punch)
j. Memasang plat landasan (dies) pada meja rangka yang telah tersedia,
kemudian diikat dengan 2 buah baut L M10 antara rangka dengan plat
landasan pada masing-masing sisi.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
53
Gambar 4.15 Plat Landasan (dies)
k. Memasang 2 buah hidrolik penekan pada rangka bagian atas dan diikat
masing-masing dengan 4 buah baut L M10.
Gambar 4.16 Pemasangan Silinder Hidrolik Penekan
l. Memasang dudukan hidrolik penekan pada ulir bagian bawah hidrolik.
Gambar 4.17 Dudukan Hidolik Penekan

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
54
m. Memasang rangka penekan dan mengikat antara dudukan hidrolik dengan
rangka penekan dengan menggunakan baut L M10 masing-masing 4 buah
untuk setiap dudukan.
Gambar 4.18 Pemasangan Rangka Penekan
n. Memasang plat penekan (sepatu jepit) dengan besi kanal U dan diikat
dengan 5 buah baut M14.
Gambar 4.19 Plat Penekan
o. Memasang selang-selang hidrolik dan telah terpasang nepel, dan
menghubungkan selang tersebut antara hidrolik dengan katub valve pada
rangkaian power pack.
p. Memastikan kembali semua selang dan pipa hidrolik telah tehubung
dengan benar dan tidak terjadi kebocoran.
q. Mesin bending hidrolik siap digunakan.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
55
Gambar 4.20 Mesin Bending Hidrolik
4.3. Pengujian
4.3.1 Langkah Pengujian
Pengujian dilakukan untuk mengetahui sejauh mana unjuk kerja dari mesin
bending hidrolik yang telah dibuat, berikut adalah langkah-langkah pengujiannya:
a. Menghubungkan kabel motor ke sumber arus listrik yang telah disediakan.
b. Membuka kotak panel, kemudian menarik tuas ke arah on.
c. Motor sudah hidup, kemudian menutup kotak panel kembali, setelah itu
putar tombol emergency.
d. Menekan tombol push button sebelah kiri ke arah atas, untuk menaikkan
plat penekan (sepatu jepit).
e. Memasukkan/ meletakkan material plat yang akan ditekuk, yang
sebelumnya telah diberi tanda terlebih dahulu.
f. Menekan tombol push button sebelah kiri ke arah bawah untuk menjepit
plat tersebut.
g. Menekan tombol push button sebelah kanan ke arah bawah, untuk
menekuk plat yang telah terjepit tadi, sesuai dengan sudut yang
dikehendaki (maksimal 90 derajat).
h. Plat telah tertekuk, kemudian menekan tombol push button sebelah kanan
ke arah atas, untuk mengembalikan lagi plat penekuk ke posisi sudut 0
derajat.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
56
i. Menekan tombol push button sebelah kiri ke arah atas, untuk menaikkan
kembali plat penekan.
j. Mengambil material plat yang telah tertekuk.
k. Mengulangi langkah e – j untuk variasi ketebalam plat 1.0 mm, 1.5 mm,
2.0 mm, 2.5 mm dan 3.0 mm.
l. Menekan tombol emergency kembali, setelah itu membuka kotal panel
untuk mematikan saklar dengan menarik tuas ke arah off, kemudian
menutup kotak panel.
m. Mencabut kabel motor dari sumber arus listrik.
4.3.2 Hasil Pengujian Mesin
Uji coba terhadap mesin bending hidrolik dilakukan sebanyak 3 kali yang
rentang waktunya berbeda-beda atau tidak dalam satu waktu sekaligus. Hasil dari
pengujian tersebut yaitu :
a. Uji Coba Pertama
Pada uji coba pertama terhadap mesin bending hidrolik ini dilakukan tanpa
menggunakan tenaga hidrolik atau manual, dan uji coba ini dilakukan tanpa
menggunakan material plat tapi hanya menguji mekanisme penekuk. Pengujian
dilakukan terhadap plat penekuk apakah sudah dapat menekuk sampai 90 derajat
dan bisa kembali ke sudut 0 derajat atau tidak. Hasil dari uji coba ini didapatkan
hasil yang kurang memuaskan. Plat penekuk (punch) belum mencapai sudut 90
derajat, yang dikarenakan plat dudukan hidrolik untuk penekuk kurang turun,
sehingga hanya mencapai sudut 80an derajat, akan tetapi bisa kembali ke sudut 0
derajat.
b. Uji Coba Kedua
Pada uji coba kedua terhadap mesin bending hidrolik ini dilakukan dengan
menggunakan tenaga hidrolik dan menggunakan material plat yang siap untuk
ditekuk. Hasil dari uji coba kedua didapatkan hasil yang kurang memuaskan
dikarenakan plat penekuk tidak presisi (melengkung), yang juga mengakibatkan
tidak presisinya dalam penekukan plat. Hasil analisa didapatkan melengkunya plat
penekuk (punch) dikarenakan distorsi las dan akibat pemotongan komponen plat
penekuk yang menggunakan las (brender). Distorsi las adalah perubahan atau

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
57
penyimpangan bentuk atau kontur yang diinginkan akibat panas yang dihasilkan
dari proses pengelasan. Sebelumnya plat penekuk ini dilas sebelah kanan dan kiri
seperti pada gambar 4.21 untuk mengikat atau menghubungkan antara plat
penekuk dengan sambungan (dudukan) penekuk.
Gambar 4.21 Sambungan Las
c. Uji Coba Ketiga
Pada uji coba ketiga terhadap mesin bending ini didapatkan hasil yang sesuai,
yaitu dapat menekuk hingga sudut 90 derajat. Plat penekuk yang sebelumnya
melengkung diganti dengan plat penekuk yang baru dan tidak menggunakan las
untuk mengikat plat penekuk dengan sambunga penekuk tetapi menggunakan
sanbungan baut. Hasil dari uji coba ketiga didapatkan hasil penekukan yang
presisi, dan dapat menekuk plat dengan ketebalan bervariasi.
Gambar 4.22 Sambungan Baut
4.3.3 Hasil Penekukan Plat
Pengujian terhadap mesin bending hidrolik dilakukan dengan berbagai variasi
ketebalan plat yang akan ditekuk. Plat yang akan ditekuk mempunyai ketebalan
0,5 mm, 1 mm, 1,5 mm, 2 mm, 2,5 mm, sampai 3 mm. Hasil dari pengujian
penekukan plat tersebut sebagai berikut :

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
58
Tabel 4.1 Hasil Pengujian Plat
Tebal Plat (mm) Sudut Plat Hasil
Bending Sudut Bending Radius Plat (mm)
0,5 120,5º 60º 3
1,0 121,5º 60º 4,5
1,5 122,5º 60º 4,5
2,0 124º 60º 5
a. Pengujian dengan ketebalan plat 0,5 mm
- Pertambahan panjang plat (bend allowance) :
Tebal plat (T) = 0,5 mm
Sudut bending (A) = 60º
Jari – jari tekuk (R) = 3 mm
K = faktor untuk memperkirakan regangan (bila R/t < 2, K= 0,33; dan bila
R/t > 2, K= 0,50)
BA = 𝐴𝜋
180 (𝑅 + 𝐾.𝑇)
= 60º 3,14
180 (3 mm + 0,33 . 0,5 mm)
= 3,3 mm
- Melenting kembali (spring back) :
Sudut pada logam lembaran yang ditekuk (A’) = 120,5º
Sudut indikator pembentuk (A’b) = 60º
SB = A ’− A ’b
A ’b
= 120,5⁰− 60⁰
60⁰ = 1,01º
Gambar 4.23 Hasil Pengujian Plat 0,5 mm
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
59
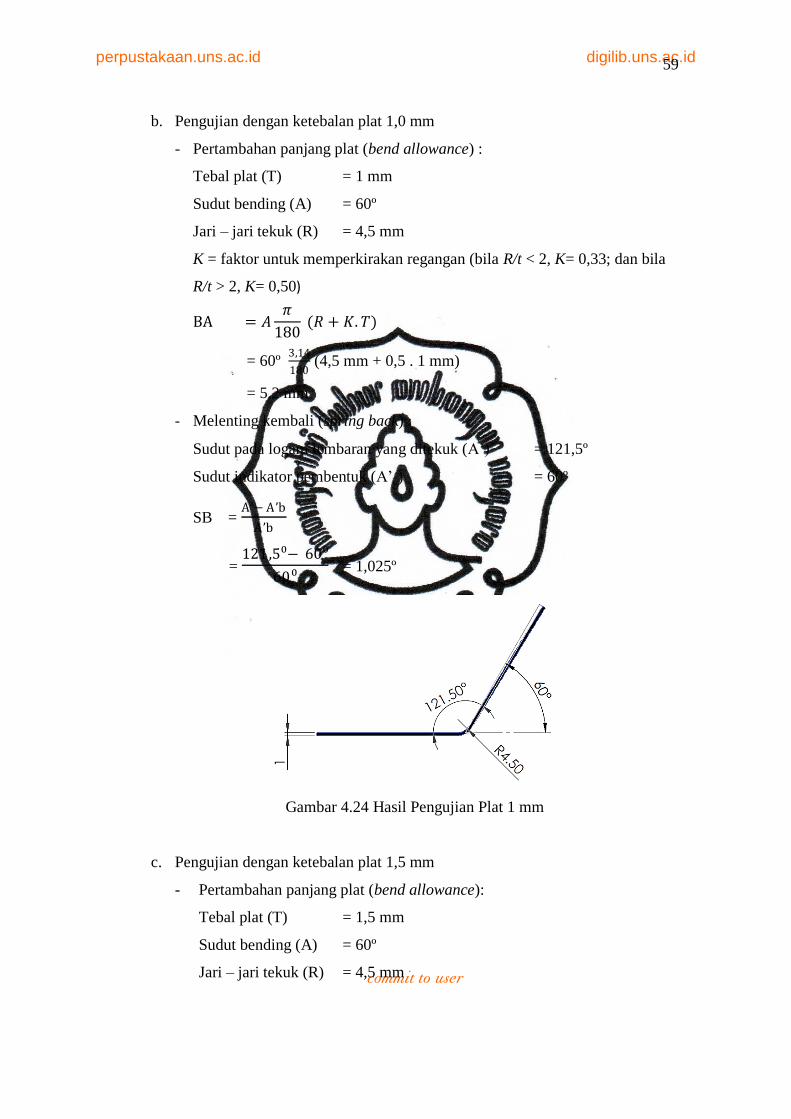
b. Pengujian dengan ketebalan plat 1,0 mm
- Pertambahan panjang plat (bend allowance) :
Tebal plat (T) = 1 mm
Sudut bending (A) = 60º
Jari – jari tekuk (R) = 4,5 mm
K = faktor untuk memperkirakan regangan (bila R/t < 2, K= 0,33; dan bila
R/t > 2, K= 0,50)
BA = 𝐴𝜋
180 (𝑅 + 𝐾.𝑇)
= 60º 3,14
180 (4,5 mm + 0,5 . 1 mm)
= 5,2 mm
- Melenting kembali (spring back) :
Sudut pada logam lembaran yang ditekuk (A’) = 121,5º
Sudut indikator pembentuk (A’b) = 60º
SB = A ’− A ’b
A ’b
= 121,5⁰− 60⁰
60⁰ = 1,025º
Gambar 4.24 Hasil Pengujian Plat 1 mm
c. Pengujian dengan ketebalan plat 1,5 mm
- Pertambahan panjang plat (bend allowance):
Tebal plat (T) = 1,5 mm
Sudut bending (A) = 60º
Jari – jari tekuk (R) = 4,5 mm

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
60
K = faktor untuk memperkirakan regangan (bila R/t < 2, K= 0,33; dan bila
R/t > 2, K= 0,50)
BA = 𝐴𝜋
180 (𝑅 + 𝐾.𝑇)
= 60º 3,14
180 (4,5 mm + 0,5 . 1,5 mm)
= 5,5 mm
- Melenting kembali (spring back) :
Sudut pada logam lembaran yang ditekuk (A’) = 122,5º
Sudut indikator pembentuk (A’b) = 60º
SB = A ’− A ’b
A ’b
= 122,5⁰− 60⁰
60⁰ = 1,04º
Gambar 4.25 Hasil Pengujian Plat 1,5 mm
d. Pengujian dengan ketebalan plat 2,0 mm
- Pertambahan panjang plat (bend allowance):
Tebal plat (T) = 2 mm
Sudut bending (A) = 60º
Jari – jari tekuk (R) = 5 mm
K = faktor untuk memperkirakan regangan (bila R/t < 2, K= 0,33; dan bila
R/t > 2, K= 0,50)
BA = 𝐴𝜋
180 (𝑅 + 𝐾.𝑇)
= 60º 3,14
180 (5 mm + 0,5 . 2 mm)

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
61
= 6,28 mm
- Melenting kembali (spring back) :
Sudut pada logam lembaran yang ditekuk (A’) = 124º
Sudut indikator pembentuk (A’b) = 60º
SB = A ’− A ’b
A ’b
= 124⁰− 60⁰
60⁰ = 1,06º
Gambar 4.26 Hasil Pengujian Plat 2 mm
4.3.4 Kriteria Kerhasilan dalam Pengujian Plat
Kriteria keberhasilan dalam pengujian plat ini antara lain :
1. Mesin tidak mengalami kegagalan dalam uji coba.
2. Plat tidak mengalami keretakan.
3. Nilai sudut bending plat pada bagian ujung kanan dan ujung kiri nilainya
sama.
4. Hasil penekukan sesuai dengan yang diharapkan dengan maksimal sudut 90⁰.
Setelah dilakukan uji coba penekukan plat, hasil plat yang sudah ditekuk telah
memenuhi kriteria yang telah ditentukan, antara lain mesin bending hidrolik tidak
mengalami kegagalan pada saat uji coba penekukan plat, sehingga didapatkan
profil tekukan yang diinginkan. Selain itu plat yang ditekuk juga tidak mengalami
keretakan. Hasil pengukuran nilai sudut bending pada 3 titik plat yang ditentukan,
yaitu pada ujung kanan, tengah, dan ujung kiri, didapatkan nilai sudut yang sama.
Hasil tekukan plat bisa mencapai sudut 90⁰, yang berarti telah memenuhi kriteria.




















